a comprehensive guide to japanese sake - 独立行政 … introduction 2 | a comprehensive guide to...
TRANSCRIPT
JapaneseSake
A Comprehensive Guide to
Japan Sake and Shochu Makers Association
JapaneseSake
A Comprehensive Guide to
Copyright © 2011 by Japan Sake and Shochu Makers Association
and National Research Institute of Brewing
First edition: March 2011
All rights reserved.
Edited and supervised by
Japan Sake and Shochu Makers Association
and National Research Institute of Brewing
Published by
Japan Sake and Shochu Makers Association
1-1-21 Nishi-shinbashi, Minato-ku
Tokyo 105-0003, Japan
Phone: +81-3-3501-0108
Fax: +81-3-3501-6018
URL: http://www.japansake.or.jp
Printed in Japan

1 Introduction 2
2 Outline of sake brewing 4
3 Types of sake and their features 11
4 Methods of tasting sake 15
5 Serving sake 23
6 Social responsibilities, health and safety 28
7 Sake labeling 29
8 Factors influencing types and varieties 33
9 Kuramoto (breweries) and toji (brewmasters) 45
10 History of sake 47
Q & A 50
Suggested reading 56
Organizations 56
Appendix I 57
Appendix II Regulations regarding sake 63
Test of understanding 68
CONTENTS
Introduction1
2 | A Comprehensive Guide to Japanese Sake
1.1 Characteristics of sake
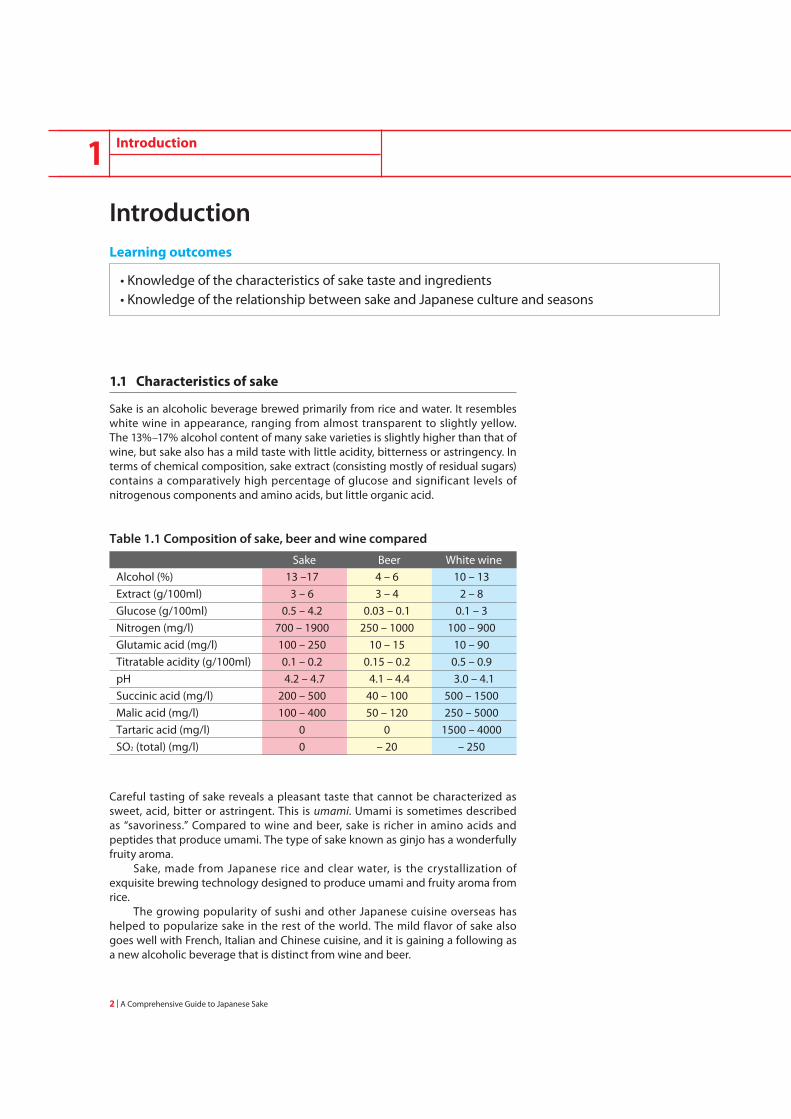
Sake is an alcoholic beverage brewed primarily from rice and water. It resembles white wine in appearance, ranging from almost transparent to slightly yellow. The 13%–17% alcohol content of many sake varieties is slightly higher than that of wine, but sake also has a mild taste with little acidity, bitterness or astringency. In terms of chemical composition, sake extract (consisting mostly of residual sugars) contains a comparatively high percentage of glucose and significant levels of nitrogenous components and amino acids, but little organic acid.
Careful tasting of sake reveals a pleasant taste that cannot be characterized as sweet, acid, bitter or astringent. This is umami. Umami is sometimes described as “savoriness.” Compared to wine and beer, sake is richer in amino acids and peptides that produce umami. The type of sake known as ginjo has a wonderfully fruity aroma.
Sake, made from Japanese rice and clear water, is the crystallization of exquisite brewing technology designed to produce umami and fruity aroma from rice.
The growing popularity of sushi and other Japanese cuisine overseas has helped to popularize sake in the rest of the world. The mild flavor of sake also goes well with French, Italian and Chinese cuisine, and it is gaining a following as a new alcoholic beverage that is distinct from wine and beer.
IntroductionLearning outcomes
Alcohol (%) 13 –17 4 – 6 10 – 13Extract (g/100ml) 3 – 6 3 – 4 2 – 8Glucose (g/100ml) 0.5 – 4.2 0.03 – 0.1 0.1 – 3Nitrogen (mg/l) 700 – 1900 250 – 1000 100 – 900Glutamic acid (mg/l) 100 – 250 10 – 15 10 – 90Titratable acidity (g/100ml) 0.1 – 0.2 0.15 – 0.2 0.5 – 0.9pH 4.2 – 4.7 4.1 – 4.4 3.0 – 4.1Succinic acid (mg/l) 200 – 500 40 – 100 500 – 1500Malic acid (mg/l) 100 – 400 50 – 120 250 – 5000Tartaric acid (mg/l) 0 0 1500 – 4000SO2 (total) (mg/l) 0 – 20 – 250
Sake Beer White wine
Table 1.1 Composition of sake, beer and wine compared
A Comprehensive Guide to Japanese Sake | 3
1.2 Cultural background
The term “sake” is often used in Japan to denote alcoholic beverages in general, including wine, beer and whisky. Sake itself is also called “Nihon-shu” or “sei-shu.” The element “shu” in these words is written with the same Chinese character as “sake” (酒). This character has the readings “sake,” “zake” or “shu.” “Nihon” means Japan, so “Nihon-shu” refers to the traditional alcoholic beverage of Japan. The “sei” in “sei-shu” means clear.
Rice, the grain from which sake is made, has been cultivated for more than 7,000 years in China and has long been used in Asia to produce alcoholic beverages. One of the features of Asian brewing techniques is the use of molds instead of malt to turn starch into sugar (saccharification). China is also the birthplace of this technology. The rice and brewing technology used to make sake are thought to have originated in China. However, Japan is now the only Asian country that produces a clear alcoholic beverage with a refined flavor like sake. Japanese sake has a history going back more than 2,000 years, during which time the Japanese have continuously improved the brewing technique.
Historically, sake has also had a close relationship with agriculture and Shinto rituals. In ancient times, people would make sake and offer it to the gods along with agricultural produce and prepared foods, which they would then all drink and eat together. Offerings of sake are still made at Shinto shrines today and it plays an essential role as a gift at festivals and weddings. On the morning of New Year’s Day, families gather and join in drinking sake as they wish each other a long life.
Japan has four distinct seasons and several customs involving sake are associated with these. In spring, people enjoy sake while viewing the cherry blossoms. In autumn, they place chrysanthemum petals in sake cups and drink the sake while admiring the moon. Winter is a time for appreciating snow scenes while enjoying sake. Food ingredients also change with the seasons and sakana
(dishes to accompany sake) are served to match the season.Sake can also be drunk heated, a practice that originated in the ninth century
when aristocrats would warm sake to entertain guests. By the 18th century, people were drinking warmed sake throughout the year. It was around this time that Kaibara Ekiken, a physician, wrote a book stating that drinking warmed sake improves the circulation of chi (energy flow). Going back 1,300 years, there are reports of the emperor and aristocrats drinking chilled sake in the summer by adding ice that had been stored during the wintertime, a very extravagant way to enjoy it. Since the 1980s, a larger number of sake varieties with a light, fresh flavor have appeared, encouraging the serving of sake chilled.

Outline of sake brewing2
4 | A Comprehensive Guide to Japanese Sake
Outline of sake brewingLearning outcomes
koji and its roleshubo/moto (seed mash) and its role
Koji-fungispores
Figure 2.1 Outline of sake-brewing process
Dehusked (brown) rice
Polishing
Polished rice
Steamed rice
MoromiMain mash
Neutral alcohol, sugars etc.
Koji
Yeast
Washing / Steeping
Steaming
Mash filtration(Pressing)
SakekasuFiltered cake
Sake
Sedimentation
Filtration
Hi-irePasteurization Adjustment and
packaging
Aging
Koji making
Saccharificationand fermentation
WaterShuboSeed mash

A Comprehensive Guide to Japanese Sake | 5
2.1 Rice
There are broadly two varieties of rice: indica, a long-grained variety, and japonica, a short-grained variety. Each of these can further be subdivided into sticky and non-sticky rice. Non-sticky japonica rice grown in Japan is used to brew sake in Japan. This is the same type of rice that Japanese people normally consume as food. Many types of premium sake are made with sake rice, which is especially suited to sake brewing. Features of sake rice are large grains, low protein content, and high solubility during the brewing process (Sec. 8.1).
2.2 Water
Japan receives abundant rainfall. Forests occupy 60% of the land surface and water is plentiful. Historically, sake makers erected breweries in locations with access to good-quality water.
The water used to make sake must comply with standards applying to water for use in the manufacture of food products. Importantly, it must contain no more than 0.02 ppm of iron. Too much iron gives sake a reddish-brown color and spoils the aroma and taste.
2.3 Rice polishing (milling)
The outer layers of unpolished rice contain large amounts of fats, minerals and proteins that spoil the flavor of sake, therefore the rice is polished using a high-speed rotating roller (Fig. 2.2). Normally, the outer 30% of the grain is removed, leaving the central 70%. This polished rice is known as 70%-polished rice or is said to have a seimai-buai (polishing ratio) of 70%. For ginjo-shu, the outer 40% or more of the grain may be removed (Fig. 8.3).
2.4 Washing, steeping and steaming
After milling, the polished rice is washed in water to remove the bran and is left to steep in water. When the grain has absorbed 30% of its weight in water, it is removed from the water and steamed for about one hour. Steamed rice is less moist and sticky than boiled rice, making it ideal for use in sake production.
2.5 Kome-koji (Koji rice) making
Grape juice contains sugars, which ferment in the presence of yeast, but with beverages made from grains, such as sake and beer, it is first necessary to use enzymes to break down the starch in the grain to convert it to sugar before yeast fermentation. The enzymes play a number of roles, finely shredding the starch to convert it into sugar, breaking down protein, and producing peptides and amino acids.
In beer brewing, malt is used as the source of these enzymes, but for making sake, a substance called kome-koji (koji rice) is used (Fig. 2.3). Koji rice is made by cultivating koji-fungi on steamed rice. Koji rice may simply be called koji. The koji-
Figure 2.2 Rice milling machine
Figure 2.3 Koji making

Outline of sake brewing2
6 | A Comprehensive Guide to Japanese Sake
fungus (Aspergillus oryzae) is a beneficial and safe variety of mold that is also used in the production of traditional Japanese seasonings, such as miso and soy sauce.
The first step in making the koji for use in sake brewing is to inoculate steamed rice with the spores of koji-fungi, called tane-koji. After a while, the spores germinate and start to spread their fungal filaments. In about two days, the steamed rice is entirely covered with koji-fungi. As the koji-fungi grow, they produce enzymes, which accumulate within the koji (Fig. 2.4).
Koji-fungi are most active at a temperature of around 36°C, but cease all activity at a temperature above 45°C. For this reason, the process is carefully controlled in a room in the brewery called a koji-muro, where the temperature is kept at around 30°C and the relative humidity maintained in the range of 50%–80%.
The polished rice to make koji is called koji-mai. Koji enzymes are highly efficient and the ratio of koji-mai in the polished rice used to make sake only has to be in the 15%–25% range for the enzymes to perform their role.
After 20 hours
after 44 hours (completion)
Figure 2.4 Changes during koji manufacturing process
Rice (Starch)
Saccharification
Alcohol fermentationSake
Malt
(Starch)(Enzymes)
(Sugar)
(Sugar)
WortSaccharificationAlcohol
fermentation Beer
Koji (Enzymes)
Sakeyeast
Grapes Alcohol fermentation Wine
Wineyeast
Beeryeast

A Comprehensive Guide to Japanese Sake | 7
2.6 Yeast and seed mash
Top-grade yeast specifically intended for sake brewing is selected for the fermentation process.
Before the main fermentation, the brewer first prepares seed mash, called shubo or moto, by significantly increasing the amount of top-grade yeast. This is used as a starter for fermentation of the main mash. The word “shubo” means “mother of sake,” while the word “moto” means “base” or “source.”
It is important for shubo to be highly acidic in addition to containing top-grade yeast. Fermenting in acidic conditions suppresses the microbes that spoil sake, but unlike grapes, rice itself contains no acid. That is why strongly acidic shubo must be used. Methods of producing highly acidic shubo include use of lactic acid bacilli and use of brewing-grade lactic acid. The details of this are discussed in Chapter 8.
2.7 Main mash and fermentation
The standard ratios of steamed rice, koji and water placed in the fermentation tank are steamed rice 80, koji 20 (expressed as ratios of polished rice) and water 130. The total amount of rice placed in a single fermentation tank ranges from less than one metric ton (mt) to more than 10 mt. It is not all added at once, but in three steps over four days. On the first day, the amount of steamed rice and koji placed in the tank is equal to one-sixth of the total. Seed mash (shubo) is also added on this first day. Nothing is added on the second day, giving the yeast time to multiply. On the third day, an amount equal to two-sixths of the total is
Figure 2.6 Three-stage mashing process
1st day
3rd day
4th day
Steamed riceKoji riceWater
Yeast(seed mash)

Outline of sake brewing2
8 | A Comprehensive Guide to Japanese Sake
placed in the tank, with the remaining three-sixths added on the fourth day. The temperature of the mix in the first step is 12°C, but this is gradually lowered to 10°C at the second step and 8°C at the third step.
If the entire amount were added to the tank at once, the yeast would become too diluted, prolonging the time required to reach the right density for the proper fermentation of alcohol and allowing microbes to multiply, which could abort the fermentation process and spoil the mixture. That is why the process is carried out in the steps described above.
In the sake moromi (main mash), the enzymes in koji dissolve the steamed rice and the yeast ferments the resulting sugars simultaneously in a single tank. The fermentation temperature is usually in the range of 8°–18°C. The fermentation process takes around three to four weeks, yielding an alcohol content of around 17%–20%.
Using a lower fermentation temperature of 12°C or less prolongs the fermentation time to around four to five weeks. Under these conditions, the action of the yeast and the process of dissolving the rice are retarded, reducing the acidity and resulting in sake with a highly fruity aroma and clean taste.
2.8 Mash filtration (pressing)
When the fermentation is complete, the moromi is filtered with cloth and the undissolved rice and yeast removed, leaving the new sake. This process may be done by placing the moromi in a cloth bag and using a machine to apply pressure from above or by using a horizontal machine similar to a beer mash filter press.
The cake left over from the process is called sakekasu (filtered sake cake). In addition to undissolved rice and yeast, it contains about 8% alcohol by weight. Sakekasu is highly nutritious and can be eaten as is or used as a raw ingredient for making shochu—traditional Japanese distilled liquor—or for pickling vegetables.
Figure 2.7Moromi during fermentation
Figure 2.8 Mash filtration machines
A Comprehensive Guide to Japanese Sake | 9
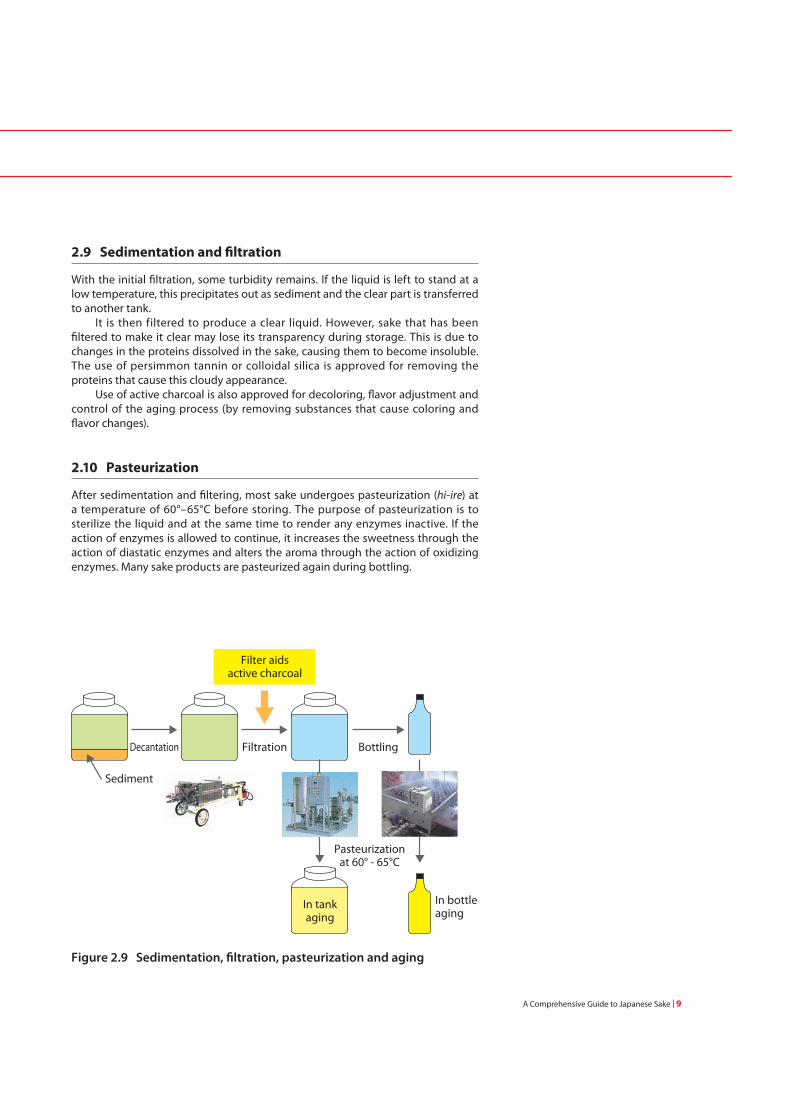
2.9 Sedimentation and filtration
With the initial filtration, some turbidity remains. If the liquid is left to stand at a low temperature, this precipitates out as sediment and the clear part is transferred to another tank.
It is then filtered to produce a clear liquid. However, sake that has been filtered to make it clear may lose its transparency during storage. This is due to changes in the proteins dissolved in the sake, causing them to become insoluble. The use of persimmon tannin or colloidal silica is approved for removing the proteins that cause this cloudy appearance.
Use of active charcoal is also approved for decoloring, flavor adjustment and control of the aging process (by removing substances that cause coloring and flavor changes).
2.10 Pasteurization
After sedimentation and filtering, most sake undergoes pasteurization (hi-ire) at a temperature of 60°–65°C before storing. The purpose of pasteurization is to sterilize the liquid and at the same time to render any enzymes inactive. If the action of enzymes is allowed to continue, it increases the sweetness through the action of diastatic enzymes and alters the aroma through the action of oxidizing enzymes. Many sake products are pasteurized again during bottling.
Sediment
Decantation Filtration Bottling
Filter aidsactive charcoal
In tankaging
Pasteurizationat 60° - 65°C
In bottleaging
Outline of sake brewing2
10 | A Comprehensive Guide to Japanese Sake
2.11 Aging (maturation)
The heating of sake during the pasteurization process alters the aroma and leaves it with an unrefined taste. For this reason, it is allowed to age for six months to one year. Many sake products are brewed between autumn and winter following the harvesting of the rice, allowed to age during spring and summer and then shipped the following autumn.
2.12 Adjustment and packaging
The alcoholic content of sake aged in tanks is 17%–20%, the same as at the mash filtration stage. As this level is too high for consumption with meals, brewers often add water to reduce the level to around 15% before bottling. They may also filter and pasteurize it again, if necessary.
A Comprehensive Guide to Japanese Sake | 11
Types of sake and their features 3
3.1 Specially designated sake and characteristics of each type
The rice used to make specially designated sake must undergo inspection to ensure that it complies with required standards. For each designation, there are also standards regarding the polishing ratio and amount of neutral alcohol used. Furthermore, the amount of koji-mai used in the production of koji rice must be equal to at least 15% of the total weight of polished rice used (Table 7.1).
3.1.1 Ginjo
Ginjo-shu is made with rice grains from which more than 40% of the outer layer has been removed by milling. Fermentation occurs at lower temperatures and takes longer (Sec. 8.5). Jozo-alcohol equivalent to up to 10% of the weight of the polished rice may be added.
It has a fruity fragrance, called ginjo-ka, with a light, non-acidic taste. “Light” does not simply mean “mild” or “diluted.” The sake should also have a smooth texture (mouthfeel) and a good aftertaste.
The specific characteristics of ginjo-shu vary by brewers, with the more fragrant varieties designed to highlight ginjo-ka and others designed with more emphasis on flavor and less on ginjo-ka.
Types of sake and their featuresLearning outcomes
Knowledge of flavor and characteristics of premium sake, such as ginjo, daiginjo, junmai
Japan’s Liquor Tax Act defines the ingredients and the manufacturing process that must be used for sake production. The Act states that sake must be made from rice, koji and water, as described in Chapter 2, or from these ingredients plus neutral alcohol (ethyl alcohol of agricultural origin, called jozo-alcohol) or sugars and certain other ingredients. It also provides special designations (called tokutei-meisho) for sake that has a superior flavor and appearance and is produced in accordance with certain criteria pertaining to the ingredients and polishing. Special designations include ginjo, daiginjo, junmai ginjo, junmai daiginjo, junmai and honjozo. These currently account for around 30% of total sake production and can be considered premium sake (Fig. 3.1).
Premium sake labels include the special designation combined with other descriptions, depending on the manufacturing process.
Labeling examples: Junmai Junmai nama genshu Ginjo koshu
This chapter explains the definitions and flavor characteristics of specially designated sake and sake made using other manufacturing processes. It should be noted, however, that the flavor descriptions presented here are of a general nature, as each brand has its own subtle characteristics.

