a metodologia seis sigma aplicada À … · 2 1. introdução o objetivo das empresas de bens de...
TRANSCRIPT

A METODOLOGIA SEIS SIGMA
APLICADA À REDUÇÃO DO REFUGO DE CREMALHEIRAS PARA SISTEMAS
DE DIREÇÃO
Lincoln Cardoso Brandão (UFSJ) [email protected]
Sandro Pereira da Silva (UFSJ) [email protected]
Rafael Flávio Pimenta Pereira (UFSJ) [email protected]
Gabriel de Andrade Abreu (UFSJ) [email protected]
A redução de refugos no ambiente industrial é fator de grande importância nas empresas modernas. Para trabalhar o problema do índice de refugos normalmente as empresas utilizam ferramentas de qualidade aliadas aos índices de produtividade. Este trabalho foi realizado na empresa TRW Automotive Ltda localizada em Lavras - MG, que atua com destaque no ramo de mecanismos de direção. Para a execução do projeto foi selecionada uma das áreas de usinagem de cremalheiras do mecanismo de direção hidráulico que apresenta o maior volume de produção e a performance de qualidade comprometida com o alto índice do refugo. Para tratar do problema do refugo foi adotada a metodologia Seis Sigma, trilhado pelo caminho DMAIC. Pode-se concluir após a aplicação da técnica DMAIC que ocorreu uma redução significativa na célula de cremalheiras, saindo de 1,3% para 0,55% do volume produzido. Além disso, a eficácia da aplicação da metodologia Seis Sigma permitiu o aumento de produtividade, a redução do custo de refugo da célula e a redução da área reservada para alocação de produtos refugados com uma maior confiabilidade nos processos para fabricação das cremalheiras de direção. Palavras-chaves: Refugos, DMAIC, Seis Sigma
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente.
São Carlos, SP, Brasil, 12 a15 de outubro de 2010.

2
1. Introdução
O objetivo das empresas de bens de consumo está direcionado para altos índices de produção com minimização de tempos, custos e principalmente refugos. A palavra de ordem na atualidade deste segmento é a produção enxuta. Segundo Bariani (2006) produção enxuta significa uma produção que faz uso extensivo da utilização de grupos de trabalho, eficiência de recursos, efetiva aplicação de maquinário e equipamentos, eliminação de desperdícios com a busca da melhoria contínua.
Basicamente o objetivo principal da produção enxuta é tornar empresas mais competitivas reduzindo principalmente os custos gerados pelos desperdícios e o lead time. A redução de refugos está focada na área de manufatura não apenas, por exemplo, na minimização de fluidos de corte direcionada para o aspecto ambiental, mas também na minimização de perdas de peças manufaturadas que não apresentam conformidade com parâmetros de qualidade e controle de qualidade de clientes (Donadel, 2008).
O índice de refugos em uma empresa demonstra o nível de envolvimento dos recursos humanos em aplicar e buscar a melhoria contínua utilizando-se de ferramentas de qualidade, como seis sigma, método de Ishikawa, sistema de gestão certificado, TQM, TPM, entre outros. Entretanto, pode-se dizer que determinados processos, contínuos ou discretos apresentam maiores ou menores índices de refugos baseados em características intrínsecas do processo e o setor que essas empresas se acham inseridas.
Empresas de fundição, essenciais na fabricação de produtos secundários, apresentam uma característica de produção por bateladas e segundo Landmann et al. (2010) a programação da produção dessas empresas é importante ressaltando-se os setores de moldagem e fusão/vazamento, pois na maioria das vezes a capacidade de fusão é um limitador da capacidade geral da empresa. Assim, o equilíbrio na programação conjuntamente com a aplicação de ferramentas de qualidade proporciona um ganho direto na minimização de refugos.
