a strategic vision of an integrated pat … · 2012-11-27 · 1. a strategic vision of an...
TRANSCRIPT

1
A STRATEGIC VISION OF AN INTEGRATED PAT IMPLEMENTATION FRAMEWORK IN
BIOTECH MANUFACTURING: Lessons from the Chemical Industry
Babatunde A. OgunnaikeChemical Engineering Department
University of Delaware
Wednesday 26 March 2008
CPAC Workshop

CPAC Workshop 2
OUTLINE1. MOTIVATION & INTRODUCTION 2. PROCESS & PRODUCT QUALITY CONTROL: AN
OVERVIEW3. VISION FOR BIO-PHARMA MANUFACTURING4. ILLUSTRATIVE INDUSTRIAL EXAMPLES5. UNIVERSITY OF DELAWARE PROGRAM6. SUMMARY AND CONCLUSIONS

CPAC Workshop 3
1. MOTIVATIONFDA DRUG QUALITY INITIATIVE (2002)(Pharmaceutical cGMPs for the 21st Century)
To enhance and modernize the regulation of pharmaceutical manufacturing and product quality;To bring a 21st century focus to this critical FDA responsibility
PROCESS ANALYTICAL TECHNOLOGY GUIDANCE (2004)
to improve process understanding; to enable manufacturers measure, control, and/or predict quality and performance..

CPAC Workshop 4
Definition:A system for designing, analyzing, and controlling the manufacturing enterprise,through timely measurements of
key process variables andcritical quality and performance attributes of raw and in-process materials and end products
Goal: Ensuring final product qualityQuality cannot be tested into products; it should be built-in by design and maintained by appropriate systems and strategies
Process Analytical Technology (PAT)

CPAC Workshop 5
Ingredients for achieving world-class qualityComprehensive understanding (for world-class product design)
Intended therapeutic objectives; patient population; route of administration; …Chemical, physical, pharmacological, toxicological, and pharmacokinetic characteristics of a drug
World-class manufacturingSound process design using modern process engineering principles, Robust process operation and quality assurance
to ensure acceptable, reproducible product quality, and performance throughout a product's shelf life
World-class quality in Pharma products

CPAC Workshop 6
Key IssuesUnderstanding the Challenge
Product Quality Assurance for Bio-PharmaAn increasingly important factor;Availability of appropriate sensors and analyzers (no longer major hurdle?)Utilizing available information appropriately (particularly for Biotech manufacturing)?
Devising appropriate strategiesCan we draw lessons from the Chemical Industry?

CPAC Workshop 7
FORCES SHAPING CHEMICAL MANUFACTURING*
Intensified Global CompetitionMore stringent Safety & Environmental regulationsMaturing IndustryExpanding horizons:
Fine chemicals; pharmaceuticalsBio-materials; general biotechnology, etc.
Increased investor scrutiny of short-term earningsIncreased customer demand for consistent attainment of high product quality.
*Harold and Ogunnaike, AIChE J., 46, 11, 2123-2127, (2000)
Introduction

CPAC Workshop 8
Chemical Industry response
“ … Aggressive global competition and increased customer expectations combined with rising societal demands for environmentally benign plants will require new and better chemical processes for current and future products. With costs increasing and price decreasing, productivity must increase to justify the capital investments needed. These productivity improvements can only be obtained with continuing advances in [process] technology and through their more effective implementation.”
J. A. Miller, DuPont CTO*, 1997
*Currently Senior VP & CTO, Corning

CPAC Workshop 9
An Integration of Processing Units for Converting Raw Materials and Energyinto Finished Products (and Energy).
CHEMICALPROCESS
Raw materials
Finished Products
Energy
Energy
The Chemical Process

CPAC Workshop 10
Example: VINYL ACETATE PROCESS

CPAC Workshop 11
An Integration of Processing Units for Converting Raw Materials and Energyinto Finished Products (and Energy).
BIOLOGICPROCESS
Raw materials
Finished Products
Energy
Energy
The Biologic Process
CytokinesGrowth HormonesGrowth FactorsMonoclonal Antibodies
Mammalian Cell Cultures

CPAC Workshop 12
Example: Penicillin

CPAC Workshop 13
Example: Penicillin
PRODUCTION OF L-AMINO ACIDSBY AMINOACYLASE: SATO and TOSATanabe Seiyaku Company, Ltd.Osaka, Japan

CPAC Workshop 14
Fundamental Objectives of Process Operation
must be operated safely;specified production rates must be maintained;desired product quality specs must be met.
Main Obstacles to meeting objectives:Manufacturing processes are dynamic: (Process variables are always changing with time)
Process Operation

CPAC Workshop 15
ConsequencesMust be able to monitor, andinduce change in key variables related tosafety, production rateand product quality.
Process Control System needed for these purposes
Process Operation

CPAC Workshop 16
ANATOMY OF THE MANUFACTURING PROCESS (A Control Viewpoint)
Consists of Input, Output, (and State) VariablesInput Variables (u):
independently stimulate system; can thus induce change in internal conditions subdivided into MANIPULATED and DISTURBANCE Variables
Output Variables (y):by which information about internal states of the process are obtained
End-use/Product Quality Variables (z):Provide information about product characteristics
2. PROCESS & PRODUCT QUALITY CONTROL: AN OVERVIEW

