справочник по упаковке-2
TRANSCRIPT

Как упаковать продукт в общепите Справочник всех видов упаковки
+инструкция по применению
Помните!
Упаковка и упаковочные материалы – это не просто маркетинговая
составляющая продвижения вашего товара, это еще и вопрос:
Логистики
Безопасности продукта
Его сроков годности
Удобство для потребителя
Физико-механические и химические свойства
Экология
Вопрос экономии ваших денег
Возможности внедрять инновационные технологии
О данном справочнике

Введение
Что вы должны знать об
упаковке – практические
советы

Пять вещей, которые вы должны знать об упаковке
2
3
4
5
Упаковка должна иметь «паспорт» 1
Вы ищите упаковку согласно паспорту – техническому
заданию
Работайте только с производителем
Любое дорогое решение можно удешевить
Поставщики упаковки лукавят и недоговаривают

Шаг 1 Шаг 2 Шаг 3 Шаг 4
Шаги создания упаковки
Выберите рыночный прототип. Купите его
Составьте техническое задание (пример – далее)
Проведите полный анализ рынка
Выберите производителей вашего решения
Соблюдайте эти шаги в строгой последовательности и вы всегда получите гарантированный результат

Помните – любая упаковка имеет сезонность цены
Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec
Оптимальная цена
Высокая
Повышенная
Оптимальная
Очень выгодная
Цена выше на 5%
Цена выше на 10 %
Цена выше на 20%

Цена – зависит от объемов закупки, но это-не постулат
Выход на объемы
10 коробок/месяц
500 коробок/месяц
20 коробок/месяц
50 коробок/месяц

Ищите поставщика соразмерного вашим объемам
У нас нет малотоннажных производств в РФ С
трат
еги
я р
або
ты с
пр
ои
зво
ди
тел
ем
Выбирайте тип упаковки, который является массовым
Соблюдайте платежную дисциплину с производителем
Привлекайте партнеров для сборных заказов – Order sharing
Производитель ищет долгосрочные заказы
Сократите количество типоразме- ров до min
Старайтесь уйти от печати
Платите 100% предоплату и получите лучшую цену
Лучшая цена – пусть к достижению

Расскажите о своих планах
2012 2013 2014 2015 2016 2017 2018 2019
Привлеките коллег
Рассчитайте заказ на сегодня
Покажите перспективу в
год
Увеличьте заказ, продайте лишнее
Выйдите на хороший объем

Упаковка в цене продукта – до 30%
себестоимости – Снижайте ее
увеличивая объем
2013 2014 2015 2016 2017

Цена
Брендинг
Кастоматизация
Функциональность
Упаковка– четыре кита успеха

Пирамида цен на упаковку
7 8 9 10
4 5 6
2 3
1
1 - Бумага
7,8,9.10 Комбинированные с печатью, тиснением, кашированием, ламинацией
2,3– Пластик, Фольга
4,5,6 – Картон, микрогофро, стекло

Дизайн Технология Срок
хранения
Target price
Чем лучше дизайн –тем выше стоимость
Технология – это как хранить, разогревать, готовить
Как составить ТЗ – 4 шага
В охлажденном, замороженном виде или без t режима
Сформируйте цену сами и ищите под эту цену решение

Материал
Минимальная партия
Сроки изготовления
Что еще учесть – три важных аспекта

Технология
Цена
Сроки
Условия оплаты
Приоритеты – от большого – к малому

72% 16%
10%
2%
Sales
Пластик Бумага/Картон Пленки Комбин. Материалы
Рынок упаковки для общепита- диаграмма применения

Доли рынка– по сегментам общепита
Рынок больших городов
Ритейл/кулинарии
Доставка
Фастфуды
Стритфуды

Матрица – главных свойств упаковки
Физмех Вес
Толщина/ Разнотолщин-
ность
Барьерные свойства

Матрица – факторы влияния на цену
Печать да/нет
Тираж
Степень барьера
Материал

Матрица – типы дизайна
Тиснение
Печать
Штампы/ прессформы
Ламинация

1. Печать и ламинация
2. Изготовление Пресс-форм
3. Изготовление зарубежом
4. Изготовление индивидуальных штампов
Пример – дорогие решения

Ручная печать вместо
оффсета и флексы
Стандартный типоразмер
вместо индивидуального
Длительный срок
хранения вместо
короткого
Упаковочное оборудование под индивидуальную
упаковку (термоформеры)
Самоклейка вместо печати.
Пример – дешевые решения

Оборудование для
производства и фасовки упаковки
Оборудование – три типа
Полуавтоматическое, автоматическое
упаковывающее или упаковочное
оборудование+ герметизация+ укупоривание
Оборудование для ручной упаковки

Б/у оборудование
Оборудование в аренду
Отечественное оборудование
Импортное оборудование
Оборудование – Классификация

Типы упаковочных машин – согласно процессу упаковки
Розливные машины
Горячие столы
Дойпак
Дозаторы МГС
Флоупак
Вакуумники
Трей силеры
Термоформеры
Закаточные
машины
Термоусад.
туннели
Сшиватели пакетов
Этикетировщики
Как выбирать оборудование – критерии
Соответствие вашей технологии
Производительность
Автоматизация
Увеличение срока хранения
Гарантия
Обслуживание
Стоимость
Страна происхождения Надежность
Нельзя забывать о главном – о чем не
стоит забывать при выборе упаковки
Вы можете собрать все кирпичи правильно, но конструкция не заработает без главного кирпича
Распространенная упаковка
Удобные сроки оплаты заказов
Цена
Сроки
На складе
С доставкой
Много альтернативных поставщиков
Увеличенные сроки годности продукта
Верно подобранный материал упаковки
Привлекательный дизайн
Недорогое оборудование для упаковки
Небольшая минимальная партия
Соответствие вашей технологии
Запас маржинальности
Большая вариативность размеров

t° T
D М
Без чего вы никуда не «поедете»
Сроки годности
Требования к дизайну
Температура продукта
Выбор материала
C Чего начать работать над упаковкой?
Получение коммерческих предложений
Общение и встречи с
производителями и поставщиками
Анализ рынка
Ликбез в сфере упаковки с
помощью данного пособия

Тендер
• Тендер между поставщиками
• Тендер между производителями
• Подведение итогов
Экскурсия
• Экскурсия на завод производителя
• Экскурсия на слад поставщика
• Экскурсия в печатную компанию
Контракт
• «Битва» юристов
• Штрафные санкции
• Методика анализа качества упаковки
• Условия поставки и цены
• Упущенная выгода
Ликбез
• Изучите брошюру
• Определитесь с ТЗ на упаковку
• Составьте паспорт на изделие
Сбор информации
• Портал www.unipack.ru
• Поиск в Яндекс по тематическим страницам
• Дубль Гис и другие справочники
Получение КП
• Переговоры с производителями от собственного имени
• Переговоры с поставщиками под легендой
• Сравнение цен и условий
Как начать действовать с поставщиками и
производителями – советы технолога производства
Неверные и верные стратегии – не
упустите самое важное
• Исходить строго из бюджета (не более 20% от себестоимости продукта)
• Упаковывать продукт вручную на точке или автоматизированно в цехе
• Получить как можно больше информации и образцов упаковки
Стратегия выбора упаковки-правильно
• Смотреть на лучшие образцы упаковки лидеров рынка и пытаться за две копейки» сделать не хуже
• Сразу создавать сложные упаковочные материалы с печатью и ламинацией.
• Выбирать упаковку, которая потребует дорогого оборудования для упаковывания
Стратегия выбора упаковки - неправильно
32
В заключение Выбор упаковки – это сложный процесс, требующий учета многих факторов: • Технологичности упаковки • Маркетинговой составляющей • Законодательство РФ в области пищевых технологий
и защиты прав потребителя • Физико-химические свойства упаковки • Технологическое упаковочное оборудование • Интеграция процесса упаковывания в
производственный процесс выпуска продукции общественного питания
• Сроки годности и увеличенные сроки годности продукта
• Вопросы транспортной и складской логистики • Вопросы пищевой безопасности Все эти аспекты требуют от управленца в сфере общественного питания расширенных знаний упаковочных технологий, которые в полном объеме представлены в настоящем справочнике
32

Часть 1. Полимеры – как главный упаковочный материал для общепита
33

Для ознакомления с дальнейшими материалами вам потребуется ознакомиться с данным перечнем аббревиатур, используемых в текстах
Аббревиатура Полное название по-английски Перевод на русский язык
EVA Ethylene Vinyl Acetate Этиленвинилацетат
EVOH Ethylene / Vinylalcohol Сополимер этилена и винилового спирта
LEPS Laminated Expanded Polysterene Ламиниованный вспененный полистирол
EPS Expanded Polysterene Вспененный полистирол
EVOH Ethylene Vinyl Alcohol Этилен винил алкоголь
HDPE High Density Polyethylene ПЭНД - полиэтилен низкого давления (или высокой плотности)
LDPE Low Density Polyethylene ПЭВД - полиэтилен высокого давления (или низкой плотности)
LLDPE Linear Low Density Polyethylene ЛПЭВД - линейный полиэтилен высокого давления
LPE Linear Polyethylene Линейный полиэтилен
MDPE Medium Density Polyethylene ПЭСП - полиэтилен средней плотности
PA Polyamide (Nylon) Полиамид (товарный знак Нейлон)
PA / ABS Polyamide / Acrylonitrile / Butadiene / Styrene Полиамид/Акрилонитрил/Бутадиен/Стирин
PA 11 Polyamide 11 Полиамид 11
PA 12 Polyamide 12 Полиамид 12
PA 46 Polyamide 46 Полиамид 46
PA 6 Polyamide 6 Полиамид 6
PA 6 / EVOH Polyamide 6 / Ethylene / Vinylalcohol Ролиамид 6/Этиленвинилацетат
PAL Polyanaline Полианалин
PE Polyethylene Полиэтилен
PEST Polyester Полиэстер
CPET Crystalline Polyethylene Terephthalate КристаллинПолиэтилентерефталат ( СиПЭТ)
PET Polyethylene Terephthalate Полиэтилентерефталат
PLA Poly Lactic Acid Полилактид
PP Polypropylene Полипропелен
PS Polystyrene Полистирол
PS + PE Blend Of Polystyrene And Polyethylene Сополимер стирола и полиэтилена- Сэвилен
PVC Polyvinyl Chloride Поливинилхлорилд
PVDC Polyvinylidene Chloride Поливинилденхлорид
34

Полиолефины
Полиолефины в настоящее время являются одними из наиболее распространенных крупнотоннажных
полимеров, выпускаемых в нашей стране, и представляют собой весьма значительный класс термопластов
универсального назначения. Но наиболее важны они для получения пленок, особенно полиэтилен низкой и
высокой плотности и полипропилен. Головной организацией, отвечающей за качество и ассортимент этого
вида продукции, является санктпетербуржское научно-производственное объединение “Пластполимер”.
Работы в области химии и технологии полиолефинов ведутся по двум направлениям.
Первое – разработка высокопроизводительных крупнотоннажных процессов полимеризации этилена и
пропилена с использованием высокоэффективных катализаторов.
Второе – модифицирование полиэтилена и полипропилена за счет введения минеральных и полимерных
наполнителей, металлизацией и т.д. и создание новых полиолефинов и сополимеров на основе этилена и
других олефинов, обладающих гибкостью, морозостойкостью, стойкостью к растрескиванию под нагрузкой и
т.д.
Полимеры этилена – с измененными эксплуатационными свойствами и полученные по более совершенной
технологии – в обозримом будущем останутся наиболее важным пленкообразующим полимерным
материалам. Этому способствует доступность и дешевизна мономеров, а также достигнутый высокий
технический и технологический уровень полимеризационных установок, на которых с приемлемыми
затратами постоянно внедряются в массовое производство усовершенствованные марки.
В этой главе рассмотрены следующие полиолефины: полиэтилен низкого и высокого давления,
полипропилен, полиметилпентен и сополимеры, а также сополимеры этилена с винилацетатом. Полиэтилены
низкого и высокого давления рассмотрены по отдельности, хотя в настоящее время существует широкий
спектр полимерных материалов, полученных сополимеризацией этилена с небольшим количеством других
олефинов, таких как бутен-1 или смешением полиэтиленов высокого и низкого давления (полиэтилен
средней плотности).

Полиэтилен высокого давления
Полиэтилен получают в реакторах автоклавного или трубчатого типа. Полимеризация этилена в большинстве
промышленных процессов идет при давлении от 100 до 300 МПа и температуре от 100 до 300°С. При
температуре выше 300°Сначинается деструкция полимера. В процессе производства этилен тщательно
очищают и пропускают над катализатором из восстановленной меди для удаления следов кислорода. После
чего в него вводят определенное количество кислорода, необходимое в качестве инициатора.
Затем газы сжимают в многостадийных компрессорах и с помощью специального компрессора закачивают в
реакционный аппарат автоклавного или трубчатого типа, где и происходит процесс полимеризации,
сопровождающийся выделением значительного количества теплоты. В процессе полимеризации
обеспечивается тщательный контроль концентрации катализатора, температуры и давления.
Непрореагировавший этилен отделяют от расплава полимера и возвращают в реактор.
Далее полимер экструдируют в виде непрерывных жгутов, охлаждают и нарезают на гранулы. Пленочные
марки обычно подвергают дополнительной гомогенизации в смесителе.
Простейшая структура молекулы полиэтилена – совершенно неразветвленная цепь звеньев (-CH2-)n. Однако
подобное соединение получают более сложным, чем описанным выше, способом. При этом исходным
веществом служит не этилен. В химии высокомолекулярных соединений данное вещество называют
полиметилен. На практике энергонасыщенность процесса при высоком давлении препятствует росту прямой
цепи и, образуется множество боковых ответвлений, которые в значительной степени определяют свойства
ПЭВД.
Образование боковых ответвлений препятствует плотной упаковке основных полимерных цепей, чем и
обусловлено получение ПЭВД при описанном процессе.
Полиэтилен высокого давления ГОСТ 16337 – 77 – пластичный, слегка матовый, воскообразный на ощупь
материал плотностью от 917 до 939 кг/м3. Может перерабатываться методом экструзии с раздувом в
рукавную пленку или в плоскую пленку с помощью плоскощелевой головки и охлаждаемого валка.
Выпускается в виде базовых марок и в виде композиций на их основе со стабилизаторами и другими
добавками в окрашенном и неокрашенном виде.
Для производства пленок методом экструзии ГОСТ 16337 – 77 рекомендует следующие марки полиэтилена
низкой плотности:
-для пленок специального назначения – 15303-003, 15803-020, 16705-040, 16405-020;
-для термоусадочных пленок – 15105-002, 15303-003,15503-004, 10604-007, 16005-008, 17703-010, 17504-006,
17603-008, 15803-020;
-тонких – 15303-003, 15803-020, 16705-040, 16904-040, 17305-070;
-общего назначения (технические для укрытия теплиц и кормов и других сельскохозяйственных нужд) – 12603-010,
17803-015, 16204-020, 10803-020, 15803-020, 11003-020, 11503-070, 11603-070, 16705-040, 10204-003, 15303-003;
-для изготовления мешков под удобрения и других сельскохозяйственных изделий – 15003-002, 15105-002, 10204-
003, 15303-003, 15503-004, 17504-006, 17603-006,10604-007, 17703-010,12603-010;
-для контакта с пищевыми продуктами (включая герметичную упаковку) – 17703-010, 10803-020, 15803-020, 11503-
070, 15303-003, 17504-006, 16204-020, 16904-040.
Обозначение марок
Условное обозначение базовых марок продуктов полимеризации этилена состоит из названия материала и восьми
цифр. Первая цифра “1” указывает на то, что процесс ведется при высоком давлении. Две последующие цифры
обозначают порядковый номер марки. Четвертая цифра – наличие или отсутствие дополнительной гомогенизации:
0 – без дополнительной гомогенизации в расплаве; 1 – гомогенизированный в расплаве полимер. Пятая цифра
условно определяет группу плотности в кг/м3: 1 – 900/909; 2 – 910/916; 3 – 917/921; 4 – 922/926; 5 – 927/930; 6 –
931/939; 7 – 940/947; 8 – 948/959; 9 – 960/970.
Три последние цифры, указанные через тире, обозначают десятикратное значение показателя текучести расплава.
Этот показатель будет подробно рассмотрен ниже.

