2.1 casos de balance lineas. productividad. ampliado
TRANSCRIPT

FABRICACION DE TERNOSATELA RECURSO PRODUCTIVIDAD
m 25TELA 0.40HILO 1.00
B FORRO SACO 2.50HILO MOD 0.17
m 10 MAQUINA 0.50
C GFORRO SACO TERNOS
m 4 10 UNID
FDMOD Desperdicio
H-H 60
EMAQUINA
H-M 20
PROCESO

PRODUCTIVIDAD CONSUMO UNITARIO
Und/m tela 2.5 m tela/UndUnd/m hilo 1.0 m hilo/UndUnd/m forr 0.4 m forr/UndUnd/H-H 6.0 H-H/UndUnid/ H-M 2.0 H-M/Und

UNA SOLA ENTRADA VARIAS ENTRADAENTRADA
A BENTRADA SALIDA UTIL P
200 180 UNID 300
CDESPERDICIO20 Q
400
r= B/A
RENDIMIENTO QUIMICO
Se tiene 160 gramos de hidroxido de potasio y 100 gramos de acido sulfúrico (ambos al 100%). Calcular la cantidad de sulfato de potasioque se puede formar, si la reacción química tiene un 99.2 de rendimiento
PROCESOr=0.9

VARIAS ENTRADA
RSALIDA UTIL
650
SDESPERDICIO50
UNID
r2= R/(P+Q)
Se tiene 160 gramos de hidroxido de potasio y 100 gramos de acido sulfúrico (ambos al 100%). Calcular la cantidad de sulfato de potasio
PROCESOr=0.9