Entretanto, empresas do setor de autopeças que são responsáveis por produtos com valores agregados maiores apresentam-se mais afinadas com a aplicação de ferramentas de qualidade, demonstrando uma maior preocupação com os índices de refugos. Nesses modelos de empresas variáveis como excessivo manuseio de materiais, operações repetidas em células de manufatura, layout fabris ineficientes são exemplos de uma prática inviável na manufatura moderna e provocam grandes índices de refugos (Hopp e Spearman, 2004).
Diversas fontes descrevem a essência da produção enxuta apenas como uma redução de perdas. Entretanto, para algumas empresas isso não soa de forma satisfatória. De acordo com Spearman (1991), Andrew Carnegie, Fredrick Taylor e Henry Ford foram agressivos na luta contra os desperdícios industriais 100 anos atrás. Dessa forma, manufatura enxuta é uma nova roupagem para um velho conceito no ambiente fabril, mas sempre irá significar mais do que apenas a redução de refugos.
Segundo Favaretto (2006), os principais indicadores de produção são; produção realizada, produção planejada, refugo e preparação (setup). Considerando essas atividades de controle podemos dizer que o item refugo pode ser controlado por retrabalho por equipamento, retrabalho por item e taxas de retrabalho por ordem/lote sendo todas ligadas diretamente ao controle de qualidade de processos. O índice de refugos está direcionado a elementos essenciais na produção como: qualidade que significa fazer certo e indica processos livres de

3
erros, velocidade que significa fazer rápido e indica fluxo rápido, confiabilidade que significa fazer pontualmente e indica operação confiável, flexibilidade que significa mudar o que está sendo feito e indica habilidade de mudar e finalmente o custo que significa fazer barato e ter alta produtividade total.
Dessa maneira, esse trabalho tem como objetivo a minimização de refugos de uma linha de produção de cremalheiras de sistemas de direção hidráulico, a fim de colaborar para o aumento da capacidade produtiva e para o atingimento das metas de qualidade.
2. Metodologia
O projeto de redução de refugo foi realizado durante dois meses na empresa TRW Automotive Ltda localizada em Lavras - MG, que atua com destaque no ramo de mecanismos de direção. Para a execução do projeto foi selecionada uma das áreas de usinagem de cremalheiras do mecanismo de direção hidráulico que apresenta o maior volume de produção e a performance de qualidade comprometida com o alto índice do refugo.
Para tratar do problema do refugo em questão foi adotada a metodologia Seis Sigma, trilhado pelo caminho DMAIC, que se tornou propício pelo enfoque de seu roteiro (Definir – D, Medir – M, Analisar – A, Melhorar – I, Controlar - C) e de suas ferramentas no entendimento e análise do problema do refugo.
O trabalho consistiu de duas etapas nas quais foram aplicadas várias ferramentas do caminho DMAIC. Nas etapas Definir, Medir e Analisar foram estudados os requisitos e necessidades do projeto para a determinação dos processos críticos, o estado atual do processo para a definição de metas de aprimoramento e determinar a causa raiz dos problemas de processo da usinagem. Já nas etapas Melhorar e Controlar iniciou-se o aperfeiçoamento do processo, eliminando os erros através do desenvolvimento de novas soluções, sendo estabelecidos novos padrões de controle.
Como meta para o projeto foi determinado um índice de 0,7% de refugo em relação ao volume produzido. Para este trabalho estruturou-se um time funcional com participação de representantes das áreas de Engenharia, Produção, Qualidade e Manutenção.
3. Etapas Definir, Analisar e Medir
Nestas fases o foco do time foi mapear cada etapa de fabricação, buscando uma base histórica de 7 de meses das falhas de fabricação, estratificando-as por equipamento e defeito.
3.1. A voz do cliente
A redução do refugo causa impacto direto na redução do número de não conformidades e, consequentemente, na redução da quantidade de reclamações do cliente.
3.2. Fluxograma do processo
Esta ferramenta permitiu obter uma visão macro do processo no qual os detalhes foram agregados, através de uma representação gráfica ilustrativa das etapas seguidas pela cremalheira dentro do processo de usinagem (Figura 1).