Марка Плотность,
кг/м3
ПТР,
г/10мин
Темпера-тура
хрупкости Т
хр, °C
Предел
текучести при
растяженииsт
. р., МПа
Разрушаю-щее
напряжение
при
растяженииsт.
р., МПа
Относи-
тельное
удлинение при
разрыве e, %
Модуль
упругости
при
растяжении
Е р, МПа
Стойкость к
растрески-ванию, ч
10604 – 007 923,5 0,7 -110 11 14 550 140 – 180 5
10803 – 020 918,5 2,0 -100 9 12 550 90 – 130 2
15105 – 002 928,5 0,2 -120 12 14 600 140 – 180 300
15303 – 003 920,5 0,3 -110 10 14 600 90 – 130 500
15503 – 004 919,0 0,4 -100 10 14 600 90 – 130 10
15803 – 020 919,0 2,0 -120 9 11 600 90 – 130 -
16005 – 008 927,0 0,8 -110 13 13 600 180 1,0
17504 – 006 925,0 0,6 -110 12 14 600 140 – 180 1,0
17603 – 008 919,0 0,8 -110 10 11 600 90 – 130 10
17703 – 010 919,0 1,0 -110 10 10 600 90 – 130 -
Основные показатели некоторых базовых марок приведены в таблице 1.

Полиэтилен, выпускаемый в промышленности в трубчатых реакторах при давлении до 160 МПа (установка
типа I) и в автоклавных реакторах, не полностью отвечает требованиям, предъявляемым к его ассортименту. В
настоящее время разработан новый высокопроизводительный автоматизированный процесс полимеризации
этилена в трубчатых реакторах при давлении от 1800 до 2500 МПа (установка типа II). Способ полимеризации
этилена в трубчатых реакторах, как наиболее перспективный, является основой для развития производства
полиэтилена высокого давления.
В настоящее время к полиэтилену предъявляются повышенные требования по чистоте и однородности. Для
получения высокопрочных пленок требуется создание марок полиэтилена с плотностью от 925 до 930 кг/м3 и
широким диапазоном показателя текучести расплава. На установках типа I получают 13 марок полиэтилена
(ГОСТ 16337-77) с показателем текучести расплава 0,3-12 г/10мин, при этом плотность полимера не превышает
920 кг/м3 .
Ассортимент марок полиэтилена высокого давления, выпускаемых на установке типа II, выгодно отличается
разнообразием ПТР, плотностей и количеством, выпускаемых марок (таблица 2).
Показатель /Установка Автоклав Тип I Тип II
ПТР, г/10 мин 0,3-20* 0,3-12 0,3-20*
Общее число марок с плотностью, кг/м3:
917-920 8 13 6
921-924 7 - 1
925-926 - - 4
927-930 - - 6

Установка / Показатель Автоклав Тип I Тип II
Плотность, кг/м 918-921 922-925 926-930
ПТР, г/10мин 0,3-20 0,3-0,7 0,3-7
Температура плавления,°C 103-112 105-112 105-112
Модуль упругости, МПа 90-110 130-160 140-210
Установка / Показатели Автоклав Тип I Тип II
Разброс ПТР в пределах партии, % +5 +8 +5
Прочность при растяжении**, МПа 9-14 7-14 9-16
Предел текучести при растяжении, МПа 9-11,5 9-11 9-15
Массовая доля экстрагируемых веществ, % 1,1-1,7 0,3-0,6 0,2-0,4
Таблица 2
* Возможно получение полимера с более высоким ПТР.
Ниже приведены сравнительные данные различных характеристик ПЭВД, синтезированного на установках разных
типов (таблица 3). Как видно, ПЭВД, полученный на установке типа II, по однородности ПТР в пределах партии и
чистоте (содержание экстрагируемых веществ и количество посторонних включений) значительно лучше полиэтилена,
полученного на установке типа I.

Таблица 3
** Скорость растяжения ПЭВД составляет 500 мм/мин.
Основные свойства базовых марок ПЭВД, получаемых на установках типа II приведены в таблице 4.
Установка / Показатель Автоклав Тип I Тип II
Плотность, кг/м 918-921 922-925 926-930
ПТР, г/10мин 0,3-20 0,3-0,7 0,3-7
Температура плавления,°C 103-112 105-112 105-112
Модуль упругости, МПа 90-110 130-160 140-210
Стойкость к
растрескиванию, ч 1000-0,1 100-0,1 20-0,1
Тангенс угла
диэлектрических потерь при
частоте 106 Гц
(1,2-2,5)*104 (1,2-2,5)*104 (1,2-2,5)*104
Диэлектрическая
проницаемость при частоте
106 Гц
2,3 2,3 2,3
Электрическая прочность
при переменном
напряжении 50 Гц, Мвт/м
43-50 43-50 43-50
Таблица 4
Полиэтилен, получаемый в настоящее время на установках типа II, по марочному ассортименту,
свойствам и области применения аналогичен лучшим зарубежным маркам полиэтилена, полученным
на установках трубчатого типа, в частности луполену.
Пленки из ПЭВД обладают комплексом таких свойств, как прочность при растяжении и сжатии,
стойкость к удару и раздиру. Кроме того, они сохраняют прочность и при очень низких температурах
(-60 -70°C). Пленки водо- и паронепроницаемы, но газопроницаемы, поэтому непригодны для
упаковки продуктов, чувствительных к окислению.
Пленки из ПЭНП имеют превосходную химическую стойкость, особенно к кислотам, щелочам и неорганическим
растворителям, однако чувствительны к углеводородам, галогенированным углеводородам, маслам и жирам,
которые они поглощают с последующим набуханием.
У полиэтилена с высокой молекулярной массой набухание меньше. Некоторые полярные органические вещества
могут вызывать поверхностное растрескивание ПЭНП. Это явление может быть вызвано химическими
веществами, которые обычно не растворяют полиэтилен.
Однако при наличии напряжений те же самые вещества вызывают поверхностные трещины или даже полное
разрушение материала. Типичными реагентами, вызывающими растрескивание, являются моющие средства,
некоторые эфирные, растительные масла, бензальдегид и нитробензол. Растрескивание может быть уменьшено
за счет использования высокомолекулярных марок полиэтилена.
Применение соответствующих добавок позволяет получать на основе полиэтилена низкой плотности пленки с
высоким скольжением и низкой слипаемостью. Пленка не имеет запаха и вкуса, что позволяет использовать ее в
качестве упаковочного материала для пищевых продуктов.
Единственным недостатком пленок из ПЭНП является относительно низкая температура размягчения, из-за чего
нельзя производить их стерилизацию паром.
Пленки из ПЭНП обладаю хорошей свариваемостью при тепловой сварке, и образуют прочные швы. Но они не
могут быть сварены высокочастотной сваркой, так как имеют очень низкое значение тангенса угла диэлектрических
потерь.
Склеивание пленок затруднено низкой адсорбционной способностью ПЭНП, а использование водных клеев или
клеев на растворителях ограниченно. Могут быть использованы клеи-расплавы (особенно на основе смесей
полиэтилена и полиизобутелена), но их использование из-за высокой цены имеет мало преимуществ по сравнению
с тепловой сваркой.
Поскольку поверхность пленки из полиэтилена низкого давления обладает инертностью и неполярностью, то
печать любым из методов может осуществляться лишь при условии предварительной обработки поверхности
коронным разрядом электрического тока. Наиболее распространенными для пленок являются методы
флексографической печати, но применяются также и методы тампонной, глубокой и трафаретной печати.

Линейный полиэтилен низкой плотности
В последние годы значительные усилия были направлены на разработку усовершенствованных процессов
получения полиэтилена высокого давления методами газофазной полимеризации при низком давлении
полимеризации в жидкой фазе, аналогично процессам производства ПЭНД. Хотя в результате этих новых
процессов и получается полиэтилен низкой плотности, имеются существенные различия между традиционным
ПЭНП и новым полимером. Этот последний называют линейным полиэтиленом низкой плотности (ЛПЭНП).
ЛПЭНП подобен по структуре полиэтилену высокой плотности, но имеет более многочисленные боковые
ответвления – короткие цепи – которые позволяют контролировать плотность полимера от 900 до 920 кг/м3
Основные преимущества ЛПЭНП по сравнению с другими полиэтиленами – высокие физико-механические
показатели (некоторые марки ЛПЭНП имеют свойства аналогичные АБС пластикам), более высокая химическая
стойкость, лучшие эксплуатационные свойства при низких и высоких температурах, больший блеск поверхности и
большая устойчивость к растрескиванию.
При формовании пленок ЛПЭНП проявляет большую стойкость к проколу и раздиру. ЛПЭНП характеризуется
более высокими значениями удлинения при разрыве и прочности при растяжении. Более высокая температура
плавления 118°C позволяет применять его для расфасовки горячих продуктов.
В отличие от ПЭНП он может выдержать большие относительные удлинения, т. к. характеризуется хорошей
эластичностью расплава благодаря наличию множества коротких боковых ответвлений, которые при
деформировании как бы скользят друг по другу, не развивая при этом значительных внутренних напряжений. Это
позволяет получать очень тонкие пленки 6/25 мкм. Однако, ЛПЭНП менее прозрачен из-за высокой степени
кристалличности. Для увеличения прозрачности в пленки из ЛПЭНП вводят специальные оптические добавки.
Реологические свойства ЛПЭНП отличаются от свойств ПЭНП ввиду узкого молекулярно массового распределения
и отсутствия длинных цепей. При одних и тех же скоростях сдвига 102/103 с-1, что соответствует условиям
экструзии, ЛПЭНП характеризуется большей вязкостью, чем ПЭНП. Поэтому при переработке ЛПЭНП на обычном
оборудовании возрастает давление экструзии и увеличивается нагрузка на ведущий двигатель. Крутящий момент
возрастает на 20-30%. Поэтому эффективная переработка линейного полиэтилена низкой плотности требует
модификации перерабатывающего оборудования: уменьшение длины червяка до 18-24 L/D, уменьшение шага
винтовой нарезки, увеличение мощности привода.

Поскольку уровень критических напряжений сдвига у ЛПЭНП ниже, необходимо увеличение зазора формующей
щели во избежание разрушения расплава и возникновении эффекта “акульей шкуры”. В принципе перерабатывать
ЛПЭНП можно и на большинстве обычных экструдеров, предназначенных для переработки полиэтилена низкой
плотности, при условии, что принимается во внимание увеличение мощности, необходимой для вращения червяка
экструдера, и рост давления экструзии.
ЛПЭНП применяется практически во всех областях производства пленки, как в чистом виде, так и в различных
смесях с полиэтиленом низкой или высокой плотности.
В традиционной области применения использование ЛПЭНП позволяет уменьшить толщину пленки на 20-40% по
сравнению с обычным полиэтиленом, что приводит к значительной экономии сырья.
Линейный полиэтилен низкой плотности используют и для получения растягивающейся (стрейч) пленки. Однако
растягивающиеся пленки из ЛПЭНП имеют меньшую по сравнению с пленками из ПВХ и ЭВА липкость. Одним из
путей решения данной проблемы является введение в полимер увеличивающих липкость добавок. Другой путь –
придание поверхности пленки шероховатости механическим путем. ЛПЭНП применяют также при изготовлении
многослойных пленок в качестве одного из слоев, что позволяет снизить их общую толщину.
Полиэтилен низкого давления
В начале 50-х годов профессор Циглер, изучая металлоорганические соединения, открыл катализаторы, которые
позволяли проводить полимеризацию этилена при давлении близком к атмосферному. Примерно в то же время в
США фирмами Phillips Petroleum и Standard Oil были разработаны другие два метода низкого давления. Эти
открытия были важны не только из-за применения другого метода, но и потому, что получаемые продукты по своим
свойствам существенно отличались от обычного полиэтилена.
Полиэтилен низкого давления (высокой плотности) получают полимеризацией этилена при давлении, близком к
атмосферному, на комплексных металлоорганических катализаторах суспензированным или газофазным методом.

В первом используют частично восстановленный оксид хрома, нанесенный на алюмосиликат или оксид никеля на
активированном угле в качестве катализаторов. Каталитическая система суспендирована в жидком углеводороде,
через который пропускают газообразный этилен. Давление около 3,5-4 атмосфер, температура 50-75°C.
Образовавшийся полимер выпадает в виде зернистого порошка.
Полученную суспензию перемешивают до тех пор, пока ее вязкость не станет настолько высока, что будет
препятствовать эффективному диспергированию. Затем смесь проходит стадии выделения полимера и
регенерации растворителя. В целом процесс состоит из стадии дезактивации катализатора, его разложения и
удаления, регенерации растворителя, сушки, экструзии и грануляции полимера.
В газофазном методе этилен, небольшое количество водорода, катализатор и сомономер (если таковой
используется) подают непрерывно в газофазный реактор, где идет полимеризация при давлении около 2 МПа и
температуре 85-100°C. Полученный полимер выгружают из реактора в резервуар для очистки и затем направляют
в силосы – хранилища. Из силосов продукт отбирают для смешения и грануляции. Поскольку при газофазной
полимеризации растворитель не используется, его отделение от полимера не требуется. Не требуется также и
удаление остатков катализатора, поскольку его эффективность очень высока. Благодаря этому не требуется
промывка и сушка полученного полиэтилена, а также регенерация растворителя от промывки.
Марки. (ГОСТ 16338-85)
Полиэтилен, получаемый суспензионным методом, выпускают без добавок (базовые марки) и в виде композиций
на их основе со стабилизаторами, красителями и другими добавками. Полиэтилен, получаемый газофазным
методом, выпускают в виде композиций со стабилизаторами. Базовые марки производят высшего, первого и
второго сорта. ГОСТ 16338-85 устанавливает следующие марки полиэтилена высокой плотности (таблица 5).

