· 2015-07-22 · mercury intrusion porosimetry (mip). the internai porosity of the ash particles,...
TRANSCRIPT

14
FLY ASH AS A SUBSTlTUTE FOR CLAY IN BRICK MANUFACTURE
ROBERT L. DAY and JOSEPH W. BERGMAN Department of Civil Engineering, University of Calgary
Calgary, Alberta, Canada, T2N lN4
ABSTRACT
A high-quality brick material has been manufactured using 1007, subbituminous fly ash as solid material (10) . The result is a brick with approximately the same strength as a standard Canadian clay brick but which exhibits a 307, reduction in dry density.
The bLick manufactured from 1007, ash, however, has some disadvantages: although freeze-thaw resitant, the brick has high porosity and is prone to c hipping. Also, a lack of green strength prevents normal stacking of the bLicks on the kiln carts . The pU't:e ash brick cannot be manufactured easily.
The present pape r reports upon the results of tests to produce an industry-acceptable ash bLick. This involved the manufacture and testing of bricks with various proportions of ash, water and either silica sand, crushed glass or clay. The sand, glass or clay were blended wi th 3sh in proportions up to 407, .
Bulk densities, compl"es sive and flexural strengths, absorption and suction properties are reported . Results of X-ray diffraction, scanning electron microscopy and mercut:y porosimetry are summat:ized.
It is concluded that both class if ied and unclass if ied ashes of the correc t mineralogy can be used to produce satisfactory br icks. Crushed glass shows the most promise as an ingt:edient which will help in the manufactuce of marketable bricks; good stcength results and lower absorption values wet:e obtained.
INTRODUCTION
Despite significant progress dut:ing the last 10 years towat:ds the increased use of fly ash in the building industry, ash production is still outpacing ash utilization. The problem is especia lly acute in Alberta, Canada because alI electric ity is produced through the burning of coaI. Alberta accounted for about 507, of the 5 million tonnes of ash produced in Canada in 1984 (1,2); of this, less than half a million tonnes was sold to industry.
----

-
15
Brick manufacture is one area where there is potential to use large quantities of fly ash. The idea of using pozzolanas as a component of brick is not new (3-9). However, recent evidence indicates that bricks which meet ASTM specifications can be manufactured using 100% fly ash as the solid material (9 - 11).
A1though bricks with 100% ash have high strength and low density, they also exhibi t some undesirable properties. They commonly have high absorption, are prone to chipping and, because there is no grog present, show a high degree of shrinkage on firing. Also, such bricks have a low green strength; they cannot be stacked to normal leveIs on kiln carts.
It is clear that a practical fly-ash brick must conta in a significant proportion of inert stabilizing material (grog). The aim of the present project was to investigate the type and quantity of grog which should be used to produce bricks with acceptable structural and practical qualities.
EXPERIMENTATION
Bricks were manufactured using three grades of Alberta fly ash with O, 10, 20 or 40% of the ash replaced wi th ei ther quartz sand, clay or ground glass. These bricks were then tested for flexural and compressive strengths, absorption, suction and bulk density. Nicrostructural examination was also performed on selected materiaIs in the form of X-ray diffraction analysis, Scanning Electron Microscopy (SEM) and mercury porosímetry.
MateriaIs
Fly Ash: The fly ash was gathered from a single power plant in Alberta. Chemical and physical properties of the ash are shown in Table 1. Three grades of this ash were used, the grade depending upon the proportion of particles greater than 45 11m in diameter (based on dry sieving) (12). These ashes were: (a) "Classified" ash which contains approximately 16% particles coarser
than 1 .. 5 11m; (b) "Unclassified" ash which contains approximately 26% particles coarser
than 45 iJm; (c) "Reject" ash, where 52% of the particles are coarser than ,~5I1m.
Grog: Three types of grog were used: (a) glass was purchased from a local bottling depot, crushed and screened through an 850 11m sieve; (b) sil ica sand was an ASTM standard quartz sand; only that portion passing 850 11m was used; Cc) Alberta clay, normally used for clay - brick manufacture. The clay was dried for 24 hours at 50°C, pulverized and passed through an 850 11m sieve.