4
Figura 1 – Fluxograma da célula de usinagem de cremalheiras.
3.3. Viabilidade do projeto
Diante da análise prévia realizada no processo, onde verificamos problemas em atendimento a demanda e perda de produtividade, tendo como etiologia a baixa performance de qualidade, o trabalho de redução de refugos vem a corroborar para o atendimento das metas de produção e qualidade da área.
Observa-se no gráfico da Figura 2 um histórico do refugo mostrando em porcentagem a quantidade de cremalheiras refugadas em relação ao volume produzido. Pode-se analisar que a partir do segundo mês havia uma tendência de crescimento do índice de refugo, visto que este superou o objetivo traçado de 0,7%, fundamentando a viabilidade deste projeto.
Figura 2 – Histórico do refugo.
3.4. Análise SIPOC
A análise SIPOC (Figura 3) é uma ferramenta que proporcionou o mapeamento do processo, identificando quais são os fornecedores (Suppliers), os componentes que entram no processo (Input). Além disso, é lavado em conta o detalhamento do processo como foco do estudo (Process), suas saídas (Output) e os clientes envolvidos (Costumers).

5
Figura 3 – Mapeamento do processo.
Diferentemente do fluxograma de processo da Figura 2, que identifica qual o equipamento utilizado em cada operação de usinagem, o SIPOC nos mostra no campo Processo a particularidade de cada operação.
3.5. Variáveis controladas no processo Foram identificadas as variáveis controladas no processo de usinagem, mostradas na Tabela 1, seguindo o mesmo fluxo do mapeamento da célula.
FRC: Ficha de Registro de Controle; AC: Auto Controle; LAB: Laboratório.
Tabela 1 – Variáveis controladas no processo.
As variáveis registradas nas fichas de registro de controle (FRC) são controladas pelos operadores através dos calibradores existentes na própria linha de usinagem; já o autocontrole (AC) não possui nenhuma forma de registro e é feito também pelos operadores no momento da execução de determinada operação, tratando-se geralmente de uma inspeção visual da cremalheira. Ao lado disso, as variáveis mensuradas em laboratório (LAB) são registradas também na FRC. Cabe ressaltar que cada variável do processo apresenta a sua freqüência de controle para que seja efetuado o registro.
3.6. Brainstorming Realizamod brainstorming com todos os operadores envolvidos na linha de usinagem em questão, a fim de identificar as possíveis causas geradoras de refugo, como mostrado na Tabela 2 a seguir.
O brainstorming é uma ferramenta para a geração idéias, conceito e soluções relacionadas a um tópico específico num ambiente livre e sem restrições. É útil quando se deseja gerar em
6
curto prazo uma grande quantidade de idéias sobre um assunto a ser resolvido, possíveis causas de um problema, abordagens a serem usadas ou ações a serem tomadas.
OPERAÇÃO MÁQUINA DEFEITO MOTIVO
Retificar região dos dentes Retífica de mergulho
Facetamento Ausência de dispositivo para alinhar os
rolos de apoio ao mesmo tempo, danificando o paralelo da retifica
Brochar os dentes Brochadeira Cremalheira brochada fora da região Posicionamento incorreto da
cremalheira
Marcas de cavaco fora do especificado Modificar limpeza por óleo da ferramenta para jato de ar
Abrir furos de respiro Furadeira Falha do bi-manual O rebarbador avança junto com a broca
Chanfro fora do especificado Falta de Pré-set nas brocas
Quebra prematura das brocas --------
Fresar rasgos nas extremidades
Fresadora
A peça não posiciona a 90º em relação ao plano
Ausência de sistema de fixação que proporcione fixação angular de 90º
Travamento da mola --------
Rebarbas --------
Temperar e revenir haste e dentes por indução
Têmpera de indução
Sujeira nos indutores Ausência de bico de ar para limpeza dos indutores
Alarme de vazão --------
Oxidação das cremalheiras Cremalheiras acumuladas na bandeja de contenção
Polir costa dos dentes Politriz Erro de forma na cremalheira (buraco) Travamento do rebolo
Retificar haste Retífica centerless
de passagem
Erro de avanço do fuso --------
Facetamento Ajuste fora do especificado da retifica
Manchas de usinagem Ajuste fora do especificado da retifica
Tabela 2 – Brainstorming das causas de falha.