Суспензионного Газофазного
20108-001 271-70 276-83
20208-002 271-82 276-84
20308-005 271-83 276-85
20408-007 273-71 276-95
20508-007 273-73 277-74
20608-012 273-79 277-75
20708-016 273-80 277-83
20808-024 273-81 277-84
20908-040 276-73 277-85
21008-075 276-75 277-95
Обозначение базовой марки состоит из слова “полиэтилен” и восьми цифр, характеризующих конкретную марку, и
обозначения стандарта (ГОСТ 16338-85). Первая цифра 2 указывает на то, что процесс полимеризации идет при
низком давлении. Две последующие обозначают номер базовой марки. Четвертая цифра указывает на степень
гомогенизации (0 – без гомогенизации). Пятая условно определяет группу плотности полиэтилена (п. 1.1.1).
Следующие три цифры, написанные через дефис, указывают десятикратное значение показателя текучести
расплава.
Обозначение композиции, не содержащей добавок красителей, состоит из слова “полиэтилен”, трех первых цифр,
обозначающих базовую марку, номера рецептуры пластификатора, написанного через тире и обозначения
стандарта.

Основные физические свойства базовых марок полиэтилена низкого давления приведены в таблице 6.
Показатель Величина Показатель Величина
Плотность r,кг/м3 948/959 Относительное удлинение при разрыве, eотн, % 400/600
Температура плавления
Tпл,°C 125/135 Модуль упругости при изгибе Eи, МПа 140/250
Температура размягчения
по Вика Tв,°C 128/134 Твердость по Бринеллю НБ, МПа 14/25
Температура хрупкости
Tхр,°C - 60 Удельное электрическое поверхностное сопротивление rs, Ом 1015
Рабочая температура,
°C -60/100 Удельное электрическое объемное сопротивление rV, Ом 1016/1017
Коэффициент линейного
расширения a, 1/K
1,7*10-4
/2,0*10-4 Тангенс угла диэлектрических потерь tgd при 103 Гц 3,7*10-4
Теплоемкость C,
кДж/(кг*K) 1,88/2,30 при 106 Гц 2*10-4 /3*10-4
Предел текучести при
растяженииsт.р., МПа 22/26 при 5*108 Гц 4*10-4
Разрушающее
напряжение sр, МПа 20/30 при 1010 Гц
2*10-4
/5*10-4
То же при сжатииsсж,
МПа 20/36
Диэлектрическая проницаемость e при 106 Гц 2,3/2,4
То же при изгибеsи, МПа 20/38 То же при 1010 Гц 2,25/2,31
Прочность при срезе tв,
МПа 20/36 Электрическая прочность при толщине 1 мм Е пр., МВ/м 45/60

Таблица 6
Подробнее смотри ГОСТ 16338-
85.
Основные физические свойства и
обозначение марок полиэтилена
низкого давления (газофазный
метод). ТУ 6 – 11 – 00206368 – 25
– 93. Ставролен.
Ставролен это торговое название
полиэтилена низкого давления,
выпускаемого ставропольским
производственным объединением
ООО “Ставролен”. Без него обзор
пленочных материалов был бы
далеко не полным. ТУ 6 – 11 –
00206368 – 25 – 93 устанавливают
следующие марки ставролена
(таблица 7).
Марки ставролена
PE4EC – 01B PE4EC – 09S PE4GP – 27L PE4BM – 50B
PE6EC – 01B PE6EC – 09S PE6GP – 27L PE3IM – 61
PE4EC – 02B PE4EC – 10 PE4CP – 28B PE0IM – 62
PE6EC – 02B PE4EC – 11B PE6CP – 28B PE6IM – 63
PE4EC – 03 PE4PP – 21B PE4CP – 29B PE4IM – 63
PE6EC – 03 PE6PP – 21B PE6CP – 29B PE6IM – 64
PE4EC – 04S PE4GP – 22B PE4BM – 41 PE4IM – 64
PE6EC – 04S PE6GP – 22B PE4BM – 42 PE3IM – 65L
PE4EC – 05 PE4GP – 23L PE4EM – 43 PE6FE – 66
PE4EC – 06B PE6GP – 23L PE4BM – 44 PE6FE – 67
PE6EC – 06B PE4PP – 24B PE0BM – 45 PE6FE – 68
PE4EC – 07B PE4PP – 25B PE3BM – 46 PE4FE – 69
PE6EC – 07B PE6PP – 25B PE6OT – 47 PE6FE – 70
PE4EC – 08 PE4GP – 26B PE30T – 48L PE4FE – 70
PE6EC – 08 PE6GP – 26B PE3OT – 49 PE4FE – 71
Таблица 7
Обозначение марки ставролена состоит из названия материала “полиэтилен”, сплошного пятизначного буквенно-
цифрового индекса, двухзначного индекса, написанного через тире, (для отдельных марок – еще одного буквенного
индекса) и обозначения технических условий ТУ 6-11-00206368-25-93. Первые две буквы (PE) указывают на то, что
процесс полимеризации протекает на комплексных металлоорганических катализаторах, при низком
давлении.Следующая цифра указывает вид сономера.
Четвертая и пятая цифры указывают на рекомендуемое назначение полимера:
• EC – электрический кабель (electric cable);
• CP – трубы общего назначения (common pipes);
• PP – напорные трубы (pressure pipes);
• GP – газовые трубы (gas pipes);
• BM – выдувное формование (blow moulding);
• OT – ориентированные ленты (oriented tapes);
• IM – литье под давлением (injection moulding);
• FE – экструзия пленок (film extrusion).
Цифры через тире обозначают порядковый номер марки полиэтилена. Дополнительная буква для некоторых марок
полиэтилена обозначает:
• S – улучшенная по эксплуатационным характеристикам;
• B – светостабилизированная, черного цвета;
• L – светостабилизированная, натурального цвета.
Основные показатели пленочных марок ставролена приведены в таблице 8.
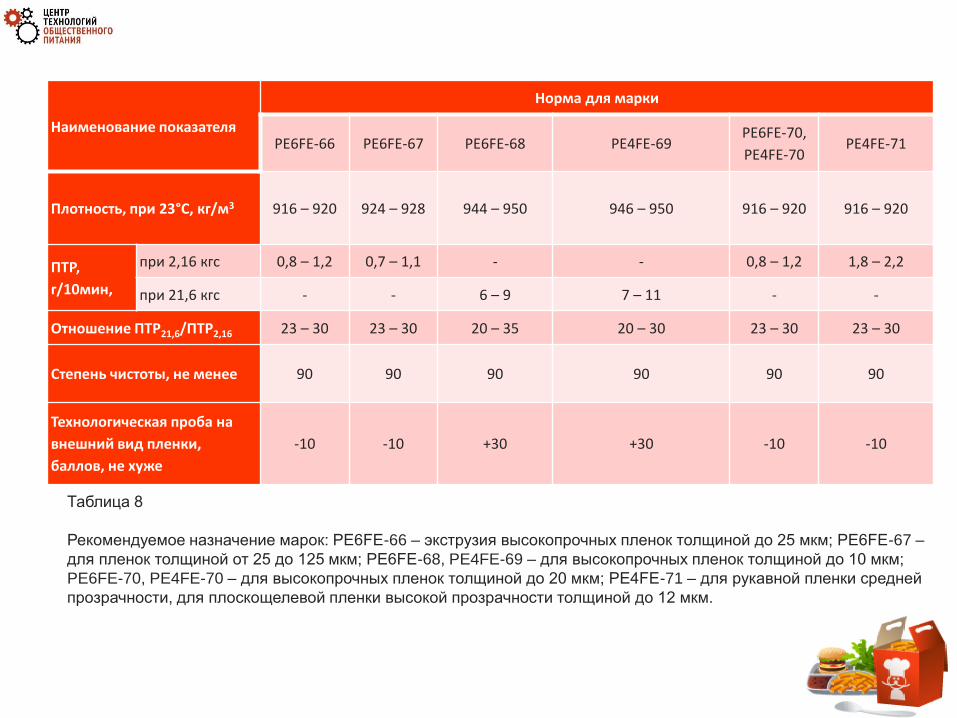
Наименование показателя
Норма для марки
PE6FE-66 PE6FE-67 PE6FE-68 PE4FE-69 PE6FE-70,
PE4FE-70 PE4FE-71
Плотность, при 23°C, кг/м3 916 – 920 924 – 928 944 – 950 946 – 950 916 – 920 916 – 920
ПТР,
г/10мин,
при 2,16 кгс 0,8 – 1,2 0,7 – 1,1 - - 0,8 – 1,2 1,8 – 2,2
при 21,6 кгс - - 6 – 9 7 – 11 - -
Отношение ПТР21,6/ПТР2,16 23 – 30 23 – 30 20 – 35 20 – 30 23 – 30 23 – 30
Степень чистоты, не менее 90 90 90 90 90 90
Технологическая проба на
внешний вид пленки,
баллов, не хуже
-10 -10 +30 +30 -10 -10
Таблица 8
Рекомендуемое назначение марок: PE6FE-66 – экструзия высокопрочных пленок толщиной до 25 мкм; PE6FE-67 –
для пленок толщиной от 25 до 125 мкм; PE6FE-68, PE4FE-69 – для высокопрочных пленок толщиной до 10 мкм;
PE6FE-70, PE4FE-70 – для высокопрочных пленок толщиной до 20 мкм; PE4FE-71 – для рукавной пленки средней
прозрачности, для плоскощелевой пленки высокой прозрачности толщиной до 12 мкм.

Свойства пленок из полиэтилена низкого давления
Пленки на основе полиэтилена низкого давления более жесткие, прочные, менее воскообразные на ощупь по
сравнению с пленками из полиэтилена высокого давления. Они могут быть получены методом экструзии рукава с
раздувом или экструзией плоского рукава. Однако при рукавной экструзии, полученная пленка более мутная и
полупрозрачная.
Температура размягчения у ПЭНД выше чем у ПЭВД (121°C), поэтому он выдерживает стерилизацию паром.
Морозостойкость примерно такая же, как и у ПЭВД.
Прочность при растяжении и сжатии выше, чем у ПЭВД, а сопротивление удару и раздиру ниже. Из-за линейной
структуры макромолекулы ПЭНД ориентируются в направлении течения, поэтому сопротивление раздиру в
продольном направлении пленок значительно ниже, чем в поперечном направлении.
Проницаемость ПЭНД ниже, чем у ПЭВД, примерно в 5-6 раз, и он является прекрасной преградой влаге. По
химической стойкости ПЭНД также превосходит ПЭВД, особенно по стойкости к маслам и жирам.
С увеличением плотности растворимость в органических растворителях уменьшается, как и проницаемость по
отношению к растворителям.
ПЭНД подвержен растрескиванию под действием среды, как и ПЭВД, но этот эффект может быть уменьшен с
использованием высокомолекулярных марок, у которых этот недостаток отсутствует.
Заводы производители ПЭНД в России:
ООО “Ставролен”, г. Буденовск, главный инженер – Полевщиков Н.Н., тел/факс (86559) 311 66.
ОАО “Казаньоргсинтез”, г. Казань, технический директор – Кудряшов В.Н., тел: (8432) 54 26 42, 54 88 74 – отдел
сбыта, 43 71 41 – диспетчер.
Полипропилен
Начиная с середины 60-х годов, интерес к полипропилену устойчиво растет во всем мире. Он обусловлен, с одной
стороны, благоприятным сочетанием физических, химических, термических и электрических свойств и хорошей
перерабатываемостью полимера, а с другой стороны – доступной и стабильной сырьевой базой, более дешевой,
чем этилен или стирол. Все это обеспечивает полипропилену прочное и конкурентоспособное положение на
мировом рынке вообще и на российском в частности.
В настоящее время до 70% полипропилена во всем мире перерабатывается в литьевые, термоформовочные
изделия и волокно. Остальное количество приходится на экструдированые изделия и пленку.
Полипропиленовые ориентированные и соэкструдированные пленки успешно вытесняют целлофан,
неориентированные конкурируют с ПЭВД и ПВХ. Пленки, полученные плоскощелевой экструзией и
неориентированные раздувные широко применяются в различных областях упаковки.
Это обусловлено главным образом прекрасной прозрачностью по сравнению с пленками из ПЭВД в сочетании с
превосходной свариваемостью на упаковочных машинах.
Полипропилен и его сополимеры (ГОСТ 26996 – 86) получают сополимеризацией пропилена и этилена в
присутствии металлорганических катализаторов. Полипропилен отличается более высокой температурой
плавления, чем полиэтилен, химической стойкостью, водостойкостью. Однако полипропилен чувствителен к
действию кислорода и сильных окислителей. Полипропилен выпускается в виде композиции со стабилизаторами,
красителями и другими добавками.
Обозначение полипропилена и композиций на его основе состоит из названия материала “полипропилен” или
“сополимер” и пяти цифр.
Первая цифра 2 или 0 указывает на то, что процесс полимеризации протекает на комплексных
металлоорганических катализаторах при низком или среднем давлении соответственно. Вторая цифра указывает
вид материала: 1 – полипропилен, 2 – сополимер пропилена. Три последующих цифры обозначают десятикратное
значение показателя текучести расплава. Далее через тире указывают номер рецептуры стабилизации. Далее сорт
полимера и обозначение стандарта ГОСТ 26996 – 86.

Марки полипропилена, его сополимеров, рекомендуемый метод переработки и назначение приведены в таблице
9.
Марка Применение Метод
переработки
21012 Трубы; изделия, контактирующие с
пищевыми продуктами Экструзия, литье
21015 Трубы, листы Экструзия, литье
21020 Изделия технического назначения Экструзия, литье
21030 Изделия конструкционного назначения,
ампулы, стержни Экструзия, литье
Таблица 9
Основные показатели различных марок полипропилена приведены в таблице 10
Показатель Значение Показатель Значение
Плотность r, кг/м3 900/910 Модуль упругости при изгибе Еи, МПа 1220/1670
Температура плавления Тпл., °C 160/168 Твердость по Роквеллу Нр, МПа. 50/70
Температура размягчения по Вика TB, °C 140/145 Ударная вязкость по Изоду, кДж/м2 25/40
Температура хрупкости Тхр, °C -15/ +5 Удельное объемное электрическое
сопротивление rV, Ом*см 1016/ 1018
Коэффициент температурного
расширения a, 1/К (1,1 / 1,8)*10-4
Тангенс угла диэлектрических потерь tg d при
частоте 106 Гц 5*10-4
Предел текучести при растяженииsт. р.,
МПа 30/38 Диэлектрическая проницаемость e при 106 Гц 2,2/2,4
Относительное удлинение при разрыве e, % 200/100 Стойкость к растрескиванию при 50°C, ч 1000
Разрушающее напряжение при
растяжении sр, МПа 24,5/39 Усадка при литье, % 1,9 – 2,0

Марки полипропилена, выпускаемого ОАО “Московский нефтеперерабатывающий завод”. ТУ 2211-015-00203521-
95.
Полипропилен производства ОАО “Московский нефтеперерабатывающий завод” имеет торговое название
“Каплен”. Он производится по современной технологии “Сферипол” фирмы Хаймонт Италия. Все марки и
рецептуры стабилизации Каплена разрешены постановлением Минздрава Российской Федерации для контакта с
пищевыми продуктами, косметическими и фармакологическими препаратами, для изготовления детских игрушек и
предметов домашнего обихода. Каплен является высокотехнологичным в переработке материалом и имеет
способность к вторичной переработке.
ТУ 2211-015-00203521-95 устанавливают следующие пленочные марки Каплена (таблица 11).

