Кафедра Технология оборудование...
TRANSCRIPT

Федеральное агентство по образованию
ЭЛЕКТРОСТАЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
(филиал) государственного образовательного учреждения
высшего профессионального образования «Московский государственный институт стали и сплавов
(технологический университет)»
Кафедра «Технология и оборудование прокатного производства»
И.В. Кишкин
ОБОРУДОВАНИЕ КУЗНЕЧНО-ШТАМПОВОЧНЫХ ЦЕХОВ
Часть 2. Гидравлические пресса
Учебное пособие для практических занятий
Рекомендовано методическим советом ЭПИ МИСиС
ЭЛЕКТРОСТАЛЬ 2006

2
УДК 621.16.1 Кишкин И.В.. Оборудование кузнечно-штамповочных
цехов. Часть 2. Гидравлические пресса Учеб. пособие для практических занятий. – Электросталь: ЭПИ МИСиС, 2006. – 107 с.
Настоящее учебное пособие предназначено для сту-
дентов специальностей 150106 "Обработка металлов давле-нием", 150201 “Машины и технология обработки металлов давлением” и состоит из 4-х разделов, которые включают в себя описания основных конструктивных решений ковоч-ных прессов и прессов гидроэкструзии металла, расчетов их основных узлов и деталей, гидравлических схем управ-ления данными прессами и гидроаппаратуры управления. Пособие составлено в соответствии с программами учеб-ных курсов «Оборудование цехов ОМД», «Кузнечно-штамповочное оборудование».
Предназначено для проведения практических занятий, выполнения курсовых и дипломных проектов.
© Электростальский политехнический институт (филиал) «Московский государственный институт стали и сплавов (технологический университет)», 2006
3
Содержание Введение..……………………………………………… 5 1. Ковочные прессы…………………………………… 8 1.1. Конструктивные решения...……………………… 8 1.2. Расчет на прочность станин прессов..…………… 12 1.3. Примеры расчета на прочность станин ковочных прессов……………………………...…………..……… 19 1.3.1. Расчет на прочность станины ковочного пресса усилием 40 МН………………………………………… 19 1.3.2. Расчет на прочность подвижной станины ковочного пресса усилием 12,5 МН………………….. 23 1.4. Расчет на прочность рабочих цилиндров..……… 27 2. Гидросхемы прессов...……………………………… 31 2.1. Маслонасосный привод прессов.………………… 32 2.2. Водяной насосно-безаккумуляторный привод прессов…………………………..……………………... 35 2.3. Водяной насосно-аккумуляторный привод...…… 37 2.4. Гидравлическая схема трехцилиндрового ковоч-ного пресса…………………………………………….. 39 2.5. Гидравлическая схема управления ковочным прессом усилием 40 МН………………………….….... 42 2.6. Гидравлическая схема управления ковочным прессом усилием 12,5 МН…………………………….. 46 3. Горизонтальные гидравлические пресса....……….. 49 3.1. Конструктивные схемы ………………….………. 50 3.2. Конструктивные решения основных узлов прессов…………………………………………………. 52 3.3. Привод и управление прессами………..………… 56 3.4. Горизонтальный трубопрофильный пресс усилием 16 МН……………………………………….. 59 3.4.1. Основные узлы и механизмы пресса………...… 60 3.4.2. Гидравлическая схема пресса………………….. 63 3.4.3. Расчеты на прочность узлов и деталей пресса... 66
4
4. Гидрооборудование, гидроаппаратура управления прессами..………………………………………………. 85 4.1. Насосы……………………..………………………. 85 4.2. Оборудование сети высокого давления.………… 90 4.3. Элементы системы наполнения……..…………… 94 4.4. Гидроаппаратура управления прессами………… 98 4.4.1. Распределители….……………………………… 98 4.4.2. Клапаны гидросистем………………………...… 102 Список литературы…………………….……………… 106
5
Введение
Гидравлические прессы относятся к той группе машин – орудий, которые деформируют заготовку (слиток) не уда-ром, а постепенным продвижением деформирующего ин-струмента. Скорость их подвижных частей нарастает в процессе рабочего хода, и в этот период непрерывно под-водится энергия, для чего используется вода или масло под высоким давлением. В зависимости от технологического назначения они отличаются конструкцией основных узлов и механизмов, их расположением, величиной основных па-раметров Рн, S (Рн – номинальное усилие, S – полный ход подвижных частей).
По технологическому назначению прессы можно раз-делить на пять групп:
- для ковки и объемной штамповки; - для выдавливания (прессования) металла; - для листовой штамповки; - для правильных и сборочных работ; - для обработки металлической стружки, отходов и
порошков. В данном пособии рассмотрены прессы только первых
двух групп. Главным исполнительным механизмом пресса являет-
ся рабочий цилиндр. Его выполняют плунжерным, диффе-ренциально-плунжерным и поршневым. Поршневые ци-линдры применяют в прессах небольших усилий, во вспо-могательных устройствах. Их недостатки: регулировать уплотнительные устройства можно только при разборке цилиндров, из-за износа манжет сложно обеспечить их герметичность.

6
Рабочие цилиндры дифференциально-плунжерного типа применяют в трубопрофильных прессах, когда через рабочий плунжер должна проходить игла. Плунжерные ци-линдры одностороннего действия получили преимуще-ственное распространение из-за возможности производить смену манжет и деталей уплотнения без разборки всего ци-линдра.
В состав гидропрессовой установки входят: пресс, привод (источник жидкости высокого давления), баки для жидкости, органы управления (распределители, клапаны), трубопроводы. Тип привода оказывает решающее влияние на схему гидропрессовой установки. Применяют насосно-безаккумуляторный, насосно-аккумуляторный и мульти-пликаторный приводы.
Для насосно-безаккумуляторного привода установоч-ная мощность насосов и электродвигателей определяется максимальной мощностью, развиваемой прессом. Привод расходует энергию, равную полезной работе пресса. При насосно-аккумуляторном приводе аккумулятор накаплива-ет энергию в течение полного цикла работы пресса, обес-печивая равномерную загрузку электродвигателей насосов. Мультипликаторный привод обеспечивает получение большого числа повторяющихся коротких ходов прессую-щей траверсы.
В качестве рабочих жидкостей применяют воду или минеральное масло. В воду для уменьшения коррозии ци-линдров, плунжеров, деталей управления добавляют 2-3% эмульсола. Из минеральных масел применяют индустри-альные И-20, И-50, турбинное УТ, авиационное МЗС.
7
Номинальные давления рабочей жидкости в гидро-прессовых установках регламентируются ГОСТ 356-85. Наиболее распространены давления 20, 32 и 40 МПа.
Гидросистема прессов должна обеспечивать подачу в рабочий цилиндр как жидкости высокого давления (20, 30, 40 МПа), так и жидкости низкого давления (Р = 0,4÷0,6 МПа). Гидросистема низкого давления включает наполни-тельный бак, наполнительный клапан, трубопроводы боль-шого диаметра. Как правило, наполнительный бак распола-гается рядом с прессом. Применение жидкости низкого давления при холостых ходах подвижных частей пресса уменьшает скорости их перемещения, исключаются гидро-удары в гидросистеме, уменьшаются динамические нагруз-ки на главный цилиндр.
8
1. Ковочные прессы Назначение: свободная ковка слитков и заготовок, объ-
емная штамповка в подкладных штампах.
1.1. Конструктивные решения
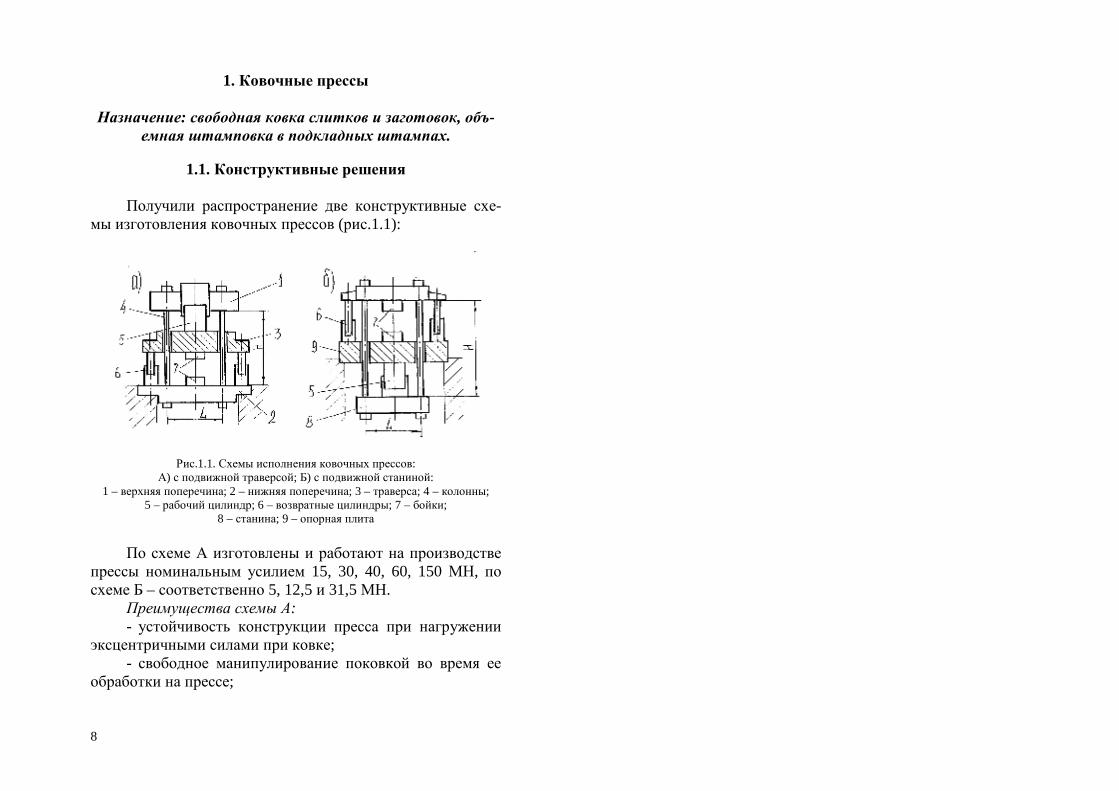
Получили распространение две конструктивные схе-мы изготовления ковочных прессов (рис.1.1):
Рис.1.1. Схемы исполнения ковочных прессов: А) с подвижной траверсой; Б) с подвижной станиной:
1 – верхняя поперечина; 2 – нижняя поперечина; 3 – траверса; 4 – колонны; 5 – рабочий цилиндр; 6 – возвратные цилиндры; 7 – бойки;
8 – станина; 9 – опорная плита По схеме А изготовлены и работают на производстве
прессы номинальным усилием 15, 30, 40, 60, 150 МН, по схеме Б – соответственно 5, 12,5 и 31,5 МН.
Преимущества схемы А: - устойчивость конструкции пресса при нагружении
эксцентричными силами при ковке; - свободное манипулирование поковкой во время ее
обработки на прессе;

9
- наличие нескольких (3÷4) рабочих цилиндров, кото-рые позволяют получать различные ступени усилий пресса.
Достоинства схемы Б: - незначительная высота пресса над уровнем пола; - использование в качестве рабочей жидкости мине-
ральных масел. Наибольшее распространение получила конструкция
пресса с четырьмя колоннами (схема а), основные парамет-ры и размеры которой регламентированы ГОСТ 7284-84 (номинальное усилие 5-50 МН, ход траверсы - 800÷2500 мм).
На рис. 1.2 приведена компоновка оборудования со-временного ковочного пресса с выдвижным инструмен-тальным столом. Основные узлы пресса: 1 – верхняя попе-речина; 2 – подвижная траверса; 3 – нижняя поперечина; 4 – возвратные цилиндры; 5 – центральный рабочий ци-линдр; 6 – боковые рабочие цилиндры; 7 – колонны; 8 – опорная плита; 9 – инструментальный стол; 10 – сменные бойки; 11 – бак наполнительный; 12 – оборудование гидро-системы.
Гидросистема пресса позволяет иметь три ступени усилий: 2,5 МН; 5 МН и 7,5 МН. В первом случае работает центральный, во втором – боковые, в третьем – централь-ный и боковые рабочие цилиндры. Рабочее давление жид-кости гидросистемы пресса – 32 МПа, рабочая жидкость – вода с добавкой эмульсола. Инструментальный стол снаб-жен комплектом сменных бойков, что увеличивает манев-ренность пресса. Стол выполнен перпендикулярно основ-ному фронту ковки с использованием манипулятора. Рабо-чие и возвратные цилиндры выполнены плунжерными. Плунжеры рабочих цилиндров пустотелые: в их внутрен-ней расточке смонтированы промежуточные стержни, имеющие на концах шаровые опорные поверхности. Один конец стержня опирается на сферическую проставку плун-

10
жера, второй – на сферическую шайбу подвижной травер-сы. Жесткое крепление рабочих плунжеров с подвижной траверсой допустимо только у одноцилиндровых прессов небольшого номинального усилия (Рн ≤ 1 МН). Плунжеры возвратных цилиндров соединяются с подвижной травер-сой двумя тягами и поперечным ригелем. Корпуса цилин-дров изготавливаются из поковок, они вставляются в рас-точки верхней поперечины и фиксируются фланцами и планками. Внутренний диаметр корпуса цилиндра выпол-няется на 10-15 мм больше диаметра плунжера. Последний направляется в корпусе бронзовыми втулками. Материал корпусов цилиндров – сталь 45, низколегированные стали (сталь 25ГС).
Колонны пресса связывают верхнюю и нижнюю по-перечины, служат для направления подвижной траверсы и восприятия не только растягивающего усилия, но и опро-кидывающего момента, возникающего при эксцентричной нагрузке пресса. Они работают на сложное сопротивление – растяжение и изгиб. Они изготавливаются коваными: сплошными при диаметре до 800 мм и с осевыми отверсти-ями при диаметрах свыше 800 мм. Пустотелые колонны иногда стягивают болтами. При одинаковой массе пустоте-лые колонны имеют больший момент сопротивления изги-бу в сравнении со сплошными. Соединение колонн с попе-речинами – стяжными гайками с термической затяжкой (нагрев колонны через осевые сверления на длине затяги-ваемой части). Колонны в нижней части снабжены разъем-ными полумуфтами, служащими упорами подвижной тра-версы. Поперечины пресса изготовлены в виде литых рам прямоугольной формы с продольными и поперечными реб-рами жесткости. Верхняя поперечина имеет цилиндриче-ские расточки (∅340 Н9) и опорные площадки для крепле-ния колонн, расточки ∅530 Н9 для корпусов рабочих ци-линдров, кронштейны с расточками ∅280 Н9 для корпусов

11
обратных цилиндров. Нижняя поперечина также снабжена расточками (∅340 Н9) для установки колонн, имеет пазы для направляющих инструментального стола.
Рис. 1.2. Пресс гидравлический ковочный трехступенчатый (РD max = 7,5 МН).
Подвижная траверса выполнена в виде литой коробки. Снабжена съемной плитой крепления верхнего бойка прес-са, цилиндрическими расточками ∅500 Н9 для размещения направляющих букс. Последние снабжены бронзовыми втулками со сферическими подпятниками. Инструменталь-ный стол выполнен в виде продольной рамы с направляю-щими и гидроцилиндрами перемещения. Верхний пояс стола имеет пазы для крепления сменных нижних бойков. Стол снабжен гидравлическим выталкивателем поковок из закрытых штампов при прошивке отверстий, осадке.

12
1.2. Расчет на прочность станин прессов
Колонны вместе с верхней и нижней поперечинами образуют раму, в которой замыкаются усилия ковки. При этом рассматривают наиболее неблагоприятную схему несимметричного нагружения рамы со смещение усилия Рн от вертикальной оси на величину е (е = 0,05÷0,1 м) В про-изводственных условиях это встречается при операции осадки слитков. Опрокидывающий момент (М = Рн . е) компенсируется горизонтальными усилиями на колонны пресса. Анализ конструктивных решений прессов показал, что жесткость колонн в сравнении с поперечинами меньше в 100 раз. В связи с этим колонны рассчитывают от дей-ствия поперечных сил как балки с жесткими заделками в верхней и нижней поперечинах [1].
Максимальные растягивающие усилия, действующие на колонны, определяют также с учетом несимметричного приложения усилия ковки. На рис. 1.3 показаны действую-щие нагрузки на элементы прессов. На схеме обозначены:
h – высота направляющих подвижной траверсы или высота опорной плиты (для прессов схемы б);
с – расстояние от верхнего уровня нижней поперечи-ны до направляющих подвижной траверсы при ковке;
d – расстояние от нижнего уровня верхней поперечи-ны до направляющих подвижной траверсы при ковке.

13
Рис. 1.3. Схемы действующих нагрузок на элементы ковочных прессов: а) с неподвижной станиной; б) с подвижной станиной.
Горизонтальные усилия Q на одну колонну пресса
определяют из условия равновесия подвижной траверсы:
zhQzhQePH ⋅⋅=⋅⋅=⋅2
2 , (1.1)
где z – количество колонн (стоек).
Максимальное усилие растяжения одной колонны:
222 1HH
L e P eN PL z z L
+ = = + ⋅
, (1.2)
где L – расстояние между колоннами пресса (max).

14
Напряжения в колонне:
XX
И
WM
FN
+=σ , (1.3)
где F – площадь сечения колонны (м2); МИ – изгиба-
ющий момент в колонне от действия горизонтальных уси-лий; WXX – момент сопротивления изгибу колонны (м3).
Критерий оценки прочности колонны:
[ ] 2≥≥⋅⋅
= MINMT SS σσ γσ
εσ, (1.4)
где σТ – предел текучести материала колонны, МПа;
εм – масштабный фактор [2]; γ – коэффициент, учитываю-щий динамические нагрузки (γ = 1,0÷1,2); Sσ - коэффици-ент статической безопасности.
Изгибающий момент Ми определяем при решении статически неопределимой балки (колонны), нагруженной поперечными силами Q (рис.1.4). Статическую неопреде-лимость колонн раскрываем методом сил, заменяя нижнюю опору силами Х1 и Х2 и моментом Х3. Сила Х2 определяет-ся усилием растяжения колонны N и на ее изгиб не влияет.

15
Рис. 1.4. Расчетная схема колонны, эпюры моментов единичных факторов. Канонические уравнения для данной системы [3]:
00
3333131
1313111
=∆+⋅+⋅=∆+⋅+⋅
P
P
XXXX
δδδδ
(1.5)
Для определения коэффициентов уравнения (1.5)
строим эпюры единичной силы (Х1), единичного момента (Х3) и внешних сил (Q) (см. рис. 1.4). При взаимном пере-множении эпюр получаем:
EIH
EI
HH
332
21
32
11 =⋅
=δ ; EI
H 121 2
13
⋅−=δ ;
1331 δδ = ; EIH
=33δ ;
( )dhCEI
dhQhChQhEIP 5,0)
32(
21
1 ++⋅⋅⋅
−+⋅⋅−=∆ ;
( )hdEIQh
EIdhQhQh
EIP 5,0112
13 +=
⋅⋅⋅+⋅⋅=∆
Подставляем значения коэффициентов в уравнение (1.5) и решаем относительно Х1 и Х3

16
( ) 05,032
221
3 32
1
3
=
+++
+−⋅−⋅ dhCdhChQhXHXH
( ) 05,021
312 =+++− hdQhHXXH
( ) 05,0232
32
31
2
=
+++
+−⋅−⋅ dhCdhCh
HQhXHXH
( ) ( ) 05,05,0232
6 1
2
=
+++++
+−⋅ hddhC
HdhC
HhQhXH
( ) ( )
+−+++
+
⋅= hddhC
HdhC
Hh
HhQX 5,05,02
326
21
Обозначим величину в квадратных скобках через К:
( ) ( )hddhCHdhC
HhK 5,05,02
32
+−+++
+= (1.6)
Тогда KHQhX ⋅= 21
6 ;
( )hdHQhK
HQhX 5,03
3 +−⋅= (1.7)
Произведем оценку параметров формул (1.6) и (1.7).
Как показал анализ конструктивных решений, для прессов характерно:
для схемы А: h = 0,25 H; С = d = 0,375 H для схемы Б: h = 0,5 H; С = d = 0,25 H Схема А:
( )
( )
20,25 0,375 0,25 2 0,375 0,375 0,25 0,5 0,3753
0,375 0,5 0,25 0,245
AK H
H H H
= + ⋅ + ⋅ + + ⋅
− + ⋅ =

17
HQhH
HQhX 47,1245,06
21 =⋅= ;
( ) QhHHQhH
HQhX ⋅=+−⋅= 235,0125,0375,0245,03
3
Схема Б:
( )
( )
20,5 0, 25 0,5 2 0, 25 0, 25 0,5 0,1253
0, 25 0,5 0,5 0, 227
БK H
H H H
= + ⋅ + ⋅ + +
− + ⋅ =
HQhH
HQhX 362,1227,06
21 =⋅= ;
( ) QhHHQhH
HQhX 181,025,025,0227,03
3 =+−⋅=
На рис. 1.5 приведены эпюры изгибающих моментов для колонн схем А и Б для приведенных выше соотноше-ний плеч С, d и h.
Рис. 1.5. Эпюры изгибающих моментов ковочных прессов: а) в колоннах схемы А б) в стойках схемы Б.

