© copyright 2010 dresser-rand confidential - not for redistribution. separable assembly flow line...
TRANSCRIPT

© C
opyr
ight
201
0
Dresser-Rand Confidential - Not for Redistribution.
Separable Assembly Flow Line
December 7, 2012
© C
opyr
ight
201
1
Dresser-Rand Confidential - Not for Redistribution.2
Safe Harbor Disclosure
Some of the information contained in this document contains "forward-looking statements". In many cases, you can identify forward-looking statements by terminology such as "may," "will," "should," "expects," "plans," "anticipates," "believes," "estimates," "predicts," "potential," or "continue," or the negative of such terms and other comparable terminology. These forward-looking statements are only predictions and as such inherently included risks and uncertainties. Actual events or results may differ materially as a result of risks facing Dresser-Rand Company (D-R) or actual results differing from the assumptions underlying such statements. These forward-looking statements are made only as of the date of this presentation, and D-R undertakes no obligation to update or revise the forward-looking statements, whether as a result of new information, future events or otherwise. All forward-looking statements are expressly qualified in their entirety by the "Risk Factors" and other cautionary statements included in D-R's annual, quarterly and special reports, proxy statements and other public filings with the Securities and Exchange Commission and other factors not known to D-R. Your decision to remain and receive the information about to be presented to you shall constitute your unconditional acceptance to the foregoing.

© C
opyr
ight
201
1
Dresser-Rand Confidential - Not for Redistribution.3
Confidential & Proprietary
Any person allowing themselves to directly or indirectly receive the information contained in this presentation (the "Receiver") agrees that this presentation and all information contained herein and/or in any way distributed to the Receiver with respect to the same (verbal or otherwise) is the confidential and proprietary property of Dresser-Rand Company and is being provided to and received by the Receiver in confidence. Receiver agrees not to divulge the contents hereof to any third party without the prior written approval of Dresser-Rand’s duly authorized representative. Receiver shall advise any permitted recipient of the confidential information of the nature of the same and obtain their agreement to be bound to these terms before such confidential information is disclosed to them. Receiver on behalf of its principal, representatives, employees and themselves individually to hereby unconditionally agree to the terms hereof and agree to defend, indemnify, and hold Dresser-Rand harmless from and against any and all damages that result from Receiver’s failure to strictly comply with these terms. Receiver further agrees that failure to comply with these terms will cause Dresser-Rand to suffer irreparable harm. Your decision to remain and receive the information about to be presented to you shall constitute your unconditional acceptance to the foregoing.

© C
opyr
ight
201
1
Dresser-Rand Confidential - Not for Redistribution.4
Objective
To develop an assembly process design that
achieves at least 95% OTD and 200 units per year.
Design must be:
Safe and ergonomic
Effective and efficient ( meeting SQCDP targets)
Flexible (no monuments created)
Continuously Improving
Cost effective