Марка
Каплена ПТР, г/10мин
Номер
стабилизирующей
рецептуры
Свойства стабилизированного Каплена Область применения
01018 1,5-2,0 101
Стойкий к термоокислительному старению,
улучшенные антистатические и технологические
свойства
Для пленочной нити, шпагата,
упаковочной сетки
01018В 1,5-2,0 102 Стойкий к термоокислительному старению,
высокие водоотталкивающие свойства
То же с высокими
водоотталкивающими свойствами
для изделий
01018С 1,5-2,0 103
Стойкий к термоокислительному старению,
высокая стойкость к фотоокислительной
деструкции, улучшенные антистатические и
технологические свойства
Для пленочной нити, шпагата,
веревок, тросов и других изделий с
высокой светостойкостью изделий
01020 1,7-2,2 104
Стойкий к термоокислительному старению,
повышенная устойчивость к моющим средствам
и выцветанию, улучшенные антистатические и
технологические свойства
Для двухосноориентированной
пленки, листовых упаковочных
материалов, клейкой ленты
01020А 1,7-2,2 105
Стойкий к термоокислительному старению,
высокие антистатические и скользящие свойства,
повышенная устойчивость к моющим средствам
и выцветанию
Для двухосноориентированной
пленки, листовых упаковочных
материалов с высокими
антистатическими и скользящими
свойствами
01025 2,2-2,8 106
Стойкий к термоокислительному старению,
повышенная устойчивость к моющим средствам
и выцветанию
Для двухосноориентированной
пленки с высокой прозрачностью и
глянцем
01025А 2,2-2,8 107
Стойкий к термоокислительному старению,
высокие антистатические и скользящие свойства,
повышенная устойчивость к моющим средствам
и выцветанию
Для двухосноориентированной
пленки с высокой прозрачностью,
глянцем и антистатическими
свойствами

Таблица 11
Пленки из полипропилена
Полипропиленовая пленка может быть получена экструзией с раздувом либо экструзией через плоскую щель с
поливом на барабан или охлаждением в водяной ванне.
Поливная пленка. Полипропиленовая пленка, полученная этим методом, имеет хорошую прозрачность и блеск, но
с ростом толщины скорость охлаждения полотна уменьшается. Это приводит к росту сферолитов и помутнению
пленки.
Разрушающее напряжение при растяжении полипропиленовых пленок, полученных методом плоскощелевой
экструзии, в два раза выше, чем у пленок из ПЭВД, а сопротивление раздиру в два раза ниже. Относительное
удлинение при разрыве этих пленок высоко, поэтому они могут быть подвергнуты холодной вытяжке.
Одним из недостатков данных пленок является низкое сопротивление удару при температурах ниже 0°C.
Проницаемость пленок, полученных плоскощелевой экструзией, выше, чем у пленок ПЭНД, но значительно ниже,
чем у пленок из ПЭВД. Химическая стойкость полипропилена высока, особенно по отношению к маслам и жирам, и
превосходит стойкость полиэтилена. Также полипропилен не подвергается растрескиванию под действием
внешней среды.
Некоторые показатели полипропиленовых пленок, полученных плоскощелевой экструзией
Толщина 0,020 – 0,100 мм.
Разрушающее напряжение не менее
вдоль – 3,15*105 Па,
поперек – 7*105 Па.
Относительное удлинение не менее
вдоль – 1000%,
поперек – 600%

Морозостойкость -20°C
Температура сварки 140 – 205°C
Максимальная температура при длительной эксплуатации без нагрузки 100 – 110°C
Водопоглащение за 24 часа 0,005%
Двухосноориентированные пленки. Подобные пленки получают методом плоскощелевой экструзии с
последующей вытяжкой одновременно в продольном и поперечном направлении. Возможность ориентирования
пленки одновременно в двух направлениях позволяет создавать материалы с широким спектром свойств.
Пленки с одинаковой ориентацией в двух направлениях имеют примерно равную поперечную и продольную
прочность, которая превышает прочность поливных полипропиленовых пленок в четыре раза. Сопротивление
начальному раздиру у подобных пленок велико, а самому раздиру очень низкое. При разрыве относительное
удлинение двухосноориентированных очень незначительно, поскольку при ориентировании достигается
практически полная вытяжка материала пленки.
Двухосная ориентация существенно снижает мутность пленки и незначительно увеличивает ее блеск. Также при
двухосной ориентации полипропиленовых пленок улучшаются их барьерные свойства и сопротивление удару при
низких температурах. Газо- и паропроницаемость ухудшаются, однако нанесение покрытий из ПВДХ или
композиций на основе полиакрилонитрила значительно улучшает эти свойства.
Толщина 0,012 – 0,030 мм.
Разрушающее напряжение не менее
вдоль – 1*106 Па,
поперек – 1,5*106 Па.
Относительное удлинение не менее
вдоль – 53%
поперек – 25%

Морозостойкость -50 °C
Усадка пленки при 100 °C
вдоль – 5%,
поперек – 3%
Максимальная температура при длительной эксплуатации без нагрузки 100 – 110°C
Водопоглащение за 24 часа 0,005%
Рукавная пленка из полипропилена. Раздувные полипропиленовые пленки, обладающие высокой
прозрачностью, были разработаны в качестве альтернативы пленкам из целлофана для различного рода упаковки.
Их прочность не столь высока по сравнению с двухосноориетированными полипропиленовыми пленками. Однако
для некоторых упаковок это является преимуществом, поскольку облегчается их вскрытие. Паропроницаемость
таких пленок выше, что важно, например, для упаковки хлеба и зелени.
Заводы изготовители полипропилена:
ОАО “Московский нефтеперерабатывающий завод”, торговое название “Каплен”. Юридический адрес: 109429,
Москва, микрорайон Капотня, 2-й квартал. Зам. директора по снабжению и сбыту тел. (095) 175-32-73, факс (095)
355-62-52. Контактные телефоны по вопросам реализации (095) 175-62-17, (095) 355-86-11.
АО “Томский химический комбинат”. Юридический адрес: 634067, Томск, ул. Нахимовцев, 13. Тел. (83822) 21-44-67,
21-41-60.
АО “Уфаоргсинтез”. Торговое название “Болен”. Юридический адрес: 450037, Башкортостан, Уфа. Тел. (3472) 49-
61-29.
Сополимер этилена с винилацетатом
Сополимер этилена с винилацетатом (сэвилен ТУ6-05-1636-73) является продуктом сополимеризации
этилена с винилацетатом в массе под высоким давлением. В зависимости от назначения выпускаются
следующие базовые марки сэвилена (таблица 12), используемые также для получения композиций.

Марка Применение Метод переработки
11103 – 030 Изделия технического назначения, прозрачные пленки Экструзия, литье под
давлением
11304 – 075 Изделия технического назначения Экструзия, литье под
давлением
11505 – 375 Изделия технического назначения, клеи расплавы Литье под давлением,
компаундирование
11706 – 1250 Клеи расплавы для склеивания изделий технического назначения,
восковые покрытия на бумаге и картоне Компаундирование
11806 – 1750
Таблица 12
Обозначение базовых марок сэвилена
Первая цифра 1 обозначает, что процесс протекает в массе при высоком давлении с применением инициаторов
радикального типа. Вторая и третья – порядковый номе базовой марки; четвертая – степень гомогенизации (0 –
без гомогенизации в расплаве). Пятая – условная характеристика плотности (п. 1.1.1). Остальные три или четыре
цифры, написанные через дефис, - десятикратное значение показателя текучести расплава.
Состав и основные показатели базовых марок базовых марок сэвилена приведены в таблице 13

Показатели 11103 – 030 11304 – 075 11505 – 375 11706 – 1250 11806 – 1750
Плотность r, кг/м3 920 – 929 930 – 939 940 – 949 940 – 949 950 – 959
Содержание, %
винилацетата в
сополимере
5 – 7 10 – 14 21 – 24 26 – 30 26 – 30
Содержание, %
остаточного
мономера
0,02 0,02 0,02 0,02 0,02
ПТР, г/10мин 1 – 5 5 – 10 25 – 50 100 – 150 160 – 200
Температура
размягчения по
Вика ТВ, °C
85 – 95 75 – 80 55 – 65 35 – 50 30 – 40
Температура
морозостойкости
Тмор, °C
-75 -75 -65 -60 -60
Разрушающее
напряжение при
растяжении s, МПа
11 10 5 4 3
Относительное
удлинение при
разрывеeотн, %
600 600 650 650 650
Тангенс угла
диэлектрических
потерь tgdпри
106 Гц
0,001 0,03 0,04 0,05 0,05
Диэлектрическая
проницаемость e пр
и 106Гц
2,3 – 2,4 2,5 – 2,6 2,6 – 2,7 2,7 – 2,9 2,7 – 2,9

Таблица 13
Пленки на основе сэвилена могут быть получены экструзией с раздувом либо экструзией через плоскощелевую
головку. Пленки, полученные плоскощелевой экструзией, имеют большую прозрачность, но меньшую прочность по
сравнению с раздувными.
Из сэвилена изготавливаются растягивающиеся “стрейч” пленки, пленки для теплиц, гибких завес для проходов и
т.д.
Свойства сэвиленовых пленок меняются в зависимости от процентного содержания винилацетата в полимере. По
сравнению с пленками из полиэтилена высокого давления сэвилен имеет более низкую температуру сварки.
Большее сопротивление проколу. Большую эластичность и более высокую стойкость к растрескиванию под
действием окружающей среды. Повышенные газо- и паропроницаемость, большую стойкость к изгибу, лучшие
свойства при низкой температуре, большую липкость. Могут свариваться токами высокой частоты. Физиологически
безвредны.
Виниловые полимеры
Семейство виниловых полимеров получают полимеризацией некоторых замещенных этиленов. Замещенным
является только один из атомов водорода на другой атом или группу атомов, таких как ацетатная группа в случае
винилацетата. Ацетатная группа служит, своего рода внутренним пластификатором. Замещение приводит в целом
к повышению физико-механических свойств полимеров.
В широком смысле термин “виниловые полимеры” включает такие в себя и такие материалы, как полистирол. Но
чаще термин применяют к поливинилхлориду, его сополимерам с винилацетатом, сополимерам винилденхлорида
и винилхлорида, поливиниловому спирту. Поливинилацетат также является обычным виниловым полимером, но
его используют только в дисперсной форме как клей или как основу для некоторых эмульсионных красок.

Поливинилхлорид
Поливинилхлорид является продуктом полимеризации винилхлорида. В промышленности полимеризация
производится суспензионным, блочным и эмульсионным методом. Самым распространенным является
суспензионный метод. Винилхлорид смешивают с водой, в которую добавляют эмульгатор, например
метилцеллюлозу, желатин или поливиниловый спирт. Вода обеспечивает рассеяние тепла, образующегося в ходе
полимеризации. Реакция инициируется катализатором, который растворяется в винилхлориде, но не растворяется
в воде. В качестве катализаторов могут быть использованы пероксиды бензола или лаурила.
Смесь интенсивно перемешивают, чтобы добиться каплеобразной суспензии. Полимеризация длится от шести
часов до суток. Образовавшийся полимер оседает в воде в виде шлама. Затем смесь подают в десорбирующий
сборник для удаления непрореагировавшего винилхлорида, фильтруют и сушат в непрерывно вращающейся
сушилке.
В настоящее время все чаще применяют блочную полимеризацию в массе. Данный метод позволяет получить
полимер наиболее подходящий для производства высокопрозрачных и слабоокрашенных пленок.
ПВХ может быть переработан в пленку методом экструзии с раздувом либо плоскощелевой экструзии. Оба эти
процесса широко используются для изготовления тонких непластифицированных или слабо пластифицированных
пленок. Одной из трудностей, связанных с переработкой ПВХ, является его термическая нестабильность и
коррозионная активность в сочетании с высокой вязкостью расплава.
Вязкость расплава полистирола или полиолефинов может быть понижена при повышении температуры
переработки, но для ПВХ данный метод не подходит, так как он начинает очень быстро разлагаться. Экструзионная
головка для переработки ПВХ должна быть сконструирована таким образом, чтобы по возможности избежать зон
застоя расплава.

На основе чистого поливинилхлорида можно получать пленки с широким спектром свойств путем введения в
полимер различных пластифицирующих добавок и одно или двухосной ориентацией уже готовой ПВХ пленки.
Изменение в составе полимера пластификатора позволяют получать пленки от твердых, хрупких до мягких,
клейких и растяжимых. Изменяя ориентацию, получают пленки от полностью одноосноориетированых до
равнопрочных двухосноориентированных.
Непластифицированные пленки получают с введением стабилизатора.
Эффективные стабилизаторы позволяют получить прозрачные и блестящие пленки. Пленка получается жесткой и
имеет высокую прочность при растяжении. Паропроницаемость у ПВХ выше, чем у полиолефинов, а
газопроницаемость ниже. Поэтому ПВХ пленки служат хорошей защитой от окисления масел и жиров. Пленки из
непластифицированного ПВХ имеют превосходную стойкость к маслам, жирам, кислотам и щелочам. Однако она
набухает в хлорированных углеводородах и кетонах. Также пленки имеют небольшую склонность к слипанию.
Свойства пластифицированных ПВХ пленок в некоторой степени зависят от типа используемого пластификатора и
его качества. В целом увеличение содержания пластификатора увеличивает мягкость и прозрачность пленки,
улучшает ее свойства при низких температурах. Пластифицированный ПВХ имеет характерный запах и в большей
степени подвержен действию растворителей. Пластифицированные ПВХ пленки могут иметь превосходный блеск
и прозрачность, будучи модифицированы соответствующими стабилизаторами и пластификаторами.
Как пластифицированные, так и непластифицированные пленки могут быть сварены высокочастотной сваркой. На
оба вида пленок можно наносить печать. При этом нет необходимости в предварительной электрической обработке
поверхности пленки, в отличие от пленок из полиэтилена и полипропилена. Но некоторые пластификаторы и
смазки имеют тенденцию к миграции на поверхность. Это может вызвать отторжение типографской краски.
Поливинилденхлорид
Поливинилденхлорид (ПВДХ) является продуктом сополимеризации винилхлорида и винилденхлорида. ПВДХ
пленка может быть получена методом экструзии с раздувом рукава или плоскощелевой экструзией с поливом на
охлаждаемый барабан. При получении ориентированных пленок предпочтительнее использовать первый метод.
Минимальная кристалличность обеспечивает хорошую растяжимость ПВДХ пленок. Поэтому для предотвращения
роста кристаллов в полимере при плоскощелевой экструзии, пленку необходимо резко охлаждать в водяной ванне
или поливом на барабан. Скорость кристаллизации ПВДХ при комнатной температуре достаточно высока.
Вследствие этого пленку, полученную плоскощелевой экструзией необходимо сразу же ориентировать.
Для получения двухосноориентированных пленок предпочтительнее использовать экструзию с раздувом рукава.
Так как при этом можно получить пленку с равной ориентацией в продольном и поперечном направлении.
Ориентированная ПВДХ пленка прозрачна и имеет хорошие прочностные характеристики. Температура сварки
составляет 120-160 °C. Но неустойчива при длительном нагреве до температур выше 60 °C. Пленка имеет высокое
сопротивление раздиру, но на упаковочном оборудовании перерабатывается достаточно тяжело из-за своей
мягкости.
ПВДХ пленки обладают прекрасными барьерными свойствами даже при относительно малых толщинах. Поэтому
ее целесообразно использовать в качестве одного из слоев в соэкструдированных пленках. Также ПВДХ широко
используется для покрытия бумаги, целлофана, полипропилена и др., но это требует дополнительной
технологической операции, исключенной при соэкструзии.
Сополимеры винилхлорида с винилацетатом
В этой группе сополимеров ацетатная группа крупнее, чем атом хлора. Поэтому она предотвращает близкий
контакт между цепями полимера и служит, своего рода, внутренним пластификатором.
Данный материал чаще используют для производства листов, нежели пленок. Особо важная область его
применения – производство грампластинок.

