РАДИАЦИОННИ МЕТОДИ ЗА БЕЗРАЗРУШИТЕЛЕН...
TRANSCRIPT

ТЕМА 9
Проблеми на качествения контрол-дефекти в технологичните процеси, задачи на
безразрушителния контрол и основни видове безразрушителен контрол
РАДИАЦИОННИ МЕТОДИ ЗА БЕЗРАЗРУШИТЕЛЕН КОНТРОЛ
Проф. д-р инж. Георги Генов
I Общи положения за безразрушителния контрол
Проблеми на качествен контрол и дефектоскопия.
Често условията на експлоатация на реалните изделия са доста сложни – въздействие на
повишени температури, дълготрайни статични и динамични натоварвания, работа в условията
на знакопроменливи напрежения, въздействие на агресивни среди и др. създават проблеми с
качеството на продукцията.
.
Качеството на дадено изделие в значителна степен зависи от технологичната
дисциплина на производството, неспазването на която силно повишава вероятността за поява
на дефекти в изделието, свързани с отклонения от предписаните технологични режими.
Затова важен елемент в даденото производство се явява качественият контрол на
основните параметри на изделието, при който се търсят и оценяват следните отклонения в
изделията или материалите:
Нецялостности (терминологията е по БДС 13661-76 и БДС 14940-79);
Отклонения във физико-механичните свойства;
Отклонения в размерите;
Отклонения в структурата;
Отклонения в химичен състав и др.
-1-
Дефект е всяко недопустимо отклонение на свойствата на
материалите или изделията, определящи тяхните
потребителски свойства.

Както следва от характера на тези отклонения, тук се влкючват както различни методи на
безразрушителен контрол, така и някои други методи за изследване на свойствата. От тук и
областите на приложение на безразрушителния контрол:
Нецялостнометрия;
Дебелометрия;
Структурометрия;
Интроскопия (контрол за отклонение на елементите в конструкцията).
Типове дефекти и технологични причини за образуването им.
Дефектите, които могат да се появяват в отливки, са следните:
Несъответствие на материала на зададения химически състав. Могат да се споменат
следните причини за това -. грешно изчисляване на шихтата, ликвация в отделни часи на
отливката, неправилна технология на топене и изгаряне на определени компоненти;
Наличие на шлакови включвания в отливката се получава при неправилна технология на
претопяване, при замърсена леярска форма или поради ниска температура на заливане.
“Неслитини” - незапълване на формата, разслояване на метала – този вид дефект се
получава при прекъсване на струята, при разливане на по-студен метал или поради
окисляване при разливането на метала
Всмукнатини – получават се при недобре подбрана температура на заливане ,
недостатъчно подхранване с течен метал при заливане,а също така при лоша леякова
система.
Газови мехури и шупли се образуват при отделяне на газове при кристализация, при
неправилно изчисляване на добавките или при наличие на разсеяна всмукнатина;
Ликвация – причините за ликвации са много, но основните са значителна разлика на
температурите на топене на компонентите и съществена разлика в специфичното тегло на
компонентите
“Горещи” пукнатини възникват поради термични напрежения, възникващи при застиване
на сложни отливки при високи температури, а също така поради големия коефициент на
свиване на метала.
Обработката на метала чрез пластична деформация предизвиква появата на
повърхностни пукнатини, вътрешни разкъсвания, завалцувания, разслоявания в метала. Тук
причините са прекалено големи усилия при пластично деформиране; многократно нагряване и
охлаждане в процеса на валцуване; наличие на едри частици - неметални включвания;
валцуване на отливки с всмукнатини; попадане на твърди частиците под валците и др.
-2-