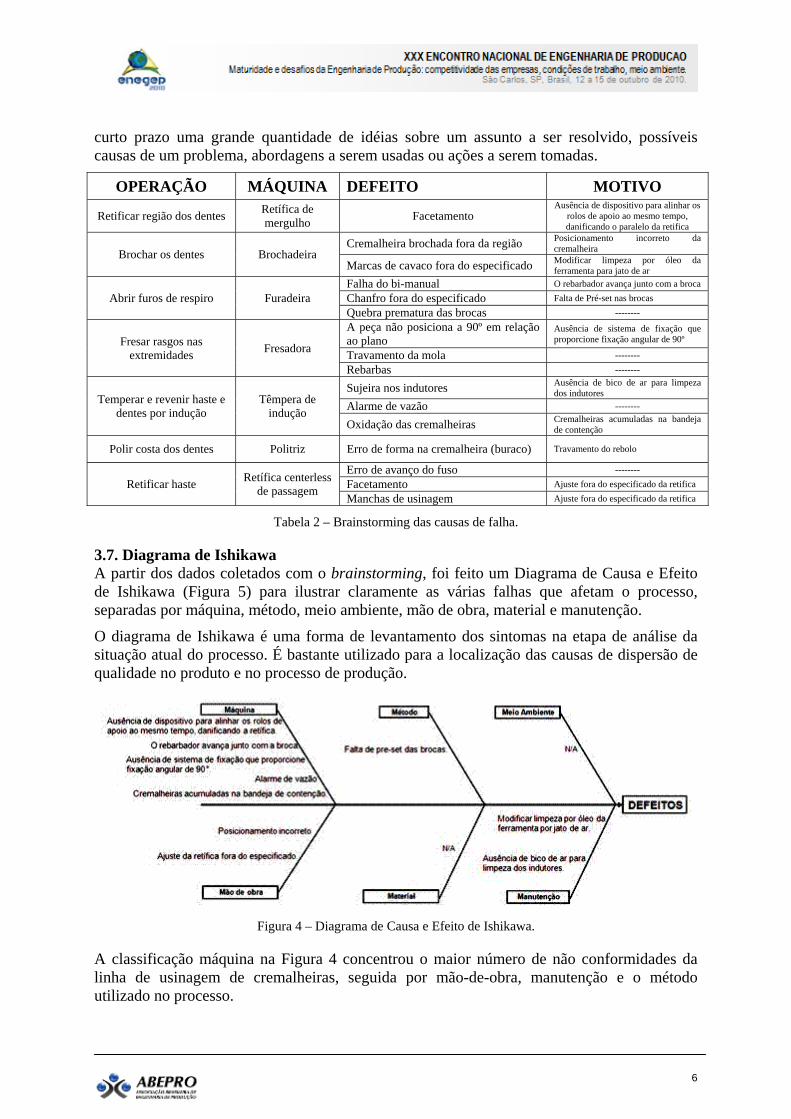
3.7. Diagrama de Ishikawa A partir dos dados coletados com o brainstorming, foi feito um Diagrama de Causa e Efeito de Ishikawa (Figura 5) para ilustrar claramente as várias falhas que afetam o processo, separadas por máquina, método, meio ambiente, mão de obra, material e manutenção.
O diagrama de Ishikawa é uma forma de levantamento dos sintomas na etapa de análise da situação atual do processo. É bastante utilizado para a localização das causas de dispersão de qualidade no produto e no processo de produção.
