熱澆道系統的安裝使用
DESCRIPTION
熱澆道系統的安裝使用. 200 9. 大綱. 系統中的重要尺寸 使用前檢查 安裝 運作 保養 故障排除與溝通. 熱澆道組裝的重要尺寸 (1). 熱澆道組裝的重要尺寸 (2). 零組件的數量列於隨貨運送的材料表中,檢查時需詳細核對,特別注意小型零件的核對,如” O” 型環,閥針與螺絲的數量 . 如果訂購模組,將更容易檢查物品是否齊全。 目視檢查灌嘴是否因運輸而導致受傷,如果完好,請立即將加熱器與感溫偶編號 檢查分流板的所有零組件是否正確符合要求。 檢查電氣接頭是否符合要求。. 熱澆道系統的檢查. - PowerPoint PPT PresentationTRANSCRIPT
熱澆道系統的安裝使用
2009

大綱• 系統中的重要尺寸• 使用前檢查• 安裝• 運作• 保養• 故障排除與溝通
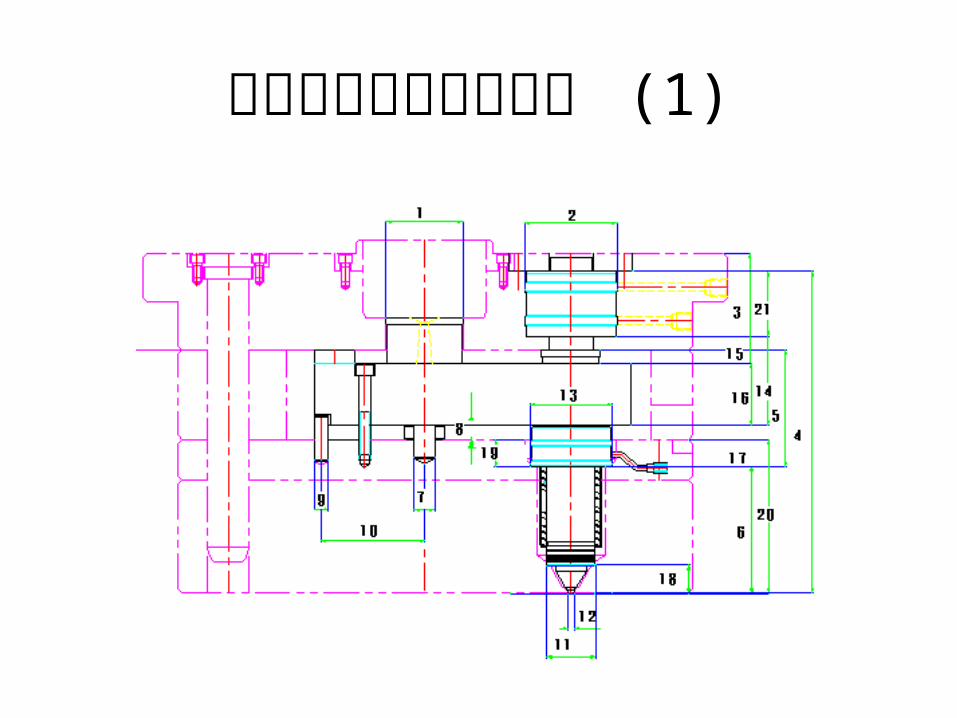