Много често се срещат дефекти, получени в резултат на нарушена технология на
термично обработване – това са прегаряне, окисни образувания по границите на зърната,
едрозърненост, претопяване на границите.Обикновено причините тук са или висока
температура на нагряване или голямо време на задържане в процеса на отгряване.
Друг опасен дефект при термична обработка са закалочни пукнатини – причините за
възниването им могат да бъдат: неправилно подбрана и висока за дадена марка стомана
температура на закаляване и прекалено голяма скорост на охлаждане.
Често при термообработка може да се наблюдава обезвъглеродяване в повърхностния слой
или нежелано навъглеродяване, поради нагряване в неконтролирана среда, водещо до промяна
в свойствата в повърхностния слой.
В заваръчни шевове могат да се наблюдават газови шупли, неметални включвания, така
наречения “непровар” ( неплътно съединение) и флокени – кухини, възникващи поради
отделяне на водород при заваряване.
Механичната обработка понякога може да предизвика появата на шлифовъчни
пукнатини и повърхностен прегар.
В процеса на експлоатация са възможни следните дефекти - уморни пукнатини , корозия,
износване на работните повърхнини.
Всички тези и други дефекти са причина за аварии, непредвидени ремонти, а дори
понякога и бракуване на готови изделия, което много оскъпява продукцията и влошава
качестовото й. Това в условията на конкурентна среда е абсолютно недопустимо и затова
приложение на контрол на качеството на продукцията и в частност – безразрушителен контрол
стават абсолютно задължителни . От тук могат да се формулират:
ЗАДАЧИ НА БЕЗРАЗРУШИТЕЛНИЯ КОНТРОЛ:
Осигуряване и гарантиране на качеството на продукцията;
Усъвършенствуване на технологиите;
Интелектуализация на технологичния контрол;
Ефективно използуване на материалите;
Предотвратяване на авариите.
ВИЗУАЛЕН КОНТРОЛ
-3-

РАДИАЦИОННА ДЕФЕКТОСКОПИЯ
УЛТРАЗВУКОВА ДЕФЕКТОСКОПИЯ
КАПИЛЯРНА (ЛУМИНЕСЦЕНТНА) ДЕФЕКТОСКОПИЯ
МАГНИТНО-ПРАХОВИ МЕТОДИ ЗА КОНТРОЛ
ВИХРОТОКОВ МЕТОД
СПЕКТРАЛЕН И РЕНТГЕНОСПЕКТРАЛЕН КОНТРОЛ НА ХИМИЧНИЯ СЪСТАВ
СТРУКТУРНИ МЕТОДИ ЗА КОНТРОЛ
ФРАКТОГРАФИЯ
1. Въведение
Радиология е най-общия термин, който се свързва с методите, базирани на
проникващата радиация и абсорбирането й – независимо дали има електромагнитен характер (с
ниски дължини на ) или проникваща радиация (поток от частици).
Различните материали имат различна поглъщаща способност, освен вследствие на
различна структура и геометрични размери, така и на ДЕФЕКТИ.
Терминът радиография, който е по-популярен, се отнася до специфични радиологични
методи, при които имаме трайно избражение, получено върху филм (конвенционална
радиография) или върху хартия (ксерорадиография). В най-общ смисъл терминът радиография
се използва и за други радиологични методи, което по последните разбирания е
неправилно.Прието е да се използват термините РАДИОГРАФИЯ (когато имаме траен запис на
изображение), РАДИОСКОПИЯ (когато нямаме траен запис на изображение) и терминът
РАДИОЛОГИЯ, който обединява РАДИОСКОПИЯТА и РАДИОГРАФИЯТА
Обаче предвид факта, че терминът РАДИОСКОПИЯ не е широко разпространен засега,
в настоящата лекция ще използваме терминът РАДИОГРАФИЯ, когато става дума за следните
два метода:
• Филмови или ксерографични радиационни методи
• Радиография в реално време (радиоскопия)
Индустриалната радиография се дефинира като използване на проникващата радиация
(x-лъчи, -лъчи или неутрони) за създаване на изображения на дефекти или отклонения в
структурата в метални тестови образци (основно отливки) или заваръчни шевове.
Въпреки недостатъците по отношение на себестойността, високите изисквания по
отношение на оборудването и персонала, и чувствителността, радиационните методи, заедно с
УЗ си остават основни методи за контрол на дефекти в материали, които са изцяло вътрешни.
В сравнение с останалите методи за БРК (без УЗ), радиационните методи имат три
основни предимства:
Способност да се откриват вътрешни дефекти;
Способност да се откриват отклонения в структурата;
Перманентен (траен) запис на информацията от изпитването.
• -4-

•
2. Физични принципи на радиографията
2.1. Йонизиращи лъчения
Йонизиращи лъчения са поток от заредени и екетронеутрални частици и фотони, които
могат да йонизират веществата през които преминават. Йонизиращи лъчения са алфа(α)- и
бета(β)-частиците, гама(γ) -лъчите, електроните, позитроните, протоните, рентгеновите лъчи,
неутроните, тежките йони и др. Те се получават от естествени и изкуствени радиоактивни
източници, в рентгенови тръби, ускорители на заредени частици, ядрени реактори и други
генератори на лъчения.
Според вида на лъчението биват корпускулярни (α, β, p, n) и фотонни лъчения (т. нар.
рентгеново (Rö) (х-лъчи) и γ -лъчение).
Според начина на йонизиране на материята биват директно йонизиращи (потоци от α, β,
p заредени частици) и косвено йонизиращи (поток от неутрони (n) или фотонни лъчения (Rö, γ)
Основни източници при радиационните методи са Rö /x-лъчи и -лъчи. -лъчите обикновено се
получават по естествен път, докато x-лъчите са изкуствено създадени
2.2. Източници на радиация
Освен това като източници при радиационните методи се приемат ЕМ вълни
Скоростта на вълната се изчислява по формулата:
.fC
-5-

