300h weld metal
TRANSCRIPT
8/4/2019 300H Weld Metal
http://slidepdf.com/reader/full/300h-weld-metal 1/7
300H Weld Metal300H Weld Metal
Graham Holloway Graham Holloway
Metrode Products Ltd Metrode Products Ltd
UK UK
Jakarta, IndonesiaJakarta, Indonesia
2828thth November 2006November 2006
IntroductionIntroduction
300H alloys not difficult to300H alloys not difficult to
weld.weld.
Control of consumableControl of consumable
composition.composition. Consumable selection.Consumable selection.
Cat cracker installationCat cracker installation IntroductionIntroduction
Alloys to be covered. Alloys to be covered.
Effect of alloying elements.Effect of alloying elements.
Data from Metrode and otherData from Metrode and other
published sources.published sources.
Regenerator vessel & cyclonesRegenerator vessel & cyclones Weld metalsWeld metals 308H308H
AWS 308H, BS EN 19 9 H AWS 308H, BS EN 19 9 H
347H347H AWS 347, BS EN 19 9 AWS 347, BS EN 19 9 NbNb
16.8.216.8.2 AWS 16.8.2 AWS 16.8.2
17.8.217.8.2 BS 17.8.2BS 17.8.2
316H316H AWS 316H, BS EN 19 12 3 H AWS 316H, BS EN 19 12 3 H
8/4/2019 300H Weld Metal
http://slidepdf.com/reader/full/300h-weld-metal 2/7
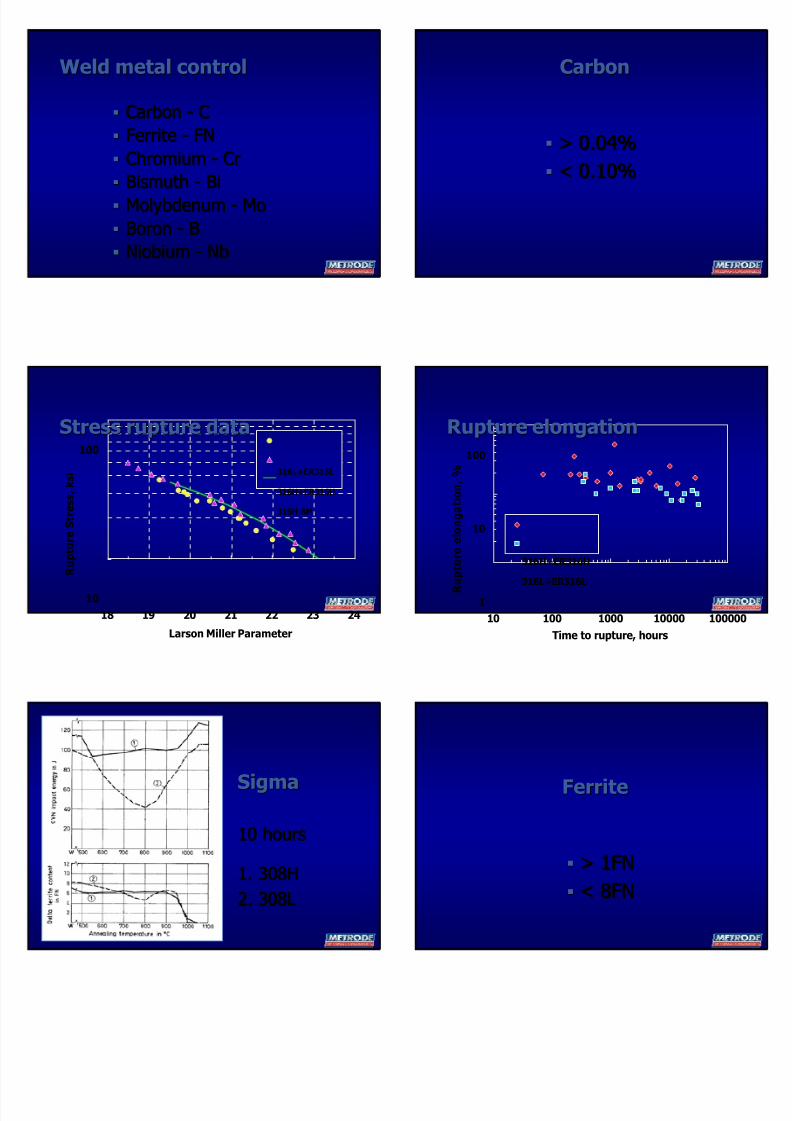
Weld metal controlWeld metal control
CarbonCarbon -- CC
FerriteFerrite -- FNFN
ChromiumChromium -- CrCr
BismuthBismuth -- BiBi
MolybdenumMolybdenum -- MoMo
BoronBoron -- BB
NiobiumNiobium -- NbNb
CarbonCarbon
> 0.04%> 0.04%
< 0.10%< 0.10%
Stress rupture dataStress rupture data
10
100
18 19 20 21 22 23 24
Larson Miller Parameter
R u p
t u r e
S t r e s s ,
k s i 316L+ER316L
316H+ER316H
316H BM
Rupture elongationRupture elongation
1
10
100
10 100 1000 10000 100000
Time to rupture, hours
R
u p t u r e e l o n g a t i o n ,
%
316H+ER316H
316L+ER316L
SigmaSigma
10 hours10 hours
1. 308H1. 308H
2. 308L2. 308L
FerriteFerrite
> 1FN> 1FN
< 8FN< 8FN

8/4/2019 300H Weld Metal
http://slidepdf.com/reader/full/300h-weld-metal 3/7
FerriteFerrite
Code requirements.Code requirements.