Types of sake and their features3
12 | A Comprehensive Guide to Japanese Sake
3.1.2 Daiginjo
Daiginjo-shu is a form of ginjo-shu made with even more highly polished rice from which at least 50% of the outer layer of the grain has been removed. It has an even more refined taste and stronger ginjo-ka than ginjo-shu.
3.1.3 Junmai, tokubetsu junmai
Junmai-shu and tokubetsu junmai-shu are made only from rice, koji and water, highlighting the flavor of the rice and koji more than other varieties. There are no requirements regarding polishing ratio.
Junmai-shu is typically high in acidity and umami, with relatively little sweetness.
3.1.4 Junmai ginjo
Because ginjo brewing techniques are used in making junmai ginjo-shu, the acidity and umami are toned down and there is a clear ginjo-ka.
3.1.5 Junmai daiginjo
Junmai daiginjo-shu is regarded as the highest-grade sake. The best products in this class deliver a good blend of refined taste with acidity and umami.
3.1.6 Honjozo
In honjozo-shu, the emphasis is on flavor and there is little ginjo-ka or aging-induced aroma. It has a reasonable level of acidity and umami and rather than asserting the aroma and taste of the sake itself, it helps to bring out the taste of food.
Figure 3.1 Grades of sake
57,094kl
28,041kl
Rice, koji, waterand jozo-alcohol
Rice, koji, water, jozo-alcohol,sugars and other ingredients
21,691kl
Specially designated sake
Junmai daiginjo Daiginjo
Seimai-buai
50%
60%Ginjo
Honjozo
Junmai ginjo
Junmai
Rice, koji andwater
70%
Futsu-shu49,248kl337,562kl
A Comprehensive Guide to Japanese Sake | 13
3.2 Futsu-shu (ordinary or non-premium sake) and its characteristics
The bulk of the sake produced in Japan is classified as futsu-shu. The rice used to make futsu-shu is polished to an average of around 70% and the amount of jozo-alcohol used is equivalent to around 20% of the weight of the polished rice.
The aroma of futsu-shu is less pronounced than in specially designated sake. At most, it can be said to have a faint caramel aroma, a result of aging. The taste profiles of futsu-shu also reflect regional taste preferences to a greater extent than premium sake (Sec. 8.10).
3.3 Characteristics of sake made using other manufacturing processes
3.3.1 Nigorizake (cloudy sake)
Nigorizake has a cloudy appearance caused by yeast and fine particles of steamed rice. It has a pronounced taste of rice.
Normally, when the moromi (main mash) is filtered, it is placed in a cloth bag, so the filtered sake is almost clear and contains just traces of sediment. However, for nigorizake a coarse meshed cloth or a net is used, and so some yeast and fine particles of steamed rice remain as sediment in the filtered sake.
3.3.2 Namazake (unpasteurized sake) and
nama-chozo-shu (sake unpasteurized at storage)
Namazake and nama-chozo-shu are varieties of sake with the flavor of freshly brewed sake.
Normally, sake is pasteurized twice before being bottled. The purpose of first pasteurization is not only to sterilize it but also to stabilize quality by halting the action of enzymes. Sake is pasteurized a second time at the bottling stage for sterilization. Namazake is not pasteurized at all. Nama-chozo-shu is sake that is stored (chozo) at low temperature at the brewery in unpasteurized form and only pasteurized at the bottling stage.
3.3.3 Koshu (aged sake)
The color of koshu ranges from yellow to amber. It has little ginjo-ka, but has a caramel aroma (with hints of honey, dried fruits, molasses and soy sauce), similar to sherry and madeira, as well as an aroma suggestive of nuts and spices. It has a slightly bitter taste and a long finish. Bitterness is not normally considered a desirable trait in sake, but it is one of the characteristics of long-aged sake.
Sake is usually allowed to age in storage for about six months to a year before shipment. With koshu, the aging process lasts at least three years, during which time the color and flavor change due to the Maillard reaction between the sugars and amino acids present in the sake.
3.3.4 Genshu (undiluted sake)
Because no water is added after production, genshu has a high alcohol content in the 17%–20% range. It normally has a strong taste.

Types of sake and their features3
14 | A Comprehensive Guide to Japanese Sake
3.3.5 Taruzake (cask sake)
Taruzake is stored for a time in casks made of Japanese cedar, giving it a pleasant cedar aroma.
Until the beginning of the 20th century, sake was normally transported in casks. The sake retailer would transfer the sake from the cask to an earthenware vessel for sale. These days, nearly all sake is bottled, but some Japanese-style pubs or soba restaurants still mainly serve taruzake. Taruzake is also used at opening ceremonies and celebrations in a ritual called kagami-biraki in which the cask’s round lid (which resembles a traditional mirror or kagami) is opened using a wooden mallet and the sake served to all of the guests.
3.3.6 Sparkling sake
There are sparkling varieties in which the sake is carbonated by trapping carbon dioxide produced from second yeast fermentation, or by injecting carbon dioxide. These range widely from sweet products with an alcohol content in the 6%–8% range to those with a high alcohol content and dry taste. They also vary in appearance from clear brews to cloudy nigorizake.
Nigorizake
Namazake Nama-chozo-shu
Koshu Genshu

A Comprehensive Guide to Japanese Sake | 15
Methods of tasting sake 4
4.1 Vessels used for sake tasting, temperature of sake
Japanese breweries and analysis laboratories use a special vessel called a kikichoko, but it is also possible to use a wine glass (Bordeaux style). When using a glass, it is recommended to cover the table with a white cloth to enable the color of the sake to be seen more easily.
The serving temperature for tasting should be 18°–20°C, as this is best for appreciating the product’s subtle characteristics and is least likely to cause taste fatigue.
【Kikichoko】The cup used to taste sake at breweries and analysis laboratories is called a kikichoko. This is a 180 ml white porcelain vessel with two concentric cobalt blue circles on the inside bottom. The white color highlights differences in sake color. If there is turbidity, the edges of the two blue concentric circles become blurred, enabling detection of slight differences in turbidity. Breweries and analysis laboratories look very carefully for turbidity in sake while it is in storage, as this can indicate either inadequate filtration or contamination by lactic acid bacilli.
4.2 Procedure
Sake tasting involves the following sequence of steps. The procedure is basically the same as for wine tasting.
(1) Observe the appearance, including color and clarity.(2) Evaluate the uwadachika (orthonasal aroma) by bringing the vessel up to
the nose and smelling the aroma given off directly by the sake.(3) Take about 5 ml of sake into the mouth, spread it around on the tongue,
breathe in air through the mouth and mix it with the sake.(4) Evaluate the fukumika (retronasal aroma), which is the aroma that reaches
the nose via the mouth.(5) Slowly evaluate the taste on the tongue.(6) After expectorating the sake, quietly sip more sake and allow it to pass
down the throat in order to evaluate the aftertaste.It is important to evaluate both the orthonasal aroma, which is the aroma
sensed when the vessel is brought near the nose before tasting, and the retronasal aroma, which is the aroma sensed while the sake is in the mouth.
The entire tongue should be used to evaluate the taste. This is because the tip of the tongue is sensitive to all tastes, and the back of the tongue is sensitive to acidity, bitterness and umami, but the middle part of the tongue has less ability to sense taste.
Methods of tasting sakeLearning outcomes
Figure 4.1 Kikichoko, sake tasting cup
Methods of tasting sake4
16 | A Comprehensive Guide to Japanese Sake
4.3 Appearance
Clarity
Most varieties of sake are clear. Except for nigorizake and so-called unfiltered sake, which are intended to have a cloudy appearance, any turbidity in bottled sake indicates that it has not been properly filtered. Although not to the same extent as wine, sediment may form in bottled sake that has been stored for a long time.
Color
Colorless, transparent sake is filtered using active charcoal to stabilize the quality (Sec. 2.9). This treatment removes impurities and color. Sake that is not treated with active charcoal may retain a pale yellow color.
The color of koshu, or sake that has been aged for a long time, ranges from gold to dark amber. This color results from the reaction of the sugars and amino acids in the sake.
Sake also discolors if it is stored at high temperature or exposed to light for a long period. These conditions also increase undesirable aromas and bitterness, reducing the commercial value of the product. Determining whether there has been quality degradation requires examining the full range of color, aroma and taste attributes.
4.4 Aroma
In wine tasting, the taster first smells the aroma directly from the glass, then swirls the wine to allow contact with air and smells it again. A tulip-shaped wine glass is ideal for this purpose. The sides of a kikichoko, however, are straight, as the tasting procedure usually does not include swirling. This is probably because retronasal aroma is more important for sake than orthonasal aroma.
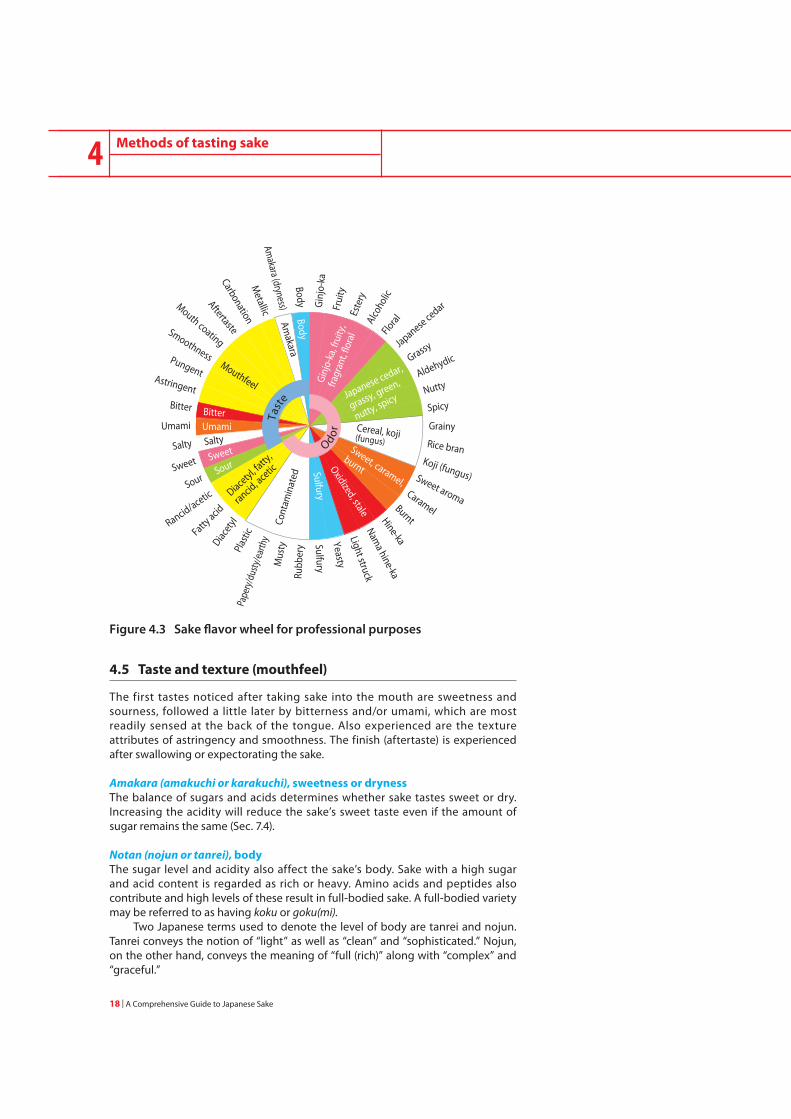
The sake aroma profiles shown in Figure 4.2 are used for describing aroma classifications to the general public, while the sake flavor wheel shown in Figure 4.3 is used by professionals. For most practical purposes, it is good enough to use the sake aroma profiles based on the names of familiar foods. Quality deficiencies usually show up in the aroma, therefore it is important to have a good understanding of off-odors (Sec. 4.7).
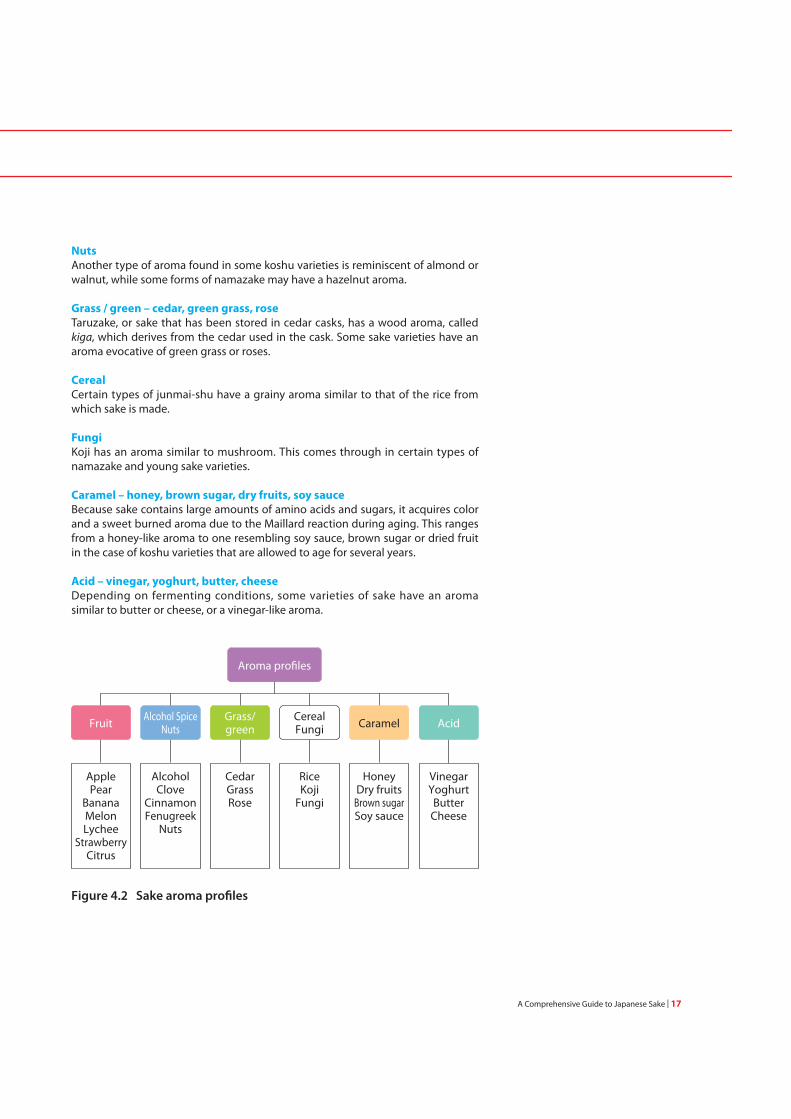
Fruit – apple, pear, banana, melon, lychee, strawberry, citrus
Ginjo-shu is rich in aromas suggestive of tree fruits, such as apple and pear, or tropical fruits like banana, melon and lychee. It is these aromas that are referred to as ginjo-ka. The element “ka” means aroma. The aroma comes from the esters produced by yeast in the fermentation process and is analogous to the secondary aroma in wine. To make sake with ginjo-ka, it is necessary to use highly polished rice and to employ painstaking care to create the right low-temperature conditions for fermentation. This brewing technique is known as ginjo-zukuri (Sec. 8.5).
Spice – clove, cinnamon, fenugreek
Some varieties of koshu, or long-aged sake, may have an aroma suggestive of clove, cinnamon or fenugreek.
A Comprehensive Guide to Japanese Sake | 17
Fruit
ApplePear
BananaMelonLychee
StrawberryCitrus
AlcoholClove
CinnamonFenugreek
Nuts
CedarGrassRose
RiceKoji
Fungi
HoneyDry fruits
Brown sugarSoy sauce
VinegarYoghurtButter
Cheese
Aroma profiles
AcidAlcohol SpiceNuts
Grass/green
CerealFungi Caramel
Nuts
Another type of aroma found in some koshu varieties is reminiscent of almond or walnut, while some forms of namazake may have a hazelnut aroma.
Grass / green – cedar, green grass, rose
Taruzake, or sake that has been stored in cedar casks, has a wood aroma, called kiga, which derives from the cedar used in the cask. Some sake varieties have an aroma evocative of green grass or roses.
Cereal
Certain types of junmai-shu have a grainy aroma similar to that of the rice from which sake is made.
Fungi
Koji has an aroma similar to mushroom. This comes through in certain types of namazake and young sake varieties.
Caramel – honey, brown sugar, dry fruits, soy sauce
Because sake contains large amounts of amino acids and sugars, it acquires color and a sweet burned aroma due to the Maillard reaction during aging. This ranges from a honey-like aroma to one resembling soy sauce, brown sugar or dried fruit in the case of koshu varieties that are allowed to age for several years.
Acid – vinegar, yoghurt, butter, cheese
Depending on fermenting conditions, some varieties of sake have an aroma similar to butter or cheese, or a vinegar-like aroma.
Methods of tasting sake4
18 | A Comprehensive Guide to Japanese Sake
4.5 Taste and texture (mouthfeel)
The first tastes noticed after taking sake into the mouth are sweetness and sourness, followed a little later by bitterness and/or umami, which are most readily sensed at the back of the tongue. Also experienced are the texture attributes of astringency and smoothness. The finish (aftertaste) is experienced after swallowing or expectorating the sake.
Amakara (amakuchi or karakuchi), sweetness or dryness
The balance of sugars and acids determines whether sake tastes sweet or dry. Increasing the acidity will reduce the sake’s sweet taste even if the amount of sugar remains the same (Sec. 7.4).
Notan (nojun or tanrei), body
The sugar level and acidity also affect the sake’s body. Sake with a high sugar and acid content is regarded as rich or heavy. Amino acids and peptides also contribute and high levels of these result in full-bodied sake. A full-bodied variety may be referred to as having koku or goku(mi).
Two Japanese terms used to denote the level of body are tanrei and nojun. Tanrei conveys the notion of “light” as well as “clean” and “sophisticated.” Nojun, on the other hand, conveys the meaning of “full (rich)” along with “complex” and “graceful.”
Odor
Taste
Ginj
o-ka
, frui
ty,
fragr
ant,
flora
l
Japanese cedar,
grassy, green,
nutty, spicy
Cereal, koji (fungus)Sweet, caramel,
burntOxidized, stale
Sulfury
Cont
amin
ated
Diacetyl, fatty
,
rancid, aceticSourSweet
SaltyUmamiBitter
Mouthfeel
Amakara
Body
Ginj
o-ka
Rubb
ery
Frui
ty
Mus
ty
Este
ry
Pape
ry/du
sty/e
arth
y
Alcoho
lic
Plas
tic
Floral
Diacety
l
Japanese cedar
Fatty acid
Grassy
Rancid/acetic
Aldehydic
Sour
Nutty
Sweet
Spicy
Salty
GrainyUmami
Rice bran
Bitter
Koji (fungus)
Astringent
Sweet aroma
Pungent
Caramel
Smoothness
Burnt
Mouth coating
Hine-ka
Aftertaste
Nama hine-ka
Carbonation
Light struck
Metallic
Yeasty
Amakara (dryness)
Sulfury
Body
A Comprehensive Guide to Japanese Sake | 19
Umami
Umami refers to “savoriness” or “deliciousness.” A key amino acid associated with umami is glutamic acid. Sake is richer in amino acids than wine or beer, and contains a large amount of glutamic acid (Table 1.1). Adding glutamic acid to sake, however, does not boost the sensation of umami. This is probably because the umami of sake derives from a harmonious blend of numerous amino acids and peptides.
Nigami, bitterness
Bitterness is not a desirable trait in many varieties of sake, but it is one of the characteristics that give long-aged sake its complexity.
Kime, smoothness
An appropriate level of aging reduces any roughness or pungency to produce a smooth, mellow sake.
Kire, finish or aftertaste
In high-quality sake, regardless of whether it is sweet or dry, heavy or light, the taste is expected to vanish quickly after it leaves the mouth. This is referred to as kire. Unlike wine, a long finish is not regarded as a desirable characteristic of sake.
4.6 Overall quality
Balance or harmony is an important feature of sake. Sake with a well-balanced flavor is considered superior. The brewers of ginjo-shu aim to produce a light body, but it should not be watery. Striking the right balance between aroma and taste is also important. The aroma may be fruity, but if the sake has a monotonous taste or an excessively complex taste, it will not be regarded highly. To use somewhat abstract terminology, the type of sake that scores best on appeal and perceived quality is that delivering “elegance” and “resonance.”
4.7 Faults
Zatsumi, unrefined or undesirable taste
Balance (or harmony) is a key requirement of the taste of sake. A disagreeable, unbalanced taste that cannot easily be identified as bitterness, astringency or umami is referred to as zatsumi. Sometimes zatsumi results from the use of inferior ingredients or poor brewing technique, but it may also be caused by poor control during distribution. If sake is exposed to light or high temperature during the distribution stage, the level of zatsumi will increase along with changes in color and aroma.
Lightstrike
Light is the enemy of sake. The amino acids and vitamins that are plentiful in sake degrade when exposed to light, giving the sake an unpleasant musky smell.
Hine-ka, oxidized or stale odor
In addition to acquiring a caramel-like smell, sake that is stored under high temperature or conditions favoring oxidation develops an unpleasant smell

Methods of tasting sake4
20 | A Comprehensive Guide to Japanese Sake
like rotten cabbage or gas. This is caused by sulfur compounds in the sake. It is believed to be emitted by substances resulting from the metabolism of amino acids containing sulfur.
Musty (corky) smell
Sake bottles are not corked, but sake may on rare occasions acquire a corky smell. As with wine, this is caused by 2,4,6-trichloroanisole (TCA). Traditionally, sake brewing involves the use of many wooden items and the buildings at many breweries are made of wood. If chlorine-based fungicide is used in the wood, the lignin in the wood produces 2,4,6-trichlorophenol (TCP), which is converted to TCA through contact with mold. This may contaminate the sake during the production or storage process.
4.8 Flavor wheel for sake
The terminology used in sensory evaluation by professionals (Fig. 4.3) involved in sake brewing is arranged in a flavor wheel, with reference standards for each term.
4.9 Tasting sheet
Figure 4.4 shows the sake tasting sheet used in sensory evaluation of sake, while Figure 4.5 shows the sake tasting sheet for the National New Sake Award (see Q&A Q23). The aim of the National New Sake Award is to promote improvements by having brewers refer to their tasting results, and is based on a detailed evaluation using the terms in the sake flavor wheel.

