a importancia layout sapata prensagem com nips longos · palavraschave conservaao do volume...
TRANSCRIPT

4CforTechaiccrlArtcle
A importancia do layout da sapata na
prensagem com nips longosRole ofshoe design in long nip pressing
00c
0
Nd
G
u
C
AutortlatlrcrPetter Honkalampi
Palavraschave Conservaaodo volume especifico do
papel papel para imprimir prensas
RESUMO
prensagem umicla e procedimento muito mais econo
mico de secar o papel comparativamente a outros processos
de desaguamenta tais Como use de vacua ou evaporarao4s caracteristicaschave em termos de prensagem sao 0
acoplamento dos robsprensa e feltros as propriedades de
resistencia da folha ao fluxo de agua e o pulso de pressao no
nip O pulso de pressao e determinado pelo comprimentodo nip pela pressao maxima e pela carga linear juntamentecom a geometric de prensagem no sentido de que seja obtida
configuracaoadequada da curvy de pressao Naturalmente
essesparametros podem ser ajustados para a obtenCao de um
bom desaguamento e da qualidade desejada do papel4 prensagem com sapata comprovau proporcionar uma
excelente possibilidade de se atingirum bom nivel de teor seco e
de qualidade dopapel dentro deuma amply faixade velocidades
O desenho da sapata na prensagem em nip longo desempenhauma funraoimportante ao distribuir a pressao donip ao Longo do
comprimento da sapata de modo que determinada carga linear
possa ser aplicada da forma mais economicy possivelO enfoque deste artigo e no sentido de mostrar a importancia
do desenho da sapata da la prensa para a qualidade do papelde imprimir no conceito de 2 nips em que ambas as prensas se
constituem de nips de sapata Este conceito e amplamente aplicado em muitas seaes de prensas para fabricaao de papel ou
cartao Este artigo mostrara os beneficios do desenho de sapata
com comprimento correto em termos de conservaraodovolume
especifico ou bulk da folha de papel Os resultados apresen
tados se fundamentam em experiencias com maquinaphotosendo tambem revisados resultados de maquinas industriais
lieyrords Bulk saiings copy pcxper press
ABSTRACF
6Yet pressing as a rnucZ more economical way
to dry the paper compared to otherdewateringpocesses such as the use ofa vacuum or evapora
tion Key characteristics ia pressing are the cou
plirag ofpress rolls cxnd felts the floww resistance
properties of the paper web and the nip pressure
pulse The pressure pulse is determined Uy nipleragth rnaxirrzum pressure and linear load togetherwith pressing geometr to achieve the requiredshape of the pressure curve ilaturally these pa
rcarneters can be adjusted to achieve good dewater
ing and the desiredpaper qualityShoe pressing lays been proven as providing
an excellent possibilrty to achieve a good drynesslevel and paper qualit within a wide speed range
The design of the shoe ira brag rasp pressing playsrra important role bydiidirrg the nip pressure oer
tlae length f the shoe so that a given linear load is
applred in the mosteconomical way
The focus ofthis paper is to show the importance of the 1 press shoe design on copy paper
quality with a2nip concept where both presses
are shoe press nips TJais concept is widely ap
plied ira many paper and board press sections
This paper will slaaw the benefits of t7ae rightshoe lengt7 design ira paper bulk savings The
results shown are based on pilot machine expe
riences and production mac3zine results are re
viewed as well
Referencias do Aukor ArititcrcretePercs
Diretor de Desenvolvimento de Produtos fetso Paper Inc Finlandia
Ntanager Producf Deveopmenf Metsa Paper lnc Frntand
Emailelisangelamelometsocom
INTRDDUADAs funroes operacionais essenciais da serraa de prensas
psdem ser divididas em dugs areas remoaode agua e qua
lidade ds papel A seao de prensas deve remover do papelumaquantidade de agua suficiente para possibilitar uma boa
sperabilidade durante o restante ds processo de fabricacraoao m esmo tempo em que sao criadas as caracteristicas super
ficiais necessaries para Luna boa imprimibilidade da fslha
E de canhecimento geral o fato de que a prensagem de
papel em nips de prensas e um m eio muita mais economico de
removeragua do que a evaporaaothn a regra pratica e que o
aLUn ento de umaunidade percentual no teorseco epos a serraode prensas reduz em quatro unidades percentuais a necessi
dade de energia na seaode secagem Ao mesmo tempo em
que scsrre remorrao de agua durante a prensagem o proprioprocesso de prensagem consolida a falha O objetivo e de