2.3. Исторически сведения
1895 – Вилхелм Рьонтген открива x-лъчите1896 – Болници започват да използват ефекта
1897 – Хенри Бекерел открива подобен ефект в урана
1898 – Мария и Пиер Кюри извличат радий от уранова руда
1903 г. Ръдърфорд идентифицира -частиците и доказва, че те са с положителен заряд;
1906 г. Ръдърфорд открива явлението “разсейване на -частици”;
1909 г. Ръдърфорд доказва, че -частиците са двукратно йонизирани хелиеви атоми;
1909-10 г. Гайгер и Марсден провеждат експерименти по разсейване на -частици;
1911 г. Ръдърфорд създава теория за разсейване на -частиците и доказва съществуването на
атомното ядро;
1912 г. Чадуик открива принудено -излъчване, предизвикано от -частици;
1919 г. Ръдърфорд осъществява ядрена реакция с -частици и открива протона като съставна
частица на ядрото;
1921 г. Лизе Майтнер предлага -частичен модел на атомното ядро;
1930 г. Боте и Бекер откриват проникващо лъчение при бомбардиране на берилиеви пластинки
с -частици;
1931 г. Ирен и Фредерик Жолио-Кюри изучават същата реакция и откриват откатни протони.
Погрешно тълкуват реакцията;
1932 г. На 17 февруари Чадуик съобщава за откриването на неутрона в реакции, осъществявани
с -частици.през 30-те години първите приложения в промишлеността – източник от
радий, време на експозиция – почти седмица; източници от кобалт и иридий (-лъчи)
-6-

2.4. Строеж на атома
сили действащи в ядрото:
-ел.сили на отблъскване между електроните-фундаментални взаимодействия между
нуклоните (общо название на протоните и неутроните), които са сили на привличане между
елементарните частици (силно и слабо привличане, гравитация)
2.5. Радиоактивност (естествена или изкуствена)Представлява самопроизволно разпадане на
нестабилните нуклиди (атоми с ядра които имат определен брой протони и неутрони), водещо
до превръщане на други нуклиди, което е съпроводено с лъчение
2.6. Радиоактивно превръщане (разпадане)
α, β, γ превръщане
2.7. Получаване на x-лъчи
Възможни са два способа за получаване на x-лъчи:
- при рязкото прекратяване на движението на електрона, вследствие на привличането
(сблъсъка) му от атома на бомбардирания материал; тези x-лъчи имат широк спектър от
дължини на вълната и енергии и се причисляват към непрекъснатото x-лъчение (често за това
се използва немската дума bremsstrahlung, което буквално преведено значи радиация от спиране
или спирачно рентгеново лъчение)
- при “избиването” електрон (привежда го във възбудено състояние) от “бомбардирания”
материал
2.8. Получаване на -лъчи- при “разпадането” на изкуствено създадени или естествени изотопи
-7-

2.9. Взаимодействие на фотонните йонизиращи лъчения с веществото
Фотоните нямат електричен заряд и не могат да йонизират чрез удар. Те взаимодействат
с веществото като трансформират цялата или част от енергията си в енергия на вторични
заредени частици, които от своя страна предизвикват възбуждане и йонизация.
Трансформацията на енергия на фотоните в енергия на заредени частици става по един
от следните три механизма:
Фотоелектрично поглъщане
Комптънов ефект
Образуване на двойка електрон-позитрон
§ Фотоелектрично поглъщане – при него цялата енергия на фотона се предава на един
електрон от атомната обвивка. Този ефект е преобладаващиото взаимодействие в биологичните
тъкани при енергия на фотоните до около 60 keV, а за олово – над около 500 keV.
§ Комптънов ефект – при него енергията на фотона се поделя между един електрон от
веществото (Комптънов електрон) и разсеян фотон с по-ниска енергия от тази на падащия.
Комптъновият ефект e преобладаващото взаимодействие на фотоните с биологичните
тъкани при енергии между 60 keV и 10 МеV.
§ Образуване на двойка електрон-позитрон – при него енергията на фотона се
изразходва за създаване на двойка заредени частици – електрон и позитрон. Това
взаимодействие е възможно при енергия на фотоните над 1022 keV и става доминиращ вид
взаимодействие с биологичните тъкани при енергии над 10 MeV.
-8-

