322n de un horno de secado de madera.rtf)bdigital.unal.edu.co/840/1/71386749_2009.pdf · control y...
TRANSCRIPT

CONTROL Y AUTOMATIZACIÒN DE UN HORNO DE SECADO DE MADERA, CONTROL Y AUTOMATIZACIÒN DE UN HORNO DE SECADO DE MADERA, CONTROL Y AUTOMATIZACIÒN DE UN HORNO DE SECADO DE MADERA, CONTROL Y AUTOMATIZACIÒN DE UN HORNO DE SECADO DE MADERA, INCLUYENDO INTERFAZ CON EL USUARIOINCLUYENDO INTERFAZ CON EL USUARIOINCLUYENDO INTERFAZ CON EL USUARIOINCLUYENDO INTERFAZ CON EL USUARIO
JUAN DAVID MONTOYA OTÁLVAROJUAN DAVID MONTOYA OTÁLVAROJUAN DAVID MONTOYA OTÁLVAROJUAN DAVID MONTOYA OTÁLVARO
UNIVERSIDAD NACIONAL DE COLOMBIAUNIVERSIDAD NACIONAL DE COLOMBIAUNIVERSIDAD NACIONAL DE COLOMBIAUNIVERSIDAD NACIONAL DE COLOMBIA
SEDE MEDELLÍNSEDE MEDELLÍNSEDE MEDELLÍNSEDE MEDELLÍN
FACULTAD DE MINASFACULTAD DE MINASFACULTAD DE MINASFACULTAD DE MINAS
ESCUELA DE INGENIERÍA ELÉCTRICA, MECÁNICA Y CONTROLESCUELA DE INGENIERÍA ELÉCTRICA, MECÁNICA Y CONTROLESCUELA DE INGENIERÍA ELÉCTRICA, MECÁNICA Y CONTROLESCUELA DE INGENIERÍA ELÉCTRICA, MECÁNICA Y CONTROL
MEDELMEDELMEDELMEDELLÍNLÍNLÍNLÍN
2009200920092009

2
CONTROL Y AUTOMATIZACIÒN DE UN HORNO DE SECADO DE MADERA, CONTROL Y AUTOMATIZACIÒN DE UN HORNO DE SECADO DE MADERA, CONTROL Y AUTOMATIZACIÒN DE UN HORNO DE SECADO DE MADERA, CONTROL Y AUTOMATIZACIÒN DE UN HORNO DE SECADO DE MADERA, INCLUYENDO INTERFAZ CON EL USUARIOINCLUYENDO INTERFAZ CON EL USUARIOINCLUYENDO INTERFAZ CON EL USUARIOINCLUYENDO INTERFAZ CON EL USUARIO
JUAN DAVID MONTOYA OTÁLVAROJUAN DAVID MONTOYA OTÁLVAROJUAN DAVID MONTOYA OTÁLVAROJUAN DAVID MONTOYA OTÁLVARO
Trabajo dirigido para optar al título deTrabajo dirigido para optar al título deTrabajo dirigido para optar al título deTrabajo dirigido para optar al título de
Ingeniero de Control.Ingeniero de Control.Ingeniero de Control.Ingeniero de Control.
DirectorDirectorDirectorDirector
GUILLERMO LEÓN MESA BETANCURGUILLERMO LEÓN MESA BETANCURGUILLERMO LEÓN MESA BETANCURGUILLERMO LEÓN MESA BETANCUR
Ingeniero electrónico.Ingeniero electrónico.Ingeniero electrónico.Ingeniero electrónico.
UNIVERSIDAD NACIONAL DE COLOMBIAUNIVERSIDAD NACIONAL DE COLOMBIAUNIVERSIDAD NACIONAL DE COLOMBIAUNIVERSIDAD NACIONAL DE COLOMBIA
SEDE MEDELLÍNSEDE MEDELLÍNSEDE MEDELLÍNSEDE MEDELLÍN
FACULTAD DE MINASFACULTAD DE MINASFACULTAD DE MINASFACULTAD DE MINAS
ESCUELA DE INGENIERÍA ELÉCTRICA, MECÁNICA Y CONTROLESCUELA DE INGENIERÍA ELÉCTRICA, MECÁNICA Y CONTROLESCUELA DE INGENIERÍA ELÉCTRICA, MECÁNICA Y CONTROLESCUELA DE INGENIERÍA ELÉCTRICA, MECÁNICA Y CONTROL
MEDELLÍNMEDELLÍNMEDELLÍNMEDELLÍN
2009200920092009

3
TABLA DE CONTENIDOTABLA DE CONTENIDOTABLA DE CONTENIDOTABLA DE CONTENIDO
Pág.
LISTA DE FIGURAS 5
LISTA DE TABLAS 6
1. INTRODUCCIÓN 7
2. DISEÑO 8
3.1. PROCESO DE SECADO 9
3.1. ETAPAS DEL PROCESO 9
3.1.1. CALENTAMIENTO DE LA CARGA 9
3.1.2. SECADO POR ENCIMA DEL PUNTO DE
SATURACIÓN DE LAS FIBRAS 9
3.1.3. SECADO POR DEBAJO DEL P.S.F. 9
3.1.4. HOMOGENEIZADO 9
3.1.5. ACONDICIONADO 9
3.1.5. ACONDICIONADO 9
3.2. TABLAS DE LA JUNAC PARA SECADO DE MADERA 10
3.2. VENTAJAS DEL SECADO DE MADERA CON HORNO 11
4. CONSIDERACIONES INICIALES 12
5. EQUIPOS 15
5.1. CONTROLADOR LÓGICO PROGRAMABLE (PLC) 15
5.2. TERMOCUPLA TIPO K 15
5.4. SENSOR DE HUMEDAD HT 8001-SAI-R 15
5.4. MÓDULO DE EXPANSIÓN EM231 15
5.5. MÓDULO DE EXPANSIÓN EM231TC 16
5.6. PANEL SIEMENS TD200C 16
6. DISEÑO DE SOFTWARE 17

4
6.1. ANÁLISIS DEL PROBLEMA Y PLANTEAMIENTO
DE SOLUCIÓN 18
6.2. FORMALIZACIÓN DE LA SOLUCIÓN USANDO
REDES DE PETRI 18
6.3. CODIFICACIÓN DEL PROGRAMA USANDO MICROWIN 20
6.4. INVENTARIO DE SEÑALES 26
7. EXPERIMENTOS 28
7.1 FUNCIONAMIENTO GENERAL DEL PROGRAMA 28
7.2. SENSOR DE HUMEDAD 28
7.3. SENSOR DE TEMPERATURA 29
8. CONCLUSIONES 31
9. BIBLIOGRAFÍA 32
10. ANEXOS 33
10.1. MANUAL DE USUARIO 33