aprim orar a estrutura da folha a fim de possibilitar boas pro
priedades de impressao Csntudo os fundamentos para uma
boa qualidade de impressao ja foram desenvolvidos durante
a fsrmaas que produz uma estrutura uniforme da papel e
se encarrega de exigencies especificas as tipo de papel tais
como a distribuirrao da carga m ineral ou orientarrao des fibres
A prensagem pode aumentar a ligarrao entre as fibres median
te a compressao da folha o que ire evidentemente reduzir a
espessura do papel As mesma temps a superficie da folha
sera estruturada pela fluxo de agua e pelas propriedades dos
feltros csndioes que em conjunto criarao a topsgrafia da
superficie ou aspereza do papel Naturalmente a farmaraotambem afeta a aspereza porque as camadas superficiais sao
criadas durante a fsrmaaoNo entants as caracteristicas da
compasiaoda masse ainda desempenham a funcrao mais
importante na qualidade do papelNo caso de papel para imprimir uma des caracteristicas
mais importantes infiuenciadas pela prensagem e a espessura
da falha E necessaria uma espessura adequada ou rigidezpara assegurar o bom desempenho da folha em maquinas
copiadoras ou para que a folha de papel transmits uma
sensaaode rigidez Folhas de papel tambem precisam ser
de facil manipulaao e leitura
Uma vez que a prensagem controls a espessura isto
psde em principio ser usado para sumenter a rentabilidade
da linha de producao atraves de econsmia de custss em
materiasprimes ou simplesmente mediante a obtenrrao de
um prerro melhor para o papel ou ainda aumentandose a
produtiv idade
Neste artigo sao discutidos os efeitos da prensagem so
bre ovolume especifica e o teor seta do papel de imprimirnum canceito de prensa de sapata de daisnips Focalizesesabretudo a la prensa e a impartancia do comprimento da
sue sapata Este estudo foi realizada principalmente em
maquinapilots sendo as resultados comparados tomss de
maquinas industriais
lNTRODUCTtONThe kevpeationalfunctions of the press section
can be categorized into twoparts water removal and
paper quality The press section has to remove enoughwater from the paper to enable good runnability dur
ing the rest of the paper makingprocess Therequiredsurface characteristrcsfor goadprintabilitae also
created at the same time
It is comonknowledge that the pressing of
paper ire press nips is a rrruch wore ecorzorrrical
way to remove water than evaporation A simplerule f thumb is that an increase ofone percent
age unit in dry content after tl7epress section
decreases the dr ing energy needed at the drersection by four percentage units 4t the sarrae tune
as water is removed during pressing the pressing
itselfcarzsolrdates the sheet The target is to inz
prwe the sheet structure in order to enable goodprinting properties However the basics fir gaol
print ucdity have already Veen developed duringforming whichproduces an even paper structure
and tcxkes care ofgadespecific reduiremeratssuch cas filler distribution orfzber orientation
Fessing can increasetre fbrer bonding by corn
pressing the sheet which will naturally decrease
the paper thicknesstthe sanae tune the paper
sutftxce will be sttuctured by watetflow and the
pressing properties offelts and these togetherwill create the surface topography or roughness Uf the paper IVaturally forming also affectsroughness because the surface layers are created
during farming Idevettheless the furnish char
acteristics still play the most important rile in
paper dualityFircopy paper Brae of the most important char
acteristics influenced by pressing is paper thickness
Sucientpaper thickness or stiffness is required to
ensure good sheet runnability in copying machines
or that the paper sheet feels rigid Paper sheets must
also be easy to handle and read
As pressing controls thickness this can in
principle be used to increase raachine lineprofitability by saving rawrraaterial costs orjust by
getting a better price for the paper car increasingpoductivity
In this paper the effects ofpressing on copy pa
per bulk and dry content in a twonipshoe press
concept are discussed The focus is especially on the
1 press and the importance of its shoe length This
stuely was rnairrly cariedoutorz a pilot machine and
the results are compared to onesfrom productionmachines as well
00N
0
N
Q
W
O

RESULTAD05 E OISCUSSAO
1Tetodos de teste
A experiencia foi realizada numa maquina de papel piloto e
numa Calandrapiloto Os testes com papelbase foram realiza