A Comprehensive Guide to Japanese Sake | 21
Figure 4.4 Sake tasting sheet
Name: Date:
Sample No.
Appearance Color/hue Colorless Pale yellow Gold Amber Dark amber
-- □ ---------------□ ---------------□ ---------------□ -------------□ --Clarity Clear Dull
-- □ ---------------□ ---------------□ ---------------□ -------------□ --
Nose Intensity Undetectable Strong
-- □ ---------------□ ---------------□ ---------------□ -------------□ --
Characteristics Undetectable Strong Fruity banana -- □ ---------------□ ---------------□ ---------------□--------------- □ --
Fruity apple -- □ ---------------□ ---------------□ ---------------□--------------- □ --
Grass/green -- □ ---------------□ ---------------□ ---------------□--------------- □ --
Cereal -- □ ---------------□ ---------------□ ---------------□--------------- □ --
Caramel -- □ ---------------□ ---------------□ ---------------□--------------- □ -- -- □ ---------------□ ---------------□ ---------------□--------------- □ --
Palate Sweetness Dry Medium Sweet -- □ -----------□ -----------□------------□ -----------□----------- □ --
Body Watery Medium Heavy -- □ -----------□ -----------□------------□ -----------□----------- □ --
Finish/aftertaste Lingering Fair Fine -- □ -----------□ -----------□------------□ -----------□----------- □ --
Characteristics Undetectable StrongAcidity -- □ ---------------□ ---------------□ ---------------□--------------- □ --Umami -- □ ---------------□ ---------------□ ---------------□--------------- □ --Bitterness -- □ ---------------□ ---------------□ ---------------□--------------- □ --
-- □ ---------------□ ---------------□ ---------------□--------------- □ --
Conclusions Quality Poor Acceptable Good Very good Excellent
-- □ ---------------□ ---------------□ ---------------□ -------------□ --

Methods of tasting sake4
22 | A Comprehensive Guide to Japanese Sake
Figure 4.5 Sake tasting sheet for the National New Sake Award

A Comprehensive Guide to Japanese Sake | 23
Serving sake 5
5.1 Storage of sake
Light and high temperature spoil the quality of sake. The reason sake is often packaged in brown or green bottles is to avoid
the effects of ultraviolet rays. The amino acids and vitamins that are plentiful in sake degrade on exposure to light, causing the sake to discolor and to acquire an unpleasant aroma and bitter taste. In terms of blocking out ultraviolet rays, the most effective are brown-colored bottles, followed by green bottles, both of which are much more effective than transparent bottles. Green or transparent bottles packaged in boxes or wrapped in paper should be stored in their outer packaging.
High temperatures hasten chemical reactions between sake ingredients. The changes caused by high temperature vary depending on the type of sake, but in general there is deterioration in aroma and taste compared to sake that is allowed to age at low temperature. The ideal temperature for storing sake is around 15°C, the same as for wine cellars. Since there is almost no use of cork in sake bottles, humidity is not an issue. Sake that is stored in a wine cellar or other cool, dark place will largely retain the quality it had at the time of purchase for about one year.
Because of its delicate flavor, ginjo-shu is more susceptible to temperature and therefore should be stored in a refrigerator rather than in a cellar. Namazake deteriorates especially rapidly and should be refrigerated at no more than 5°C. Storing namazake for too long results in a pungent aroma similar to the smell of hazelnuts or other nuts due to enzymatic oxidation. Long-term storage also increases the sweetness, umami and heaviness, destroying the taste balance.
Once opened, a sake bottle should be sealed and stored in a refrigerator to retard oxidation.
5.2 Matching sake with food
Following are four important roles that sake can play when matching with food.(1) Striking a balance Sake with similarities to the food enhances both,
such as rich sake for rich food.(2) Producing new taste Sake consumed with food can create new tastes.(3) Bringing out taste Sake can bring out hidden flavors in the food.(4) Cleansing the palate Sake can wash away food aftertastes and refresh
the palate.
Sake is less acidic than wine and has little astringent taste, so it goes well with a wide variety of dishes. Because it abounds in amino acids and peptides, sake is
Serving sakeLearning outcomes
Serving sake5
24 | A Comprehensive Guide to Japanese Sake
very effective in bringing out the taste of food ingredients. When consumed with fish dishes, in particular, sake suppresses the fishy smell, moderates the salt taste and allows umami to spread through the mouth.
Yeast, koji-fungi and lactic acid bacilli are involved in the production of soy sauce and miso, which are used as seasonings in Japanese cuisine. Umami is also the dominant taste in these seasonings. This means they share flavor characteristics with sake, which is believed to be the reason they go well together. Yeast, lactic acid bacilli and molds are also involved in the production of cheese, which is rich in umami resulting from the breakdown of proteins. Cheese, therefore, goes well with some sake varieties, especially aged sake.
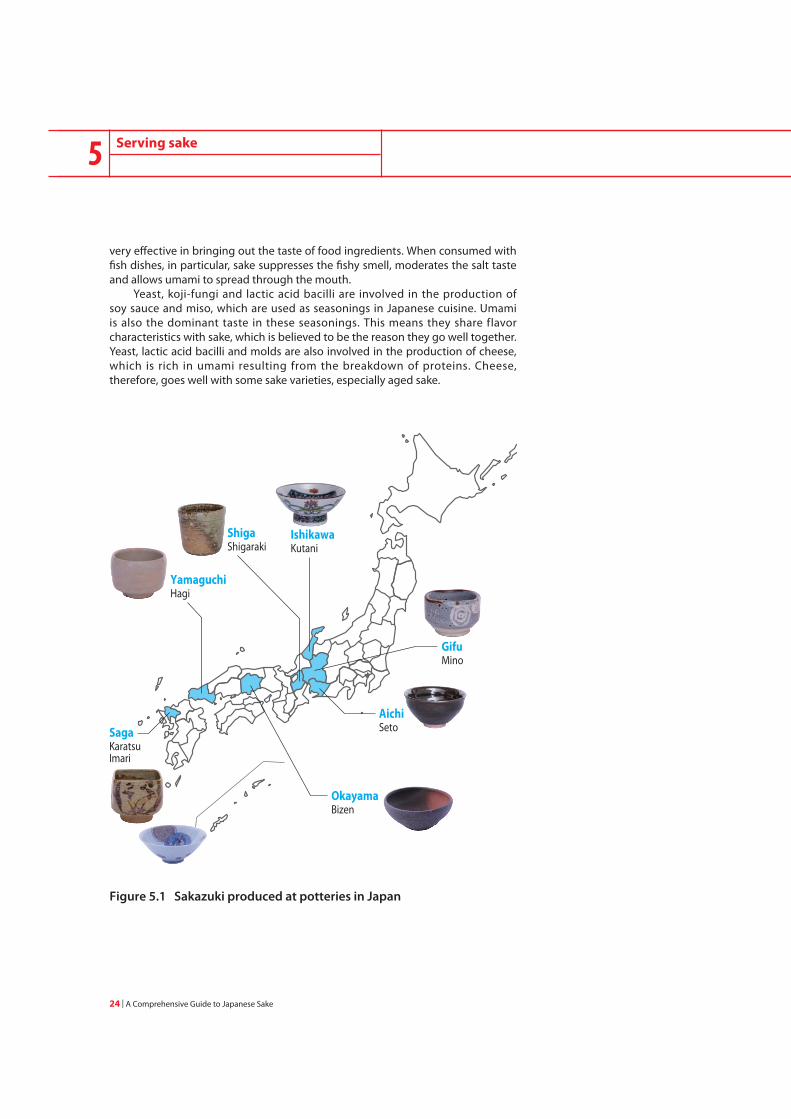
Figure 5.1 Sakazuki produced at potteries in Japan
SagaKaratsuImari
AichiSeto
YamaguchiHagi
OkayamaBizen
IshikawaKutani
ShigaShigaraki
GifuMino
A Comprehensive Guide to Japanese Sake | 25
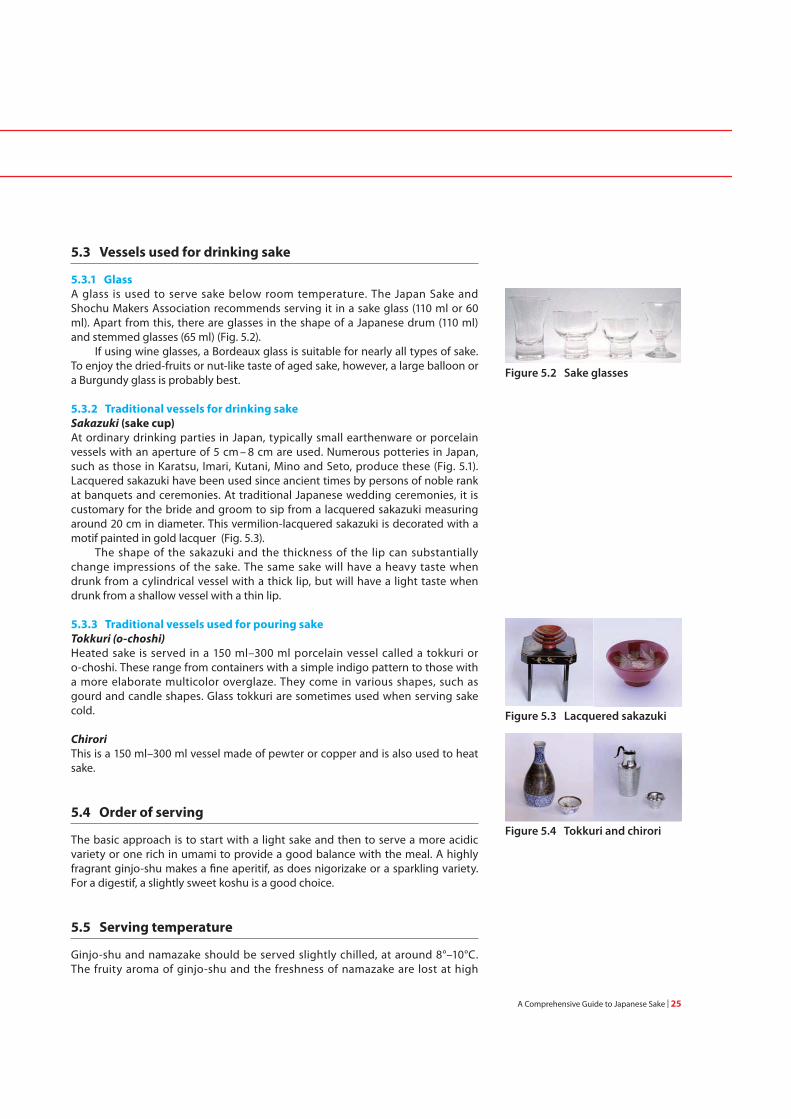
Figure 5.3 Lacquered sakazuki
Figure 5.4 Tokkuri and chirori
5.3 Vessels used for drinking sake
5.3.1 Glass
A glass is used to serve sake below room temperature. The Japan Sake and Shochu Makers Association recommends serving it in a sake glass (110 ml or 60 ml). Apart from this, there are glasses in the shape of a Japanese drum (110 ml) and stemmed glasses (65 ml) (Fig. 5.2).
If using wine glasses, a Bordeaux glass is suitable for nearly all types of sake. To enjoy the dried-fruits or nut-like taste of aged sake, however, a large balloon or a Burgundy glass is probably best.
5.3.2 Traditional vessels for drinking sake
Sakazuki (sake cup)
At ordinary drinking parties in Japan, typically small earthenware or porcelain vessels with an aperture of 5 cm – 8 cm are used. Numerous potteries in Japan, such as those in Karatsu, Imari, Kutani, Mino and Seto, produce these (Fig. 5.1). Lacquered sakazuki have been used since ancient times by persons of noble rank at banquets and ceremonies. At traditional Japanese wedding ceremonies, it is customary for the bride and groom to sip from a lacquered sakazuki measuring around 20 cm in diameter. This vermilion-lacquered sakazuki is decorated with a motif painted in gold lacquer (Fig. 5.3).
The shape of the sakazuki and the thickness of the lip can substantially change impressions of the sake. The same sake will have a heavy taste when drunk from a cylindrical vessel with a thick lip, but will have a light taste when drunk from a shallow vessel with a thin lip.
5.3.3 Traditional vessels used for pouring sake
Tokkuri (o-choshi)
Heated sake is served in a 150 ml–300 ml porcelain vessel called a tokkuri or o-choshi. These range from containers with a simple indigo pattern to those with a more elaborate multicolor overglaze. They come in various shapes, such as gourd and candle shapes. Glass tokkuri are sometimes used when serving sake cold.
Chirori
This is a 150 ml–300 ml vessel made of pewter or copper and is also used to heat sake.
5.4 Order of serving
The basic approach is to start with a light sake and then to serve a more acidic variety or one rich in umami to provide a good balance with the meal. A highly fragrant ginjo-shu makes a fine aperitif, as does nigorizake or a sparkling variety. For a digestif, a slightly sweet koshu is a good choice.
5.5 Serving temperature
Ginjo-shu and namazake should be served slightly chilled, at around 8°–10°C. The fruity aroma of ginjo-shu and the freshness of namazake are lost at high
Figure 5.2 Sake glasses

Serving sake5
26 | A Comprehensive Guide to Japanese Sake
temperatures. However, it is hard to sense the taste of sake below 5°C, so it should not be chilled too much. Kan (warm sake) is the traditional way to drink sake. “Kan sake” is normally heated to around 42°–45°C. If the temperature is too high, the alcohol will become too strong, masking the delicate aroma of the sake.
Various expressions are used in Japan to describe the temperature of sake. Hinata-kan warmed in the sunshine 30°CHitohada-kan heated to body temperature 35°CNuru-kan heated to tepid temperature 40°CJo-kan heated fairly warm 45°CAtsu-kan heated hot 50°C Such expressions reflect the fact that it is possible to enjoy different flavors by
varying the temperature of sake. “Kan” causes the alcohol and aroma ingredients with a low boiling point to vaporize. Temperature does not have much effect on the ability of humans to sense acidity, but sweet tastes are sensed more strongly at a temperature that is close to body temperature. For example, with junmai-shu, which is low in sweetness and slightly high in acidity, heating the sake improves the flavor balance. It is also thought that the warmth is transmitted as information from the mouth to the brain and is perceived as one kind of pleasant taste.
5.6 How to warm sake
1. Pour the sake into a small container such as a tokkuri or chirori and warm it in hot water (Fig. 5.5). It is recommended to boil the water first, turn off the source of heat, then allow the container to stand in the water for about two or three minutes. There is also a utensil called a kan-tokkuri, into which hot water is poured and a sake-filled tokkuri is inserted. The hot water on the outside of the tokkuri heats the sake inside. Because the sake expands when heated, care should be taken not to fill the container to the brim.
2. A microwave oven can also be used. The traditional shape of a tokkuri can result in uneven heat distribution when using a microwave oven, but one way to avoid this is to place the sake in a heat-resistant tumbler or mug for heating and then transfer it to a tokkuri.
5.7 Sake cocktails
Sake can also be used as a cocktail base.
Samurai rock
Sake 45 ml, lime juice 15 mlOld-fashioned glassAdd ice, lime juice and sake, in that order, and stir.
Sake tonic
Sake 60 ml, lime 1/4, tonic water8 oz-10 oz tumblerPour in the sake and add three or four ice cubes. Fill the glass with tonic water, squeeze in lime juice, then drop the lime into the glass.
Figure 5.5 Kan sake

A Comprehensive Guide to Japanese Sake | 27
Sake buck
Sake 60 ml, lime 1/4, ginger ale8 oz-10 oz tumblerPour in the sake and add three or four ice cubes. Fill the glass with ginger ale, squeeze in lime juice, then drop the lime into the glass.
Green Japan
Sake 45 ml, green mint liqueur 9 ml, lemon juice 6 ml, pineapple juiceGobletPut the sake, green mint, lemon juice and ice together and shake. Pour this into a glass containing ice and fill it with pineapple juice. Garnish with lemon.
Fresh smile
Sake (namazake, nama-chozo-shu) 45 ml, grapefruit juice and soda 45 mlSour-style glassPour the sake into the glass, add grapefruit juice and soda, then stir.
Scarlet mermaid
Sake (daiginjo) 45 ml, cranberry juice and ginger ale 45 ml, sliced lemonChampagne flutePour the sake into the glass, add the cranberry juice and ginger ale, stir and garnish with lemon.
Snowman
Sake (junmai) 45 ml, unsweetened yogurt drink 70 mlSour-style glassPour the chilled junmai-shu into a glass, add the unsweetened yogurt drink, stir and garnish with lemon.
5.8 Sake requiring care when serving
Nigorizake in which yeast fermentation is still occurring is even more apt to froth up than clear sparkling sake, therefore care must be exercised when serving it. Follow the printed directions and gently place the bottle in a refrigerator to chill for several hours before opening. The bottle must not be shaken. After opening the bottle, pour the sake slowly and carefully.
5.9 Serve water with sake
Water that is served with sake is called yawaragi-mizu. The word yawaragi
means “easing off.” Drinking water slows the pace of intoxication. The water also refreshes the mouth so that the taste of the food or the next cup of sake comes through more clearly.