5
LISTA DE FIGURASLISTA DE FIGURASLISTA DE FIGURASLISTA DE FIGURAS
Pág. 1. Secuencia del ciclo PHVA 8
2. Esquema del horno 13
3. Pasos a seguir para la elaboración del software. 17
4. Red de petri del programa. 19
5. Programa, redes 1-5. 21
6. Programa, redes 6-10. 22
7. Programa, redes 11-15. 23
8. Programa, redes 16-18. 24
9. Programa, redes 19-21. 25
10. Programa, redes 22-23. 26
11. Pantalla de Microwin desde donde se modifican las variables. 28
12. Curva característica del sensor de humedad 29

6
LISTA DE TABLASLISTA DE TABLASLISTA DE TABLASLISTA DE TABLAS
Pág. 1. Definición de los ciclos de secado según la JUNAC 10
2. Recomendación de ciclos de secado según la especie de madera 11
3. Acciones tomadas en los lugares mostrados en la figura 4. 20
4. Inventario de señales de entrada. 27
5. Inventario de señales de salida. 27

7
1.1.1.1. INTRODUCCIÓNINTRODUCCIÓNINTRODUCCIÓNINTRODUCCIÓN
El objetivo del diseño planteado en este trabajo es permitir el control y automatización del proceso de secado de madera, que se realiza en el laboratorio de productos forestales de la Universidad Nacional de Colombia, sede Medellín.
Una de las condiciones esenciales para que la madera pueda utilizarse industrialmente es que su contenido de humedad sea ajustado a las condiciones de uso y sitio a que va a ser destinada. Es bien sabido que la madera verde tiene un gran contenido de agua, la cual debe ser eliminada si se quiere convertirla en un material apropiado para una amplia gama de aplicaciones industriales. Durante el proceso de remoción del agua, la madera puede sufrir cambios no deseados en su forma, color o ser atacada por hongos e insectos. Si estos defectos no pueden ser controlados, es posible que la madera se convierta en un material no apropiado para los diversos usos a los que podría destinarse.
El proceso de secado puede lograrse a base de aire natural (secado al aire libre) o por métodos especiales que estimulan la salida del agua en forma más o menos rápida, sin embargo el secado natural no permite alcanzar estrictamente las exigencias de los mercados.
Se tiene entonces que como el proceso de secado de madera es fundamental para determinar la utilidad de la misma y, considerando que la velocidad y exactitud en la cantidad de humedad son factores importantes, el laboratorio de productos forestales pretende recurrir a un método artificial para lograr resultados satisfactorios y rápidos. Para el método elegido, se hace necesario controlar la humedad y la temperatura del ambiente en el que se almacena la madera.
El control de estas variables se logra mediante un sistema conformado por dos sensores, uno para cada variable, que entregan sus señales a módulos de entrada que hacen la conversión de la señal análoga en señal digital, fácilmente manipulable, y la entregan a una unidad PLC siemens S7-200 que se encarga de hacer las comparaciones respecto a los valores deseados y envía las señales a un sistema de actuadores que toman las medidas adecuadas para corregir los valores.
La interfaz con el usuario se hace a través de un panel de control siemens TD200C, que permite al usuario elegir y modificar los valores deseados para la humedad y temperatura, además de iniciar y detener el proceso cuando se considere adecuado y monitorear los valores de las variables en cualquier momento durante el proceso.

8
2. DISEÑO2. DISEÑO2. DISEÑO2. DISEÑO
El laboratorio de productos forestales dispone de un horno para secado de madera, pero este se encuentra completamente inoperable y tiene partes con alto grado de deterioro. El objetivo es entonces la recuperación del horno, de modo que pueda ser aprovechado nuevamente y, además el control y automatización del proceso (objeto de este trabajo), para permitir la operación del mismo con mínima intervención humana y con excelentes resultados en el producto final.
Se parte pues de los recursos y requerimientos, para plantear una solución que permita dar solución a los problemas del laboratorio, revisar la solución y tomar las acciones correctivas del caso hasta conseguir la conformidad de los requerimientos planteados. Todo esto según el ciclo PHVA, cuya secuencia se muestra en la figura 1.
Figura 1. Figura 1. Figura 1. Figura 1. Secuencia del ciclo PHVA
Objetivos
Planteados
Requerimientos
CONTRATANTE
No
Conformidades
Planeación
Proveedores
Monitoreo y
Mediciones
Prototipo
Proceso
* Software
•Comunicaciones
Aseguramiento
de la Calidad
Hacer
Verificar
Actuar
Planear
Características
Software y
Electrónicas.
Condiciones de mejora y
Validación de resultados
Tomas de decisiones
Y mejoras
Especificaciones
al Contrato.
Funcionalidad
Diseño – Costos
Fabricación en Línea
Cambios
CICLO PHVA