18
Сравним полученные значения Ми с известными ре-шениями [1].
По данным [1] изгибающий момент в колоннах равен:
HCQh
HC
zPeM И ⋅=⋅= (1.8)
Для схем рис. 1.4 получаем: 375,0⋅= QhM ИА ;
25,0⋅= QhM ИБ , что незначительно отличается от данных рис. 1.5. Следует заметить, что величина Ми формулы 1.8
получена при условии Х3 = 0 и HQh
zHPeX ==1 (см. рис. 1.4).
Верхнюю поперечину пресса следует рассчитывать как статически определимую двухопорную балку. Опорами служат колонны. Расчетная схема показана на рис. 1.6, бал-ка нагружена усилием Рн и моментом Ме = Рн . е.
Рис. 1.6. Расчетная схема и эпюры Q и Ми для поперечин ковочных прессов.
+ Ме/2
19
Максимальные напряжения изгиба в середине балки (поперечине):
XX
H
XX
ИИ W
LeLP
WM
+
⋅
==
214max.σ , (1.9)
где WXX – момент сопротивления изгибу поперечного
сечения поперечины.
Оценку прочности поперечины производят по коэф-фициенту статической безопасности Sσ (ф. 1.4). Нижнюю поперечину на прочность проверяют аналогично.
1.3. Примеры расчета на прочность станин
ковочных прессов
1.3.1. Расчет на прочность станины ковочного пресса усилием 40 МН
Исходные данные (см. рис. 1.3 а): Н = 6515 мн; С = 2250 мм; h = 1600 мм; d =2665 мм;
L = 3500 мм; е = 100 мм; Рн = 40 МН. Диаметр колонн Dк = 485 мм, количество колонн – 4. Размеры поперечного се-чения верхней поперечины приведены на рис. 1.8. Матери-ал элементов станины: колонн – сталь 45 (σвр = 650 МПа; σТ = 360 МПа), поперечин – сталь 35Л (σвр = 500 МПа; σТ = 280 МПа).
Расчет колонн Определим горизонтальные усилия Q и изгибающий
момент (Qh), действующие на одну колонну (ф. 1.1):
623,046,11,040
=⋅
⋅=
⋅⋅
=zheP
Q H МН ;

20
16,1623,0 =⋅=Qh МНм По формуле 1.6 рассчитаем параметр К (м):
( )
( ) м
K
59,1465,324,4815,06,15,0665,2
665,25,06,125,2515,6
665,226,13225,2
515,66,1
=−+=⋅+−
−⋅++⋅
+
⋅+=
Определим по ф. 1.7 усилие и момент в заделке ко-лонны:
225,059,1515,6
166221 =⋅
⋅=⋅= K
HQhX МН;
( ) 2,06,15,0665,2515,6159,1
515,613
3 =⋅+−⋅⋅
=X МНм
Изгибающие моменты в сечениях (рис. 1.7): 306,025,2225,02,01311 =⋅+−=+−=− CXXM МНм
( ) ( )2 2 3 1 0, 2 0, 225 2, 25 1, 61 0,334
M X X C h QhМНм
− = − + + − = − + ⋅ + −
− = −
( )МНм
QhHXXQddhQHXXM266,01515,6225,02,0
131333
=−⋅+−=−⋅+−=++−+−=−
Максимальные напряжения изгиба:
3,29485,01,0
334,03
max =⋅
==XX
И WM
σ МПа
Определим по ф. 1.2 усилие растяжения колонны:
572,105,3
1,021440
=
⋅+=N МН
Напряжения растяжения в колонне:
2,57485,0
4
572,102
=⋅
==π
σСЕЧ
P FN МПа
Суммарное напряжение: 5,863,292,57 =+=+= ИР σσσ МПа
Коэффициент статической безопасности (ф. 1.4):

21
[ ]min21,15,86
52,0360σσ SS ==
⋅⋅
=
Статическая прочность колонн пресса обеспечена. На рис. 1.7 даны эпюры изгибающих моментов для колонн пресса.
Рис. 1.7. Расчетная схема, эпюры Миз, Q для колонн ковочного пресса усилием 40 МН.
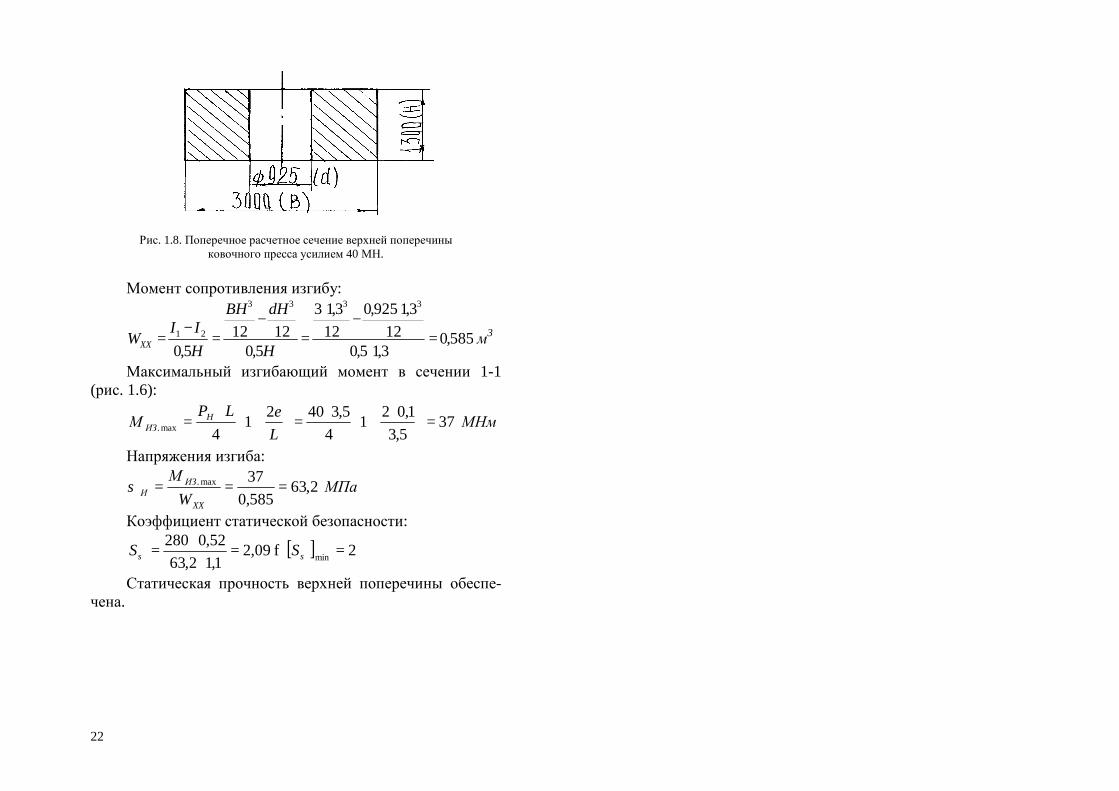
Расчет верхней поперечины На рис. 1.8 приведен поперечный разрез верхней по-
перечины пресса. Определим момент сопротивления сече-ния изгибу. Так как сечение симметричное, то центральная ось Х-Х находится на расстоянии 0,5.Н от низа сечения.
22
Рис. 1.8. Поперечное расчетное сечение верхней поперечины ковочного пресса усилием 40 МН.
Момент сопротивления изгибу:
585,03,15,012
3,1925,012
3,13
5,01212
5,0
3333
21 =⋅
⋅−
⋅
=−
=−
=H
dHBH
HII
WXX м3
Максимальный изгибающий момент в сечении 1-1 (рис. 1.6):
375,3
1,0214
5,340214max. =
⋅+
⋅=
+
⋅=
LeLP
М HИЗ МНм
Напряжения изгиба:
2,63585,037max. ===
XX
ИЗИ W
Мσ МПа
Коэффициент статической безопасности:
[ ] 209,21,12,63
52,0280min ==
⋅⋅
= σσ SS f
Статическая прочность верхней поперечины обеспе-чена.

23
1.3.2. Расчет на прочность подвижной станины ковочного пресса усилием 12,5 МН
Исходные данные (см. рис. 1.3 б): Н = 6400 мм; С = 1800 мм; h = 2900 мм; d =1700 мм;
L = 3400 мм; е = 100 мм; Рн = 12,5 МН. Сечение стоек – прямоугольник bxh = 500x360 мм, количество стоек – 2. Размеры и форма сечений поперечин приведены на рис. 1.9. Материал станины: – сталь 25СГ (σТ = 280 МПа).
Х с
Рис. 1.9. Сечения поперечин ковочного пресса: а) верхней; б) нижней.
Изгибающий момент и усилия, действующие на стой-ку станины:
625,02
1,05,122
=⋅
=⋅
=eP
Qh H МНм
216,09,2
625,0==Q МН
Рассчитаем по формуле 1.6 параметр К:
( ) ( ) 49,145,17,185,09,28,14,67,129,2
328,1
4,69,2
=+−++⋅
+
⋅+=K м

24
Определим по формуле 1.7 усилие и момент в сопря-жении стойки и верхней поперечины:
137,049,14,6625,0621 =⋅
⋅=X МН
( ) 13,09,25,07,14,6
625,049,14,6625,03
3 =⋅+−⋅⋅
=X МНм
Изгибающие моменты в сечениях стойки (рис. 1.10): 117,08,1137,013,01311 =⋅+−=+−=− CXXM МНм
( ) 11,0625,07,4137,013,01322 −=−⋅+−=−++−=− QhhCXXM МНм 122,0625,04,6137,013,01333 =−⋅+−=−+−=− QhHXXM МНм
Рис. 1.10. Расчетная схема, эпюры силовых факторов для стоек станины ковочного пресса 12,5 МН.
Характеристики сечения стойки. Площадь поперечного сечения – fст=0,36.0,5=0,18 м2 Момент сопротивления изгибу –
0108,06
36,05,06
22
=⋅
==BhWXX м3

25
Максимальные напряжения изгиба:
04,120108,013,0max. ===
XX
ИЗИ W
Мσ МПа
Максимальное усилие растяжения стойки (ф. 1.2):
62,64,3
1,0212
5,12=
⋅+=CTN МН
Напряжения растяжения стойки:
8,3618,062,6
===CT
CTР f
Nσ МПа
Напряжения суммарные: 84,488,3604,12 =+=+=Σ ИРСТ σσσ МПа
Коэффициент статической безопасности для стойки:
[ ] 272,21,184,48
52,0280min ==
⋅⋅
= σσ SS f
Статическая прочность стоек станины обеспечена. Верхняя и нижняя поперечины работают на изгиб.
Произведем их расчет. Сечение верхней поперечины симметричное. Ось из-
гиба Х-Х проходит через центр сечения. Моменты инерции и сопротивления сечения изгибу:
1434,012
6,1)08,05,0(12
)( 3311 =
⋅−=
−=−
hdbI XX м4
179,08,0
1434,08,0
1434,0===− XXW м3
Максимальный изгибающий момент поперечины:
25,117,162,62max. =⋅=
⋅=
LNМ CT
ИЗ МНм
Напряжения изгиба:
85,62179,025,11
===XX
ИЗИ W
Мσ МПа

26
Коэффициент статической безопасности:
[ ] 21,21,185,62
52,0280min ==
⋅⋅
= σσ SS f
Верхняя поперечина отвечает требованиям статиче-ской прочности.
Сечение нижней поперечины сложное (см. рис. 1.9). Его разбиваем на 4 элемента, определяем положение цен-тральной оси (ХХ), рассчитываем момент сечения относи-тельно оси Х-Х как сумму моментов инерции составляю-щих элементов.
Площади элементов: f1 = 0,6 . 0,5 = 0,3 м2; f2 = 0,65 . 1,0 = 0,65 м2; f3 = 0,3 .
1,1 = 0,33 м2; f4 = 0,95 . 0,7 = 0,665 м2. Расстояния от нижнего пояса сечения до центров эле-
ментов: у1 = 1,35 м; у2 = 1,275 м; у3 = 0,55 м; у4 = 0,475 м Расстояние от нижнего пояса сечения до его цен-
тральной оси: 0,3 0,135 0,65 1,275 0,33 0,550,665 0,475
0,810,3 0,65 0,33 0,665
i iC
i
f yy
f
− ⋅ + ⋅ − ⋅ ++ ⋅
= = =− + − +
∑∑
м
Расстояния от центральной оси до центров элементов:
54,081,035,11 =−=′y м; 465,081,0275,12 =−=′у м;
26,055,081,03 =−=′у м; 335,0475,081,04 =−=′у м Момент инерции сечения относительно оси Хс-Хс:
3 32 2
3 32 2
2 4
0,6 0,5 1 0,65( ) 0,3 0,5412 12
0,3 1,1 0,7 0,950,65 0,465 0,33 0,2612 12
0,665 0,335 0,141
X X i i iI I f y
м
−
⋅ ⋅′= + = − − ⋅ + +
⋅ ⋅+ ⋅ − − ⋅ + +
+ ⋅ =
∑ ∑ ∑
27
Момент сопротивления сечения изгибу:
174,081,0
141,0
max
=== ∑y
IW XX
XX м3
Максимальный изгибающий момент при симметрич-
ной нагрузке Рн: 62,104
4,35,1222max. =
⋅=⋅=
LPM H
ИЗ МНм
Напряжения изгиба:
61174,062,10
. ===−XX
ИЗХХИЗ W
Мσ МПа
Коэффициент статической безопасности сечения:
[ ] 216,21,16152,0280
min ==⋅⋅
= σσ SS f
Нижняя поперечина отвечает требованиям статиче-ской прочности.
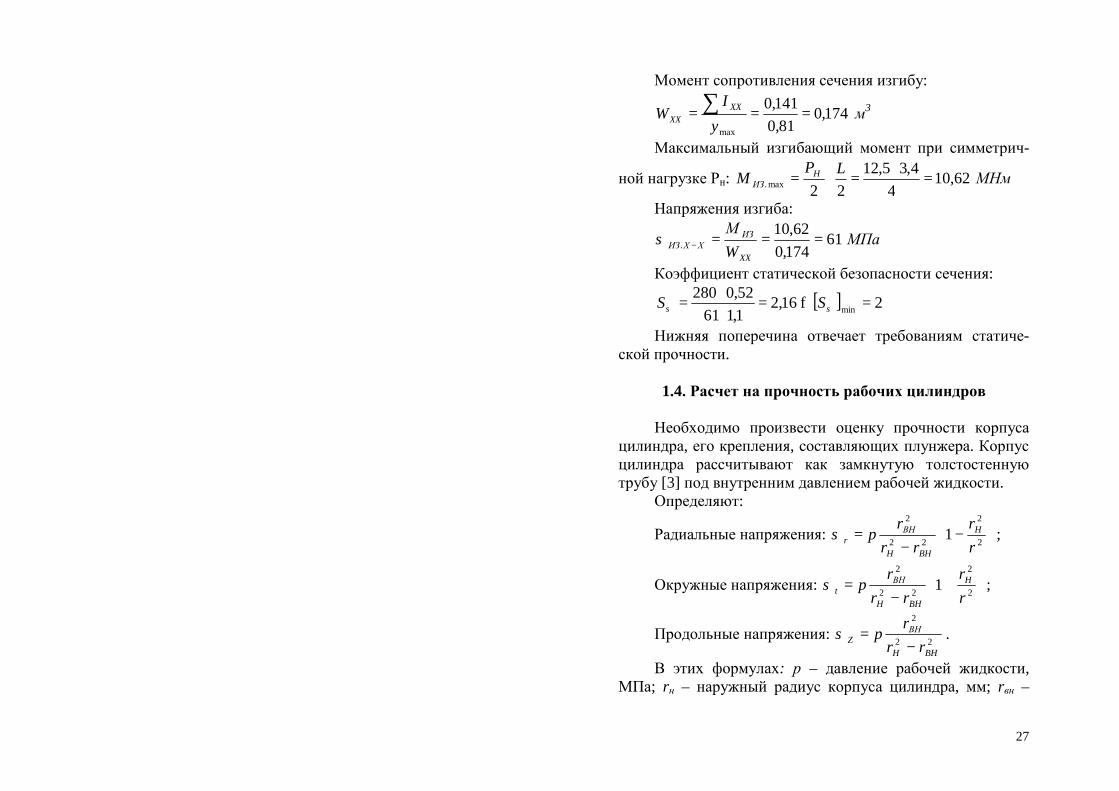
1.4. Расчет на прочность рабочих цилиндров
Необходимо произвести оценку прочности корпуса
цилиндра, его крепления, составляющих плунжера. Корпус цилиндра рассчитывают как замкнутую толстостенную трубу [3] под внутренним давлением рабочей жидкости.
Определяют:
Радиальные напряжения:
−
−= 2
2
22
2
1rr
rrr
p H
BHH
ВНrσ ;
Окружные напряжения:
+
−= 2
2
22
2
1rr
rrr
p H
BHH
ВНtσ ;
Продольные напряжения: 22
2
BHH
ВНZ rr
rp
−=σ .
В этих формулах: р – давление рабочей жидкости, МПа; rн – наружный радиус корпуса цилиндра, мм; rвн –

28
внутренний радиус корпуса цилиндра, мм; r – текущий ра-диус корпуса, мм.
Анализ этих формул показал, что максимальные напряжения действуют на внутренней полости корпуса, т.е. при r = rвн. Оценку прочности производят по эквивалент-ному напряжению, подставляя напряжения со своим зна-
ком: 2 2 21 ( ) ( ) ( )2ЭКВ r t r z t Zσ σ σ σ σ σ σ= − + − + −
Критерий оценки прочности : [ ]ТЭКВ σσ ⋅≤ 5,0 . Выполним оценку прочности корпуса рабочего ци-
линдра ковочного пресса усилием Рн = 40 МН. Исходные данные: р = 20 МПа, rн = 540 мм, rвн = 462,5 мм, материал корпуса: сталь 25СГ (σТ =280 МПа).
Составляющие напряженного состояния на внутрен-ней поверхности корпуса: σr=–р=–20МПа;
551363,1
1204625,054,0
4625,02022
2
=−
=−
⋅=Zσ МПа
1301363,11363,120
15,462
540
5,4625401
20 2
2
=−+
=
−
+
=tσ МПа
2 2 21 ( 20 55) ( 20 130) (130 55)2
675 75 1, 73 130 2
ЭКВ
МПа
σ = − − + − − + − =
= = ⋅ =
[ ] 2805,05,0130 ⋅=⋅≤= ТЭКВ МПа σσ МПа Корпус цилиндра отвечает условию прочности. Рассчитаем на смятие торцевой поясок крепления
корпуса в верхней поперечине. ∅Dнар.п = 1200 мм; ∅Dн.ц = 1080 мм.

29
Напряжения смятия:
( )7,62
)08,12,1(785,04625,020
4
22
2
2.
2.
2
=−
⋅⋅=
−
⋅⋅=
ππ
πσ
ЦНПНАР
BHCM
DD
rp МПа
Допустимые напряжения смятия: [σ]см = 0,4 ⋅ σТ = 0,4 ⋅ 280 = 112 МПа σсм < [σcм], смятия торца крепления кор-пуса не будет.
Произведем оценку прочности корпуса рабочего ци-линдра ковочного пресса усилием 12,5 МН. Исходные дан-
ные: р = 32 МПа; rвн = 360 мм; rн = 590 мм, 64,1==вн
н
rr
U ,
материал корпуса – сталь 25СГ (σТ =280 МПа). Напряжения на внутренней поверхности корпуса:
σr = 32 МПа; 1969,1132
1132 2 ==−
=UZσ МПа;
70164,1164,132
1132 2
2
2
2
=−+
=−+
=UU
tσ МПа
2,82)1970()1932()7032(2
1 222 =−+−−+−−=ЭКВσ МПа
Напряжения на наружной поверхности корпуса: σr = 0; 19=Zσ МПа;
38164,1
2321
232 22 =−
=−
=Utσ МПа
9,32)1938()190()380(2
1 222 =−+−+−=ЭКВσ МПа
σэкв.вн < [σ]= 0,5 ⋅ σТ = 0,5 ⋅ 280 = 140 МПа Корпус цилиндра отвечает условию прочности. Рассчитаем на смятие торцевую опорную поверхность
корпуса: ∅Dнар.оп = 1360 мм; ∅Dнар.ц = 1180 мм.

30
Напряжения смятия:
( ) 8,34)18,136,1(
5,1244222
.2
.
=−
⋅=
−=
ππσ
ЦНAPOПНАР
HCM DD
P МПа
Допускаемые напряжения смятия: σсм < [σ]см= 0,4 ⋅ σТ = 0,4 ⋅ 280 = 112 МПа Смятия торца корпуса не произойдет. Плунжер цилиндра выполнен сборным, внутри него
размещается ось со сферическими концевыми участками. Рассчитаем на прочность элементы плунжера. Корпус ис-пытывает внешнее давление рабочей жидкости (р = 32 МПа). Размеры корпуса: dвн = 450 мм; Dн = 710 мм,
58,1==вн
н
dD
U . Напряжения на внешней поверхности [3]:
σr = р = 32 МПа;
5,74158,1158,132
11
2
2
2
2
−=−+
−=−+
−=UUptσ МПа
2,88)325,74(5,74322
1 222 =+++=ЭКВσ МПа
Напряжения на внутренней поверхности: σr =0;
5,106158,1
58,12321
22
2
2
2
−=−
⋅−=
−−=
UUptσ МПа
5,106== tЭКВ σσ МПа
Максимальные напряжения ЭКВσ характерны для внутренней поверхности, по ним и оцениваем прочность корпуса плунжера.
Так как ЭКВσ =106,5 МПа < [σ]= 0,5 ⋅ σТ = 0,5 ⋅ 280 = 140 МПа, то прочность корпуса плунжера обеспечена.