dos naplantapilotoda Ivletso Paper em 7yvaskyla Finlandia
serao dos prensas da maquinapiloto estava equipada com
duns prensas de sapata Luna l8 prensa com feltro duplo e
uma 28 prensa com feltro unico cam cinta de transferencia na
posicrao inferior A serrao dos prensas corresponde a conceito de
transferencia fechada da folha vide Figura 1 Foram aplicadosdoffs diferentes comprimentas de sapata na la prensa para
estudo do efeito deste comprimento na qualidade do papelA sapata da 28 prensa foi mantida inalterada durante todo 0
teste As composirroes dos massas foram tipicamente massas
para papel cle imprimir a base de eucalipto e de acacia com
20 cle fibras longas e 20 de cargo mineral O conceito da
serrao de formarrao foi um gap former
Gonceito de prensagem Seao de prensas de transferencia
fechada com duos prensas de sapata
Feltros 1
2 prensa com feltro unico com cinta
de transferencia na posiao inferior
Cargo dos nips 1a prensa 200 a 1000 kNm
2a prensa 600 a 1200 kNm
Variaveis do teste Garga linear a comprimento da sapata
da is prensa
Gomposirao da massa Papel para imprimir eucalipto e acacia com
20 io de fibra longa e 20 io de cargo mineral
Gonceito de formaao Gap former
Galandra Galandra de um nip macio
Os testes foram realizadoscom am ostrasde papel da enrola
deira com tear seco de aprox 5560As bobinas seleciona
daspara teste de calandragem o foram Segundo certos criterios
de ensaios Antes da calandragem as bobinas foram secadas
ate aprox 5 de umidade Amostra testadasnaocalandradas
foram secadas em cilindros de secagem de laboratorio
RESULTS AND DtSCUSStDN
Testing methods
Testing was carrredout by using a pilot paper
machine and pilot calender Base paper tests were
run in the Metso Paper pilot plant at JyvdskyluFznland The pilot machine press section was
equipped with two shoe presses a Is
press double
felted one and a 2press single felted one with
transfer belt in the bottom positior2 The press sec
tion represents a closed draw concept see Figure1 Two different shoe lengths were applied irr the
1 s press to study the effect ofshoe length on paper
qualit The Zpress shaewas kept unchanged dur
ing the test Furnishes were typically copy paper
furnishes based on eucalyptus and acacia with
20 long frber and 20ftllex The forming section
conceit was a gap former
Pressing concept Close draw press section with fwo
shoe presses
Felts 15i press double felted
2n press single felted with transfer
belt in the bottom posifionNip loading 15i press 200 1000 kNlm
2n press 600 1200 kNm
Testing variables Linear load and 1 sfpress shoe length
Furnish Copy Paper eucalypfus and acacia
with 20 lnng fiber and 2000 filler
Forming concept Gap former
Calender Onenip soft calender
Tests were carved outwith paper samples beingreeled to an approx 5560dry content Rolls uere
selected fo1 calerulerizg tests from certain testing poiztsBefore ccalenderrng thepaper rolls were draed to are cxp
prox 5 moisture fincaleuered testingpoints were
dried in lahoratort drying drums
Tabela 1 Configurarao basica do conceito da prensapiloto para testes de prensagem prensas de duos sapatasTSfe fPrircrple coratiguratron of pilot pass carzrept fir pressing tests fwo sfoepresses
Os testes de calandragem fo
ram realizaclos na plantaphoto da
Metso Paper em 7arvenpaa Fin
landia Acalandraphoto consistiu
de calandra de nip unico macio
verFigura 2 com o rolo aquecidotermico contra a face superior do
papel Todas as bobinasphoto fo
ram calandradas e foram aplicadosdiversos testes de pressao a coda Figura 2 Contigurapabobina a temperature desejada A
temperature 150Cfoi seleciona
dapare m inim izar a dupleface de
rugasidade Apps osteatesphotoos ponnos de teste foram analisa
clos mediante utilizaao de metodos laboratoriais padrao
Normas TAPPI SCAN e ISO
RESLTLT4DOSPILOTO
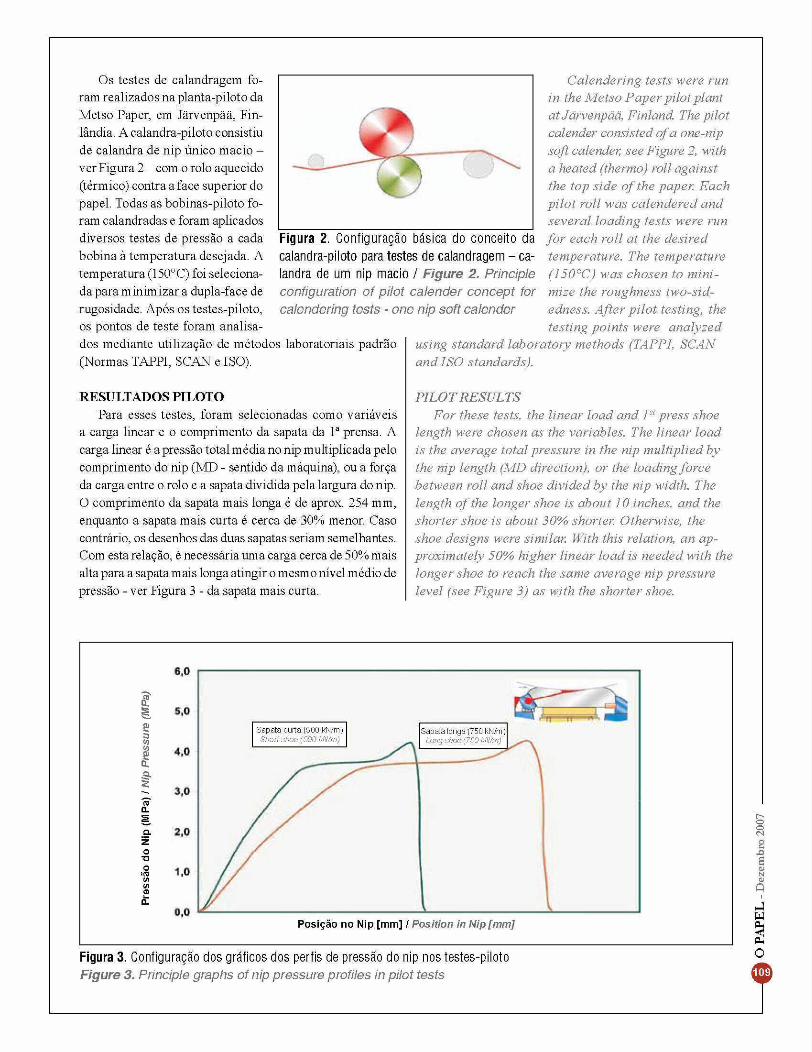
Para eases testes foram selecionadas Como variaveis
a cargo linear e o comprimento da sapata da l8 prensa A
cargo linear e a pressao total media no nip multiplicada pelocomprimento do nip NID sentido da maquina ou a forcada cargo entre o rolo e a sapata dividida pela largura donipO comprimento da sapata mais longa e de aprox 254 mm
enquanto a sapata mais curta e cerca de 30 menor Caso
contrario os clesenhos dos dugs sapatas seriam semelhantes
Com esta relaaoe necessaria tuna cargo cerca de50mais
alto Para a sapata mais longa atingir o mesmo nivel medio de
pressao ver Figure 3 da sapata mais curta
using standard labors