Поливинилацетат
При полимеризации винилацетата получается материал, похожий по своим внешним свойствам на ПВХ. Однако он
имеет большую растворимость в органических растворителях. Сам ПВА не используют как пленочный материал,
однако, его применяют в качестве клея при производстве комбинированных пленок.

Глава 2. Пленки для термоформинга, вакуумных пакетов, стретч-пленки, термоусадочные пленки, барьерные пленки для МГС, печать и ламинация

Стретч - пленки
Стретч (stretch) - растягивающаяся пленка, материал, обладающий способностью обратимо растягиваться с
удлинением 200-300% и обладающий, в сравнении с обычными полиэтиленовыми (ПЭ) пленками повышенной
стойкостью к проколу и раздиру, а также способность пленки прилипать к самой себе и не прилипать к
упакованным грузам. Ее появление стало возможно благодаря разработке в начале 70-х новых технологий и
материалов, в частности линейного полиэтилена низкой плотности - ЛПЭНП (LLDPE). Уникальные свойства стретч-
пленки позволили ей занять ведущие позиции в области транспортной и пищевой упаковки, потеснив при этом в
некоторых областях термоусадочную пленку.
Наиболее широкое применение ПЭ стретч-пленки нашли в области транспортной и технической упаковки (так
называемые «паллетные» пленки). Они служат для упаковки различных, в том числе разноразмерных и
длинномерных грузов на поддонах (паллетах) методом ротационного обертывания с целью обеспечения
сохранности грузов при транспортировке, складировании, хранении от воздействия внешней среды, расхищения и
с целью ускорения и облегчения погрузочно-разгрузочных работ.
Стретч-пленки подразделяются на паллетные и пищевые (на западе они обычно называются cling-пленки,
маленькие рулончики, продающиеся в коробках с ножом «household» т.е. пленка для домашнего применения). В
свою очередь паллетные пленки в зависимости от способа применения делятся на ручные (обмотка идет вручную)
и машинные обмотка идет с использованием специальных машин - паллетайзеров.
В свою очередь машинные пленки делятся на:
Стандартные - коэффициент предварительного растяжения до 150-200%.
Power, Super, Super Power - в зависимости от поставщика, это пленка с коэффициентом предварительного
растяжения - от 200 до 300 и выше %.
Отдельно стоит так называемая сенажная, или сельскохозяйственная стретч-пленка, используемая с целью
упаковки и обеспечения сохранности упаковываемого сена. К ней предъявляются повышенные требования по
прочностным характеристикам и также требования к свето-погодоустойчивости, так как упакованное весной-летом
сено лежит на полях под воздействием прямого солнечного света вплоть до зимы.
Показателем, по которому чаще всего потребитель сравнивает стретч-пленку, является так называемый
коэффициент престретча (pre-stretch) - в чистом виде этот показатель может быть применен только к пленкам
класса Power, работающим на паллетайзерах снабженным специальным механизмом предварительного
растяжения - престретча. Однако так сложилось, что показатель максимального достижимого рабочего растяжения
стретч-пленки стали называть коэффициентом престретча и применять даже для ручных пленок, для которых этот
показатель в принципе не нужен.

Ключевые свойства (требования) по типам пленок
Ручная пленка
Уровень растяжения (stretch level) не более 100%
Толщина 15-20мкм
Хорошая липкость
Невысокие, удовлетворительные механические свойства
Требуется перемотка с резкой (дополнительная составляющая себестоимости).
Машинная пленка
Средний уровень растяжимости (до 200%)
Толщина 17-23мкм
Прекрасные липкие свойства
Хорошая стойкость к проколу, раздиру
Хорошее удерживающее усилие
POWER машинные пленки
Высокий уровень растяжимости (более 250%)
Толщина 20-23мкм
Отличная липкость
Отличная стойкость к проколу
Низкое распространение разрыва в поперечном направлении
Отличное удерживающее усилие
Низкое содержание геликов
Предварительно растянутые стретч пленки
Высокий уровень предварительной ориентации (более 200%)
Толщина 6-10мкм
Прекрасный уровень липкости
Прекрасная стойкость на прокол
Низкое распространение разрыва в поперечном направлении
Отличное удерживающее усилие
Низкое содержание геликов

Сенажная пленка
Уровень растяжимости до 75%
Толщина 25мкм
Отличная липкость
Отличная стойкость к проколу
Отличная стойкость к УФ излучению (не менее 1 года под открытым небом)
Отличное удерживающее усилие
Относительно низкая проницаемость для кислорода
Барьерные трехслойные и пятислойные пленки
Вопреки мнению о том, что барьерные пленки квалифицируются как таковые только при экструзии 5-ти и более
слоев, многие европейские эксперты отмечают, что при умелой комбинации химических полимерных добавок,
экструдер АВС может позволять производить пленку с барьерными слоями.
Нужды продовольственного сектора, в частности, требуют все более целенаправленного исполнения упаковки,
чтобы гарантировать лучшее из возможного сохранение продовольствия, а также завоевание внимания
потребителя привлекательным видом изделия. Это, в свою очередь, ведет к ужесточению требований к
гигиеническому, сенсорному и комфортабельному аспектам упакованного продовольствия. Недавно был проведен
обзор рынка «вечных» упаковок — систем, которые позволяют упаковать продовольственные продукты, устраняя
большую часть консервантов, путем использования материалов со специальными физико-химическими и
механическими свойствами. Мониторинг проводился путем покупки некоторых упакованных продуктов и оценки
газо- и паро-удерживающих характеристик материала с учетом обработки, которой было подвергнуто изделие
(сварка, печать и т.д.). Отметим, что результаты не были только положительными. Очевидно: работы в этой
области должны продолжаться.
Основными факторами, влияющими на качество продовольствия при хранении, являются:

светопроницаемость — некоторые типы излучения катализируют нежелательные реакции в продуктах, особенно
в светочувствительных веществах;
газопроницаемость, особенно кислорода, позволяет аэробным микробам дышать, обуславливает окисление и,
как следствие, потерю аромата, окисление витаминов и двуокиси углерода;
влагопроницаемость — создает условия, которые могут способствовать развитию микробов, ухудшает
эксплуатационные характеристики упаковки, делая ее более проницаемой для кислорода;
теплопроницаемость — ускоряет все реакции; механические воздействия — динамические (толчки и вибрация)и
статические (сжатия).
Для преодоления этих проблем, максимально возможного увеличения времени хранения изделия при
одновременной гарантии стабильности и годности все чаще используются усовершенствованные технологии
упаковки, которые объединяют свою собственную эффективность с улучшенными характеристиками используемых
пленок.
Рассмотрим разновидности упаковки в защитной атмосфере; это:
регулируемая газовая среда (СА) или, скорее, поддерживаемая постоянной посредством контроля и регулирования
и, следовательно, подходящая только для складского хранения;
измененная атмосфера (MA), то есть определяемая только в начале упаковывания;
Применение саморегулирующейся газовой среды (SCA), которая использует преимущества метаболизма изделий;
произведенная в процессе хранения (ISG)— использует селективные по отношению к некоторым газам материалы;
атмосфера двуокиси углерода (CDA) — имеет концентрацию CO2 более 60%;
скомпенсированный вакуум (CV); стерильная упаковка — наполнение стерильного пакета стерилизованным
продуктом; вакуумная упаковка;
активная упаковка, которая использует активные материалы, точнее, материалы, которые поглощают или
выделяют (или и то и другое) определенные вещества, как в случае «вечных» упаковок;
комбинированная упаковка, которая использует преимущества нескольких из вышеупомянутых методов, например,
измененная атмосфера плюс активная упаковка.

Главной характеристикой этих пленок является, конечно, то, что они легкоформующиеся и стойкие, и поэтому
могут очень легко принимать форму объекта, который они содержат, ограничивая количество остаточного воздуха.
В дополнение к вышеупомянутому, материал должен гарантировать воздушную и водную непроницаемость как в
исходном состоянии, так и при герметизации упаковки независимо от ее формы и характера.
Что касается герметизирующих систем, мы только кратко упомянем, что они также развиваются: от «примитивного»
клея они перешли к термосварке и достигли обратимых систем (открыто и закрыто), которые являются все более
эффективными при гарантированной воздухо- и водонепроницаемости даже после нескольких использований. Но
обязательное условие, которое остается в основе функциональности воздухо- и водонепроницаемой упаковки –
максимальная устойчивость к прониканию сред (прежде всего кислорода) через полимерную пленку. В частности,
при использовании вакуумной упаковки ускоряется проникновение газа из-за перепада давления между
внутренней и внешней сторонами, поэтому газопроницаемость должна быть минимальна.
В настоящее время нет ни одного основного материала, используемого в упаковке, который соединил бы в себе
качества, описанные выше. Поэтому используются комбинации двух или нескольких типов материалов, для того
чтобы создать конечный продукт, который, суммируя различные дополнительные качества, в целом соответствует
требуемым характеристикам. Эти материалы называются многослойными пленками и именуются по
последовательности аббревиатур составляющих материалов, как, например, PET/PVDC/PE, включающий
полиэтилентерефталат (PET), поливинилденхлорид (PVDC) и полиэтилен (PE). Из различных сред, которые могут
проникать через упаковку, следует отметить кислород, двуокись углерода, азот, алкоголь и воду. Кислород и пары
воды — вещества, которые больше всего волнуют упаковщиков из-за сильных органолептических изменений,
которые они вызывают при хранении. Следовательно, важно определить материал, который в конечной упаковке
лучше всего обеспечит требование «кислородного голодания».
Остановимся, в частности, на материалах, которые обеспечивают защиту от этого элемента. В любом случае
можно сказать, что только при наличии материала с хорошими характеристиками мы будем иметь эффективную
упаковку. Другими словами, свойства пленки должны оставаться константой на всех фазах производственного
процесса упаковывания изделия. Предположим, что пленка, применяемая при упаковке, соответствует всем
необходимым характеристикам, предъявляемым к упаковке для продовольственных продуктов, и что эти
характеристики поддерживаются в течение всего производственного процесса.
В основном используется три типа исходных материалов: металлическая фольга (алюминий), покрытия (как
металлические (алюминий), так и минеральные (окись кремния, окись алюминия, керамика и т.д.) и, наконец,
полимеры (EVOH и PVDC, PET). Эти материалы инкапсулированы в других полимерах, так называемых
структурных полимерах, которые дают дополнительные необходимые качества; различные слои соединены вместе
посредством клеящих веществ.
Несмотря на превосходные характеристики (непроницаемость для кислорода и света), алюминий все меньше и
меньше используется в упаковке прежде всего из-за непрозрачности. Эта тенденция также усиливается тем
фактом, что прозрачные полимеры, которые легче и более дружественны к окружающей среде, имеют
аналогичные характеристики.
В настоящее время с успехом используются три прозрачных пластика с прекрасными барьерными свойствами:
EVOH, PVDC и PET. Эти полимерные материалы, однако, имеют разные барьерные свойства по отношению к
различным средам. В отношении кислорода более эффективны EVOH и PET, в то время как для паров воды —
PVDC.
Следует напомнить, что значение проницаемости выражается в объеме кислорода (кубические сантиметры 1 cc =1
ml =1 cm 3 ), который проникает через поверхность (в квадратных метрах)в течение 24 часов при определенном
давлении:
Проницаемость = cm3/m2/24h/atm
Естественно, барьерные свойства PVDC, EVOH и PET изменяются в зависимости от характеристик структурного
полимера, так что можно установить, что для того же самого количества PVDC (5g на квадратный метр)
проницаемость будет равна 5, если подложка PET 7, если подложка OPA (общая толщина 25 мкм) — удвоится, при
использовании PVC (общая толщина 35 мкм) и становится еще хуже при использовании полиэтилена низкой
плотности.
В силу склонности к растрескиванию из-за гидролиза и PVDC, и EVOH всегда ламинируются полиолефиновыми
покрытиями. Ниже приведены типовые комбинации слоев для многослойной барьерной экструзии.

Сокращение
Состав
Проницаемость по О2
С очень высоким барьерным эффектом
Al Алюминиевая фольга 0
Al Алюминий для покрытий или
металлизации
0,2 – 6
SiOx Окись кремния
AlOx Окись кремния
сухой EVOH Винил этиленгликоля 0,11 —0,80
С высоким барьерным эффектом
PVDC Поливинилденхлорид 0,16 —2,46
EVOH влажность 100% Винил этиленгликоля 8 — 16
Биориентированный PET Полиэтилентерефталат 25
PET Полиэтилентерефталат 50
Со слабым барьерным эффектом
NYL Нейлон -6 70
Aclar ® Полихлортрифторэтилен (PCFE) 141

Барьерный материал Состав Толщина в микронах Проницаемость по O2 (cm/m 2 /atm/24h)
Алюминий (фольга) NLY/PE/Al/PE 135 0,01 Алюминий (фольга) PO/Al 123 0,1 —0,5 Алюминий (металлиз.) Al/PET 12,5 Алюминий (металлиз.) Al/Al Valeron 140 0,1 —0,2 Алюминий (металлиз.) APET/Al/PE 115 2 — 3 Алюминий PO/Al/PE 120 Алюминий PO/Al/PE 160 Алюминий (металлиз.) PE/Al/PO 110 Алюминий PET/Al/PO 82 2 Алюминий (металлиз.) PET/Al/PE 1 Керамика (покрытие) PET/Al/PE 0,05 Керамика (покрытие) PET/Al/PE 0,5 PVDC PEP/PVDC/PE 125 0,1 PVDC LDPE/EVA/PVDC/EVA/PVDC 50 0,2 PVDC LDPE/EVA/PVDC/EVA/LDPE 75 7,7 PVDC PVDC/PET 8 PVDC PVDC/Nylon 6.6 7,7 PVDC PO/PVDC 3,2 g/m 8 PCTFE PCTFE/LDPE/PO/LDPE 127 2,8 ACLAR ® PET/PE/Aclar/PE 110 50 PA PA/PE/EVA 75 1 Eval = EVOH EVA/PE/Eval/PE/EVA 25 4 EVOH PET/EVOH-PE 50 -1 EVOH PET/EVOH/PE 93 3 EVOH Нейлон 6/EVOH/Нейлон 6 20 0,3 —1,5 PET Полиэтилентерефталат/PE 200 5