31
Внутреннюю ось плунжера рассчитываем на сжатие:
5,7845,0
5,1242 =
⋅⋅
==π
σОСИ
НСЖ f
Р МПа
Материал оси – сталь 45 (σТ =360 МПа). Коэффициент статической безопасности:
[ ] 217,21,15,78
52,0360min ==
⋅⋅
= σσ SS f
Прочность оси обеспечена.
2. Гидросхемы прессов
Гидросхемы прессов должны обеспечить: холостой ход с большой скоростью; рабочий ход с регулируемой скоростью; выдержку изделия под давлением; плавное па-дение давления в цилиндре до начала обратного хода; раз-грузку насоса во время пауз; обратный ход; возможность регулировать давление.
Время цикла пресса в общем виде определяется:
0ц у x п р в с перT τ τ τ τ τ τ τ τ= + + + + + + + , (2.1)
где τу – время удерживания подвижной траверсы на весу для операций манипуляции заготовок; τх – время холо-стого хода траверсы до контакта бойков с заготовкой; τп – время подъема давления в рабочих цилиндрах; τр – время рабочего хода; τв – время выдержки изделия под давлени-ем; τс – время сброса давления в рабочих цилиндрах; τ0 – время подъема траверсы; τпер – время переключения орга-нов управления.
Скорости движения подвижных траверс современных гидравлических прессов приведены в табл. 2.1.

32
Таблица 2.1 Скорости движения траверс прессов
Скорость хода,
мм/с
Усилие пресса более 5 МН до 5 МН до 20 МН Водяной насосно - аккуму-
ляторный привод Маслонасосный безакку-
муляторный привод Холостого и обратного 100-300 до 500 50-500
Рабочего 30-200 30-200 5-100
2.1. Маслонасосный привод прессов
Схема привода пресса от насоса постоянной произво-дительности без ускоренного холостого хода показана на рис. 2.1 а. В привод входят: фильтр 1, насос 2 постоянной производительности и предохранительный клапан 3. Трех-позиционный золотниковый распределитель 4, имеющий ручное управление, позволяет направлять поданное насо-сом масло к полостям S1 и S2 поршневого цилиндра 5. Ско-рости холостого и рабочего ходов одинаковы. Скорость об-ратного хода поршня значительно больше скорости рабоче-го хода, так как S1 > S2. Эта система, не дающая ускоренно-го холостого хода, применяется в прессах усилием до 0,1-0,15 Мн (10-15 Т) или в прессах, у которых холостой ход мал.
Проходные сечения труб нагнетательных трубопрово-дов устанавливают по допустимой скорости потока масла 3-6 м/сек. Для всасывающих и сливных трубопроводов до-пустимая скорость масла 0,75-1,5 м/сек.

33
Рис. 2.1. Схемы привода пресса от насоса: Схема привода пресса от насоса постоянной произво-
дительности с ускоренным холостым ходом представлена на рис. 2.1 б. Здесь цилиндр 5 снабжен небольшим плунже-ром 6 для ускоренного холостого хода. Площадь S3 намно-го меньше S1. Во время холостого хода насос подает масло в полость S3, полость S1 наполняется рабочей жидкостью через управляемый обратный клапан 9 (наполнительный клапан) из бака 8 самотеком. Когда давление в полости S3 увеличится, включается последовательный клапан 7: масло от насоса поступает в полости S1 и S3, происходит рабочий ход. Во время обратного хода масло из полости S3 возвра-щается в резервуар через распределитель 4. Масло из поло-сти S1 возвращается в бак 8 через клапан 9, который от-крыт вследствие наличия давления в полости S2. Так как в

34
бак 8 подается больше масла, чем забирается, то он снаб-жен сливом излишков масла в резервуар насоса.
Такой привод применяется для горизонтальных прес-сов и прессов небольшого тоннажа.
С увеличением массы подвижных частей возрастаю-щая скорость холостого хода препятствует заполнению цилиндра рабочей жидкостью. Поэтому в систему вводят тормозной клапан 10 (рис. 2.1 в), представляющий собой комбинацию обратного и предохранительного клапанов; последний отрегулирован так, что не пропускает масла при давлении, создаваемом массой подвижных частей и напо-ром масла в наполнительном баке 8. При использовании такого клапана можно удерживать поперечину в любом по-ложении, применяя распределитель 4 с открытым центром.
Чтобы кинетическая энергия, накапливаемая подвиж-ными частями, перемещающимися со скоростью холостого хода, не передавалась в виде ударов заготовке во время ее соприкосновения с ними, надо до этого момента поддержи-вать рабочую скорость.
В системе (см. рис. 2.1 в) клапан 7, регулирующий по-следовательность движения, управляется не давлением, а кулачком. Кулачок крепят к подвижной поперечине. По-лость S1 подключается к питанию от насоса при соприкос-новении кулачка с клапаном 7, при этом скорость подвиж-ной поперечины снижается. До этого момента полость S1 питается маслом через наполнительный клапан 9 из бака 8.

35
2.2. Водяной насосно-безаккумуляторный привод прессов
Гидросхема установки показана на рис. 2.2. Пресс 1
служит для создания усилия при обработке давлением, наполнительный клапан 2 обеспечивает питание пресса ра-бочей жидкостью низкого давления при холостом ходе и во время рабочего хода отсекает наполнительный бак от маги-страли высокого давления. Сервопривод 3 наполнительного клапана автоматически его поднимает, обеспечивая возврат жидкости из рабочего цилиндра в наполнительный бак 4 при обратном ходе подвижной траверсы. Наполнительный бак обеспечивает подачу жидкости в плунжерный насос 8, давление воздуха в баке – 0,4÷0,8 МПа. Привод трехплун-жерного насоса от кривошипно-шатунного механизма 9. Подача жидкости высокого давления от насоса произво-дится через автомат разгрузки 5, который снабжен предо-хранительным клапаном 6. Управление работой пресса производится клапанами А, В и С коробки 10. Открытие или закрытие клапанов осуществляется вручную поворотом рукоятки 11. Диаграмма открытия клапанов приведена на рис. 2.2 б: по вертикали отложен ход клапана над седлом, по горизонтали – угол поворота вала распределителя.
В положении I (рабочий ход) открыты клапаны А и В. Жидкость от насоса поступает через клапан В и верхнюю часть наполнительного клапана 2 в рабочий цилиндр. Из возвратных цилиндров жидкость вытесняется через откры-тые клапаны А и В в рабочий цилиндр пресса. Наполни-тельный клапан закрыт, рабочий цилиндр отключен от сети низкого давления.

36
Рис. 2.2. Принципиальная гидросхема управления прессом с водяным насос-
ным приводом (а) и диаграмма открытия клапанов (б): 1 – пресс; 2 – наполнительный клапан; 3 – сервопривод клапана; 4 – наполни-тельный бак; 5 – автомат разгрузки пресса; 6 – клапан предохранительный; 7 – клапаны насоса; 8 – насос плунжерный; 9 – привод насоса; 10 – коробка кла-
панная (А, В, С – клапаны коробки).
В положении II (холостой ход) открыты клапаны А, В и С. Жидкость от насоса подается к распределительной ко-робке и снова поступает на линию всасывания. Сервопри-вод поднимает наполнительный клапан, соединяя рабочий цилиндр с наполнительным баком. Из возвратных цилин-дров через клапан А жидкость под воздействием массы подвижных частей и давления жидкости из наполнительно-го бака на рабочий плунжер вытесняется в наполнительный бак.
В положении III (стоп) закрыт клапан А, т.е. жид-кость заперта в возвратных цилиндрах, подвижная траверса удерживается на весу.
В положении IV (обратный ход) открыт клапан С, приподнят клапан А. Рабочая жидкость от насоса подается в возвратные цилиндры, рабочий цилиндр через наполни-

37
тельный клапан соединяется с наполнительным баком. Жидкость из рабочего цилиндра вытесняется в наполни-тельный бак при движении подвижной траверсы вверх.
2.3. Водяной насосно-аккумуляторный привод Гидросхема установки показана на рис. 2.3. Схема
обеспечивает работу пресса как от сети высокого давления (мультипликатора 5 и аккумулятора 6, 7), так и от сети низ-кого давления (наполнительного бака 4, наполнительного клапана 2). Мультипликатор предназначен для повышения жидкости в гидросистеме, аккумулятор (беспоршневой) накапливает напорную жидкость, подаваемую насосами в период пауз в работе пресса и отдает ему в рабочие перио-ды. Аккумулятор состоит из гидравлических и воздушных баллонов. Давление воздуха в воздушных баллонах под-держивается компрессором 8. Насосный бак 9 обеспечивает питание насосов жидкостью и забирает избыток ее из бака наполнения. Насос 10 – трехплунжерный высокого давле-ния (20 или 32 МПа).
Система обеспечивает: - рабочий ход, давление жидкости от мультипликато-
ра; - рабочий ход, давление жидкости от аккумулятора; - холостой ход подвижной траверсы вниз; - обратный ход подвижной траверсы вверх; - удержание траверсы на весу. Диаграмма открытия клапанов приведена на
рис. 2.3 б. В положении I (рабочий ход, давление от мультипли-
катора) открыты клапаны F, С, D, A. Жидкость поступает в мультипликатор и через верхнюю полость наполнительно-го клапана 2 в рабочий цилиндр. Из возвратных цилиндров жидкость сливается через клапан А.

38
Рис. 2.3. Принципиальная гидросхема управления прессом с насосно-аккумуляторным приводом (а) и диаграмма открытия клапанов (б):
1 – пресс; 2 – наполнительный клапан; 3 – сервопривод клапана наполнения; 4 – наполнительный бак; 5 – мультипликатор; 6 – гидравлический бак аккуму-
лятора; 7 – воздушные баки; 8 – компрессор; 9 – бак насосный; 10 – насос плунжерный; 11 – кривошипно-шатунный привод плунжеров; 12 – коробка
клапанная; 13 – рукоятка управления клапанами (А, В, С, D, E, F, G – клапаны). В положении II (рабочий ход, давление от аккумуля-
тора) открыты клапаны А, С, D. Жидкость в рабочий ци-линдр поступает от аккумулятора, из возвратных цилин-дров сливается через клапан А.
В положении III (холостой ход вниз) открыт клапан А, сервопривод поднимает клапан, соединяя наполнительный клапан с наполнительным баком, жидкость из возвратных цилиндров сливается через клапан А, траверса опускается под собственным весом.
В положении IV (удержание на весу) закрыт клапан А, запирается жидкость в возвратных цилиндрах.

39
В положении V (обратный ход вверх) открыты клапа-ны В, Е и G. Сервопривод открывает наполнительный кла-пан. Жидкость высокого давления поступает в возвратные цилиндры. Из рабочих цилиндров через клапан Е жидкость сливается в наполнительный бак. Траверса поднимается.
2.4. Гидравлическая схема трехцилиндрового
ковочного пресса
Принципиальная схема управления ковочного пресса усилием 20 МН с тремя рабочими цилиндрами приведена на рис. 2.4. Схема обеспечивает:
I – нормальную ковку (ход приближения – питание от наполнительного бака, рабочий ход – питание от насосно-аккумуляторной станции);
II – проглаживание (питание всех цилиндров от насосно-аккумуляторной станции, возвратные цилиндры находятся под постоянным давлением);
III – работу под действием рабочей жидкости от наполнительного бака и массы подвижных частей. Режим нормальной ковки устанавливается оператором пе-реводом переключателя режимов 25 в положение, при ко-тором обе полости цилиндра поршня-ограничителя 21 со-единены со сливом. Поршень 21 занимает положение, по-казанное на рис. 2.4. Рукояткой управления 8 через усили-тель 10 поднимаются клапаны 2 и 14. Жидкость из напол-нительного бака поступает в рабочие цилиндры. Подвиж-ная траверса под давлением наполнительного бака (р = 0,4÷0,6 МПа) и собственным весом опускается, вытесняя жидкость из возвратных цилиндров. Последняя через кла-пан 14 подается в рабочие цилиндры. Кроме того, ее давле-ние удерживает поршень цилиндра 19. При соприкоснове-нии бойка с поковкой давление в линии возвратных цилин-дров снижается до давления в наполнительном баке 18, и

40
плунжер цилиндра 19 под действием пружины опускается вместе с золотником 20. Поршень сервоцилиндра 17 от-крывает доступ жидкости высокого давления в цилиндры пресса. Начинается рабочий ход пресса. В зависимости от положения поршня 12 работает средний или все три рабо-чих цилиндра.
Рис. 2.4. Принципиальная гидросхема управления трехцилиндровым ковочным прессом.
Для получения режима проглаживания переключатель
25 устанавливается в положение, при котором масло от насосной установки 23 подается в верхнюю полость ци-линдра поршня-ограничителя 21, а нижняя полость его со-единяется со сливом. Сервопривод 17 держит постоянно открытым клапан 16. Жидкость высокого давления подает-ся в рабочие и возвратные цилиндры. При этом возвратные цилиндры находятся под постоянным давлением, а рабочие управляются рукояткой 8 через усилитель 10 и вал 22.

41
При работе под действием жидкости из наполнитель-ного бака 18 и массы подвижных частей переключатель режимов 25 направляет масло от насосной установки 23 в нижнюю полость поршня 21, а верхнюю полость его со-единяет со сливом. Золотник 20 находится в верхнем поло-жении, сервопривод 17 отключен. Управление прессом производится оператором поворотом рукоятки 8.
Оперативное управление перемещением подвижной траверсы осуществляется рукояткой 8, дифференциальным механизмом 6 и тросиком обратной связи 7. При непо-движной рукоятке 8 коромысловый вал 22 находится в го-ризонтальном положении, клапаны распределителя 11 за-крыты. Жидкость в возвратных цилиндрах заперта, ползун удерживается на весу.
Оператор поворачивает рукоятку 8 по часовой стрел-ке. Через коническую передачу это движение передается водилу конического дифференциала 6. Коническая шестер-ня дифференциала обкатывается относительно неподвиж-ной левой конички (мгновенный центр скоростей) и пово-рачивает правую коничку. Это движение передается пор-шеньку усилителя 10 (сервомотора). Шток усилителя 10 поворачивает коромысловый вал 22 против часовой стрел-ки. Клапан 14 поднимается, соединяя возвратные цилиндры с рабочими. Поднимаются клапаны 2 коробки 1. Жидкость из наполнительного бака 18 подается в рабочие цилиндры. Подвижная траверса опускается. Тросик 7 поворачивает левую шестерню конического дифференциала в направле-нии поворота водила от рукоятки 8. Коническая шестерня водила поворачивается относительно его оси, вращая пра-вую шестерню в направлении, противоположном первона-чальному. Усилитель 10 реверсируется, коромысловый вал 22 возвращается в первоначальное горизонтальное положе-ние. Клапан 14 закроется, жидкость в возвратных цилин-драх запирается, подвижная траверса останавливается. При

42
повороте рукоятки 8 в противоположном направлении все движения повторяются в точности наоборот. Рабочий ход подвижной траверсы происходит почти в полной аналогии с холостым ходом, описанным выше, с той разницей, что используется жидкость высокого давления от насосно-аккумуляторной станции (р = 32 МПа). В этом случае от-крывается клапан 16 сервоприводом 17 (см. выше).
2.5. Гидравлическая схема управления ковочным
прессом усилием 40 МН
Гидросхема приведена на рис. 2.5. Она предусматри-вает работу пресса от сети высокого давления (р = 20 МПа) и от сети низкого давления (р = 0,4÷0,6 МПа). Рабочая жидкость – вода. Сеть высокого давления включает насос-но-аккумуляторную станцию (НАС), распределительные коробки с клапанами, трубопроводы ∅114х14.
Сеть низкого давления состоит из наполнительного бака, наполнительных клапанов, трубопроводов ∅ 325 х 12,5, ∅273х8,0. Наполнительные клапаны отсекают жид-кость сети высокого давления от сети низкого давления. Для этого они снабжены внутренними поршнями. Поршень клапана крайних цилиндров постоянно находится под вы-соким давлением, обеспечивая постоянную связь рабочих цилиндров с сетью низкого давления. Поршень наполни-тельного клапана среднего цилиндра управляется клапана-ми 7 и 8 вспомогательной коробки.

43
Рис. 2.5. Гидравлическая схема ковочного пресса усилием 40 МН.
При открытии клапана 8 поршень поднимается, рабо-чий цилиндр соединяется с сетью низкого давления, при открытии клапана 7 поршень опускается, отсекая средний цилиндр от сети низкого давления. Управление гидропри-водами перемещения инструментального стола и выталки-вателя производится распределителями Р1 и Р2. Открытие или закрытие клапанов Р1 и Р2 осуществляется поворотом рукоятки вручную, используется жидкость высокого дав-ления.
Для управления рабочими и возвратными цилиндрами при рабочих ходах служат распределительные коробки с клапанами. Последние снабжены сервоприводами, опера-тивное их управление выполняется рукояткой через гидро-усилитель и поворотный вал. Сервопривода клапанов свя-заны золотниковыми распределителями 9-13 с двумя зо-лотниками 14 и 15. Золотник 14 трехходовой, определяет выбор ступеней работы пресса:

44
первая ступень (усилие 13,5 Мн) – включается сред-ний цилиндр;
вторая ступень (усилие 27 Мн) – включаются два крайних цилиндра;
третья ступень (усилие 40 МН) – включаются все три цилиндра.
Золотник 15 позволяет выбрать режимы работы прес-са (рабочий ход, холостой ход вниз, подъем подвижной траверсы). Холостой ход вниз производится при выпуске жидкости из возвратных цилиндров, подъем траверсы – при подаче жидкости высокого давления в возвратные цилин-дры. При этом рабочие цилиндры в обоих случаях соеди-нены с сетью низкого давления.
Главная распределительная коробка имеет две каме-ры, два выпускных клапана (3 и 5) и два сливных клапана (4 и 6). При открытии клапана 3 рабочая жидкость подается в средний цилиндр, при открытии клапана 5 – в боковые цилиндры. При открытии клапанов 4 и 6 происходит слив жидкости из рабочих цилиндров. При открытии клапана 2 жидкость высокого давления подается в возвратные цилин-дры, при открытии клапана 1 жидкость из возвратных ци-линдров поступает в сеть низкого давления.
Питание всех золотниковых распределителей и серво-приводов осуществляется от маслостанции с рабочим дав-лением 5 МПа. Применение в качестве рабочей среды ми-нерального масла вызвано тем, что последнее не вызывает коррозии золотников. Наполнительный бак оборудован пе-реливным клапаном, предохранительными клапанами, ука-зателем уровня. Для предохранения гидросистемы от пере-грузок и резкого колебания давления в гидросхеме исполь-зуется гидрокомпенсатор, который работает от автоматиче-ского компенсатора. Рассмотрим работу схемы при различ-ных режимах.
45
Холостой ход (вверх или вниз) Кран управления (золотник 14) может занимать лю-
бую из трех позиций. Золотник 15 устанавливается в поло-жение «холостой ход». Масло через золотник 15 поступает к правому торцу золотника 13 и к левым торцам золотни-ков 10 и 11. Поршень золотника 13 смещается влево, поршни золотников 10 и 11 – вправо. Масло от управляю-щей системы через золотник 10 поступает к сервоприводам клапанов 1 и 8. Клапан 8 открывается. Поршень наполни-тельного клапана среднего рабочего цилиндра поднимает-ся, соединяя средний цилиндр с системой низкого давле-ния. Сервопривода клапанов 1, 3 и 5 соединяются со сли-вом. При перемещении рукоятки управления вверх через гидроусилитель поворачивается коромысловый вал и через толкатели откроются клапаны 2, 4 и 6. Возвратные цилин-дры соединяются с сетью высокого давления, рабочие ци-линдры – со сливом. Подвижная траверса поднимается. При перемещении рукоятки управления вниз откроется клапан 1 и закроются клапаны 2, 4, 6. Возвратные цилин-дры соединятся со сливом. Рабочие цилиндры через напол-нительные клапаны соединены с ретурными цилиндрами. Траверса подвижная, опускается под собственным весом и давлением жидкости от наполнительного бака.
Рабочий ход Кран управления 14 устанавливается в любое из трех
положений (в зависимости от требуемого максимального усилия ковки), кран управления 15 – в положение «ковка». Рукояткой открывается клапан 1 (см. холостой ход вниз). Траверса опускается. Давлением жидкости возвратных ци-линдров поршни золотников 9 и 12 смещены вправо, кла-паны 3 и 5 закрыты. При касании бойков с поковкой давле-ние в возвратных цилиндрах падает до нуля. Масло из си-стемы управления через кран 14 поступает в правые поло-сти золотников 9 и 12, смещая поршни влево. Масло через