Тъй като тествания материал и дефектите в него имат различни качества следва да се
очаква различна «реакция» на материала и дефекта към йонизиращото лъчение.
2.10. Отслабване на фотонните лъчения
Ако точков източник на фотонно йонизиращо лъчение с интензитет се намира във
вакуум, неговият интензитет ψ намалява с разстоянието r до източника по известния закон за
обратните квадрати:
ψ0 е интензитетът на лъчението на мястото на източника.
Ако фотонният източник се намира в някакво вещество, в резултат на взаимодействието
на лъчението с веществото неговият интензитет намалява (лъчението отслабва) с дебелината x
на изминатия слой от веществото по закона:
μ e общият линеен коефициент на отслабване на веществото за фотоните.
3. Основни компоненти на радиографска система
3.1. Източници на радиация
3.1.1. Източници на х-лъчи
Източниците на х-лъчи се подразделят на:
-индустриални (40-400 kV);
-с висока резолюция (30-150 kV);
-високоенергийни системи (>400 kV)
Основават се на принципа на х-флуорисценция.От Mo/W или Rh/W
Друга класификация на източниците на х-лъчи е според площта на петното:
-конвенционални (2х2-5х5 mm);
-с минифокус (0,2x0,2-0,8x0,8 mm); -9-

-с микрофокус (0,005x0,005-0,05x0,05 mm);
Радиоактивни източници, обикновено метали, поместени в защитна обвивка (тънка
неръждаема стомана или по-дебел алуминий), Те пък са поместени в защитни контейнери от
олово, обеднен уран или други метали с висока плътност.
3.2. Среда на получаването на изображението
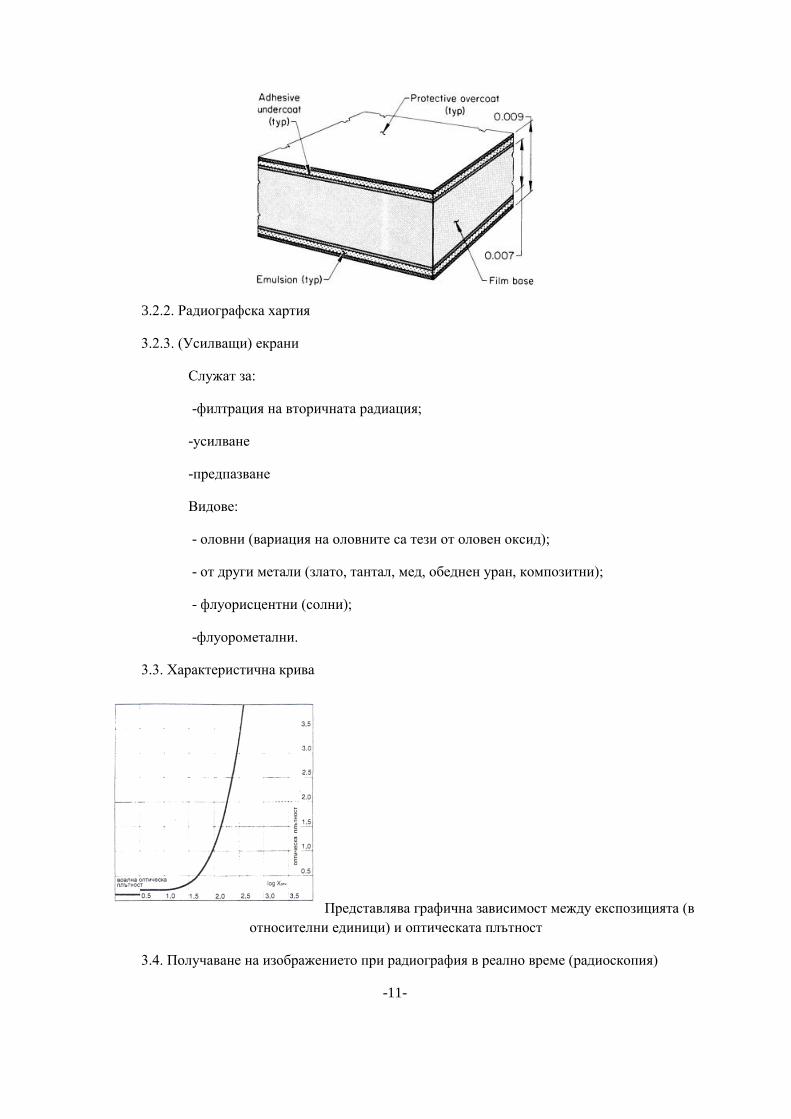
3.2.1. (Технически) филми
дебелина около 0,25 mm
два типа:
Безекранни
За използване с екран
-10-
3.2.2. Радиографска хартия
3.2.3. (Усилващи) екрани
Служат за:
-филтрация на вторичната радиация;
-усилване
-предпазване
Видове:
- оловни (вариация на оловните са тези от оловен оксид);
- от други метали (злато, тантал, мед, обеднен уран, композитни);
- флуорисцентни (солни);
-флуорометални.
3.3. Характеристична крива
Представлява графична зависимост между експозицията (в
относителни единици) и оптическата плътност
3.4. Получаване на изображението при радиография в реално време (радиоскопия)
-11-