Calenderingtests were run
rn thehletso Pcaper pilotplantatJarvenpaa Finland The pintcalendar consisted of a onenipsoft calende see Figure 2 with
a heated thermo rillagainstthe top side of the paper Eaeh
pilot roll was calendered and
several loading tests were run
for each roll at the desired
temperature The tenaperatureI5Cwas chosen to rrzini
mize the roughness twosid
edness r2fter pilot testing the
testing points were analyaedxtory methods Ti1PPI SC411r
andISO standards
PILOT RESULTS
For these tests the linear load and1press shoe
length were chosen as the variables The linear had
is the average total pressure in the nip multiplied bythe nip length VID direction or the loading forcebetween roll and shoe divided by the nipxWidth The
length of the longer shoe is about 10 inches and the
shame shoe is about 0 shorter Otherwise the
shoe designas were similar TYith this relation an ap
proximately 50 higher linear load is needed with the
longer shoe to reach the some caveruge nip pressure
level see Figure 3 as with the shortershoe
84
ti i cqSapata aada 500 kNlm1 Sapata lona750 kiVm
4Q
S l
4
I34
a
a 26ZD
1tN
YIn
40Posiaono Nip mm 1 Position in IVip jmmJ
Figura 3 Contiguraaados graticos dos pertis de pressao do nip nos testespilotaFigure 3 Principle graphs of nip pressure profiles in pilot tests
00V
O
NN
Q
W
O
calandraphoto pare testes de calandragem ca
landra de um nip macio Figure 2 Principle
conficdclration of pilot calender concept for
calendering tests one nip soft calendar

E absoIutamente razoavel concluir que a carga da l8
prensa exerce eIeito maior sobre o volume especifico do
que sobre o teor seco apos a serao des prensas O papel e
efetivamente compactado primeiramentenonip da laprensae entao a la prensa determine de que maneira a estrutura
da folha comprimida comerara a se desenvolver Durante
a formacao as forcas de compactacaoaplicadas ao papelestao name escala de1100 kPa etas na prensagem a faixa
e de 110MPa Se o papel for demasiadamente comprimidoja na 18 prensa sera dificil minter uma boa espessura do
papel porque a prensagem nos nips subsegiientes torna a
folha ainda mais dense
O efeito da alteraaa na carga linear da 1a prensa
sobre o teor seco apos a seao des prensas e pequeno
Na prensagem umida cede prensa procure equilibrar as
alteraoesde umidade no papel e no feltro de modo que
somente uma parts da alteraao no teor seco ocorrida
antes do nip permanece apos este nip 2 prensagem
com sapata equilibra as alteracoes de umidade de entrada
no nip ainda mais do que a prensagem com rolo pren
sagem com sapata tem tempo de duraaom ais longo que
torna a prensagem mais controlada quanto a compressaoe naturalmente possibility um teor de seco mais alto do
que a prensagem com rolo Por outro lido a prensagem
com rolo e m aisfiuxodependents porque o proprio fiu
xo de ague deforma a estrutura do papel de modo que
a resistencia ao fiuxo e mais alta do que na prensagem
compressaodependents Naturalmente se o teor seco for
aumentado antes do nip o mesmo tambem aumentara aposo nip eviceversa Este relaaoe de cerca de 15 a 50
e depends tambem do tipo de papelNaturalmente o nip da sapata da 2 prensa controla o
teor seco na entrada da seao de secagem beet como a
resistencia umida do papel Estes doffs fatores constituem
a chive pare obtenCao de operabilidade satisfatoria na
serao secadora e durante a fase de acabamento do papelsapata da 28 prensa so tem de sec suficientemente Tonga
Para lidar com a maior quantidade de ague quando os fel
tros da 18 prensa ainda sao novos Into significa que o teor
seco apos a 1a prensa e mais baixo ate que se tenha dado
condicionamento aos feltros sapata da 28 prensa tem de
possibilitar tambem umapressao suficientemente alta no
nip Para se atingir um bom indice de teor seco
qui a 2a prensa esta equipada de feltro unico feltro no
lido superior do papel cinta de transferencia no lido infe
rior significando que isto fez o lido superior do papel um
tanto mais aspero do que o lido inferior Tambem significa
que na Calandra de um nip macio o rolo termico e o que deve
contatar o lido superiordo papel Como a laprensa esta equipada com feltro duplo isto naturalmente produz superficiessemelhantes em ambos os lidos do papel Dependendo dos
desenhos dos feltros essa simetria pods sec controlada
It is quite reasonable to conclude that the ls
press loading has more effect on hulk Haan on drycontent after the press section The paper is actually