The grog:ash proportions used for the various bricks were 0:100, 10:90, 20:80 and 40:60 by mass.
Brick Manufacturing Process
Pilot tests were performed to determine the best methods of brick prepara tion ; these tests were guided by previous tests to manufacture bricks made ent irely of ash (11). The dry components were first blended with 6% by mass of "ater. The mix was tamped into a brick mould in 5 equal layers. The green brick was then consolidated by pressing in a universal testing

16
TABLE 1 Chemical and Physical Properties of Unclassified Ash
Si02 (%) Al 203 (%) Fe203 (%) S03 \%) CaO (%) MgO (%) Na20 (%) (equiv . )
Loss on ignition(%) Density (g/cm3 );
- by ASTM C188 - 84 - by Air Pycnometr2 Specific Surface (em /g) - by ASTM C204-84 - by Nitrogen sorption
Retained on 45~m (%)
57.8 23.0
3.5 0.3 9.9 1.5 2.9
0.5
2.04 2 . 15
2800 16100 26.0
machine. Load was slowly applied to obtain a stress of 12 MPa which was held for 3 minutes. After unloading the brick was removed from the mould and stored in the laboratory for 3 days.
Firing occurred in a laboratory furnace. Specimens were heated at a rate of 30 C/min from 27 0 C to 9000 C and maintained at 900°C for 3 hours (as descr ibed below, 900 0 C is the minimum temperature at which mineralogical conversion of the fly ash occurs). The bricks were cooled at a rate of 40 C/min and stored in the laboratory until testo
Two sizes of brick were produced. In the Series I tests solid bricks measuring 135x75x63 mm \vere tested for compressive strength and bulk density . For Series 11 tests the fired brick was standard size, measuring approximately l87x89x57 mm wi th 3 cylindrical 37 mm diameter cores. The gross area of this brick is 17,660 nun2 and the net area is 14,600 mm2 (83% of gross areal. The Series 11 bricks were tested for compressive and flexural s t rengths, density, absorption and initial rate of absorption (IRA).
Fundamental Examinations
X-ray diffraction analysis was performed on a Phillips PWl139 diffractometer with cobalt target. Specimens were scanned at a rate of 1.8 degrees/minute from 10 - 80 degrees 2-8. Scanning electron micrographs were obtained on oven - dried, gold-coated samples . A Cambridge SEM-ISO electron microscope was used for this purpose.
The porosity of selected samples was examined by mercury intrusion porosimetry (MIP). Volume of mercury intruded from ambient to 414 MPa was measured wi th a "Quantachrome" mercury porosimeter. A contact angle Df 141 0 was assumed.
Engineering Tests
Except where otherwise noted, bricks were tested to determine modulus of rupture, compressive strength, absorption and initial rate of absorption in accordance with ASTM Standard Method C67-85 (13).
--

-
17
RESULTS AND DISCUSSION
Hicrostructure and Hineralogy of Fly-Ash Bricks
X-ray diffraetion analysis was performed on the briek material after firing at various temperatures. Figure 1 111ustrates the general change in mineralogy that oeeurs when the material is flred at 900°C and above (10).
The unfired ash contains a large proportion of glassy material (ele-va ted baekground between 18-450 2-e). This is eonverted to a system eomposed of predominantly erystalllne eomponents after firing at 900°C.
Alpha -quartz (Si02) and rnullite (A3S2 ) are passive during the firing proeess . Presumably the a-quartz would have slowly eonverted to er istobalite had the soak ing period at 900°C been longe r (14) . An ana l ysis of the ash fired at 900° C also indieates the presenee of albite [NaAlSiJOS] a nd anorthite [CAS21. It is also like1y that gehlenite [C2AS] and produets of glass devitrification (sueh as Ca1.82AlJ .64SiO .J60S) are also present.