4. Формиране на изображението
-12-

5. Изпитване с радиационни методи
-13-
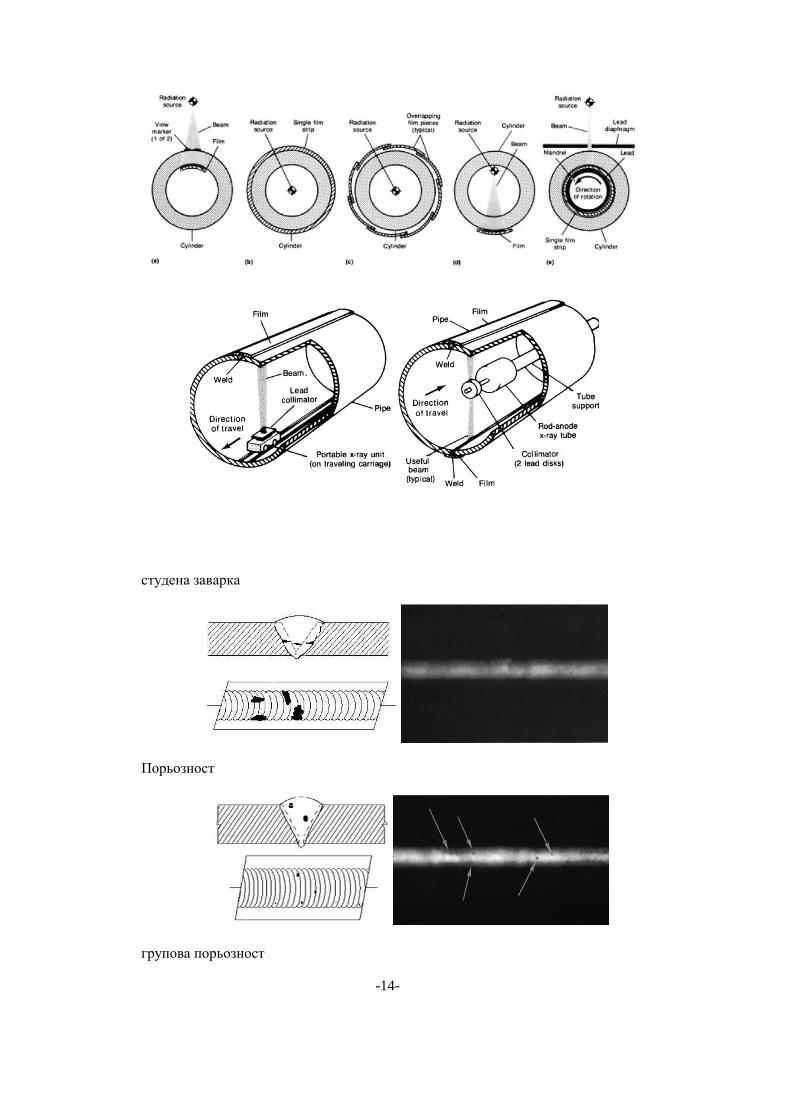
студена заварка
Порьозност
групова порьозност
-14-

Включвания
Непровар
Ерозия
Несъосност -15-

“дебел шев”
Пукнатини
включвания от волфрам
включвания от оксиди
6. Основни съображения за безопасност -16-