熱澆道組裝的重要尺寸 (1)

單位:mm
編 號 尺寸公差 編 號 尺寸公差
1 +0.050
12 +0.0150
2 +0.030
13 +0.020
3 +0.050
14 +0.010
4 +-0.01 15 +-0.01
5 +0.010
16 +-0.015
6 +-0.01 17 0-0.02
7 0-0.02
18 +-0.01
8 0-0.02
19 0-0.02
9 +0.020
20 +-0.01
10 +-0.02 21 +0.050
11 +0.030
熱澆道組裝的重要尺寸 (2)
熱澆道系統的檢查零組件的數量列於隨貨運送的材料表中,檢查時需詳細核對,特別注意小型零件的核對,如” O” 型環,閥針與螺絲的數量 . 如果訂購模組,將更容易檢查物品是否齊全。
– 目視檢查灌嘴是否因運輸而導致受傷,如果完好,請立即將加熱器與感溫偶編號
– 檢查分流板的所有零組件是否正確符合要求。– 檢查電氣接頭是否符合要求。
灌嘴的電氣檢查熱澆道系統電氣零件與一般模具零件不同,電氣檢查是必需的,尤其是電的安全與功率方面
– 加熱器的接地電阻必需要大於 50,000Ω
– 加熱器的電阻是否與材料表所標示的符合– 感溫偶分接地型與非地型,一般使用接地型– 如果使用 J 型感溫偶, YUDO 用黃色束套來識別,
紅線為+,黃線為-
分流板的電氣檢查
– 檢查加熱器的接地電阻值– 檢查加熱器的電阻值– 檢查感溫偶的型別 (J.K)
– 檢查感溫偶的電阻值
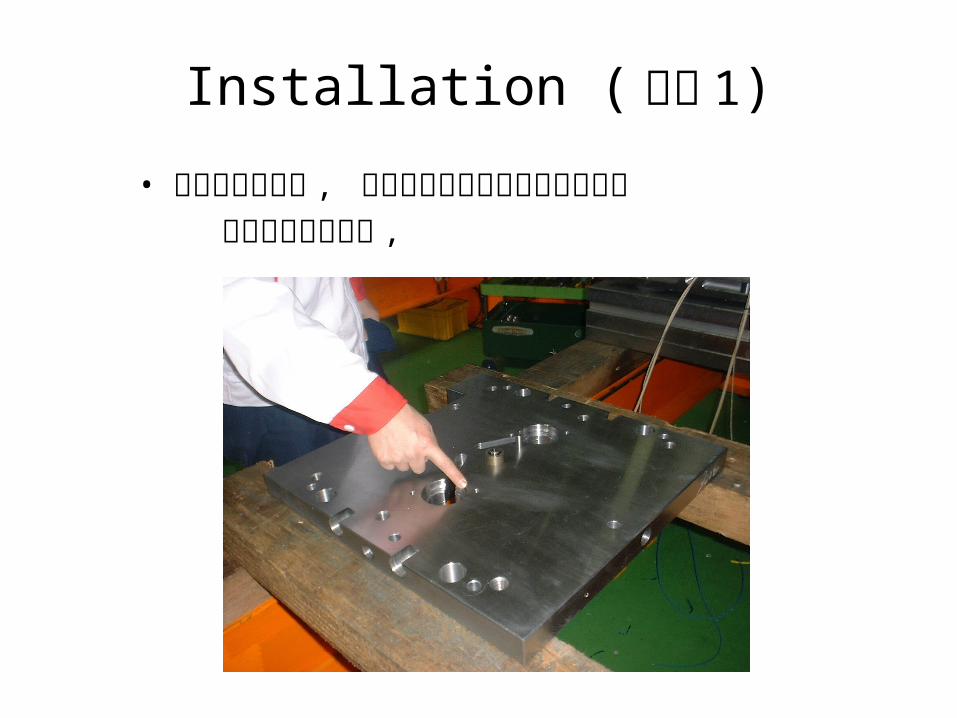
Installation ( 安裝 1)
• 安裝中心定位銷 , 墊圈與定向銷並檢查安裝後高度 不可高於圖面尺寸 ,
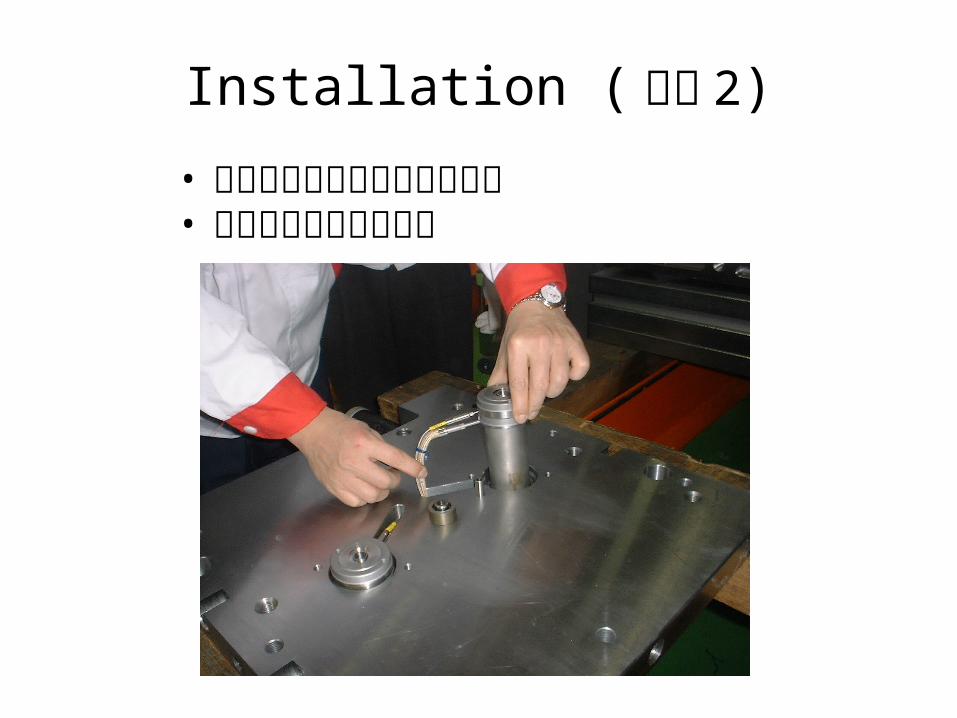
Installation ( 安裝 2)
• 安裝灌嘴並檢查安裝後的高度• 將電源線依序標示號碼