compacted firstrn tlae 1 press nip and theca the 1
press determines how the compressed sheetstfucture
will hegira to develop Duringforming the compacting forces applied to the paper are on a scale of1100 kPa but in pressrrag the rcuage is 11DIVIPa Ifthe paper is already too heanly compressed ire the 1st
press it is difficult to aaintain good paper thickness
because pressing in the subsequent nips makes the
sheet even more dense
The effect of the change ire the Is press linear
load on dr content after the press section is small
In wetpressing each press attempts to balance the
moisture changes irathe paper and in the felt so
that only a part of the change in d content cre
ated before the nip is left after the nip f2J Shoe
pressing balances the nip incoming moisture changes even more than roll pressing Shoe pressing has
a longer dwell time thatmakes pressing rroecom
pressioncontrolled and ofcourse enables higherdry content than roll pressing Ora the other handroll pressing ismoreflowcoratrollec becausetne
flow itselfdEforms the paper structure so that flowesistance is higher than incornpessioncontrolled
pressing 1vtaturally if the dry content is iracreasecl
before the nip the df content will also increase after the nip and vice versa This ratio is about 15
50 and is dependent on the paper grade too
1Vaturally the end press shoe nip controls the dry con
tententering the dryer section and also the wet strengthof the paper These twofactors are the key to reach
ing suffdent ruranabilih at the dr7er section and
during paperfinishing The 2dpressshoejust has to
be long enough to handle the larger amount fwater
when the 1 sr
pressfelts are nex This means that the
dry content after the 1st press is lower until the feltshave been started Also the 2 press shoe has to en
able ahigh enough nip pressure irr order to reach
good dry content
Here the 2press is single felted felt on the
top side f the paper transfer belt on the bot
tom sidewhich means that it makes the top side
of the paper somewhat rougher than the bottom
side Thismeans that in the oneraip soft calen
der the thereto roll leas to press against the topside of the paper
As the 1st press is double felted this naturallycreates similar surfaces on both sides of the paper
Depending on the felt designs this symmetry carx
be controlled
501
C 450 Sapata longs 80011000 kNmy Indice pope nao calandrador i r
E400
o y350
300 Sapata curta 5001000 kNmy
N 250fi
200dm
Nated
150i
y X00v
Q 50
0
120 130 140 150
Volume especifico cm3gBulk cnag
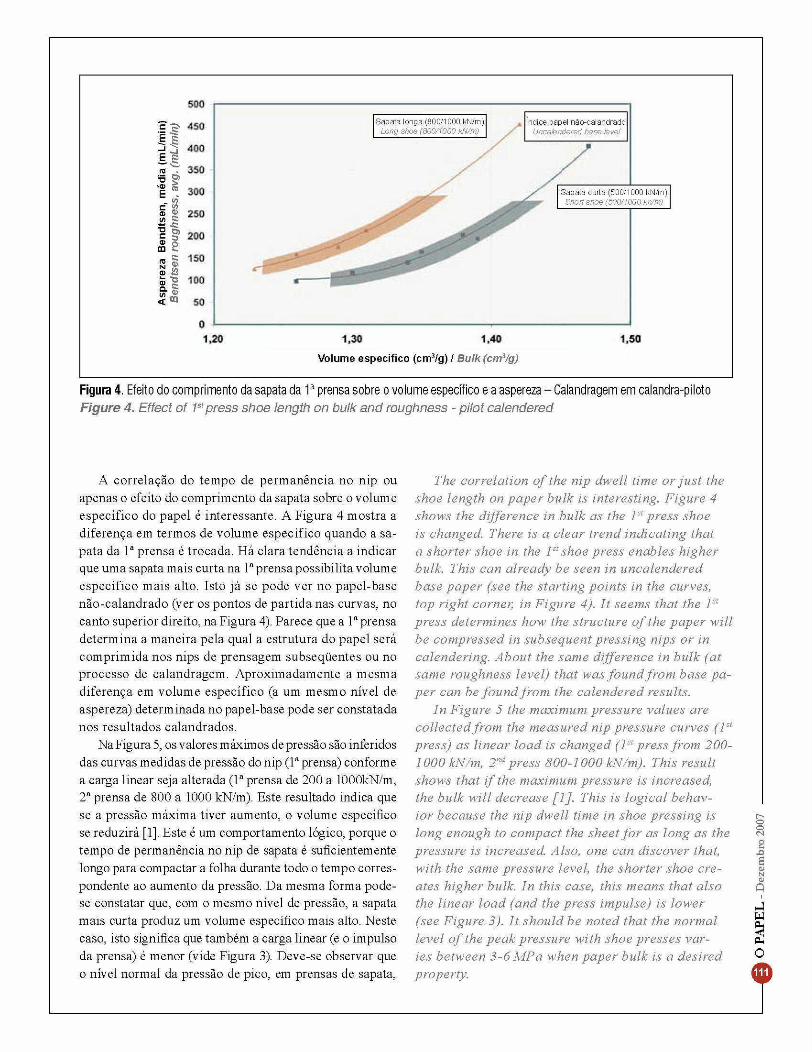
Figura 4 Efeito do comprimento da sapata da 1a prensa sobre o volume especifico e aaspereza Calandragem em CalandrapilotoFigure 4 Effect of f dress shoe lerthcn bulls androuglness pilot calendered
A correlaao do tempo de permanencia no nip ou
apenas o efeito do comprimento da sapata sobre o volume
especifico do pope e interessante A Figura 4 mostra a
diferenra em termos de volume especifico quando a sa
pata da is prensa e trocada Ha clam tendencia a indicar
que uma sapata mais curta na l8 prensa possibility volume
especifico mais alto Isto ja se pode ver no popebasenaocalandrado ver os pontos de partida nos curvas no
canto superior direito na Figura 4 Parece que a la prensa
determine a myneira pela qua a estrutura do pope sera
comprimida nos nips de prensagem subsegiientes ou no
processo de Calandragem Aproximadamente amesma
diferenrra em volume especifico a um mesmo nivel de
aspereza determinada no popebase pode ser constatada
nos resultados calandrados
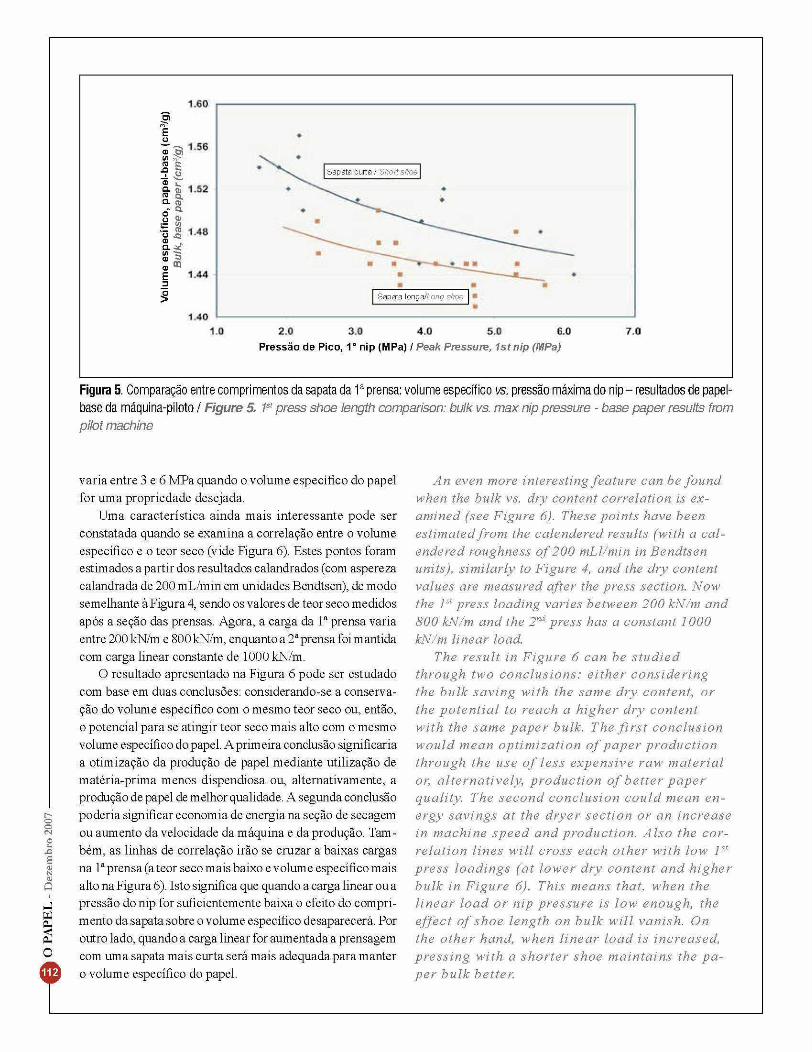
NaFigura 5 os valores m aximos depressao sao inferidos
dos curvasmedidas de pressao do nip la prensa conforme
a cargo linear seja alterada 18 prensa de 200 a 1000kNm28 prensa de X00 a 1000 kNhn Este resultado indica que
se a pressao maxima tiver aumento o volume especificose reduzira 1 Este e um comportamento logico porque o
tempo de permanencia no nip de sapata e suficientelnente
Longo pare compactor a folha durante todo o tempo corres
pondente ao aumento da pressao Da mesma forma podese constatyr que corn o mesmo nivel de pressao a sapatamais curta produz um volume especifico mais alto Neste
Coco isto significa que talnbem a cargo linear e o impulsoda prensa e menor vide Figura 3 Devese observer que
o Hive normal da pressao de Pico eln prensas de sapata
The cotrelation of the nip dwell time or just the
shoe length artpaper bulk is interesting Figure4