Social responsibilities, health and safety6
28 | A Comprehensive Guide to Japanese Sake
6.1 Cautions when selling or serving
National laws and regulations regarding the serving of sake to underage persons, pregnant women and persons driving vehicles must be observed when serving alcoholic beverages.
6.2 Alcohol metabolism and physical constitution
Alcohol is metabolized by the liver in a two-stage reaction. First, the alcohol is metabolized into acetaldehyde. Acetaldehyde is highly toxic and is the cause of facial flushing, headache and nausea. The acetaldehyde formed in the liver is then broken down into harmless acetic acid. An enzyme called ALDH2 is the main substance involved in this process.
ALDH2 activation varies by individual. People can be classified into three groups: ALDH2-active, ALDH2-inactive, and low-ALDH2-active. Many ALDH2-inactive and low-ALDH2-active people become sick after consuming a slight amount of alcohol. This is believed to result from mutation of the ALDH2 gene, a phenomenon that only occurs among people of Asian extraction. Between 30 and 50% of Japanese, Han Chinese and Korean people are either ALDH2-inactive or have low ALDH2 activity.
ALDH2-active people, on the other hand, are less likely to experience unpleasant feelings after drinking alcohol. However, this can lead to heavy alcohol consumption and the risk of developing alcohol dependence or various types of organ damage or neuropathies.
6.3 Drinking in moderation
Whether one type of alcoholic beverage is more beneficial or detrimental to the health than others at identical volumes of alcohol consumed is unknown. It has been demonstrated that the so-called French paradox, referring to the benefits of red wine in inhibiting heart disease, applies to all alcoholic beverages, not just red wine.
Research on drinking habits and mortality risk shows that there is no increase in mortality risk when the amount of alcohol consumed weekly is 150 g (equivalent to around two bottles of sake or wine). However, beyond 150 g, the risk increases in proportion to the amount of alcohol consumed. Heavy drinking involving consumption of more than 450 g of alcohol weekly sharply increases the risk of stroke, cancer and other diseases as well as the mortality risk.
Serving a moderate amount of sake to enjoy along with meals is the essence of good service.
Social responsibilities, health and safetyLearning outcomes
serving alcoholic beverages

A Comprehensive Guide to Japanese Sake | 29
Sake labeling 7
7.1 Labeling of specially designated sake
Japanese law recognizes the following designations: ginjo-shu, daiginjo-shu, junmai-shu, junmai ginjo-shu, honjozo-shu (Appendix II).
Sake labelingLearning outcomes
nihonshu-do (sake meter value), san-do (acidity), aminosan-do (amino acid value)
Table 7.1 Specially designated sake
Ginjo-shu
Daiginjo-shu
Junmai-shu rice, koji
rice, koji
rice, koji up to 50%
rice, koji
Junmaidaiginjo-shu
Junmaiginjo-shu
Tokubetsujunmai-shu
Honjozo-shu
Tokubetsuhonjozo-shu
up to 60%
up to 50%
15% and over
"
"
"
"
"
"
"
−
up to 60%
up to 60% orspecial process
up to 70%
up to 60% orspecial process
rice, koji,jozo-alcohol
rice, koji,jozo-alcohol
rice, koji,jozo-alcohol
ginjo-zukuri5 method, characteristic flavorcolor clarity
ginjo-zukuri method, characteristic flavorhigh color clarity
good flavorcolor clarity
ginjo-zukuri method, characteristic flavorcolor clarity
ginjo-zukuri method, characteristic flavorhigh color clarity
good flavorhigh color clarity
good flavorcolor clarity
good flavorhigh color clarity
rice, koji,jozo-alcohol
*1 Rice quality should be certified as Grade 3 or higher during agricultural produce inspection.*2 Amount of jozo-alcohol (ethyl alcohol of agricultural origin) should not exceed 10% of rice weight.*3 Label must indicate that actual seimai-buai conforms with sake regulations.*4 Koji-mai: polished rice used in the production of koji.*5 Ginjo-zukuri: usually refers to the process of using rice with a low seimai-buai (highly polished rice) and
cold-temperature fermentation to create the characteristic fragrance of ginjo-shu (Sec. 8.5).
designation ingredients1&2 seimai-buai3 % of koji-mai other features4
7.2 Other labeling based on brewing process
Shinshu
Sake brewed during the current year.
Koshu
Matured sake that has been stored for a long time. Period of maturation can be authenticated.
Sake labeling7
30 | A Comprehensive Guide to Japanese Sake
Genshu
Undiluted sake. Many genshu have a high alcohol content and strong taste because there is no addition of water after mash filtration.
Tezukuri
HandmadeJunmai-shu or honjozo-shu Sake that has been brewed using certain traditional methods.
Namazake (Nama-shu)
Usually, sake is pasteurized twice before being bottled. Namazake (nama-shu) is unpasteurized.
Nama-chozo-shu
Nama-chozo-shu is sake pasteurized once at bottling after maturation.
Namazume-shu
Namazume-shu is sake pasteurized once before maturation.
Kijoshu
This term derives from the ancient Japanese book Engishiki, which records a unique mixing process, shiori, using sake instead of water in the brewing process. There are some sub-varieties of kijoshu, such as koshu, namazake, etc.
Ki-ippon
This term refers to junmai-shu brewed at only one brewery.
Taruzake
Cask sake. Sake that has been kept in a cedar cask has its own special aroma.
Hiyaoroshi
This is an old-style way of marketing namazume-shu. It refers to sake that has been pasteurized once and aged from the winter until the following fall before distribution.
Nigorizake
Cloudy sake. The moromi (main mash) is filtered through a coarse mesh which leaves rice solids and yeast in the sake. In the past, it was unpasteurized and contained living yeast. These days, however, much nigorizake is pasteurized to stabilize the quality.
7.3 Labeling related to other brewing processes
Sake rice varieties Sec. 8.1Shubo (seed mash) method Sec. 8.4Yeast varieties Sec. 8.4Arabashiri, shizuku sake, muroka Sec. 8.7
A Comprehensive Guide to Japanese Sake | 31
7.4 Labeling of technical information
Some types of sake have labels referring to technical specifications other than alcohol content.
Nihonshu-do, sake meter value
The sake meter value indicates the specific gravity, or relative weight compared to water, of the sake. The standard of measurement is governed by the Japanese Measurement Law.
If sake at 15°C weighs the same as water at 4°C, the sake meter value is 0. Sake that is lighter compared to water is indicated with a positive meter value, such as +2, and sake that is heavier than water is indicated by a negative meter value, like -3. Higher sugar content is what makes some sake heavier than water, so negative meter values can indicate sweeter sakes, and positive meter values can indicate drier sakes (Fig. 7. 1).
However, the alcohol content also changes the specific gravity, so the alcohol content of the sake should also be taken into consideration. Furthermore, some sugars, such as oligosaccharide, are not sweet, and the acid level can also mask the sweetness. Therefore, it is difficult to identify sake as sweet or dry relying solely on the sake meter value.
San-do, acidity
Acid makes sake taste strong, masking its sweetness. This is an important element of the taste of sake.
Acidity of sake and acidity of wine
The san-do (acidity) of sake is measured using 0.1 N sodium hydroxide and neutralization titration (pH 7.2) of 10 ml of sake. The acidity of wine is similarly measured using 0.1 N sodium hydroxide and neutralization titration (pH 8.2). This value is multiplied by 0.075 to indicate the level of tartaric acid (g/100 ml). Expressed in terms of tartaric acid, the acidity of white wine is 0.5–0.9 (g/100 ml) and that of sake around 0.1–0.2 (g/100 ml).
Aminosan-do, amino acid value
Sake with more amino acid tastes rich, less amino acid tastes light.
Amakara value
Amakara refers to the sweetness or dryness of sake. Instead of the sake meter value, the sweetness or dryness of sake can be expressed more accurately in terms of the relationship between its glucose content and acidity.
This is expressed as:Amakara value = Glucose (g/100ml) – AcidityDry: value of less than 0.3Medium dry: value of between 0.3 and 1.0 inclusiveMedium sweet: value between 1.1 and 1.8 inclusiveSweet: value greater than 1.8
Aminosan-do (amino acid value) is measured using formol titration.
Figure 7.1 Sake meter

Sake labeling7
32 | A Comprehensive Guide to Japanese Sake
Table 7.2 Average technical values (2009)
Ginjo-shu,including junmai
ginjo-shuJunmai-shu Honjozo-shu Futsu-shu
Alcohol (%) 15.94 15.52 15.54 15.41
Sake meter value 4.6 4.1 5.0 3.8
Glucose (g/100ml) 1.85 1.64 1.78 2.17
Acidity 1.30 1.47 1.25 1.18
Amino acid value 1.28 1.59 1.41 1.31
Amakara value 0.55 0.17 0.53 0.99
A Comprehensive Guide to Japanese Sake | 33
Factors influencing types and varieties 8
Factors influencing types and varietiesLearning outcomes
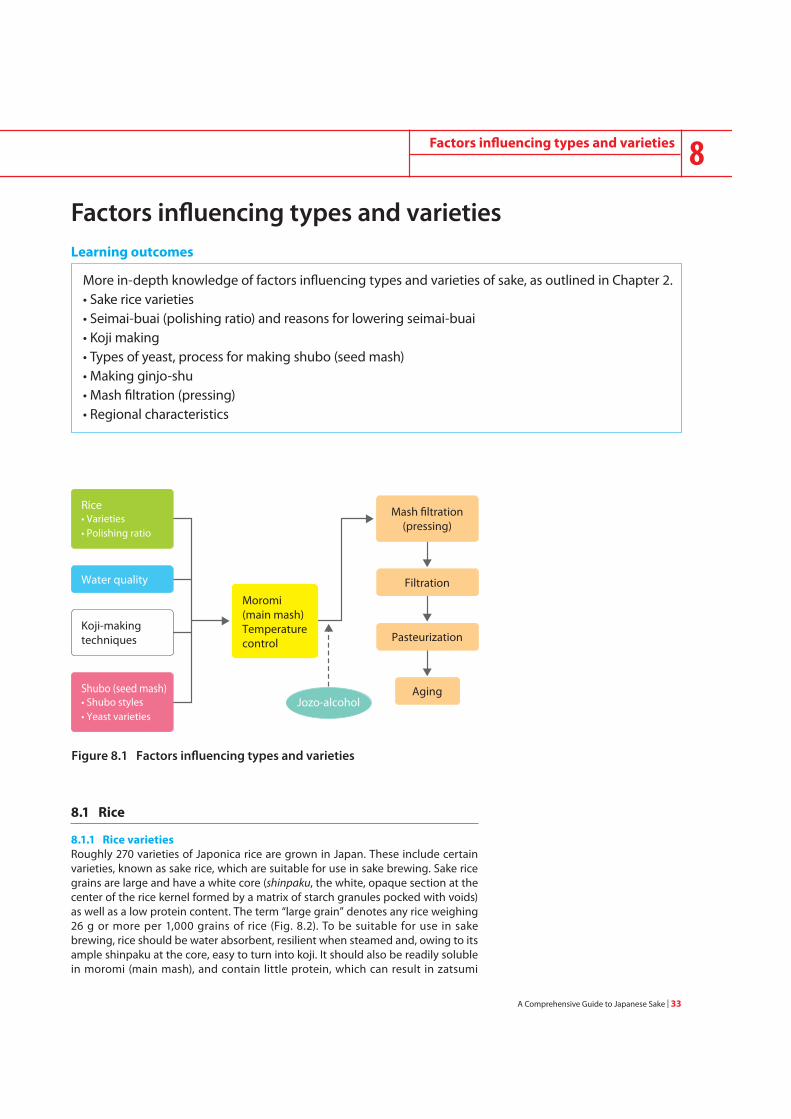
More in-depth knowledge of factors influencing types and varieties of sake, as outlined in Chapter 2.
Rice
8.1 Rice
8.1.1 Rice varieties
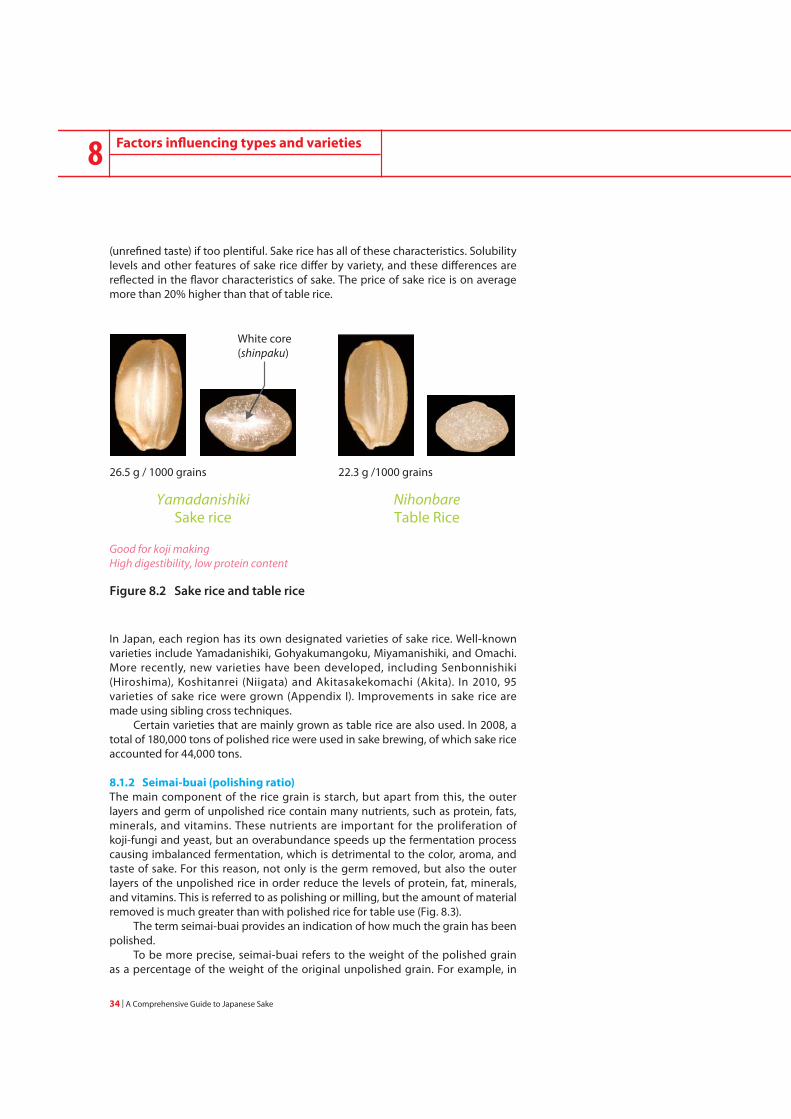
Roughly 270 varieties of Japonica rice are grown in Japan. These include certain varieties, known as sake rice, which are suitable for use in sake brewing. Sake rice grains are large and have a white core (shinpaku, the white, opaque section at the center of the rice kernel formed by a matrix of starch granules pocked with voids) as well as a low protein content. The term “large grain” denotes any rice weighing 26 g or more per 1,000 grains of rice (Fig. 8.2). To be suitable for use in sake brewing, rice should be water absorbent, resilient when steamed and, owing to its ample shinpaku at the core, easy to turn into koji. It should also be readily soluble in moromi (main mash), and contain little protein, which can result in zatsumi
Factors influencing types and varieties8
34 | A Comprehensive Guide to Japanese Sake
(unrefined taste) if too plentiful. Sake rice has all of these characteristics. Solubility levels and other features of sake rice differ by variety, and these differences are reflected in the flavor characteristics of sake. The price of sake rice is on average more than 20% higher than that of table rice.
In Japan, each region has its own designated varieties of sake rice. Well-known varieties include Yamadanishiki, Gohyakumangoku, Miyamanishiki, and Omachi. More recently, new varieties have been developed, including Senbonnishiki (Hiroshima), Koshitanrei (Niigata) and Akitasakekomachi (Akita). In 2010, 95 varieties of sake rice were grown (Appendix I). Improvements in sake rice are made using sibling cross techniques.
Certain varieties that are mainly grown as table rice are also used. In 2008, a total of 180,000 tons of polished rice were used in sake brewing, of which sake rice accounted for 44,000 tons.
8.1.2 Seimai-buai (polishing ratio)
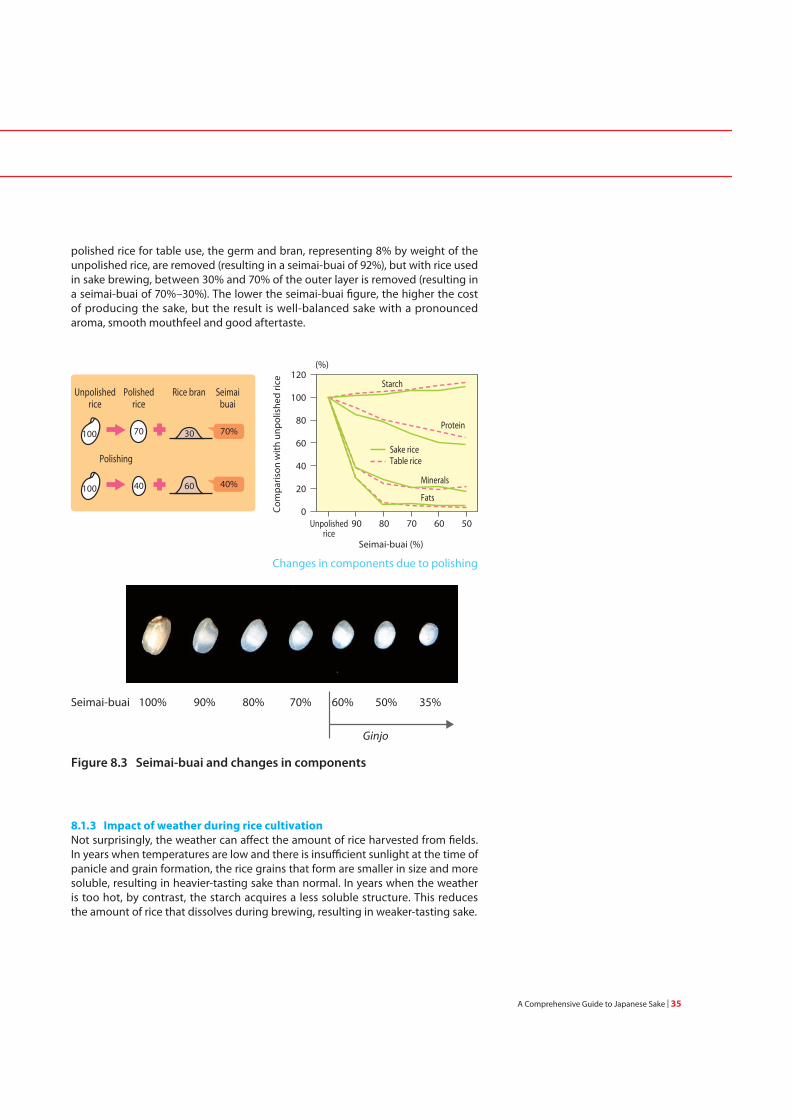
The main component of the rice grain is starch, but apart from this, the outer layers and germ of unpolished rice contain many nutrients, such as protein, fats, minerals, and vitamins. These nutrients are important for the proliferation of koji-fungi and yeast, but an overabundance speeds up the fermentation process causing imbalanced fermentation, which is detrimental to the color, aroma, and taste of sake. For this reason, not only is the germ removed, but also the outer layers of the unpolished rice in order reduce the levels of protein, fat, minerals, and vitamins. This is referred to as polishing or milling, but the amount of material removed is much greater than with polished rice for table use (Fig. 8.3).
The term seimai-buai provides an indication of how much the grain has been polished.
To be more precise, seimai-buai refers to the weight of the polished grain as a percentage of the weight of the original unpolished grain. For example, in
Figure 8.2 Sake rice and table rice
26.5 g / 1000 grains
White core(shinpaku)
YamadanishikiSake rice
22.3 g /1000 grains
NihonbareTable Rice
Good for koji making
High digestibility, low protein content
A Comprehensive Guide to Japanese Sake | 35
polished rice for table use, the germ and bran, representing 8% by weight of the unpolished rice, are removed (resulting in a seimai-buai of 92%), but with rice used in sake brewing, between 30% and 70% of the outer layer is removed (resulting in a seimai-buai of 70%–30%). The lower the seimai-buai figure, the higher the cost of producing the sake, but the result is well-balanced sake with a pronounced aroma, smooth mouthfeel and good aftertaste.
Figure 8.3 Seimai-buai and changes in components
100 70 30
100 40 60
70%
40%
Unpolishedrice
Polishedrice
Rice bran
Polishing
Seimaibuai
0Unpolished
rice
100% 90% 80% 70% 60%
Ginjo
50% 35%
Seimai-buai (%)
Sake riceTable rice
Protein
Starch
Minerals
Fats
90 80 70 60 50
20
40
60
80
100
120(%)
Com
paris
on w
ith u
npol
ishe
d ric
e
Changes in components due to polishing
Seimai-buai
8.1.3 Impact of weather during rice cultivation
Not surprisingly, the weather can affect the amount of rice harvested from fields. In years when temperatures are low and there is insufficient sunlight at the time of panicle and grain formation, the rice grains that form are smaller in size and more soluble, resulting in heavier-tasting sake than normal. In years when the weather is too hot, by contrast, the starch acquires a less soluble structure. This reduces the amount of rice that dissolves during brewing, resulting in weaker-tasting sake.
Factors influencing types and varieties8
36 | A Comprehensive Guide to Japanese Sake
8.2 Water
Most water in Japan is soft water, the total hardness expressed in calcium carbonate equivalent is less than 60 mg/liter, but in some areas the water is much harder. For example, in the Nada district near Kobe, there is an area of hard water with a calcium carbonate equivalent of 150 mg/liter. Calcium stimulates the production and extraction of enzymes. Other minerals in hard water, such as potassium, magnesium and phosphates, assist the fermentation process by promoting proliferation of koji-fungi and yeast. For this reason, sake produced in areas where the water is hard tends to have plenty of body and a dry taste with a good finish.
8.3 Koji making
Unlike beer malt, koji is not produced in factories exclusively designed for that purpose. Each brewery makes its own koji. Koji making is the process that most exercises the mind of the toji (brewmaster), who oversees production at the brewery.
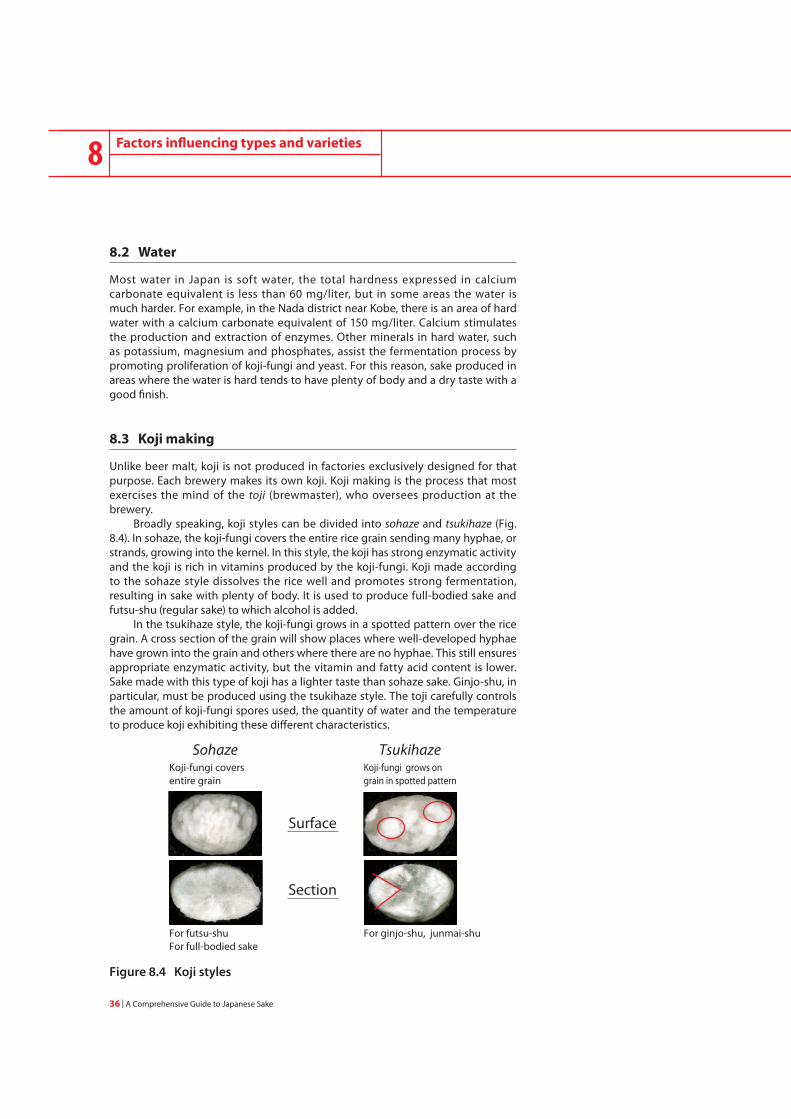
Broadly speaking, koji styles can be divided into sohaze and tsukihaze (Fig. 8.4). In sohaze, the koji-fungi covers the entire rice grain sending many hyphae, or strands, growing into the kernel. In this style, the koji has strong enzymatic activity and the koji is rich in vitamins produced by the koji-fungi. Koji made according to the sohaze style dissolves the rice well and promotes strong fermentation, resulting in sake with plenty of body. It is used to produce full-bodied sake and futsu-shu (regular sake) to which alcohol is added.
In the tsukihaze style, the koji-fungi grows in a spotted pattern over the rice grain. A cross section of the grain will show places where well-developed hyphae have grown into the grain and others where there are no hyphae. This still ensures appropriate enzymatic activity, but the vitamin and fatty acid content is lower. Sake made with this type of koji has a lighter taste than sohaze sake. Ginjo-shu, in particular, must be produced using the tsukihaze style. The toji carefully controls the amount of koji-fungi spores used, the quantity of water and the temperature to produce koji exhibiting these different characteristics.
Figure 8.4 Koji styles
Koji-fungi covers entire grain
Sohaze
Surface
Section
Koji-fungi grows on grain in spotted pattern
For futsu-shuFor full-bodied sake
For ginjo-shu, junmai-shu
Tsukihaze
A Comprehensive Guide to Japanese Sake | 37
8.4 Yeast and shubo
8.4.1 Types of yeast
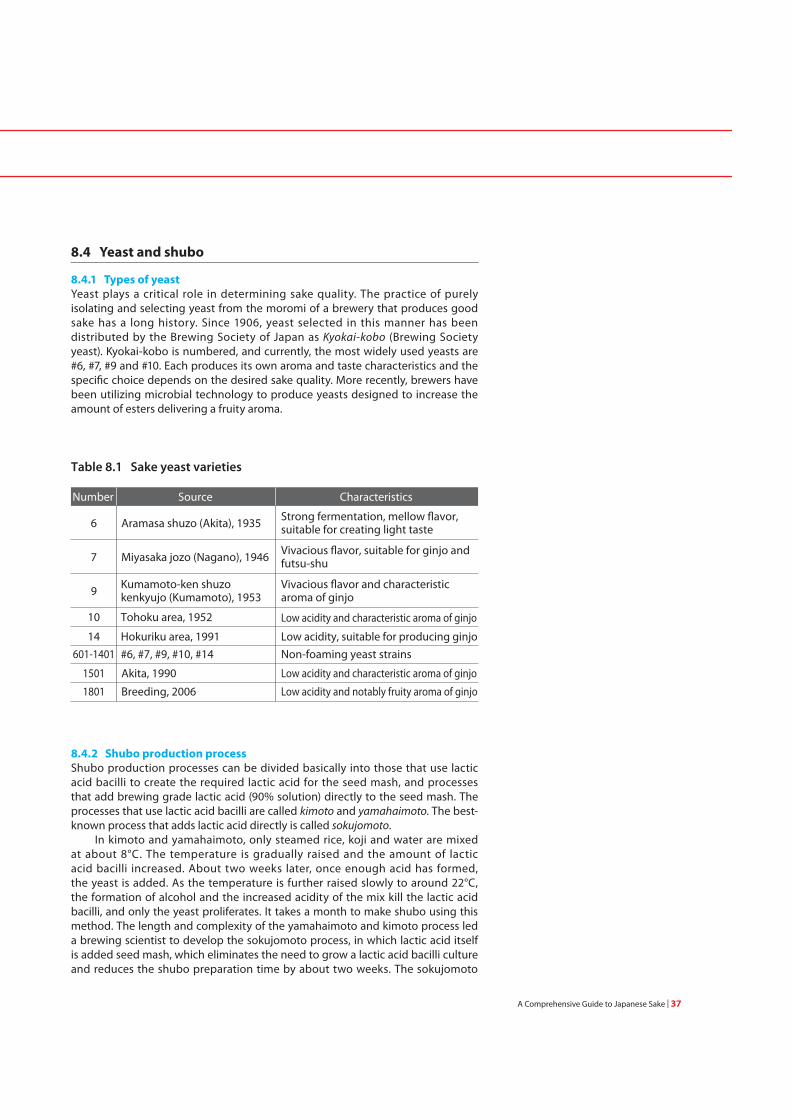
Yeast plays a critical role in determining sake quality. The practice of purely isolating and selecting yeast from the moromi of a brewery that produces good sake has a long history. Since 1906, yeast selected in this manner has been distributed by the Brewing Society of Japan as Kyokai-kobo (Brewing Society yeast). Kyokai-kobo is numbered, and currently, the most widely used yeasts are #6, #7, #9 and #10. Each produces its own aroma and taste characteristics and the specific choice depends on the desired sake quality. More recently, brewers have been utilizing microbial technology to produce yeasts designed to increase the amount of esters delivering a fruity aroma.
8.4.2 Shubo production process
Shubo production processes can be divided basically into those that use lactic acid bacilli to create the required lactic acid for the seed mash, and processes that add brewing grade lactic acid (90% solution) directly to the seed mash. The processes that use lactic acid bacilli are called kimoto and yamahaimoto. The best-known process that adds lactic acid directly is called sokujomoto.
In kimoto and yamahaimoto, only steamed rice, koji and water are mixed at about 8°C. The temperature is gradually raised and the amount of lactic acid bacilli increased. About two weeks later, once enough acid has formed, the yeast is added. As the temperature is further raised slowly to around 22°C, the formation of alcohol and the increased acidity of the mix kill the lactic acid bacilli, and only the yeast proliferates. It takes a month to make shubo using this method. The length and complexity of the yamahaimoto and kimoto process led a brewing scientist to develop the sokujomoto process, in which lactic acid itself is added seed mash, which eliminates the need to grow a lactic acid bacilli culture and reduces the shubo preparation time by about two weeks. The sokujomoto
Table 8.1 Sake yeast varieties
6
7
9 Kumamoto-ken shuzo kenkyujo (Kumamoto), 1953
Tohoku area, 1952
Hokuriku area, 1991
10
14601-1401
1501
1801 Breeding, 2006
Akita, 1990
Aramasa shuzo (Akita), 1935 Strong fermentation, mellow flavor, suitable for creating light taste
Vivacious flavor, suitable for ginjo and futsu-shu
Vivacious flavor and characteristicaroma of ginjo
Low acidity and characteristic aroma of ginjo
Low acidity, suitable for producing ginjoNon-foaming yeast strains#6, #7, #9, #10, #14
Low acidity and characteristic aroma of ginjo
Low acidity and notably fruity aroma of ginjo
Miyasaka jozo (Nagano), 1946
Number Source Characteristics

