01 bolt and nut - r2
TRANSCRIPT

Fundamental of Bolt & Nut
ความรเบองตนเรองสลกเกลยว นอต และการใชงาน
การจบยดชนงานรปแบบตาง ๆ 1
ค าศพททเกยวกบเกลยว 2
มาตรฐานเกลยว 3
การสรางเกลยวนอกและเกลยวใน 4
5 การใชงานสลกเกลยวและแปนเกลยว
Contents
การจบยดชนงานรปแบบตาง ๆ
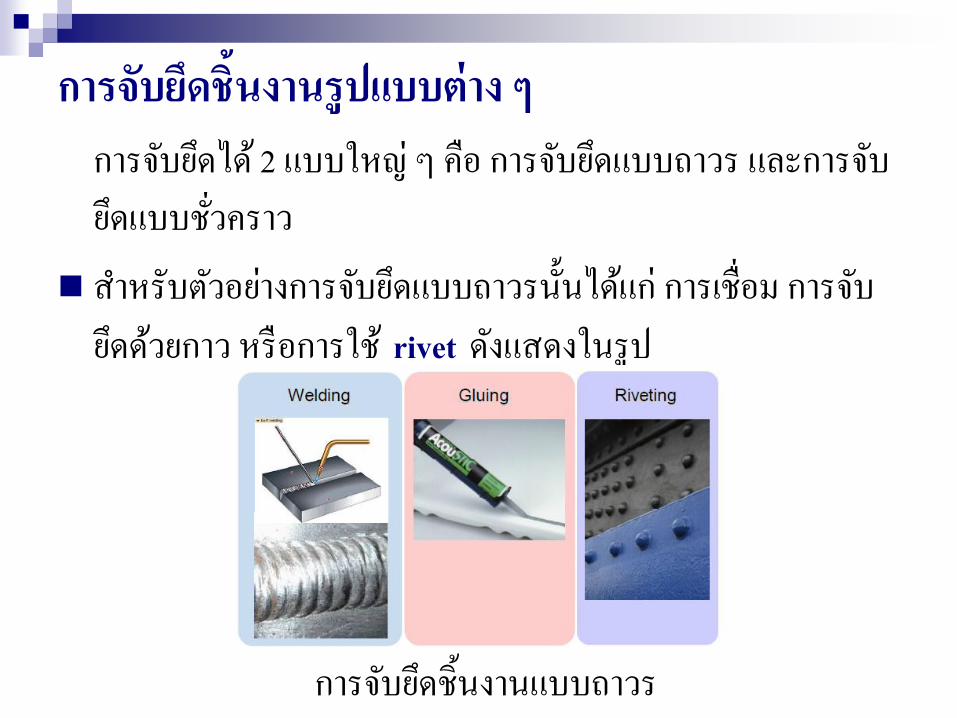
การจบยดชนงานรปแบบตาง ๆ การจบยดได 2 แบบใหญ ๆ คอ การจบยดแบบถาวร และการจบ
ยดแบบชวคราว ส าหรบตวอยางการจบยดแบบถาวรนนไดแก การเชอม การจบ
ยดดวยกาว หรอการใช rivet ดงแสดงในรป
การจบยดชนงานแบบถาวร

การจบยดชนงานรปแบบตาง ๆ สวนการจบยดแบบชวคราวไดแก การจบยดทใชเกลยว ซง
ประกอบไปดวย bolt, nut, stud และ screw ดงตวอยางทแสดงในรป
Stud bolt Screw Bolt nut

การจบยดชนงานรปแบบตาง ๆ Bolt and Nut รปทรงของหว Bolt และ Nut อาจมไดในหลายลกษณะขนกบ
วตถประสงคการใชงาน ลกษณะทพบเสมอคอ Bolt และ Nut ทมหวหกเหลยม(Hexagon)
และ สเหลยม(Square)
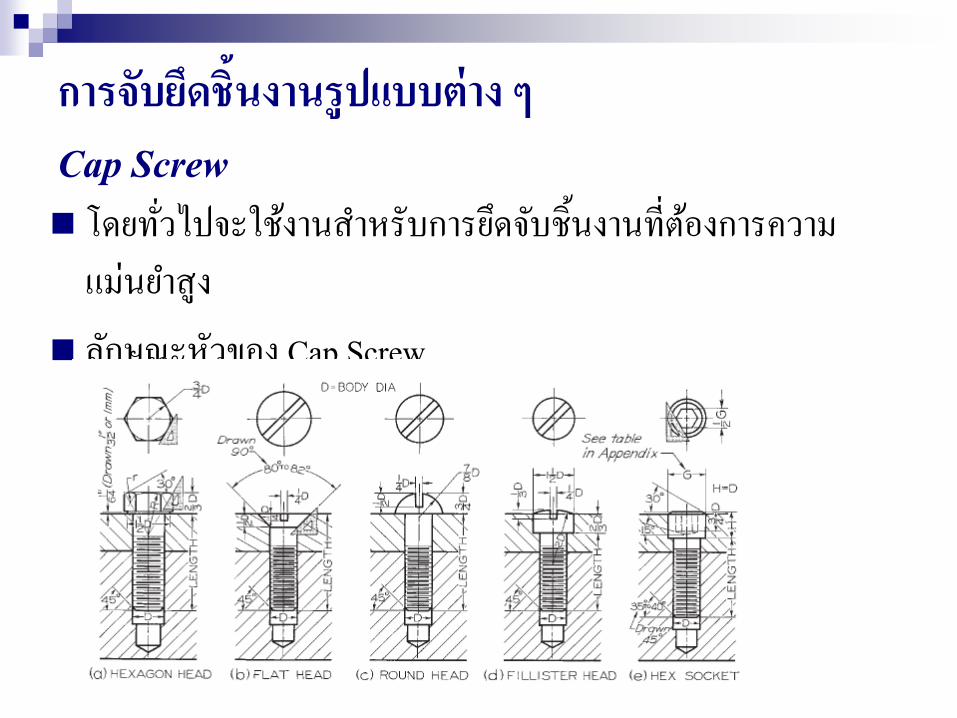
การจบยดชนงานรปแบบตาง ๆ Cap Screw โดยทวไปจะใชงานส าหรบการยดจบชนงานทตองการความ
แมนย าสง ลกษณะหวของ Cap Screw
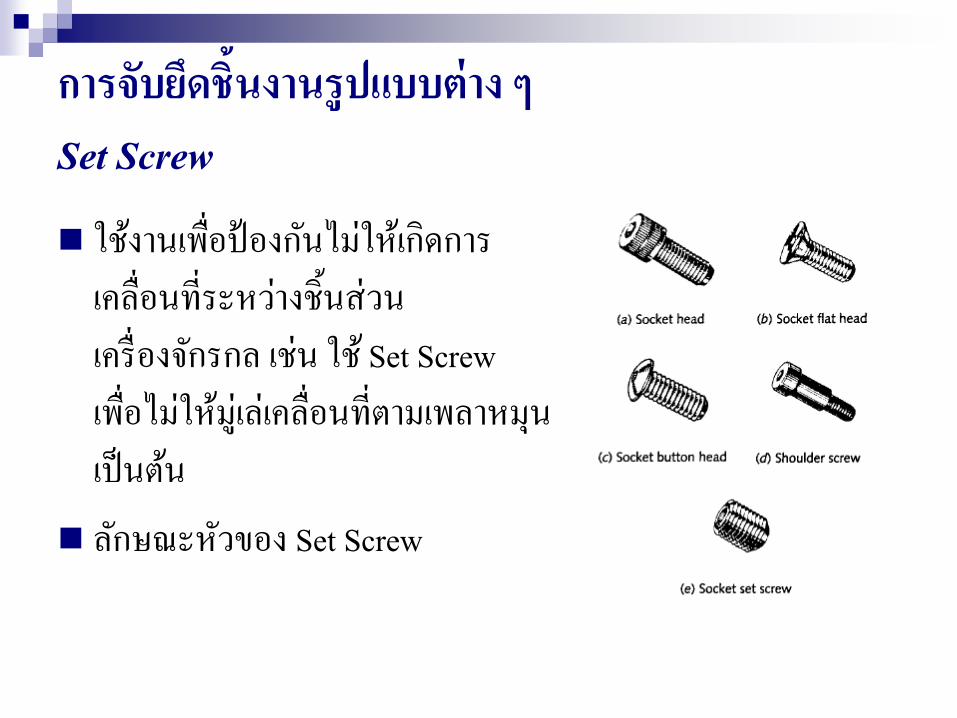
การจบยดชนงานรปแบบตาง ๆ Set Screw
ใชงานเพอปองกนไมใหเกดการเคลอนทระหวางชนสวนเครองจกรกล เชน ใช Set Screw เพอไมใหมเลเคลอนทตามเพลาหมน เปนตน
ลกษณะหวของ Set Screw
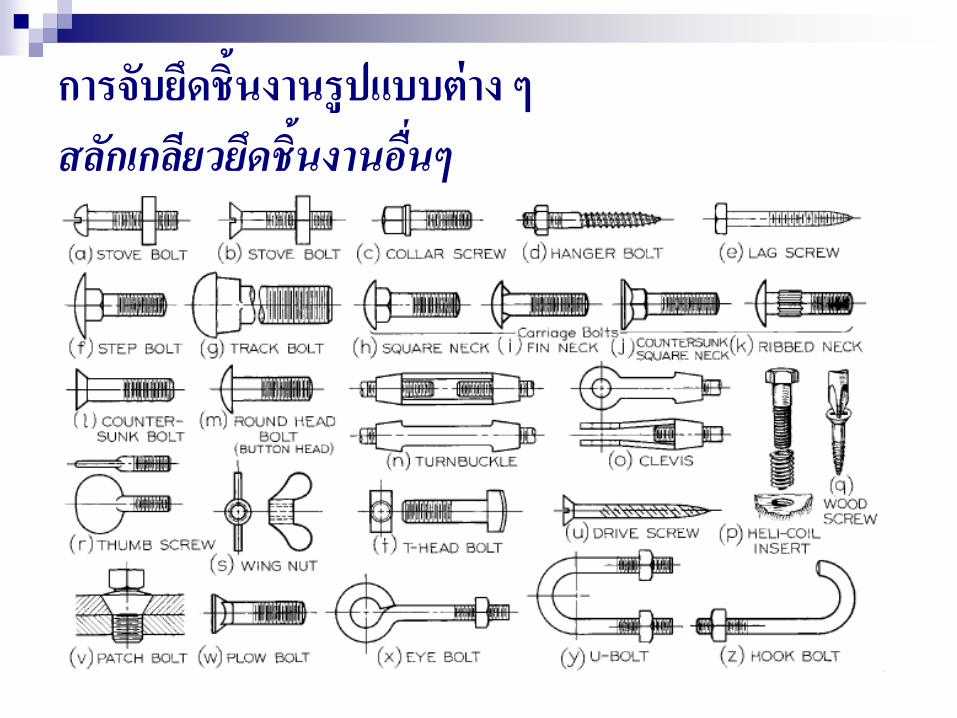