shows the diference in bulk cos the 1 press shoe
is chcxnged There is a clear trendrndicating that
a shorter shoe in the1shoe press enables higherbulk Thrs can alrecdhe seem in uncalendered
base paper see the startir2gpoints ire the curves
top right corner in Figure 4 It seems that tlae 1
press determines how the structure ftlae paper will
be corrrpressed insttbsequerat pressing nips or in
calendering 4bout the same difference in balk atsame roughness level that was found from base pa
per corn be fourufrom the caler2deredresults
In Figure 5 the maxirrrum pressure values are
collected frorra the measured raip pressure curves 1 s
press as linear load is changed 1 sa
press from 200
1000 k1Vrr2press X001000klm This result
shows that if the maximum pressure is increased
the hulk will decrease fl J This is logical behav
ior because the nip dwell time irz shoe pressing is
long enough to compact the sheet for as long as the
pressure is increased 2lso one can discover thatwith the carne pressure level the shorter shoe cre
ates higher bulk In this case this means that also
the linear load arzd the press impulse is lower
see Figure 3 It should be noted that the normal
level of tlae peakpressurewith shae presses var
ies between36vlPa when paper bulk is a desired
property
00V
O
N
Q
W
O
1sa
y Sapatacurialcrfy
is m 52
oV yj 4i3 rGasN
a
E 144
j Sapeta longalLcan ii
144
1Q 20 4 d0 50 60 a
Pressao de Pica 1 nip MPa PeaK Pressure lstnip MPa
Figura 5 Compararao entre comprimentos da sapata da 1a prensa volume especifico vs pressao maxima donip resultados de papelbase c1a maquinapilatoFigure 5 fst press sf7oe iergth cornparisantlk vs max raip pressure base per resutsrera7
paOttxcainB
varia entre 3 e 6 MPa quando o volume especifico do papelfor umapropriedade desejada
LTma caracteristica ainda mais interessante pode ser
constatada quando se examina a correlaaoentre o volume
especifico e o teor seco vide Figura 6 Estes ponnos foram
estimados a partir dos resultados calandrados com aspereza
calandrada de 200 mLminem unidades Bendtsen de modo
semelhante a Figura4 sendo os valores de teor secomedidos
apos a seao dos prensas Agora a carga cla 18 prensa varia
entre 200 kNhn e R00 kNmenquanto a 2aprensa foi mantida
com carga linear constante de 1000 kNm
O resultada apresentado na Figura 6 pode ser estudado
com base em duns conclusoes considerandoseaconserva
ao do voltune especifico com o mesmo teor seco ou entaoo potential Para se atingir teor seco mais alto com o mesmo
volume especifico dopapel A prim eira conclusao significariaa otimizarao da producao de papel mediante utilizaao de
materiaprima mends dispencliosa ou alternativamente a
produaode papel de m elhor qualidade A segunda conclusao
poderia significar economia de energia na seao de secagem
ou aumento da velocidade da maquina e da produrrao Tam
bem as linhas de correlarao irao se cruzar a baixas cargos
na 18 prensa a teor seco mais baixo e volum e especifico m ais
alto na Figura 6 Isto significa que quando a carga linear ou a
pressao do nip for suficientemente baixo o efeito do comprimento da sapata sobre o volume especifico desaparecera Por
outro lado quando a carga linear for aumentada a prensagem
com uma sapata mais curta sera maisadequada para manter
o volume especifico do papel
An even more interesting feature can be foundwherz the bulk vs dry content cosrelatiora is ex
amined see Figure 6 These points heave Veen
estimated from the calendered results with a cal
eradered roughness of200 rraLlhnia in Bendtsen
ur2its similarly to Figure 4 and the drys conter2t
values care mecasured after the press section Now
the 1 press loading varies between 200 kNnx crud
800 klmand the 2press has a constant 1000
kNmlinear load
The result in Figure 6 can be studied
through two conclusions either consrdeaingthe baslk saving with the carne dry content or
the potential to reach a higher dry content
with the sarrae paper bank The first conclusion
would mean optimization of paper productionthrough the use of less expensive raw material
or alternatively production of better paper
quality The second conclusion could mean en
ergy savings at the dryer section or an irzcrease
in machine speed and production Also the cor
relation lines will cross each other with low 1 s
press loadings at lower dry content and higherIaulk in Figure 6 This means that when the
linear load or nip pressure is low enough the
effect ofshoe length on hulk will vanish On