Factors influencing types and varieties8
38 | A Comprehensive Guide to Japanese Sake
process is now the most widely used. Sake made with the yamahaimoto and kimoto processes tends to have more complex flavor than sake made with sokujomoto, because these two processes involve the use of complex microbial interactions rather than the simple addition of pure lactic acid. The resulting sake is said to be rich in peptides. (Fig. 8.5)
Figure 8.5 Shubo styles
1-2 days 2 weeks 3-4 weeks
Light Sake flavor Full, complexRich in peptides
Dry yeast
Lactic acid
Lactic acid is derived from natural lactic acid bacilli.
Sokujomoto KimotoYamahaimoto
8.5 Ginjo-zukuri
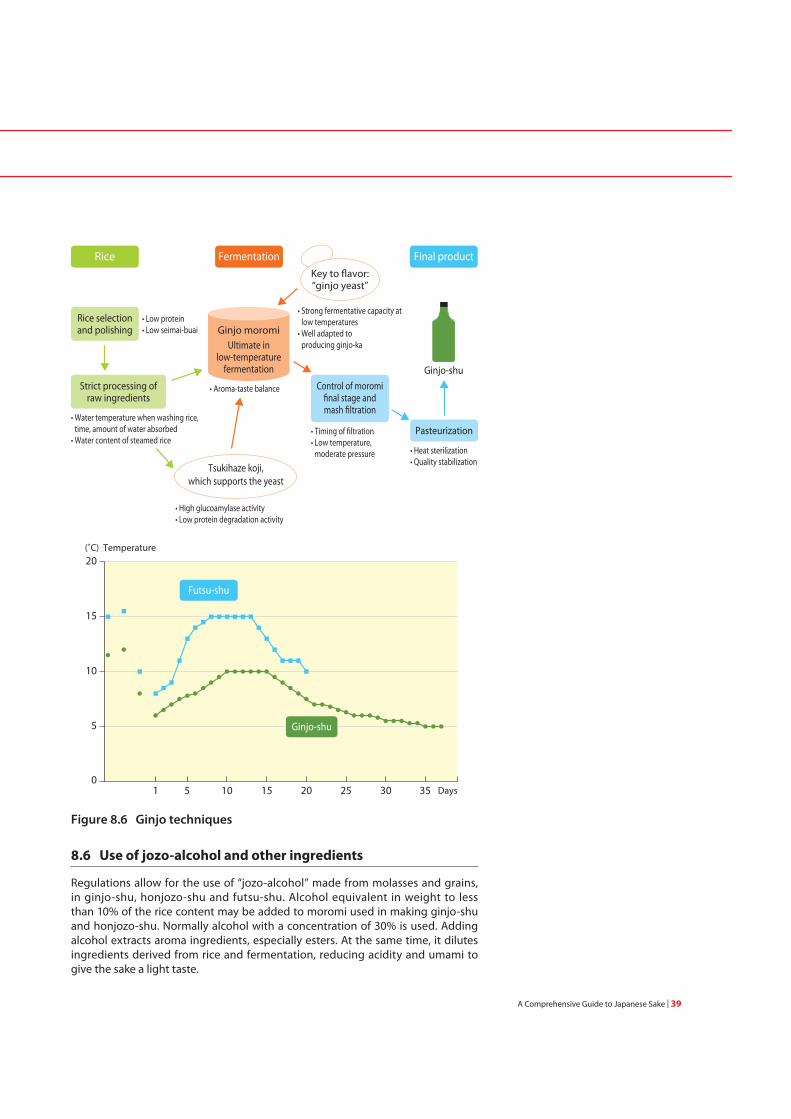
The keys to making ginjo-shu with a pronounced aroma and light taste are as follows and as shown in Figure 8.6:
(1) Use of good-quality ingredients: Preferably sake rice. This facilitates ginjo-koji making. The rice is readily soluble even at low temperature.
(2) Low seimai-buai: This is to reduce the amount of fat, which inhibits the formation of fruity esters. Reducing the protein content produces a light taste. It also suppresses yeast activity, thereby reducing the acidity.
(3) Ginjo-koji making: The tsukihaze style with low seimai-buai rice is used to make koji with an appropriate enzyme balance.
(4) Low-temperature fermentation: This suppresses yeast activity, reducing the acidity. The activity of aroma-producing enzymes is maintained, preventing aroma loss. Because less rice is dissolved, the taste does not become too heavy.
(5) Moderate pressing during mash filtration: Limiting the amount of pressure used in mash filtration results in a lighter taste. A similarity can be drawn with free-run wine.
A Comprehensive Guide to Japanese Sake | 39
Figure 8.6 Ginjo techniques
Rice
Rice selectionand polishing Ginjo moromi
Ultimate inlow-temperature
fermentation
Strict processing ofraw ingredients
Fermentation Final product
Control of moromifinal stage andmash filtration
moderate pressure
Pasteurization
low temperatures
producing ginjo-ka
Ginjo-shu
5
01 10 15 20 25 30 355
10
15
20(˚C) Temperature
Futsu-shu
Ginjo-shu
8.6 Use of jozo-alcohol and other ingredients
Regulations allow for the use of “jozo-alcohol” made from molasses and grains, in ginjo-shu, honjozo-shu and futsu-shu. Alcohol equivalent in weight to less than 10% of the rice content may be added to moromi used in making ginjo-shu and honjozo-shu. Normally alcohol with a concentration of 30% is used. Adding alcohol extracts aroma ingredients, especially esters. At the same time, it dilutes ingredients derived from rice and fermentation, reducing acidity and umami to give the sake a light taste.

Factors influencing types and varieties8
40 | A Comprehensive Guide to Japanese Sake
In addition to jozo-alcohol, items that may be added to futsu-shu are shochu, sugars, organic acids, amino-acid salts, sake, and sakekasu. The maximum amount of these items that can be added is less than 50% of the rice used by weight. The label must state when jozo-alcohol or other ingredients have been used.
8.7 Mash filtration (pressing), secondary filtration
Once fermentation is finished, the moromi is squeezed to separate the sake from the cake. The first sake released is slightly cloudy, but after this, the sake turns clear. The slightly cloudy sake that first emerges is called arabashiri (first run). The sake next released, without applying pressure, is called nakagumi or nakadare,and this is the best-quality sake. The sake released at the end of the process after applying heavy pressure has a more bitter or astringent taste.
Some brewer fill sacks with moromi and suspend them to allow the sake to drip down. This is designed to extract the sake without applying pressure. Sake obtained in this manner is called fukurodori (sack-drip sake or shizuku sake) (Fig. 8.7). Centrifugal separation is also used at some breweries.
The term muroka means no-filtration, but at the time of pressing, a cloth filter is used to separate the sake from the cake, so some form of filtration does in fact occur. Each brewer has its own idea about what muroka stands for. It can refer to sake that does not undergo secondary filtration or it can refer to sake that is filtered without using active charcoal. Sake labeled muroka is considered to have a richer flavor because it contains fine particles as well as the aromas and flavors that are removed when active charcoal is used.
8.8 Pasteurization
As explained in Section 2.9, apart from sterilization, the purpose of pasteurization is to stabilize quality by halting the action of enzymes. However, some of the freshness of freshly brewed sake is inevitably lost due to pasteurization. In recent years, advances in filtering technology and greater use of refrigerated storage and transportation have led to the marketing of a growing range of unpasteurized namazake products relying on cold storage and transportation systems.Microfiltering is often used to remove microorganisms from namazake.
8.9 Storage period and environment
8.9.1 Aging of namazake
Sake sold as namazake is kept at or below 5°C. It is stored for six months after production and is consumed in the spring to summer months. Prolonged storage results in a strong, nutty aroma reminiscent of hazelnuts due to the enzymatic oxidation. It also gives the taste a less rough or astringent quality and boosts the sweetness, umami and body.
8.9.2 Post-pasteurization aging
Pasteurization deactivates the enzymes and kills the yeast and other microorganisms, so the only changes that occur after pasteurization are physical and chemical.
Figure 8.7 Sake dripping from filter bags