Required to prevent hot cracking.Required to prevent hot cracking.
Need to restrict to controlNeed to restrict to control
embrittlement.embrittlement.
FerriteFerrite
API 582: API 582:
33--11FN.11FN.
5FN minimum for 347.5FN minimum for 347.
9FN max for FCAW >550°C.9FN max for FCAW >550°C.
ASME: ASME: ASME III requires 5 ASME III requires 5--15FN.15FN.
33--10FN >427°C.10FN >427°C.
No restriction for 16.8.2.No restriction for 16.8.2.
Ferrite and microfissuringFerrite and microfissuring 308H toughness after ageing308H toughness after ageing
0
25
50
75
100
125
0 5 10 15
Ferrite, FN
I m p a c t e n e r g y ,
J
Ageing of 308H Ageing of 308H
0
20
40
60
80
100
120
140
0 2500 5000 7500 10000
Ageing Time (593°C), hours
I m p a c t E n e r g y ,
J
2FN
4FN
9FN
15FN
ChromiumChromium
> 14.5%> 14.5%
< 21.0%< 21.0%

8/4/2019 300H Weld Metal
http://slidepdf.com/reader/full/300h-weld-metal 4/7
Ageing of 308H Ageing of 308H
0
20
40
60
80
100
120
1 10 100 1000
Ageing Time (730°C), hours
I m p a c t
E n e r g y ,
J
18.4%Cr
18.9%Cr
19.5%Cr
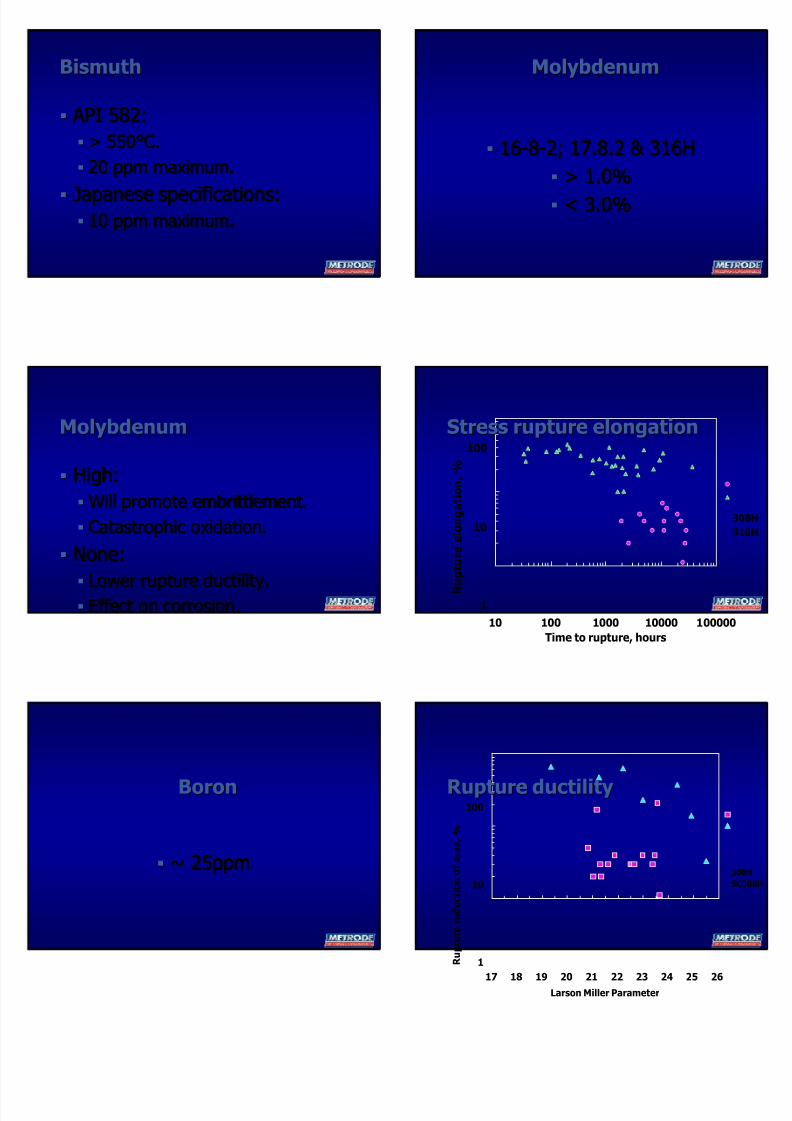
BismuthBismuth
< 20ppm< 20ppm
BismuthBismuth
Applicable to FCAW. Applicable to FCAW.
Not good for high temperatureNot good for high temperature
service.service.
OK for ‘L’ grade wires.OK for ‘L’ grade wires.
BismuthBismuth – – hot tensile properties 308hot tensile properties 308
Cracking tests on 308H wiresCracking tests on 308H wiresReheat cracking tests at 500-775°C [Okazaki et al, 2000]