Figure 2 is a mierograph of the raw ash whieh ean be eompared to Figure 3 whieh shows the fracture surfaee of a 100% ash briek. The melting
FIGURE 1: Effect of Firing on Mineralogy of Fly Ash
60
o a-QUARTZ
o MULLlTE
'" ANORTHITE • DEVITRIFIED GLASS
lJ PlAGIOCLASE
ALBITE
50 40 30 DIFFRACTION ANGLE 2-9
20

-
18
FIGURE 3: Micrograph of Fracture Surface of Ash-Brick
-
19
and fusing which has occurred shows clearly in Figure 3. A comparison of the figures also shows the apparent porous nature of the ash particles which is not evident by direct examination of the unfired material (Figure 2).
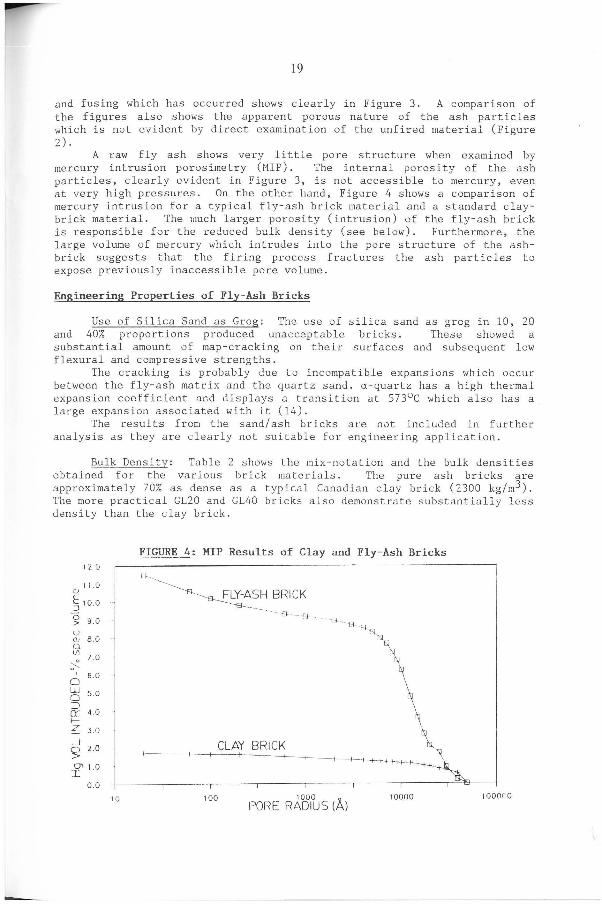
A raw fly ash shows very little pore structure when examined by mercury intrusion porosimetry (MIP). The internaI porosity of the ash particles, clearly evident in Figure 3, is not accessible to mercury, even at very high pressures. On the other hand, Figure 4 shows a comparison of mercury intrusion for a typical fly-ash brick material and a standard claybrick material. The much larger porosity (intrusion) cf the fly-ash brick is responsible for the reduced bulk density (see below). Furthermore, the large volume of mercury which intrudes in to the pore stLucture ofthe ashbrick suggests that the firing process fractures the ash particles to expose previously inaccessible pore volume.
Engineering Properties of Fly-Ash Bricks
Use of Silica Sand as Grog: The use of silica sand as grog in 10, 20 and 40% proportions produced llllacceptable bricks . These showed a substantial amount of map-cracking on their surfaces and subsequent low flexural and compressive strengths.
The c racking is probably due t o incompatible expansions \,hich occur between the fly - ash matrix and the quar tz sand. a-quartz has a high thermal e xpansion coefficient ar.d displays a transition at 573 0 C which also has a large expansion associated with it (14).
The r esul ts from the sand/ ash br icks are not included in fULther analysis as they a re clearly not s uitable for enginee ring application.
Bulk Density: Table 2 shows the mix-notation and the bulk densities obtained for the various brick materiaIs. The pure ash bricks are approximately 70% as dense as a t ypical Canadian clay brick (2300 kg/m3 ). The more practical GL20 and GL40 bri c ks also demonstrate substantially l e ss density than the clay brick.