A Comprehensive Guide to Japanese Sake | 41
Some breweries store ginjo-shu and similar varieties below 10°C, but normally the sake is stored at room temperature. Sake brewed in the winter is stored over the summer before shipping starts in the autumn, so it is consumed about one year after production.
Sake kept in long-term storage undergoes color changes due to the Maillard reaction between amino acids and sugars. There is also a decline in the fruity aroma that derives from esters and the aroma takes on a sweet, burnt quality. Sake aged for several years or several decades turns an amber or dark amber color and the aroma becomes more complex, resembling that of soy sauce, dried fruits or nuts. In some cases, it may develop a sulfury aroma similar to rotten cabbage or gas. While the taste loses its astringency and sharpness, it becomes more complex and bitter. Temperature and oxygen accelerate these reactions.
Figure 8.8 Changes during aging
ColorColorless,transparent
Amber
Aroma
Taste
Factors influencing types and varieties8
42 | A Comprehensive Guide to Japanese Sake
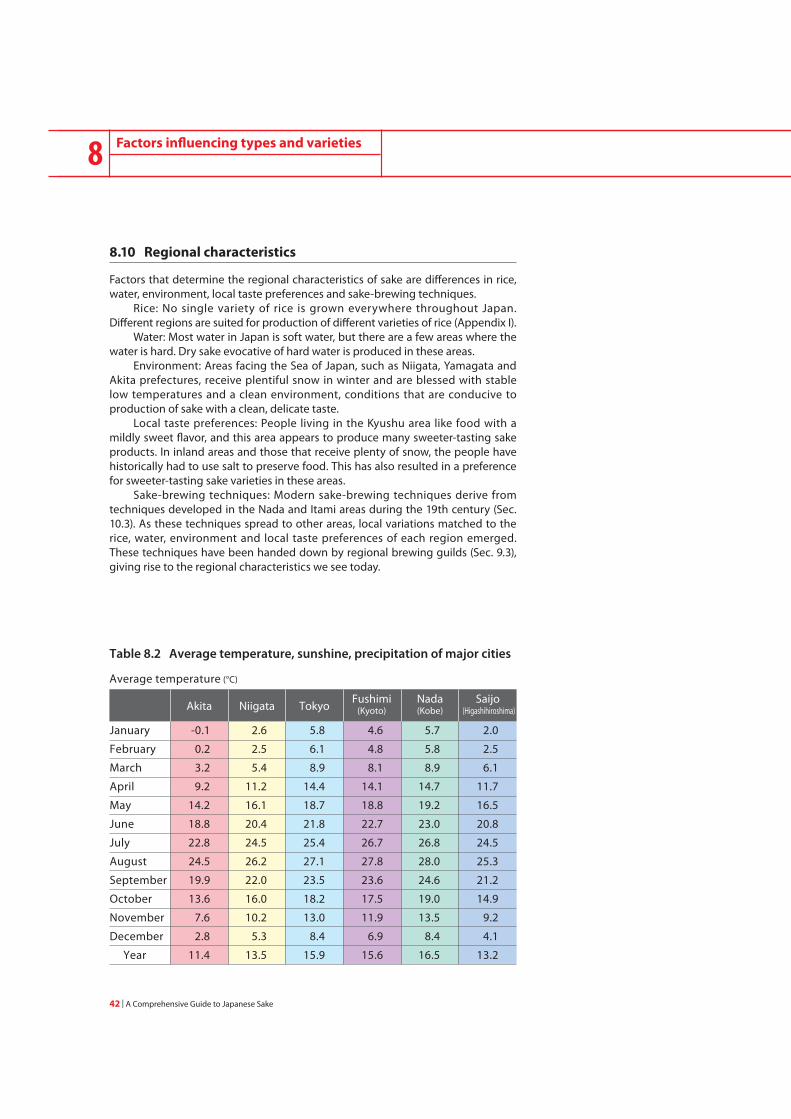
8.10 Regional characteristics
Factors that determine the regional characteristics of sake are differences in rice, water, environment, local taste preferences and sake-brewing techniques.
Rice: No single variety of rice is grown everywhere throughout Japan. Different regions are suited for production of different varieties of rice (Appendix I).
Water: Most water in Japan is soft water, but there are a few areas where the water is hard. Dry sake evocative of hard water is produced in these areas.
Environment: Areas facing the Sea of Japan, such as Niigata, Yamagata and Akita prefectures, receive plentiful snow in winter and are blessed with stable low temperatures and a clean environment, conditions that are conducive to production of sake with a clean, delicate taste.
Local taste preferences: People living in the Kyushu area like food with a mildly sweet flavor, and this area appears to produce many sweeter-tasting sake products. In inland areas and those that receive plenty of snow, the people have historically had to use salt to preserve food. This has also resulted in a preference for sweeter-tasting sake varieties in these areas.
Sake-brewing techniques: Modern sake-brewing techniques derive from techniques developed in the Nada and Itami areas during the 19th century (Sec. 10.3). As these techniques spread to other areas, local variations matched to the rice, water, environment and local taste preferences of each region emerged. These techniques have been handed down by regional brewing guilds (Sec. 9.3), giving rise to the regional characteristics we see today.
Table 8.2 Average temperature, sunshine, precipitation of major cities
January -0.1 2.6 5.8 4.6 5.7 2.0
February 0.2 2.5 6.1 4.8 5.8 2.5
March 3.2 5.4 8.9 8.1 8.9 6.1
April 9.2 11.2 14.4 14.1 14.7 11.7
May 14.2 16.1 18.7 18.8 19.2 16.5
June 18.8 20.4 21.8 22.7 23.0 20.8
July 22.8 24.5 25.4 26.7 26.8 24.5
August 24.5 26.2 27.1 27.8 28.0 25.3
September 19.9 22.0 23.5 23.6 24.6 21.2
October 13.6 16.0 18.2 17.5 19.0 14.9
November 7.6 10.2 13.0 11.9 13.5 9.2
December 2.8 5.3 8.4 6.9 8.4 4.1
Year 11.4 13.5 15.9 15.6 16.5 13.2
Akita Niigata Tokyo Fushimi Nada Saijo(Kyoto) (Kobe) (Higashihiroshima)
Average temperature (°C)
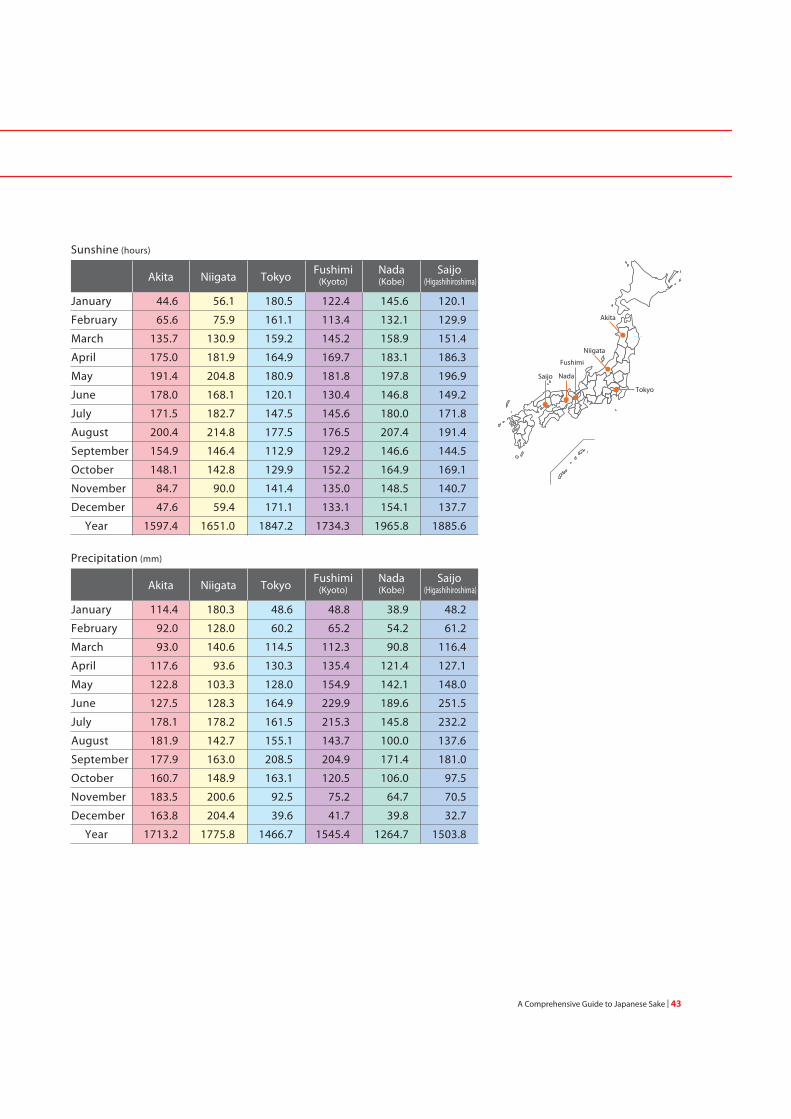
A Comprehensive Guide to Japanese Sake | 43
January 44.6 56.1 180.5 122.4 145.6 120.1
February 65.6 75.9 161.1 113.4 132.1 129.9
March 135.7 130.9 159.2 145.2 158.9 151.4
April 175.0 181.9 164.9 169.7 183.1 186.3
May 191.4 204.8 180.9 181.8 197.8 196.9
June 178.0 168.1 120.1 130.4 146.8 149.2
July 171.5 182.7 147.5 145.6 180.0 171.8
August 200.4 214.8 177.5 176.5 207.4 191.4
September 154.9 146.4 112.9 129.2 146.6 144.5
October 148.1 142.8 129.9 152.2 164.9 169.1
November 84.7 90.0 141.4 135.0 148.5 140.7
December 47.6 59.4 171.1 133.1 154.1 137.7
Year 1597.4 1651.0 1847.2 1734.3 1965.8 1885.6
Akita Niigata Tokyo Fushimi Nada Saijo(Kyoto) (Kobe) (Higashihiroshima)
Sunshine (hours)
January 114.4 180.3 48.6 48.8 38.9 48.2
February 92.0 128.0 60.2 65.2 54.2 61.2
March 93.0 140.6 114.5 112.3 90.8 116.4
April 117.6 93.6 130.3 135.4 121.4 127.1
May 122.8 103.3 128.0 154.9 142.1 148.0
June 127.5 128.3 164.9 229.9 189.6 251.5
July 178.1 178.2 161.5 215.3 145.8 232.2
August 181.9 142.7 155.1 143.7 100.0 137.6
September 177.9 163.0 208.5 204.9 171.4 181.0
October 160.7 148.9 163.1 120.5 106.0 97.5
November 183.5 200.6 92.5 75.2 64.7 70.5
December 163.8 204.4 39.6 41.7 39.8 32.7
Year 1713.2 1775.8 1466.7 1545.4 1264.7 1503.8
Akita Niigata Tokyo Fushimi Nada Saijo(Kyoto) (Kobe) (Higashihiroshima)
Precipitation (mm)
Akita
Niigata
Fushimi
NadaSaijo
Tokyo

Factors influencing types and varieties8
44 | A Comprehensive Guide to Japanese Sake
8.11 Summary
Table 8.3 summarizes component differences between full-bodied and light-bodied sake and factors influencing the amount of body in sake. The actual brewing process involves combining factors, such as kimoto and ginjozukuri, to produce the desired sake quality.
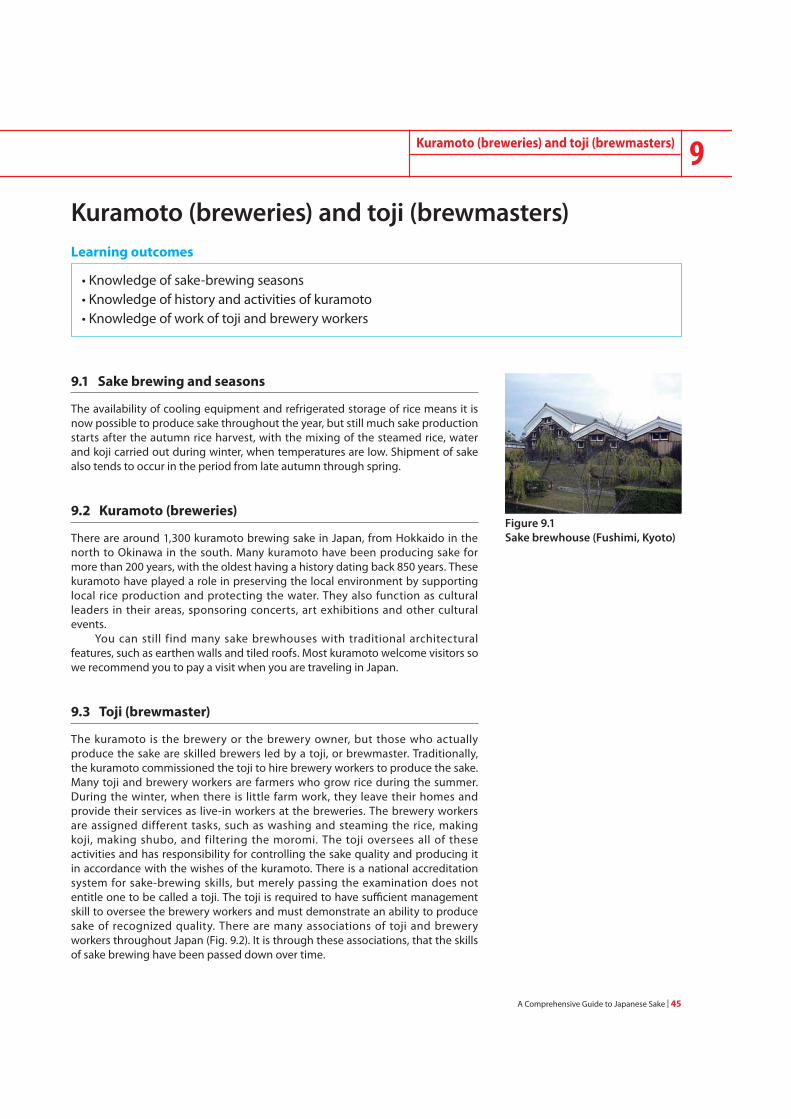
A Comprehensive Guide to Japanese Sake | 45
Kuramoto (breweries) and toji (brewmasters) 9
9.1 Sake brewing and seasons
The availability of cooling equipment and refrigerated storage of rice means it is now possible to produce sake throughout the year, but still much sake production starts after the autumn rice harvest, with the mixing of the steamed rice, water and koji carried out during winter, when temperatures are low. Shipment of sake also tends to occur in the period from late autumn through spring.
9.2 Kuramoto (breweries)
There are around 1,300 kuramoto brewing sake in Japan, from Hokkaido in the north to Okinawa in the south. Many kuramoto have been producing sake for more than 200 years, with the oldest having a history dating back 850 years. These kuramoto have played a role in preserving the local environment by supporting local rice production and protecting the water. They also function as cultural leaders in their areas, sponsoring concerts, art exhibitions and other cultural events.
You can still find many sake brewhouses with traditional architectural features, such as earthen walls and tiled roofs. Most kuramoto welcome visitors so we recommend you to pay a visit when you are traveling in Japan.
9.3 Toji (brewmaster)
The kuramoto is the brewery or the brewery owner, but those who actually produce the sake are skilled brewers led by a toji, or brewmaster. Traditionally, the kuramoto commissioned the toji to hire brewery workers to produce the sake. Many toji and brewery workers are farmers who grow rice during the summer. During the winter, when there is little farm work, they leave their homes and provide their services as live-in workers at the breweries. The brewery workers are assigned different tasks, such as washing and steaming the rice, making koji, making shubo, and filtering the moromi. The toji oversees all of these activities and has responsibility for controlling the sake quality and producing it in accordance with the wishes of the kuramoto. There is a national accreditation system for sake-brewing skills, but merely passing the examination does not entitle one to be called a toji. The toji is required to have sufficient management skill to oversee the brewery workers and must demonstrate an ability to produce sake of recognized quality. There are many associations of toji and brewery workers throughout Japan (Fig. 9.2). It is through these associations, that the skills of sake brewing have been passed down over time.
Kuramoto (breweries) and toji (brewmasters)Learning outcomes
Figure 9.1 Sake brewhouse (Fushimi, Kyoto)
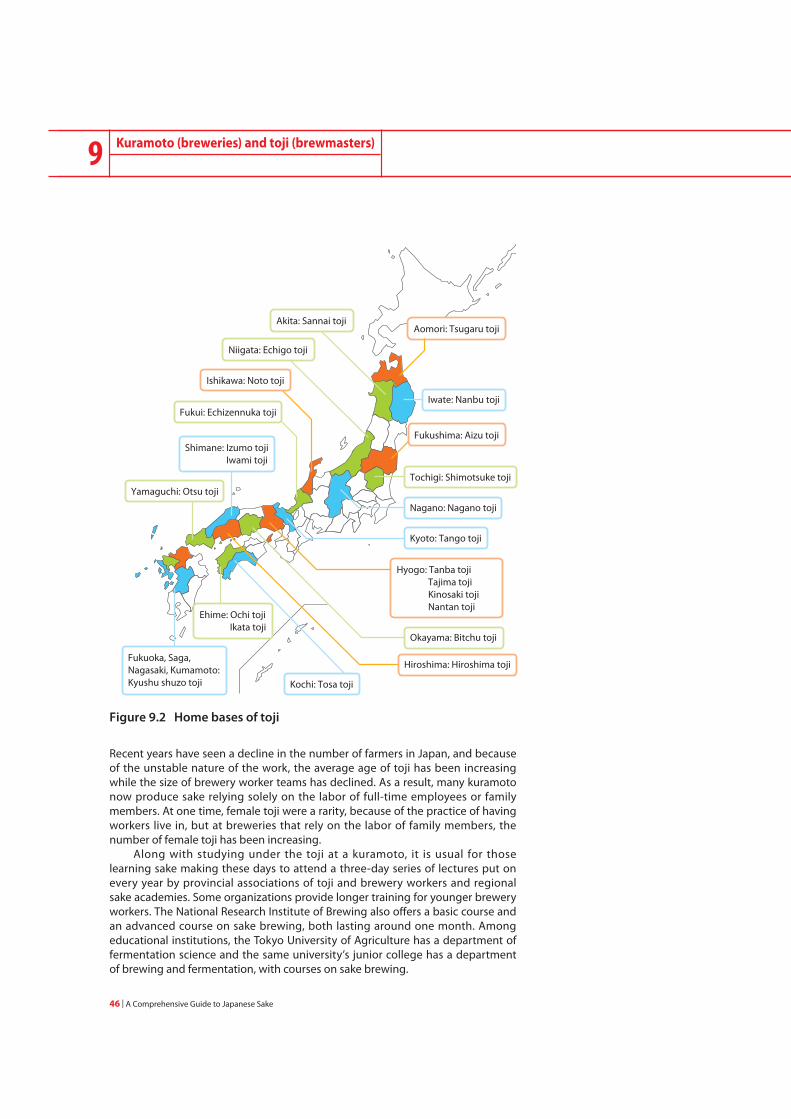
Kuramoto (breweries) and toji (brewmasters)9
46 | A Comprehensive Guide to Japanese Sake
Figure 9.2 Home bases of toji
Aomori: Tsugaru toji
Fukushima: Aizu toji
Hyogo: Tanba tojiTajima tojiKinosaki tojiNantan toji
Iwate: Nanbu toji
Tochigi: Shimotsuke toji
Niigata: Echigo toji
Nagano: Nagano toji
Kyoto: Tango toji
Ishikawa: Noto toji
Fukui: Echizennuka toji
Shimane: Izumo tojiIwami toji
Okayama: Bitchu toji
Hiroshima: Hiroshima toji
Ehime: Ochi tojiIkata toji
Yamaguchi: Otsu toji
Kochi: Tosa toji
Fukuoka, Saga, Nagasaki, Kumamoto: Kyushu shuzo toji
Akita: Sannai toji
Recent years have seen a decline in the number of farmers in Japan, and because of the unstable nature of the work, the average age of toji has been increasing while the size of brewery worker teams has declined. As a result, many kuramoto now produce sake relying solely on the labor of full-time employees or family members. At one time, female toji were a rarity, because of the practice of having workers live in, but at breweries that rely on the labor of family members, the number of female toji has been increasing.
Along with studying under the toji at a kuramoto, it is usual for those learning sake making these days to attend a three-day series of lectures put on every year by provincial associations of toji and brewery workers and regional sake academies. Some organizations provide longer training for younger brewery workers. The National Research Institute of Brewing also offers a basic course and an advanced course on sake brewing, both lasting around one month. Among educational institutions, the Tokyo University of Agriculture has a department of fermentation science and the same university’s junior college has a department of brewing and fermentation, with courses on sake brewing.
A Comprehensive Guide to Japanese Sake | 47
History of sake 10
10.1 Ancient times
If we think of the history of sake as the history of Japanese liquor or of rice-based liquor, the origins go back as far as 2,500 years ago when rice growing became prevalent in Japan.
The oldest written records about Japanese sake are found in third-century Chinese history books. These state that the Japanese have a taste for sake and are in the habit of gathering to drink sake when mourning the dead. There are several stories about sake, some mythical, in the historical records compiled by the imperial court in the eighth century. In the so-called Fudoki, which record the history and produce of the provinces in this era, there is reference to sake made using mold, providing insights into how sake made with rice and koji was produced in those days.
The tenth century legal book entitled Engishiki records details of ancient sake-making methods. At that time, sake was produced mainly at the imperial court, either to be drunk by the emperor or for ceremonial use.
10.2 Middle ages: Establishment of sake-brewing technology
In the 12th to 15th centuries, sake came to be brewed at Shinto shrines and Buddhist temples, and the techniques of sake brewing in use today were largely developed during this period.
This was when brewers started using lactic acid fermentation, making shubo (seed mash) used to grow yeast, relying on lactic acid to inhibit microbial contamination, and then adding koji, water and steamed rice in mashing stages to the shubo. Hitherto, brewers had used polished rice only for koji production, otherwise using unpolished rice to make sake. During this period, however, they started producing morohaku sake, or sake made using polished rice both for the koji rice and the steamed rice added to the mash. The diaries of Buddhist priests in the 15th and 16th centuries record the use of hi-ire (pasteurization) with morohaku sake.
Along with these advances in brewing technology, innovations in woodworking technology enabled construction of large 1,500 liter vats, facilitating mass production of sake. This led to the full-fledged production of sake by specialists not affiliated with temples or shrines in the 16th century (known as the Muromachi period).
10.3 Early modern period: Heyday of kudarizake
In the 17th century, during the early Edo Period, the morohaku produced near Osaka in Itami (now Itami City in Hyogo Prefecture) and Ikeda (now Ikeda City
History of sakeLearning outcomes

History of sake10
48 | A Comprehensive Guide to Japanese Sake
in Osaka Prefecture) found its way into the three major cities of Kyoto, Osaka and Edo (now Tokyo). It became especially popular in Edo, where it was called kudarizake. Production of kudarizake reached 38,000 kiloliters at the beginning of the 18th century. This is equivalent to annual per-capita consumption of 54 liters among the citizens of Edo, including the samurai. Large amounts of sake were packed in casks and transported by sailboat. At the beginning of the 19th century, vessels transporting sake raced each other to see which could enter Edo port the quickest. Reportedly, they made the journey from the Kobe area to Tokyo in just three to four days, compared to the usual 10 to 30 days in those days.
Eighteenth century sake production involved using about the same amount of polished rice (1.3–2.3 tons) per batch as now and the mashing process was practically the same three-stage mashing process currently used. However, the ratio of added water to polished rice was only around half. This suggests that the people of that era preferred heavy, sweet sake with a high viscosity. The records of the period also indicate that wood ash was added to the moromi to reduce the acidity before filtering and also refer to the addition of spirits made by distilling sakekasu, which corresponds to the current practice of adding alcohol. The amount of spirits added was equivalent to around 10% of the weight of rice, resulting in sake with a high alcohol content that was resistant to spoiling.
The start of the 19th century saw the center of sake production shift from Itami, Ikeda and nearby areas to Nadagogo. (Nadagogo refers to the five areas covered by modern-day Nishinomiya and Kobe cities in Hyogo Prefecture.) The techniques used for making Nada sake featured the use of so-called miyamizu
(water obtained in Nishinomiya, Hyogo Prefecture), which was discovered around 1850, waterwheel milling and the concentration of sake brewing in the colder part of the year. Miyamizu contains large amounts of phosphates and potassium, which promote the proliferation of koji-fungi and yeast, and strengthen moromi fermentation. The shift from foot treadles to waterwheels for rice milling not only increased productivity, but boosted quality by increasing the level of milling (i.e., lowering the seimai-buai). At the same time, the concentration of sake production in the winter, when there is less risk of bacterial contamination, facilitated stable production of high-quality sake. Mashing recipes came to resemble those used in modern sake brewing and Nada flourished as the center of Japanese sake brewing, a status it retains to this day.
10.4 Modern period
From around the middle of the 19th century, the arrival in Japan of European scholars heralded the start of scientific research on sake. The German Oskar Korschelt, who landed in Japan in 1868, and the Briton Robert William Atkinson wrote reports expressing amazement at the fact that pasteurization had been practiced by sake brewers in Japan since early times using techniques similar to Pasteur’s low-temperature pasteurization. In 1904, the national institute (now the National Research Institute of Brewing) was established and made an important contribution to the development of sake brewing in subsequent years. Notably, the invention in 1909 of yamahaimoto, an improved version of the kimoto style, and sokujomoto, which utilizes lactic acid, contributed to the stabilization and streamlining of sake production, with the result that sokujomoto is now the most widely used method of producing shubo. Quality appraisal programs were initiated with the aim of raising the level of brewing technology in 1911, the

A Comprehensive Guide to Japanese Sake | 49
first national competition (now Zenkoku Shinshu Kanpyo-kai, National New Sake Awards) was held, an institution that continues to this day.
Subsequent developments af fecting brewing technology included breakthroughs in understanding the science of fermentation, the scientific use of microorganisms, the advent of power-driven rice-milling machines, a shift from wooden vats to enamel tanks, and the bottling of sake for shipment. The period during World War II and the immediate postwar period saw bold changes in production methods, such as the practice of adding alcohol to sake. A wave of modernization in production processes in the 1960s and the introduction of machinery resulted in further streamlining.
More recent trends affecting sake include the notion of “local production for local consumption,” as regional areas take another look at the skills and assets they have to offer, leading to the development of new varieties of sake rice and unique types of sake yeast used in fermentation.
Figure 10.1 Sake brewing in the Edo Period (19th century)

Q&A
50 | A Comprehensive Guide to Japanese Sake
Q&A
Q1 What is the legal definition of sake in Japan?
Any of the following alcoholic beverages with an alcohol content of less than 22%:a. The filtered product of fermenting rice, koji rice and water; b. The filtered product of fermenting rice, koji rice, water, sakekasu and other
items specified in regulations (the total weight of such other items specified in regulations must not exceed 50% of the total weight of rice, including rice for making koji rice. Items specified in regulations are alcohol, shochu (Japanese traditional spirits), sugars, organic acids, amino acid salts, and sake.
c. The filtered product of adding sakekasu to sake.
Q2 Is sake rice also used as table rice?
Japanese people prefer table rice that is relatively sticky, but that rice is not suitable for sake production because it is hard to work with. It is possible, therefore, to eat sake rice, but because it is not sticky, sake rice does not make good table rice.
Q3 How much sake can be produced from 1 kg of polished rice?
In the case of junmai-shu, around 2.1 liters of genshu (18% alcohol) can be produced from 1 kg of polished rice. When diluted to 15% alcohol, the typical level in sake products, it comes to around around 2.5 liters.
If the seimai-buai of the polished rice is 60%, the amount that can be produced from 1 kg of unpolished rice is 1.5 liters.
Q4 How much sake can be produced from a 1 ha rice field?
In the case of Yamadanishiki sake rice, roughly 4,000 kg of unpolished rice can be obtained from 1 ha. Assuming the same conditions as in Q3, some 6,000 liters of sake can be produced.
Roughly 6,000 kg of unpolished table rice can be obtained from 1 ha.
Q5 Ginjo-shu is made from rice, so why does it have a fruity aroma?
No fruit flavorings are added to the sake. Analysis of ginjo-shu shows that it is rich in esters similar to those that give
fruits their aroma. This aroma is created by yeast during the fermentation process. The fermentation must take place under the conditions described in Section 8.5.