0 1 2 3 4 5
Holding time (h)
450
550
650
750
850
950
T e m p e r a t u r e ( ° C )
Cracked
Not cracked
Cracked
Not cracked
100100 1
Bi = 200ppm
BismuthBismuth FCC components operating at 680FCC components operating at 680--
750°C exhibited cracks.750°C exhibited cracks.
It has been shown that bismuth hasIt has been shown that bismuth hasa detrimental effect on:a detrimental effect on: Hot tensile and stress rupture ductilityHot tensile and stress rupture ductility
above about 650°C.above about 650°C.
Restrained cracking susceptibility atRestrained cracking susceptibility attemperatures down to 550°C.temperatures down to 550°C.
Cracking is believed to result fromCracking is believed to result from
bismuth or bismuth oxide filmsbismuth or bismuth oxide filmsforming at grain boundaries.forming at grain boundaries.
8/4/2019 300H Weld Metal
http://slidepdf.com/reader/full/300h-weld-metal 5/7
BismuthBismuth
API 582: API 582:
> 550> 550°C.°C.
2020 ppmppm maximum.maximum.
Japanese specifications:Japanese specifications: 1010 ppmppm maximum.maximum.
MolybdenumMolybdenum
1616--88--2; 17.8.2 & 316H2; 17.8.2 & 316H
> 1.0%> 1.0%
< 3.0%< 3.0%
MolybdenumMolybdenum
High:High:
Will promote embrittlement.Will promote embrittlement.
Catastrophic oxidation.Catastrophic oxidation.
None:None:
Lower rupture ductility.Lower rupture ductility. Effect on corrosion.Effect on corrosion.