46
открытые полости золотников 9 и 12 поступает к золотни-кам 11 и 13 и далее к сервоприводам клапанов 3 и 5. По-следние открываются, вода высокого давления подается в рабочие цилиндры. При этом поршни наполнительных кла-панов опускаются, отсекая поступление воды из сети низ-кого давления. Дальнейшее управление перемещениями подвижной траверсы выполняется в ручном режиме руко-яткой, как и в случае холостых ходов.
2.6. Гидравлическая схема управления ковочным
прессом усилием 12,5 МН
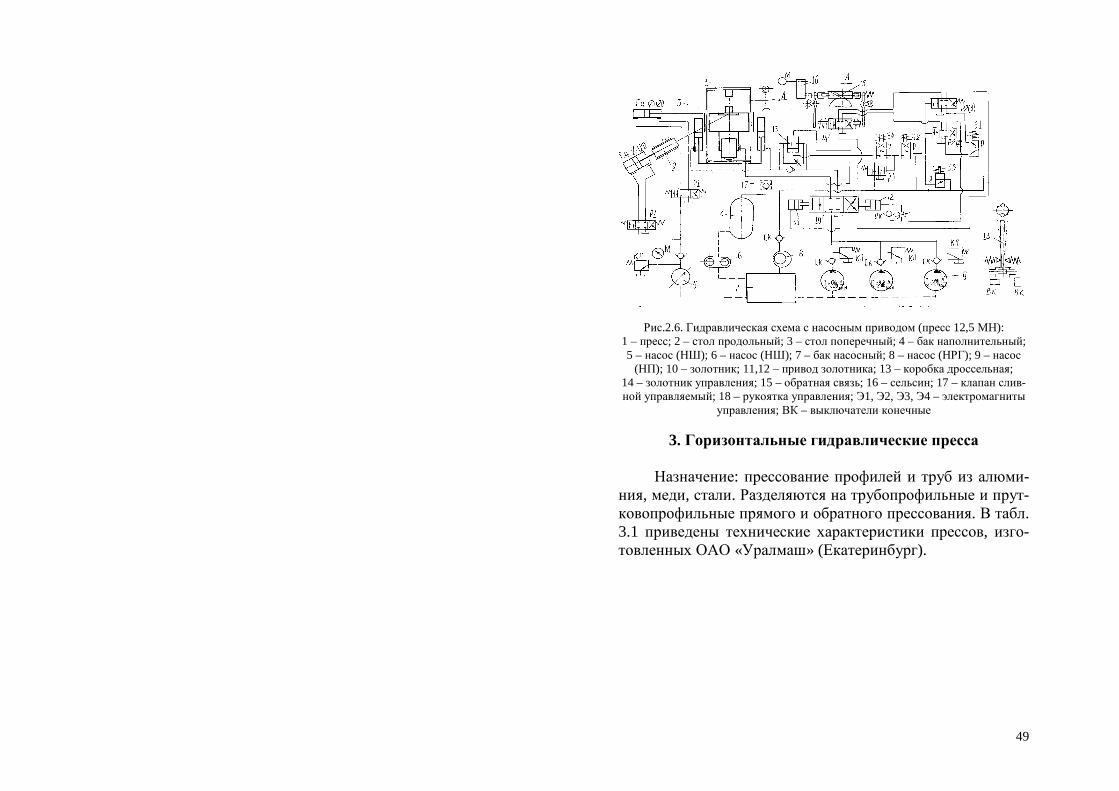
Гидросхема приведена на рис. 2.6. Пресс выполнен по схеме Б с подвижной силовой станиной. Перемещение по-следней производится как от сети высокого давления (р = 32 МПа), так и от сети низкого давления (р = 0,4÷0,6 МПа). Рабочая жидкость – минеральное мало. Сеть низкого дав-ления включает наполнительный бак 4, насосный бак 7, сливной управляемый клапан 17. Сеть высокого давления – насосы поршневые 9, обратные и предохранительные кла-паны, золотник пресса 10, дроссельную коробку 13. Золот-ник пресса 10 переключается от правого 12 или левого 11 поршневых гидроприводов. Назначение золотника – пере-ключение подачи масла в рабочий или возвратные цилин-дры при ковке металла. Так как в линии возвратных цилин-дров имеется обратный клапан, то при перемещении стани-ны вниз масло из возвратных цилиндров проходит через дроссельную коробку 13. При этом регулируется скорость перемещения бойков при ковке. Работа золотника 10 кон-тролируется золотниковыми распределителями Р2, которые управляются электромагнитами Э1 и Э3. Распределитель Р3 определяет работу сливного клапана 17. Золотник управления 14 обеспечивает работу пресса при полуавто-матическом управлении. Электромагнитами Э1–Э4 выби-
47
рают систему управления: ручное, полуавтоматическое, автоматическое или программное. Оперативное ручное управление производится рукояткой 18 с использованием релейно-контакторной схемы (выключатели конечные ВК). Команды подаются на электромагниты Э1–Э4. Для полуав-томатического управления используется электромеханиче-ская обратная связь 15. Она включает реечное зацепление (рейка крепится на станине пресса), винтовую передачу, сельсин-датчик 16 с электроприводом, двухплечие рычаги. Последние перемещают поршень золотника управления 14. Питание золотниковых распределителей – от автономной масляной станции давлением 5 МПа с подачей масла ради-ально-поршневым насосом 8.
Управление поршневыми гидроприводами перемеще-ния продольного и поперечного столов пресса производит-ся золотниковыми распределителями Р1.
Питание гидроприводов – от автономной гидросисте-мы, включающей аксиально-поршневой насос 5, гидроап-паратуру контроля давления. Рабочее давление системы – 10 МПа, управление – ручное.
Гидросхема позволяет производить работу пресса в следующих режимах: холостой ход (вниз); ускоренный хо-лостой ход (вверх); удержание станины на весу; рабочий ход (операции ковки металла).
Холостой ход Включены электромагниты Э2 и Э4. Масло подается в
правую полость золотника Р3, смещая поршень влево. При этом из системы управления через Р3 масло поступает в клапан 17, который открывает поступление жидкости из наполнительного бака. Электромагнит Э4 открывает до-ступ жидкости в золотник дроссельной коробки. Рабочая жидкость из возвратных цилиндров сливается через дрос-сельную коробку в насосный бак. Станина опускается под
48
собственным весом и давлением жидкости наполнительно-го бака.
Ускоренный холостой ход Включены электромагниты Э1 и Э2. Масло из систе-
мы управления поступает в золотниковый распределитель Р2 (2) и далее в привод 12. Поршень золотника 10 смещает-ся влево, открывая доступ рабочей жидкости высокого дав-ления в возвратные цилиндры. Одновременно из рабочего цилиндра жидкость через клапан 17 сливается в наполни-тельный бак 4 и через золотник 10 в насосный бак 7. Ста-нина поднимается.
Удержание станины на весу Закрыт выход рабочей жидкости из возвратных ци-
линдров (выключены Э1, Э4 и Э2). Клапан 17 закрывает слив жидкости из рабочих цилиндров в наполнительный бак.
Рабочий ход При ручном управлении включены Э1 и Э4, при полу-
автоматическом – Э3 и Э4. В первом случае при вращении рукоятки 18 по часовой стрелке включается Р2 (1) и масло из системы управления подается в привод 11, смещая пор-шень золотника вправо. Рабочая жидкость подается в рабо-чий цилиндр и сливается через дроссельную коробку из возвратных цилиндров. При вращении рукоятки 18 против часовой стрелки включается Р2 (2) и масло подается в при-вод 12, смещая поршень золотника 10 влево. Рабочая жид-кость подается в возвратные цилиндры и сливается из ра-бочих.
При полуавтоматическом режиме электромагнитом Э3 распределители Р2 отключаются, и гидросистема управляется золотником 14.
При автоматическом или программном управлении команды на Э1 поступают от программного устройства, например, от ЭВМ.
49
Рис.2.6. Гидравлическая схема с насосным приводом (пресс 12,5 МН): 1 – пресс; 2 – стол продольный; 3 – стол поперечный; 4 – бак наполнительный; 5 – насос (НШ); 6 – насос (НШ); 7 – бак насосный; 8 – насос (НРГ); 9 – насос
(НП); 10 – золотник; 11,12 – привод золотника; 13 – коробка дроссельная; 14 – золотник управления; 15 – обратная связь; 16 – сельсин; 17 – клапан слив-ной управляемый; 18 – рукоятка управления; Э1, Э2, Э3, Э4 – электромагниты
управления; ВК – выключатели конечные
3. Горизонтальные гидравлические пресса
Назначение: прессование профилей и труб из алюми-ния, меди, стали. Разделяются на трубопрофильные и прут-ковопрофильные прямого и обратного прессования. В табл. 3.1 приведены технические характеристики прессов, изго-товленных ОАО «Уралмаш» (Екатеринбург).

50
Таблица 3.1 Технические характеристики горизонтальных трубо-профильных и прутковопрофильных гидропрессов
Мод
ель
Усилие, тс Ход, мм
Чис
ло кол
онн
Дли
на
конт
ейне
ра в
мм
Диа
метр
вту
лки
конт
ейне
ра в
мм
Рабо
чее да
влен
ие
жид
кост
и в кгс/см
2
Дли
на пре
сса в мм
Общ
ая м
асса
ус
тано
вки в т
глав
ного
пл
унжер
а
прош
ивно
го
устр
ойст
ва
глав
ного
пл
унжер
а
прош
ивно
го
устр
ойст
ва
1600 1600 - 1820 - 4 750 200 320 25 000 165 3000 3000 - 1320 - 4 1000 305 320 33 700 350 3500 3500 400 2100 1100 4 1000 420 320 44 200 400 3500 3500 500 2100 1100 4 1000 420 320 44 200 420 5000 5000 - 1520 - 4 1200 500 320 42 100 426
12000 5000+7000=12000 5000 2350 4000 4 2000 800 320 72 150 1650
20000 7000+13000=20000 7000 2550 4750 4 2100 1100 320 87 000 3200
8000 3000+5000= =8000 3000 3050 4570 4 1500 650 320 69 750 1725
4000 3300+700= 4000 700 2450 1130 Рам-
ный 1000 370 320 50 000 850
6000 4800+1200= =6000 1200 2650 1330 « 1200 420 320 58 000 1250
3.1. Конструктивные схемы
Принципиальная конструктивная схема горизонталь-
ного трубопрофильного пресса для прямого прессования приведена на рис. 3.1. Пресс состоит из рамы с передней 1 и задней 2 поперечинами. связанными между собой колон-нами.
Рис. 3.1. Конструктивная схема горизонтального трубопрофильного пресса для прямого прессования.

51
На переднюю поперечину через затвор 8 опирается мундштук 4 с примыкающим к нему контейнером 5. В зад-ней поперечине смонтированы гидравлические цилиндры для перемещения пресс-штемпеля (главный и возвратные). Мундштук с матрицедержателем и матрицей для отделения пресс-остатка, а также для смены матрицы и подачи изде-лия к отрезным устройствам выводятся из поперечины гид-равлическими цилиндрами 6, смонтированными в раме приемного стола 7. Для вывода мундштука из пресса по окончании прессования затвор поднимается вверх с помо-щью гидравлического цилиндра 9.
Поскольку затвор нагружается значительными усили-ями, он опирается на поперечину через плиту, изготовлен-ную из сталей повышенной прочности. Такая конструкция прессов называется мундштучной. При клиновом распоре матрицы в старых конструкциях контейнер наглухо при-крепляли к поперечине – выполняли неподвижным. В со-временных конструкциях контейнер изготовляют переме-щающимся гидравлическими цилиндрами, с помощью ко-торых осуществляется и прижим контейнера к матрице с усилием, исключающим наличие зазора между ними. В этом случае нет необходимости затвор выполнять клино-вым, так как перед его подъемом контейнер отодвигается.
Некоторые современные конструкции прессов строят без выдвигающегося мундштука с поворотными или пере-мещающимися возвратно-поступательно матрицедержате-лями, в которых монтируют матрицы. Отрезка пресс-изделия в этом случае осуществляется внутри пресса – пе-ред матрицей или за ней. Такое исполнение прессов обес-печивает наиболее короткий цикл прессования.
Загрузка слитков в контейнер в большинстве случаев осуществляется заталкиванием с помощью пресс-штемпеля, при этом слиток размещается между контейне-ром и пресс-штемпелем и последний делает общий ход,

52
равный приблизительно двум длинам загружаемого слитка. Имеются прессы (одноходовые), в которых контейнер пе-ред загрузкой надвигается на пресс-штемпель, в освобо-дившееся пространство подается слиток, на который затем надвигается контейнер.
Отрезка изделия от пресс-остатка в зависимости от сортамента и материала изделия осуществляется пилой 10 или ножницами 11.
3.2. Конструктивные решения основных узлов прессов
Колонны, поперечины передняя и задняя Силовой замкнутый контур прессов образуют перед-
няя и задняя поперечины, соединенные колоннами или ра-мами. Рамная конструкция имеет ряд преимуществ перед колонной. Рама представляет собой монолитную конструк-цию, тогда как соединение колонны с поперечинами требу-ет строгой подгонки сопрягаемых поверхностей, силовой затяжки гаек, постоянного контроля и периодической пере-затяжки. Резьбовое соединение колонн является наиболее слабым местом, по которому происходит разрушение. В рамной конструкции нет этого недостатка, переход от стойки к ригелю осуществляется по цилиндрической по-верхности с большим радиусом. В последнее время заметно увеличилось количество прессов, которые имеют рамные станины, а также плоские колонны, выполненные из ката-ных плит. Данные элементы имеют лучшую структуру ме-талла, чем кованные колонны (диаметр которых доходит до 1 м).
Поперечины задняя и передняя являются одними из наиболее нагруженных узлов прессов. Их выполняют мо-нолитными литыми из стали 45Л с многочисленными по-перечными и продольными ребрами. Для тяжелых прессов

53
(Рн ≥ 200 МН) их выполняют составными, стянутыми попе-речными шпильками.
Рабочие и возвратные цилиндры Рабочие цилиндры изготавливают плунжерными,
смену манжет и деталей уплотнения производят без раз-борки всего цилиндра. Длину плунжера и цилиндра выби-рают таким образом, чтобы заменять их можно было без разборки пресса. Корпуса цилиндров выполняют сварно-коваными из стали 25ГС (σвр = 500 МПа, σт = 280 МПа): раздельное выполнение обечайки цилиндра и днища упро-щает ковку обеих частей. Плунжера изготавливают из двух частей, соединенных электрошлаковой сваркой. Обечайка плунжера пустотелая с наплавленной электродами из стали 2Х13 рабочей поверхностью (твердость наружной поверх-ности НRс 38÷48). При этом значительно уменьшается из-нос уплотнений рабочего цилиндра.
Возвратные цилиндры изготавливают поршневыми, но с удлиненной рабочей поверхностью поршня (уплотне-ния устанавливают в корпусе цилиндра).
Прошивные устройства Прошивные устройства прессов имеют различное
расположение прошивных цилиндров: боковое, горизон-тальное, центральное (по оси пресса), встроенное в плун-жер главного рабочего цилиндра. Последнее эффективно при прессовании изделий из заготовок (слитков) с отвер-стиями: игле не приходится преодолевать большое усилие прошивки. При этом трубы получают с минимальной раз-нотолщинностью. Недостаток данного конструктивного решения: сложный подвод жидкости высокого давления, невозможность производить прессование с подвижной управляемой по программе иглой.
В состав прошивных устройств входит игла с меха-низмами центрирования и регулировки вылета, рабочих и возвратных цилиндров, подвижных поперечин, тяг. Игла

54
крепится в иглодержателе и центруется подвижной втулкой в расточке пресс-штемпеля.
Подвижные поперечины Они предназначены для размещения прессующего ин-
струмента, поддержания плунжера рабочего цилиндра от провисания при ходе вперед и передачи усилия от рабочего цилиндра на прессуемый слиток. Они выполняются моно-литными или составными, имеют устройства для регули-ровки и фиксации пресс-штемпеля, опорные башмаки, узел крепления с плунжером главного цилиндра. Опорными башмаками подвижная поперечина фиксируется в направ-ляющих пресса, чем исключается провисание подвижной прессующей системы.
Контейнеры и контейнеродержатели Контейнеры, как правило, выполняются составными
из внутренней, промежуточной втулки и корпуса. Соедине-ния выполняются с натягом. Напряжения прессования во внутренней втулке достигают 800-900 МПа, температура контейнеров искусственно поддерживается до 500-550 0С. В связи с этим для втулок применяют жаростойкие и жаро-прочные стали (3Х2Н2МВФ). Температуру контейнеров выдерживают плоскими индукторами, размещаемыми в расточках. Материал корпусов контейнеров – стали 5ХНВ, 5ХНМ, 38Х2Н3М. Контейнеры устанавливаются в контей-неродержателе на шпонках, при установке необходимо вы-держивать радиальный зазор для компенсации температур-ных изменений размеров.
Конструктивно контейнеродержатели подразделяются на разъемные и цельные. Разъемные применяются для прессов усилием свыше 40 МН. Они состоят из литого кор-пуса и крышки, соединяемых откидными болтами. Корпус снабжен башмаками, опирающимися на наклонные направ-ляющие станины пресса и цилиндрические расточки для тяг. Тягами и вспомогательными траверсами контейнеро-

55
держатель соединяется с плунжерными гидроцилиндрами осевого перемещения контейнера. Гидроцилиндры крепят-ся в передней или в задней поперечинах. Контейнеродер-жатели цельного типа имеют кованый или литой корпус с центральной расточкой для контейнера. Корпус снабжен опорными башмаками и расточками для тяг.
Механизмы отрезки и удаления пресс-остатка, смены матриц
Отрезку пресс-остатка производят маятниковыми и салазковыми пилами, которые устанавливаются на задней поперечине. Вращение пил от электроприводов, подача – гидроприводами. Удаляют пресс-остатки из пресса вместе с пресс-шайбами, разделяют на пресс-ножницах.
По способу установки матриц пресса разделяются на две группы: с матрицей в мундштуке и с матрицей в попе-речно перемещающемся или поворотном матрицедержате-ле. Пресса для прессования алюминия и его слитков вы-полняют с выдвижным вдоль оси пресса мундштуком. Кон-тейнер в этом случае может быть подвижным или непо-движным. При неподвижном контейнере прижим матрицы к нему осуществляется клиновым затвором. Мундштуки выполнены в виде цилиндрических салазок с гидроприво-дом осевого перемещения и конической расточкой для мат-рицедержателя. При прессовании труднодеформируемых сплавов (медные сплавы, стали) с высокими температурами нагрева необходима смена матриц с их охлаждением. Мат-рицедержатели выполняются поворотными (револьверны-ми) или с поперечным возвратно-поступательным движе-нием в направляющих передней поперечины. Конструк-тивно эти матрицедержатели выполняются двух- или четы-рехпозиционными.
Механизмы подачи заготовок Комплекс механизмов состоит из транспортных роль-
гангов и тележки перемещения нагретых заготовок, прием-
56
ного стола, толкателя и механизма подачи на ось контейне-ра. На приемном столе может находиться стеклосмазка в виде порошка. Механизм подачи выполнен в виде коробча-того ползуна с гидроприводом и откидным передним упо-ром. Откидной упор работает от пневмоцилиндра. Задача заготовок происходит надвиганием контейнера на высту-пающую его часть (на длину 2/3) или пресс-штемпелем главного цилиндра.
Вспомогательные механизмы К ним относятся: - ограничитель перемещения подвижной поперечины
(предотвращает поломку пресс-штемпеля); - механизмы для чистки внутренней втулки контейне-
ра; - механизмы для смазки игл и внутренней втулки
контейнера; - тянущие устройства для перемещения изделий; - ножницы или пилы резки изделий на мерные длины.
3.3. Привод и управление прессами
Гидравлическая система прессовой установки состоит
из цилиндров (число которых обусловливается мощностью и назначением пресса), органами управления гидравличе-скими цилиндрами пресса (водораспределителей), трубо-провода с необходимыми клапанами и арматурой, напол-нительной системы и насосной или насосно-аккумуляторной станции, питающей пресс. Наполнитель-ная система низкого давления используется для питания жидкостью рабочих цилиндров во время холостого хода, т.е. хода приближения пресс-штемпеля к слитку. В этот пе-риод работы пресса усилие на пресс-штемпеле отсутствует.
Давление в наполнительной системе выбирают таким, чтобы усилие рабочих плунжеров преодолевало все сопро-

57
тивления движению поперечины и обеспечивало заданную ей скорость.
При рабочем и возвратном ходах пресса питание ци-линдров осуществляют непосредственно от насосов или от насосно-аккумуляторной станции.
При приводе от насоса без аккумулятора жидкости высокого давления скорости плунжеров соответствуют по-даче насосов, а усилие пресса соответствует суммарному давлению жидкости, действующей на плунжер. При таком приводе, как правило, применяют работающие на мине-ральном масле ротационные насосы на давление 20-30 МПа с радиальным или аксиальным расположением плунжеров. Скорости масла в трубопроводах во избежание потери напора принимаются низкими (4-6 м/сек).
Прессы с насосным безаккумуляторным приводом имеют высокий КПД (0,6-0,8). При этом приводе легко осуществить автоматический контроль за аппаратурой и автоматизировать технологический процесс с использова-нием программ для прессования однотипных изделий. Гид-равлическая система находится под давлением только в процессе прессования, что облегчает эксплуатацию прес-сов. Благодаря относительно небольшим размерам привод может быть размещен на станине пресса. Наряду с указан-ными преимуществами привод без аккумулятора имеет тот недостаток, что мощность насосов выбирается по макси-мальной производительности пресса.
Насосно-аккумуляторные станции используют для привода мощных быстроходных прессов. Они состоят из аккумулятора жидкости, насосов, компрессора, аппаратов управления, трубопровода и арматуры, панели управления.
Аккумулятор запасает жидкость высокого давления во время пауз в работе прессов и в периоды пониженного рас-хода жидкости и отдает ее в моменты, когда потребление жидкости прессами превосходит подачу насосов. Аккуму-

58
лирование жидкости высокого давления создается за счет сжатия воздуха, предварительно закачиваемого в баллоны компрессором, установленным на станции.
Наличие в гидравлической системе пресса аккумуля-тора позволяет расходовать большое количество жидкости в относительно короткое время, и, следовательно, работа пресса может быть выполнена с высокими скоростями ра-бочих ходов. Скорости рабочего хода прессов с насосно-аккумуляторным приводом достигают 500 мм/с.
Наличие аккумулятора в гидравлической системе ме-няет принципиальную характеристику привода. В прессах с аккумулятором скорость движения плунжера зависит от преодолеваемого им сопротивления. Количество энергии, потребляемой прессом за рабочий ход, зависит от величи-ны хода и не зависит от характера изменения сопротивле-ния, так как пресс потребляет жидкость практически посто-янного от аккумулятора давления.
КПД. прессов с аккумулятором с учетом потерь на трение жидкости в трубопроводе и в органах управления во много раз ниже КПД. пресса с безаккумуляторным насос-ным приводом, и значение его тем меньше, чем меньшее сопротивление преодолевает подвижная поперечина прес-са. Когда нагрузка отсутствует, вся энергия, отдаваемая ак-кумулятором, расходуется на преодоление сопротивления жидкости в трубопроводе. При отсутствии сопротивления движению поперечины скорость установившегося движе-ния в трубопроводе может возрасти, так что в результате при резком торможении потока в системе возникает гид-равлический удар большой силы. Поэтому трубопроводы прессов с аккумулятором проектируют с завышенным гид-равлическим сопротивлением. Потеря энергии на деформа-цию системы (жидкости, станины) при насосно-аккумуляторном приводе вдвое больше по сравнению с по-терями при безаккумуляторном насосном приводе.
59
Скорости плунжеров цилиндров, питаемых от насос-но-аккумуляторной станции, можно регулировать только изменением сопротивления в линии аккумулятор – пресс, т.е. дросселированием рабочего потока жидкости, которое осуществляется открытием клапанов высокого давления водораспределителя.
Постоянное давление жидкости у распределителя тре-бует хорошей притирки клапанов. Золотниковые распреде-лители при этом приводе применяют очень редко и только при небольших проходных сечениях.
Вследствие высокого давления жидкости в полостях распределителя над клапанами требуются большие усилия для их открытия. Дросселирование потока рабочей жидко-сти клапанами вызывает быстрый их износ, и поэтому кла-паны и их седла изготовляют из высококачественных не-ржавеющих материалов (сталей или бронз).
Насосно-аккумуляторные станции (НАС) применяют для единичных и для групповых прессовых установок и строят на давления до 32 МПа. В НАС применяют главным образом плунжерные кривошипные насосы, в качестве ра-бочей жидкости применяется эмульсия (вода с раствором в ней 2-3% эмульсола).
3.4. Горизонтальный трубопрофильный
пресс усилием 16 МН
Горизонтальный трубопрофильный пресс усилием 16 МН представлен на рис. 3.2.
Тип – горизонтальный четырехколонный. Номинальный диаметр изготавливаемых труб – 100
мм. Длина хода подвижной поперечины – 1980 мм. Длина хода прошивной иглы – 2880 мм. Рабочее давление жидкости (вода) – 32 МПа. Привод – насосно-аккумуляторный.