© C
opyr
ight
201
1
Dresser-Rand Confidential - Not for Redistribution.
Planned Process Improvements
Parameter Current Target Proposed Countermeasures
Volume 80 Units 200 Units Shop 6 Flow Line
OTD 35% >95% Dedicated teamLimited product options (stocking)FIFO ScheduleSimple, visual planning
Margin 0 – 35% 26% • Process Stability (No go until all material on hand)
• POU Material, POU Tooling• Dedicated assembly stations • Limited product options
Problems Hidden Visible • POU Material• Dedicated Inventory
Locations
Problem Solving
“fire fighting” (point solutions)
Process stability via relentless root cause analysis
STAR boards, waste tracking pareto, A3 Problem Solving
Process Stability
Chaos: “Heroes”, “chasing” parts, expediting, e-mail, frustration.
Results through exceptional Process performance
Simple, visual processes with standard work
5
© C
opyr
ight
201
1
Dresser-Rand Confidential - Not for Redistribution.
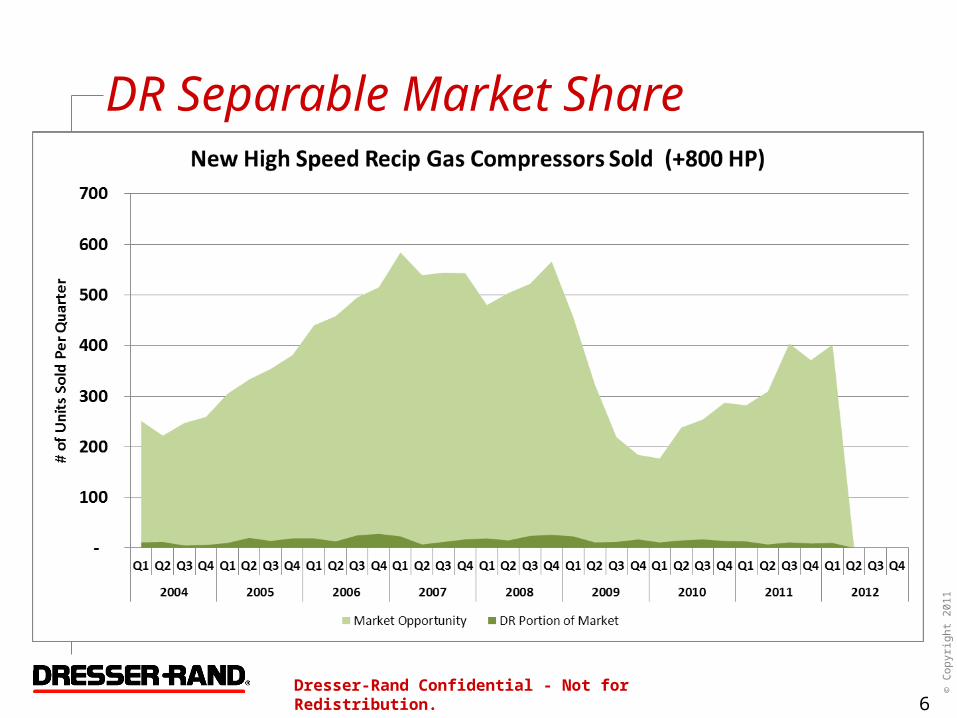
DR Separable Market Share
6

© C
opyr
ight
201
1
Dresser-Rand Confidential - Not for Redistribution.
Separable Product Families VIP – sell less than 5 per year. Has a unique frame and cylinders. 2 years
ago we were obsoleting this line-up. AVIP – new market opportunity, not sure if its in our scope??
BVIP – not in scope of project
CVIP – new market opportunity, in the scope of this project
DVIP – not in scope of project
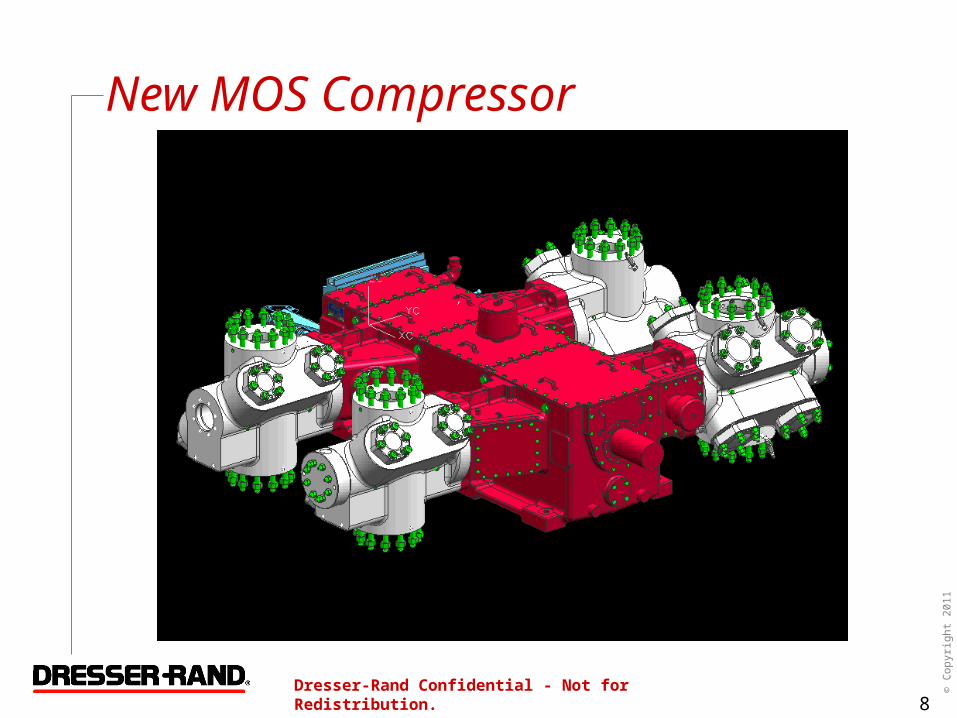
MOS – New compressor, has some features similar to HOS, some similar
to VIP. The new flow line will initially focus on this product family, more of a
“standard” product in the market.
HOS – sell 50-60 per year, product is 20 years old
HOSS – sell 20 units per year, product is 4 years old
BOS –only sold 5 ever, not in scope of assignment
7
© C
opyr
ight
201
1
Dresser-Rand Confidential - Not for Redistribution.
New MOS Compressor
8