Stress rupture elongationStress rupture elongation
1
10
100
10 100 1000 10000 100000
Time to rupture, hours
R
u p
t u r e e
l o n g a
t i o n ,
%
308H
316H
BoronBoron
~ 25ppm~ 25ppm
Rupture ductilityRupture ductility
1
10
100
17 18 19 20 21 22 23 24 25 26Larson Miller Parameter
R u p
t u r e r e
d u c
t i o n o
f a r e a ,
%
308H
SC308H
8/4/2019 300H Weld Metal
http://slidepdf.com/reader/full/300h-weld-metal 6/7
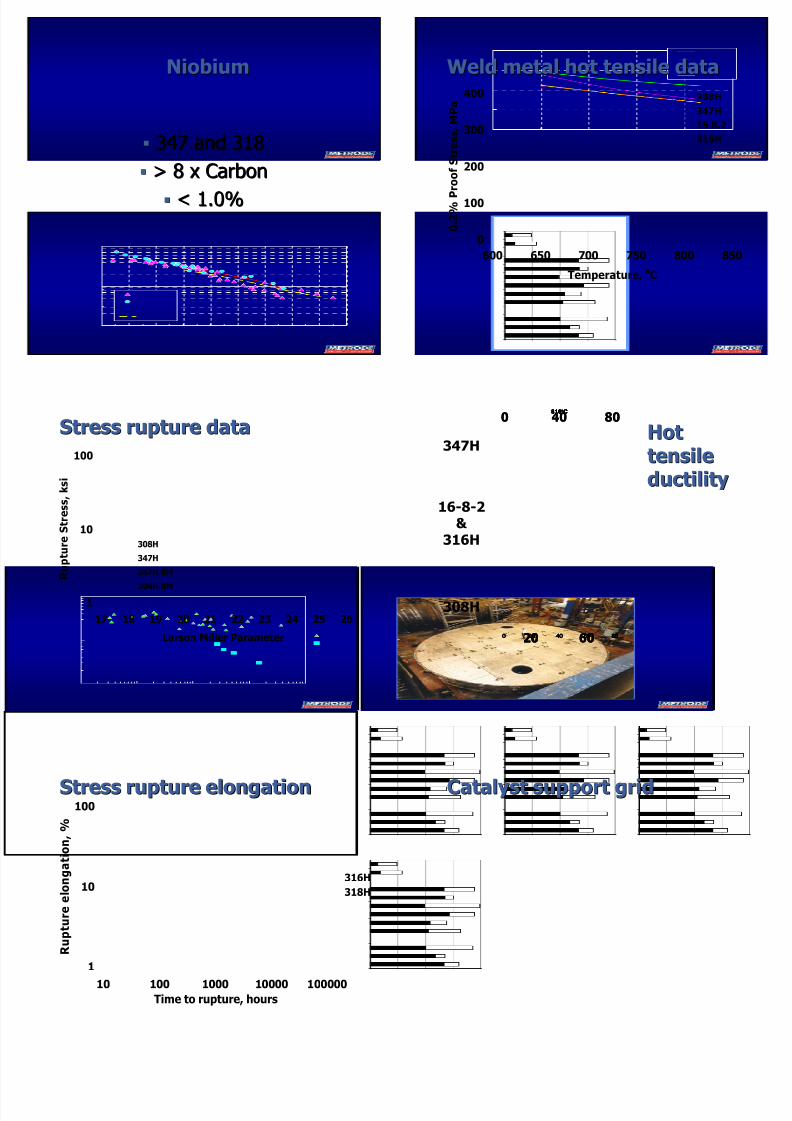
NiobiumNiobium
347 and 318347 and 318
> 8 x Carbon> 8 x Carbon
< 1.0%< 1.0%
Weld metal hot tensile dataWeld metal hot tensile data
0
100
200
300
400
600 650 700 750 800 850
Temperature, oC
0 . 2
% P
r o o f S t r e s s , M P a
308H
347H
16.8.2
316H
Stress rupture dataStress rupture data
1
10
100
17 18 19 20 21 22 23 24 25 26
Larson Miller Parameter
R u p
t u r e
S t r e s s ,
k s i
308H
347H
347H BM
304H BM
HotHot
tensiletensile
ductilityductility
816oC
0 20 40 60 8020 60
0 40 80816oC
0 20 40 60 8020 60
816oC
0 20 40 60 80
816oC
0 20 40 60 80
816oC
0 20 40 60 8020 60
0 40 80
16-8-2&
316H
347H
308H
Stress rupture elongationStress rupture elongation
1
10
100
10 100 1000 10000 100000Time to rupture, hours
R u p t u r e e l o n g a t i o n ,
%
316H
318H
Catalyst support gridCatalyst support grid
8/4/2019 300H Weld Metal
http://slidepdf.com/reader/full/300h-weld-metal 7/7
SummarySummary
Many elements affect highMany elements affect high
temperature properties.temperature properties.
Experience is required to makeExperience is required to make
welding consumables.welding consumables. Strongest not necessarily best.Strongest not necessarily best.
Take all factors into account.Take all factors into account.
Graham Holloway
In Conjunction With:
PT Alfa Metalindo IndonesiaIWS
Komunitas MIGAS Indonesia
300H Weld Metal