60
3.4.1. Основные узлы и механизмы пресса
Основной силовой контур образован передней и зад-ней поперечинами, связанными четырьмя колоннами (по-зиции механизмов приведены на рис. 3.2). Колонны сплошные кованые из стали 35 (σт = 320 МПа) диаметром 320 мм, расчетной длиной 5 м. Крепление колонн с попере-чинами – гайками (S320х12). Поперечины – литые, моно-литные из стали 35Л. Задняя поперечина имеет централь-ное отверстие ∅1360Н9 для крепления рабочего цилиндра и две боковые расточки ∅380Н9 для возвратных цилин-дров. Кроме того, в задней поперечине смонтированы плунжерные цилиндры перемещения контейнера.
В передней поперечине размещаются упорное кольцо матриц с проводкой, поворотный матрицедержатель, затво-ры матрицы, пила отрезки пресс-остатка.
Рабочий цилиндр плунжерного типа, плунжер с внут-ренним отверстием для иглодержателя и с двумя рабочими поверхностями ∅900f9 и ∅400f9. Рабочие поверхности наплавлены электродной проволокой марки 2Х13. Корпус цилиндра (сталь 25ГС, σт = 350 МПа) крепится в расточке задней поперечины (∅1360Н9/f9), фиксируется буртом. Уплотнения цилиндра – резиновые манжеты 900х950. Направляющие – бронзовые втулки, прижимная крышка.
Возвратные цилиндры – поршневого типа, диаметр поршня ∅250 мм, штока ∅150 мм. Уплотнения – резино-вые манжеты соответственно 250х290 мм и 150х180 мм, которые фиксируются опорными и нажимными бронзовы-ми кольцами.

61
Рис. 3.2. Горизонтальный трубопрофильный пресс усилием 16 МН.
Контейнер пресса трехслойный, включает внутрен-нюю рабочую втулку, промежуточную втулку и корпус, соединенные прессовыми посадками. Контейнер крепится в контейнеродержателе четырьмя шпонками, расположен-ными во взаимноперпендикулярных плоскостях. Контейне-родержатель цельный, имеет опорные башмаки и крон-штейны с расточками для тяг. Осевое перемещение кон-тейнера производится четырьмя плунжерными гидроци-линдрами (∅220 мм и ∅150 мм), размещенными в задней

62
поперечине. Плунжеры соединяются с контейнеродержате-лем тягами и траверсами. Башмаки опираются на наклон-ные направляющие станины, фиксируя контейнер по оси пресса и воспринимая его вес.
Прошивная система пресса автономная, с централь-ным расположением. Состоит из водоохлаждаемой иглы, иглодержателя, прошивной траверсы, плунжерного про-шивного гидроцилиндра (∅400 мм), стойки, стяжек, воз-вратных цилиндров. Иглодержатель полый, соединяется с иглой резьбовым переходником, размещается в расточке плунжера рабочего цилиндра (∅280Н11/d11), крепится в прошивной траверсе прижимной крышкой. Траверса пере-мещается по направляющим станины плунжерным (∅400 мм) и двумя возвратными поршневыми цилиндрами. Ци-линдры крепятся в стойке, которая резьбовыми тягами свя-зана с корпусом рабочего цилиндра.
Подвижная поперечина – монолитная стальная (сталь 35Л), снабжена узлом быстрой смены пресс-штемпеля. Узел включает подушку и обойму с тремя затворами. По-душка крепится в расточке поперечины (∅650 Н8/h8), обойма соединена с плунжером рабочего цилиндра девятью стяжными винтами. Затворы через коническое кольцо при-жимают пресс-штемпель к подушке. Радиальное переме-щение затворов выполняют винтами. Поперечина снабжена башмаками, контактирующими с направляющими станины пресса. Матрицедержатель поворотного типа, двухпозици-онный, крепится консольно на оси. Поворот оси произво-дится гидроприводом через реечное зацепление. Для фик-сации матрицедержателя и прижима матрицы к опорному кольцу пресс снабжен двумя поворотными затворами. При-вод затворов от гидроцилиндров через реечное зацепление.
Резка пресс-остатков выполняется маятниковой пи-лой. Вращение пильного диска производится от электро-двигателя, закрепленного на его оси, качание от гидроци-

63
линдра через рычажную систему. Для отделения пресс-остатка от пресс-шайбы пресс снабжен горизонтальными гидравлическими ножницами.
Механизм подачи заготовок на ось пресса салазкового типа, снабжен желобом, рычажным фиксатором. Переме-щение механизмов от гидроцилиндров.
Из вспомогательных механизмов следует отметить ограничитель хода подвижной поперечины (шибер), устройство чистки контейнера. Шибер крепится на контей-неродержателе, перемещение от гидроцилиндра через блочно-канатную систему. Механизм чистки контейнера включает приводную иглофрезу, гидропривод осевого пе-ремещения. Механизм крепится консольно на одной из ко-лонн.
3.4.2. Гидравлическая схема пресса
Схема приведена на рис. 3.3 [6]. На схеме даны ос-
новные механизмы и их гидропривода. Подвод воды высо-кого давления (32 МПа) производится от насосно-аккумуляторной станции (НАС) (на схеме обозначен стрел-кой) к главному запорному клапану 13. Клапан управляется автономным электроприводом. Через клапан 13 вода попа-дает к электромагнитным распределителям 14, 16 и в верх-нюю полость сервопривода автоматического запорного клапана 20.
Перед началом движения рабочего цилиндра линия наполнения заполняется водой под давлением 0,3÷0,4 МПа. Для этого с пульта управления включается электромагнит-ный распределитель 16, который одновременно открывает автоматический запорный клапан 20, установленный на линии наполнительного бака 22, и автоматический запор-ный клапан 15 на линии высокого давления. Открывается задвижка 23 на трубопроводе 27 от автоматического клапа-

64
на к наполнительному баку. Автоматический запорный клапан 20 служит для предотвращения самопроизвольного движения плунжера рабочего цилиндра при аварийном па-дении высокого давления в цилиндрах 2 и 3 обратного хода подвижной поперечины пресса. Электромагнитный распре-делитель 16 во время работы пресса всегда находится под током и в случае аварии или обесточивания в электросети закрывает автоматические запорные клапаны 15 и 20.
После открытия запорного клапана 13 гидравлическая система пресса находится под давлением 32 МПа. При этом подвижная поперечина находится в заднем положении, впускной клапан распределителя Р1 рабочего цилиндра за-крыт. Впускной клапан распределителя Р1 цилиндров 2 и 3 обратного хода и наполнительный клапан 19 открыты. Во-да из рабочего цилиндра вытеснена в наполнительный бак 22. Открывается сливной клапан обратных цилиндров (2 и 3) в распределителе Р1, вода из наполнительного бака через автоматический запорный клапан 20 поступает в накопи-тельный клапан 19 и далее в рабочий цилиндр.
Подвижная поперечина движется вперед под воздей-ствием жидкости низкого давления (холостой ход) до со-прикосновения пресс-штемпеля с заготовкой. По команде с пульта управления открываются впускные клапаны распре-делителя Р1, и вода высокого давления поступает в рабо-чий цилиндр. Начинается прессование металла, дросселем 17 регулируется рабочая скорость прессования. При этом вода низкого давления в клапане 19 отсекается. Для исклю-чения повышения давления жидкости в цилиндрах обрат-ного хода (из-за мультипликации) в их линии установлен предохранительный клапан 21.
В случае прессования изделий с большими скоростя-ми в конце деформирования металла используется тормоз-ной клапан 18. Для торможения пресс-штемпеля при до-стижении определенной величины пресс-остатка подается

65
импульс на электромагнитный распределитель 14, который открывает впускной клапан тормозного клапана 18, и вода высокого давления поступает в рабочий цилиндр только через дроссель этого клапана. При этом клапаны распреде-лителя Р1 закрываются. По окончании прессования в рас-пределителе Р1 клапаны переключаются, и вода высокого давления поступает в цилиндры обратного хода и сливается из рабочего цилиндра (через наполнительный клапан 19).
Управление гидроприводами прошивного устройства выполняется распределителем Р2. Вода от автоматического запорного клапана 15 через дроссельный клапан 17 посту-пает в распределитель Р2 и далее или в прошивной ци-линдр 6 или в возвратные цилиндры 7. Наполнительный клапан 19 позволяет перемещать цилиндр 6 как от сети вы-сокого давления, так и от сети низкого давления (при от-крытии сливных клапанов возвратных цилиндров Р2). Рас-пределитель Р2 имеет три фиксированных положения ру-коятки управления: «Стоп», «Вперед», «Назад».
Управление гидроприводами других механизмов пресса, указанных на рис. 3.3, производится четырехкла-панными распределителями при двух фиксируемых край-них положениях. Используется вода высокого давления, слив воды из гидроцилиндров выполняется через сливные клапаны распределителей.

66
Рис. 3.3. Гидравлическая схема горизонтального трубопрофильного пресса усилием 16 МН:
1 – рабочий цилиндр; 2,3 – возвратные цилиндры; 4,5 – цилиндры перемещения контейнера; 6 – цилиндр прошивного устройства; 7 – возвратные цилиндры
прошивного устройства; 8 – механизм подачи заготовок; 9 – шибер; 10 – пила резки пресс-остатков; 11 – поворотные затворы матрицы; 12 – матрицедержа-тель; 13 – запорный клапан; 14,16 – электромагнитные распределители; 15 – автоматический запорный клапан; 17 – дроссельный клапан; 18 – тормозной клапан; 19 – наполнительный клапан; 20 – автоматический запорный клапан;
21 – предохранительный клапан; 22 – бак наполнительный; 23 – задвижка; 24 – клапан перепускной; 25 – обратный клапан; 26 – распределители;
27 - трубопроводы наполнительной системы; 28 – компенсатор гидроударов.
Для предотвращения гидравлических ударов преду-смотрен компенсатор 28. Слив использованной воды в бак НАС производится по трубопроводу через выпускной кла-пан 24.
3.4.3. Расчеты на прочность узлов и деталей пресса
Колонны Колонны совместно с передней и задней поперечина-
ми образуют жесткую замкнутую пространственную раму с центральным нагружением. В этом случае без учета соб-

67
ственного веса они испытывают только напряжения растя-жения. Крепление колонн с поперечинами – гайками с упорной резьбой (S320х12), высота гаек 360 мм, количе-ство витков Z = 30. Минимальный диаметр кольцевых про-точек для резьбы:
3001273,132073,10min =⋅−=−= pDD мм Напряжения растяжения:
5,733,0785,04
163,14 2
min
≈⋅⋅
⋅=
⋅⋅
=FРК Н
Рσ МПа,
где К – коэффициент, учитывает неравномерное рас-
пределение нагрузки между колоннами (К = 1,3); РН – но-минальное усилие пресса (см. техническую характеристи-ку).
Материал колонн – сталь 35 (σт = 320 МПа). Динами-
ческие нагрузки – легкие толчки вследствие неравномерно-сти прессования (γ = 1,1). Произведем оценку прочности по коэффициенту статической безопасности
[ ] 2min =≥⋅
⋅= σσ γσ
εσSS
P
MT ,
где εм – масштабный фактор (εм = 0,52); [Sσ]min – ми-
нимальное значение коэффициента статической безопасно-
сти [ ]min07,21,15,73
52,0320σσ SS f=
⋅⋅
=
Колонны отвечают условию статической прочности. Проверим прочность резьбового соединения стяжных
гаек колонн. Параметры резьбового соединения:
68
D0 = 320 мм, p = 12 мм, Dвн = 299 мм, Hг = 360 мм, ко-
личество витков 3012360
===р
HZ Г
Напряжения смятия резьбы:
МПаZDD
KP
ВН
HСМ 7,16
30)299,032,0(3,116
)(44
22220
=⋅−
⋅=
⋅−⋅⋅
=ππ
σ
σсм < [σ]см = (0,3÷0,4)σт = 96 МПа Напряжения среза резьбы:
МПаZрDD
KPВН
HCP 7,29
30012,0)299,032,0(3,116
2)
2(4 0
=⋅⋅+
⋅=
⋅⋅+
⋅
⋅=
ππτ
Допускаемые напряжения среза [τ]cp = (0,2÷0,3) ⋅ σT = 0,2 ⋅ 320 = 64 МПа τcp < [τ]cp
Прочность резьбового соединения колонн достаточ-ная.
Рабочий цилиндр (рис. 3.4) Произведем оценку прочности корпуса и плунжера
под давлением рабочей жидкости. Используем расчетные зависимости определения напряжений в толстостенных трубах (задача Ламе [3]).
Корпус цилиндра Исходные данные: Dн = 1360 мм, p = 32 МПа, Dвн =
900 мм, dр = 400 мм, материал – сталь 25СГ (σт = 280 МПа).

69
Продольные напряжения σl:
Рис. 3.4. Рабочий цилиндр трубопрофильного пресса 16 МН.
209,036,14,09,032
)(4
)(4
22
22
22
22
22
22
=−−
⋅=−−
=−
−⋅=
BHH
PBH
BHH
PBH
l DDdD
pDD
dDp
π
π
σ МПа
Радиальные напряжения σr:
)1( 2
2
22
2
DD
DDD
p ВН
ВНН
ВНr −
−⋅=σ
При D = DBH σr = -p = –32 МПа При D = DH σr = 0 Окружные напряжения σt:
)1( 2
2
22
2
DD
DDD
p ВН
ВНН
ВНt +
−⋅=σ
При 8,819,036,19,036,132 22
22
22
22
=−+
=−+
⋅=−=ВНН
ВНHtBH DD
DDpDD σ МПа
При 8,499,036,1
9,02322
22
2
22
2
=−
⋅=
−⋅=−=
ВНН
ВНtH DD
DpDD σ МПа

70
Напряжения эквивалентные [1]: 222 )()()(
21
rttlrlЭКВ σσσσσσσ −+−+−=
Условие прочности σЭКВ < 0,5σТ. Для точек внутренней поверхности корпуса цилиндра
(напряжения принимаем со своим знаком):
99)]32(8,81[)8,8120()]32(20[(21 222
. =−−+−+−−=BHЭКВσ МПа
Для точек наружной поверхности корпуса цилиндра:
5,438,49)8,4920(202
1 222. =+−+=HAPЭКВσ МПа
Максимальные напряжения действуют на внутренней поверхности, по ним и производим оценку прочности. Так как σЭКВ.ВН < 0,5σТ = 0,5 . 280 = 140 МПа, то прочность корпуса рабочего цилиндра обеспечена.
Корпус цилиндра закреплен в расточке задней травер-сы, в осевом направлении фиксируется торцевым пояском, который испытывает напряжения смятия.
5,44)36,152,1(
164
])[(4
2222
=−
⋅=
−′=
ππσ
HAPHAP
HCM
DD
P МПа
Допустимые напряжения смятия торца станины (сталь 35Л): σСМ = 0,4σТ = 0,4 . 280 = 112 МПа σСМ < [σ]CM, смятия металла у торца корпуса рабочего ци-линдра не будет.
Плунжер рабочего цилиндра Оценку прочности плунжера производим в двух сече-
ниях (рис. 3.4): сечение 1-1 испытывает сжатие со стороны давления жидкости в рабочем цилиндре, в сечении 2-2 дей-ствуют напряжения сжатия от усилия Рн.

71
Сечение 1-1 Рассчитываем как толстостенную трубу под внешним
давлением [3]. Исходные данные: Dн.п = 400 мм, dвн.к = 250 мм, р = 32 МПа, материал – сталь 25ГС (σвр = 500 МПа, σТ = 280 МПа).
На внешней поверхности - σr = -р = –32 МПа На внутренней поверхности - σr = 0. Напряжения окружные: на внешней поверхности
7325,04,025,04,032 22
22
22
22
−=−+
−=−+
⋅−=ВНН
ВНHt dD
dDpσ МПа
на внутренней поверхности:
10525,04,0
4,02322
22
2
22
2
−=−⋅
−=−
⋅−=ВНН
Ht dD
Dpσ МПа
Напряжения осевые σl = 0. Эквивалентные напряжения: на внешней поверхности
6,6332327373 2222 =+⋅−=+⋅−= rrееЭКВ σσσσσ МПа на внутренней поверхности σЭКВ = σt = 105 МПа Максимальные напряжения действуют на внутренней
поверхности, оценку прочности сечения производим для нее.
σЭКВ = 105 МПа < 0,5⋅σt = 0,5⋅280 = 140 МПа Сечение 1-1 плунжера удовлетворяет условию стати-
ческой прочности.

72
Сечение 2-2 Исходные данные: Dн = 650 мм, dвн. = 360 мм, Напряжения сжатия:
МПаdD
P
BHH
HCЖ 6,69
)36,065,0(164
)(4
2222
=−
⋅=
−=
ππσ
Коэффициент статической безопасности:
[ ] 21,20,16,69
52,0280min =≥=
⋅⋅
=⋅
⋅= σσ γσ
εσSS
СЖ
MT
Сечение 2-2 плунжера отвечает условию статической прочности.
Пресс-штемпель Пресс-штемпель – сменный инструмент, работает на
сжатие, материал – сталь 5ХНМ (σТ = 1200 МПа). Размеры сечения пресс-штемпеля: Dн = 150 мм, dвн. = 70 мм.
Напряжения сжатия:
1160)07,015,0(
164)(
42222 =
−⋅
=−
⋅=
πσ
BHH
HCЖ dD
P МПа
Условие прочности σсж < σТ. Так как σсж < σТ, то прочность пресс-штемпеля обеспечена.
Составной контейнер Контейнеры чаще всего изготавливают трехслойны-
ми, состоящими из внутренней, средней и наружной вту-лок, соединенных между собой посадками с натягом. Раз-меры втулок назначают из условия их равнопрочности. Из производственных условий отношение максимального (наружного) диаметра контейнера к внутреннему отвер-стию принимают в пределах 6-7. Поэтому для трехслойного контейнера отношение составляющих втулок равно:
9,18,17633 ÷=÷== ΣUU Так как втулки работают в различных температурных
условиях, то к их материалу предъявляются различные тре-
73
бования. Для внутренней втулки требуется высокая жаро-стойкость, для средней и наружной – высокая вязкость. Выбирают стали с пределом прочности после улучшения: для внутренней втулки σвр = 1300 ÷ 1500 МПа, средней σвр = 1100 ÷ 1200 МПа, наружной σвр = 900 ÷ 1100 МПа.
Основные нагрузки детали контейнера испытывают при прессовании металла. Для их определения необходимо знать удельные усилия прессования (σl), которые можно рассчитать по методикам специальной литературы, мы ре-комендуем формулу С,Журне [4]:
DDfL
Ulk
з
e −⋅⋅=4
ln λσσ , (3.1)
где σи – сопротивление деформации материала заго-
товки при температуре прессования; λ – коэффициент вы-тяжки; f – коэффициент трения (f = 0,02 при прессовании со стеклосмазкой); Dк – диаметр контейнера (слитка); D – диаметр матрицы (наружный диаметр трубы); Lз – длина заготовки (слитка).
Радиальное давление на стенки внутренней втулки
определяют из соотношения:
lp σ⋅÷= )8,05,0( (3.2)
Прочность контейнера оцениваем по прочности со-ставляющих его втулок, работающих в условиях объемного напряженного состояния. Критерий работоспособности ма-териала втулок: приведенное напряжение не должно пре-вышать предела текучести для металла в нагретом состоя-нии.
74
Величину приведенного напряжения для втулок опре-деляем по формуле:
2 2
V r t r tσ σ σ σ σ= − ⋅ + (3.3) В формуле 3.3 напряжения σr и σt необходимо брать
со своим знаком. Составляющие σv радиальные (σr) и окружные (σt)
напряжения рассчитывают как от основных давлений прес-сования металла, так и от дополнительных давлений, обу-словленных соединениями втулок с натягом. Дополнитель-ные давления (р) определяют из задачи расчета напряжений и перемещений в толстостенных полых цилиндрах (задача Ламе):
)(2
2
1
1
EC
EC
D
NP+⋅
=
12
2
2
21
)(1
)(1µ+
−
+=
dDdD
C ; 221
21
2
)(1
)(1µ−
−
+=
DdDd
C ,
(3.4)
где N – расчетный натяг, мм; D – номинальный диа-
метр сопрягаемых поверхностей, мм; Е1 и Е2 – модули упругости материала втулки и вала, МПа (для стали Е = 2,1.105 МПа); С1 и С2 – коэффициенты; µ1 и µ2 – коэффици-енты Пуассона материала втулки и вала (для стали µ = 0,3, для чугуна, бронзы - µ = 0,25); d1 и d2 – соответственно внутренний диаметр вала и наружный диаметр втулки, мм.

