焼入れされた高 c 高 cr 系合金鋼の 残留オーステ … table 1 chemical compositions...
TRANSCRIPT

1 Mater. Trans. 50 (2009) 275279 に掲載
2 島根大学学生,現在株式会社東海理化(Undergraduate Stu-dent, Shimane University, Present address: Tokai Rika Co.Ltd.)
日本金属学会誌 第 73 巻 第 11 号(2009)852856
焼入れされた高 C高 Cr 系合金鋼の
残留オーステナイトの特徴1
八 十 致 雄1 林 周 平2,2 森 戸 茂 一2
大 庭 卓 也2 久保田邦親3 村 上 浩 二4
1和鋼博物館
2島根大学総合理工学部物質科学科
3日立金属株式会社冶金研究所
4岡山県工業技術センター
J. Japan Inst. Metals, Vol. 73, No. 11 (2009), pp. 852856 2009 The Japan Institute of Metals
Characteristics of Retained Austenite in Quenched High CarbonHigh Chromium Alloy Steels
Muneo Yaso1, Shuhei Hayashi2,2, Shigekazu Morito2,Takuya Ohba2, Kunichika Kubota3 and Kouji Murakami4
1Wakou Museum, Yasugi 69200112Department of Materials Science, Shimane University, Matsue 69085043Metallurgical Research Laboratory, Hitachi Metals, Ltd., Yasugi 69286014Industrial Technology Center of Okayama Prefecture, Okayama 7011296
In this paper, the morphologies of martensite and retained austenite for 1.5 massC12 mass Cr and 1 massC8 massCr steels were observed by means of optical microscopy, XRD, SEM/EBSD and TEM. The amount of retained austenites wasquantitatively investigated and compared with XRD, EBSD and TEM observation methods. The retained austenites were dis-tributed in the form of a block type and a film type in the martensite structures. For the 1.5 massC12 massCr steel, theamount of block type retained austenite and film type one are almost equal in three distinct regions of carbide; primary carbide,secondary carbide and without carbide. In the case of 1 massC8 massCr steel, as to film type retained austenite there are notso much differences among those regions. However, block type retained austenites are distributed with much amount, especiallyin the region around primary carbide.
(Received April 24, 2009; Accepted July 24, 2009)
Keywords: high carbonhigh chromium alloy steel, morphology, crystallography, retained austenite
1. 緒 言
高 C高 Cr 系合金鋼は,自動車や家電などの各種部品の
成形に適用される冷間プレス用や冷間鍛造用の工具鋼や金型
材料として,国内外で多量に使用されている.こうした冷間
成形加工の場合,使用される工具類やパンチ,ダイスには繰
り返しの大きな負荷が掛るために,耐摩耗性,圧縮強度,靱
性,疲労強度などが工具鋼の材質特性として求められること
になる.
これらの高 C高 Cr 系合金鋼は焼入れ焼戻しが施行さ
れ,通常,高硬度で使用される.ミクロ組織としては,基地
の焼戻しマルテンサイト中に大きい粒度の一次炭化物 M7C3
と小さな二次炭化物 M23C6 が分布している状態である.こ
れらの一次炭化物と二次炭化物の総量は 10~20の体積率
であり,実用材料としてこれらの炭化物品質は,溶解・鋳造
方法,素材の熱間加工条件や熱処理条件など各種の製造工程
条件に大きく影響されると言われている.
耐摩耗性と靱性の相反するような工具鋼への要求特性を満
たすには,一次,二次のこの合金炭化物に関しその分布の均
一化,微細化や,球状化の改善を図っていくか極めて重要で
あり,その製造研究,材質特性研究が従来積極的に行われて
いた16).
一方,ミクロ組織のうち 80~90の体積率を占める基地
組織(マトリックス)自体の研究報告は少ないのが実状であ
る79).高 C高 Cr 合金鋼の基地組織に関する研究が殆ど行
われなかった他の理由として,構成するミクロ組織の種類が
多く判別しにくいこと,更には変態反応が複雑であることが
考えられる.