UNIVERSIDAD NACIONAL MAYOR DE SAN MARCOSUNIDAD DE POSGRADO EN INGENIERIA INDUSTRIAL
MAESTRIA EN GESTION DE OPERACIONES Y SERVICIOS LOGISTICOS
BALANCE DE MATERIALES Y BALANCE DE LINEAS
1 En el siguiente esquema de producción de tableros aglomerados para la construcción, determinar:
AGLOMERANTE: 12% en peso de madera en chips(seca) en B
G 151.1218
CATALIZADOR: 1% en peso del aglomerante en G
F 1.511218
Madera
16% humedad B E H
A 1354.138 1259.3 1423.51409.8076
1678.3424 E G FD 1 0,12B 0,01(0,12G)
C 94.78963 1 0,12(E/0,93) 0,01(0,12(E/0,93))E 1 0.129032258 0.00129
1.1303226 E = 1423.5E = 1259.348
a) Calcular la cantidad de madera/hora que se necesita en A (Madera con 16% de humedad)
b)Calcular el valor de las corrientes intermedias
Nota: todo el aglomerante reacciona con el solvente formando una resina que aglomera los chips de madera
2
E1 E2 E3
t = 12 seg t = 10 seg t = 4 seg
jnp/13
Balancear la línea para una producción de 4800 unidades/dia, en 8 horas/dia. Calcular las eficiencias del sistema
E1CHIPEADO
r = 90%
E2TAMIZADO
r = 93%
E4PREFORMA
r = 98%
E3MEZCLADO
UNIVERSIDAD NACIONAL MAYOR DE SAN MARCOSUNIDAD DE POSGRADO EN INGENIERIA INDUSTRIAL
MAESTRIA EN GESTION DE OPERACIONES Y SERVICIOS LOGISTICOS
BALANCE DE MATERIALES Y BALANCE DE LINEAS
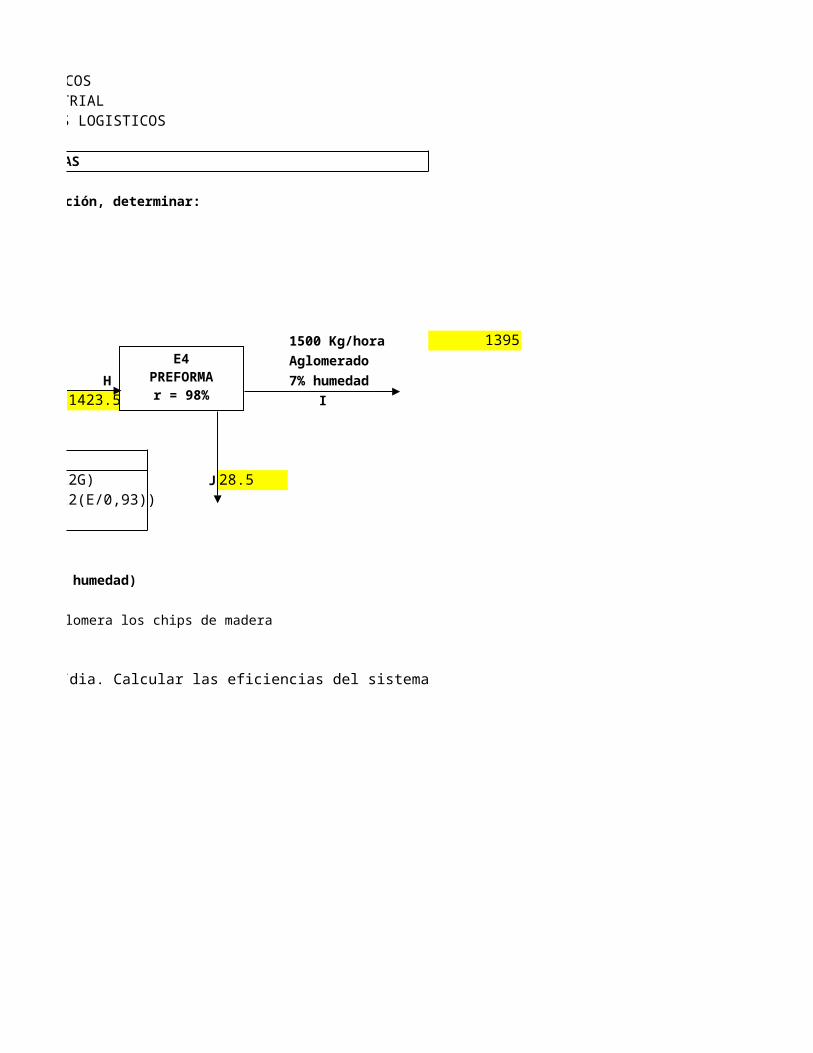
En el siguiente esquema de producción de tableros aglomerados para la construcción, determinar:
1500 Kg/hora 1395Aglomerado
7% humedad
I
J 28.5
Nota: todo el aglomerante reacciona con el solvente formando una resina que aglomera los chips de madera
horas/dia. Calcular las eficiencias del sistema
E4PREFORMA
r = 98%

UNIVERSIDAD NACIONAL MAYOR DE SAN MARCOSUNIDAD DE POSGRADO EN INGENIERIA INDUSTRIAL
MAESTRIA EN GESTION DE OPERACIONES Y SERVICIOS LOGISTICOSBALANCE DE MATERIALES Y BALANCE DE LINEAS
1 En el siguiente esquema, determinar:
AGLOMERANTE: 12% en peso de madera en chips(seca) en E
G 163.8186
CATALIZADOR: 1% en peso del aglomerante
F 1.638186
Madera
16% humedad B E H
A 1365.2 1269.6 1423.51421.3
1692.0 E G F HD E G F
C 95.6 1 0,12E 0,01(0,12G)1 0,12E 0,01(0,12E)
E 1 0.12 0.00121.1212 E = 1423.5
E = 1269.595
a) Calcular la cantidad de madera/hora que se necesita en A (Madera con 16% de humedad)
b)Calcular el valor de las corrientes intermedias
Nota: todo el aglomerante reacciona con el solvente formando una resina que aglomera los chips de madera
2
E1 E2 E3
t = 12 seg t = 10 seg t = 4 seg
jnp/13
Balancear la línea para una producción de 4800 unidades/dia, en 8 horas/dia. Calcular las eficiencias del sistema
E1CHIPEADO
r = 90%
E2TAMIZADO
r = 93%
E4PREFORMA
r = 98%
E3MEZCLADO