75
Расчетный натяг соединения определяют по предель-ным отклонениям вала и втулки [5]. При этом необходимо определять как максимальный (Nmax), так и минимальный (Nmin) натяги и соответствующие им значения Рmax и Pmin.
Расчет напряжений σr и σt для втулок производят как для толстостенных цилиндров с внутренним (Р1) или внеш-ним (Р2) давлением.
Расчетные формулы: Рi = P1; P2= 0
+⋅
−
=
−⋅
−
=
−
−
2
2
12
1
21
22
12
1
21
11
11
it
ir
rr
rr
P
rr
rr
P
σ
σ
(3.5)
Р1 = 0; Pi = P2
+⋅
−−=
−⋅
−−=
−
−
2
1
12
2
12
21
12
2
12
11
11
it
ir
rr
rr
P
rr
rr
P
σ
σ
, (3.6)
где Р1 – внутреннее давление втулки (соединения),
МПа; Р2 – внешнее давление втулки (соединения), МПа; r1, r2, ri – соответственно внутренний, внешний и текущий ра-диусы.

76
Расчет составного контейнера производят по этапам в следующей последовательности [7]:
- по формулам 3.1 и 3.2 определяют напряжение прес-сования и давление на внутреннюю втулку;
- в формате А4 выполняют эскиз элементов контей-нера с размерами и обозначениями поверхностей 0, 1, 2, 3 и т.д. (см. рис. 3.5 а);
- определяют минимальные и максимальные натяги (N) в соединениях втулок контейнера, рассчитывают по формуле (3.4) давления Рi в этих соединениях;
- по формулам 3.5 и 3.6 определяют составляющие как основных, так и дополнительных радиальных (σr) и окружных (σt) напряжений для поверхностей 0, 1, 2, 3 и т.д. втулок;
- строят эпюры распределения σr и σt с фиксацией расчетных значений для поверхностей 0, 1, 2, 3 и т.д.;
- расчетные значения σr и σt заносятся в таблицу (см. ниже), напряжения суммируются алгебраически;
- по максимальным значениям напряжений рассчиты-вают приведенное напряжение по формуле 3.3 для каждой втулки, и делается заключение о ее работоспособности.
Рис. 3.5. Составной контейнер трубопрофильного пресса: а) расчетные поверхности контейнера; б) эскиз контейнера пресса 16 МН.

77
В качестве примера произведем расчет на прочность контейнера трубопрофильного пресса 16 МН при изготов-лении нержавеющих труб ∅70х8 мм.
Исходные данные: Наружный диаметр заготовки, Dз 150 мм Длина заготовки, Lз 800 мм Сопротивление деформации металла при температуре
прессования, σи=180 МПа Контейнер трехслойный, размеры и соединения вту-
лок контейнера приведены на рис. 3.5 б. Диаметр матрицы принимаем равным наружному
диаметру трубы, т.е. Dм = 70 мм. Диаметр иглы пресса δиг = dвн.тр = 54 мм. Коэффициент вытяжки (после распрессовки):
( )( )
( )( ) 83,9
887054150785,04
2222
=⋅−
−=
⋅−
−==
ππ
δπ
λTPTPTP
ИГЛЗ
ТР
ЗАГ
SSD
D
FF
Удельное усилие прессования (ф. 3.1):
900)83,9ln(180 7015080002,04
=⋅⋅= −⋅⋅
elσ МПа Радиальное давление на стенки внутренней втулки:
6309007,07,0 =⋅=⋅= lР σ МПа Определим основные радиальные (σr) и окружные (σt)
напряжения в точках 0, 1, 2, 3 составного контейнера от усилий прессования металла (ф. 3.5):
Р = 630 МПа
Точка 0: 630−=rσ МПа; 6601)
75500(
)75500(1
6302
2
=−
+=tσ МПа
78
Точка 1: 1841)
75500(
)135500(1
6302
2
−=−
−=rσ МПа;
2121)
75500(
)135500(1
6302
2
=−
+=tσ МПа
Точка 2: 4,431)
75500(
)250500(1
6302
2
−=−
−=rσ МПа;
5,721)
75500(
)250500(1
6302
2
=−
+=tσ МПа
Точка 3: 0=rσ ; 291)
75500(
26302
=−
=tσ МПа
Графики изменения напряжений приведены на
рис. 3.6.
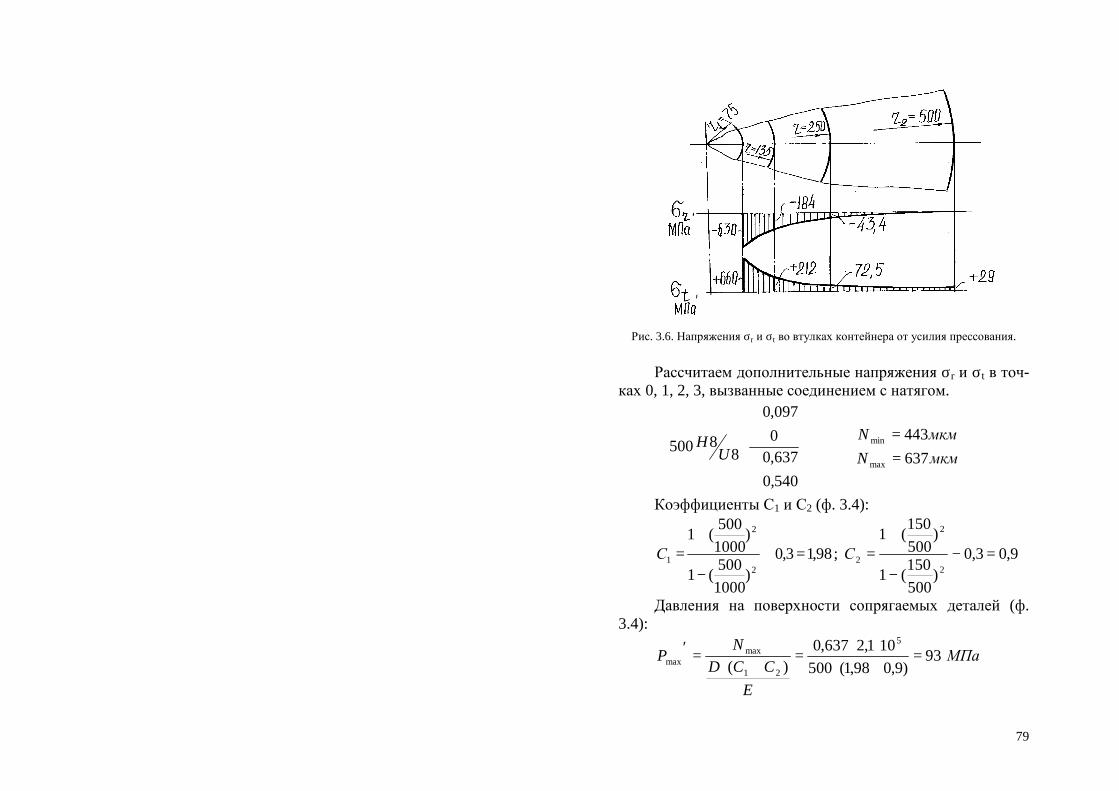
79
Рис. 3.6. Напряжения σr и σt во втулках контейнера от усилия прессования.
Рассчитаем дополнительные напряжения σr и σt в точ-ках 0, 1, 2, 3, вызванные соединением с натягом.
∅
++
+
540,0637,0
0097,0
88500 U
H мкмNмкмN
637443
max
min
==
Коэффициенты С1 и С2 (ф. 3.4):
98,13,0)
1000500(1
)1000500(1
2
2
1 =+−
+=С ; 9,03,0
)500150(1
)500150(1
2
2
2 =−−
+=С
Давления на поверхности сопрягаемых деталей (ф. 3.4):
93)9,098,1(500
101,2637,0)(
5
21
maxmax =
+⋅⋅⋅
=+⋅
=′
ECCD
NP МПа

80
5,64)9,098,1(500
101,2443,0)(
5
21
minmin =
+⋅⋅⋅
=+⋅
=′
ECCD
NP МПа
Напряжения ′rσ и ′
tσ в расчетных точках для сред-ней и внутренней втулок определяем по формулам 3.6, для наружной втулки – по формулам 3.5.
Для 5,64min =′P МПа получаем:
Точка 0: ′rσ = 0; 142
)25075(1
25,642
−=−
⋅−=′tσ МПа
Точка 1: 8,48)
25075(1
)13575(1
5,642
2
−=−
−⋅−=′
rσ МПа;
5,92)
25075(1
)13575(1
5,642
2
−=−
+⋅−=′
tσ МПа
Точка 2: ′rσ = -64,5МПа; 5,77
)25075(1
)25075(1
5,642
2
−=−
+⋅−=′
tσ МПа
Точка 2′ :
Наружная втулка: ′rσ = -64,5 МПа;
5,1071)
250500(
)250500(1
5,642
2
=−
+⋅=′
tσ МПа
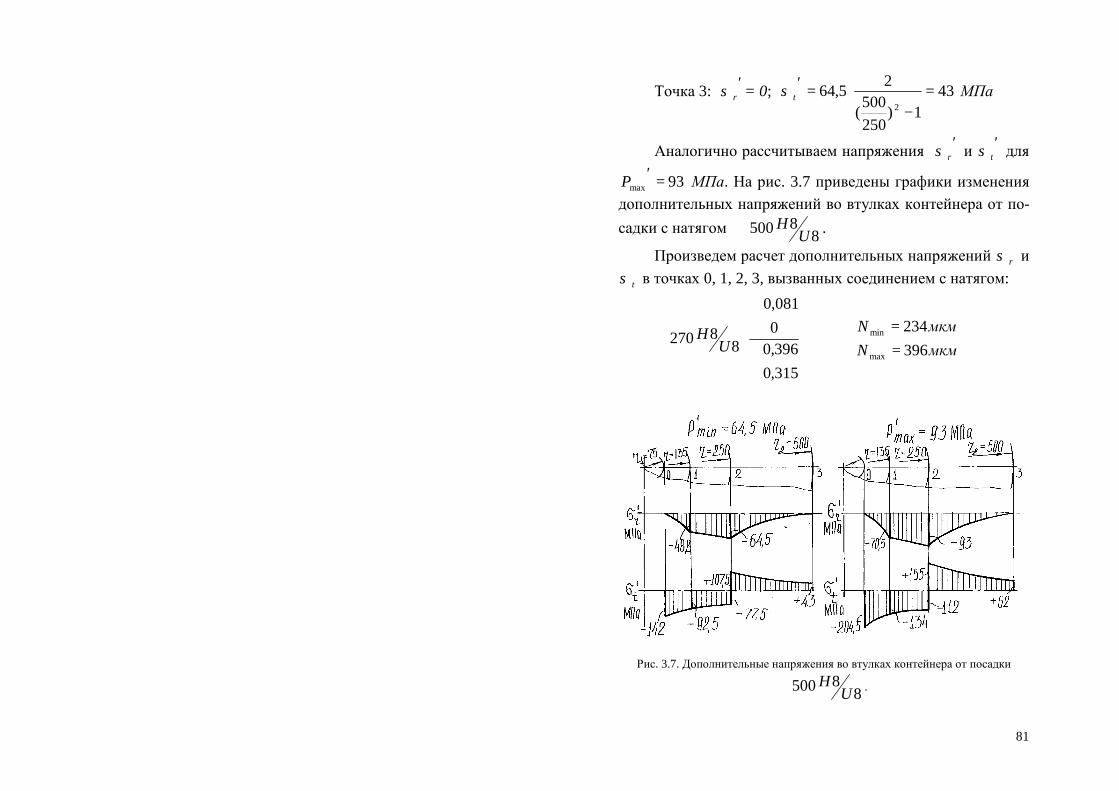
81
Точка 3: ′rσ = 0; 43
1)250500(
25,642
=−
⋅=′tσ МПа
Аналогично рассчитываем напряжения ′rσ и ′
tσ для
93max =′P МПа. На рис. 3.7 приведены графики изменения дополнительных напряжений во втулках контейнера от по-садки с натягом ∅ 8
8500 UH .
Произведем расчет дополнительных напряжений rσ и
tσ в точках 0, 1, 2, 3, вызванных соединением с натягом:
∅
++
+
315,0396,0
0081,0
88270 U
H мкмNмкмN
396234
max
min
==
Рис. 3.7. Дополнительные напряжения во втулках контейнера от посадки
∅ 88500 U
H .

82
Коэффициенты С1 и С2:
46,13,0)
1000270(1
)1000270(1
2
2
1 =+−
+=С ; 6,13,0
)270150(1
)270150(1
2
2
2 =−−
+=С
Давления на поверхности сопрягаемых деталей:
100)6,146,1(270
101,2396,0 5
max =+⋅⋅⋅
=′P МПа
5,59)6,146,1(270
101,2234,0 5
min =+⋅⋅⋅
=′P МПа
Напряжения ″rσ и ″
tσ в расчетных точках для внут-ренней втулки определяем по формулам 3.6, для средней и наружной – по формулам 3.5.
Для 100max =″P МПа получаем:
Точка 0: 0=″rσ ; 290
)13575(1
21002
−=−
⋅−=″tσ МПа
Точка 1: 100−=″rσ МПа; 190
)13575(1
)13575(1
1002
2
−=−
+⋅−=″
tσ МПа
Точка 1′
Средняя втулка: 100−=″rσ МПа;
7,1151)
135500(
)135500(1
1002
2
=−
+⋅=″
tσ МПа

83
Точка 2: 6,231)
135500(
)250500(1
1002
2
−=−
−⋅=″
rσ МПа;
5,391)
135500(
)250500(1
1002
2
=−
+⋅=″
tσ МПа
Точка 3: 0=″rσ ; 8,15
1)135500(
21002
=−
⋅=″tσ МПа
Аналогично рассчитываем ″rσ и ″
tσ для 5,59min =″P
МПа. Графики изменения напряжений ″rσ и ″
tσ от посад-
ки ∅ 88270 U
H приведены на рис. 3.8.
−
Рис. 3.8. Дополнительные напряжения во втулках контейнера от посадки
∅ 88270 U
H .
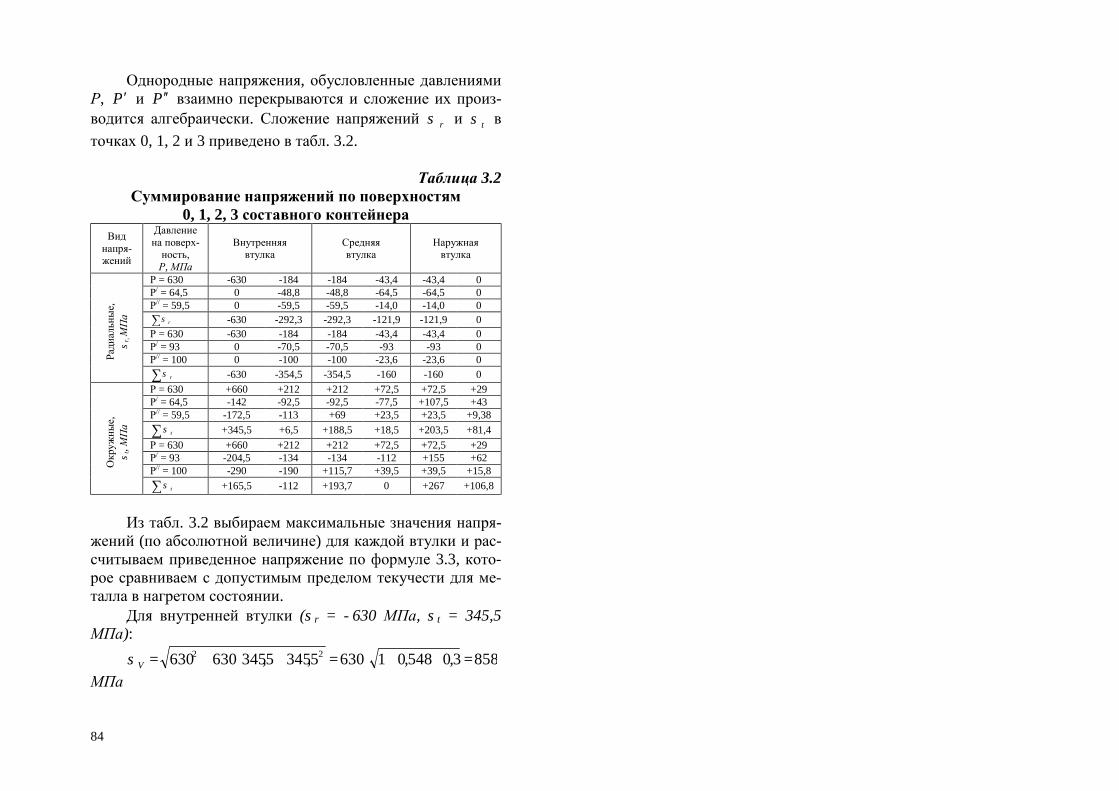
84
Однородные напряжения, обусловленные давлениями Р, P′ и P ′′ взаимно перекрываются и сложение их произ-водится алгебраически. Сложение напряжений rσ и tσ в точках 0, 1, 2 и 3 приведено в табл. 3.2.
Таблица 3.2 Суммирование напряжений по поверхностям
0, 1, 2, 3 составного контейнера Вид
напря-жений
Давление на поверх-
ность, Р, МПа
Внутренняя втулка
Средняя втулка
Наружная втулка
Ради
альн
ые,
σ r
, МПа
Р = 630 -630 -184 -184 -43,4 -43,4 0 Р/ = 64,5 0 -48,8 -48,8 -64,5 -64,5 0 Р// = 59,5 0 -59,5 -59,5 -14,0 -14,0 0 ∑ rσ -630 -292,3 -292,3 -121,9 -121,9 0 Р = 630 -630 -184 -184 -43,4 -43,4 0 Р/ = 93 0 -70,5 -70,5 -93 -93 0 Р// = 100 0 -100 -100 -23,6 -23,6 0 ∑ rσ -630 -354,5 -354,5 -160 -160 0
Окр
ужны
е,
σ t, М
Па
Р = 630 +660 +212 +212 +72,5 +72,5 +29 Р/ = 64,5 -142 -92,5 -92,5 -77,5 +107,5 +43 Р// = 59,5 -172,5 -113 +69 +23,5 +23,5 +9,38 ∑ tσ +345,5 +6,5 +188,5 +18,5 +203,5 +81,4 Р = 630 +660 +212 +212 +72,5 +72,5 +29 Р/ = 93 -204,5 -134 -134 -112 +155 +62 Р// = 100 -290 -190 +115,7 +39,5 +39,5 +15,8 ∑ tσ +165,5 -112 +193,7 0 +267 +106,8
Из табл. 3.2 выбираем максимальные значения напря-
жений (по абсолютной величине) для каждой втулки и рас-считываем приведенное напряжение по формуле 3.3, кото-рое сравниваем с допустимым пределом текучести для ме-талла в нагретом состоянии.
Для внутренней втулки (σr = −630 МПа, σt = 345,5 МПа):
8583,0548,016305,3455,345630630 22 =++⋅=+⋅+=Vσ МПа
85
950=TV σσ p МПа (Т = 9000С), прочность внутрен-ней втулки обеспечена.
Для средней втулки (σr = −354,5 МПа, σt = 193,7 МПа):
2 2354,5 354,5 193,7 193,7
354,5 1 0,548 0,3 483Vσ = + ⋅ + =
= ⋅ + + = МПа
900=TV σσ p МПа (Т = 5000С), прочность средней втулки обеспечена.
Для наружной втулки (σr = −160 МПа, σt = 267 МПа): 37436,06,01267267267160160 22 =++⋅=+⋅+=Vσ МПа
800=TV σσ p МПа (Т = 4500С), прочность наружной втулки обеспечена.
4. Гидрооборудование, гидроаппаратура
управления прессами
4.1. Насосы
В приводе прессов наиболее широкое применение нашли насосы статического действия, которые по роду ис-пользуемой жидкости подразделяются на насосы, работа-ющие на воде, и на насосы, работающие на масле [1].
Из водяных насосов используют горизонтальные кри-вошипно-плунжерные насосы с рабочим давлением 20 или 32 МПа. Рабочей жидкостью служит вода или эмульсия. Схема работы трехплунжерного насоса простого действия показана на рис. 4.1 а, там же приведена диаграмма подачи жидкости в сеть. Подача жидкости достаточно равномер-ная.
Средняя скорость плунжера Vс по данным эксплуата-ции насосов принимается 0,5÷1,5 м/с, но не более 3 м/с, так как иначе происходит быстрый износ уплотнений плунже-