-дозиметри
- забраненна зона+контрол на достъпа
=зона с радиация 5 mrem/h или 100mrem за 5 дни
=зона с висока радиация 100 mrem/h
=зона с много висока радиация > 500 rad
-максимално допустимо дози <5 rem/год.
Технологичната последователност на операциите по
радиационния контрол включва:
Конструктивен и технологичен анализ на контролируемото изделие; определя се вида на
очакваните дефекти;
Подготовка за радиационно изследване; избор на технологичните параметри на пролъчването –
източник на радиацията, вида на лъченето, отоплителния ток,
напрежението, време на експозицията; посоката на пролъчване, броят на експозициите,
разположението на обекта, поставяне на маркери и др.
-17-
Пролъчване;
Фотохимична обработка на филма;
Анализ на радиографското изображение;
Откриване на дефектите;
Заключение и препоръки към технолога или конструктора.
Организацията на радиационен контрол в една фирма изисква да се отделят специални
групи дефектоскописти , специализирани в този вид дейност. Те се грижат за усвояване на
нови методики, за усъвършенстване на съществуващите такива, грижат се за апаратурата,
доставяне на филми, екрани и др. и се явяват на годишни медицински прегледи,
задължителни за този персонал.
Всяка радиограма се маркира с помощта на специални оловни марки заедно с
контролираното изделие. Детайли с различна дебелина и сложна форма се пролъчват в отделни
участъци (позиции).
-18-
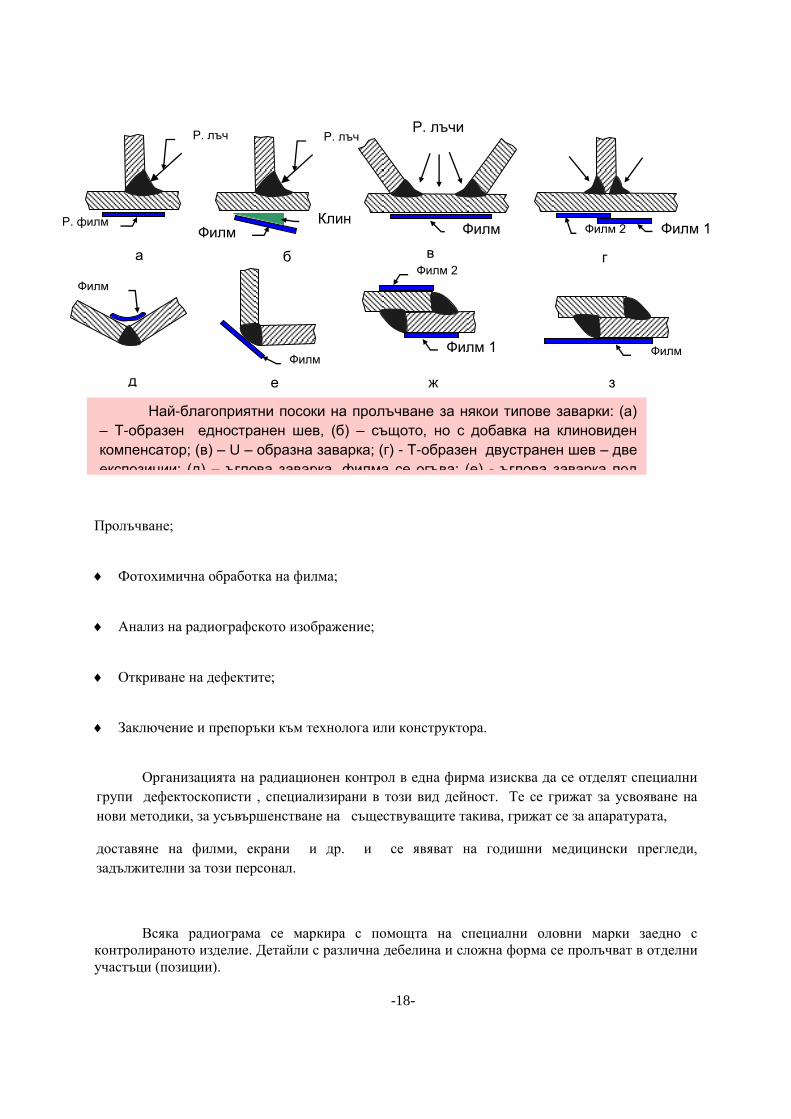
Филм
Клин Филм
Р. филм Филм
Р. лъчи