9
3. PROCESO 3. PROCESO 3. PROCESO 3. PROCESO DE SECADODE SECADODE SECADODE SECADO
El secado de madera consiste en reducir el contenido de humedad de la misma antes de darle uso, el agua tiene una importante influencia e incluso con frecuencia el contenido de agua supera el peso propio de la madera.
3.1. ETAPAS DEL PROCESO3.1. ETAPAS DEL PROCESO3.1. ETAPAS DEL PROCESO3.1. ETAPAS DEL PROCESO
El proceso de secado puede dividirse en diferentes etapas:
3.1.1. CALENTAMIENTO DE LA CARGA3.1.1. CALENTAMIENTO DE LA CARGA3.1.1. CALENTAMIENTO DE LA CARGA3.1.1. CALENTAMIENTO DE LA CARGA
Es el tiempo necesario para subir la temperatura de la madera a la inicial del programa y calentar todo el espesor de la pieza, sin iniciar el proceso de secado, lo cual se logra con una humedad relativa alta.
Los detalles de esta parte del proceso dependen del tipo de madera y del espesor de las piezas y la alta humedad relativa puede tener como consecuencia una re humidificación superficial.
3.1.2. SECADO POR ENCIMA DE3.1.2. SECADO POR ENCIMA DE3.1.2. SECADO POR ENCIMA DE3.1.2. SECADO POR ENCIMA DEL PUNTO DE SATURACIÓN DE LAS FIBRASL PUNTO DE SATURACIÓN DE LAS FIBRASL PUNTO DE SATURACIÓN DE LAS FIBRASL PUNTO DE SATURACIÓN DE LAS FIBRAS
El punto de saturación de las fibras (P.S.F.) es el punto en que el volumen de la madera permanece prácticamente constante, a pesar de incrementar la humedad que posea.
Esta parte del proceso consiste en la evaporación del agua libre de la madera, bajo temperaturas no muy elevadas y altas humedades relativas, para evitar defectos de secado como el endurecimiento superficial, grietas superficiales y el colapso.
3.1.3. SECADO POR DEBAJO DEL P.S.F.3.1.3. SECADO POR DEBAJO DEL P.S.F.3.1.3. SECADO POR DEBAJO DEL P.S.F.3.1.3. SECADO POR DEBAJO DEL P.S.F.
La temperatura se eleva a la máxima permitida del programa y la madera se seca hasta el contenido de humedad final.
3.1.4. HOMOGENEIZADO3.1.4. HOMOGENEIZADO3.1.4. HOMOGENEIZADO3.1.4. HOMOGENEIZADO
Tiene por objeto lograr que todas las piezas de madera de la carga de secado, alcancen un contenido de humedad cercano al final deseado.
3.1.5. A3.1.5. A3.1.5. A3.1.5. ACONDICIONADOCONDICIONADOCONDICIONADOCONDICIONADO
Tiene por objeto lograr una madera sin endurecimiento superficial (sin tensiones de secado) y con una distribución uniforme del contenido de humedad en el espesor (gradiente de humedad <3%).
Los detalles de los parámetros de secado dependen del tipo de madera, de modo que, de acuerdo a la especie, debe hacerse una consulta para ver si existen recomendaciones para su secado. Si estas recomendaciones no existen, se debe optar por un programa suave de acuerdo a la JUNAC
3.2. TABLAS DE LA JUNAC P3.2. TABLAS DE LA JUNAC P3.2. TABLAS DE LA JUNAC P3.2. TABLAS DE LA JUNAC PARA SECADO DE MADERAARA SECADO DE MADERAARA SECADO DE MADERAARA SECADO DE MADERA

10
A continuación se presentan algunas tablas estándar para secado de madera.
Tabla 1.Tabla 1.Tabla 1.Tabla 1. Definición de los ciclos de secado según la JUNAC

11
Tabla 2. Tabla 2. Tabla 2. Tabla 2. Recomendación de ciclos de secado según la especie de madera

12
3.33.33.33.3. VENTAJAS DEL SECADO DE. VENTAJAS DEL SECADO DE. VENTAJAS DEL SECADO DE. VENTAJAS DEL SECADO DE MADERA CON HORNOMADERA CON HORNOMADERA CON HORNOMADERA CON HORNO
Como ya se ha mencionado, hay varias formas de secar la madera, y cada método presenta ventajas y desventajas frente a los demás. De modo que la selección de uno u otro método dependerá del uso final de la madera, cantidad de material a procesar, costos involucrados, tiempo disponible para el proceso y otros factores.
Los hornos de secado ofrecen, entre otras, las siguientes ventajas:
- Los factores externos son controlados, y se pueden variar a voluntad, por lo que el tiempo de secado se puede disminuir hasta 20 veces respecto al secado al aire.
- Se reduce considerablemente el espacio dedicado a la manipulación de la madera.
- Permite obtener contenidos de humedad muy bajos, necesarios en la fabricación de muebles, pisos, paneles y otras aplicaciones.
Viendo estas ventajas, y tomando en cuenta que el laboratorio tiene un fin pedagógico y que por consiguiente debe permitir controlar las condiciones bajo las cuales se ejecuten experimentos y ejemplos, resulta natural pensar en el horno como el método de secado de madera adecuado.

13
4. CONSIDERACIONES INICIALES4. CONSIDERACIONES INICIALES4. CONSIDERACIONES INICIALES4. CONSIDERACIONES INICIALES Se empieza por considerar los requerimientos para el proceso según la teoría de existente para el secado de madera y los elementos con que se trabajará. Debe haber forma para medir los valores de temperatura y humedad dentro del horno, igualmente debe ser posible elevar o disminuir los valores de estas variables. La temperatura debe poder variar entre la temperatura ambiente (200C aproximadamente) y una temperatura menor a la de la evaporación del agua (1000C), la humedad debe poder mantenerse entre 20% y 90% de humedad relativa. También es importante poder mostrar la temperatura y la humedad al usuario en cualquier momento, y permitir al mismo iniciar y detener el proceso según lo considere adecuado. Se consideró también la posibilidad de incluir un sistema de alarmas que permita al proceso detenerse a si mismo, pero esta idea se descartó pues el proceso de secado de madera no debe detenerse una vez iniciado pues esto puede dar como resultado una madera inservible. Por este motivo el control del inicio y paro del sistema es exclusivamente del usuario. En la figura 1 se muestra un esquema del estado en que se encuentra el horno.
Figura 2.Figura 2.Figura 2.Figura 2. Esquema del horno
Motor 1
Motor 2
Tanque1
Tanque 2
Tanque 3
R1
R2
R3
R4
R5
Compuerta Compuerta

14
El horno cuenta con 3 tanques, uno en el exterior y dos en el interior, conectados por una tubería. El tanque exterior tiene una llave que permite llenar de agua los 3 y el nivel del mismo está controlado con un mecanismo de flotador que se encuentra en estado funcional, este sistema no requiere cambio alguno, pues presta el servicio adecuado y estos tanques deben estar llenos durante todo el proceso, de modo que no es necesario controlarlos más allá de lo que permite el flotador. Las resistencias marcadas R1, R2 y R3 son las encargadas de subir la temperatura del horno, deben tener conexión eléctrica, pero inicialmente se encuentran desconectadas, tanto entre ellas como de fuente eléctrica alguna. Las resistencias R4 y R5 están sumergidas en los tanques 2 y 3 respectivamente, estas se encargan de evaporar el agua para incrementar la humedad dentro del horno, también se encuentran sin conexión. Las compuertas mostradas se encuentran en la parte superior del horno, estas deben abrirse cuando hay exceso de humedad, para dejar escapar la misma y bajar el nivel dentro del horno, están conectadas entre sí y se controlan con un sistema hidráulico usando un compresor, sin embargo este sistema se considera excesivo para el trabajo que se requiere, de modo que se opta por eliminar el compresor y reemplazar el sistema por un motor eléctrico, lo cual resulta más adecuado y fácil de controlar. Los motores están fuera del horno y mueven dos ejes cada uno, cada eje tiene un ventilador, estos se encargan de garantizar el flujo de aire dentro del horno, lo cual es una condición indispensable para el proceso de secado y para ayudar a garantizar la uniformidad de la humedad y temperatura, deben estar encendidos en todo momento durante el proceso. Se tienen entonces todos los mecanismos necesarios para controlar la temperatura, encendiendo y apagando las resistencias R1, R2 y R3, y la humedad, encendiendo y apagando las resistencias R4 y R5 y abriendo y cerrando las compuertas según se necesite. Todos los sistemas están presentes, pero desconectados (excepto por los tanques de agua) por lo que no hay forma de ejercer control por ahora.