Figura 4 – Diagrama de Causa e Efeito de Ishikawa.
A classificação máquina na Figura 4 concentrou o maior número de não conformidades da linha de usinagem de cremalheiras, seguida por mão-de-obra, manutenção e o método utilizado no processo.

7
3.8. Histórico do refugo Todo o refugo da empresa é controlado atualmente por meio de um sistema de planilhas eletrônicas (Figura 5), para identificar as principais causas e equipamentos geradores de refugo.
Figura 5 – Histórico das falhas.
Verifica-se na Figura 6 que um mesmo defeito está identificado para diferentes equipamentos e também que existe uma classificação “Defeito não Codificado”, dificultando a estratificação do refugo. Com o início do trabalho a forma de registro do refugo foi modificada, sendo criados códigos para cada defeito por equipamento e a classificação “Defeito não Codificado” deixou de ser utilizada.
Em seguida, foram identificadas as quantidades totais de refugo por falha e equipamento (Figura 6) por meio de sua estratificação, sendo aplicada a técnica de Pareto, para estabelecer uma ordenação nas causas de perdas que devem ser sanadas. O diagrama contribuiu com a priorização da ação.
Figura 6 – Quantidade de refugo: A) por defeito e B) por máquina.
As Figuras 5 e 6 mostram que a principal falha geradora de refugo é o diâmetro fora do especificado (Diâmetro Externo Maior/Menor) ocasionado na operação Retífica de Passagem. Em contraste, o gráfico da Figura 7B, mostra que o equipamento que gerou o maior número de refugo foi a Têmpera de Indução, devido à maior quantidade de falhas operacionais ocorridas.

8
Analisando os 4 maiores geradores de refugo no Pareto da Figura 6A (Diâmetro Externo Maior/Menor, PC. Def./Queimada, Dureza Fora do Especificado e Mancha de Usinagem), desconsiderando o ajuste de máquina pois esta classificação tem relação com todos os equipamentos da linha, e relacionando estes com o gráfico da Figura 6B, em um primeiro momento do trabalho foi dado foco nos equipamentos Têmpera de Indução e Retífica de Passagem, pois ambos eram os responsáveis pelas quatro falhas que mais geravam refugo na linha de usinagem de cremalheiras.
4. Etapas Melhorar e Controlar Realizou-se estudo histórico de refugo, instituímos reuniões diárias na célula de usinagem para a análise pelo time multifuncional, implementou-se uma planilha para o controle da produção e do refugo (Figura 7) com seus respectivos planos de ações baseado na ferramenta 5W2H (Tabela 3).
Figura 7 – Modelo de planilha utilizada para o controle da produção e do refugo.

9
Tabela 3 – Plano de ação.
No plano de ação (Tabela 3) foram desconsiderados os campos Quando (When) e Quanto Custará (How Much), a fim de mostrar somente onde ocorreram os defeitos, quais defeitos ocorreram, as suas causas efetivas, as ações tomadas e os responsáveis pelas ações. Pode-se observar também que foi necessária a atuação e interação das diferentes áreas da empresa, o que mostra uma interdependência entre elas. Devido ao elevado número de defeitos e às falhas complexas do equipamento de tratamento térmico por indução realizamos um trabalho conjunto com a empresa fornecedora do equipamento buscando sua estabilidade técnica. O diagrama de causa e efeito para o equipamento em questão (Figura 8) foi montado a fim de determinar a situação atual do mesmo e identificar a classificação das causas que o afetam.
Figura 8 – Diagrama de Ishikawa para o equipamento de tratamento térmico por indução.
Por fim, comparando o plano de ação (Tabela 3) com o brainstorming (Tabela 2), verifica-se que a maior parte das falhas citadas no brainstorming foi encontrada com o decorrer do

10
projeto, contudo, podemos comprovar a eficácia da utilização do brainstorming através da relação de coerência obtida com as duas ferramentas e uma forte interação entre os operadores e o processo de usinagem.