the other hand when linear load is increased
pressing with a shorter shoe maintains the pa
per bulk better
153
145
Sapatacurtalhrhoe
eU
t
QU1 935
yW
s
Sepate longa l oymere
A25
A cargo da is prensa aumenta spress loading increases
1Z4
520 530 5413 554 564 574
Teor Seco Dry Content
Figura 6Volume especifico tear seco com lisura constants de 200 mUmin em uniciades t3endtsen calandragem em CalandrapilotoFigure Bulk vs dry content wthconstant smaothraass mLmrra rn Bendfsera urrtspilot caleradered
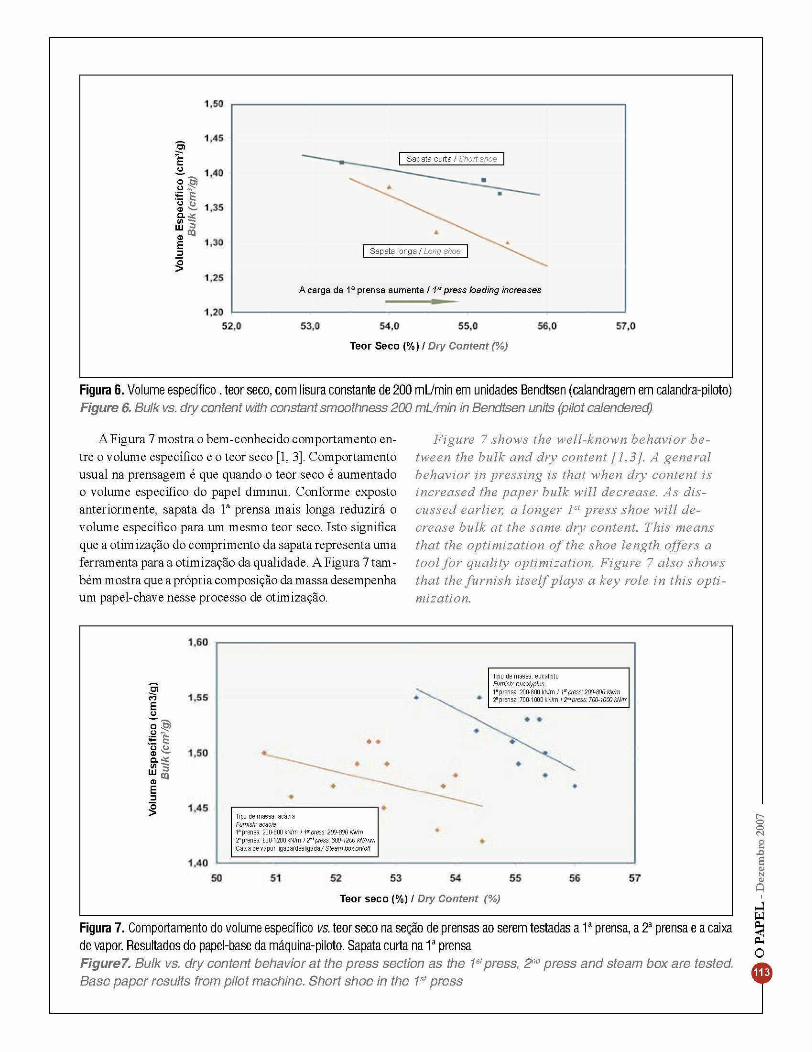
AFigura 7 mostra o bemconhecidoComportamento en
tre ovolume especifico e o teor secol3 Comportamentousual na prensagem e que quando o teor seco e aumentado
o volume especifico do papel diminui Conforms exposto
anteriormente sapata da 1 prensa mais longa reduzira o
volume especifico para um mesmo teor seco Isto significaque a otim izaraodo comprimento cla sapata representa uma
ferramenta para a otimizao da qualidade A Figura 7 tam
bemmostra que a propria composigao da massy desempenhaum papelchave nesse processo de otimizaao
Figuae 7 shows tlae wellknown vehavirbe
tween the bulk and dry coraterat j1 3J 4 generalbehavror in pressing is that whey dry content is
increased the paper bulk will decrease4sdrs
cussed earlier a longer 1 press shoe will de
crease bulk crt the carne dry content This means
that the optimization of the shoe length offers a
tool for duality optimization Figure 7 also shows
that the furnish itselfplays a key role in this optinricrtiorz
9 64
Tipo tle massy eucaliptoFurnish eacayptus1prensa 2068tl0 kPWn 1lvess 2Q9gJ0hbm
t J57 9 r9prensa 061 tltl0kltm12dress IXl40WkAIr
a a
wWOa r
de r
9 45Tipo tle massy acacia
Furnisrlacacia1prensa 200500 kNlrn 9aess ear7ri iukHm
Y prensa EE6120ri kkltmltdfxesrix i2iKiFMam
Caieatleaapor irtlatlaltleslfgatl0Sream Ibxouotf
54 51 52 3 Sd 55 Sfi 57
Teor seco Dry Content
Figura 7 Comportamento clo volume especifico vs tear seco na secao c1e prensas ao serem testadas a 1 a
prensa a 22 prensa e a Caixa
de vapor Resultados do papelbase da maquinapilato Sapata Carta na 1 a
prensa
Figure7 Bulk vs dry content behavior at the press section as the 1 press 2apress and steam box are tested
Base paper results from pilot machine Short shoe in the isr press
tO0N
4
CNNd
Q
W
O
c c
EJJ
C
N
C
aGO
t
EC CN 41d
daacN 41
am
115 12D 12a ian 1a5 1aa x45 150
so4
450
3fl0
254
2Qa
150
100
sa
Volume Especifica cm3gt Bulk cm3g
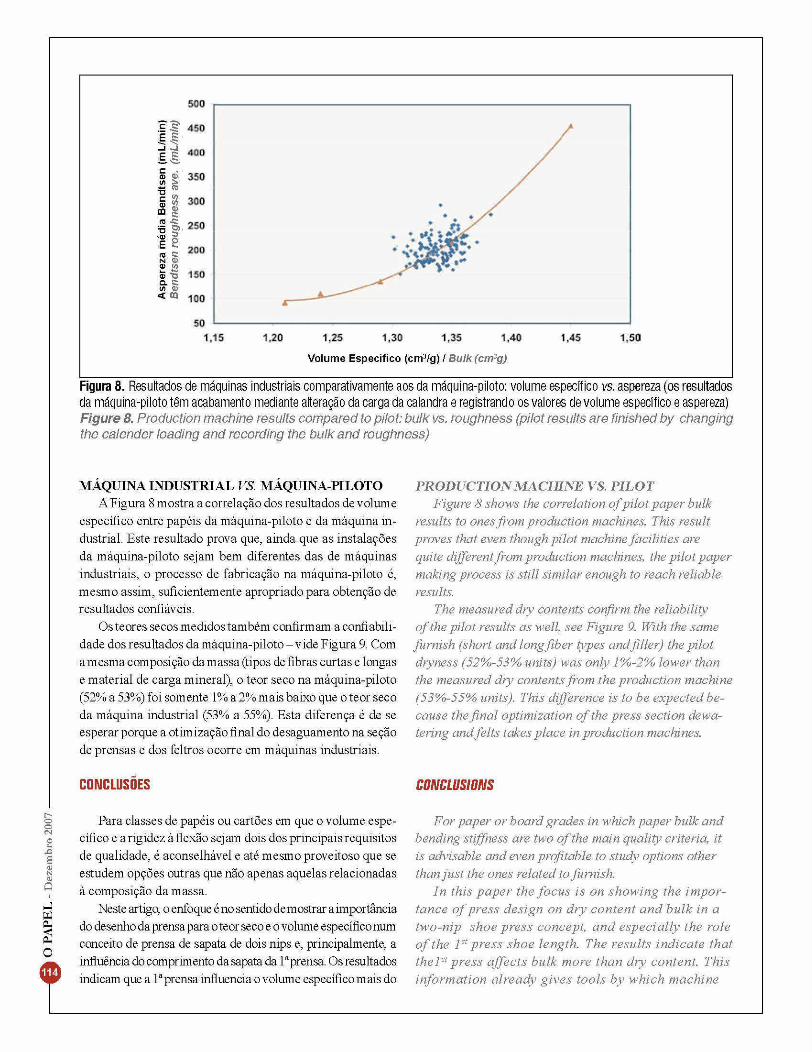
Figure 8 Resultados de maquinas industriais comparativamente aos da maquinapiloto volume especifico vs aspereza osda maquinapiloto tem acabamento mediante alterarao da carga da Calandra a registrando os valares de volume especifico e
Figure S Production machine results compared fo pilot bulk us rougrlnesspilot results are finished byfhe calender loading and recording fhe bulk and roughness
MAQUINA INDUSTRIAL VSRIIQUINAPILOTOAFigura 8 mostra a correlaaoclos resultados de volume
especifico entre papeis da maquinapiloto e da maquina in
dustrial Este resultado prove que ainda que as instalaoesda maquinapiloto sejam bem diferentes des de maquinasindustriais o processo de fabricaao na maquinapiloto emesmo assim suficientemente apropriado pare obtenaode
resultados confiaveis
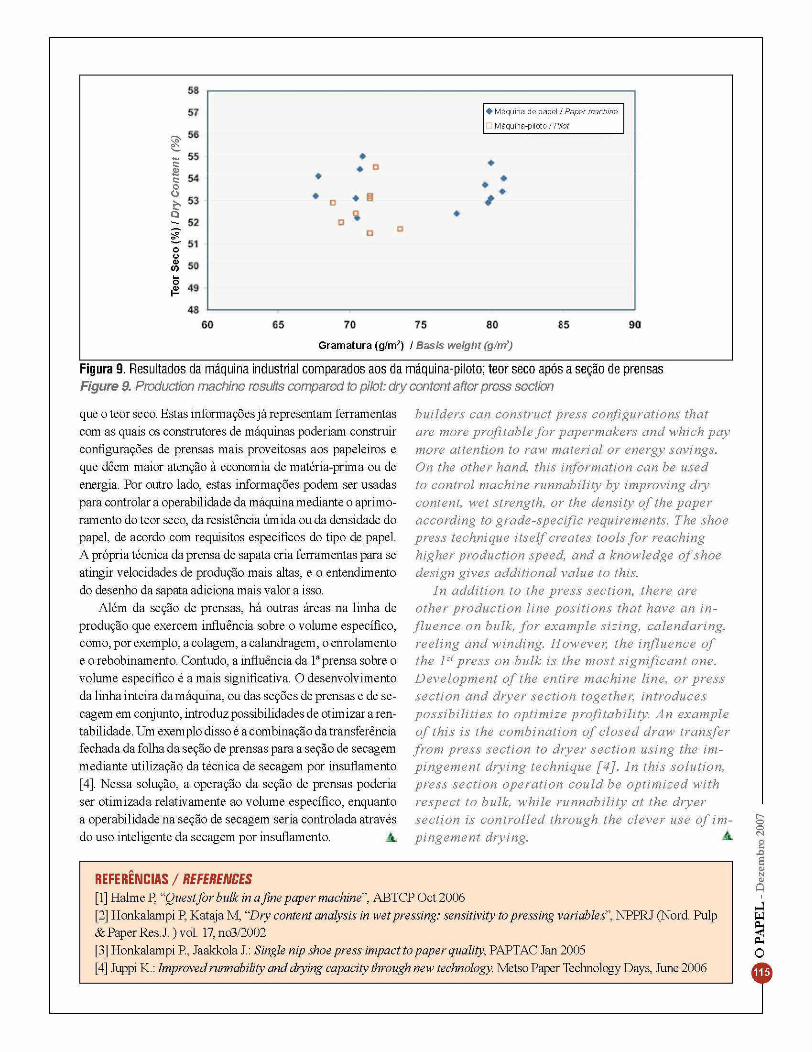
Os teores secos medidostambem confirmam a confiabili
dade dos resultados damaquinapilotovide Figure 9 Com
a m esma composirrao da m assa tipos de fibres curtas e longase material de carga mineral o teor seco na maquinapiloto52a 53io foi somente 1 a2maisbaixo que o teor seco
da maquina industrial 53 a 55 Este diferenrae de se
esperarporque a otimizaaofinal do desaguamento na seraode prensas e dos feltros ocarre em maquinas industriais
CONCLUSOES
Para classes de papeis ou cartoesem que o volume espe
cifico e a rigidez a fiexao sejam dais dos principais requisitosde qualidade e aconselhavel e ate mesmo proveitoso que se
estudem opoes outras que nao apenas aquelas relacionadas
a composiraa da masse
Neste artigo o enfoque e no sentido demostrar aimportanciado desenho da prensa pare o teor seco e o volume especifico num
conceito de prensa de sapata de doffs nips e principalmente a
influencia do comprunento da sapata da laprensa Osresultados
indicam que a laprensa influencia o volume especifico mais do
PRODUCTIONMCINEISPILOT
Fibure 8 shows the correlctzon ofprlotpaper baclk
results to onesfrom production machines This result
proes that evert though pilot machine facilities are