A Comprehensive Guide to Japanese Sake | 51
Q6 Do weather conditions while the rice is growing affect sake production?
The weather can affect the amount of rice harvested from fields. In years when temperatures are low and there is insufficient sunlight at the time of panicle and grain formation, the rice grains that form are smaller in size and more soluble, resulting in heavier-tasting sake than normal. In years when the weather is hot, by contrast, the starch acquires a less soluble structure. This reduces the solubility of the rice, boosting the amount of sakekasu (filtered cake) and resulting in weaker-tasting sake (Sec. 8.1.3).
Q7 Where do breweries obtain the koji-fungi?
Sake breweries purchase a kind of seed koji, called tane-koji in Japanese, from tane-koji companies. Such companies make tane-koji by propagating koji-fungi spores on unpolished rice.
Q8 Are the taste and aroma of sake influenced by the type of seed koji (tane-koji) used?
Yeast is responsible for producing the aroma of sake, and the variety of koji does not play a role. Production of a large amount of enzymes by the koji is thought to result in a heavier taste because more of the rice is dissolved into the sake. However, rather than the specific strain of koji-fungi itself, koji making is understood to have the most significant effect on the amount of enzymes and enzyme balance.
Q9 Since koji-fungi are molds, are they safe?
Koji-fungi is related to Aspergillus flavus, a mold that produces one of the mycotoxins known as aflatoxin, so questions have been raised about whether koji-fungi might also produce toxins. However, studies have confirmed that the koji-fungi used in Japan do not produce mycotoxins. Recent genetic research has shown that koji-fungi lack the gene necessary to produce mycotoxins.
Q10 Why does sake have a higher alcohol content than wine or beer?
The concentration of sugar at the start of fermentation is a key factor in determining alcohol content. A high sugar concentration at the start inhibits the production of alcohol by the yeast, and in wine and beer, the sugar concentration is at its highest from the start. By contrast, in sake the sugar concentration is limited at the start because saccharification of starch by koji enzymes occurs gradually over the course of the entire alcohol fermentation process. This allows fermentation to proceed with little suppression of yeast activity, resulting in a higher alcohol content.

Q&A
52 | A Comprehensive Guide to Japanese Sake
Q11 Why do many sake products have an alcohol content in the 15% range?
The alcohol content of genshu (undiluted sake) is 17%–20%, which is high for a brewed beverage. Because the alcohol content is too high for consumption with food, water is added to adjust the alcohol content to around 15% before shipping. The alcohol content of ginjo-shu, however, is often adjusted to a slightly higher 17% because of its delicate flavor. Another factor is that Japan’s Liquor Tax Act previously prescribed an alcohol content of 15% as the standard for determining the liquor tax on sake, with every additional 1% attracting a higher tax.
Q12 Is low-alcohol sake also produced?
There are sake products available with an alcohol content ranging from 14% down to a low of around 5%. They include both sweet and acidic varieties, as well as sparkling sake.
Q13 What additives are used in sake?
No preservatives, coloring agents, flavoring agents, fragrances or other substances are added after production. Substances approved for use during production are salts to promote fermentation, and lactic acids and enzymes used in shubo. Active charcoal, persimmon tannin, silica dioxide and filtration aids may be used when removing sediment and filtering, but they do not remain in the sake.
Q14 What is the difference between the acidity of sake and the acidity of wine?
See Sec. 7.4 and Table 1.1
Q15 I want to learn more about the composition of sake, beer and wine.
See Table 1.1
Q16 At opening ceremonies and celebrations in which taruzake is served from a cask (Sec. 3.3.5), salt may be served along with it. Why does salt go well with sake?
Salt has the action of intensifying the umami produced by amino acids. For example, the addition of a small amount of salt to broth rich in amino acids, such as chicken soup, significantly enhances the taste. Sake is also rich in amino acids, which is thought to be the reason it goes well with salt.

A Comprehensive Guide to Japanese Sake | 53
Q17 Cheese and sake seem to go well together. Why is that?
Cheese is rich in amino acids and peptides resulting from the breakdown of milk-derived proteins by microorganisms. Although not exactly the same as those involved in sake brewing, the microorganisms involved in cheese making are lactic acid bacilli, yeast and molds, and the similarity of the aroma ingredients resulting from fermentation and aging is thought to be the reason that cheese and sake go well together (Sec. 5.2). Also, a great deal of salt is used in the production of most cheese varieties, and sake goes well with salt for the reasons explained in Q16.
Q18 Why do sake and seafood go well together?
Drinking sake with seafood largely eliminates any fishy flavor. The main cause of fishy flavors is aldehydes produced by the breakdown of DHA, EPA and other unsaturated fatty acids that abound in seafood. When DHA is added to sake, there is reportedly less formation of aldehydes compared to wine.
Q19 What is the aging potential of sake?
Pasteurized sake contains more alcohol than wine, so it does not spoil. The quality of sake remains almost constant for about six months after shipping when kept at room temperature and for about one year after shipping when kept in a refrigerator or cellar. Longer storage results in the gradual breakdown of amino acids due to the Maillard reaction inside the bottle, and the sake develops a color and a caramel- or nut-like aroma. Substances with a bitter taste also increase. This does not mean, however, that the sake cannot be drunk. If it is stored at low temperature away from light, it may turn into amber-colored koshu (aged sake).
It is recommended to drink ginjo-shu and other types of sake with a fruity or light flavor within one year.
Q20 How do the chemical components change when sake is heated?
The alcohol content declines by around 0.1%–0.3%. The amount of aldehydes is reduced by around 10%–22% compared to before heating, and there is also a decline in esters with a low boiling point, such as ethyl acetate, and of mercaptan and other sulfur compounds.
Q21 What is the calorie content of sake?
Alcohol contains 7.1 kcal/g and sugars and proteins contain 4 kcal/g. On average, 100 g of sake consists of 12.3 g alcohol, 4 g sugars and 0.5 g protein, therefore, based on the above figures, the calorie count is around 105 kcal.

Q&A
54 | A Comprehensive Guide to Japanese Sake
Q22 Can sake be used in cooking?
Just as wine is indispensable in French and Italian cuisine, sake is indispensable in Japanese cuisine. In addition to stewed dishes and broths, it is used when grilling meat or fish, or cooking rice.
Q23 What sake competitions or shows are there?
(1) Zenkoku Shinshu Kanpyo-kai, National New Sake AwardsThe National New Sake Award is the largest show in Japan with participation
by around 900 companies. It was first held in 1911. It is now co-sponsored by the National Research Institute of Brewing and the Japan Sake and Shochu Makers Association. Exhibitors are limited to one ginjo-shu product per show and about 25% of products exhibited receive gold awards.
(2) U.S. National Sake Appraisal This show has been held since 2001 in Honolulu. Four categories were
judged in 2010: Daiginjo-shu A, Daiginjo-shu B, Ginjo-shu, and Junmai-shu.
(3) International Wine ChallengeSince 2007, a sake division has been included in the International Wine
Challenge (IWC) held in London. Five categories were judged in 2010: Junmai-shu, Junmai ginjo-shu/Junmai daiginjo-shu, Honjozo-shu, Ginjo-shu/Daiginjo-shu, and Koshu.
Q24 Where can one learn sake making?
See Sec. 9.3
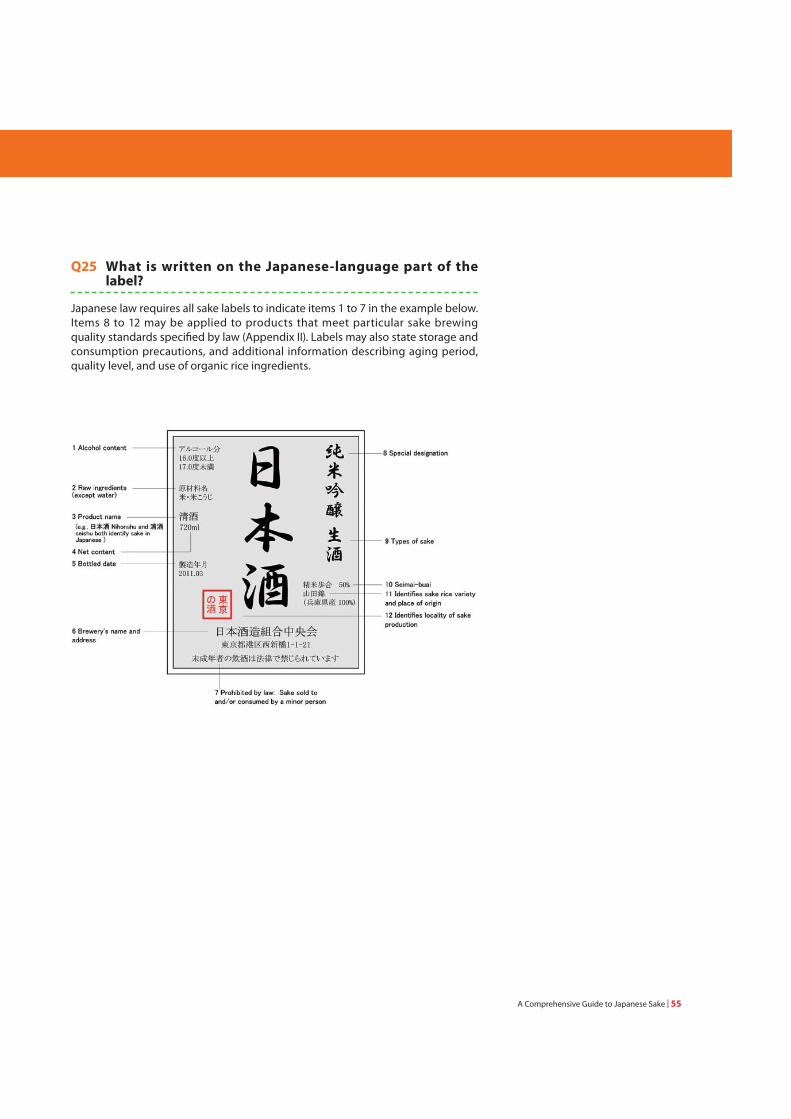
A Comprehensive Guide to Japanese Sake | 55
Q25 What is written on the Japanese-language part of the label?
Japanese law requires all sake labels to indicate items 1 to 7 in the example below. Items 8 to 12 may be applied to products that meet particular sake brewing quality standards specified by law (Appendix II). Labels may also state storage and consumption precautions, and additional information describing aging period, quality level, and use of organic rice ingredients.

Suggested reading
Organizations
56 | A Comprehensive Guide to Japanese Sake
Suggested reading
Books
Hiroichi Akiyama and Takashi Inoue (2010), Sake, Brewing Society of Japan, TokyoPhilip Harper and Haruo Matsuzaki (2006), The Book of Sake: A Connoisseur’s Guide,
Kodansha International, TokyoJohn Gauntner (2002), The Sake Handbook, Tuttle PublishingYukio Takizawa (2010), Sake Health and Longevity, Veronica Lane Books, LA
Booklets
National Research Institute of Brewing (2005), Glossary of Terms on Sake Bottle
Labels, http://www.nrib.go.jp/English/sake/sake_label.htmJapan Sake and Shochu Makers Association (2010), The Very First Step for SAKE GEEK
Japan Sake and Shochu Makers Association (2005), Welcome to the World of
Japanese Sake, http://www.japansake.or.jp/sake/english/index.htmlKimiko MASUDA (2007), Sake A to Z, Japan Airlines International
Japan Sake and Shochu Makers Associationhttp://www.japansake.or.jp/sake/english/index.html
National Research Institute of Brewinghttp://www.nrib.go.jp/English/index.htm
National Tax AgencyLiquor Production, Consumption, Tax Statisticshttp://www.nta.go.jp/foreign_language/statistics/tokei-e/h14/syuzei.htm
This text has been prepared by the Japan Sake and Shochu Makers Association in collaboration with the National Research Institute of Brewing.
Organizations

Appendix I
A Comprehensive Guide to Japanese Sake | 57
Appendix I
Production of alcoholic beverages in Japan
01970 1975 1980 1985 1993 1998 2003 2006 2007 2008
2000
4000
6000
8000
10000(x 1000kl)
OthersWineWhiskey & BrandyShochuSakeLiqueurThe 3rd BeerHapposhuBeer
Exports of sake
TotalAsiaNorth AmericaEUSoutheast AsiaLatin America
0
12000
10000
8000
6000
4000
2000
14000(kl)
2009200820072005
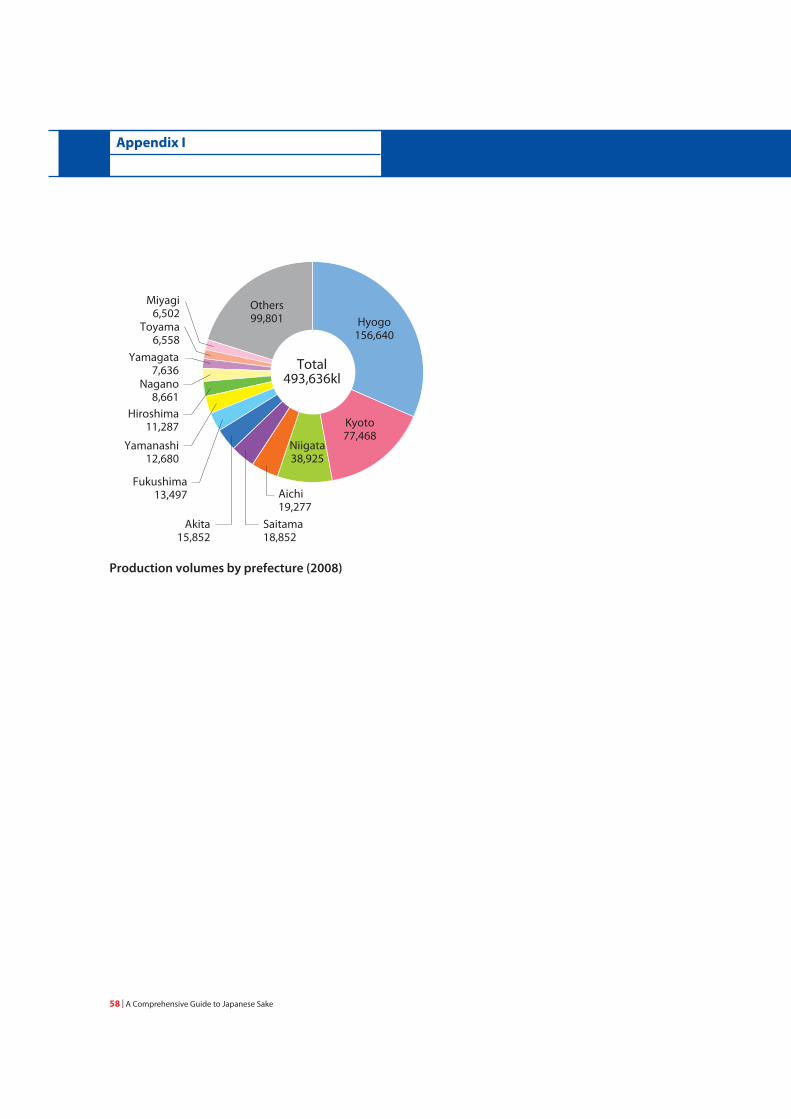
Appendix I
58 | A Comprehensive Guide to Japanese Sake
Production volumes by prefecture (2008)
Total493,636kl
Hyogo156,640
Others99,801
Kyoto77,468
Niigata38,925
Aichi19,277
Miyagi6,502
Saitama18,852
Akita15,852
Fukushima13,497
Yamanashi12,680
Hiroshima11,287
Nagano8,661
Yamagata7,636
Toyama6,558
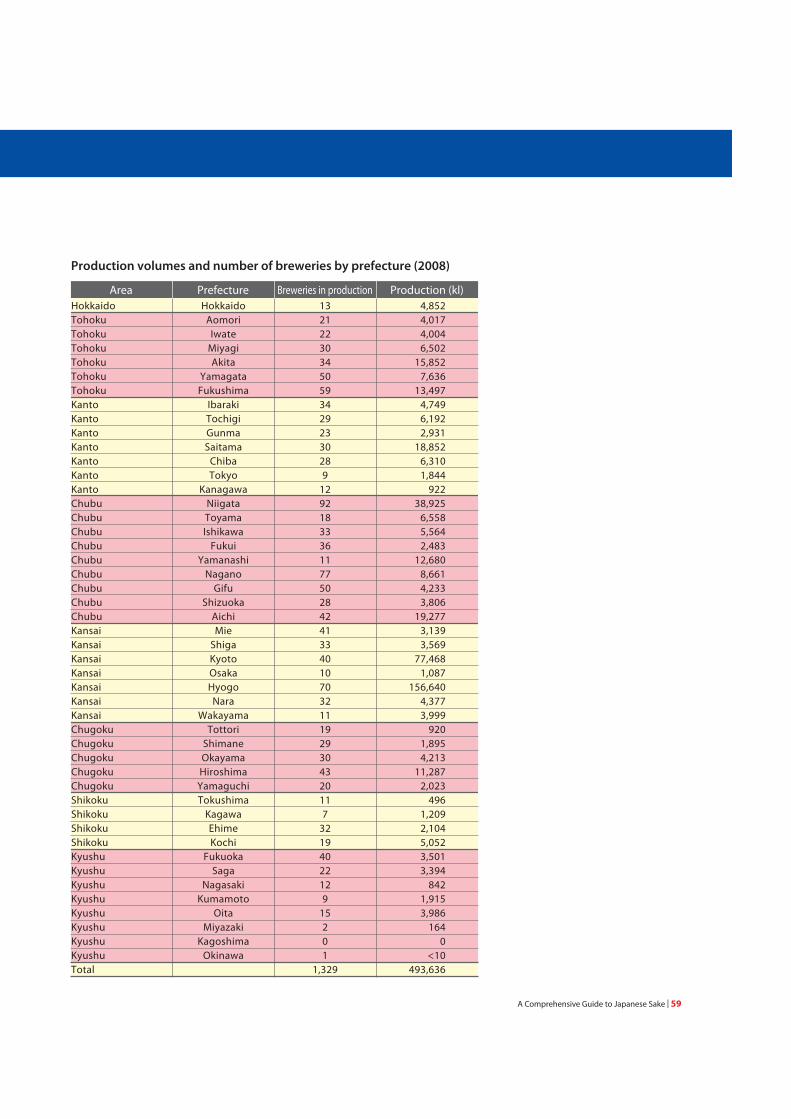
A Comprehensive Guide to Japanese Sake | 59
Production volumes and number of breweries by prefecture (2008)
Hokkaido Hokkaido 13 4,852Tohoku Aomori 21 4,017Tohoku Iwate 22 4,004Tohoku Miyagi 30 6,502Tohoku Akita 34 15,852Tohoku Yamagata 50 7,636Tohoku Fukushima 59 13,497Kanto Ibaraki 34 4,749Kanto Tochigi 29 6,192Kanto Gunma 23 2,931Kanto Saitama 30 18,852Kanto Chiba 28 6,310Kanto Tokyo 9 1,844Kanto Kanagawa 12 922Chubu Niigata 92 38,925Chubu Toyama 18 6,558Chubu Ishikawa 33 5,564Chubu Fukui 36 2,483Chubu Yamanashi 11 12,680Chubu Nagano 77 8,661Chubu Gifu 50 4,233Chubu Shizuoka 28 3,806Chubu Aichi 42 19,277Kansai Mie 41 3,139Kansai Shiga 33 3,569Kansai Kyoto 40 77,468Kansai Osaka 10 1,087Kansai Hyogo 70 156,640Kansai Nara 32 4,377Kansai Wakayama 11 3,999Chugoku Tottori 19 920Chugoku Shimane 29 1,895Chugoku Okayama 30 4,213Chugoku Hiroshima 43 11,287Chugoku Yamaguchi 20 2,023Shikoku Tokushima 11 496Shikoku Kagawa 7 1,209Shikoku Ehime 32 2,104Shikoku Kochi 19 5,052Kyushu Fukuoka 40 3,501Kyushu Saga 22 3,394Kyushu Nagasaki 12 842Kyushu Kumamoto 9 1,915Kyushu Oita 15 3,986Kyushu Miyazaki 2 164Kyushu Kagoshima 0 0Kyushu Okinawa 1 <10Total 1,329 493,636
Area Prefecture Breweries in production Production (kl)

Appendix I
60 | A Comprehensive Guide to Japanese Sake
Volume of specially designated sake produced and number of breweries
Number of breweries by type of sake, production volume, average seimai-buai, average kasu-buai (2008)
Ginjo-shu 1,026 21,691 (4.4) 50.4 35.9
Junmaiginjo-shu 1,123 28,041 (5.7) 51.9 33.6
Junmai-shu 1,027 49,248 (10.0) 65.7 26.3
Honjozo-shu 994 57,094 (11.6) 65.4 27.0
Futsu-shu 1,041 337,562 (68.4) 72.9 20.5
Total 1,329 493,636 (100.0) 66.8 24.2
Number of Production Average Averagebreweries in kl (%) seimai-buai kasu-buaiproduction (polishing ratio) (sake cake ratio)
(%) (%)
0
20000
40000
60000
80000
100000
120000(kl)
1100
1200
1300
1400
1600
1700
1800Honjozo-shuJunmai-shuGinjo-shuJunmaiginjo-shuBreweries (right scale)
2000 2003 2006 2007 2008
Kasu-buai means the ratio by weight of sakekasu to polished rice.