В силу широкого разнообразия возможных комбинаций различных материалов, исследовать их подробно
невозможно. Кроме того, в дополнение к основным свойствам, отмеченным первоначально, иногда требуются
другие специальные свойства, например хладостойкость, (рекомендуются PET, PA или PS). Наоборот, для высоких
температур (90 — 100 C) рекомендуются PP, PE, СPET.
Для придания устойчивости многослойным материалам наиболее часто используют: APET, NYL, PVC, PO и
Valeron, в то время как для улучшения термосвариваемости используются PPO, PP и PE. Следует уделять
внимание данным о физических свойствах, приведенным в литературе, так же как и данным, предоставленным
непосредственно изготовителем. Особенно важно знать дату публикации этих сведений, чтобы иметь уверенность
в том, что они действительно современны. Скорость, с которой пищевая промышленность требует материал со все
более специальными характеристиками, ведет к тому, что пленки устаревают очень быстро, и что независимо от их
замечательного успеха, сегодня они уже не способны конкурировать с вновь разработанными. Кроме того, должны
быть приняты меры предосторожности при сравнении данных, несмотря на широкое распространение
использования стандартных методов измерения и исследований, можно столкнуться с данными, которые были
получены при несходных условиях измерения.
Рекомендуется тщательно читать технические данные, из которых можно определить то, какая система анализа
использовалась.
Полимерные барьерные слои изменяют проницаемость по кислороду в зависимости от влажности, в которой
окажутся; пленки с алюминием ведут себя аналогичным способом при их охлаждении. Даже состав газа в упаковке
становится определяющим фактором, который может уменьшить величину проницаемости в четыре раза. В
таблице 3 приведены некоторые типы пленок наряду с относительными значениями, рекомендуемыми к
использованию.
Большинство производимых барьерных пленок на пути становления красивой и красочной упаковкой по сути
являются полуфабрикатом. После экструзии следующий логический процесс - ламинирование пленки и нанесение
многоцветной печати.
Флексаграфская печать и флексаграфские машины
На сегодня в США около 75% рынка книжной продукции – журналы, каталоги, книги, газетные вкладки –
печатаются на флексографских машинах, хотя сначала флексографическим способом печатали в основном на
упаковочных материалах.
Флексография – этоспособ высококачественной ротационной растровой печати с применением эластичных
резиновых или полимерных флексографских печатных форм (само название «флексография» происходит от
латинского слова flexus – «изогнутый», «гибкий») и синтетических маловязких быстросохнущих флексографских
красок.С помощью валика или растрированного цилиндра, взаимодействующего с ракелем, формы покрываются
жидкой или пастообразной быстровысыхающей (водорастворимой, на летучих растворителях) печатной краской и
переносят ее на запечатываемый материал. Изображение на печатной форме зеркальное.
Флексографский способ печати дает качество оттиска, сравнимое с офсетным способом, но по разнообразию
запечатываемого материала с ним может соперничать только способ глубокой печати, который при малых
тиражах очень неэкономичен и себестоимость единицы продукции слишком высока из-за высокой себестоимости
печатной формы.
Первоначально печатные формы изготовляли матрицированием из каучука, а после создания фотополимеров -
экспонированием и вымыванием. Для печатных форм используют, как правило, офсетное резинотканевое полотно
(пластины). Полученные гравированием печатные формы используют при фрагментарном лакировании.
Лакирование как технология – этотот же флексографский способ печати с применением эластичных
фотополимерных печатных форм, но вместо печатной краски используют лак, который наносят на оттиск.
Современные формы могут переносить однородную красочную пленку при запечатывании сплошных заливных
участков (плашек) и дают очень малое растискивание при печати текста, штриховых и растровых изображений.
Также они гарантируют четкость элементов на выворотке, отсутствие забивания краской пробельных участков
формы и лучшую градационную передачу полутонов на оттиске.
От последнего поколения фотополимерных формных пластин ожидают многого. Печатные формы на их основе
должны быть совместимы со всеми типами красок – не только с водоразбавляемыми красками или с красками на
основе различных растворителей, но и с красками ультрафиолетового отвердения, обладая при этом стойкостью к
набуханию.Развитие технологии печатных форм идет в трех главных направлениях: печать на гибкой упаковке,
печать на этикетках и прямая печать на готовом гофрированном картоне.
В этих трех областях применяют различные формные пластины в зависимости от используемых подложек,
компрессионных прокладок или лент, формного материала, его толщины и твердости, устойчивости пластины к
набуханию в растворителе краски, требований к качеству, совместимости материалов, а также от конструкции
печатной машины. Для прямой печати на готовом гофрокартоне используют пластины толщиной не менее 3 мм,
это рассматривается как технология тонких печатных форм. При печати этикеток и на гибкой упаковке
ультратонкими считаются пластины толщиной меньше 1 мм.
Пластины толщиной 2,54 мм. устанавливаются на тонкой подложке или вспененной ленте толщиной 0,50 - 0,55
мм. Пластины этой толщины в сочетании с амортизационной подложкой рассматриваются как печатные формы на
мягкой ленте.
Технология тонких пластин подразумевает "гибкую подложку", которая представляет собой крепление печатной
формы. Эта компрессионная подложка, как правило, состоит из комбинации текстильных волокон и резины,
причем сорта резины в отдельных подложках различаются специфическими особенностями. Некоторые слои
материала подобраны соответствующим образом для оптимизации всей системы "печатная форма - подложка -
запечатываемая поверхность - зазор между формным и печатным цилиндрами". Материал состоит из резины-
основы, двух волокнистых промежуточных слоев для стабилизации и сжимаемого полимерного микропористого
слоя. Общая толщина структуры получается не более 2 мм.
В печати на гибкой упаковке в качестве альтернативы тонким печатным формам могут использоваться
многослойные пластины, поскольку те и другие имеют сходную структуру. Эти пластины сочетают в своей
структуре тонкую форму и сжимаемую подложку. Они состоят из нижней защитной пленки, несущего эластичного
слоя, стабилизирующей пленки, светочувствительного рельефообразующего слоя и верхней защитной пленки. Для
высококачественной флексографской печати такая многослойная структура печатной формы дает много
преимуществ.
Однако,если применять химически активные краски, например, на основе этилацетата,нужно использовать
эластичные резиновые формы. Обычные формы, изготовленные из фотополимерных пластин, устойчивые к
спиртам, не подходят для эфиросодержащих красок. Для этой цели можно использовать эфироустойчивые
фотополимерные пластины.
Одна из особенностей флексографии состоит в том, что для печати и для выравнивания неровностей
соприкасающихся поверхностей в процессе печатания необходимо давление. И чем больше давления, тем лучше
для достижения конечной цели. С другой стороны, чем выше давление, тем больше искажается геометрия
печатающих элементов.

Эти нарушения печатной формы из-за высокого давления приводят и к снижению качества оттиска –
высокомурастискиванию, смазыванию, неравномерному распределению краски на плашках. Высокое давление
влияет на тиражестойкость печатной формы и может привести ее к расслаиванию.
При использовании обычных формных пластин избыток давления частично поглощается. В результате
деформации верхнего фотополимерного слоя печатной формы возникает растискивание, которое необходимо
снизить, если печатаются высококачественные растровые работы.
Для печати на этикетках и упаковке используют тонкие пластины толщиной в пределах 1 мм. В этом случае
большая часть избыточного давления поглощается сжимаемой подложкой и таким образом, степень деформации
печатающих элементов в зоне печатного контакта снижается благодаря способности подложки к сжатию, что
приводит к значительному улучшению качества печати.
Термин "сжимаемость" ("компрессионность") означает компенсацию давления посредством уменьшения в объеме.
Точное восстановление подложкой первоначальных размеров оказывает эффект выравнивания нагрузки. Иными
словами, применяемый для изготовления печатных форм для флексографии материал должен обладать
способностью к высокоэластическим деформациям.
Флексопечать по гофрокартону
Флексографская печать в промышленности гофрированного картона отличается от флексографской печати на
бумаге с рулона на рулон. Существуют большие различия и в форматах машин, и в запечатываемых материалах,
печатных формах, красках, и в готовой продукции, и, наконец, в необходимой подготовке специалистов по
обслуживанию машин.
Толщина гофрированного картона имеет значительные отклонения от номинала. Чтобы добиться
удовлетворительного его покрытия краской, печатные формы должны быть более мягкими, чем обычные. Формы
предварительно монтируются на материале-носителе с соблюдением правильной приводки.
Печать ведется на листах, которые из-за своей жесткости должны проходить через всю машину в горизонтальном
положении. В настоящее время машины флексографской печати по гофрированному картону обычно
агрегатируются с другими установками с целью непрерывной обработки материала вплоть до готовой коробки.
Для печати по гофрированному картону обычно используются водоразбавляемые флексографские краски. Они не
глянцевые, обладают хорошей стойкостью к истиранию и быстро впитываются в картон. Поэтому отпадает
надобность в сушильных устройствах.
Дозирование краски производится либо двумя валиками, либо валиком и ракелем. В качестве накатного может
использоваться обычный стальной растрированный валик с хромовым покрытием или какой-либо из керамических
валиков, гладкий или растрированный.

Все более широкое применение в печати по гофрированному картону находит обратный ракель, так как уход за
ним несложен, а если подача краски прекращается и система начинает вращаться сухой, то дефект устраняется
быстро.
При использовании водоразбавляемых флексографских красок проблемы отравления окружающей среды обычно
не возникает. Порядок сброса сточных вод должен быть строго регламентирован, хотя сточные воды не токсичны.
В некоторых фирмах они используются при изготовлении клеев для установок, вырабатывающих гофрированный
картон.
Флексография в настоящее время является главным способом печати в промышленности гофрированного картона,
хотя есть уже листовые печатные машины офсетной печати, предназначенные для печати на микрогофрокартоне.
Ламинирование
Для получения многослойных полимерных пленок, в том числе с использованием алюминиевой фольги и бумаги,
применяются следующие технологии ламинации:
• «мокрая»;
• «сухая»;
• под давлением;
• с использованием расплавленных масс;
• соэкструзии, являющейся отдельной технологией получения многослойных пленок.
Целесообразно различать понятия «многослойная пленка, получаемая путем ламинирования», которую в данной
статье мы будем именовать «ламинат», и «многослойная пленка, получаемая методом соэкструзии». Традиционно
термин «ламинат» относится к материалу, получаемому путем соединения — чаще всего склеивания — готовых
пленок. Число пленок, входящих в состав ламината, равняется количеству его слоев. Например, материал РА/РЕ,
полученный склеиванием пленок, является двухслойным ламинатом. Однако соэкструзионная пленка с той же
самой толщиной слоев РА и РЕ, в которой толщина связывающего слоя необязательно должна быть больше
толщины клеевого слоя в упомянутом выше ламинате, считается уже трехслойным материалом. Поэтому, говоря о
соэкструзионной технологии, лучше использовать термин «соэкструзионная пленка».

«Мокрое» ламинирование
При «мокром» способе ламинирования удаление растворителя (в данном случае воды) из клея происходит в
туннельной сушилке после соединения слоев. Необходимым условием является применение в качестве одного из
слоев бумаги, образующей пористый слой, позволяющий воде испаряться. Для «мокрого» ламинирования
используются как крахмальные, так и синтетические клеи. Эта система применяется чаще всего для
ламинирования алюминиевой фольги различными видами бумаги или картона. Чем глаже бумажная поверхность,
тем меньше расход клея. Двухслойные ламинаты алюминиевой фольги с бумагой часто используются для
последующего экструзионного покрытия полиэтиленом.
«Сухое» ламинирование с растворителем
В системе «сухого» ламинирования чаще всего используются двухкомпонентные полиуретановые клеи с
растворителем. Полимеризация полиуретана начинается после смешивания составных частей, например,
полиэфирного с изоциановым, и усиливается во время испарения растворителя в туннельной сушилке. Ускорения
полимеризации, а значит, увеличения стойкости соединения слоев ламината, добиваются путем подогрева
ламинирующего цилиндра. Технология сухого ламинирования с растворителем традиционно используется в
производстве ламинатов, являющихся взаимным соединением пластмассовых пленок, например: PA/LDPE,
PET/LDPE, в том числе в виде металлизированных пленок, а также пластмассовых пленок с алюминиевой
фольгой.
В настоящее время при ламинировании готовых пластмассовых пленок преобладает технология без применения
растворителя. При этой технологии одно- или двухкомпонентный клей, чаще всего полиуретановый, наносится в
слегка подогретом состоянии. Очень липкий клей необходимо нанести равномерно, притом что грамматура слоя
очень маленькая, около 1 г/м2. Предварительная грамматура клея, подаваемого из емкости, устанавливается с
помощью вращающихся навстречу друг другу валов. Регулировка точной грамматуры клея обеспечивается с
помощью валов . Ламинирование пленки происходит в системе из трех ламинирующих валов непосредственно
после нанесения клея. Существенным преимуществом ламинирования без растворителя является исключение
туннельной сушилки, необходимой как при «мокром», так и при «сухом» способе ламинирования с растворителем.
Благодаря этому очень сильно уменьшается потребление энергии в процессе ламинирования.

Упомянутая технология широко применяется, например, при взаимном ламинировании пленки ОРР, в том числе с
участием металлизированных пленок. Развитие технологии ламинирования без растворителя оживил межслойную
печать, отличающуюся эстетическими (видимая сквозь слой пленки печать имеет высокий блеск),
функциональными (печатный текст не стирается), а также гигиеническими (отсутствует угроза непосредственного
контакта пакуемого продукта с типографской краской) свойствами.
Ламинирование расплавленным полимером
Ламинирование с использованием расплавленного полимера в качестве связующего вещества является
технологией, производной от покрытия методом экструзии. Она находит применение при производстве длинных
серий промышленных ламинатов алюминиевой фольги с бумагой, реже — с пластмассовыми пленками.
Соединение двух лент из различных материалов происходит здесь при участии тонкой струйки выдавливаемого из
плоской дюзы полимера, чаще всего это LDPE. Расплавленный полиэтилен подается из щелевой дюзы экструдера
непосредственно на соединяемые материалы. Соединяемые материалы дожимным роликом прижимаются к
охлаждающему цилиндру (chill roll).
Ламинирование с использованием расплавов
Ламинирование с использованием расплавов осуществляется путем нанесения между соединяемыми слоями
расплавленных смесей воска и полимера, обычно сополимера этилена с винилацетатом или соответствующего
микровоска. Расплавленная масса с помощью вала наносится на один из слоев, который соединяется с другой
лентой материала при использовании сжимающих валов. Эта система ламинирования применяется главным
образом для соединения алюминиевой фольги с различными видами бумаги. Стойкость слоев к отрыву в этой
системе значительно ниже по сравнению с прочими системами ламинирования. Охарактеризованные выше
методы ламинирования, за исключением соединения с использованием расплавленного полимера, используются
на многих предприятиях.
-для пленок специального назначения – 15303-003, 15803-020, 16705-040, 16405-020;
-для термоусадочных пленок – 15105-002, 15303-003,15503-004, 10604-007, 16005-008, 17703-010, 17504-006,
17603-008, 15803-020;
-тонких – 15303-003, 15803-020, 16705-040, 16904-040, 17305-070;
-общего назначения (технические для укрытия теплиц и кормов и других сельскохозяйственных нужд) – 12603-010,
17803-015, 16204-020, 10803-020, 15803-020, 11003-020, 11503-070, 11603-070, 16705-040, 10204-003, 15303-003;
-для изготовления мешков под удобрения и других сельскохозяйственных изделий – 15003-002, 15105-002, 10204-
003, 15303-003, 15503-004, 17504-006, 17603-006,10604-007, 17703-010,12603-010;
-для контакта с пищевыми продуктами (включая герметичную упаковку) – 17703-010, 10803-020, 15803-020, 11503-
070, 15303-003, 17504-006, 16204-020, 16904-040.
Обозначение марок
Условное обозначение базовых марок продуктов полимеризации этилена состоит из названия материала и восьми
цифр. Первая цифра “1” указывает на то, что процесс ведется при высоком давлении. Две последующие цифры
обозначают порядковый номер марки. Четвертая цифра – наличие или отсутствие дополнительной гомогенизации:
0 – без дополнительной гомогенизации в расплаве; 1 – гомогенизированный в расплаве полимер. Пятая цифра
условно определяет группу плотности в кг/м3: 1 – 900/909; 2 – 910/916; 3 – 917/921; 4 – 922/926; 5 – 927/930; 6 –
931/939; 7 – 940/947; 8 – 948/959; 9 – 960/970.
Три последние цифры, указанные через тире, обозначают десятикратное значение показателя текучести расплава.
Этот показатель будет подробно рассмотрен ниже.