การจบยดชนงานรปแบบตาง ๆ สลกเกลยวยดชนงานอนๆ
ค าศพททเกยวกบเกลยว
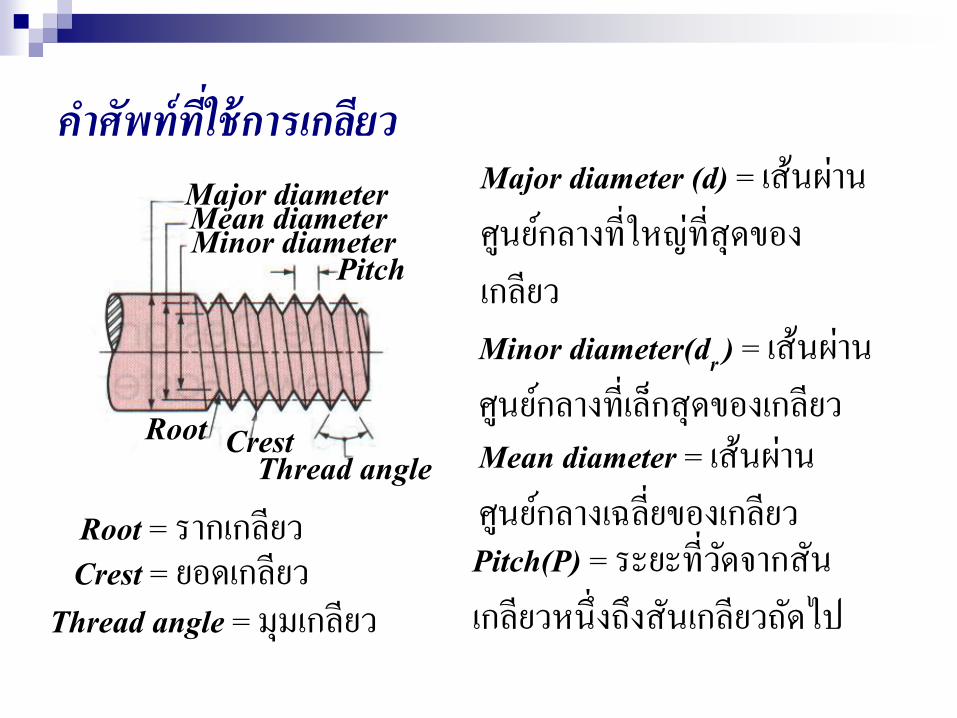
ค าศพททใชการเกลยว Major diameter (d) = เสนผานศนยกลางทใหญทสดของเกลยว Minor diameter(dr ) = เสนผานศนยกลางทเลกสดของเกลยว Mean diameter = เสนผานศนยกลางเฉลยของเกลยว Pitch(P) = ระยะทวดจากสนเกลยวหนงถงสนเกลยวถดไป
Root = รากเกลยว Crest = ยอดเกลยว
Thread angle = มมเกลยว
Major diameter Minor diameter Mean diameter
Pitch
Root Crest Thread angle
ค าศพททใชการเกลยว
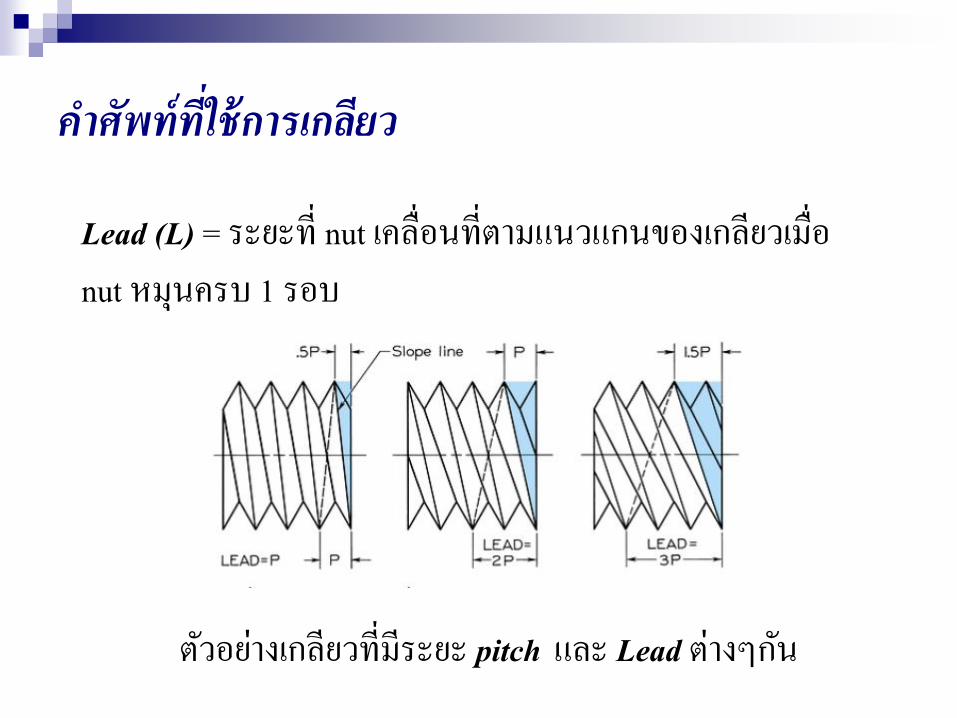
Lead (L) = ระยะท nut เคลอนทตามแนวแกนของเกลยวเมอ nut หมนครบ 1 รอบ
ตวอยางเกลยวทมระยะ pitch และ Lead ตางๆกน
ค าศพททใชการเกลยว
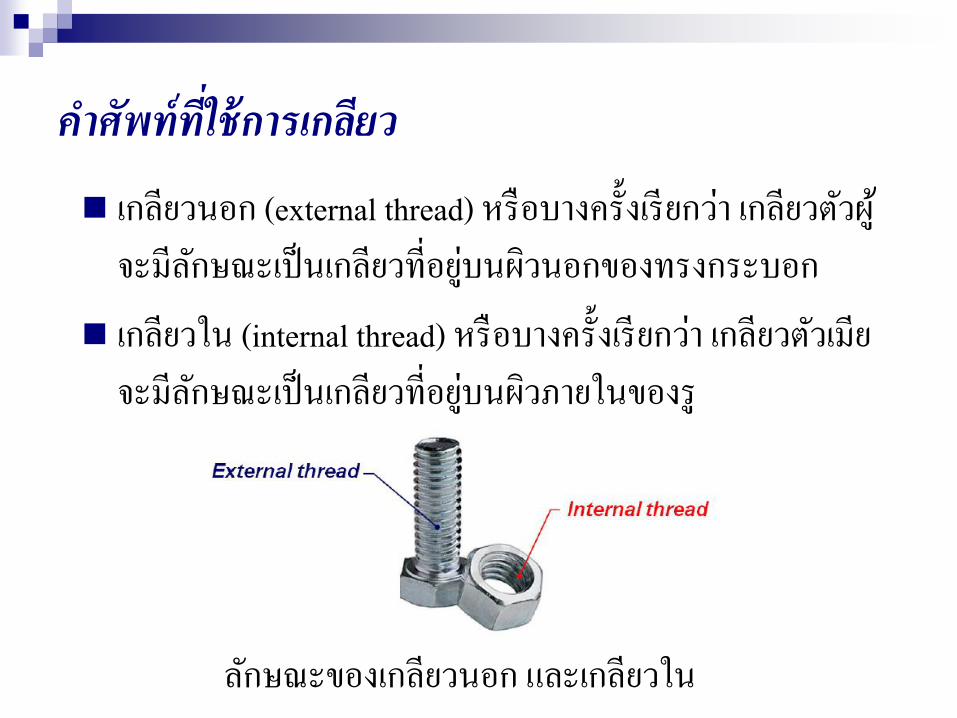
เกลยวนอก (external thread) หรอบางครงเรยกวา เกลยวตวผ จะมลกษณะเปนเกลยวทอยบนผวนอกของทรงกระบอก
เกลยวใน (internal thread) หรอบางครงเรยกวา เกลยวตวเมย จะมลกษณะเปนเกลยวทอยบนผวภายในของร
ลกษณะของเกลยวนอก และเกลยวใน
ค าศพททใชการเกลยว
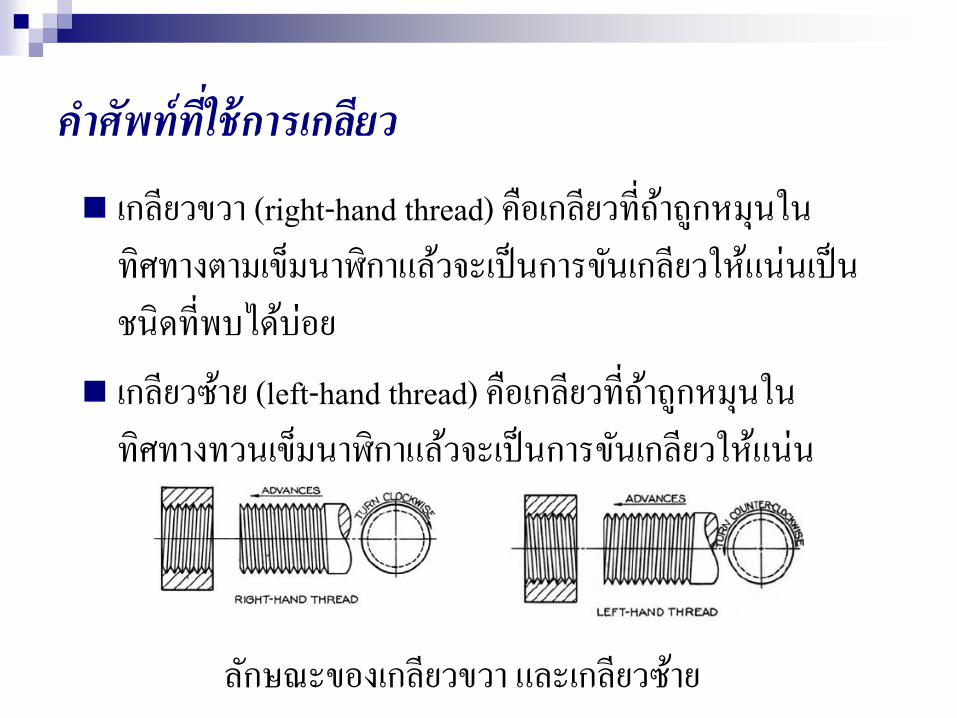
เกลยวขวา (right-hand thread) คอเกลยวทถาถกหมนในทศทางตามเขมนาฬกาแลวจะเปนการขนเกลยวใหแนนเปนชนดทพบไดบอย
เกลยวซาย (left-hand thread) คอเกลยวทถาถกหมนในทศทางทวนเขมนาฬกาแลวจะเปนการขนเกลยวใหแนน
ลกษณะของเกลยวขวา และเกลยวซาย

Turnbuckle ทมทงเกลยวซาย และเกลยวขวา
ค าศพททใชการเกลยว