15
5. EQUIPOS5. EQUIPOS5. EQUIPOS5. EQUIPOS En el año 2007 Juan David Valencia Piedrahita presentó su trabajo de grado para optar al título de ingeniero de control haciendo un análisis del horno del laboratorio. Este control nunca se llevó a cabo en la práctica, sin embargo sirve como punto de partida para el presente trabajo, en particular para los elementos que se usarán para el control del horno. De modo que para implementar el control se necesita un controlador lógico programable (PLC) siemens 222, una termocupla tipo K para medir la temperatura, un sensor de humedad HT 8001-SAI-R para medir la humedad, dos módulos de expansión para el PLC, del tipo EM231 y EM231TC, para capturar las señales de humedad y temperatura respectivamente, un panel siemens TD200C que servirá como interfaz con el usuario. Los elementos arriba mencionados, estarán conectados a relés de estado sólido que permitirán activar las resistencias de calentamiento y de humedad del horno y relés electromecánicos que activarán un sistema eléctrico para abrir y cerrar las puertas para el control de humedad, el sistema de actuadores es presentado en el trabajo de grado presentado por Julián Montoya Villa para optar al título de ingeniero de control, de modo que no se entra en detalle del mismo. 5.1. 5.1. 5.1. 5.1. CONTROLCONTROLCONTROLCONTROLADORADORADORADOR LÓGICO PROGRAMABLE (PLC)LÓGICO PROGRAMABLE (PLC)LÓGICO PROGRAMABLE (PLC)LÓGICO PROGRAMABLE (PLC) El controlador lógico programable es una computadora digital usada para la automatización de procesos electro-mecánicos. Tienen la ventaja, sobre los computadores de uso general, de permitir la configuración sencilla varios arreglos de entradas y salidas, inmunidad a ruido eléctrico, resistencia a vibraciones e impactos y operación en rangos amplios de temperaturas. Todo esto dado que son máquinas pensadas para uso industrial y por consiguiente resulta perfectamente adecuado para la tarea de automatización que se pretende. 5.2. 5.2. 5.2. 5.2. TERMOCUPLA TIPO KTERMOCUPLA TIPO KTERMOCUPLA TIPO KTERMOCUPLA TIPO K Una termocupla es una unión entre dos metales diferentes que produce un voltaje de acuerdo a la temperatura a la que se le someta, son baratas y tienen terminales estándar que pueden medir un amplio rango de temperaturas. La tipo K es la termocupla de propósito general más ampliamente usada, es muy barata y está disponible para rangos de temperatura de -200 a 1350oC, presentan un cambio muy brusco cuando la temperatura supera los 345oC debido al material magnético con que son fabricadas, pero este valor se encuentra muy por encima del rango de operación máximo del horno así que se puede considerar un sensor perfectamente lineal. 5.4. 5.4. 5.4. 5.4. SENSOR DE HUMEDAD SENSOR DE HUMEDAD SENSOR DE HUMEDAD SENSOR DE HUMEDAD HT 8001HT 8001HT 8001HT 8001----SAISAISAISAI----RRRR Es un dispositivo que convierte la humedad en una corriente eléctrica, se supone como un dispositivo lineal (esto se comprobará experimentalmente) y entrega un rango estándar de 4 a 20 miliamperios mientras varía de 0% a 100% de humedad. 5.4. 5.4. 5.4. 5.4. MÓDULO DE EXPANSIÓN EM231MÓDULO DE EXPANSIÓN EM231MÓDULO DE EXPANSIÓN EM231MÓDULO DE EXPANSIÓN EM231