© C
opyr
ight
201
1
Dresser-Rand Confidential - Not for Redistribution.
Current Separable Footprint
9
Build
Future Flow Line
The
Mov
e
Test
Paint
Wash
Inventory
Inventory
Ship
Sub-Assy
Inventory
Inventory
Inventory

© C
opyr
ight
201
1
Dresser-Rand Confidential - Not for Redistribution.
Flow Line Layout - Concept
10

Test
Crankshaft Conn Rod
Hang Rods
Frame
Crossheads CylindersOil Pump
He = 7.00
∑ Dc = 0.82
S = 1.00
Takt = 8.54
ATw = 5.99
Resources (L) = 0.70
Resources (M) = -
ShipAssembly
He = 7.00
∑ Dc = 0.82
S = 1.00
Takt = 8.54
ATw = 2.18
Resources (L) = 0.25
Resources (M) = -
He = 7.00
∑ Dc = 3.14
S = 1.00
Takt = 2.23
ATw = 0.25
Resources (L) = 0.11
Resources (M) = -
He = 7.00
∑ Dc = 3.14
S = 1.00
Takt = 2.23
ATw = 1.00
Resources (L) = 0.45
Resources (M) = -
He = 7.00
∑ Dc = 0.82
S = 1.00
Takt = 8.54
ATw = 1.45
Resources (L) = 0.17
Resources (M) = -
He = 7.00
∑ Dc = 3.14
S = 1.00
Takt = 2.23
ATw = 0.66
Resources (L) = 0.30
Resources (M) = -
He = 7.00
∑ Dc = 3.14
S = 1.00
Takt = 2.23
ATw = 11.85
Resources (L) = 5.31
Resources (M) = -
He = 7.00
∑ Dc = 0.82
S = 1.00
Takt = 8.54
ATw = -
Resources (L) = 3.70
Resources (M) = 1.35
He = 7.00
∑ Dc = 0.82
S = 1.00
Takt = 8.54
ATw = -
Resources (L) = 5.17