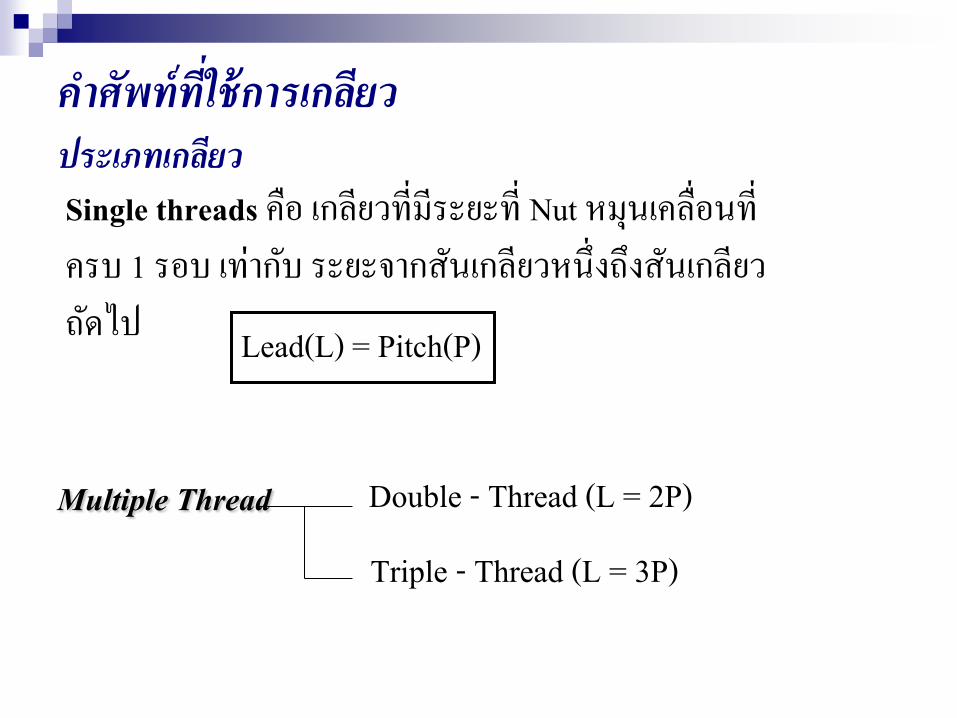
ค าศพททใชการเกลยว ประเภทเกลยว Single threads คอ เกลยวทมระยะท Nut หมนเคลอนทครบ 1 รอบ เทากบ ระยะจากสนเกลยวหนงถงสนเกลยวถดไป Lead(L) = Pitch(P)
Multiple Thread Double - Thread (L = 2P)
Triple - Thread (L = 3P)
มาตรฐานเกลยว
มาตรฐานเกลยว
เกลยวเมตรก (Metric thread) เกลยวยนไฟล (Unified thread)
แบงตามความละเอยดของเกลยว เชนกนคอ เกลยวหยาบ (Coarse - Pitch Series) , เกลยวละเอยด (Fine - Pitch Series)
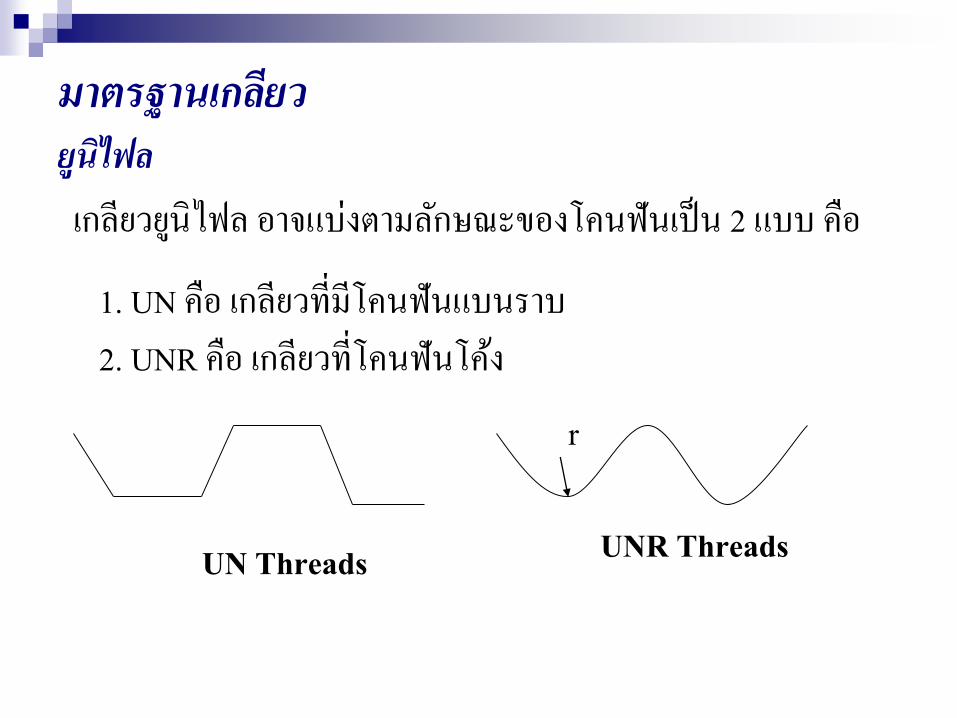
มาตรฐานเกลยว ยนไฟล เกลยวยนไฟล อาจแบงตามลกษณะของโคนฟนเปน 2 แบบ คอ
1. UN คอ เกลยวทมโคนฟนแบนราบ 2. UNR คอ เกลยวทโคนฟนโคง
UN Threads
r
UNR Threads
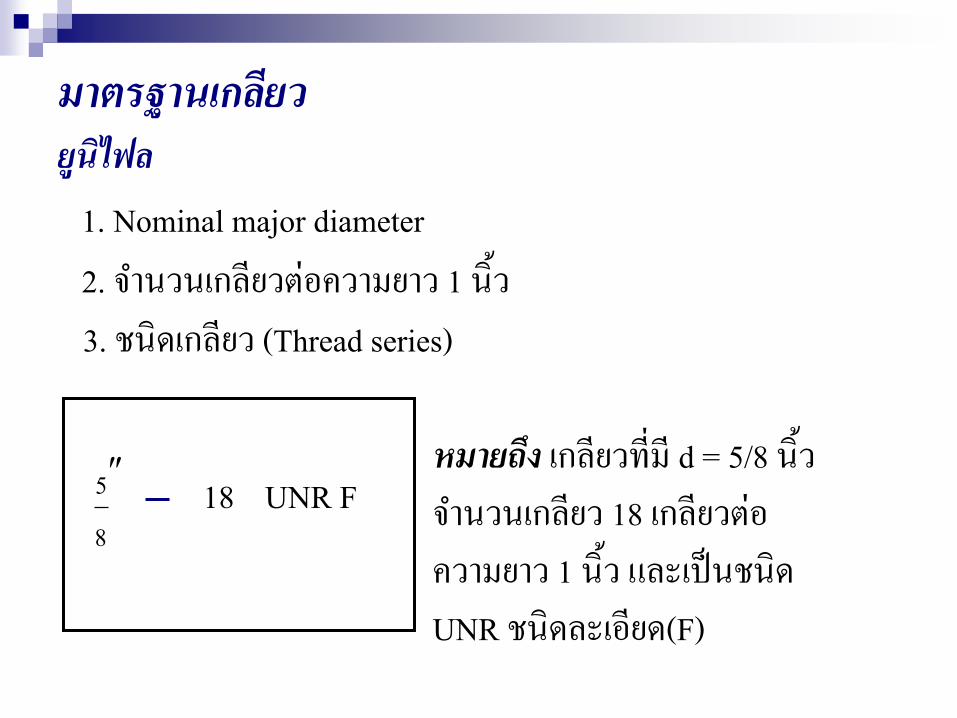
มาตรฐานเกลยว ยนไฟล 1. Nominal major diameter
85
2. จ านวนเกลยวตอความยาว 1 นว
18
3. ชนดเกลยว (Thread series)
UNR F หมายถง เกลยวทม d = 5/8 นว จ านวนเกลยว 18 เกลยวตอความยาว 1 นว และเปนชนด UNR ชนดละเอยด(F)
มาตรฐานเกลยว เมตรก
มรปรางเชนเดยวกบเกลยว ยนไฟล แตกตางกบเกลยวยนไฟล คอเกลยวชนดนใชหนวย มลลเมตร แทนทจะเปนหนวยนว เกลยวเมตรก แบงประเภทตามลกษณะของเกลยวเปน 2 ประเภท คอ 1. M Profiles คอ เกลยวท ามมเอยง 60 องศา 2. MJ Profiles คอ ทรากเกลยว(Root) มลกษณะโคงมน
มาตรฐานเกลยว เมตรก การระบเกลยวเมตรกท าไดโดย
1. บงบอกวาเปนเกลยวเมตรก M 2. Major diameter
3. ระยะพท
1.75 12 x