16
Este es un módulo que se conecta al PLC siemens s7-222 para permitirle al mismo censar señales análogas, se usará para conectar el sensor de humedad y leer el valor que este registre para usarlo en el programa del controlador. 5.5. 5.5. 5.5. 5.5. MÓDULO DE EXPANSIÓN EM231TCMÓDULO DE EXPANSIÓN EM231TCMÓDULO DE EXPANSIÓN EM231TCMÓDULO DE EXPANSIÓN EM231TC Tiene la misma función del módulo EM231TC arriba descrito, pero está especialmente diseñado para las señales entregadas por la termocupla, que son especialmente difíciles de amplificar, por lo que se usará para leer el valor entregado por el sensor de temperatura. 5.6. 5.6. 5.6. 5.6. PANEL SIEMENS TD200CPANEL SIEMENS TD200CPANEL SIEMENS TD200CPANEL SIEMENS TD200C El panel TD200C provee una interfaz humana máquina de bajo costo, que permite a un operador interactuar con el programa contenido en el PLC. Este panel permite configurar una serie de menús de usuario jerárquicos que permiten también mostrar alarmas y mensajes, además permite modificar cualquier posición de memoria dentro del PLC.
17
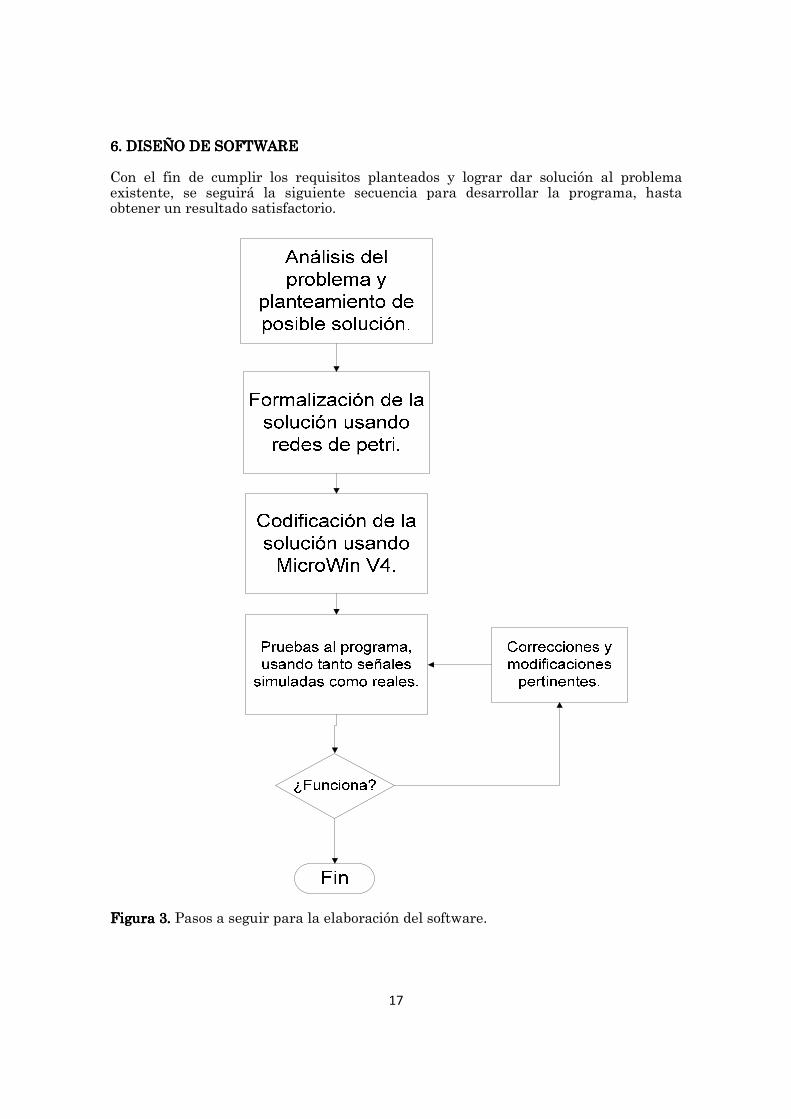
6. DISEÑO DE SOFTWARE6. DISEÑO DE SOFTWARE6. DISEÑO DE SOFTWARE6. DISEÑO DE SOFTWARE Con el fin de cumplir los requisitos planteados y lograr dar solución al problema existente, se seguirá la siguiente secuencia para desarrollar la programa, hasta obtener un resultado satisfactorio.
Figura 3. Figura 3. Figura 3. Figura 3. Pasos a seguir para la elaboración del software.
18
6.1. ANÁLISIS DEL PROBLEMA Y6.1. ANÁLISIS DEL PROBLEMA Y6.1. ANÁLISIS DEL PROBLEMA Y6.1. ANÁLISIS DEL PROBLEMA Y PLANTEAMIENTO DE SOLUCIÓNPLANTEAMIENTO DE SOLUCIÓNPLANTEAMIENTO DE SOLUCIÓNPLANTEAMIENTO DE SOLUCIÓN
Tras analizar los requerimientos y capacidades del hardware y los actuadores se decidió que el programa debería operar de la siguiente manera:
Esperar la señal de encendido para ponerse en marcha, en este modo todas las salidas del PLC se encuentran apagadas.
Hacer censado constante de las variables crítica del proceso (humedad y temperatura) que serán conectadas a los módulos análogos del PLC y realizar las conversiones necesarias para poder realizar las operaciones requeridas.
Comparar si la temperatura es mayor igual o menor que la deseada, en caso de ser mayor, encender la salida del PLC que controlará las resistencias de calentamiento del horno (a través de unos relés de estado sólido), en caso de que la temperatura sea menor que la deseada, apagar la misma salida que controla las resistencias, y si la temperatura fuera igual, dejar la salida en su estado actual.
Similarmente se comparará la humedad con el valor deseado, si se encuentra que el valor es menor que el deseado, encender la salida que controla las resistencias de humedad y encender la salida que envía la señal al motor eléctrico que cierra las compuertas, mantener esta salida encendida hasta que reciba la señal de que las puertas están cerradas. Si la humedad fuera mayor que la deseada, debe apagar la salida que controla las resistencias de calentamiento y encender la salida que envía la señal al motor eléctrico para cerrar las compuertas hasta que reciba la señal de que las puertas están cerradas, si la humedad fuera igual a la deseada dejar las salidas en su estado actual.
El programa debe quedar en un ciclo infinito, censando alternativamente humedad y temperatura, hasta que reciba la señal de parada, momento en el cual volverá al estado inicial (todas las salidas apagadas).
6.2. FORMALIZACIÓN DE LA SOLUCIÓN USANDO REDES DE PETRI6.2. FORMALIZACIÓN DE LA SOLUCIÓN USANDO REDES DE PETRI6.2. FORMALIZACIÓN DE LA SOLUCIÓN USANDO REDES DE PETRI6.2. FORMALIZACIÓN DE LA SOLUCIÓN USANDO REDES DE PETRI
A continuación se procede a planear el programa para que haga las tareas arriba descritas, se recurre a las redes de petri, pues estas han demostrado ser de gran utilidad a la hora de describir tareas secuenciales o asíncronas (como es este caso en particular).
Además resulta relativamente fácil pasar del modelo en redes de petri a la programación del PLC, de modo que hacer la planeación previa resulta beneficioso para la posterior tarea de codificación y el seguimiento del programa que se necesitará más adelante para la corrección de errores y modificaciones.
Es importante notar que la red de petri no expresa todos los detalles del programa, sino que permite entender el funcionamiento general del mismo, y hay detalles particulares que solo se expresarán correctamente a la hora de la codificación, sin embargo resulta una herramienta muy útil para la planeación en particular por la relación directa que se establece entre los lugares de la red y las posiciones de memoria del PLC.
Entonces la red de petri del programa es la siguiente:

19
Figura 4. Figura 4. Figura 4. Figura 4. Red de petri del programa.
20
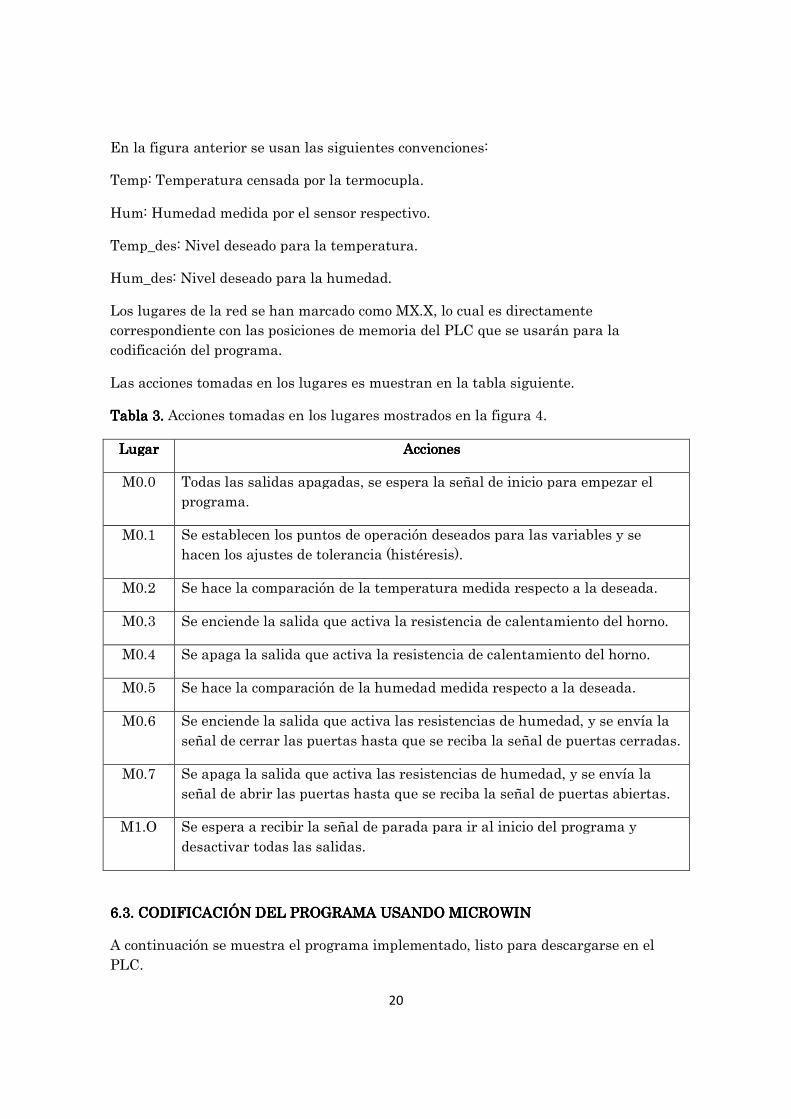
En la figura anterior se usan las siguientes convenciones:
Temp: Temperatura censada por la termocupla.
Hum: Humedad medida por el sensor respectivo.
Temp_des: Nivel deseado para la temperatura.
Hum_des: Nivel deseado para la humedad.
Los lugares de la red se han marcado como MX.X, lo cual es directamente correspondiente con las posiciones de memoria del PLC que se usarán para la codificación del programa.
Las acciones tomadas en los lugares es muestran en la tabla siguiente.
Tabla 3. Tabla 3. Tabla 3. Tabla 3. Acciones tomadas en los lugares mostrados en la figura 4.
LugarLugarLugarLugar AccionesAccionesAccionesAcciones
M0.0 Todas las salidas apagadas, se espera la señal de inicio para empezar el programa.
M0.1 Se establecen los puntos de operación deseados para las variables y se hacen los ajustes de tolerancia (histéresis).
M0.2 Se hace la comparación de la temperatura medida respecto a la deseada.
M0.3 Se enciende la salida que activa la resistencia de calentamiento del horno.
M0.4 Se apaga la salida que activa la resistencia de calentamiento del horno.
M0.5 Se hace la comparación de la humedad medida respecto a la deseada.
M0.6 Se enciende la salida que activa las resistencias de humedad, y se envía la señal de cerrar las puertas hasta que se reciba la señal de puertas cerradas.
M0.7 Se apaga la salida que activa las resistencias de humedad, y se envía la señal de abrir las puertas hasta que se reciba la señal de puertas abiertas.
M1.O Se espera a recibir la señal de parada para ir al inicio del programa y desactivar todas las salidas.
6.3. CODIFICACIÓN DEL PROGRAMA USANDO MICROWIN6.3. CODIFICACIÓN DEL PROGRAMA USANDO MICROWIN6.3. CODIFICACIÓN DEL PROGRAMA USANDO MICROWIN6.3. CODIFICACIÓN DEL PROGRAMA USANDO MICROWIN
A continuación se muestra el programa implementado, listo para descargarse en el PLC.

21
Figura Figura Figura Figura 5. 5. 5. 5. Programa, redes 1-5.

22
Figura 6. Figura 6. Figura 6. Figura 6. Programa, redes 6-10.

23
Figura 7. Figura 7. Figura 7. Figura 7. Programa, redes 11-15.

24
Figura 8.Figura 8.Figura 8.Figura 8. Programa, redes 16-18.

25
Figura 9.Figura 9.Figura 9.Figura 9. Programa, redes 19-21.

26
Figura 10.Figura 10.Figura 10.Figura 10. Programa, redes 22-23.
6.4. INVENTARIO DE SEÑALES6.4. INVENTARIO DE SEÑALES6.4. INVENTARIO DE SEÑALES6.4. INVENTARIO DE SEÑALES
A continuación se muestran las señales de entrada y salida al PLC, con las que trabaja el programa arriba mostrado, se indica además que tipo de señal es (análoga o digital) y en que puerto de entrada o salida del se ubica cada señal.

27
Tabla 4. Tabla 4. Tabla 4. Tabla 4. Inventario de señales de entrada.
Nombre Posición (PLC)
Señal Qué tiene conectado
Tipo de señal
Inicio M2.0 Inicia el proceso Display TD200C (el display manipula la posición de memoria)
Digital
Paro M2.1 Detiene el proceso Display TD200C (el display manipula la posición de memoria)
Digital
Tempin AIW8 Medida de temperatura
Sensor de temperatura
Análoga
Humin AIW0 Medida de humedad Sensor de humedad
Digital
Abierta I0.0 Compuerta abierta Microswiche Digital
Cerrada I0.1 Compuerta cerrada Microswiche Digital
Tabla 5. Tabla 5. Tabla 5. Tabla 5. Inventario de señales de salida.
Nombre Posición (PLC)
Señal Qué tiene conectado
Tipo de señal
Retemp Q0.0 Activa las resistencias de calentamiento del horno.
Relé de estado sólido.
Digital
Rehum Q0.1 Activa las resistencias de huemdad.
Relé de estado sólido.
Digital
Cierre1 Q0.2 Cierra las compuertas. Relé electromecánico.
Digital
Cierre2 Q0.3 No se usa. Nada Digital
Abre1 Q0.4 Abre las compuertas. Relé electromecánico.
Digital
Abre2 Q0.5 No se usa. Nada Digital