F!~~~: MIP Results of Clay and Fly-Ash Bricks 120
1 1.0 CJ
E :J 10.0 -õ
9.0 > U QJ 8 .0 Cl V1
7 .0 ;;-': ,
6.0 O W 5.0 O => O:: 4.0 I-Z 3.0 _I
2.0 s: CLAY BRICK I
\ O'l 1.0
T 0 .0
10 100 1000 F'ORE RADIUS (Â)
10000 1000r,0

20
TABLE 2 Bulk Densities of Ash Bricks
DESCRIPTION
100% ASH 100% ASH 100% ASH 90% ASH 80% ASH 60% ASH 90% ASH 80% ASH
(CLASSIFIED) (UNCLASSIFIED) (REJECT)
10% GLASS 20% GLASS 40% GLASS 10% CLAY 20% CLAY
NOTATION
CASH UASH RASH GL10 GL20 GL40 CL10 CL20
BULK DENSITY kg/m3
1550 1540 1540 1580 1600 1810 1620 1700
Compressive Strength: Two series of compressive strength resu1ts were obtained. In Series I solid bricks were capped and tested in accordance with ASTM Method C67. In Series 11 standard-size cored bricks were tested without caps. Figure 5 shows the strengths obtained for both test series. The 1ack of caps in Series 11 resu1ted in a reduced strength because of stress concentrations which occur at the p1aten-brick interface during testing.
Figure 5 a1so indicates the compressive strengths required for the three grades of brick defined by ASTM Specification C62-85A (13) -- Severe Weathering (SW) [app1icable for most of CanadaJ, Moderate Weathering (MW) and Negligible Weathering (NW). AlI of the fly-ash bricks except the one with Reject Ash (RASH) satisfied the SW strength requirment. Clearly, reject ash should not be used if acceptable strengths are to be obtained.
FIGURE 5: Compressive Strengths of Fly··Ash Bricks
~~~I ~~~~~~~~~-I 45 i ~ SERlES 1
CAPPED SERlES 2 NOT CAPPED
:r 4a
I-~ 35
loJ 3G
~ '" 25
~ 2G
~ 15
'"
I " '", I '",I '",I '",I '",I '",I 5 t.:;"1 t.:;"1 '}\ I t.'}\1 .. '}\ 1 .. U e I I
CASH Cll0 Cl2EI Cll0 Cl2G CASH lJASH RASH Cl2G Cl40 Cl2EI
TYPE DF BRICK
-

-
21
High strengths were achieved by using either classified or unclassified ash with or without glass at 10% replacement. Normal masonry construction, however, does not require excessively strong bricks and it is clear from the present results that the use of glass up to 40% replacement and clay up to 20% rep1acement can also produce bricks which satisfy the severe-weathering standard. It should be noted in passing that some difficulties were encountered in demoulding those bricks manufactured with clay grog.
Flexural Strength: The Modu1us of Rupture for selected ash bricks followed the same trends exhibited by the compressive strength resu1ts. The brick made from reject ash showed the lowest modulus (10 kPa), while the classified-ash brick gave a modu1us of 23 kPa . The GL20 and GL40 bricks had moduli of 18 and 19 kPa respectiveIy.
Absorption: Results of absorption tests on six types of ash bricks are presented in Figures 6 and 7. ASTM specif1cations for SW and HW bricks are shown on the figures for comparison.
One principal objection to the manufacture of bricks made entirely from ash ls the high absorptions and saturation coefficients which are obtained (lO). The use of grog does not appear to 11ave a substantial effect on the saturation coefficient (Fig. 7), but it does reduce absorption values (Fig . 6). In particular, glass used at 20 and 40% replacement leveIs reduces absorption to the extent that the GL20 and GL40 bricks satisfy t he SW requirement of ASTM C62.