หมายถง เกลยวเมตรกทมขนาด Major Diameter 12 mm ระยะพท 1.75 mm
การสรางเกลยวนอกและเกลยวใน

การสรางเกลยวนอก
อปกรณส าหรบการสรางเกลยวนอกนนประกอบไปดวย thread die และ die stock ดงแสดงในรป
Thread die Die stock
การสรางเกลยวนอก
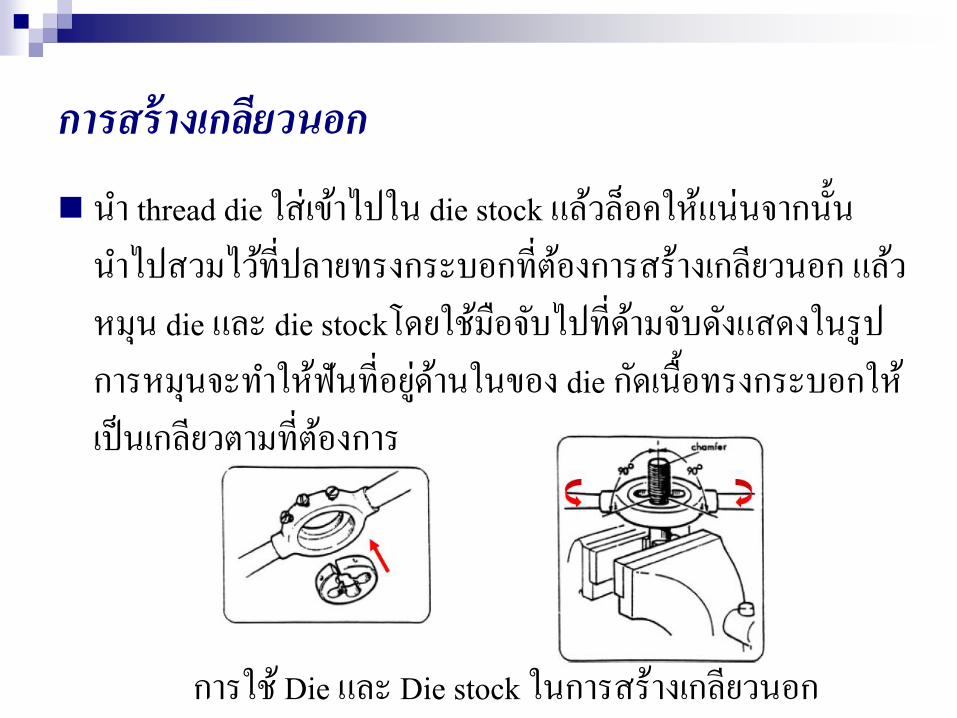
น า thread die ใสเขาไปใน die stock แลวลอคใหแนนจากนนน าไปสวมไวทปลายทรงกระบอกทตองการสรางเกลยวนอก แลวหมน die และ die stockโดยใชมอจบไปทดามจบดงแสดงในรป การหมนจะท าใหฟนทอยดานในของ die กดเนอทรงกระบอกใหเปนเกลยวตามทตองการ
การใช Die และ Die stock ในการสรางเกลยวนอก

การสรางเกลยวใน
อปกรณในการสรางเกลยวในประกอบไปดวย สวาน, ดอกสวาน (drill bit), tap และ tap wrench ดงแสดงในรป
ดอกสวาน Tap Tap wrench
การสรางเกลยวใน
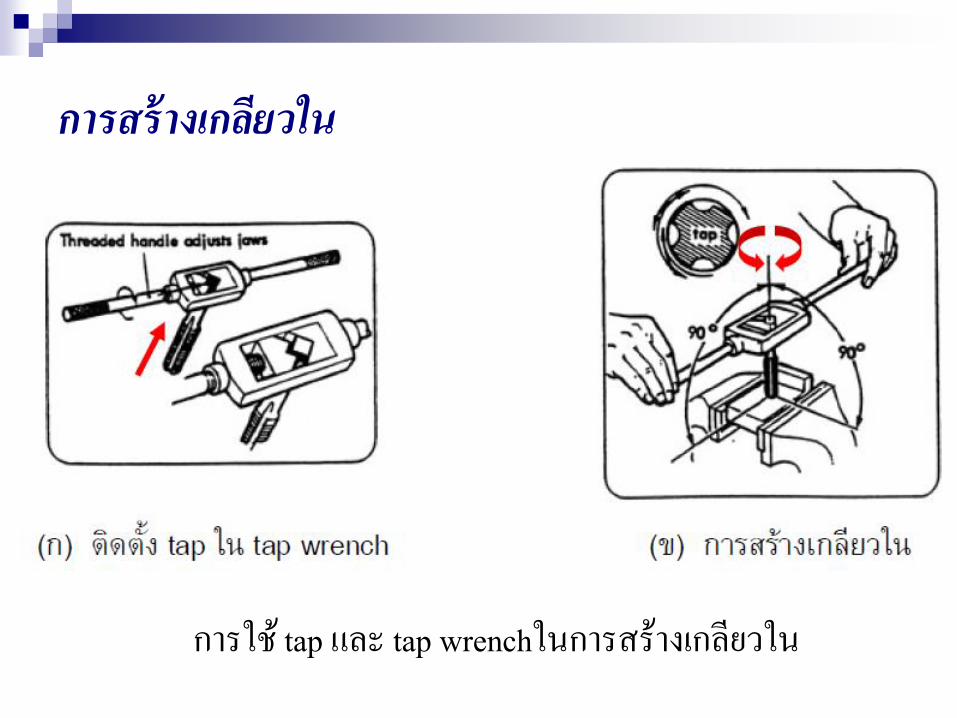
ใชสวานเจาะรบนวตถทตองการสรางเกลยว จากนนน า tap ตดตงลงไปใน tap wrench ดงแสดงในรป ก แลวน าปลาย tap อกดานใสเขาไปในรทเจาะไว แลวเรมหมน tap กบ tap wrench ไปมา โดยจบทดามจบดงแสดงในรป ข ซงฟนทอยบนผวของ tap กจะกดเนอภายในของรเพอสรางเกลยวในตามทตองการ
การสรางเกลยวใน
การใช tap และ tap wrenchในการสรางเกลยวใน
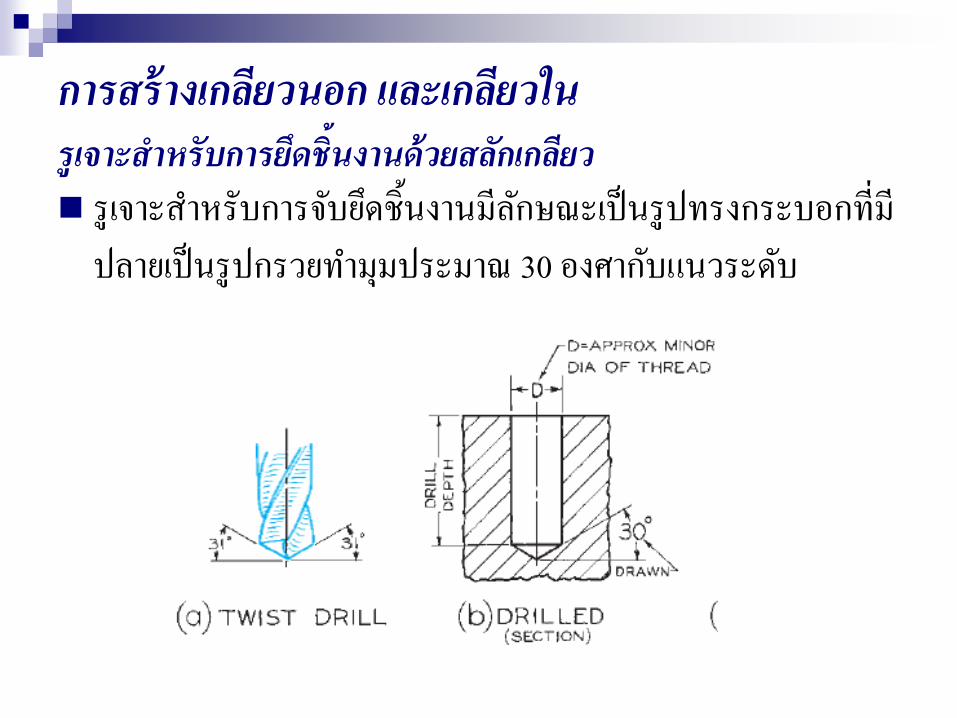
การสรางเกลยวนอก และเกลยวใน รเจาะส าหรบการยดชนงานดวยสลกเกลยว รเจาะส าหรบการจบยดชนงานมลกษณะเปนรปทรงกระบอกทม
ปลายเปนรปกรวยท ามมประมาณ 30 องศากบแนวระดบ