Филм 1 Филм 2
Филм
Филм 1
Филм 2
Филм
Р. лъч Р. лъч
а б в г
д е ж з
Най-благоприятни посоки на пролъчване за някои типове заварки: (а)
– Т-образен едностранен шев, (б) – същото, но с добавка на клиновиден
компенсатор; (в) – U – образна заварка; (г) - Т-образен двустранен шев – две
експозиции; (д) – ъглова заварка, филма се огъва; (е) - ъглова заварка под
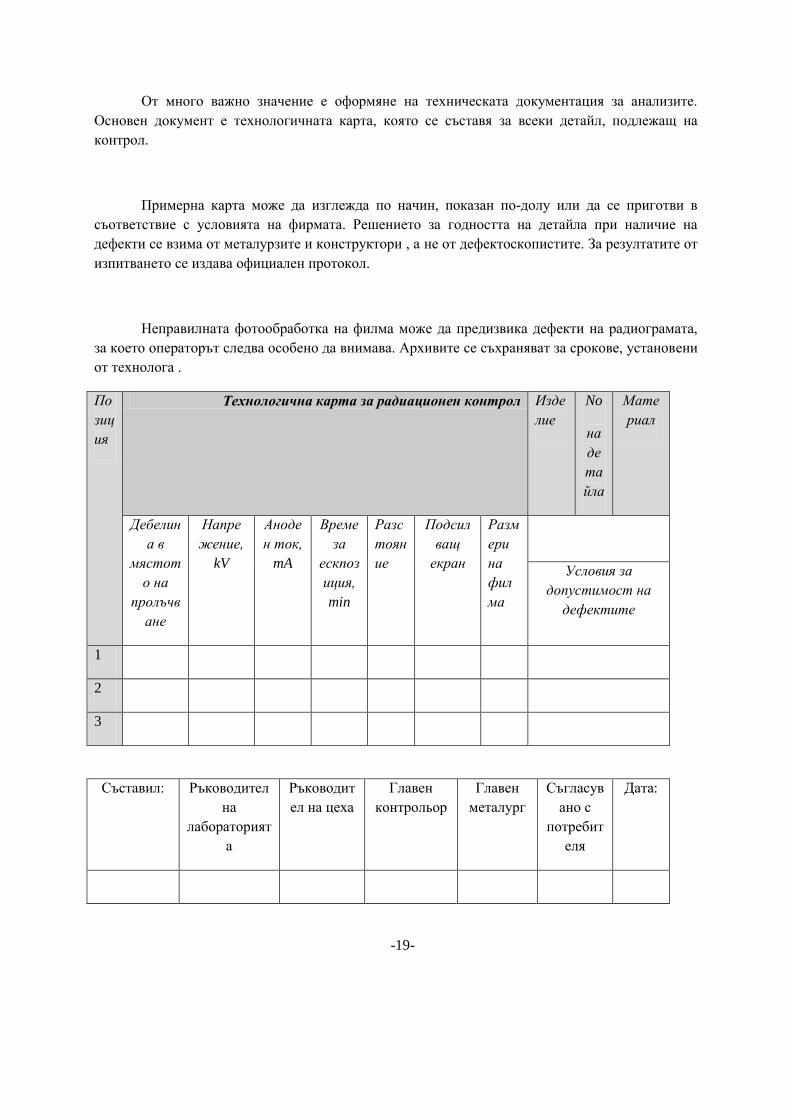
От много важно значение е оформяне на техническата документация за анализите.
Основен документ е технологичната карта, която се съставя за всеки детайл, подлежащ на
контрол.
Примерна карта може да изглежда по начин, показан по-долу или да се приготви в
съответствие с условията на фирмата. Решението за годността на детайла при наличие на
дефекти се взима от металурзите и конструктори , а не от дефектоскопистите. За резултатите от
изпитването се издава официален протокол.
Неправилната фотообработка на филма може да предизвика дефекти на радиограмата,
за което операторът следва особено да внимава. Архивите се съхраняват за срокове, установени
от технолога .
По
зиц
ия
Технологична карта за радиационен контрол Изде
лие
No
на
де
та
йла
Мате
риал
Дебелин
а в
мястот
о на
пролъчв
ане
Напре
жение,
kV
Aноде
н ток,
mA
Време
за
ескпоз
иция,
min
Разс
тоян
ие
Подсил
ващ
екран
Разм
ери
на
фил
ма
Условия за
допустимост на
дефектите
1
2
3
Съставил: Ръководител
на
лабораторият
а
Ръководит
ел на цеха
Главен
контрольор
Главен
металург
Съгласув
ано с
потребит
еля
Дата:
-19-