Although freeze-thaw testing was not part of the present examination, 1t should be noted that briek materia l identical to the CASH brick has been tested under two ve~y severe freeze-thaw regimes (10). The CASH material showed 1nsignificant weight change and no degradation in strength during fifty f~eeze-thaw cycles between -13 and +22 0 C. Also, no Jegradation was seen during a more severe series of 50 eycles between -27°C and +23 0 C.
Although the absorption of fly-ash bricks is high there is a substantial amount of pore space within the material which is not easily filled with water; this is reflected in those specimens which failed the absorption test but which passed the saturation-coefficient test for SWgrade brick. As shown in Figure 4, there is a significant amount of very small pores in the fly-ash brick. According to the MIP results, approximately 2.5% of the bulk volwne consists of pores w1th radii between 1000 and 40 Angstroms. Note also that the 1ntrusion curve between 100 and 40 Angstroms ls COllcave upwards, indicating that there may be a significant number Df s maller pores with radii less than 40 Angstroms.
Ihe presence of smaller pores may explain the freeze-thaw durabil1ty of ash-bricks despite their high absorption . Surface tension prevents these pores from filling at atmospheric pressure; this pore-system may act in much the same I',ay that an air--entrained pore system acts to prevent freeze-thaw cracking of concrete.
Initial Rate of Absorption: Table 3 lists the Initial Rate Df Absorption (IRA) values obtained o n seIected bricks. IRAs are very 111gh for alI but the GL40 and CL20 bricks. An lmportant practical objection to ash - bricks is the necessity for pre-soaking before lhe brick is laid . It appears that this objection 1s st111 valid since no brick showed an IRA less than 30 g/30 in2 (the value abo ve w11ich bricks slwuld be wetted prior to laying).

22
r!GURE~: Absorption of Fly-Ash Bricks 40
38
36
Z 34
O 32
~ 30 ~RSTM SP[CS. Q. 28
Q: 26
~ 24 MUI o:l 22 a;: 20
18
~ 16
Z 14
IW 12 U Q: 10
WJ 8 Q. 6
2
O I K>%X<;j K?XX<;J kX><>%:1 K:»<»<:J K:«;-X;j Kx.'<X·O I ~ I 1 I 1
CASH UASH RASH GL20 GL40 CL28
TYPE OF OfUCK
FIGURE 7: Saturation Coefficlent of Fly-Ash Bricks
~ 0.9
Z I .. ~+ RSTM SPECS. ~ 0.8
U -w. 0.7 W. W O 0.6
U Z 0.5
; 9.4
~ ! 0.3
~ ~ 0.2
a;: '" 0.1
O CASH UASH RASH GL28 GL40 CL20
TYPE OF BRICK
---

-
23
TABLE 3 Initial Rate of Absorption of Fly-Ash Brieks
NOTATION
CASH UASH RASH GL20 GL40 CL20
INITIAL RATE OF ABSORPTION IN 1 MINUTE (g/30 ln2 )
112 105 166 180
36 97
The GL20 bríck sholVed the híghest IRA value uf alI the bricks investigated; it also gave a high saturation coefficient. The reasons for this anomalous behaviour is not yet kDolVn.
SUMMARY ANO CONCLUSIONS
Westet:n-Canadian fly ash can be used to produce a fly - ash bdck which satisfies ASTM requirements for Severe Weathering. It is important, h owever, that a substantial quantity of grog is used to help reduce the high absorption values.
Of the three types of grog examined -- silica sand, clay and ground glass -- the glass dppeared most promising . Silica sand gave unacceptable cracking and bricks manufactured with clay grog were difficult to demould. The use of ground glass at replacement le'Jels up to 40% gave acceptable compressive strengths and ees ulted in 8 significant 10wering of absorptioD.
The use of classified fly ash peoduced a brick with only marginally better properties than a brick made from unclassified ash. Bec8use of this, the extra expense of 8sh classification is probably DOt justified if the ash is to be used to manufaeture bricks . The combination of fly ash a nd ground glass to peoduce br lck uses two inexpensi ve waste materiaIs. Under some circumstances (es pecially where a good source of clay i s not readily available) the manufacture of fly-ash bricks may be an important economic coneern.