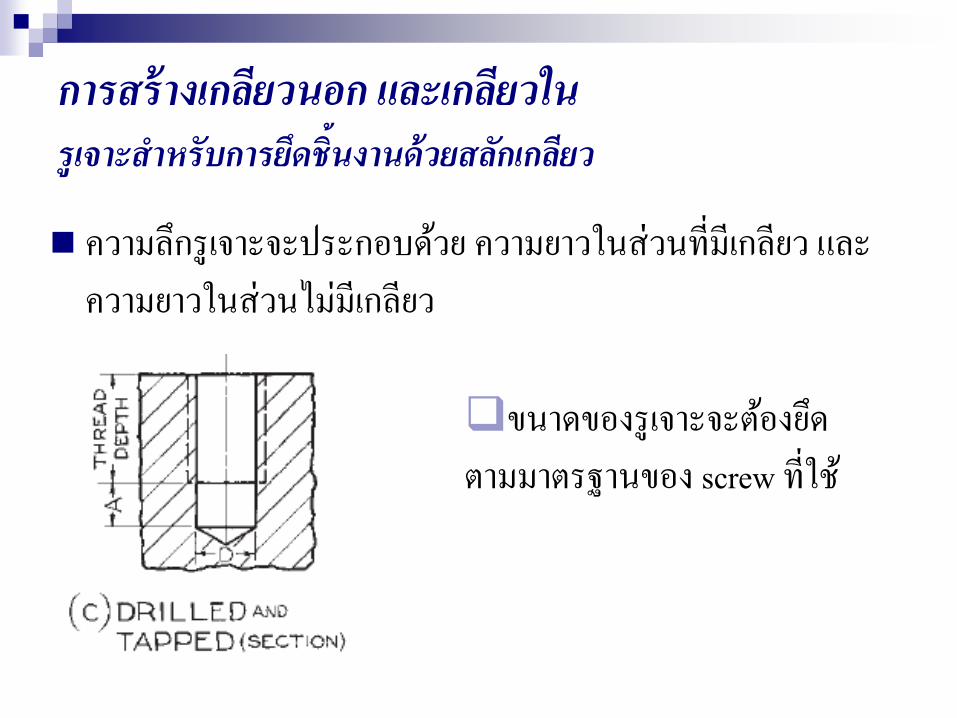
การสรางเกลยวนอก และเกลยวใน รเจาะส าหรบการยดชนงานดวยสลกเกลยว
ความลกรเจาะจะประกอบดวย ความยาวในสวนทมเกลยว และ ความยาวในสวนไมมเกลยว
ขนาดของรเจาะจะตองยดตามมาตรฐานของ screw ทใช
การใชงานสลกเกลยวและแปนเกลยว
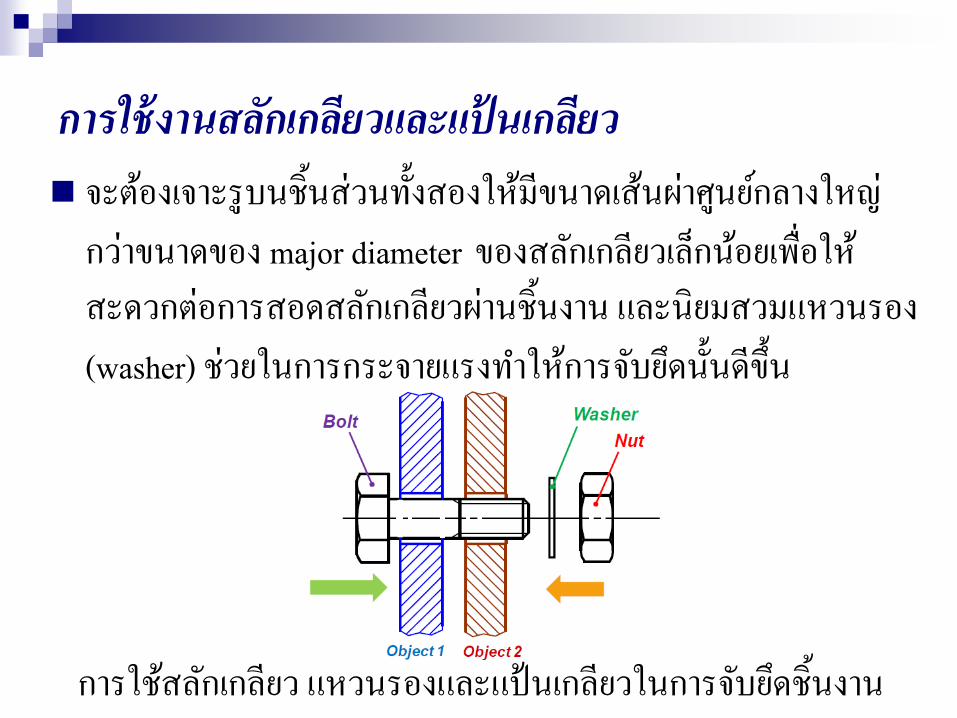
การใชงานสลกเกลยวและแปนเกลยว จะตองเจาะรบนชนสวนทงสองใหมขนาดเสนผาศนยกลางใหญ
กวาขนาดของ major diameter ของสลกเกลยวเลกนอยเพอใหสะดวกตอการสอดสลกเกลยวผานชนงาน และนยมสวมแหวนรอง (washer) ชวยในการกระจายแรงท าใหการจบยดนนดขน
การใชสลกเกลยว แหวนรองและแปนเกลยวในการจบยดชนงาน
การใชงานสลกเกลยวและแปนเกลยว ควรเลอกความยาวในสวนล าตวของสลกเกลยวใหเหมาะสมคอยาว
เลยแปนเกลยวเมอขนแปนเกลยวจนแนนสนทแลวประมาณ 3-4 เทาของระยะ pitch
ความยาวของเกลยวนนกควรมากพอ โดยเผอระยะใหลกเขาไปในชนงานเลกนอยประมาณ 2-3 เทาของระยะ pitch
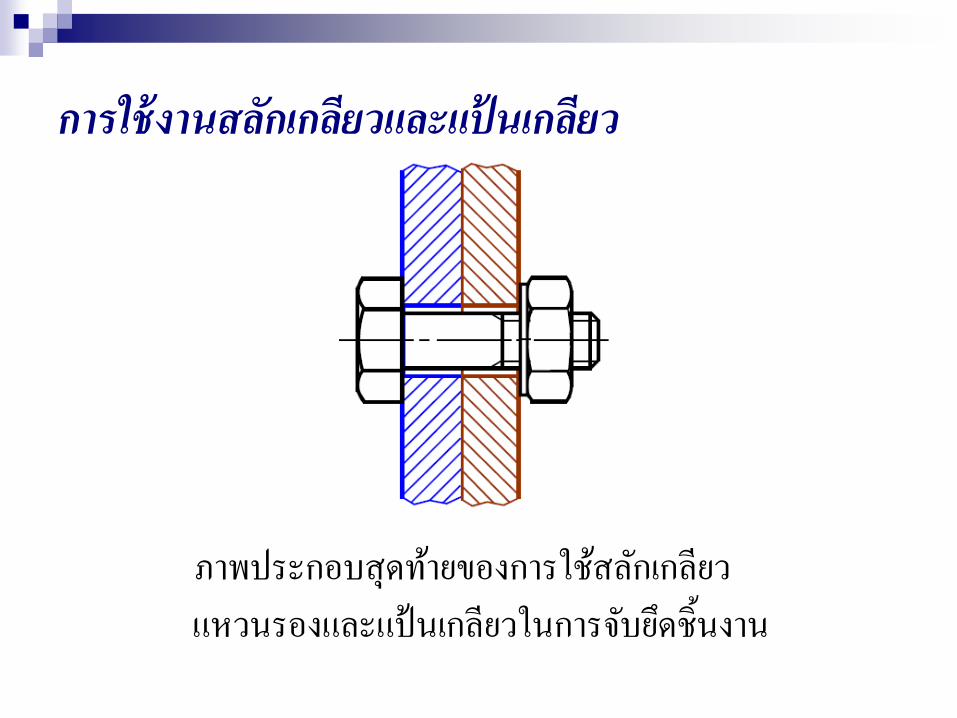
การใชงานสลกเกลยวและแปนเกลยว
ภาพประกอบสดทายของการใชสลกเกลยว แหวนรองและแปนเกลยวในการจบยดชนงาน
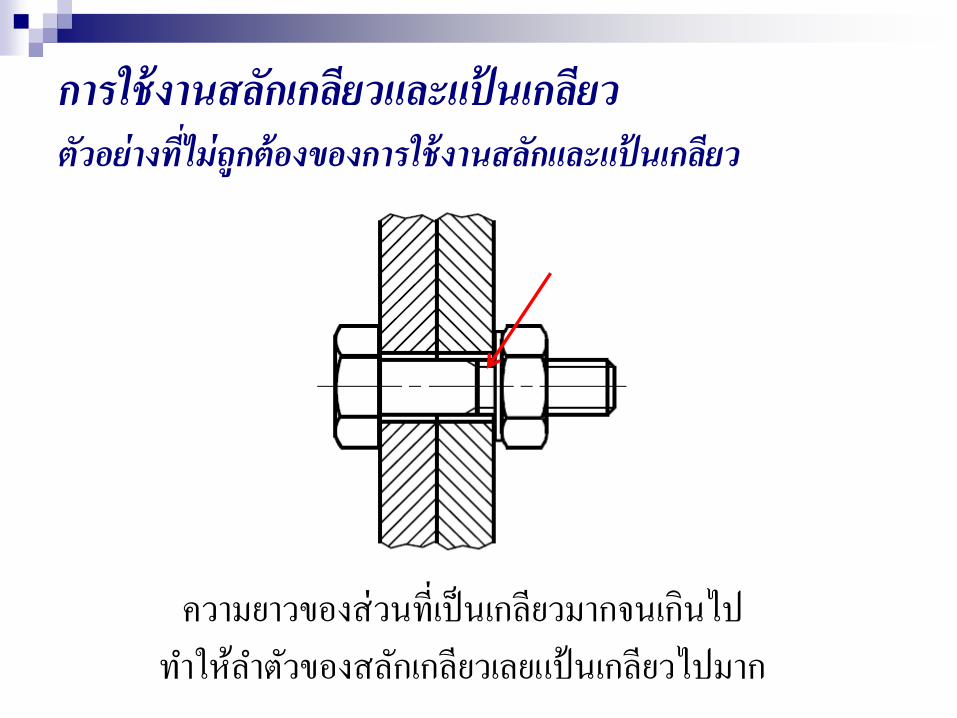
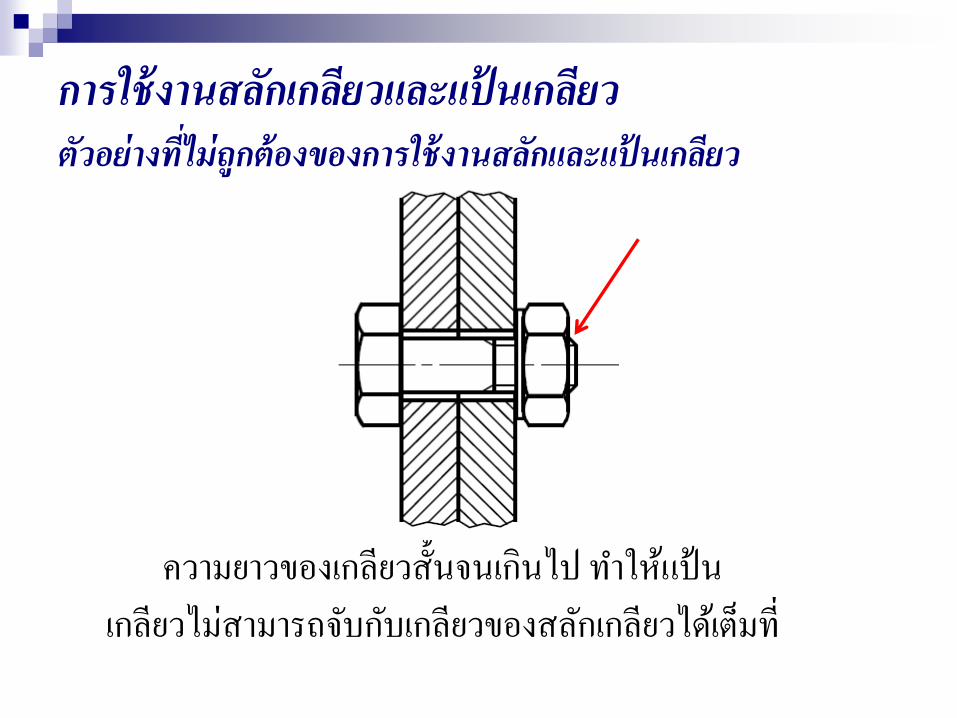
การใชงานสลกเกลยวและแปนเกลยว ตวอยางทไมถกตองของการใชงานสลกและแปนเกลยว
ความยาวของสวนทเปนเกลยวมากจนเกนไป ท าใหล าตวของสลกเกลยวเลยแปนเกลยวไปมาก
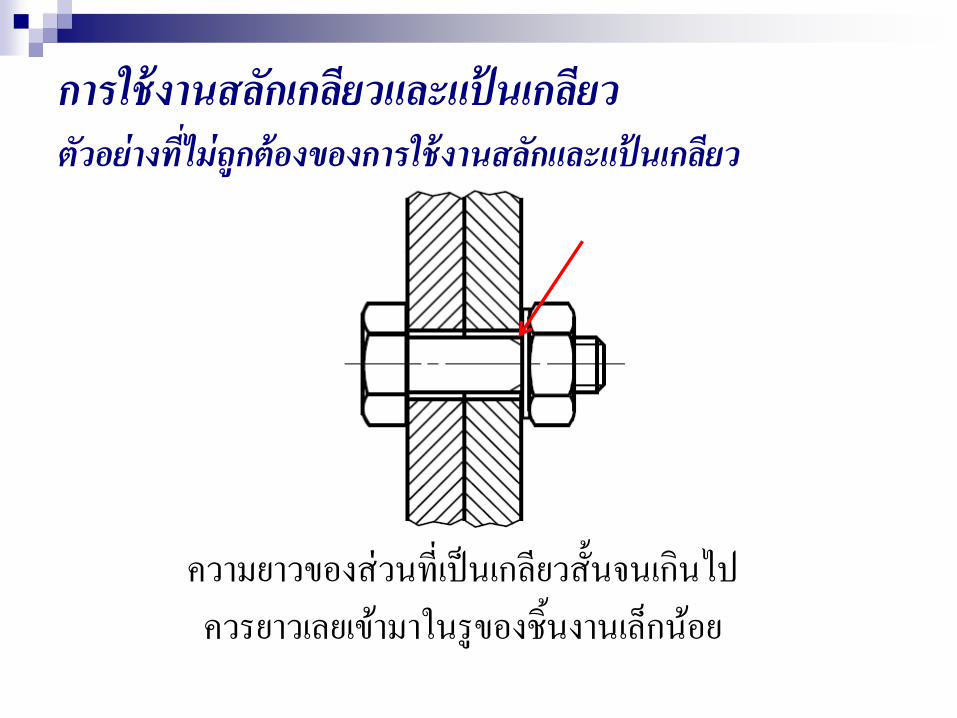
การใชงานสลกเกลยวและแปนเกลยว ตวอยางทไมถกตองของการใชงานสลกและแปนเกลยว