-для пленок специального назначения – 15303-003, 15803-020, 16705-040, 16405-020;
-для термоусадочных пленок – 15105-002, 15303-003,15503-004, 10604-007, 16005-008, 17703-010, 17504-006,
17603-008, 15803-020;
-тонких – 15303-003, 15803-020, 16705-040, 16904-040, 17305-070;
-общего назначения (технические для укрытия теплиц и кормов и других сельскохозяйственных нужд) – 12603-010,
17803-015, 16204-020, 10803-020, 15803-020, 11003-020, 11503-070, 11603-070, 16705-040, 10204-003, 15303-003;
-для изготовления мешков под удобрения и других сельскохозяйственных изделий – 15003-002, 15105-002, 10204-
003, 15303-003, 15503-004, 17504-006, 17603-006,10604-007, 17703-010,12603-010;
-для контакта с пищевыми продуктами (включая герметичную упаковку) – 17703-010, 10803-020, 15803-020, 11503-
070, 15303-003, 17504-006, 16204-020, 16904-040.
Обозначение марок
Условное обозначение базовых марок продуктов полимеризации этилена состоит из названия материала и восьми
цифр. Первая цифра “1” указывает на то, что процесс ведется при высоком давлении. Две последующие цифры
обозначают порядковый номер марки. Четвертая цифра – наличие или отсутствие дополнительной гомогенизации:
0 – без дополнительной гомогенизации в расплаве; 1 – гомогенизированный в расплаве полимер. Пятая цифра
условно определяет группу плотности в кг/м3: 1 – 900/909; 2 – 910/916; 3 – 917/921; 4 – 922/926; 5 – 927/930; 6 –
931/939; 7 – 940/947; 8 – 948/959; 9 – 960/970.
Три последние цифры, указанные через тире, обозначают десятикратное значение показателя текучести расплава.
Этот показатель будет подробно рассмотрен ниже.

Экструзионное кэширование
Это процесс совмещения нескольких материалов посредством расплава полимера. Процесс каширования
осуществляют на линиях экструзионного ламинирования, оснащенных дополнительным размотчиком второго
материала, который подается в узел ламинирования на охлаждаемый барабан. Расплав полимера из фильеры
экструдера в этом случае наносится между двумя совмещенными материалами.
Посредством экструзионного каширования получают комбинированные пленочные материалы, такие как
БОПП/ПЭ/Al/ПЭ, Al/ПЭ/бумага, Al/ПЭ/картон, ПЭ/Al/ПЭ/картон, ПЭТФ/ПЭ/Al/ПЭ и др. Все эти материалы могут быть
получены с нанесением межслойной цветной печати.
Необходимо отметить, что основной задачей при осуществлении технологических процессов экструзионного
ламинирования и каширования является получение хорошей адгезии покрытия к субстрату, что особенно важно
при нанесении покрытий из ПЭНП:
ПЭНП - неполярный полимер и не образует связей с полярными поверхностями;
термоокисление расплава ПЭНП на выходе их фильеры приводит к образованию полярных групп на поверхности
покрытия, что улучшает его адгезию к субстрату;
предварительная обработка поверхности субстрата коронным разрядом, УФ-излучением, озоном и т.п.,
увеличивает межслойную адгезионную прочность, что позволяет снизить температуру экструзии и уменьшить
расстояние от фильеры до валков ламинатора.
Дополнительная обработка субстрата, позволяющая образовать химические связи, повышает межслойную
адгезионную прочность. Так, например, нанесение на ПЭТФ-пленку 3 - 5% спиртового или водно-спиртового
раствора полиэтиленимина или двухкомпонентной полиуретановой системы увеличивает адгезию между ПЭНП и
ПЭТФ в 6 - 10 раз.
При использовании ПП в качестве материала для покрытий, наносимых экструзией, отмечены повышенная по
сравнению с ПЭНП термостойкость, стойкость к истиранию, жирам и маслам, снижению газо- и
паропроницаемости, лучшая устойчивость к образованию микротрещин под нагрузкой. Скорость нанесения
покрытия может достигать 300 - 400 м/мин. при толщине 10 - 30 г/м2.
Многослойные и комбинированные пленочные материалы, полученные способом экструзионного ламинирования
(каширования) нашли широкое применение при упаковке различных пищевых продуктов (масла и маргарина,
мороженого, макаронных и кондитерских изделий, пищевых концентратов и многого другого).
Использование нового оборудования, совершенствование технологического процесса, применение новых
полимерных материалов (сополимеров, иономеров и др.) открывают новые перспективы в использовании МПМ и
КПМ, полученных способом экструзионного ламинирования (каширования) для упаковки разнообразных пищевых
продуктов.

Глава 3. Определение и идентификация полимерных материалов – инструкция для не профессионалов

У потребителей полимерных пленок очень часто возникает практическая задача по распознаванию природы
полимерных материалов, из которых они изготовлены. Основные свойства полимерных материалов, как хорошо
известно, определяются составом и структурой их макромолекулярных цепей. Отсюда ясно, что для
идентификации полимерных пленок в первом приближении может быть достаточной оценка функциональных
групп, входящих в состав макромолекул. Некоторые полимеры благодаря наличию гидроксильных групп (-ОН)
тяготеют к молекулам воды. Это объясняет высокую гигроскопичность, например, целлюлозных пленок и заметное
изменение их эксплуатационных характеристик при увлажнении. В других полимерах (полиэтилентерефталат,
полиэтилены, полипропилен и т.п.) такие группы отсутствуют вообще, что объясняет их достаточно хорошую
водостойкость.
Наличие тех или иных функциональных групп в полимере может быть определено на основе существующих и
научно обоснованных инструментальных методов исследования. Однако, практическая реализация этих методов
всегда сопряжена с относительно большими временными затратами и обусловлена наличием соответствующих
видов достаточно дорогостоящей испытательной аппаратуры, требующей соответствующей квалификации для ее
использования.
Вместе с тем, существуют достаточно простые и "быстрые" практические способы распознавания природы
полимерных пленок. Эти способы основаны на том, что полимерные пленки из различных полимерных материалов
отличаются друг от друга по своим внешним признакам, физико-механическим свойствам, а также по отношению к
нагреванию, характеру их горения и растворимости в органических и неорганических растворителях.
Во многих случаях природу полимерных материалов, из которых изготовлены полимерные пленки, можно
установить по внешним признакам, при изучении которых особое внимание следует обратить на следующие
особенности: состояние поверхности, цвет, блеск, прозрачность, жесткость и эластичность, стойкость к раздиру и
др. Например, неориентированные пленки из полиэтиленов, полипропилена и поливинилхлорида легко
растягиваются.
Пленки из полиамида, ацетата целлюлозы, полистирола, ориентированных полиэтиленов, полипропилена,
поливинилхлорида растягиваются плохо. Пленки из ацетата целлюлозы нестойки к раздиру, легко расщепляются в
направлении, перпендикулярном их ориентации, а также шуршат при их сминании.

Более стойкие к раздиру полиамидные и лавсановые (полиэтилентерефталатные) пленки, которые также шуршат
при сминании. В то же время пленки из полиэтилена низкой плотности, пластифицированного поливинилхлорида
не шуршат при сминании и обладают высокой стойкостью к раздиру. Результаты изучения внешних признаков
исследуемой полимерной пленки следует сравнить с характерными признаками, приведенными в табл. 15, после
чего уже можно сделать некоторые предварительные выводы.
Однако, как нетрудно уяснить из анализа данных, не всегда по внешним признакам можно однозначно установит
природу полимера, из которого изготовлена пленка. В этом случае, необходимо попытаться количественно оценить
какие-нибудь физико-механические характеристики имеющегося образца полимерной пленки. Как видно,
например, из данных, приведенных в табл. 16, плотность некоторых полимерных материалов (ПЭНП, ПЭВП, ПП)
меньше единицы, а, следовательно, образцы этих пленок должны "плавать" в воде. С тем, чтобы уточнить вид
полимерного материала, из которого изготовлена пленка, следует определить плотность имеющегося образца
путем измерения его веса и вычисления или измерения его объема. Уточнению природы полимерных материалов
способствуют и экспериментальные данные по таким их физико-механическим характеристикам как предел
прочности и относительное удлинение при одноосном растяжении, а также температура плавления
Кроме того, как видно из анализа данных, приведенных в табл. 16, проницаемость полимерных пленок по
отношению к различным средам также существенно зависит от вида материала, из которого они изготовлены.
Помимо отличительных особенностей в физико-механических характеристиках следует отметить и существующие
различия в характерных признаках различных полимеров при их горении.
Этот факт позволяет использовать на практике так называемый термический метод идентификации полимерных
пленок. Он заключается в том, что образец пленки поджигают и выдерживают в открытом пламени в течение 5-10
секунд, фиксируя при этом следующие свойства: способность к горению и его характер, цвет и характер пламени,
запах продуктов горения и др. Характерные признаки горения наиболее отчетливо наблюдаются в момент
поджигания образцов.
Для установления вида полимерного материала, из которого изготовлена пленка, необходимо сравнить результаты
проведенного испытания с данными о характерных особенностях поведения полимеров при горении,
приведенными в табл.

Как видно из данных, приведенных в табл., по характеру горения и запаху продуктов горения полиолефины
(полиэтилены и полипропилен) напоминают парафин. Это вполне понятно, поскольку элементарный химический
состав этих веществ один и тот же. Отсюда возникает сложность в различении полиэтиленов и полипропилена.
Однако при определенном навыке можно отличить полипропилен по более резким запахам продуктов горения с
оттенками жженой резины или горящего сургуча.
Таким образом, результаты комплексной оценки отдельных свойств полимерных пленок в соответствии с
изложенными выше методами позволяют в большинстве случаев достаточно надежно установить вид полимерного
материала, из которого изготовлены исследованные образцы. При возникающих затруднениях в определении
природы полимерных материалов, из которых изготовлены пленки, необходимо провести дополнительные
исследования их свойств химическими методами.
Для этого образцы могут быть подвергнуты термическому разложению (пиролизу), при этом в продуктах
деструкции определяется наличие характерных атомов (азота, хлора, кремния и т.п.) или групп атомов (фенола,
нитрогрупп и т.п.), склонных к специфическим реакциям, в результате которых обнаруживается вполне
определенный индикаторный эффект.
Изложенные выше практические методы определения вида полимерных материалов, из которых изготовлены
полимерные пленки, носят в известной степени субъективный характер, а, следовательно, не могут гарантировать
их сто процентной идентификации. Если такая необходимость все же возникает, то следует воспользоваться
услугами специальных испытательных лабораторий, компетентность которых подтверждена соответствующими
аттестационными документами.

Вид полимера
Внешние признаки
Механические Состояние поверх-
ности на ощупь Цвет Прозрачность Блеск
ПЭВД Мягкая, эластичная,
стойкая к раздиру
Маслянистая,
гладкая Бесцветная Прозрачная Матовая
ПЭНД Жестковатая, стойкая
к раздиру
Слегка масляни-
стая, гладкая, сла-
бо шуршащая
Бесцветная Полупрозрачная Матовая
ПП
Жестковатая, слегка
эластичная, стойкая к
раздиру
Сухая, гладкая Бесцветная Прозрачная или
полупрозрачная Средний
ПВХ Жестковатая, стойкая
к раздиру Сухая, гладкая Бесцветная Прозрачная Средний
ПВДХ Мягкая, стойкая к
раздиру Сухая, гладкая Бесцветная Прозрачная Средний
ОПС Жесткая, стойкая к
раздиру
Сухая, гладкая,
сильно шуршащая Бесцветная Прозрачная Высокий
ПА Жесткая, слабо
стойкая к раздиру Сухая, гладкая
Бесцветная или
светло-желтая Полупрозрачная Слабый
ПЭТФ Жесткая, слабо
стойкая к раздиру
Сухая, гладкая,
сильно шуршащая
Бесцветная или с
голубоватым
оттенком
Прозрачная Средний
ПК Жесткая, слабо
стойкая к раздиру
Сухая, гладкая,
сильно шуршащая
Бесцветная, с
желтоватым или
голубоватым
оттенком
Высокопро-
зрачная Высокий
АЦ Жесткая, не стойкая к
раздиру Сухая, гладкая Бесцветная
Высокопро-
зрачная Высокий
Целлофан Жесткая, не стойкая к
раздиру Сухая, гладкая Бесцветная
Высокопро-
зрачная Высокий

Вид
полимера
Физико-механические характеристики при 20 ° C
Плотность,
кг/м3
Прочность
при разрыве,
МПа
Относи-
тельное
удлинение при
разрыве,%
Проницае-мость
по водяным
парам, г/м2 за 24
часа
Проницае-мость
по кислороду,
см3/(м2 × атм) за
24 часа
Проницае-мость
по CO 2 ,
см3/(м2 × атм) за
24 часа
Темпе-
ратура
плавле-ния,
° C
ПЭВД 910-930 10-16 150-600 15-20 6500-8500 30000-40000 102-105
ПЭНД 940-960 20-32 400-800 4-6 1600-2000 8000-10000 125-138
ПП 900-920 30-35 200-800 10-20 300-400 9000-11000 165-170
ПВХ 1370-1420 47-53 30-100 30-40 150-350 450-1000 150-200
ПВДХ 1800-1900 50-80 20-50 1,5-5.0 8-25 40-60 200-210
ОПС 1050-1100 60-70 18-22 50-150 4500-6000 12000-14000 170-180
ПА 1100-1150 50-70 200-300 40-80 400-600 1600-2000 220-230
ПЭТФ 1360-1400 60-80 50-75 25-30 40-50 300-350 240-270
ПК 1200 62-74 20-80 70-100 4000-5000 25000-30000 225-245
АЦ 1320-1350 50-80 15-50 100-300 2000-3000 15000-16000
Целлофан 1400 50-70 15-30 5-15 650-700 950-1000

Вид полимера
Характеристики горения Химическая стойкость
Горючесть Окраска пламени Запах продуктов
горения К кислотам К щелочам
ПЭВД Горит в пламени и
при удалении
Внутри синеватая,
без копоти Горящего парафина Отличная Хорошая
ПЭНД Горит в пламени и
при удалении
Внутри синеватая,
без копоти Горящего парафина Отличная Хорошая
ПП Горит в пламени и
при удалении
Внутри синеватая,
без копоти Горящего парафина Отличная Хорошая
ПВХ Трудно воспламе-
няется и гаснет
Зеленоватая с
копотью Хлористого водорода Хорошая Хорошая
ПВДХ Трудно воспламе-
няется и гаснет
Зеленоватая с
копотью Хлористого водорода Отличная Отличная
ОПС Загорается и горит
вне пламени
Желтоватая с
сильной копотью
Сладковатый,
неприятный Отличная Хорошая
ПА Горит и само-
затухает
Голубая, желтова-тая
по краям
Жженого рога или
пера Плохая Хорошая
ПЭТФ Трудно воспламе-
няется и гаснет Светящаяся Сладковатый Отличная Отличная
ПК Трудно воспламе-
няется и гаснет
Желтоватая с
копотью Жженой бумаги Хорошая Плохая
АЦ Горит в пламени Искрящаяся Уксусной кислоты Плохая Хорошая
Целлофан Горит в пламени Белая Жженой бумаги Плохая Плохая

Глава 4. Типы и виды упаковки для
общественного питания. Пленки. Стаканы.
Лотки. Контейнеры. Коррексы. Как выбирать
упаковку?