5. Análise e Discussão dos Resultados
A partir da coleta e estudo dos dados do refugo e da implantação de um controle diário na linha de usinagem de cremalheiras observou-se uma tendência de redução do índice do refugo nos dois meses de realização do projeto (8º e 9º mês), como mostrado na Figura 9, além disso, este índice ficou abaixo do objetivo de 0,7% para ambos os meses, indicando um bom desempenho do trabalho.
Figura 9 – Índice do refugo.
A tendência de redução do índice de refugo é verificada também nos gráficos da Figura 10, em que é mostrada a quantificação do refugo por defeito.
Figura 10 – Quantidade de refugo por defeito: A) Primeiro mês do trabalho (8º mês); B) Segundo mês do
trabalho (9º mês).
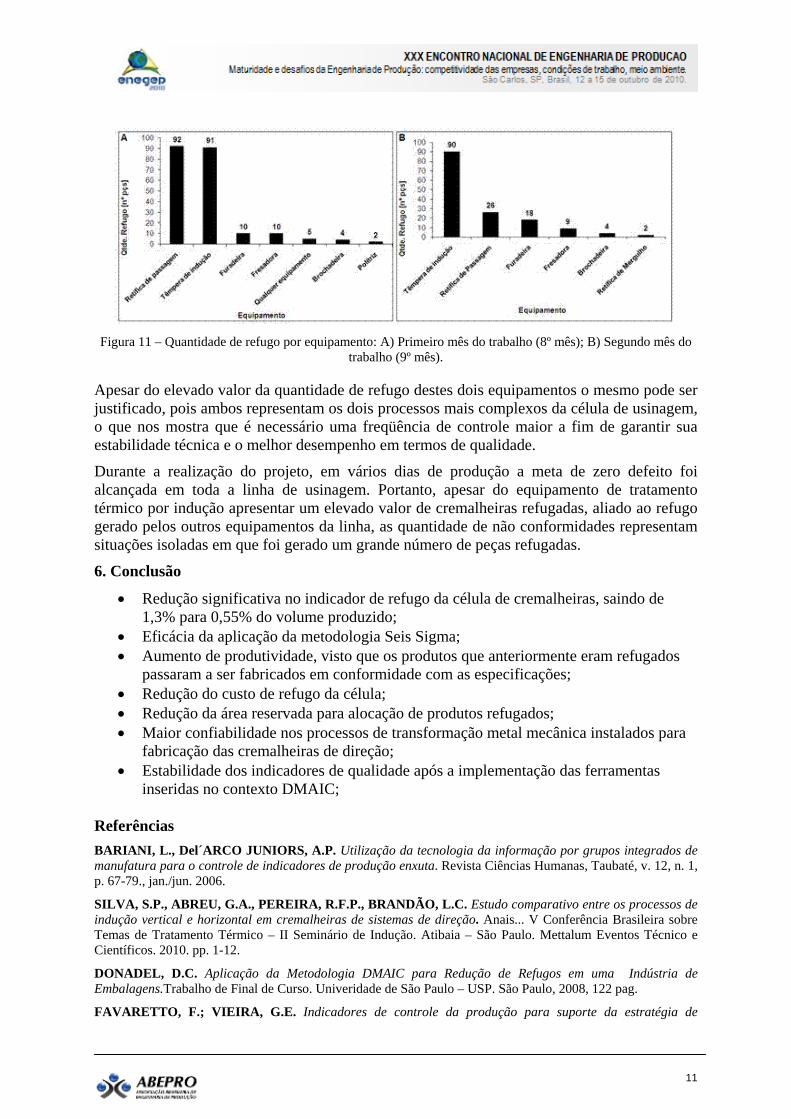
Considerando os 4 maiores defeitos, observa-se que as principais falhas identificadas estão relacionadas com a têmpera de indução e a retífica de passagem, como confirmado nos gráficos da Figura 11. Contudo, houve uma grande redução do refugo da retífica de passagem do primeiro para o segundo mês do trabalho e o equipamento de têmpera por indução manteve o mesmo nível de refugo.