ความยาวของสวนทเปนเกลยวสนจนเกนไป ควรยาวเลยเขามาในรของชนงานเลกนอย
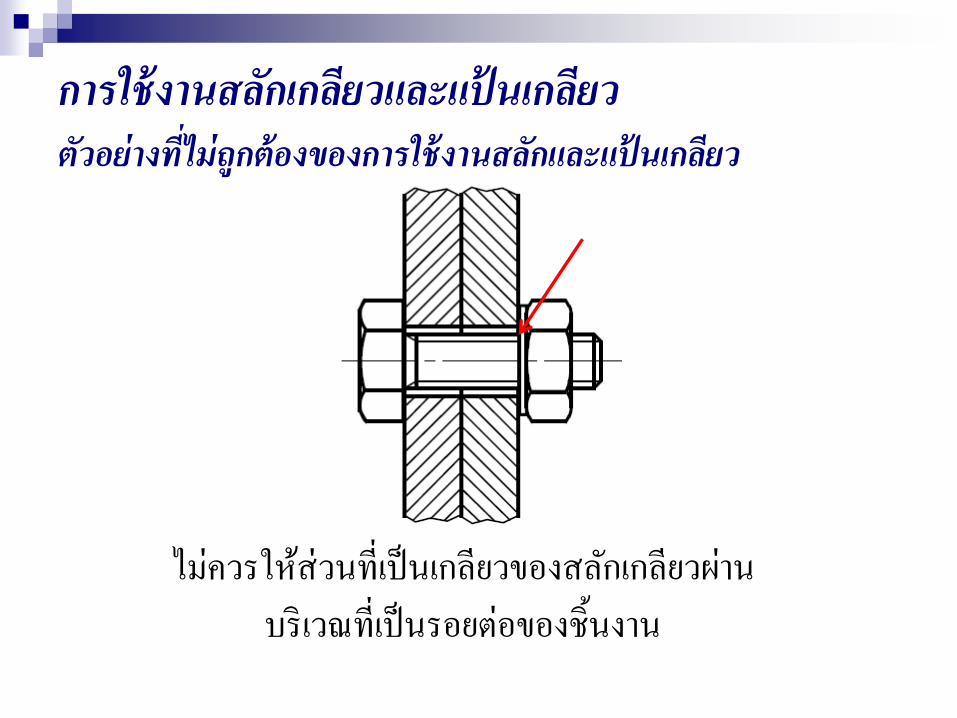
การใชงานสลกเกลยวและแปนเกลยว ตวอยางทไมถกตองของการใชงานสลกและแปนเกลยว
ไมควรใหสวนทเปนเกลยวของสลกเกลยวผาน บรเวณทเปนรอยตอของชนงาน
การใชงานสลกเกลยวและแปนเกลยว ตวอยางทไมถกตองของการใชงานสลกและแปนเกลยว
ความยาวของเกลยวสนจนเกนไป ท าใหแปน เกลยวไมสามารถจบกบเกลยวของสลกเกลยวไดเตมท
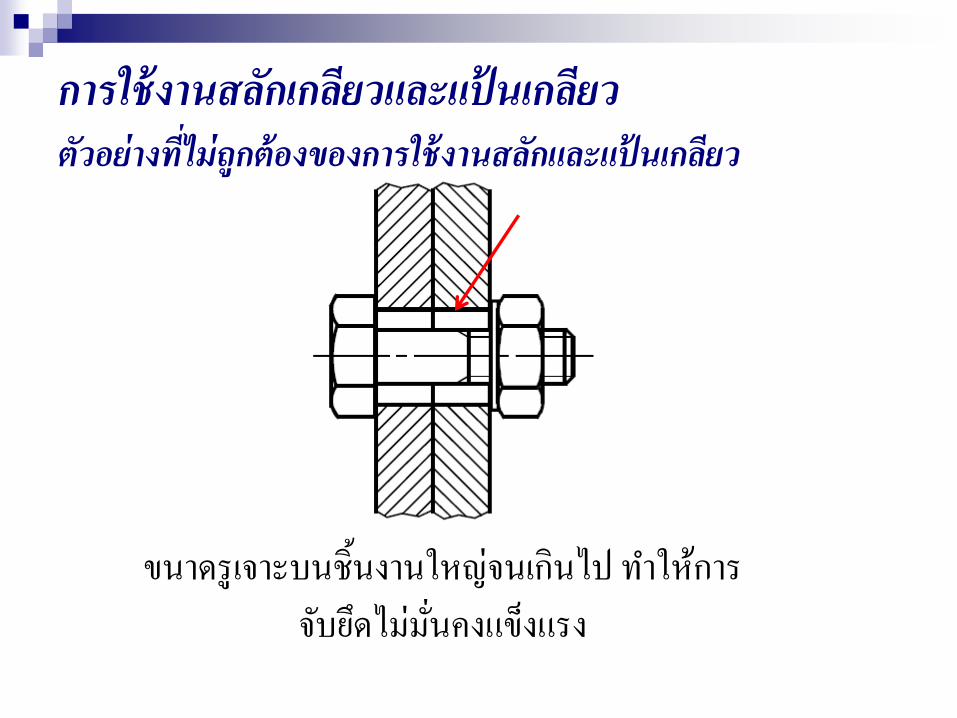
การใชงานสลกเกลยวและแปนเกลยว ตวอยางทไมถกตองของการใชงานสลกและแปนเกลยว
ขนาดรเจาะบนชนงานใหญจนเกนไป ท าใหการ จบยดไมมนคงแขงแรง
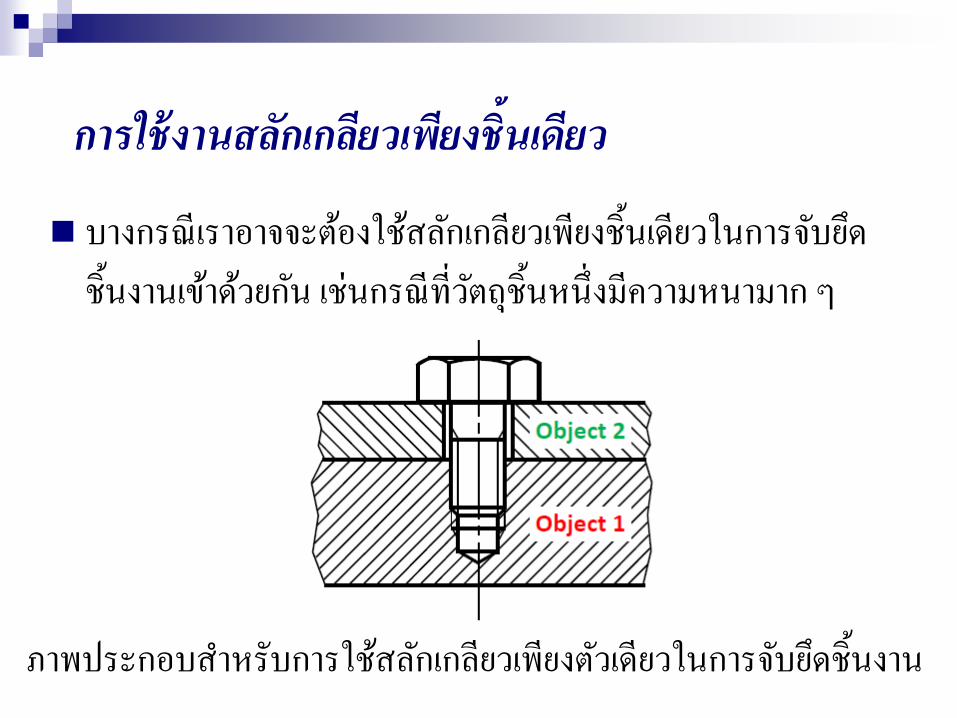
การใชงานสลกเกลยวเพยงชนเดยว
บางกรณเราอาจจะตองใชสลกเกลยวเพยงชนเดยวในการจบยดชนงานเขาดวยกน เชนกรณทวตถชนหนงมความหนามาก ๆ
ภาพประกอบส าหรบการใชสลกเกลยวเพยงตวเดยวในการจบยดชนงาน
การใชงานสลกเกลยวเพยงชนเดยว สวนความยาวของเกลยวบนตวสลกเกลยวนน เมอขนลงไปจนสด แลวจะตองเหลอทวางระหวางเกลยวนอกและเกลยวในอกเลกนอยประมาณ 2-3 เทาของระยะ pitch ความยาวของเกลยวกตองยาวเลยเขามาใน object 2 ประมาณ 2-3
เทาของระยะ pitch อกเชนเดยวกน ส าหรบ object 2 นน เราจะเจาะรธรรมดาไมตองท าเกลยวใน
เพยงแตรทเจาะนนจะตองมขนาดเสนผาศนยกลางทใหญกวาเสนผาศนยกลางของสลกเกลยวเลกนอยเพอใหสวมผานลงไปไดโดยสะดวก