然し,今後の材料技術面の強化,例えば冷間加工用の工具
寿命改善,成型品の精度向上やコストダウン,工具の経年変
形抑制などに着目していくと基地組織の一層の研究の必要性

853
Table 1 Chemical compositions of the steels used (mass).
C Si Mn Cr Mo V Fe
12Cr steel 1.40 0.23 0.42 11.59 0.80 0.23 Bal.
8Cr steel 0.96 0.98 0.41 7.23 1.93 0.24 Bal.
Fig. 1 Quenched microstructures of 12Cr steel at various austenitizing temperatures.
853第 11 号 焼入れされた高 C高 Cr 系合金鋼の残留オーステナイトの特徴
が高まっていくものと考えられる.
冷間加工用工具鋼として 2 種類の材質 1.5 massC12
massCr と 1 massC8 massCr の合金鋼がよく知られ
ている.(以後,12Cr 鋼と 8Cr 鋼と称す.)前者は昭和の時
代から伝統的に用いられている冷間加工分野の代表鋼種であ
り,後者は国内外で使用され始めた比較的新しい鋼種である.
以前の研究10,11)では,マルテンサイトと残留オーステナイ
トの形態の差異は,オーステナイト化温度とマトリックス中
の固溶炭素量に依存することを報告した.また,フィルム状
残留オーステナイトは 12Cr 鋼,8Cr 鋼ともマルテンサイト
のラス境界に観察され,一方ブロック状残留オーステナイト
は 8Cr 鋼に分布することが認められた.
12Cr 鋼や 8Cr 鋼の残留オーステナイトの詳細な分布品質
を研究してくことが必要と考え,本研究では焼入れした
12Cr 鋼と 8Cr 鋼について,一次炭化物近傍,二次炭化
物近傍,炭化物の存在しない箇所の三つの領域について残
留オーステナイトの形態と残留オーステナイト量について特
に研究した.
2. 実 験 方 法
今回供試材とした 12Cr 鋼,8Cr 鋼両鋼の化学組成を
Table 1 に示す.熱間鍛造した鋼片を直径 80 mm の丸棒に
熱間圧延し,引き続き球状化焼きなましを施した後,中心部
と外周部の中間位置から 10 mm 角のサイコロ状試験片を切
り出し供試材とした.
オーステナイト化温度は 950°C から 1200°C まで 50°C 間
隔とし,各温度で 10 分間保持し空冷し焼入れを行った.両
鋼とも Mo 入りの高 Cr 含有鋼で焼入性が優れ,空冷で十分
に焼きが入る.因みに 950°C は両鋼の A1 変態点より約
150°C 高目の温度であり,1200°C は両鋼の共晶点近傍の温
度である.
各温度で焼入れされた試片の残留オーステナイト量とオー
ステナイトの結晶格子定数の測定は XRD を用いた.XRD
の測定条件は走査速度 2°/min であり,測定面は(200)a ,
(220)g, (211)aおよび(311)g である.残留オーステナイト量
はマルテンサイトと残留オーステナイトの強度比で評価した.
EBSD は結晶方位の測定に有効であり,SEM/EBSD を用い
てマルテンサイトのパケットおよび残留オーステナイトの形
態を観察した.また,光学顕微鏡と TEM を用い,マルテン
サイトおよび残留オーステナイトの形態を観察した.TEM
の暗視野像から残留オーステナイトの形態を観察し,更には
残留オーステナイト量を求めた.