1
2
3
4
5
6
7
8
9
10
11
12
13
14
15 16
17
18
19
20
21
22 29
28
27
26
25
24
23

1. Толстостенные стаканы из бумаги 2. Термостаканы из вспененного полистирола - EPS 3. Стаканы из PLA 4. Рифленые двухслойные бумажные стаканы 5. Высокие вспененные стаканы EPS 6. Переферия 7. Ультрапрозрачные PET стаканы 8. Стаканы из вторичного PET 9. PP стаканы 10. Бумажные конусы для снеков 11. Бумажные суфлешницы 12. PP и PS тарелки 13. Тарелки из бумажного багаса 14. Ламинированные и обычные приборы из PS и PP 15. Стаканы и лотки под запайку PET, CPET, PP, PS, LEPS 16. Бумажные контейнеры водонепроницаемые ламинированные 17. PLA кашированные контейнеры и миски 18. CPET лотки и стаканы для духовки 19. Контейнеры «микрогурме» из PS и PP 20. EPS – контейнеры и стаканы 21. EPS – барьерные контейнеры и стаканы 22. EPS – конусы для горячих снеков 23. PP посуда 24. PS посуда 25. OPS посуда 26. PET посуда 27. CPET посуда 28. HDPE посуда 29. Черный CPET 30. Вторичный PET 31. Вторичный PET прозрачный 32. Соусник PET

Глава 5. Упаковка в вакуум и
газомодифицированную среду. Пособие для
технологов пищевых производств

Новейшие образцы упаковки
100






















125

126

127

128

129

130

131

132

133

134

135

136

137

138

139

140

141

142

143

144

145

146

147

148

149

150

151

152

153

154

155

156

157

158

159

160

161

162

163

164

165

166

167

168

169

170

171

172

173

174

175

176

177

178

179

180

181

182

183

184

185

186

187

188

189

190

191

192

193

194

195

196

197

198

199

200

201

202

203

204

205

206

207

208

209

210

211

212

213

214

215

216

217

218

219

220

221

222

223

224

225

226

227

228

229

230

231

232

233

234

235

236

237

238

239

240

241

242

243

244

245

246

247

248

249

250

251

252

253

254

255

256

257

258

259

260

261

262

263
264

265

266

267

268

269

270

271

272

273

274

275

276

277

278

279

280

281

282

283

284

285

286

287

288
289

290

291

292

293

294

295

296

297

298

299

300

301

302

303

304

305

306

307

308

309

310

311

312

313

314

315

316

317

318

319

320

321

322

323

324

325

326

327

328

329

330

331

332

333

334

335

336

337

338

339

340

341

342

343

344

345

346

347

348

349

350

351

352

353

354
























































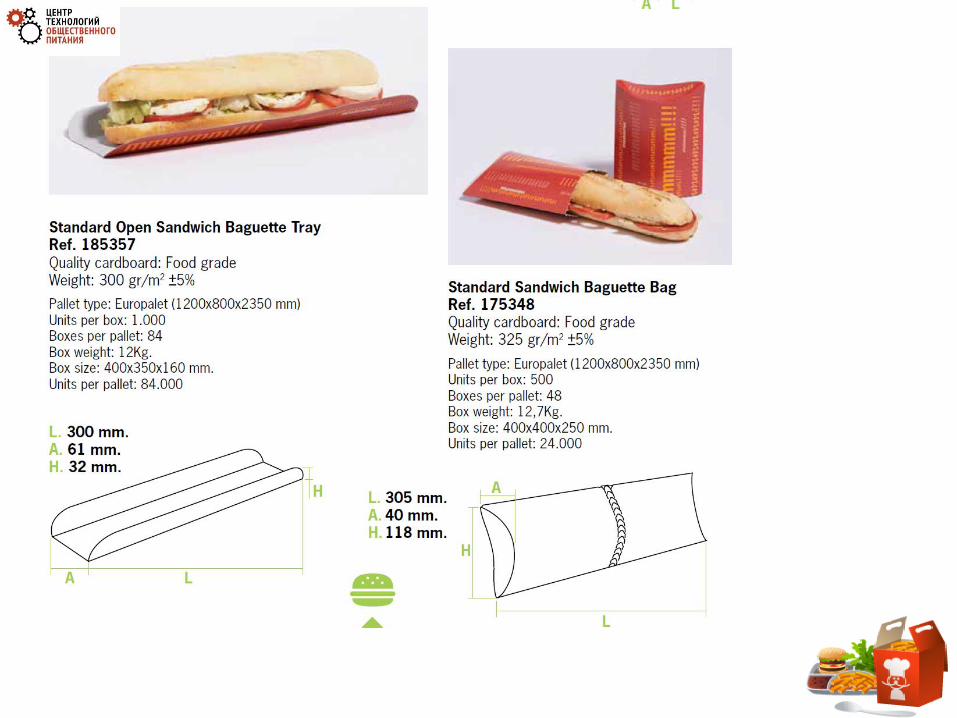


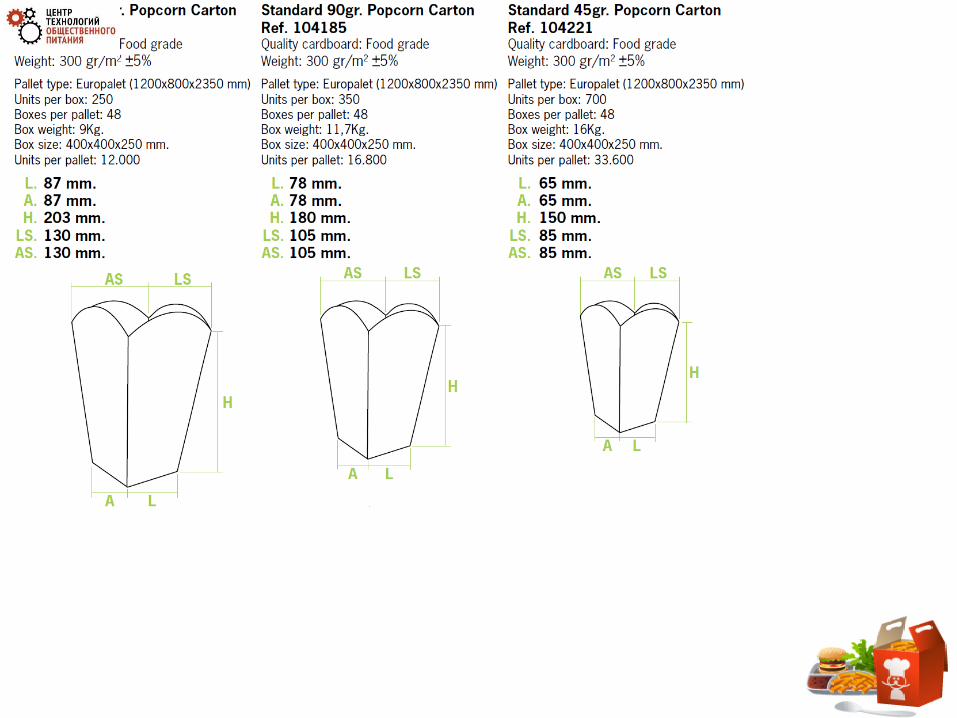




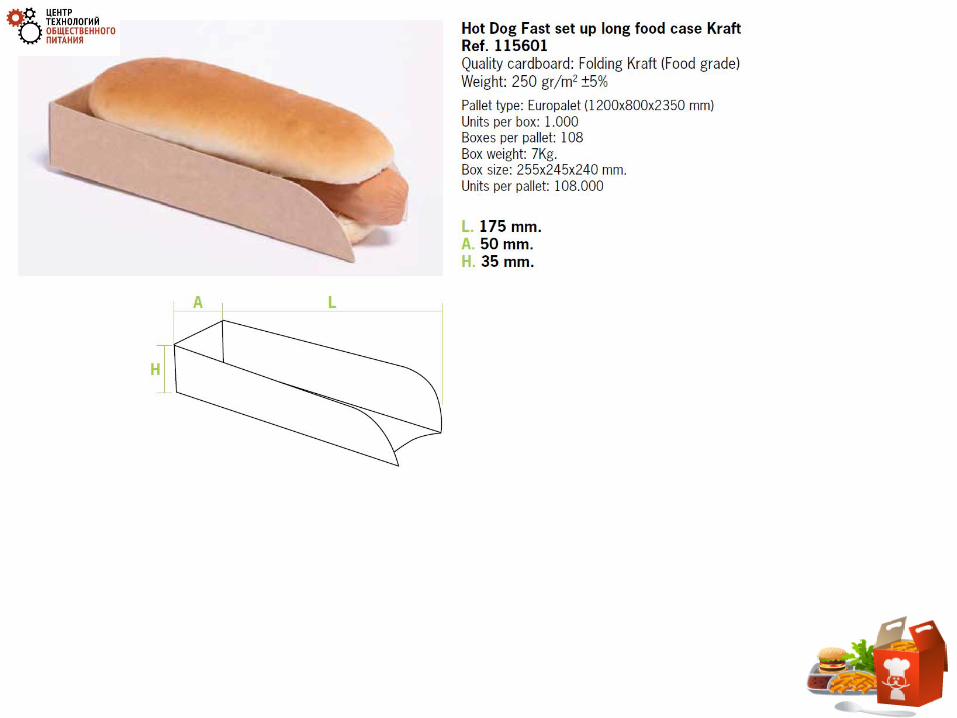

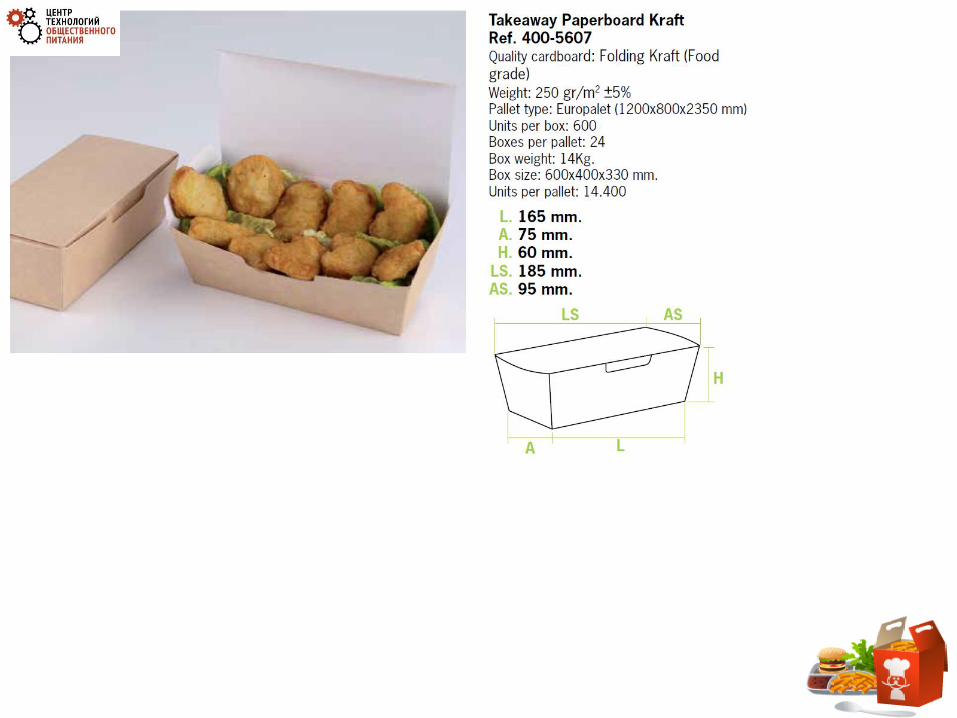














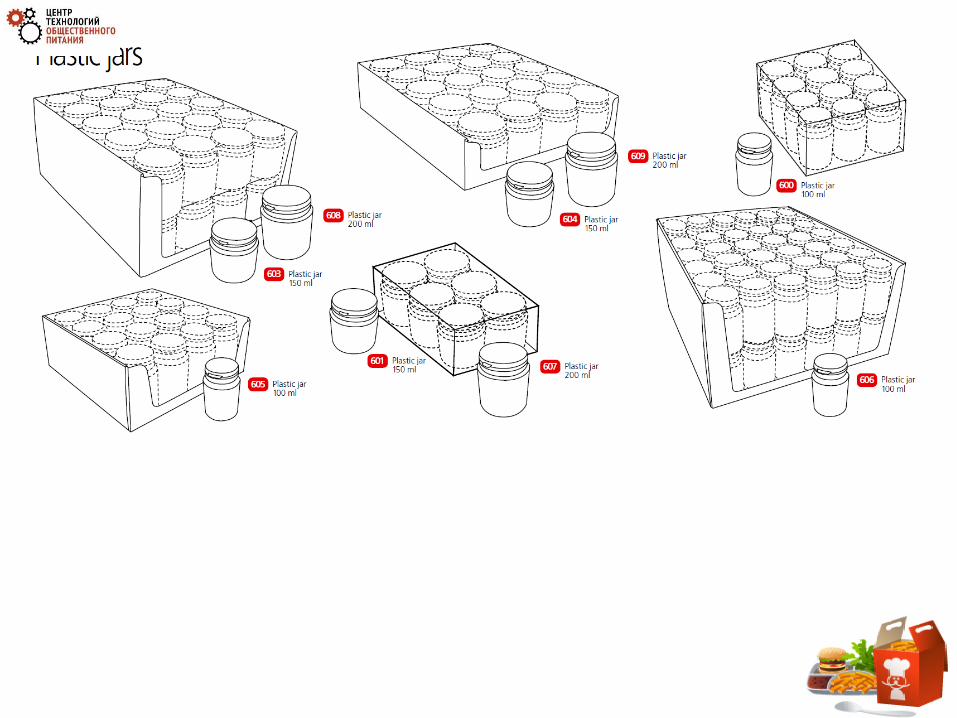








































479

480

481

482

483

484

485

486

487

488

489

490

491

492

493

494

495

496

497

498

499

500

501

502

503

504

505

506

507

508

509

510

511

512

513

514

515

516

517

518

519

520

521

522

523

524

525

526

527

528

529

530

531

532

533

534

535

536

537

538

539

540

541

542

543

544

545

546