Installation ( 安裝 3)
• 安裝止漏環於灌嘴上面

Installation ( 安裝 4)
• 安裝分流板於灌嘴上方 , 並檢查是否貼緊灌嘴• 將電源線標示號碼

• 用扭力鈑手固定分流板
Installation ( 安裝 5)
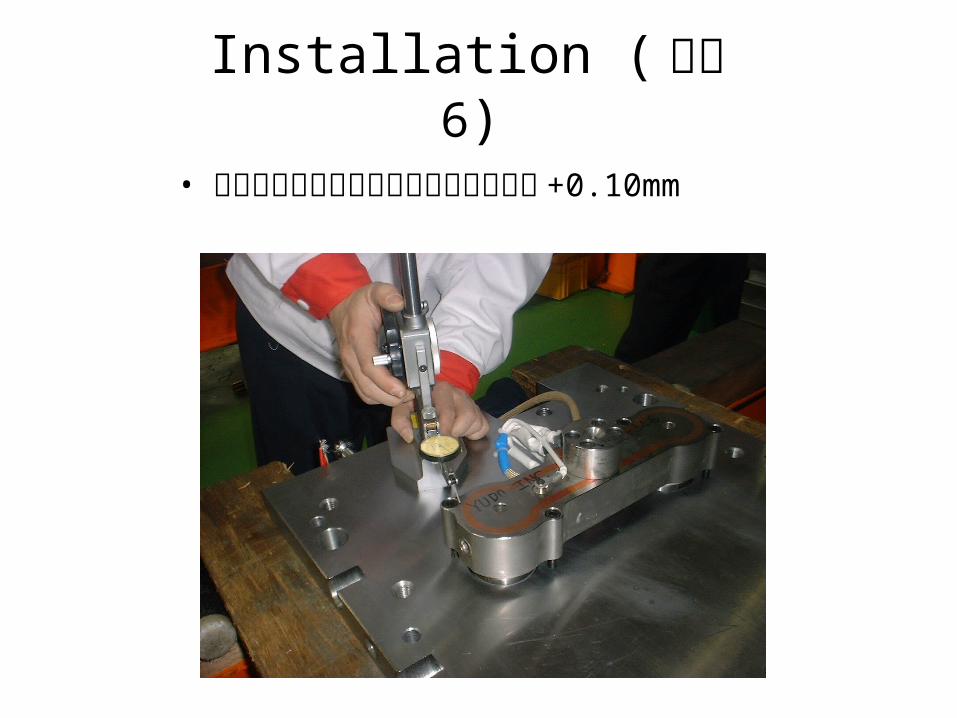
• 檢查分流板安裝後高度需高於熱流道板 +0.10mm
Installation ( 安裝 6)

熱澆道的安裝 (7)
•檢查厚度並將模板組合起來
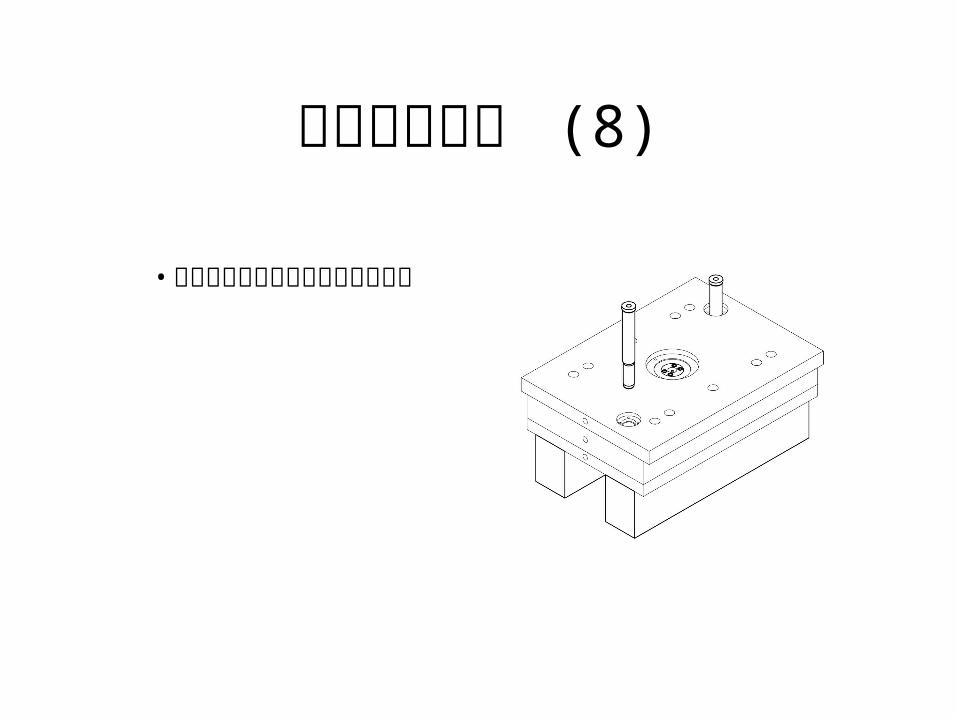
熱澆道的安裝 (8)
•調整模板並用二根的定位銷來固定
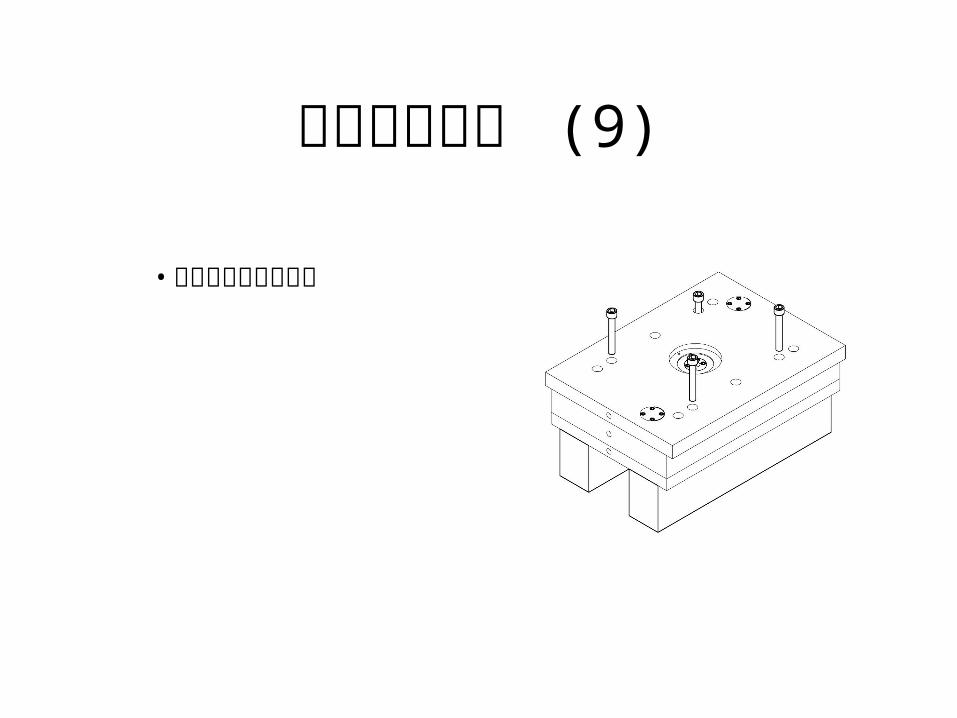
熱澆道的安裝 (9)
•鎖上結合模板的螺絲
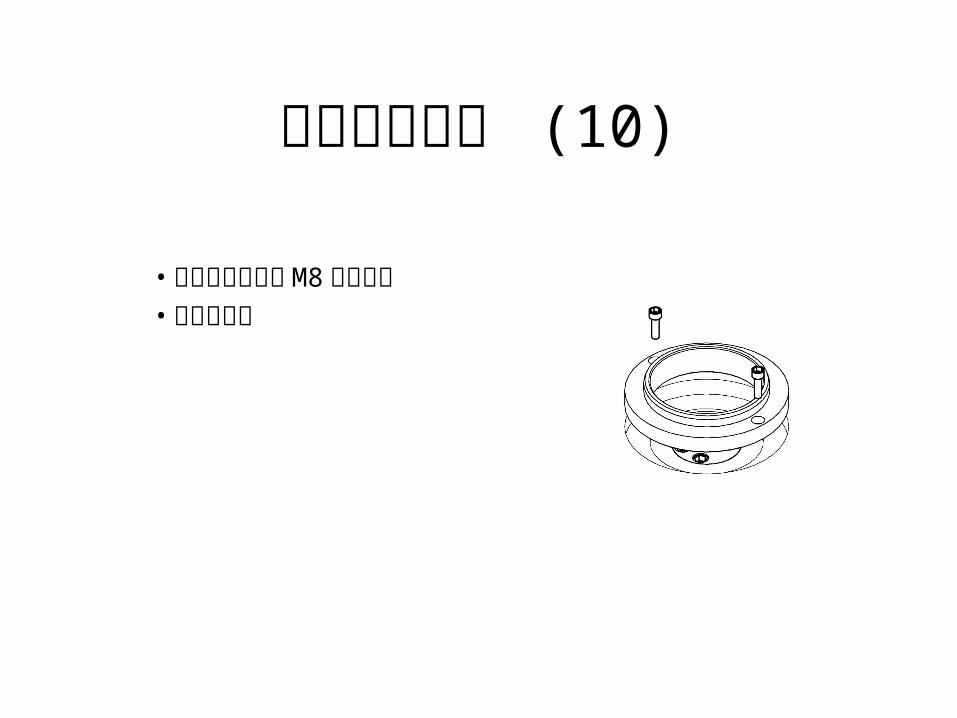