3. 実験結果と考察
3.1 光学顕微鏡による組織観察
Fig. 1 は 12Cr 鋼のオーステナイト化温度 1050°C と
1150°C から焼入れされた光学顕微鏡組織である.オーステ
ナイト化温度が 1050°C から 1150°C に上昇すると微細な二
次炭化物が基地中に固溶する.その結果,結晶粒界の移動を
抑制するピンニング効果が減少し,オーステナイト結晶粒の
粗大化が生じる.950°C では両鋼ともオーステナイト結晶粒
度は 45 mm と微細であるが.1100°C 以上で急激に粗大化
が進み,1200°C では,12Cr 鋼は 20 mm,8Cr 鋼は 90 mm ま
で粗大化する11).マルテンサイトの形態は 1050°C では微細
なラス状であり,1150°C ではレンズ状に変化している.
オーステナイト化温度の上昇に伴う,こうした高 C高 Cr
系合金鋼のマルテンサイトの形態の変化は炭素鋼に類似して
いる12).
3.2 XRD による残留オーステナイト量の測定
各オーステナイト化温度から焼入れされた 12Cr 鋼と 8Cr
鋼の XRD による残留オーステナイトの測定結果を Fig. 210)
に示す.950°C では 5,1100°C では 30に,1200°C では
60にも達し,オーステナイト化温度の上昇ともにオース

854
Fig. 2 Relationship between austenitizing temperature andamount of retained austenite measured by XRD10).
Fig. 3 Relationship between austenitizing temperature andaustenite lattice parameter.
854 日 本 金 属 学 会 誌(2009) 第 73 巻
テナイトの一層の安定化が進むことになる.
オーステナイト化温度が上昇するとオーステナイト基地中
への炭化物の固溶が進み,基地中の炭素量が多くなる.サー
モカルクの算出結果10),950°C における 12Cr 鋼の固溶炭素
量は 0.44 mass,8Cr 鋼が 0.45 massに対し,1150°C に
上昇するとそれぞれ 0.90 mass,0.91 massに達する.
従って基地中への炭素固溶量の増加は,オーステナイトの一
層の化学的安定化につながることがわかる.
3.3 オーステナイトの格子定数の変化
Fig. 3 は各オーステナイト化温度に対する 12Cr 鋼と 8Cr
鋼の XRD 測定によるオーステナイトの格子定数の変化を示
している.この結果から格子定数はオーステナイト化温度の
影響を受けることがわかる.両鋼の格子定数の平均値は
950°C では 0.3590 nm であり,1200°C では 0.36050 nm と増
大している.両鋼の 950°C,1200°C のオーステナイト基地
中への炭素固溶量平均値はサーモカルク10)の計算結果,0.45
massと 1.00 massである.1200°C の両鋼の格子定数の
値に関して,西山ら13)が調べた 1 massC 炭素鋼の格子定
数 0.3595 nm と比較し,幾分大きい値となっている.この
理由として Fe 原子よりも原子半径の大きい Mo の両鋼への
添加の影響が考えられる.
Mo 添加の影響だけでなく,炭素の固溶が進むと格子定数
が増加する.オーステナイト化温度の上昇とともに C, Mo,
Cr から構成される二次炭化物 M23C6 がオーステナイト基地
中に固溶していく.C の固溶量が増えれば C 原子が結晶格
子内の特定位置に侵入し,その結果結晶格子が歪み格子定数
が増大していくこととなる.
3.4 EBSD による組織観察と残留オーステナイト量の測定
炭素鋼や低合金鋼に比べ,高 C高 Cr 系合金鋼は一次炭
化物や二次炭化物が複雑に分布するミクロ組織であり,完全
に均一なミクロ組織を有していない.従って,炭化物の存在
に着目し,一次炭化物近傍,二次炭化物近傍,炭化物
の存在しない箇所の三つの領域について EBSD1416) による
組織観察と残留オーステナイト量の測定を行った.観察に用
いた検鏡材は実用温度に比較的近い,オーステナイト化温度
1050°C から焼入れされたラス状マルテンサイト組織の試験
片である.