Despite the use of substantial proportions of grog the initial rate of absorption of fly-ash bricks is high. Such bricks require pre-wetting prior to laying. This may substantially reduce their acceptability; further research and development is needed to obtain an economic solution to this problem.
Other research such as an examination of pre and post-firing shrinkage, chipping and green strength must be performed on various types of brick before ODe can be certain that bricks manufactured from WesternCanadian fly ash are both economically and scientifically feasible.
24
ACKNOWLEDGEMENTS
The research reported here was Engineering Research Council of acknowledged.
financed Canada.
REFERENCES
by the This
Natural support
Sciences and is gratefully
1. Saskatchewan Power Corporation, 1979, "Study of potential uses of ash [rom fossil-fired generating stations", SPC Research and Development Report, No. 4469-1979, August, p 116
2. Gifford, P.M., Langan, B.W., Day, R.L., Joshi, R.C. and Ward, M.A., "Freeze-Thaw Durability and Strength Development of Fly Ash Concrete in Curb and Gutter Construction -- A Field and Laboratory Study", Proc. Canadian Society for Civil Engineering, Annual Conference, May, 1985, pp 345-360
3. Snel, A., "Fly Ash Production and Utilization in the Netherlands", Workshop Froceedings: Research and Development Needs for Use of Fly Ash in Cement and Concrete", Electric Power Research Institute, Special Report CS-2626-SR, 1982, pp 3-67
4. Mohan, D., Intnl. Journ. for Housing Sci. and Its Application, Vol 3, 1979, pp 431-436
5. Slonaker, J.F., "An Overview of the West Virginia University Department of Energy Fly Ash Brick Frocess", Conf. on Ash Technology and Marketing, Sudbury House, Newgate St., Lendon, Oet. 22-27, 1978
6. Slonaker, J.F., "Production uf Forty Percent Core Area Briek Using Selected Flyashes", I+th Intnl. Ash Utilization Symposium, i'lorgantown Research Centre, i'lorgantown, March 1976
7. S ieffert, P. L., "Test F iring of Flyash on a Short Time Cycle", Froc. 2nd Ash Utilization Symposium, Information Circular 8488, Bureau of Mines, U.S. Dept. of the Interior, 1970
8. Reidelbach, J.A., Jr., "An Industrial Eva1uation of Fly Ash Bricks", Proc. 2nd Ash Utilization Symposium, Information Circular 8488, Bureau of Mines, U.S. Dept. of the Interior, 1970
9. Manz, O.E., "Utilization of By-Products from Western CoaI Combustion in the Manufacture of Mineral Wool and Other Ceramic MateriaIs", Cem. Concr. Res., V 14, 1984, pp 513-520
10. Day, R.L., Joshi, R.C., Slota, R.J. and Langan, B.W., "Engineering and Microstructural Studies of Western-Canadian Fly-Ash Bricks", MateriaIs Research Society Symposia Proceedings, Vol 65, G.J. McCarthy et aI eds., 1986, pp 47-58
11. Slota, R.J., Day, R.L., Joshi, R.C. and Langan, B.W., "Production af Bricks Using Western Canadian Fly Ashes: Preliminary Investigations", Research Report No. CE 85-15, Dept. of Civil Engg., Univ. of Calgary, May, 1985.
-
-
25
12. Day, R.L., Langan, B.W., Joshí, R.C. and Ward, M.A., "Increasíng the Use Df Fly Ash ín Constructíon: Fírst Frogress Report by the Calgary Fly Ash Research Group", Uníversíty of Calgary, Dept. Df Civil Engíneeríng , Research Report No. CE84 -3, June 1984
13. Annual Book of ASTM Standards, American Socíety for Testíng and Materíals, Volume 04.05, 1986
14. Chesters, J.H., "Refractoríes: Froductíon and Propertíes", Iron and Steel Instítute, London, 1973.