熱澆道的安裝 (10)
•置入定位環並用 M8螺絲鎖上
•鎖上接線盒

安裝線路的規則 (1)•在接線的時候要確保加熱器和感溫線對應 ,所以要將加熱器與感溫線的接頭先做編號
•視圖方向是從成型機灌嘴試圖•先將灌嘴編號 , 在模子中央的灌嘴編為 1號
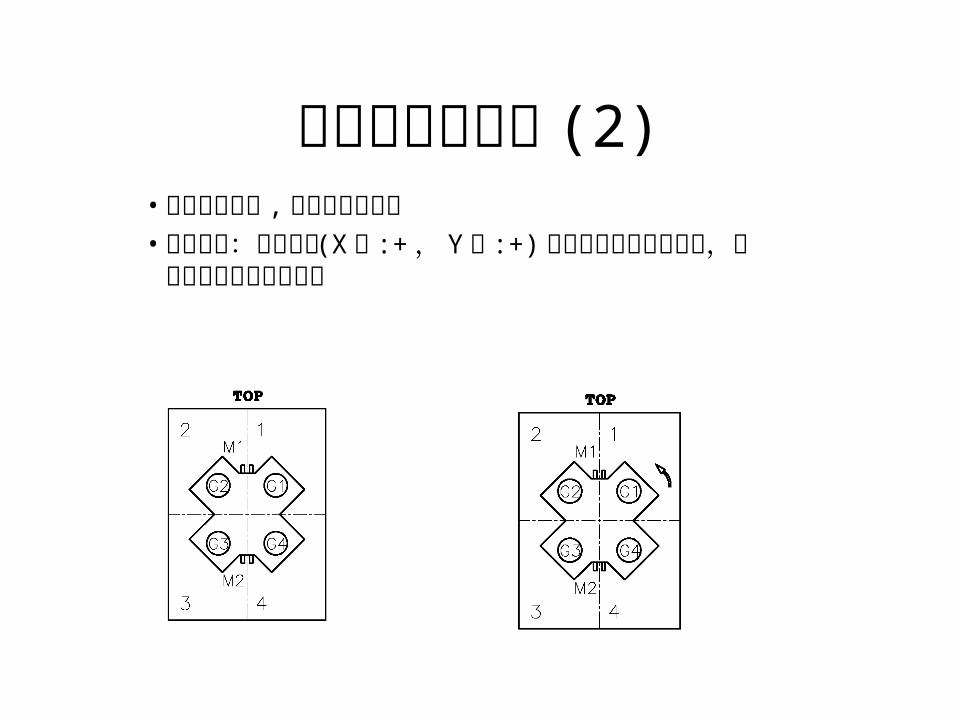
安裝線路的規則 (2)•先將灌嘴編號 ,再將分流板編號•接線順序:從右上方 (X軸 :+ , Y軸 :+) 循逆時針方向依序接線,分流板的接線方法也相同
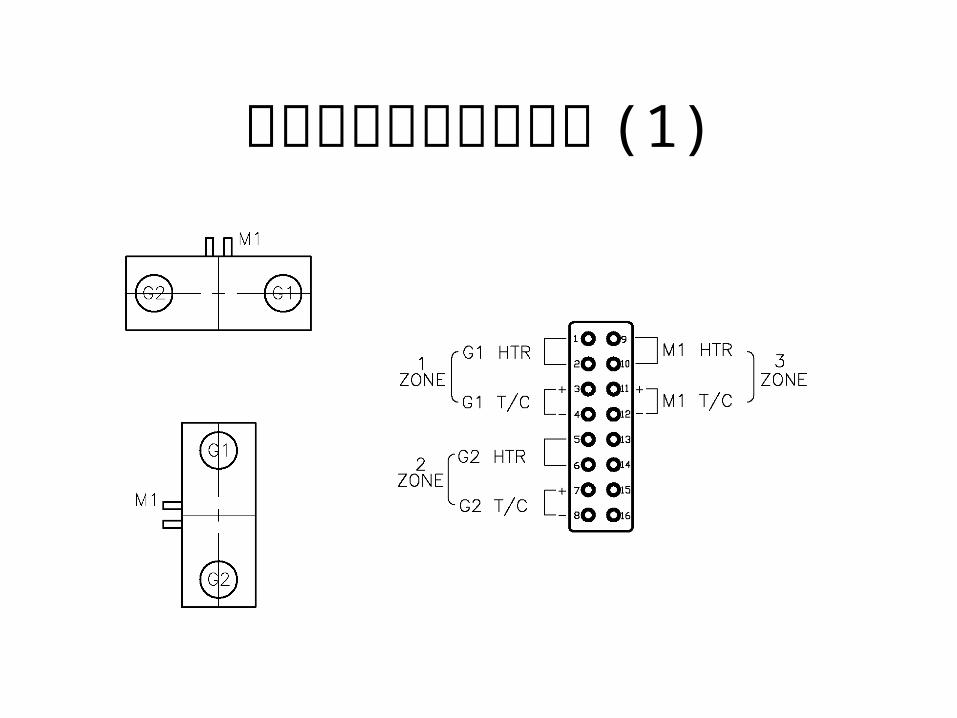
在接線盒上的接線方式 (1)

在接線盒上的接線方式 (2)
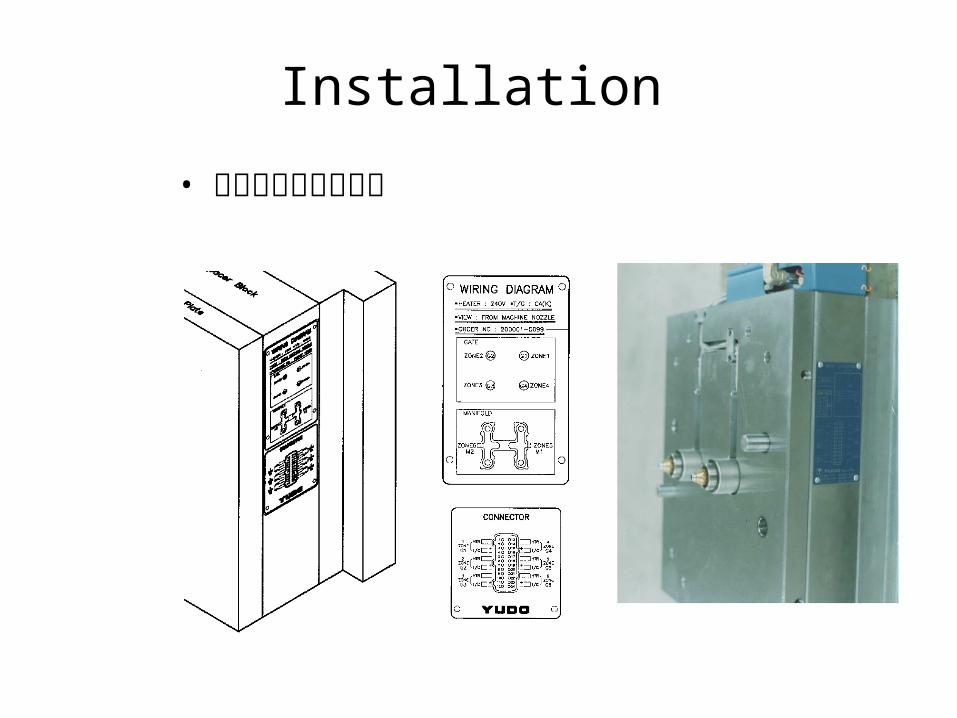
• 安裝銘牌於模具側邊
Installation
熱澆道系統的運作 (1)