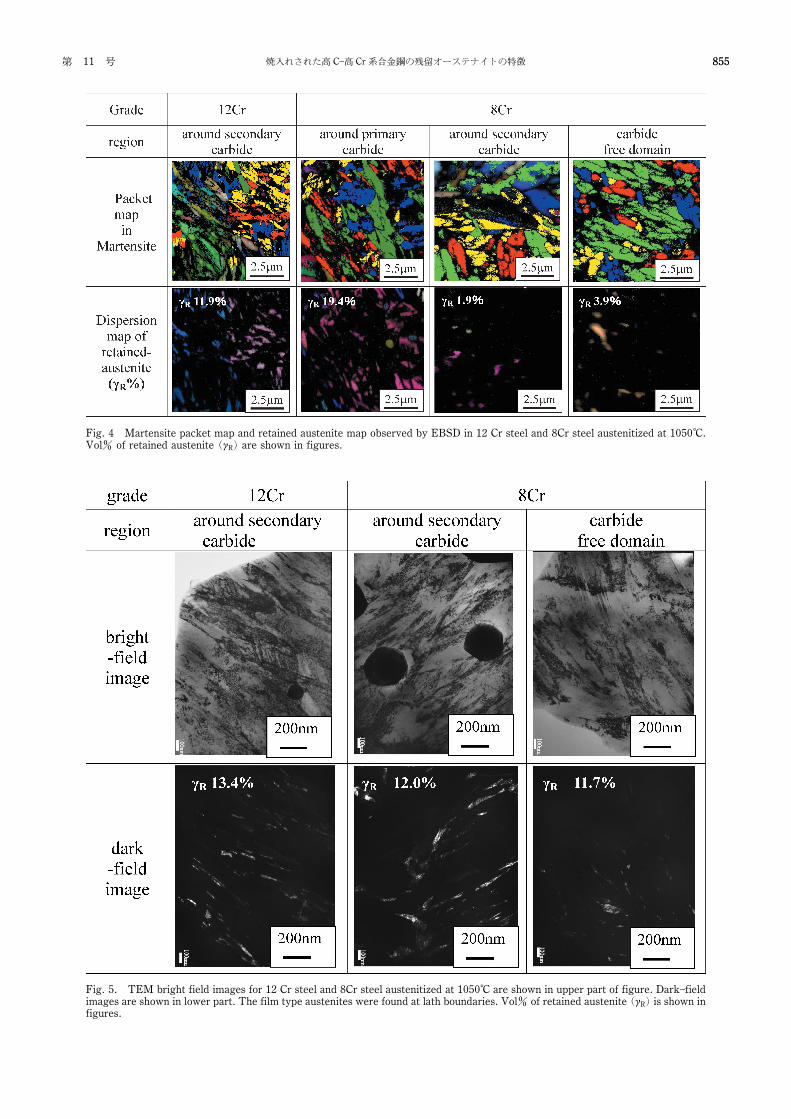
EBSD による組織観察結果を Fig. 4 に示す.その上段に
はそのマルテンサイト組織内のパケットマップを,下段には
残留オーステナイトの分布状態を示した.12Cr 鋼の場合,
残留オーステナイトの分布状態は炭化物分布に関し,上記,
,の三つの領域については殆ど同じ様相であり,ここで
はの二次炭化物近傍のみを示している.12Cr 鋼および
8Cr 鋼のマルテンサイト組織内に 4 種類のパケットが分布し
ているのが認められ,一方,マルテンサイトのパケット境界
にブロック状の残留オーステナイトが観察された.そしてそ
の大きさは 0.2~0.5 mm である.
12Cr 鋼の残留オーステナイト量についても体積率で 9.9
~11.9であり,上記,,の三つ領域で大きな差異は
殆ど認められず,二次炭化物近傍のみを示している.8Cr 鋼
のマルテンサイトの形態は 12Cr 鋼と同じである.また,残
留オーステナイトの形態もブロック状でマルテンサイトのパ
ケット境界に 0.1~0.5 mm の大きさで分布していた.
この EBSD で測定された残留オーステナイト量は面積率で
ある.残留オーステナイト組織は実際 3 次元組織であるが,
2 次元組織と見なして大きな差異はないものとして考え,
EBSD 測定値を残留オーステナイトの体積率とした.