От изключително значение е качеството на полученото изображение, липсата на дисторсии или
нефокусираност, които могат да се избегнат, ако се използуват някои от посочените правила и
принципи, а също много важна е опитността и акуратност на дефектоскопистите.
Някои по-прости примери на интерпретацията на получените снимки:
Наличието на тъмни петна е свидетелство на пори, шупли, непровар;
Светли петна на снимката показват наличието на включвания от по-леки метали, а също
нееднородност на дебелината , например, при корозия , кавитация, износване и др.
Отделни ивици с тъмен цвят, със значителна дължина, свидетелствуват за наличие на
студени пукнатини или разслоявания;
Редуващи се тъмни и светли точки показват, че при леене в отливката са попаднали
шлакови включвания;
Газови шупли се проявяват като група тъмни точки или петна.
Радиционна безопасност при пролъчваща дефектоскопия
Принципите на радиационна безопасност са развити в практиката на базата на
биологичното влияние на ионизиращите лъчения. Има два главни аспекта на безпосността:
мониторинг на погълнатите дози на лъчение и предпазване на персонала.
Обикновено Ro- и - излъчване се измерва като степента на ионизация на даденото
количество атоми, както и по влиянието на радиацията върху човешкото тяло, което зависи от
количеството на погълнатата енергия. Затова на ред с “Рентген” – “R” като единица на
лъчението, в система SI се използуват и единици “RЕМ” (Roentgen Equivalent Men”) или
“Зиверт (Sv)”. Тези единици включват факторите на безопасност, свързани с погълнатата доза
на конкретния тип лъчене, като погълнатата доза се измерва в т.н. “rad” ( Radiation Absorbed
Dose), както и в единици “грей” - “Gy” в система SI. Те са свързани по следния начин:
1 Gy = 100 rad ; 1 Sv = 100 REM;
1 R = 0.01 Gy (1 rad)
-20-
Mаксимално разрешените дози достигат 0,05 Sv/ год = 5 rem годишно, като в
различните държави и в различни периоди от времето максимално допустимите дози са
различни, в зависимост от някои фактори. Поради тези причини в лабораториите се установявя
строг контрол за радиацията в помещенията и за погълнатите дози радиация за персонала.
Въведени са редица ограничения, които кратко могат да се споменат като:
В лабораториите за радиационен контрол не могат да работят лица, ненавършили 18
години;
Помещенията на апаратните се изграждат от специални поглъщащи материали
(баритобетон) с необходима дебелина;
Стените отвътре се покриват с оловни или стоманени листи ;
Вратите на апаратната са подвижни, но се следи да няма пропуски на радиацията и
неплътности;
При използуване на подвижни източници като преносими рентгенови апарати или гама-
източници, строго се спазват разстоянията, на които може безопасно да се намира
персонала в момента на включване на високото напрежение или изваждане на
радиоактивния елемент от контейнера и позиционирането му;
Транспортирането на гама-източници е изключително отговорен момент;
Персонала носи индивидуални дозиметри за контрол на погълнатата радиация и подлежи на
задължителем ежегоден медицински контрол. Известно е, че погълнатите дози се сумират
през целия човешки живот и се натрупват в организма, те не се премахват по никакъв
начин.
ЛИТЕРАТУРА:
1. Скордев А., Бъчваров И., Маринов К. Безразрушителен контрол. София. Техника 1984
2. Адаменко А. А., Валевич М. И. Радиационний неразрушающий контроль сварний
соединений. Киев Техника 1981 .
3. Миховски М. и др. Визоално-оптичен безразрушителен контрол София 2002
4. Табакова Божана и др.
Радиационни методи за неразрушаващ контрол. София 2005г.
5. Генов Г. Технология на ремонта на артилерииските системи. М.О, 1966г.
-21-
На основание Договор: BG 051 PO 001- 3.1.07-00400
по проект “Образованието в ШУ в служба на икономиката на
знанието” , Катедреният съвет на катедра “ Инженерна
логистика” възлага 12ч. лабораторни упражнения на Георги
Димитров Георгиев от “КММ-68 АД”, който следва:
Учебна дисциплина: “Методи за контрол, изпитване на материали,
изделия и апаратура.”
Тема: “Радиационни методи за безразрушителен контрол.
Място на провеждане на лабораторното упражнение: -“КММ-
68 АД” – лаборатория по безразрушителен контрол.
Първо заниятие на 15.05.2014 от 08:00 до 12:00; и от 13:00 до
17:00 ч.
Второ заниятие на 19.05.2014 от 08:00 до 11:00; и от 14:00 до
17:00 ч.