UNIVERSIDAD NACIONAL MAYOR DE SAN MARCOSUNIDAD DE POSGRADO EN INGENIERIA INDUSTRIAL
MAESTRIA EN GESTION DE OPERACIONES Y SERVICIOS LOGISTICOSBALANCE DE MATERIALES Y BALANCE DE LINEAS
1500 Kg/hora 1395Aglomerado
7% humedad
I
J 28.5
a) Calcular la cantidad de madera/hora que se necesita en A (Madera con 16% de humedad)
Nota: todo el aglomerante reacciona con el solvente formando una resina que aglomera los chips de madera
horas/dia. Calcular las eficiencias del sistema
E4PREFORMA
r = 98%

3 Determinar la cantidad de melaza/hora que debe suministrarse al sistema y calcular las corrientes intermedias
La productividad de la melaza es 300 litros de alcohol (100%) por tonelada
El alcoho etilico en M y N tiene 96% de alcohol y 4% de agua. El agua no interviene en los calculos
20% del alcohol en EAlcoholes ligeros Alcoholes ligeros
Agua H K
B 0,2E 32392
Melaza D E J
A 2058 1960
1739.5 lt 6405.80 ton melaza F I Aceite fusel
C 318.5 490 L 5% del alcohol en J
960 3210
Reciclo mostoAlcohol de 2da. 96%
G Solidos171.5
E1FERMENTACI
ONProductv. = 300 lt/ton
(100%)
E2COLUMNA MOSTERA
O r = 80%
E5COLUMNA
RECTIFICADORA
r5 = 90%
E4COLUMNA
PURIFICADORA
E3SEPARADOR
r = 65%

Determinar la cantidad de melaza/hora que debe suministrarse al sistema y calcular las corrientes intermedias
El alcoho etilico en M y N tiene 96% de alcohol y 4% de agua. El agua no interviene en los calculos
Abs576
600 litros/hora
alcohol etilico 96%
M
Aceite fusel
5% del alcohol en J
9601000 litros/horaN

4 El siguiente esquema muestra el diagrama de extrusión de tubos a partir de plastico reciclado, contaminado
con sólidos que debe ser eliminados del proceso. Determinar los valores de las corrientes de entrada y salida
Todos los sólidos contaminantes se eliminan en E1. Los tubos de plástico no contienen contaminantes
POLIPROPILENO: 10% en peso de plastico en E
51.0 I
CATALIZADOR: 1% en peso del polipropileno
0.5 H
PLASTICO
RECICLADO 850 510A B E J
8% solidos Plastico Plastico 816 contaminantes sin solidos sin solidos
859 F 340
Kg/h 85 G Material para accesorios
D 255 L
C
94Reciclo Plastico J
sin solidos KL
E2E1 B E J
A C D B 849.8 F 509.9859.3 85.0 849.8 339.9 816.3
94.4232
0 E3 E4F D G E G H
0.9 849.8 339.9 254.9 0.5E 0.01*I85.0 +A 85.0 E 0.5E 0.01*0.1*E
76.5 0.9A 849.8 E 1.0 0.5 0.0010.9A 773.3 1.601 E =
A 859.3 E/G 2 E =I =H =
E1LIMPIEZA
r = 90%
E2TAMIZADO
r = 60%
E5EXTRUSOR
r = 98%
E4REACTOR QUIMICO
E3TAMIZ
SECUNDARIOr = 75%

El siguiente esquema muestra el diagrama de extrusión de tubos a partir de plastico reciclado, contaminado
con sólidos que debe ser eliminados del proceso. Determinar los valores de las corrientes de entrada y salida
Todos los sólidos contaminantes se eliminan en E1. Los tubos de plástico no contienen contaminantes
800 Kg/hora en
Tubos de plástico
K
Material para accesorios
816.32780016.3E5
KL
800.016.3
I J0.1E
816.30.1816.3509.9
51.00.5