3.5 TEM による組織観察と残留オーステナイト量の測定
Fig. 5 は 1050°C から焼入れした 12Cr 鋼と 8Cr 鋼につい
て,一次炭化物近傍,二次炭化物近傍,炭化物の存在
しない箇所の三つの領域における TEM 組織観察結果であ
る.マルテンサイトの形態は両鋼の明視野像から明らかなよ
うにラス状であった.
(111)面の回折像を用いた 12Cr 鋼,8Cr 鋼の暗視野像で
は残留オーステナイトは幅厚 1050 nm のフィルム状の形態
を示しマルテンサイトのラス境界に分布しているのが観察さ
れた.また,このフィルム状残留オーステナイトの存在位置
は一次,二次炭化物の分布状態には無関係であった.
残留オーステナイト量については以下の方法で測定を行っ
た.ラスマルテンサイト中のフィルム状残留オーステナイト
に直交する一定長さの線分を引き,残留オーステナイトが占
める線分の長さ比率をもって体積率とした.これはラオ17)
がマルテンサイト組織のラス幅を測定したのと同一の手法で
855
Fig. 4 Martensite packet map and retained austenite map observed by EBSD in 12 Cr steel and 8Cr steel austenitized at 1050°C.Vol of retained austenite (gR) are shown in figures.
Fig. 5. TEM bright field images for 12 Cr steel and 8Cr steel austenitized at 1050°C are shown in upper part of figure. Darkfieldimages are shown in lower part. The film type austenites were found at lath boundaries. Vol of retained austenite (gR) is shown infigures.
855第 11 号 焼入れされた高 C高 Cr 系合金鋼の残留オーステナイトの特徴

856
Fig. 6 Amount of retained austenite measured with EBSD+TEM method in the regions surrounding primary carbide (i),secondary carbide (ii) and in the region with no carbide (iii).(iv) indicates the amount of retained austenite measured withXRD method.
856 日 本 金 属 学 会 誌(2009) 第 73 巻
ある.12Cr 鋼,8Cr 鋼の上記,,の三つの領域とも
残留オーステナイト量はほぼ 10 数であった.
以上の残留オーステナイトの形態の観察から,EBSD は
ブロック状の,やや大きい残留オーステナイトの観察に適し,
TEM はフィルム状の,やや小さい残留オーステナイトの観
察に適している.従って,TEM を用いず EBSD のみで観察
すれば残留オーステナイト量の実態と比べ,その値は小さく
なる.
Fig. 6 は 12Cr 鋼と 8Cr 鋼の炭化物分布に関係する,,
の三つの領域において,EBSD と TEM とで得られた残留
オーステナイト合計量と XRD で測定した残留オーステナイ
ト量の比較を示す.12Cr 鋼の場合 EBSD で測定されたブロ
ック状残留オーステナイトは三つの領域,,で殆ど同
じである.また,TEM で測定されたフィルム状残留オース
テナイト量も三つの領域で大きな差異はない.更に残留オー
ステナイトの総量も三つの領域で殆ど同じであり,これらの
値は XRD による測定値とほぼ同じである.
然し,8Cr 鋼ではの一次炭化物近傍は他の二つの領域,
に比べ残留オーステナイト量が非常に多い.詰り,8Cr 鋼
の残留オーステナイト量は炭化物の種類や分布する部位によ
って,その量は変化する.12Cr 鋼と 8Cr 鋼のこのような現
象の違いは,二次炭化物分布の量差とか拡散速度が炭素に比
べて遅い Si 含有量の違いなどが影響しているものと考えら
れる.