28
7.7.7.7. EXPERIMENTOSEXPERIMENTOSEXPERIMENTOSEXPERIMENTOS
Una vez programado el controlador, se procede ha hacer experimentos para validar la toma de los datos y las acciones de conrol según se tienen planeadas, estos sob, básicamente los tres mostrados a continuación:
7.1 7.1 7.1 7.1 FUNCIONAMIENTO GENERAL DEL PROGRAMAFUNCIONAMIENTO GENERAL DEL PROGRAMAFUNCIONAMIENTO GENERAL DEL PROGRAMAFUNCIONAMIENTO GENERAL DEL PROGRAMA
Se utiliza la opción de ejecución en tiempo real del Microwin para ejecutar el programa mientras el PLC está conectado al computador y desde este se manipulan las variables para realizar las diferentes pruebas, estas incluyen probar las funciones del botón de inicio, del botón de parada y establecer los puntos de operación deseadas para humedad y temperatura, para ello se modifican los valores de las variables adecuadas como se muestra en la imagen siguiente.
Figura 11. Figura 11. Figura 11. Figura 11. Pantalla de Microwin desde donde se modifican las variables.
También se modifican las lecturas de humedad y temperatura, simulandoas desde el computador, para comprobar que las salidas, que irán a los actuadores, se activen en los momentos adecuados, según los puntos de operación y la lectura ingresada.
Se revisan tambén las diferentes conversiones de unidades según los datos obtenidos en las tablas de datos de los sensores.
7.2. 7.2. 7.2. 7.2. SENSOR DE HUMEDADSENSOR DE HUMEDADSENSOR DE HUMEDADSENSOR DE HUMEDAD

29
Dado que no fue posible conseguir la hoja de datos del sensor de humedad (a diferencia del resto de los componentes del sistema) es necesario recurrir a la experimentación para comprobar la linealidad del mismo y modificar el programa según los valores de corriente que se entregan.
Para ello se conecta el sensor al PLC y se opera con el computador como en caso anterior, esta vez se hace en un ambiente controlado, comparando los resultados con un medidor de humedad (para propostios de corrección) y se toma nota de las medidas, para conseguir la siguiente curva, que muestra la corriente entregada por el sensor contra la medida mostrada por el PLC (luego de hacer las correcciones y conversiones necesarias) en condiciones de operación típicas esperadas.
Figura 12.Figura 12.Figura 12.Figura 12. Curva característica del sensor de humedad
Se observa que el sensor es aproximadamente lineal (como se habia supuesto a la hora de programar el PLC) por lo que la corrección necesaria para mostrar la medida adecuada es simple.
7.3. 7.3. 7.3. 7.3. SENSOR DE TEMPERATURASENSOR DE TEMPERATURASENSOR DE TEMPERATURASENSOR DE TEMPERATURA
Se sabe que las termocuplas son sensores altamente lineales, al menos en el rango de temperaturas que se va a trabajar en el horno, así que el experimento realizado con la misma consiste en conectarla al PLC y verificar que la lectura mostrada sea igual a la mostrada por un termómetro en condiciones controladas, esto lleva a algunas

30
correcciones en las conversiones de unidades del programa, de modo que se termina teniendo el sistema de medida adecuadamente calibrado.
31
8. 8. 8. 8. CONCLUSIONESCONCLUSIONESCONCLUSIONESCONCLUSIONES
- El secado de madera en horno es un excelente método para ser usado por el laboratorio de productos forestales de la universidad, pues permite el secado rápido y eficiente de la madera además de otras ventajas ya mencionadas.
- Dado que el proceso de secado es lárgo y delicado la automatización del mismo resulta una excelente opción para facilitar el proceso y lograr los mejores resultados posibles sin supervisión constante.
- Hay varias técnicas de control que se pueden utilizar (por ejemplo PID que es la mas usada a nivel industrial) pero dada la velocidad de las dinámicas del sistema y la naturaleza de los actuadores (digitales) se opta por un control ON OFF, que resulta suficiente para las exigencias del proceso.
-La naturaleza de los actuadores es parte integral del diseño y programación del controlador, por lo que se debe tener en cuenta o, como en este caso, hacer diseño conjunto del controlador y los actuadores para determinar el tipo de controlador y de salidas necesrias para el control del proceso.

32
9. BIBLIOGRAFÍA9. BIBLIOGRAFÍA9. BIBLIOGRAFÍA9. BIBLIOGRAFÍA
Viscarra, Silverio. Guía práctica para el secado de madera en hornos. Santa Cruz, Bolivia, 1998.
Lopez Octavio. Implicaciones económicas del secado de la madera.
Ogata, Katsuhiko. Sistemas de control en tiempo discreto. Prentice-Hall, 1996.
Valencia Piedrahita, Juan David. Automatización y control de un horno de secado de madera. Universidad Nacional de Colombia, 1997.
33
10101010. A. A. A. ANEXOSNEXOSNEXOSNEXOS
10101010.1. MANUAL DE USUARIO.1. MANUAL DE USUARIO.1. MANUAL DE USUARIO.1. MANUAL DE USUARIO
A continuación se muestra el manual de usuario tal como se entregó al laboratorio de productos forestales y que ilustra la operación del horno.
MANUAL DEL USUARIO DE HORNO DE SECADO DE MADERA
LABORATORIO DE PRODUCTOS FORESTALES
ELABORADO POR GRUPO GITA
GRUPO DE INVESTIGACIÓN DE TECNOLOGÍAS APLICADAS
UNIVERSIDAD NACIONAL DE COLOMBIA
SEDE MEDELLÍN

34
Panel frontal
En la figura siguiente se muestra el panel de control del horno, desde este se controlan los
parámetros del proceso. Los botones que no están marcados en el dibujo no tienen ningún uso.
1. Botón F1, sirve para iniciar el proceso de secado, debe presionarse una vez ingresados los
parámetros (ver selección de parámetros más adelante, en la secuencia del proceso).
2. Botón apagado, apaga el horno y detiene el proceso de secado de madera.
3. Botón escape, sirve para salir de los menús de selección (ver selección de parámetros más
adelante).
4. Botón enter, sirve para confirmar la selección de los parámetros.
5. Cursor abajo, sirve para seleccionar los menús y para bajar el valor de temperatura o
humedad deseada, según el menú en que se encuentre.
6. Cursor arriba, sirve para seleccionar los menús y para subir el valor de temperatura o
humedad deseada, según el menú en que se encuentre.
7. Pantalla, donde se muestran los valores de humedad y temperatura.
También ubicado en el panel frontal está el interruptor genera, cuando este se enciende, los
ventiladores del horno empiezan a funcionar y se enciende la pantalla del panel de control. Este
interruptor debe estar encendido, así como protecciones dentro del gabinete (breakers) para
poder iniciar el proceso de secado de madera.
El horno siempre debe estar cerrado al momento de activar el interruptor de
encendido, y el interruptor debe estar apagado antes de abrir el horno.
Por razones de seguridad no abra el horno sin antes haber apagado el sistema