11
Figura 11 – Quantidade de refugo por equipamento: A) Primeiro mês do trabalho (8º mês); B) Segundo mês do
trabalho (9º mês).
Apesar do elevado valor da quantidade de refugo destes dois equipamentos o mesmo pode ser justificado, pois ambos representam os dois processos mais complexos da célula de usinagem, o que nos mostra que é necessário uma freqüência de controle maior a fim de garantir sua estabilidade técnica e o melhor desempenho em termos de qualidade.
Durante a realização do projeto, em vários dias de produção a meta de zero defeito foi alcançada em toda a linha de usinagem. Portanto, apesar do equipamento de tratamento térmico por indução apresentar um elevado valor de cremalheiras refugadas, aliado ao refugo gerado pelos outros equipamentos da linha, as quantidade de não conformidades representam situações isoladas em que foi gerado um grande número de peças refugadas.
6. Conclusão
Redução significativa no indicador de refugo da célula de cremalheiras, saindo de 1,3% para 0,55% do volume produzido;
Eficácia da aplicação da metodologia Seis Sigma; Aumento de produtividade, visto que os produtos que anteriormente eram refugados
passaram a ser fabricados em conformidade com as especificações; Redução do custo de refugo da célula; Redução da área reservada para alocação de produtos refugados; Maior confiabilidade nos processos de transformação metal mecânica instalados para
fabricação das cremalheiras de direção; Estabilidade dos indicadores de qualidade após a implementação das ferramentas
inseridas no contexto DMAIC; Referências
BARIANI, L., Del´ARCO JUNIORS, A.P. Utilização da tecnologia da informação por grupos integrados de manufatura para o controle de indicadores de produção enxuta. Revista Ciências Humanas, Taubaté, v. 12, n. 1, p. 67-79., jan./jun. 2006.
SILVA, S.P., ABREU, G.A., PEREIRA, R.F.P., BRANDÃO, L.C. Estudo comparativo entre os processos de indução vertical e horizontal em cremalheiras de sistemas de direção. Anais... V Conferência Brasileira sobre Temas de Tratamento Térmico – II Seminário de Indução. Atibaia – São Paulo. Mettalum Eventos Técnico e Científicos. 2010. pp. 1-12.
DONADEL, D.C. Aplicação da Metodologia DMAIC para Redução de Refugos em uma Indústria de Embalagens.Trabalho de Final de Curso. Univeridade de São Paulo – USP. São Paulo, 2008, 122 pag.
FAVARETTO, F.; VIEIRA, G.E. Indicadores de controle da produção para suporte da estratégia de

12
manufatura. Anais... XIII SIMPEP - Bauru, SP, Brasil, 2006, pag. 1-7.
FERGUSON, B.L.; FREBORG, A.M; LI, Z. Modeling heat treatment of steel parts. Computational Materials Science, v. 34, (2005), pp. 274–281.
HOPP, W.; SPEARMAN, M. Commissioned Paper – To Pull or Not to Pull: What Is the Question. Manufacturing & Service Operation Management. v. 6,n. 2, Springer, 2004, pp.133–148
LANDMANN, R.; BITTENCOURT, E.; WYREBSKI, J.; BEHREND, S.M.; BITENCOURT C. S., Contribuição da inteligência artificial para a viabilização da estratégia de manufatura: um estudo de caso na indústria de fundição. www.ingepro.com.br, 2010, acesso em 12 de abril de 2010.
SPEARMAN, M.L. An analytic congestion model for closed production systems. Management Science. v. 37, n.8, 1991, pp. 1015–1029.
VETTER, J.; BARBEZAT, G.; CRUMMENAUER, J.; AVISSAR, J. Surface treatment selections for automotive applications. Surface & Coatings Technology, v. 200, (2005), pp. 1962–1968.