4. 結 論
焼入れされた 12Cr 鋼と 8Cr 鋼に関し,顕著な違いのある
ミクロ組織領域,即ち,一次炭化物近傍,二次炭化物近傍,
炭化物の存在しない箇所の三領域について TEM, SEM/
EBSD を用い残留オーステナイトの形態を観察した.そし
て,残留オーステナイト量は TEM, SEM/EBSD および
XRD で測定し比較検討した.各オーステナイト化温度に対
する格子定数は XRD で測定を行った.
オーステナイト化温度の上昇とともに合金炭化物中の
炭素が基地のオーステナイトに固溶し,オーステナイト化温
度が 1200°C に上昇すると約 60体積率の残留オーステナイ
ト量に増加する.両鋼のオーステナイトの格子定数は 950°C
では 0.3590 nm であるが,オーステナイト化温度 1200°C で
は 0.3605 nm に達する.
オーステナイト化温度 1050°C から焼入れされた 12Cr
鋼,8Cr 鋼ともにブロック状とフィルム状の残留オーステナ
イトが観察された.EBSD の調査結果,ブロック状残留
オーステナイトはマルテンサイトのパケット境界に認められ
た.一方,TEM 観察結果,フィルム状残留オーステナイト
はマルテンサイトのラス境界に観察された.
12Cr 鋼は,ブロック状残留オーステナイト量とフィ
ルム状残留オーステナイト量は三領域とも殆ど同量である.
XRD による残留オーステナイト量は EBSD 測定量と TEM
測定量の総和に対応する.
尚,8Cr 鋼ではフィルム状残留オーステナイト量は三領域
で差異はなかったが,ブロック状残留オーステナイトは一次
炭化物近傍で多量に分布していた.
著者は研究面で貴重なご意見を賜りました,日立金属株式
会社冶金研究所・坂本大司前所長,株式会社安来製作所・乾
勉技術顧問,また,種々の実験支援をして頂きました,日立
金属株式会社安来工場・阿部行雄技師,日立金属株式会社冶
金研究所・金泉豪史班長に感謝致します.そして財政的支援
をして下さいました日立金属株式会社に謝意を表します.
文 献
1) K. Fukaura, H. Sunada, Y. Yokoyama, K. Teramoto, D. Yokoiand N. Tsujii: TetsutoHagane 84(1998) 230235.
2) T. Sato, Y. Honda and T. Nishizawa: TetsutoHagane 42(1956) 11181122.
3) G. A. Roberts, J. C. Hamarker, JR and A. R. Johnson: ToolSteels, third ed., (American Society for Metals, Metals Park,OH, USA, 1961) pp. 496529.
4) K. Ozaki: Denki Seiko 76(2005) 249257.5) J. Yoshida, M. Katsumata and Y. Yamazaki: TetsutoHagane
84(1998) 7984.6) J. Yoshida, M. Katsumata and Y. Yamazaki: TetsutoHagane
84(1998) 672678.7) T. Tsuchiyama and S. Takaki: TetsutoHagane 82(1996)
10351040.8) Y. Watanabe, K. Sugimoto, I. Miwa and M. Nishizawa: Tetsu
toHagane 86(2000) 761768.9) Y. Matsuda and Y. Sakamoto: Denki Seiko 71(2000) 141148.
10) M. Yaso, S. Morito, T. Ohba and K. Kubota: Mater. Sci. Eng.A481482(2008) 770773.
11) M. Yaso, S. Morito, T. Ohba and K. Kubota: FunctionallyGraded Materials, vol. 20, 2006, (Functionally Graded MaterialForum of Japan) pp. 6974.
12) T. Furuhara, S. Morito and T. Maki: J. Phys. IV (Fr.) 112(2003) 255258.
13) Z. Nishiyama: Marutensite Transformationkisohen, (Maruzen,Co. Ltd, Tokyo, 1971) pp. 1314.
14) S. Suzuki: Materia Japan 40(2001) 612616.15) O. Umezawa: Netsushori 41(2001) 248257.16) S. Suzuki and Y. Adachi: Materia Japan 47(2008) 7278.17) N. Rao: Metall. Trans. A. 10(1979) 645648.