สวนทเปนเกลยวบนสลกเกลยวยาวมากจนเกนไปซงอาจท าใหเมอขนเกลยวจนสดแลว สลกเกลยวยงไมสามารถจบยดชนงานไวดวยกนได
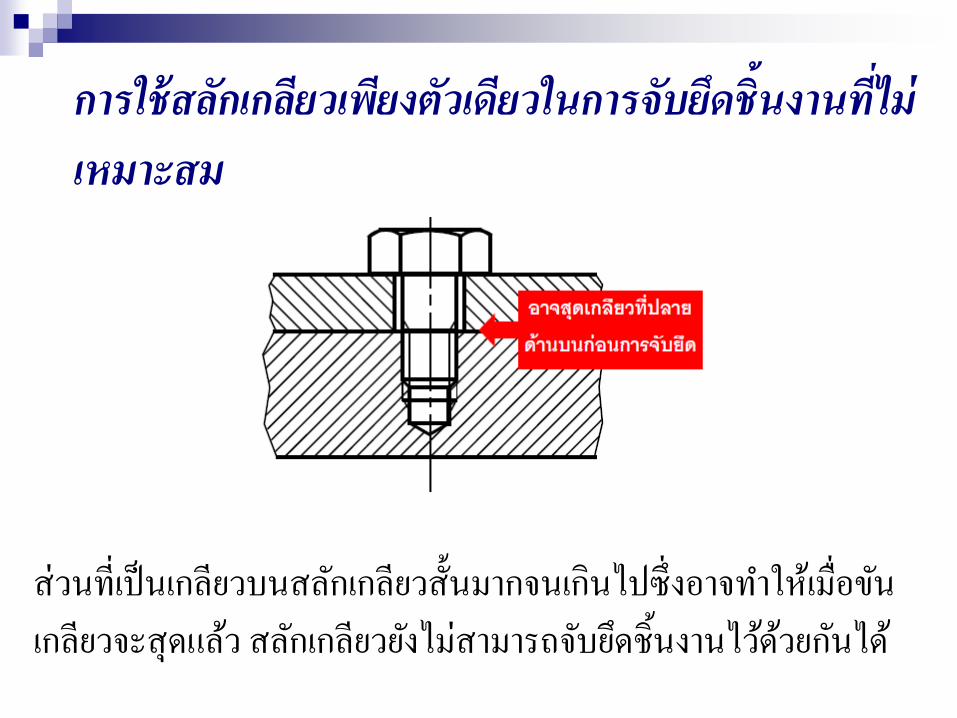
การใชสลกเกลยวเพยงตวเดยวในการจบยดชนงานทไมเหมาะสม
การใชสลกเกลยวเพยงตวเดยวในการจบยดชนงานทไมเหมาะสม
สวนทเปนเกลยวบนสลกเกลยวสนมากจนเกนไปซงอาจท าใหเมอขนเกลยวจะสดแลว สลกเกลยวยงไมสามารถจบยดชนงานไวดวยกนได
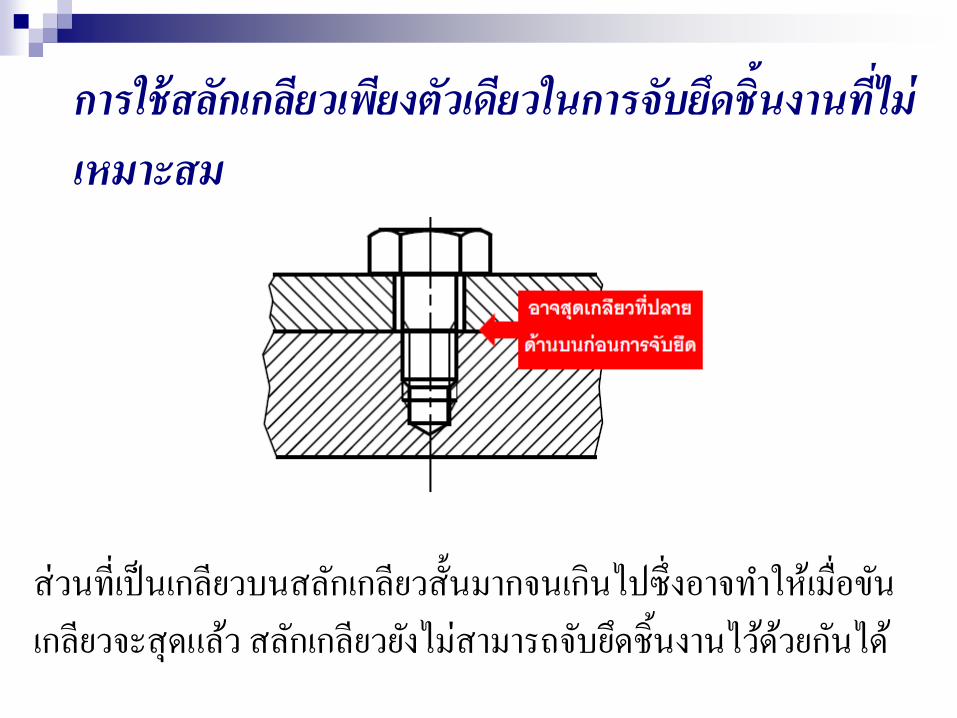
การใชสลกเกลยวเพยงตวเดยวในการจบยดชนงานทไมเหมาะสม
สวนทเปนเกลยวบนสลกเกลยวสนมากจนเกนไปซงอาจท าใหเมอขนเกลยวจะสดแลว สลกเกลยวยงไมสามารถจบยดชนงานไวดวยกนได
การใชงานสลกเกลยวและแปนเกลยว การใชงาน stud and bolt การหนาแปลน
ควรเลอกใชงานปะแกรนใหเหมาะสมกบขนาด และสเปคของหนาแปลน ควรเลอกใชสารหลอลนใหเหมาะสมทกครงในการขนแนน เพอความคณภาพของชนงาน
และปองกนความเสยหายในการถอดเพอซอมบ ารงในครงตอไป
ในการขนแนนควรขนใหหนาแปลนทงสองขนานกน และไมมการเยยงศนย กอนขนแนนควรตรวจสอบหนาแปลน ไมควรมรอยขดขวน เพอปองกนการรวซม
ในการขนแนนของหนาแปลนควรเลอกใช stud และ bolt ใหตรงตามสเปค ควรเลอกใชคาในการขนแนนใหเหมาะสม ควรขนแนนใหเหมาะสมตามล าดบ เพอคณภาพของงาน และปองกนการรวซม
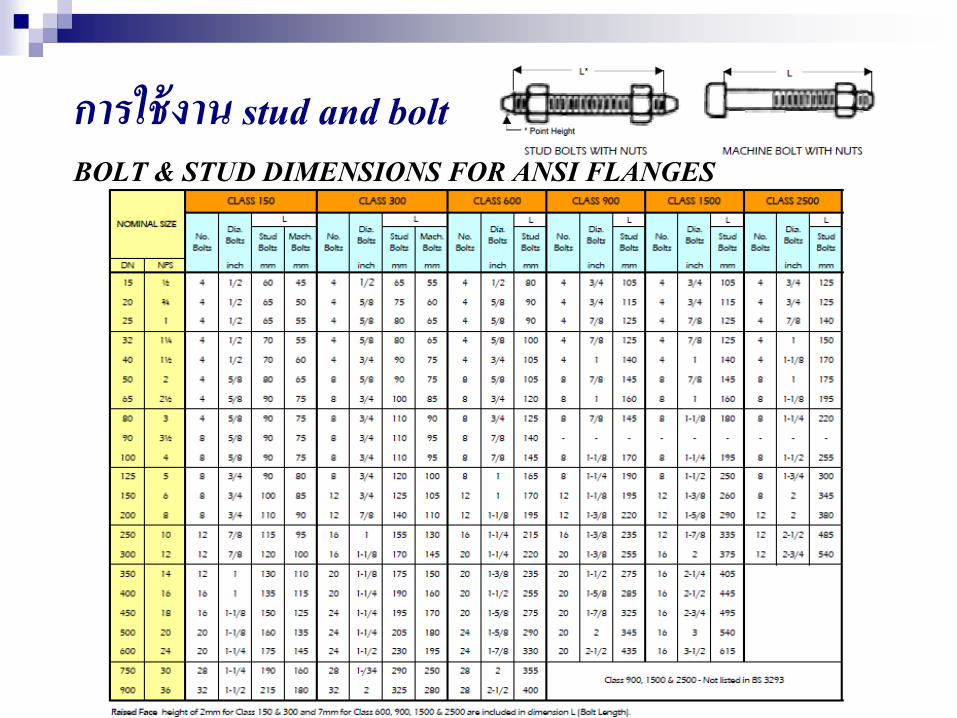
การใชงาน stud and bolt BOLT & STUD DIMENSIONS FOR ANSI FLANGES
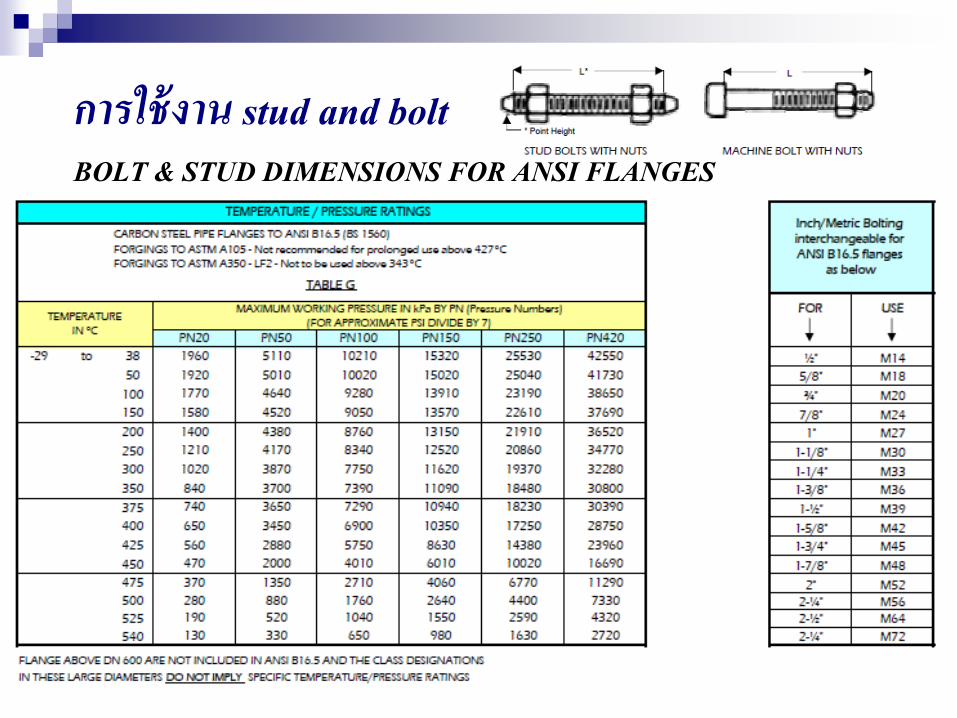
การใชงาน stud and bolt BOLT & STUD DIMENSIONS FOR ANSI FLANGES