35
y haberse asegurado de que los ventiladores dejen de girar.
Secuencia del proceso
Cuando se inicia el interruptor de encendido, el siguiente mensaje aparecerá en la pantalla del
panel del control.
Con las teclas “cursor arriba” y “cursor abajo”, el usuario podrá seleccionar la temperatura (en
grados centígrados) a la que debe mantenerse el horno. Dejar apretada cualquiera de ambas
tecla, hará que el valor suba o baje más rápidamente, mientras que presionarla una sola vez, por
corto tiempo, hará un ajuste fino (de un grado).
Cuando la temperatura deseada se muestre en pantalla, se debe presionar la tecla “enter” para
confirmar la selección. Luego se presiona la tecla “escape” para pasar al menú mostrado a
continuación.
La pantalla mostrará este menú con la opción temperatura resaltada en negro, entonces se debe
apretar la tecla “cursor abajo”, para que la opción humedad aparezca resaltada, y “enter” para
entrar el siguiente menú.
36
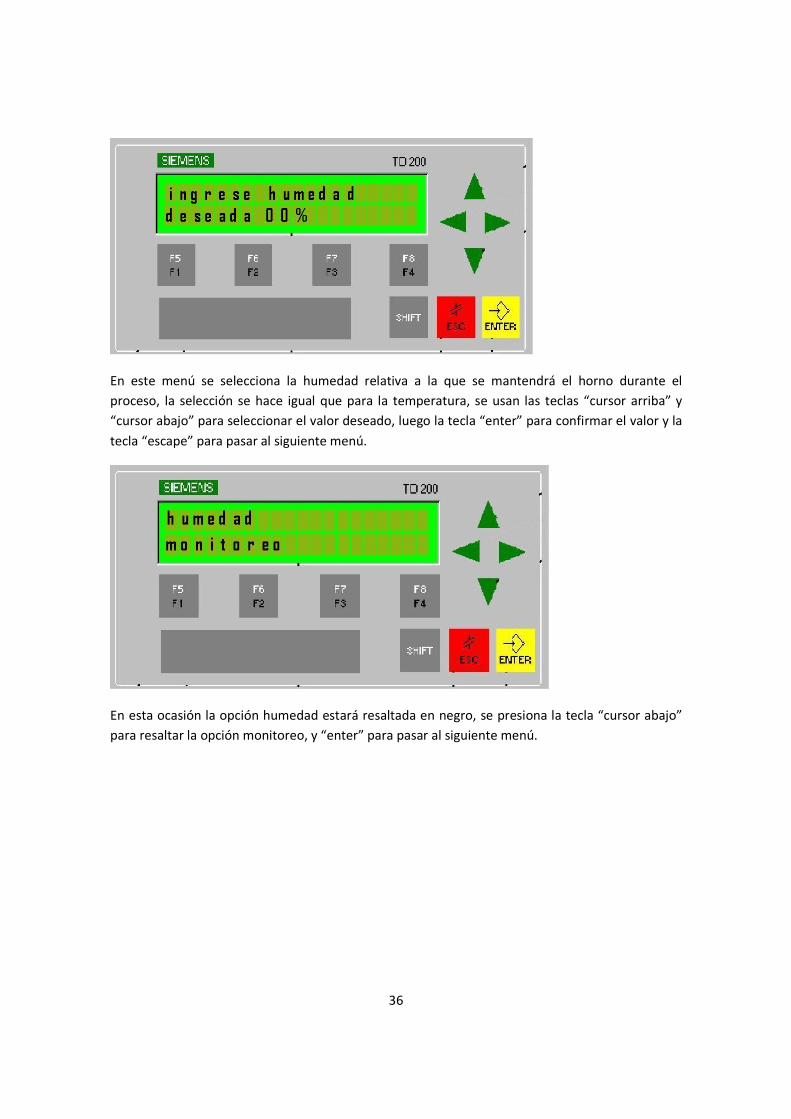
En este menú se selecciona la humedad relativa a la que se mantendrá el horno durante el
proceso, la selección se hace igual que para la temperatura, se usan las teclas “cursor arriba” y
“cursor abajo” para seleccionar el valor deseado, luego la tecla “enter” para confirmar el valor y la
tecla “escape” para pasar al siguiente menú.
En esta ocasión la opción humedad estará resaltada en negro, se presiona la tecla “cursor abajo”
para resaltar la opción monitoreo, y “enter” para pasar al siguiente menú.

37
En este menú se mostrará la temperatura (en grados centígrados) y la humedad relativa en que se
encuentre el horno.
A continuación se presiona la tecla “F1” para iniciar el proceso de secado de la madera, la
temperatura y humedad deben subir hasta los niveles deseados.
Finalmente cuando el proceso de secado haya terminado, se presiona la tecla “apagado” para
apagar el horno.
Importante: Presionar la tecla “apagado” no apagará los ventiladores del horno,
por lo que es necesario apagar el interruptor principal (ubicado bajo el panel de
control) antes de abrir el horno.
Nota1: La temperatura y humedad deseadas se pueden cambiar en medio del proceso,
presionando “escape” desde el ultimo menú (monitoreo) y usando las teclas “cursor arriba” y
“cursor abajo” para seleccionar el menú temperatura o humedad (según el parámetro a modificar)
una vez dentro del menú adecuado (se debe mostrar el mensaje “ingrese la temperatura deseada”
o “ingrese el menú deseado”) se usan las teclas “cursor arriba” y “cursor abajo” para modificar el
valor. Luego se presiona “enter” para confirmar la selección.
Luego de cambiar el parámetro se recomienda, aunque no es obligatorio, presionar “escape” y
seleccionar el menú monitoreo para ver el valor de temperatura y humedad actual.
Este proceso se puede repetir cuantas veces se considere necesario.
Nota2: El botón “apagado” se puede presionar en cualquier momento, desde cualquier menú,
para apagar el horno.

38
Resumen de los pasos para el proceso.
Finalmente este es el resumen de las teclas a presionar para activar el horno.
• Activar el interruptor principal.
• Usar las teclas “cursor arriba” y “cursor abajo” para seleccionar la temperatura.
• Presionar “enter”.
• Presionar “escape”.
• Presionar “cursor abajo” una vez.
• Presionar “enter”.
• Usar las teclas “cursor arriba” y “cursor abajo” para seleccionar la humedad.
• Presionar “enter”.
• Presionar “escape”.
• Presionar “cursor abajo” una vez.
• Presione la tecla “F1”.
• Cuando el proceso haya terminado (para sacar la madera del horno), presione “apagado”.
• Desactive el interruptor principal.
Importante: Presionar la tecla “apagado” no apagará los ventiladores del horno,
por lo que es necesario apagar el interruptor principal (ubicado bajo el panel de
control) antes de abrir el horno.