86
ров и возникает стук клапанов. Число оборотов коленчато-го вала в минуту n ограничивается стуком клапанов и уста-навливается в пределах 125-180 об/мин. Средняя скорость жидкости во всасывающем трубопроводе не более 0,3 м/с. Максимальный уровень воды в насосном баке должен быть на 4-5 м выше оси плунжеров насоса.
Действительная или эффективная производительность насоса:
0η⋅⋅⋅⋅= nZSfQЭ , м3/мин, (4.1)
где S – ход плунжера в м; Z – число плунжеров; f – площадь плунжера в м2; n – число оборотов коленчатого вала в мин; η0 – объемный к.п.д. насоса (η0 = 0,85).
Мощность двигателя привода коленчатого вала:
М
ЭДВ
QpN
ηη ⋅⋅⋅
=0
7,16; квт, (4.2)
где р – давление жидкости насоса в МПа; ηм – меха-
нический КПД насоса (ηм = 0,80÷0,85).
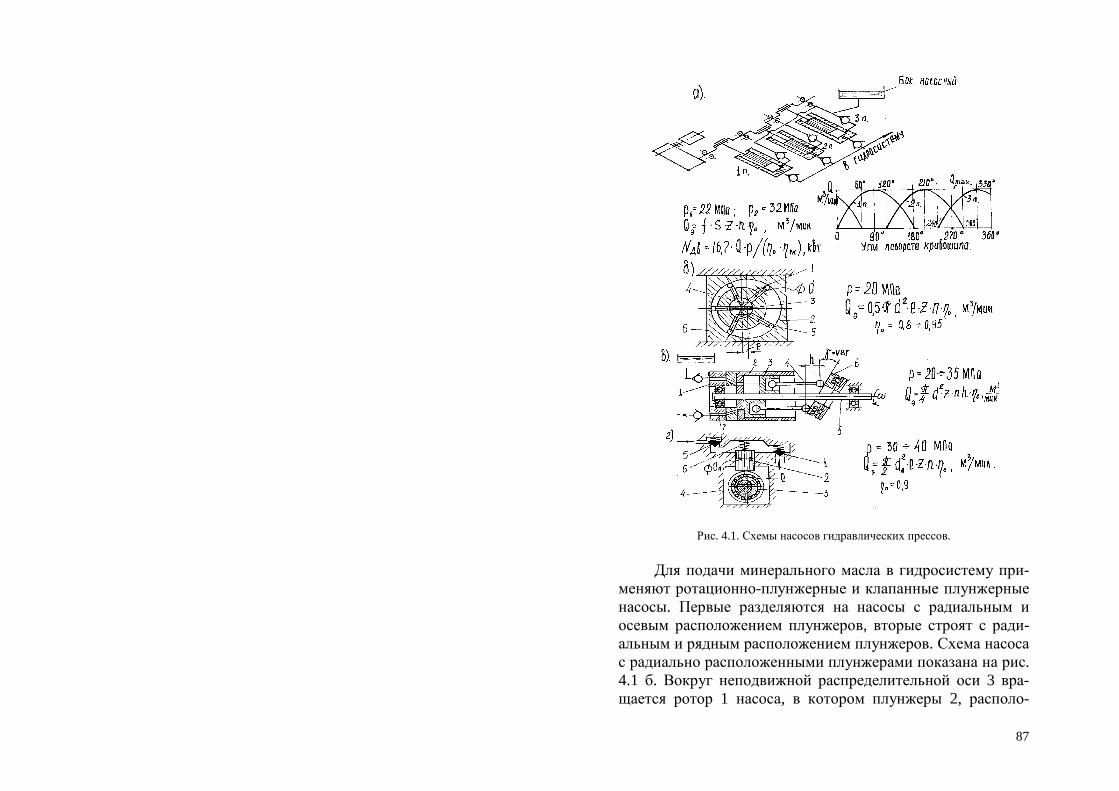
87
Рис. 4.1. Схемы насосов гидравлических прессов. Для подачи минерального масла в гидросистему при-
меняют ротационно-плунжерные и клапанные плунжерные насосы. Первые разделяются на насосы с радиальным и осевым расположением плунжеров, вторые строят с ради-альным и рядным расположением плунжеров. Схема насоса с радиально расположенными плунжерами показана на рис. 4.1 б. Вокруг неподвижной распределительной оси 3 вра-щается ротор 1 насоса, в котором плунжеры 2, располо-
88
женные радиально, совершают возвратно - поступательное движение. Плунжеры опираются на ролики 5, катящиеся по кольцам, расположенным в подвижном блоке 6. Распреде-лительная ось имеет каналы 4 для всасывания и нагнетания масла. В положении, показанном на рис. 4.1 б, через верх-нюю половину распределительной оси осуществляется вса-сывание масла, а через нижнюю – нагнетание. Перемещая подвижный блок, можно изменять подачу масла и его направление. Зазоры между плунжерами и соответствую-щими им отверстиями не должны превышать 40 мк. Давле-ния насосов – до 20 МПа, число оборотов ротора – не более 1000 об/мин, максимальная производительность – 1000 л/мин.
Эффективная (действительная) производительность насоса:
02
2η
π⋅⋅⋅⋅⋅= nZedQЭ , м3/мин, (4.3)
где е – эксцентриситет в м. Мощность на валу ротора насоса:
М
ЭДВ
QpN
ηη ⋅⋅⋅
=0
7,16; квт, (4.4)
где η0 – объемный КПД насоса (η0 = 0,8÷0,95); ηм –
механический КПД насоса (ηм = 0,94÷0,96). Ротационно-плунжерные насосы аксиального типа
(рис. 4.1 в) состоят из неподвижного распределительного диска 1, вращающегося блока цилиндров 2, поршней 3, штоков поршней 4, наклонного диска или шайбы 6, шар-нирно соединенной со штоками 4. В распределительном

89
диске 1 сделаны дуговые окна 7, через которые масло заса-сывается и нагнетается поршнями. Вращение блока цилин-дров 2 и шайбы 6 осуществляется с помощью вала 5. Насо-сы аксиального типа выполняют постоянной и переменной подачи, они имеют высокий КПД (η0 = 0,9÷0,95). Их изго-тавливают на давления 20÷35 МПа.
Средняя теоретическая производительность аксиаль-ных насосов:
02
4η
π⋅⋅⋅⋅⋅= hnZdQЭ , м3/мин, (4.5)
где d – диаметр плунжера, м; Z – число плунжеров; h –
ход плунжеров, м; n – число оборотов блока цилиндров, об/мин.
Клапанные плунжерные насосы (рис. 4.1 г) выполня-
ют в виде секций, состоящих из корпусов 4 с встроенными плунжерами 2. Плунжеры перемещаются эксцентриками 3, состоящими из эксцентрикового вала и наружного кольца с телами качения. Плунжеры опускаются пружинами 6, при этом происходит всасывание жидкости через клапан 1. При подъеме плунжеров жидкость вытесняется через нагнета-тельный клапан 5. Зазоры между плунжерами и корпусом не должны превышать 15-30 мк.
Эффективная производительность насоса:
02η
π⋅⋅⋅⋅⋅= nZedQ nЭ , м3/мин (4.6)
η0 = 0,9.

90
4.2. Оборудование сети высокого давления
При насосно-аккумуляторном приводе подачу жидко-сти высокого (рабочего) давления производят гидравличе-ские аккумуляторы и мультипликаторы. Первые аккумули-руют жидкость от насосов в период пауз работы пресса, вторые повышают рабочее давление до 40÷50 МПа. В настоящее время получили наибольшее распространение беспоршневые воздушно-гидравлические аккумуляторы, которые состоят из гидравлических и воздушных металли-ческих баллонов. На рис. 4.2 приведена схема управления данным аккумулятором. Внутрь коробки регулятора 8 за-ливается определенный объем ртути. При подъеме уровня жидкости в баллоне 1 ртуть будет последовательно замы-кать платиновые контакты в левой половине регулятора 8. Их замыкание управляет включением электромагнитов Э1 и Э2. При достижении верхнего уровня жидкости в гидравли-ческом баллоне 1 выключается электромагнит Э2 и распре-делитель 6 переводит насосы на холостую работу. Анало-гично при наличии нижнего уровня выключается электро-магнит Э1 и распределитель 3 осуществляет закрытие кла-пана минимального уровня 4. Действие ртутного регулято-ра уровня основано на законе сообщающихся сосудов. Кроме ртутных регуляторов, применяются регуляторы с индуктивными и электроконтактными датчиками.
Рабочий объем гидравлических баков для прессов с индивидуальным приводом равен:
7,0max. ∑ ∑⋅+⋅
= BPPP
FSFSV , (4.7)
где SP.max – максимальный рабочий ход, который мо-
жет потребоваться от пресса; S – длина хода поперечины;
91
∑ PF – площадь рабочих плунжеров; ∑ BF – площадь возвратных плунжеров; 0,7 – коэффициент, учи-тывающий потери и необходимый резерв жидкости.
При работе пресса с мультипликатором в числителе формулы 4.7 добавляется слагаемое объема мультиплика-тора ( MMM SFV ⋅= ). Объем воздушных баллонов опреде-ляют по формуле:
n
nP
B mmVV
−−−⋅
=111 , (4.8)
где n – показатель политропы давления воздуха (при Р
= 20 МПа n = 1,29÷1,3); m – коэффициент допустимого пе-
репада давления воздуха (max
minmax
PPP
m−
= ; m = 0,1÷0,15).
Недостатком беспоршневого аккумулятора является
насыщение воды воздухом, что сказывается на стойкости клапанов. К достоинствам следует отнести возможность получения больших рабочих объемов жидкости при давле-ниях до 32 МПа.

92
Рис. 4.2. Гидравлическая схема управления беспоршневым воздушно-гидравлическим аккумулятором:
1 – гидравлический и 2 – воздушные баллоны; 3 – распределитель управления клапаном минимального уровня; 4 – клапан минимального уровня; 5 – разгру-зочный клапан насоса; 6 – распределитель управления разгрузочным клапаном; 7 – шкаф с электроприборами; 8 – ртутный регулятор для замера уровня воды
в гидравлическом баллоне; Нс – магистраль от насосов: П – магистраль к прессу; К – магистраль от компрессора.
При использовании в качестве рабочей жидкости ми-
нерального масла применяют маслогазовые аккумуляторы с резиновыми диафрагмами для разделения масла и газа. В качестве газа используется азот (N2). Гидравлические муль-типликаторы обеспечивают подачу в цилиндр пресса жид-кости повышенного давления (рм = 40÷50 МПа). Их изго-тавливают двух основных типов: разового (рис. 4.3) или непрерывного действия (рис. 4.4). Первый тип работает как обычный пресс. Он состоит из цилиндра низкого давления 1, цилиндра высокого давления 2, возвратных цилиндров 3, неподвижных поперечин 4, подвижной поперечины 5. Жидкость давления аккумулятора или насоса (Р1) поступа-ет в цилиндр 1. Плунжер 6 сжимает жидкость в цилиндре 2

93
до давления Р2. Последняя вытесняется в рабочий цилиндр пресса при перемещении подвижной траверсы 5. Коэффи-циент мультипликации:
2
2
1
2
B
HM D
DPPK η== , (4.9)
где ηм – механический к.п.д. (ηм = 0,95); DH – диаметр
плунжера низкого давления; DB – диаметр плунжера высо-кого давления.
Рис. 4.3. Гидравлический мультипликатор разового действия.
Мультипликаторы разового действия используются в
гидросхемах прессов с насосами, работающими на воде. Схема мультипликатора непрерывного действия при-
ведена на рис. 4.4. Он состоит из цилиндра низкого давле-ния 1, цилиндров высокого давления 2, поршня-плунжера 3, обратных клапанов 4, штанги управления 5, конечного выключателя 6, трехпозиционного золотникового распре-делителя 7.
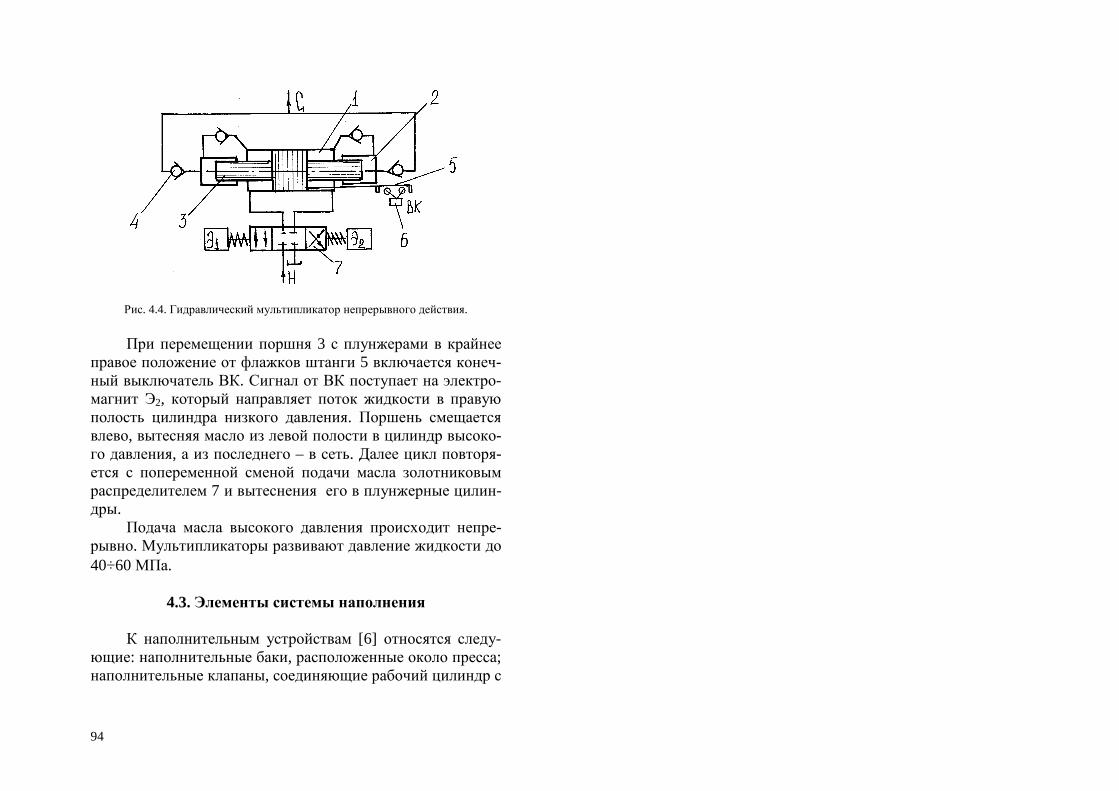
94
Рис. 4.4. Гидравлический мультипликатор непрерывного действия.
При перемещении поршня 3 с плунжерами в крайнее правое положение от флажков штанги 5 включается конеч-ный выключатель ВК. Сигнал от ВК поступает на электро-магнит Э2, который направляет поток жидкости в правую полость цилиндра низкого давления. Поршень смещается влево, вытесняя масло из левой полости в цилиндр высоко-го давления, а из последнего – в сеть. Далее цикл повторя-ется с попеременной сменой подачи масла золотниковым распределителем 7 и вытеснения его в плунжерные цилин-дры.
Подача масла высокого давления происходит непре-рывно. Мультипликаторы развивают давление жидкости до 40÷60 МПа.
4.3. Элементы системы наполнения
К наполнительным устройствам [6] относятся следу-
ющие: наполнительные баки, расположенные около пресса; наполнительные клапаны, соединяющие рабочий цилиндр с

95
наполнительными баками; насосные баки; перепускные клапаны.
Полный объем воды в наполнительном баке V’δ.н
определяют исходя из объема воды Vp, вытесняемой рабо-чими плунжерами пресса за один полный ход:
'.H pV K Vδ = ⋅ , (4.10)
где К – коэффициент (К = 2÷2,5), вводится, чтобы
предотвратить попадание воздуха из бака в гидросистему. Изменение давления воздуха в наполнительном баке
при расходе жидкости принимаем по изотермическому за-кону:
constVp в =⋅ , (4.11)
где Vв – начальный объем воздуха в баке; р – давление воздуха заводской магистрали (р = 0,6÷0,8 МПа).
Падение давления воздуха после удаления объема жидкости Vр принимают равным рmin = 0,75pmax. Изменение состояния воздуха определяем по формуле:
вpв VpVVp ⋅=+ maxmin )( , откуда pв VV 3= Полный объем наполнительного бака:
pppH VVVV ⋅÷=+⋅÷= )5,55(3)5,22(.δ (4.12)
Наполнительные баки изготавливают сварными из ли-
стовой стали толщиной не менее 8 мм. Они снабжены предохранительными клапанами с пружиной, водомерным стеклом, манометром и тремя вентилями (спускным, для подвода воды из водопровода и для сжатого воздуха). Для
96
устранения удара при встрече бойка с поковкой перед прессом в линии наполнения устанавливают компенсатор гидравлических ударов. Чтобы вернуть излишек воды в насосный бак, у наполнительного бака устанавливают пе-репускной клапан (рис. 4.5). Жидкость из наполнительного бака по трубопроводу А поступает в полость под клапаном 5 и через дроссель 1 над клапаном 5. Груз 3 через клапан 2 малого размера, соединенный с поршнем 4, поддерживает установленное давление. При его превышении перепад давления над клапаном 5 и под ним приподнимает его, и происходит перепуск жидкости из наполнительного бака в насосный бак через трубопровод Б. При снижении давле-ния в наполнительном баке закрывается клапан 2, и основ-ной клапан 5 садится на седло.
Конструкция наполнительного клапана показана на рис. 4.6. В расточку стального кованого корпуса 1 вмонти-рован направляющий стакан 2, опирающийся на опорное кольцо 3 и прижатый сверху крышкой 4. В направляющий стакан вставлен клапан 5, сверху прижатый пружиной 6, поэтому клапан всегда закрыт. К корпусу клапана снизу прикреплено литое колено 7, в направляющих которого проходит шток 8. Между верхним кольцом штока 8 и кла-паном всегда должен быть зазор в пределах 2-3 мм. Клапан может принудительно открываться сервоприводом 9. В верхней полости сервопривода при работе поддерживается постоянное давление жидкости от аккумулятора, поэтому шток сервопривода находится в нижнем положении.
При необходимости поднять клапан вверх (при обрат-ном ходе рабочего цилиндра) в нижнюю полость сервопри-вода подается жидкость высокого давления.
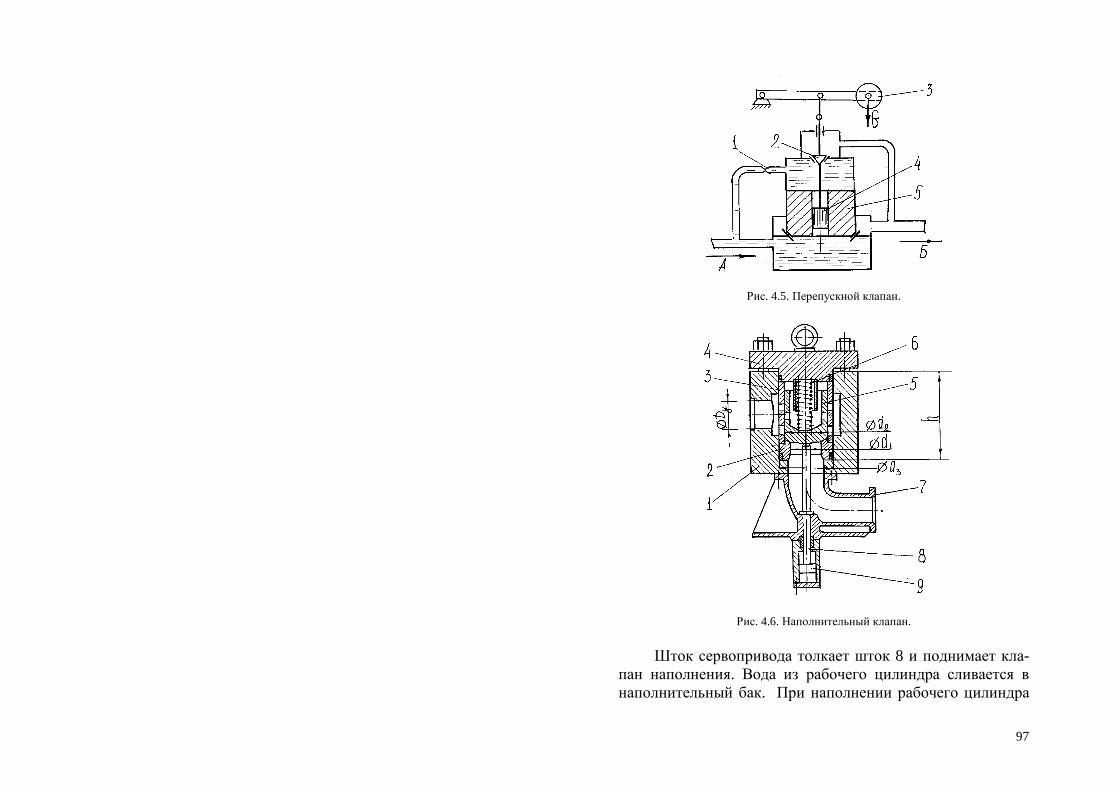
97
Рис. 4.5. Перепускной клапан.
Рис. 4.6. Наполнительный клапан. Шток сервопривода толкает шток 8 и поднимает кла-
пан наполнения. Вода из рабочего цилиндра сливается в наполнительный бак. При наполнении рабочего цилиндра