在模具安裝在成型機以前,請檢查熱澆道的接線方式與接頭是否與溫控器的接線方式與接頭相符合,所有接線是否完備
– 前置檢查• 將模具安裝在機台上,並且連接所有冷卻迴路、油壓迴
路、與空氣迴路。• 確實連結熱澆道系統的插頭• 打開控制器主電源,接著逐一開啟各控制面板,並且啟
動除濕功能,觀察各控制面板的溫度變化 . 。
熱澆道系統的運作 (2)– 啟動初期應注意事項
• 檢查所有電氣接頭有無鬆脫的現象,或發生漏電,漏氣等現象,如有發生,立即修護。
• 開啟所有冷卻迴路,使模具保持在恒溫,尤其是使用對熱有高敏感度的材料,更應注意。
• 用最大背壓,將塑料擠進熱澆道系統,當製料出現在進澆點時即可。
• 打開溫度控制器。• 待溫度上昇至設定溫度時,將螺桿後退至充夠的計量處,即
可成型。• 前 20 模,需特別注意,射出量是否等於成品的重量,如發
現成品的重量不足時,應立即查明原因。

熱澆道系統的保養保養是模具延長壽命的重要工作
– 如塑料對熱敏感度高或具有腐蝕性,在每次停機時,應使用 PP 將駐留的材料清除。
–清險所有水氣、霧氣、油漬等雜物,以防止模具生銹。
– 將模具保存在乾燥通風之處。– 如果模具的保存時間太長,濕氣可能侵蝕加熱
器,使用前,務必除濕。– 如果使用閥澆道系統,需每季做 1~2次的保養,
以防止碳化腐蝕或因空氣不潔而造成活動的不順暢。
熱澆道系統面臨的挑戰
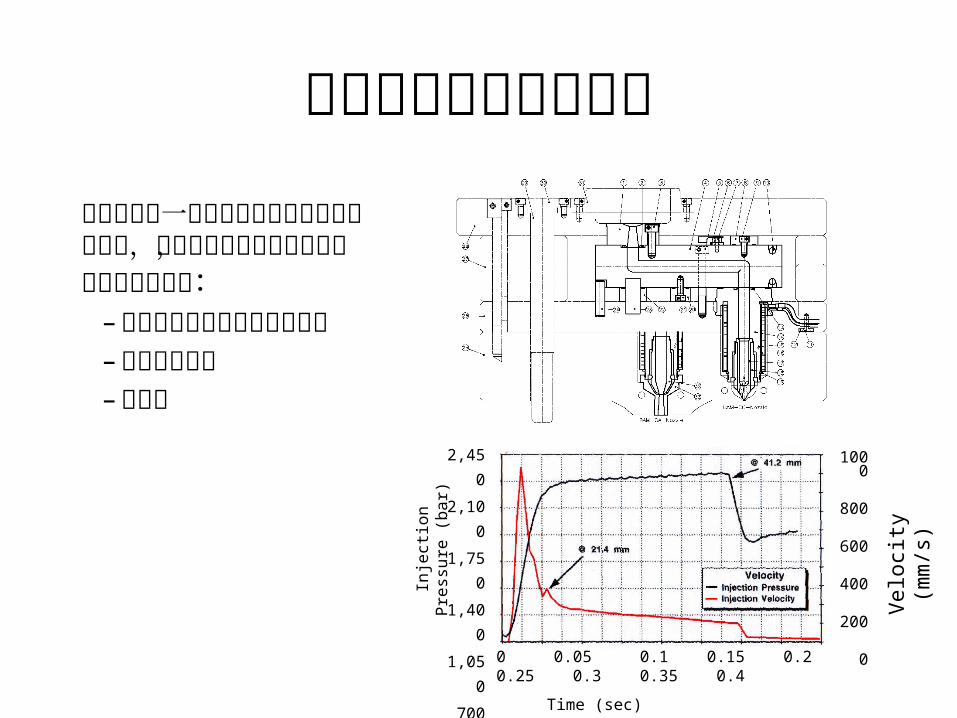
熱澆道提供一個塑料自機台灌嘴到澆口的通道,除了精準的加工精度以外,所面臨的挑戰有:
– 同時滿足各種不同溫度的要求
–抗高壓的強度–耐磨耗 2,450
2,100
1,750
1,400
1,050
700
350
0
1000
800
600
400
200
00 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4
Time (sec)