Resources (M) = -
He = 7.00
∑ Dc = 0.82
S = 1.00
Takt = 8.54
ATw = -
Resources (L) = 1.23
Resources (M) = -
Mixed-Model Product Sync
Export Box
He = 7.00
∑ Dc =
S = 1.00
Takt =
ATw =
Resources (L) =
Resources (M) = -
He = 7.00
∑ Dc = 3.14
S = 1.00
Takt = 2.23
ATw = 2.23
Resources (L) = 1.12
Resources (M) = 0.50
Piston & Rod
He = 7.00
∑ Dc = 3.14
S = 1.00
Takt = 8.54
ATw = 0.96
Resources (L) = 0.11
Resources (M) = -
Nameplates
Frame Asm Bed Crank
Cross Head Inst.
Pump &
DriveTubing Hang
Cyls
Test 2
Test 1
Paint Ship
Export box
Cyl 1
Cyl 2
Cyl 3
Cyl 4
Cyl 5
Nameplate Hang Rods
Con RodsCrank
Piston & Rod
Cross Heads Oil Pump
XX X X
X X
X
X
X
X
X
Cyl 6
XX X
Assembly
S
S
S
S
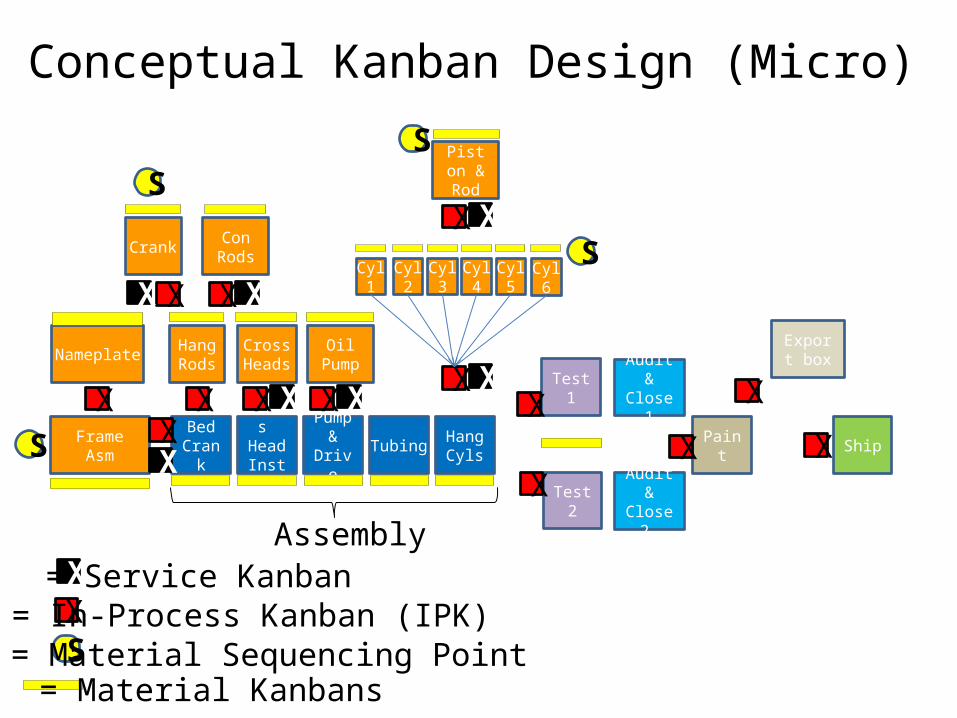
Conceptual Kanban Design (Micro)
= Material Sequencing Point= Material Kanbans
S
Audit & Close 1
Audit & Close 2
X = In-Process Kanban (IPK)
XX
X X
X
X
X
= Service KanbanX
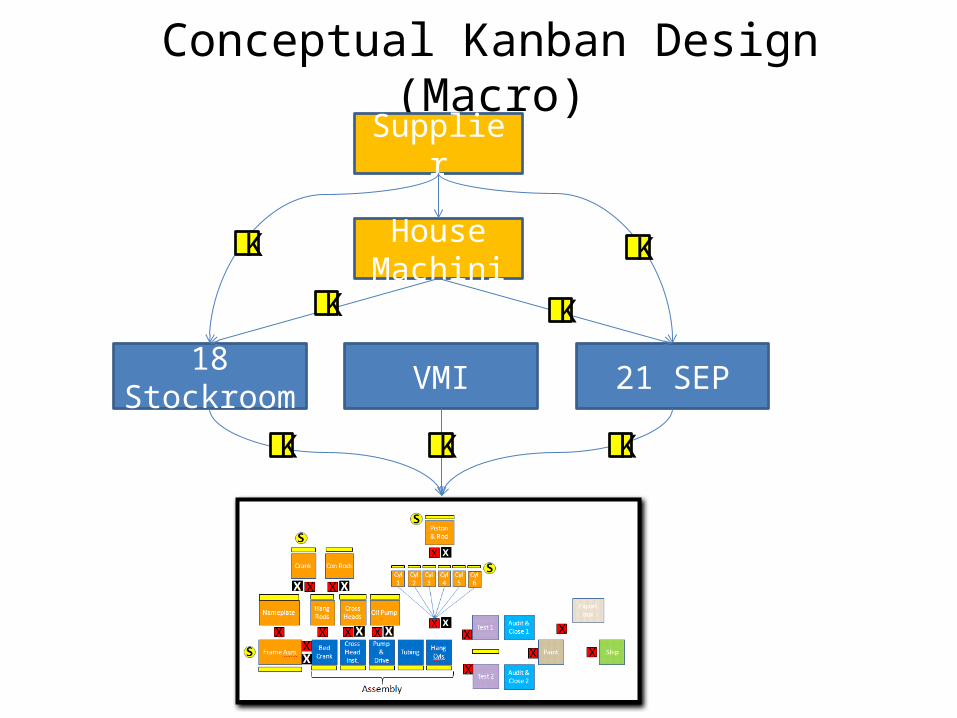
Conceptual Kanban Design (Macro)
18 Stockroom VMI 21 SEP
Supplier
In-House Machining
K
K
K
K
K KK

© C
opyr
ight
201
1
Dresser-Rand Confidential - Not for Redistribution.
Flow Line Video
14

© C
opyr
ight
201
0
Dresser-Rand Confidential - Not for Redistribution.
www.dresser-rand.com