5 MERKS Peruana ha lanzado 2 nuevos productos al mercado: Loctil pegamento para acero y Plasticol pegamentopara plásticos. Ambos productos se presentan en frascos de 750 ml. y tubo de 50 ml.El Dpto. de Investigación de mercados ha realizado una proyección de demanda para los 5 años siguientes:
PRESENTACION AÑOPRODUCTO UNIDAD 1 2 3 4 5
LoctilFrascos miles 150 180 200 230 250Tubo miles 150 200 250 300 400
PlasticolFrascos miles 70 90 120 140 160Tubo miles 200 400 600 650 680
Actualmente MERKS dispone de 3 máquinas Alfa que pueden empacar hasta 150,000 frascos/año cada una.Cada máquina Alfa requiere 2 operadores y puede empacar los dos tipos de productos.También hay 5 máquinas Beta disponibles que pueden empacar hasta 250,000 tubos/año, cada una, deambos productos y requiere 3 operadores cada máquina BetaUn operador de máquina es un técnico con un sueldo basico de S/. 1,500 mensual Por cada tipo de presentación de los productos (Frasco o tubo), determinar para los 5 años:a) Capacidad anual máxima para los 2 tipos de máquinasb) Requerimiento anual de tuboss y frascos y requerimiento teórico anual de máquinas según demanda c) Nº real de máquinas en operación por año (Ejm.1, 2, 3, etc.)d) Porcentaje de capacidad disponible utilizada para cada año (Respecto del total de máquinas disponibles)e) Requerimiento teórico de mano de obra según requerimiento anual teórico de máquinasf) Requerimiento real de mano de obra en función a Nº operadores por máquinas usadas y eficiencia de la m.o.d.g) Costo anual mod
frascos 220 270 320 370 410Cap.disponible 450 150,000*3 = 450,000 frascos /año%cap utilizada 48.9 60.0 71.1 82.2 91.1
Req Maq 1.5 1.8 2.1 2.5 2.7Mq en uso 2 2 3 3 3Req m.o.d teorico 2.9 3.6 4.3 4.9 5.5Req m.o.d real 4 4 6 6 6Ef. Mod % 73 90 71 82 91Costo anual mod 102240 102240 153360 153360 153360
Tubos 350 600 850 950 1080Cap.disponible 1250 250,000*5 = 1´250,000 bolsas /año%cap utilizada 28.0 48.0 68.0 76.0 86.4
Req Maq 1.4 2.4 3.4 3.8 4.3Mq en uso 2 3 4 4 5Req mod. Teorica 4.2 7.2 10.2 11.4 13.0Req m.o.d real 6 9 12 12 15Ef. Mod % 70 80 85 95 86Costo anual mod 153360 230040 306720 306720 383400

6 Una línea de producción tiene la siguiente distribución de sus estaciones de trabajo y tiempos de proceso en minutos:
9.37 h/DIACuántas horas diarias debe operar la línea para obtener una producción mensual neta de 15,000 productosbuenos, si la línea tiene un 4% de defectuosos y opera 25 dias al mes?
0.90
A
0.80
C0.70
B
0.60
F0.70
D
0.80
E

2 ptos.
4 ptos.
0.90
A
0.80
C0.
70
B
0.60
F0.70
D
0.80
E

5 ptos.

MERKS Peruana ha lanzado 2 nuevos productos al mercado: Loctil pegamento para acero y Plasticol pegamento
Actualmente MERKS dispone de 3 máquinas Alfa que pueden empacar hasta 150,000 frascos/año cada una.
Porcentaje de capacidad disponible utilizada para cada año (Respecto del total de máquinas disponibles)
Requerimiento real de mano de obra en función a Nº operadores por máquinas usadas y eficiencia de la m.o.d.

2 ptos.
4 ptos.