Inje
ctio
n P
ress
ure
(bar
)
Vel
ocit
y (m
m/s
)
熱澆道系統的麻煩通常麻煩來自於:
– 加熱器損壞• 濕氣、品質瑕疵、不良的把持。
– 漏料• 不良的加工精度、不當的安裝與操作。
– 相對活動不順暢• 零件磨損、空氣太髒。
溝通•麻煩產生後,溝通是一件十分重要的事,簡單而明瞭的溝通
將大幅減少損失,也是問題改善的最重要的一環。• 如果麻煩發生,我們希望了解下列狀況:
– 成品的瑕疵或部品的損壞情形最好附照片–產品安裝環境
• 相對於模具的尺寸–產品使用的環境
• 射出壓力、射出溫度、射出時間–產品的使用壽命
• 已生產模次– 修復期限
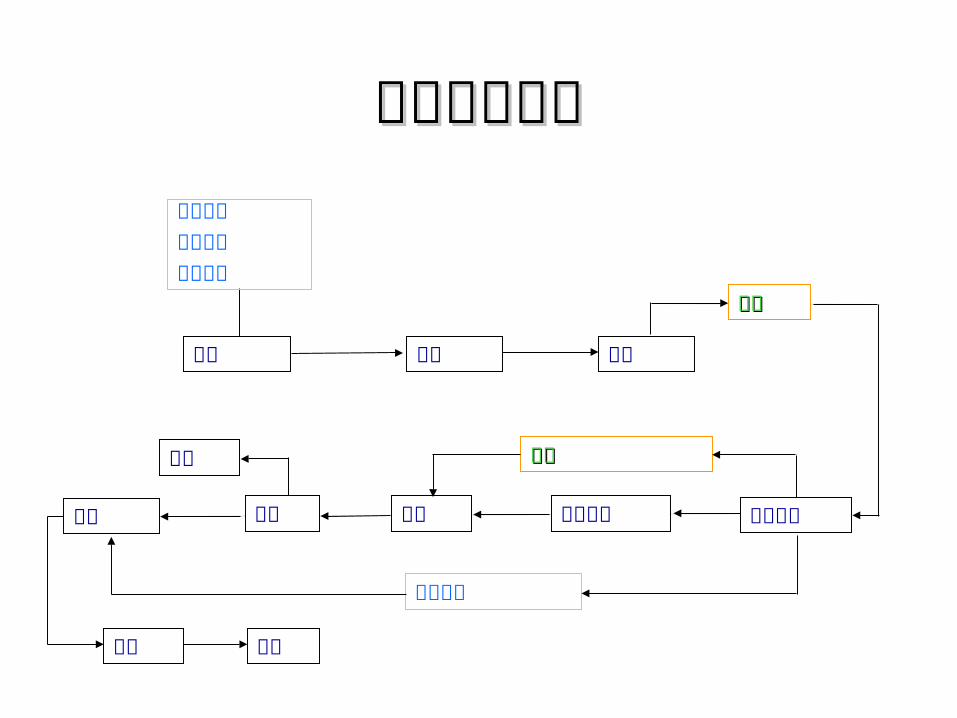
接單作業流程接單作業流程
圖面確認製程追蹤進貨安裝 出貨
試模 確認
收款
製圖製圖
生產目標模具圖面技術要求
報價詢價 訂貨
製程製程
模具加工