quite differentfromproduction machines the ptlotpaper
makingprocess is still similar enoaegh to reach reliable
results
The naerxsured drv contents corzfirrn the relrabilityofthe pilot results as well see Figure 9 With the sarrae
furnish short and longJiber t3pes andJiller thepilotdryness 5253 units was only 12 lower than
the measured dry contentsfrom theproduction machine
5355unitsJ This diference is to lee expected be
cause the Jnal optimization of the press sectxon dewa
tering andfelts takesplace in production machines
CONCiUSlONS
For paper orboardgrades in which paper bulk and
bending stiffness are two of the main quality criteria it
is advisable and even profatcable to study options other
than just the ones related tofurnishIn this paper the focus is ore showing the impor
tance ofpress design on dry content and bulk in a
twonip shoe press concept anal especially the role
of the 1 press shoe length The results indicate that
thel r press affects bulk more than dry content This
information already gives tools by which nrachrne
58
Sa Riaquina dapapel I Paper maav7a
Maqulnapilotol Pilot
55
Ow
953
5z a
051
54
d9
i Fr5 7q 75 8P Q
Gramatura glm2 r Basis weightgrraz
FlgllYB 9 R2SUI1Sd05 C11 n1agUII1S InCIL1Stf11l GOCCISfat145 14S da ITlagUlllilpII4t0 t24f SeC4 130S a S8C14d2 7fe115i15
Fdrure9 Production machine resrfts compared to pilot dry contentafter press section
que o teor seco Estas informaCOes ja representam ferramentas
com as quaffs os construtores de maquinas poderiam constrain
configuraoesde prensas mais proveitosas cos papeleiros e
que deem maior atenaoa economic de materiaprima ou de
energia Por outro lado estas informaoespodem ser usadas
para controlar a operabilidade da maquina mediante o aprimoramento do teor seco da resistencia um ida ou da densidade do
papel de acordo com requisitos especificos do tipo de papelA propria tecnica da prensa de sapata cria ferramentas Para se
atingir velocidades de produaomais altas e o entendimento
do desenho da sapata adiciona mais valor a isso
Alem da serao de prensas ha outras areas na linha de
produao que exercem infiuencia sobre o volume especificocomo poi exemplo a colagem a calandragem o enrolamento
e o rebobinamento Contudo a infiuencia da 18 prensa sobre o
volume especifico e a mais significativa O desenvolvimento
da linha inteira damaquina ou das seoes de prensas e cle se
cagem em conjunto introduz possibilidades de otim izar a ren
tabilidade Um exemplo disso e a combinaraoda transferencia
fechada da folha da seaode prensas para a seaode secagem
mediante utilizacaoda tecnica de secagem poi insufiamento
4 Nessa solurao a operacaoda serao de prensas poderiaser otimizada relativamente ao volume especifico enquantoa operabilidade na seCao de secagem seria controlada atraves
do use inteligente cla secagem poi insufiamento t
builders can construct press configurations that
are more profitable for papernakers and which pay
more attertian to raw material or energy savingsOrz the other hand this information can be used
to coratral machine runnability by improving drYcontent wet stnength or the density of the paper
according to gradespecific requirernerats The shoe
press technique itself creates toolsfar reachinghigher production seed and a knowledge ofshoe
design gives additioncalvalue to this
In addition to the press section there are
ather production line positions that have an in
fluence on hulk for example sizing caleradarira
reeling and windzrzg However therrzflueraoe ofthe 1tpress on bulk is the most significant one
Development of the entire machine line orpress
sectian grad dryer section together intraduces
possibilities to optimize profitabilitz 4n exampleofthis is the cambinatiorz of closed drcrw transferfrom press section to dryer section using the ina
pingement drying technique 4J In this solution
press seetiora operatian could be optimized with
respect to bulk while runnability at the dryersection is controZledthrough the clever use of im
pingement drying
REFERENCIAS RfFERENCfS
1 Halme P Ouestforbulk in a fine paper maehtne ABTCP Oct 2006
2 Honkalampi P Kataja Dry content analysis in wetpressing sensitivity to pressing variables NPPRJ Nord PulpPaper ResJ vol 17 no2002
3 Honkalampi P Jaakkola J Single nip shoe press impact topaper qualityPIPTAC Jan 2005
4 Juppi K Iraapraved runnabilitJ grad drrying capacity through ne technology Metso Paper Technology Days June 2006
00N
0
N
Q
W
O