การใชงาน stud and bolt อณหภมใชงานทเหมาะสมส าหรบ stud and bolt
•B7 (ASTM A-193) Up to 400 C
•B8 (ASTM A-193) Up to 525 C
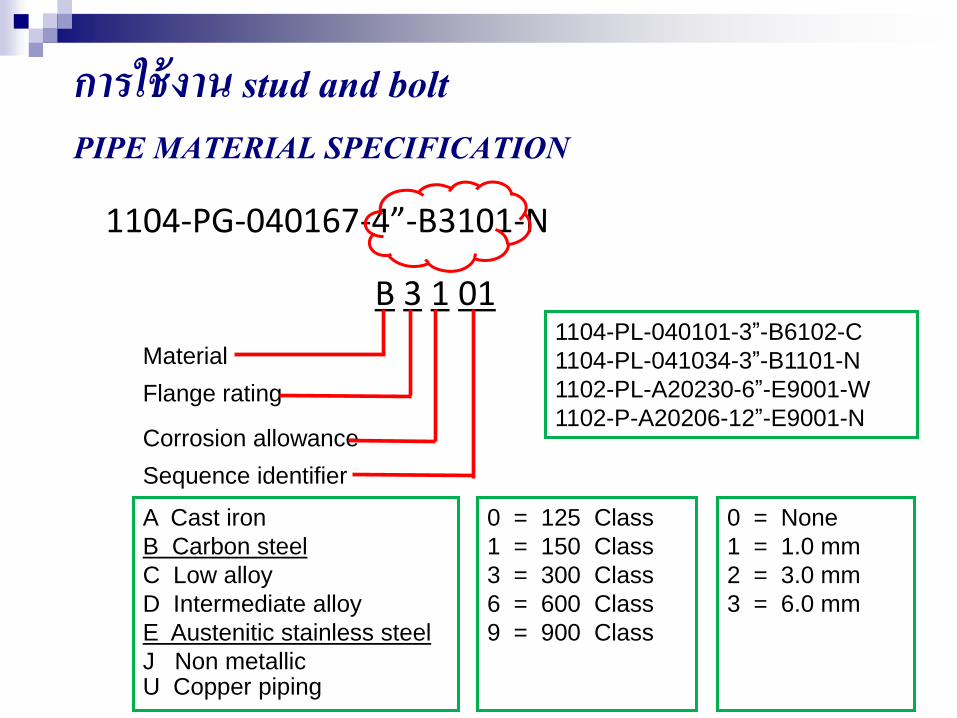
การใชงาน stud and bolt PIPE MATERIAL SPECIFICATION
1104-PG-040167-4”-B3101-N
B 3 1 01
Material
Flange rating
Corrosion allowance
Sequence identifier
A Cast iron
B Carbon steel
C Low alloy
D Intermediate alloy
E Austenitic stainless steel
J Non metallic U Copper piping
1104-PL-040101-3”-B6102-C
1104-PL-041034-3”-B1101-N
1102-PL-A20230-6”-E9001-W
1102-P-A20206-12”-E9001-N
0 = 125 Class
1 = 150 Class
3 = 300 Class
6 = 600 Class
9 = 900 Class
0 = None
1 = 1.0 mm
2 = 3.0 mm
3 = 6.0 mm
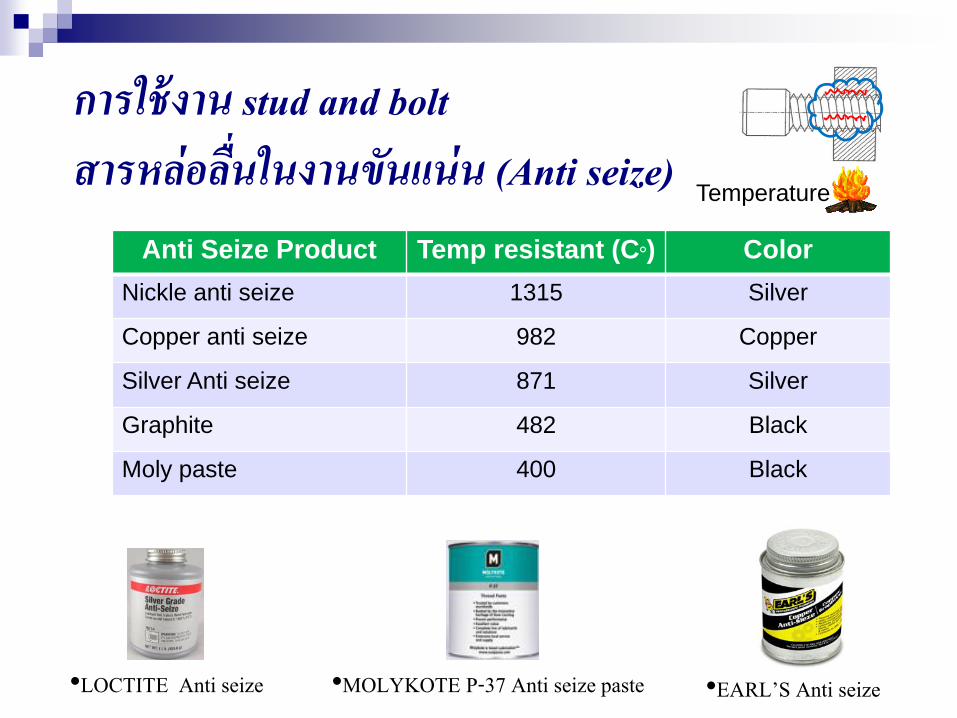
การใชงาน stud and bolt สารหลอลนในงานขนแนน (Anti seize)
•MOLYKOTE P-37 Anti seize paste •EARL’S Anti seize •LOCTITE Anti seize
Anti Seize Product Temp resistant (C°) Color
Nickle anti seize 1315 Silver
Copper anti seize 982 Copper
Silver Anti seize 871 Silver
Graphite 482 Black
Moly paste 400 Black
Temperature
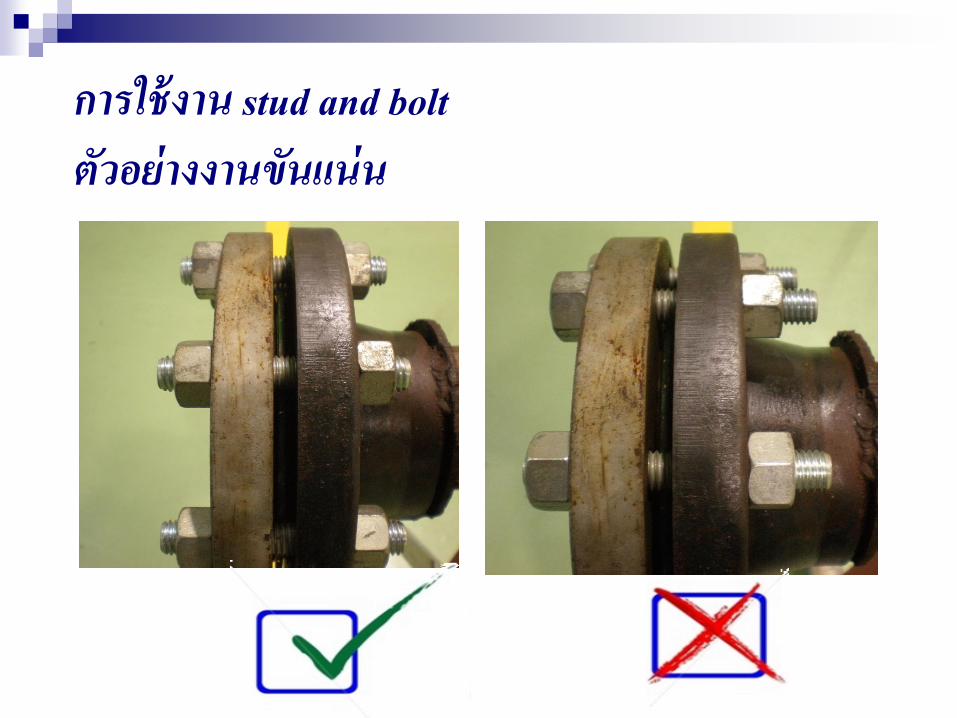
การใชงาน stud and bolt ตวอยางงานขนแนน
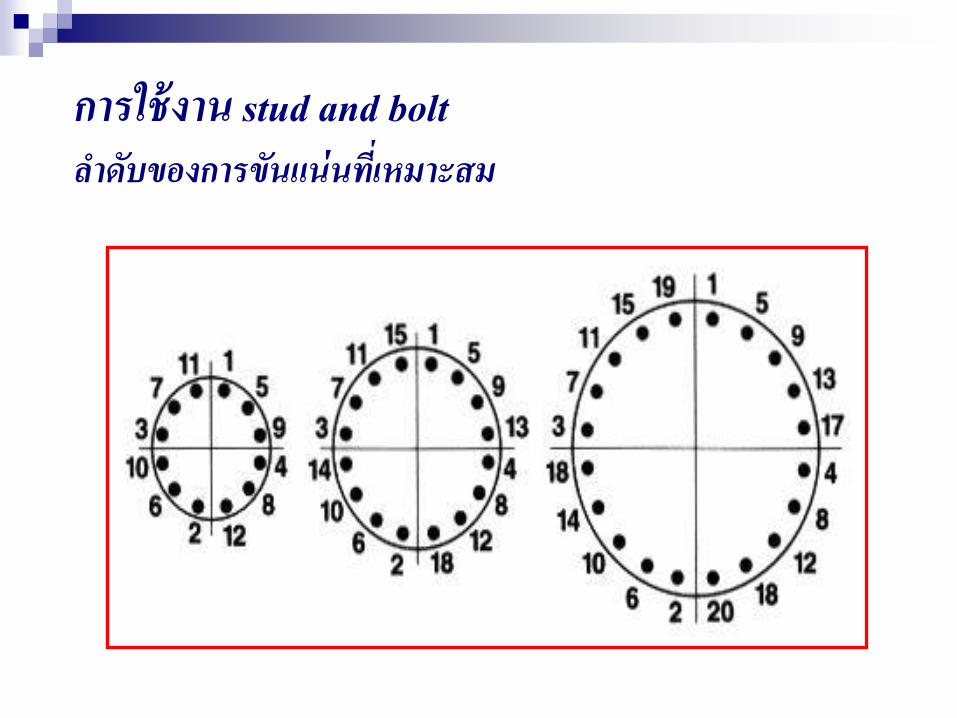
การใชงาน stud and bolt ล าดบของการขนแนนทเหมาะสม

การใชงาน stud and bolt ลกษณะปะแกรนนใชในงานขนแนน