A Comprehensive Guide to Japanese Sake | 61
Varieties of sake rice grown by prefecture (2010)
Prefecture Sake rice varieties cultivatedHokkaido Ginpu, Suisei , HatsushizukuAomori Kojonishiki, Hanaomoi, Hanafubuki, Hohai Iwate Gin-otome, Gin-ginga Miyagi Kuranohana, Hiyori, Hoshiakari, Miyamanishiki, YamadanishikiAkita Akitasakekomachi, Akinosei, Kairyo-shinko, Gin-no-sei, Hanafubuki,
Hoshiakari, Misatonishiki, MiyamanishikiYamagata Ushuhomare, Kairyo-shinko, Kissui, Kyonohana, Gohyakumangoku,
Sakemirai, Tatsunootoshigo, Dewasansan, Toyokuni, Miyamanishiki,Dewanosato, Yamasake 4-go, Yamadanishiki
Fukushima Gohyakumangoku, Hanafubuki, Miyamanishiki, Yumenokaori Ibaraki Gohyakumangoku, Hitachinishiki, Miyamanishiki, Yamadanishiki,
Wakamizu, WatarifuneTochigi Gohyakumangoku, Tochigisake 14-go, Hitogokochi, Tamasakae,
Miyamanishiki, Yamadanishiki, WakamizuGunma Gohyakumangoku, Maikaze, WakamizuSaitama SakemusashiChiba Gohyakumangoku, FusanomaiKanagawa WakamizuNiigata Ipponjime, Omachi, Kikusui, Koshitanrei, Gohyakumangoku,
Takanenishiki, Hattan-nishiki 2-go, Hokuriku 12-go, YamadanishikiToyama Oyamanishiki, Gohyakumangoku, Tamasakae, Tominoka,
Miyamanishiki, YamadanishikiIshikawa Ishikawamon, Gohyakumangoku, Hokuriku 12-go,YamadanishikiFukui Okuhomare, Koshinoshizuku, Gohyakumangoku,
Shinriki,YamadanishikiYamanashi Tamasakae, HitogokochiNagano Kinmon-nishiki, Shirakabanishiki, Takanenishiki, Hitogokochi,
Miyamanishiki,Gifu Gohyakumangoku, HidahomareShizuoka Gohyakumangoku, Homarefuji, Yamadanishiki, WakamizuAichi Yumesansui, WakamizuMie Isenishiki, Kaminoho, Gohyakumangoku, YamadanishikiShiga Ginfubuki, Tamasakae, Yamadanishiki, ShigawatarifuneKyoto Iwai, Gohyakumangoku, YamadanishikiOsaka Omachi, Gohyakumangoku, YamadanishikiHyogo Aiyama, Inishienomai, Gohyakumangoku, Shiragiku,
Shin-yamadaho 1-go, Shinriki, Takanenishiki, Tajimagoriki, Tojinoyume,Nojoho, Hakutsurunishiki, Hyogokitanishiki, Hyogokoinishiki,Hyogonishiki, Hyogoyumenishiki, Fukunohana, Yamadanishiki,Yamadaho, Watarifune 2-go
Nara Tsuyubakaze, YamadanishikiWakayama Yamadanishiki, Gohyakumangoku, TamasakaeTottori Goriki, Gohyakumangoku, Tamasakae, YamadanishikiShimane Kairyo-omachi, Kairyo-hattan-nagare, Kan-no-mai, Gohyakumangoku,
Sakanishiki, YamadanishikiOkayama Omachi, Yamadanishiki

Appendix I
62 | A Comprehensive Guide to Japanese Sake
Prefecture Sake rice varieties cultivatedHiroshima Omachi, Koiomachi, Senbon-nishiki, Hattan, Hattan-nishiki 1-go,
Hattan-nishiki 2-go, YamadanishikiYamaguchi Gohyakumangoku, Saitonoshizuku, Hakutsurunishiki, YamadanishikiTokushima YamadanishikiKagawa Omachi, YamadanishikiEhime Shizukuhime, YamadanishikiKochi Kazenaruko, Gin-no-yume, YamadanishikiFukuoka Omachi, Gohyakumangoku, Saikai 134-go, Yamadanishiki, Gin-no-satoSaga Saikai 134-go, Saganohana, YamadanishikiNagasaki YamadanishikiKumamoto Shinriki, Yamadanishiki Oita Gohyakumangoku, Yamadanishiki, WakamizuMiyazaki Hanakagura, Yamadanishiki
Area under sake rice cultivation: top 10 varieties (2005)
Yamadanishiki 4,781 (32.6) Hyogo, Fukuoka, Tokushima
Gohyakumangoku 4,324 (29.5) Niigata, Fukui, Toyama
Miyamanishiki 1,394 (9.5) Nagano, Akita, Yamagata
Hyogoyumenishiki 390 (2.7) Hyogo
Omachi 358 (2.4) Okayama
Hattan-nishiki 1-go 237 (1.6) Hiroshima
Ginpu 219 (1.5) Hokkaido
Hanafubuki 190 (1.3) Aomori
Dewasansan 177 (1.2) Yamagata
Tamasakae 166 (1.1) Shiga
Others 2,429 (16.5) -Total of Sake rice 14,665 (100) -
Sake rice variety Area in ha (% of total) Main growing areas
A Comprehensive Guide to Japanese Sake | 63
Appendix II Regulations regarding sake
Appendix II Regulations regarding sake
Definition of sake: Liquor Tax Act Article 3
“Sake” refers to any of the following alcoholic beverages with an alcohol content of less than 22%:
a. The filtered product of fermenting rice, koji rice and water; b. The filtered product of fermenting rice, koji rice, water, sakekasu and other
items specified in regulations (the total weight of such other items specified in regulations must not exceed 50% of the total weight of rice, including rice for making koji rice]);
c. The filtered product of adding sakekasu to sake.
Items specified in regulations as ingredients of sake: Article 2 of
Liquor Tax Act Enforcement Order
Items specified in regulations as ingredients of sake are alcohol, shochu, sugars, organic acids, amino acid salts and sake.
Labeling standards: National Tax Agency Notice “Sake brewing
quality labeling standards”
1. When a sake product fulfills the brewing quality conditions shown in the right-hand column of the table below, the container or packaging label of said sake may identify it with the corresponding special designation shown in the left-hand column.
General rules governing use of this table(1) “Seimai-buai” means the weight of polished rice (defined as rice after
removal of the bran, germ and other outer layers from dehusked rice, including polished rice that is used in the production of koji rice) as a percentage of the dehusked rice.
(2) “Polished rice” refers to the polished form of dehusked rice certified as Grade 3 or higher under the Agricultural Products Inspection Act.
Ginjo-shu
Junmai-shu
Honjozo-shu
Sake that has an inherently good flavor, color and luster andis carefully made with polished rice having a seimai-buai ofno more than 60%, koji rice and water or with theseingredients together with jozo-alcohol
Sake that has a good flavor, color and luster and is madewith polished rice, koji rice and water
Sake that has a good flavor, color and luster and is madewith polished rice with a seimai-buai of no more than 70%,koji rice, jozo-alcohol and water
Special designation Brewing quality requirements

Appendix II Regulations regarding sake
64 | A Comprehensive Guide to Japanese Sake
(3) “Kome-koji (koji rice)” refers to polished rice on which koji-fungi have been allowed to propagate and which has the ability to saccharify the starch in polished rice. In specially designated sake, the ratio of koji-mai (hereafter defined as the ratio by weight of koji-mai to polished rice) must be at least 15%.
(4) “Jozo-alcohol” refers to ethyl alcohol distilled from fermented starch or sugar-containing substances.
(5) In sake containing jozo-alcohol as an ingredient, the weight of said alcohol (converted to 95% alcohol) must not exceed 10% of the weight of polished rice.
(6) When determining whether sake complies with the standards for seimai-buai, the ratio by weight of koji-mai or the ratio by weight of jozo-alcohol to polished rice, any fraction of 1% shall be rounded down.
(7) Sake with “good flavor, color and luster” refers to sake with the intrinsic flavor, color and luster of sake without any abnormal taste or smell.
2. The label of specially designated sake, as described in the previous paragraph, shall use only the relevant special designation and shall not include similar words or words intended to convey the impression of superior quality, such as gokujo (extra quality), yuryo (fine grade) or kokyu (premium). However, it is permissible to use the terms listed below, where relevant.(1) For ginjo-shu products made only with rice, koji rice and water, the
classification “junmai” may be used together with “ginjo-shu.”(2) For ginjo-shu with an especially good inherent flavor, color and luster
that is made with polished rice having a seimai-buai of 50% or less, the classification “daiginjo-shu” may be used.
(3) For junmai-shu or honjozo-shu that has an especially good flavor, color and luster, the classifications “tokubetsu junmai-shu” or “tokubetsu honjozo-shu” may be used in cases where objective criteria, such as the ingredients used or the manufacturing process, are explained on the container or packaging of said sake (if the seimai-buai is the basis of such explanation, the sake must have a seimai-buai of 60% or less).
(Labeling of required information)
3. The sake container or packaging shall bear a label indicating each of the following items, where relevant.(1) Ingredients The ingredients used in the manufacture of the sake (except water) shall
be listed using the ingredient terminology specified in the Liquor Tax Act. However, for the ingredients specified in the Liquor Tax Act Enforcement Order, it is permissible to use generally familiar terms or broad terms.
In the case of specially designated sake, the seimai-buai shall be shown adjacent to the ingredient label.
Ingredients: rice, koji-rice (other ingredients to be listed in descending order of weight)
(2) Date of manufactureOne of the following methods must be used to indicate when sake was
packed and sealed in containers for sale. However, for products bearing an age labeling (number of years of storage) in accordance with Paragraph 5,
A Comprehensive Guide to Japanese Sake | 65
it is permissible to show the date on which the sake was shipped from the place of manufacture or, in the case of sake collected from a bonded area (excluding sake that falls under the provisions of Article 28-3-1 of the Liquor Tax Act, “Untaxed transactions,” on which tax has not been paid; the same applies hereinafter), the date of importation (month and year shown on the import permit as specified in Article 67 of the Customs Act, “Permission to export or import”) may be shown following the words “Date of importation” in place of the date of manufacture if the date of manufacture is unknown.
a Date of manufacture: Heisei 9, Aprilb Date of manufacture: 9.4c Date of manufacture: 1997.4d Date of manufacture: 97.4
(3) Precautions relating to storage or consumption Precautions relating to storage or consumption must be printed on the
label of sake that has been shipped from the place of manufacture without undergoing any form of pasteurization after production.
(4) Country of originFor sake that has been collected from a bonded area (including sake that
is repacked and sold after collection from the bonded area), the label must state the country of origin as indicated on the import declaration specified in Article 67 of the Customs Act.
It is also permissible to indicate the production locality of the sake after the name of the country of origin.
(5) Labeling of products containing sake produced overseasIf sake is produced domestically using both sake of domestic origin and
sake of overseas origin, the label must state the name(s) of the overseas country or countries of origin and the ratio of such sake. When stating the ratio, it is permissible to indicate the relevant 10% range or to round down to the nearest 10% level and identify that as the minimum.
4. The items to be labeled in accordance with the previous paragraph must be printed clearly in a readily visible place on the sake container or packaging using Japanese characters of a uniform size, which must be no smaller than 8 points. However, for containers of 200 milliliters or less, it is permissible to use characters no smaller than 6 points.
(Labeling of optional items)
5. When any of the following items are shown on a sake container or packaging, the rules applying to each item shall be observed.(1) Variety of rice used
When the ratio of a specific variety of rice used (refers to the weight of said variety as a percentage of the total weight of rice used in the manufacture of the sake) exceeds 50% (or if multiple varieties of rice are to be indicated, the combined weight of said varieties exceeds 50% of the total weight of rice used), the variety or varieties of such rice used may be indicated on the label. In such cases, the ratio of said variety or varieties must also be indicated.

Appendix II Regulations regarding sake
66 | A Comprehensive Guide to Japanese Sake
(2) Production locality The production locality of sake may be indicated on the label if the sake
was entirely produced in said locality (including the process of diluting with water).
(3) AgeThe age of sake (refers to the number of years of storage from the day
after the sake has been placed in a storage container until the date such storage ends) may be stated in years, with fractions of a year rounded down. If the sake contains a blend of sake products of different ages, the stated age must be that of the sake product with the youngest age.
(4) GenshuThe term “genshu” may be indicated on the label of sake that has not
been diluted with water after production (or the amount of any water added alters the alcohol content by less than 1%).
(5) NamazakeThe term “namazake” may be indicated on the label of sake that has not
undergone any form of pasteurization after production.(6) Nama-chozo-shu
The term “nama-chozo-shu” may be indicated on the label of sake that is stored without pasteurization after production, but is pasteurized at the time of shipment from the place of manufacture.
(7) Ki-ippon The term “ki-ippon” may be indicated on the label of junmai-shu that has
been produced entirely at a single place of manufacture.(8) Taruzake
The term “taruzake” may be indicated on the label of sake that has been stored in a wooden cask and has acquired a wood aroma (including sake that has subsequently been transferred to a bottle or other container).
(9) Terms such as “gokujo,” “yuryo,” or “kokyu” intended to convey an impression of good quality
Terms such as “gokujo” (extra quality), “yuryo” (fine grade) or “kokyu” (premium) intended to convey an impression of good quality may be used on a label to indicate a product with an especially good flavor, color and luster in cases where there are multiple products of the same type or brand, provided the description can be justified in terms of objective criteria, such as the ingredients used and manufacturing process.
Use of the term “tokubetsu” is limited to “tokubetsu junmai-shu” and “tokubetsu honjozo-shu.”
(10) Statement concerning awards A statement concerning receipt of an award may be inserted on the
label of sake stored in identical containers to sake that has received such an award from a public body (provided the method of assessing the quality is disclosed and the public body performs such quality assessments annually or at fixed intervals). The name of the body making the award and the year in which the award was received shall be indicated along with the statement concerning the award.

A Comprehensive Guide to Japanese Sake | 67
(Prohibitions)
6. The following may not be shown on the container or packaging of sake. However, the type of wording referred to in (3) is permissible if there is an explanation printed adjacent to said wording in characters at least as large as those specified in Paragraph 4 stating that the sake in question is not specially designated sake. (1) Wording, such as “saiko” (best), “dai-ichi” (number one), or “daihyo” (leading),
implying that the method of producing the sake or its quality is the highest in the industry;
(2) “By appointment to such-and-such public office” or similar wording; (3) Wording similar to “specially designated sake” in the case of sake that is not
specially designated sake.

Test of understanding
68 | A Comprehensive Guide to Japanese Sake
Test of understanding
Type, production process
Q1 From what is sake made?
a ) Applesb) Ricec ) Wheatd) Soybeans
Q2 How many kuramoto are there producing sake in Japan?
a ) 350b) 700c ) 1300d) 2000
Q3 What is the most widely cultivated variety of sake rice in Japan?
a ) Yamadanishikib) Sasanishikic ) Gohyakumangoku d) Koshihikari
Q4 What is the seimai-buai (polishing ratio) of rice used inginjo-shu?
a ) 90% or less b) 80% or less c ) 70% or less d) 60% or less
Q5 What is koji?
a ) Something that is germinated by placing rice in waterb) Something produced by steaming rice c ) A form of yeast d) Something made by propagating a type of mold on rice
Q6 What role does koji play in making sake?
a ) It produces alcoholb) It breaks down the starch and protein in ricec ) It produces ginjo-kad) It prevents the propagation of yeast
A Comprehensive Guide to Japanese Sake | 69
Q7 What features distinguish the yamahai and kimoto styles?
a ) The types of yeast used are differentb) The fermentation takes place over a short periodc ) Natural koji-fungi are usedd) Lactic acid bacilli are used
Q8 What is the usual alcohol content of sake?
a ) 40%–44%b) 20%–24%c ) 13%–17%d) 6%–10%
Q9 How does the acidity of sake compare with that of white wine?
a ) Higherb) Samec ) About halfd) About one-fifth
Q10 What substance is more abundant in sake than inwhite wine?
a ) Amino acids b) Polyphenolsc ) Tartaric acidd) Sulfur dioxide
Answers: Q1: b, Q2: c, Q3: a, Q4: d, Q5: d, Q6: b, Q7: d, Q8: c, Q9: d, Q10: a

Test of understanding
70 | A Comprehensive Guide to Japanese Sake
Serving, handling
Q1 What distinctive flavor of sake is not found in wine?
a ) Wabib) Umamic ) Sabid) Bitterness
Q2 What relates to sweetness or dryness of sake?
a ) The balance of sugars and tanninsb) The balance of sugars and amino acidsc ) The balance of sugars and alcoholsd) The balance of sugars and acids
Q3 What type of sake is ginjo-shu?
a ) Fruity and cleanb) Full bodied with sharp acidity c ) Amber color and sweetd) Amber color and dry
Q4 What sake would you serve if asked for sake with body?
a ) Ginjo-shub) Junmai-shu with a high acid contentc ) Junmai-shu with a low acid contentd) Futsu-shu
Q5 What term refers to sake that has not been pasteurized at all?
a ) Namazakeb) Namazume-shuc ) Nama-chozo-shu d) Taruzake
Q6 Which of the following statements is/are incorrect whendescribing aged koshu?
a ) Has a fruity aroma b) Color ranges between gold and amberc ) Has a sweet, caramel-like aroma d) Has a complex taste and an aftertaste
A Comprehensive Guide to Japanese Sake | 71
Q7 What temperature is referred to by the term “Atsu-Kan”?
a ) 30°Cb) 40°Cc ) 50°Cd) 60°C
Q8 What type of sake is the best served chilled?
a ) Daiginjo-shub) Junmai-shuc ) Honjozo-shud) Koshu
Q9 What happens to sake exposed to high temperatures andlight?
a ) The color darkens and it acquires a disagreeable aroma and bitter tasteb) The color becomes lighterc ) The sake becomes more acidic d) The sake becomes sweeter
Q10 How should namazake be stored?
a ) In a refrigerator at 5°C or lower b) In a wine cellar at around 13°–15°C c ) At room temperatured) Near a window where it is exposed to the light
Answers: Q1: b, Q2: d, Q3: a, Q4: b, Q5: a, Q6: a, Q7: c, Q8: a, Q9: a, Q10: a