98
водой низкого давления (при холостом ходе) вода из наполнительного бака поступает под клапан 6 и поднимает его, преодолевая сопротивление пружины 7.
Насосные баки изготавливают сваркой из листового материала. Они предназначены для обеспечения рабочей жидкостью всей гидросистемы пресса. Их емкость:
[ ])(2 .... ЦВЦРHБАКАНАС VVVV ++= ∑δ , (4.13)
где )( .. ЦВЦР VV +∑ – сумма объемов всех рабочих и возвратных цилиндров; Vδ.Н – полный объем наполнитель-ного бака.
4.4. Гидроаппаратура управления прессами
4.4.1. Распределители
Для управления гидравлическими механизмами при-меняют:
а) в гидросистемах с масляным приводом – золотни-ковые распределители;
б) при использовании в качестве рабочей жидкости воды или эмульсии – распределительные коробки.
На рис. 4.7 дана схема трехпозиционного золотнико-вого распределителя, слева – обозначение на гидросхемах. На схеме рис. 4.7 распределитель закрыт. Распределение потока масла определяется перемещением золотника 1 от электромагнитов Э1 и Э2 (с дистанционным управлением). При перемещении золотника вправо (включен Э2) масло подается в линию Ц1, из магистрали Ц2 масло сливается в насосный бак (показано стрелками на схеме слева). При пе-ремещении золотника влево (включен Э1) масло подается в линию Ц2, из магистрали Ц1 – сливается (показано стрел-

99
ками на схеме справа). Золотниковые распределители изго-тавливают на давление масла до 50 МПа и расхода его от 8 до 3000 л/мин, зазор между золотником и золотниковой втулкой составляет 5-30 мкм. Размеры каналов в распреде-лителе зависят от его пропускной способности (Q) и рас-считываются на допустимую скорость потока масла V = 3÷6 м/с:
VQf
600= , дм2, (4.14)
где f – площадь сечения канала, м2; Q – пропускная
способность, л/мин; V – скорость потока масла, м/с.
Рис. 4.7. Золотниковый распределитель:
1 – золотник; 2 – золотниковая втулка; 3 – дистанционная втулка; 4 – пружина; 5, 6 – детали корпуса; Н – подвод масла от насоса; Ц1 и Ц2 – рабочие линии;
Э1 и Э2 – электромагниты; С – слив в бак.
Распределительные коробки снабжены клапанами, толкателями клапанов, механизмами перемещения клапа-нов. Существуют следующие типы управления распредели-телями: ручное, с сервоприводом и дистанционное. К недо-

100
статкам ручного управления относятся быстрая утомляе-мость машиниста и необходимость устанавливать все рас-пределители близко от пульта. Уменьшить усилия при руч-ном управлении позволяет сервопривод.
На рис. 4.8 показана схема масляного следящего сер-вомотора. Следящий сервомотор управляется золотником 1, связанным кинематически с рукояткой управления прес-сом (усилие на рукоятке не более 10 Н). За золотником пе-ремещается ротор 2 сервомотора. Масло от насоса или ак-кумулятора поступает в полость Н. При движении золотни-ка влево масло одновременно находится в штоковой (F1) и поршневой полостях (F2) цилиндра. Но, так как F2 > F1, то ротор 2 будет перемещаться влево. При движении золотни-ка вправо полость F2 сообщается со сливом, ротор под воз-действием давления жидкости в полости F1 будет переме-щаться вправо.
Дистанционное управление позволяет устанавливать распределители около гидроцилиндров, управление клапа-нами производится валом с кулачками. Привод вала от электродвигателя с редуктором.
F1 F2
Рис. 4.8. Следящий масляный сервомотор: 1 – золотник; 2 – ротор; 3,4 – уплотнения; 5 – корпус золотника.
На рис. 4.9 показана схема гидравлического распреде-
лителя с бесконтактной следящей системой управления. Распределитель состоит из следующих основных частей:

101
клапанной коробки 1 с напорным и сливным клапанами, стойки распределителя 2 с толкателями и распределитель-ным валом 3, электродвигателя 4 с червячным редуктором, командоаппарата 5, кинематического редуктора 6, сельсин-приемника 7, фазочувствительной системы управления 8, сельсин-датчика 9, пульта управления 10. Система работает в следующей последовательности. Поворотом рукоятки сельсин-датчика на пульте управления задается угол пово-рота гидрораспределителя, который преобразуется в сигнал для фазочувствительного выпрямителя. Включается элек-тродвигатель 4, который поворачивает вал 3 и сельсин-приемник 7. Как только распределитель и сельсин-приемник повернутся на заданный угол, сигнал с сельсина исчезает, отключается электродвигатель и включается тор-можение для точного останова. Командоаппарат 5 исполь-зуется для блокировок с другими механизмами и для показа положения вала на пульте управления.
Рис. 4.9. Гидравлический распределитель с бесконтактной следящей системой
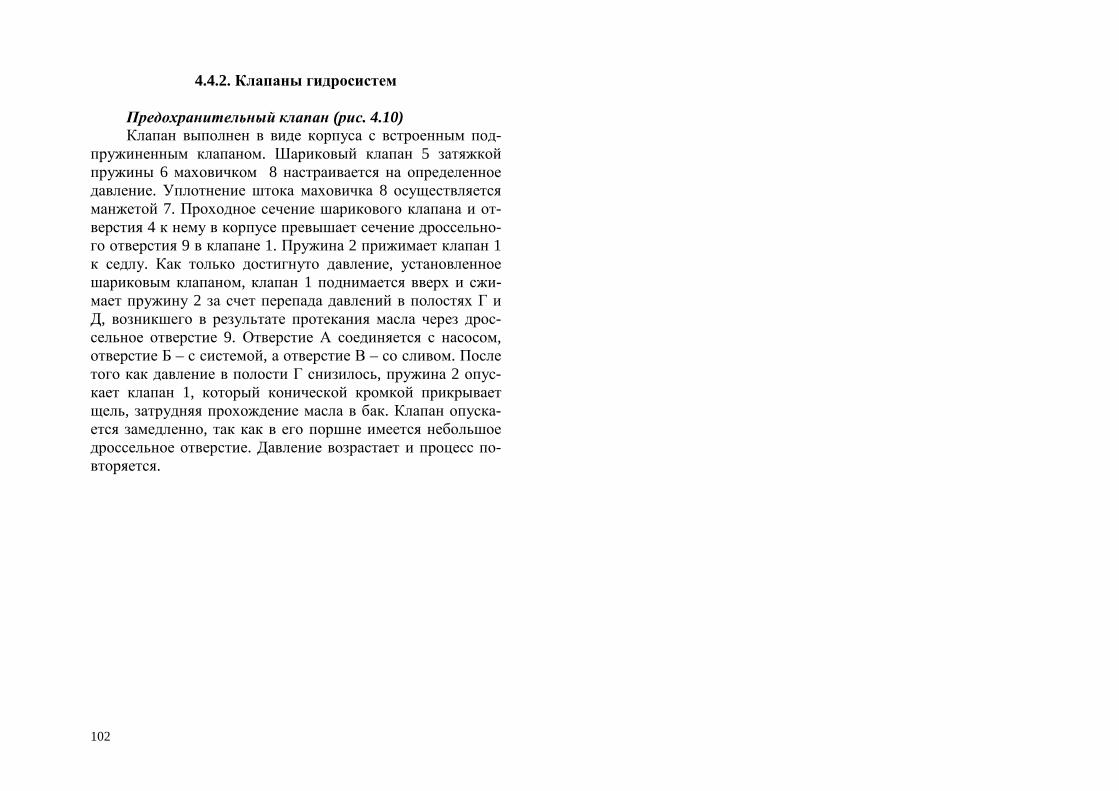
102
4.4.2. Клапаны гидросистем
Предохранительный клапан (рис. 4.10) Клапан выполнен в виде корпуса с встроенным под-
пружиненным клапаном. Шариковый клапан 5 затяжкой пружины 6 маховичком 8 настраивается на определенное давление. Уплотнение штока маховичка 8 осуществляется манжетой 7. Проходное сечение шарикового клапана и от-верстия 4 к нему в корпусе превышает сечение дроссельно-го отверстия 9 в клапане 1. Пружина 2 прижимает клапан 1 к седлу. Как только достигнуто давление, установленное шариковым клапаном, клапан 1 поднимается вверх и сжи-мает пружину 2 за счет перепада давлений в полостях Г и Д, возникшего в результате протекания масла через дрос-сельное отверстие 9. Отверстие А соединяется с насосом, отверстие Б – с системой, а отверстие В – со сливом. После того как давление в полости Г снизилось, пружина 2 опус-кает клапан 1, который конической кромкой прикрывает щель, затрудняя прохождение масла в бак. Клапан опуска-ется замедленно, так как в его поршне имеется небольшое дроссельное отверстие. Давление возрастает и процесс по-вторяется.
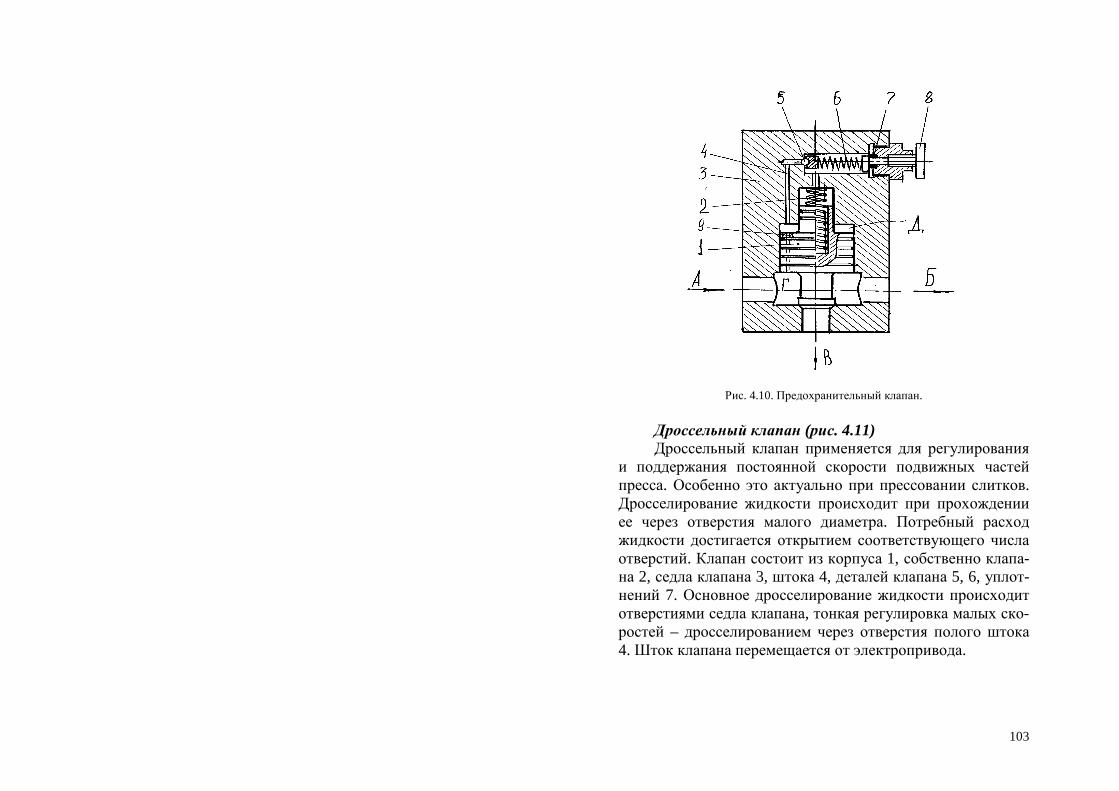
103
Рис. 4.10. Предохранительный клапан.
Дроссельный клапан (рис. 4.11) Дроссельный клапан применяется для регулирования
и поддержания постоянной скорости подвижных частей пресса. Особенно это актуально при прессовании слитков. Дросселирование жидкости происходит при прохождении ее через отверстия малого диаметра. Потребный расход жидкости достигается открытием соответствующего числа отверстий. Клапан состоит из корпуса 1, собственно клапа-на 2, седла клапана 3, штока 4, деталей клапана 5, 6, уплот-нений 7. Основное дросселирование жидкости происходит отверстиями седла клапана, тонкая регулировка малых ско-ростей – дросселированием через отверстия полого штока 4. Шток клапана перемещается от электропривода.
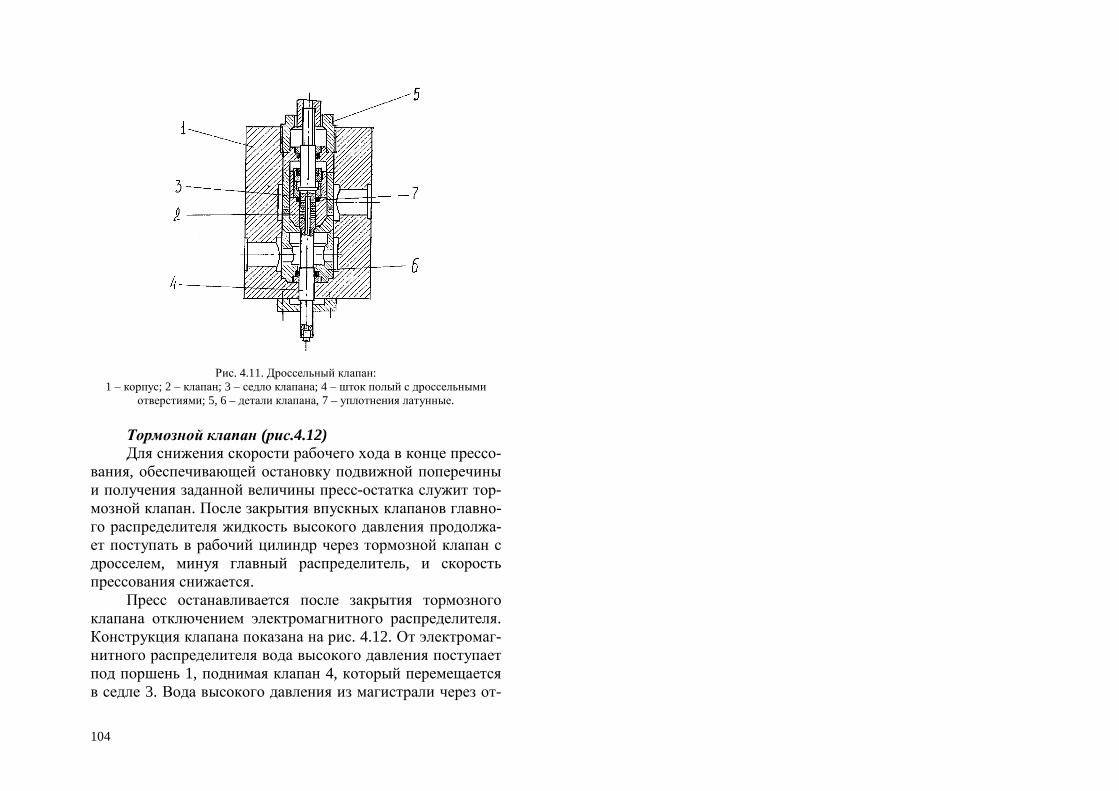
104
Рис. 4.11. Дроссельный клапан: 1 – корпус; 2 – клапан; 3 – седло клапана; 4 – шток полый с дроссельными
отверстиями; 5, 6 – детали клапана, 7 – уплотнения латунные.
Тормозной клапан (рис.4.12) Для снижения скорости рабочего хода в конце прессо-
вания, обеспечивающей остановку подвижной поперечины и получения заданной величины пресс-остатка служит тор-мозной клапан. После закрытия впускных клапанов главно-го распределителя жидкость высокого давления продолжа-ет поступать в рабочий цилиндр через тормозной клапан с дросселем, минуя главный распределитель, и скорость прессования снижается.
Пресс останавливается после закрытия тормозного клапана отключением электромагнитного распределителя. Конструкция клапана показана на рис. 4.12. От электромаг-нитного распределителя вода высокого давления поступает под поршень 1, поднимая клапан 4, который перемещается в седле 3. Вода высокого давления из магистрали через от-
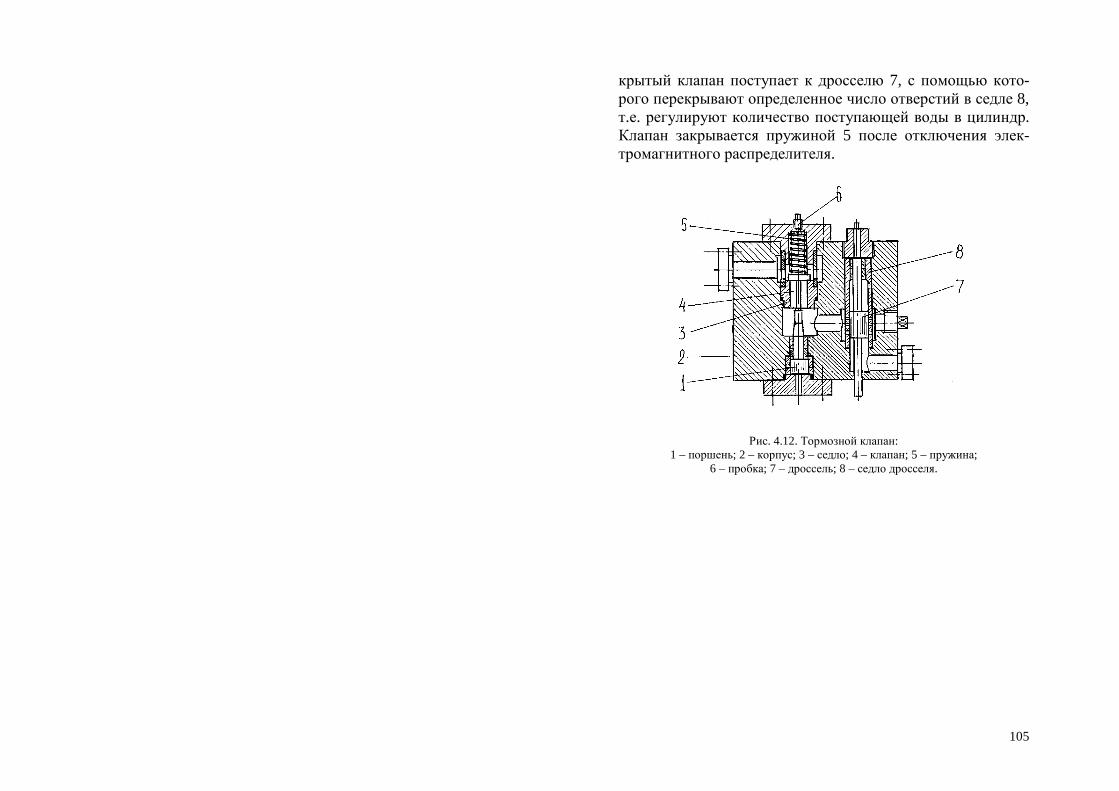
105
крытый клапан поступает к дросселю 7, с помощью кото-рого перекрывают определенное число отверстий в седле 8, т.е. регулируют количество поступающей воды в цилиндр. Клапан закрывается пружиной 5 после отключения элек-тромагнитного распределителя.
Рис. 4.12. Тормозной клапан: 1 – поршень; 2 – корпус; 3 – седло; 4 – клапан; 5 – пружина;
6 – пробка; 7 – дроссель; 8 – седло дросселя.

106
Список литературы
1. Кузнечно-штамповочное оборудование / Под ред. А.Н. Банкетова и Е.Н. Ланского. – М.: Машиностроение, 1982. – 574 с.
2. Иванов М.Н.. Детали машин. – М.: Высшая школа, 1991. – 383 с.
3. Феодосьев В.И. Сопротивление материалов. – М.: Наука, 1986. – 512 с.
4. Данилов Ф.А., Глейберг А.З., Балакин В.Г. Горя-чая прокатка и прессование труб. – М.: Металлургия, 1972. – 576 с.
5. Мягков В.Д. и др. Допуски и посадки. Справочник в 2-х томах. – Л.: Машиностроение, 1982. – 545 с.
6. Сомов Б.М.. Трубопрофильные прессы. – М.: Ма-шиностроение, 1972. – 232 с.
7. Мюллер Э. Гидравлические прессы для изделий из цветных металлов. – М.: ГНТИМЛ, 1962. – 263 с.

107
КИШКИН Иван Васильевич ОБОРУДОВАНИЕ КУЗНЕЧНО - ШТАМПОВОЧ-НЫХ ЦЕХОВ
Часть 2. Гидравлические пресса Учебное пособие для практических занятий для студентов специальностей 150106, 150201
Рецензент: проф. Ю.М. Антощенков Редактор Г.В. Атмашкина
Уч.-изд. л. 4,4 Цена «С»
Тираж 100 экз. Регистрационный №
Электростальский политехнический институт (филиал) «Московский государственный институт стали и сплавов (технологический университет)» 144000, Московская обл., г. Электросталь, ул. Первомайская, д. 7.

108