CPAC Workshop 17
Chemical Process ExamplesDistillation Column
Manipulated, u: Reflux flow rates; Reboiler Heat input;Disturbance, d: Feed composition;Output, y: Select Top and Bottom tray temperaturesProduct Quality, z: Pour Point; Overhead Mole fraction of light material, …
Polymer ReactorManipulated u: Initiator flow rates; Jacket cooling water flow;Disturbance, d: Feed composition;Output, y: Reactor temperature and Conversion;Product Quality, z: Co-polymer Composition; Molecular weight distribution; Melt index; Mooney viscosity; …

CPAC Workshop 18
Particulate Examples
(PAN) GRANULATION
PROCESSManipulated Variables, uMoisture flow rate;Pan Angle;Pan Speed.
Controlled Variables, yBulk Density;Key Percentiles of the PSD.
Disturbance Variables, dFeed Rate
End-use Quality Variables, zDispersion Rate;Flowability;Attrition resistance;Size uniformity
R(.)

CPAC Workshop 19
Particulate Examples
(SUSPENSION) CRYSTALLIZER
PROCESSManipulated Variables, uFines flow rate;Product flow rate;Total heat input.
Controlled Variables, yNumber density (of fines);Magma density;Solute Concn;Occlusion;Mean Crystal Size.
Disturbance Variables, dFeed Composition
End-use Quality Variables, zFlowability;Filtrability;Xtal shape;Purity;
R(.)

CPAC Workshop 20
Issues for Bio-PharmaVariable Characterization
What are the “product quality indicators” z?How are they measured (if at all)?Can they be “predicted” from available measurements?
What are the measurable “critical-to-quality” variables q?What are the process variables of importance, y, whose control will lead to “stable process operation”?What are the manipulated variables, u?
Control-relevant mathematical relationshipsHow are the variables related quantitatively across the “hierarchical” u-y-q-z chain?

CPAC Workshop 21
Example: mAbProcess variables of interest
Temp, pH, DO2, RPM agitation, media composition, CO2;
Product quality?Aggregation/degradationProtein profilingGlycoform signatureGlycoform mapping Peptide mapping

CPAC Workshop 22
Fundamental Concept of Process Control
Concept of “Variability Transfer”
From where it will “hurt”
To where it will NOT.
Steam Flow rate judiciously adjusted (absorbing variability) to keep Tank temperature on target

CPAC Workshop 23
The Effective Control System
Main ObjectiveExpeditious transfer of variability
away from product attributes (where we cannot afford them) to appropriate process manipulated variables (where they are harmless)
HowBy appropriate overall design and implementation of all components

CPAC Workshop 24
BASIC STRUCTURE of Contemporary Industrial Process Control
THE PROCESS
Sensors, Analyzers, Transmitters, Actuators
Regulatory Control
Model-Based Control
Product Quality Control
Monitoring
ProdPlanning,
Sched. & Opt.
Process and Operation Optimization
Performance Assessment
Quality Assurance
Instrumentation
Design and Operating Procedure
ProcessControl

CPAC Workshop 25
3. VISION FOR BIO-PHARMA MANUFACTURING
Key determining factorsProcessing involves biological (living) entities;
more complex, more fragile, and possibly more hazardous?
Requisite process understanding still rudimentaryCellular and genetic processing (transduction, transcription, translation, post-translation…;)Influence of cellular processing on macro-scale protein production
Repercussions for poor/inconsistent quality could be fatalManufacturing costs becoming more of an issue?

CPAC Workshop 26
MeasurementOff-line determination of product quality (after the fact) no longer good enough;On-line, direct determination, or inference, now necessary for acceptable performance
ControlOn-line direct or inferred product measurement (if available) should be used for control to take full advantage.
Central Issues

CPAC Workshop 27
Ideal Configuration for (Bio) Pharmaceuticals
INFORMATIONPROCESSING
PROCESS MONITORING/IMPROVEMENT
PROCESS & PROD. QUALITY CONTROL
AdvancedModel-basedBase Regulatory
SPC6-SigmaQuality By Design
PCA/PLSFilteringProcess ModelState estimation
Raw data
Process Optimization
PROCESS
PAT
Sensors/Analyzers
Process Variable Adjustments

CPAC Workshop 28
ROLEGeneration of required data
PRIMARY ISSUESDesign, selection, implementation of appropriate types;Frequency of data acquisition;Has been key focus of many PAT initiatives
EXAMPLESField instruments; NIR Spectroscopy; …
Sensors and Analyzers

CPAC Workshop 29
ROLEConverting data
first to information, then to knowledge and ultimately to understanding
PRIMARY ISSUESData processing and analysis (information acquisition);Process model development (to encapsulate acquired knowledge) and utilization;State estimation (continuous model update in the face of new information).
Information Processing

CPAC Workshop 30
ROLEActive manipulation of appropriate process variables to ensure acceptable product quality
PRIMARY ISSUESTranslating product quality requirements to measurable (and controllable) CTQ variables;Design and implementation of appropriate control strategies to meet quality demands effectively
Base regulatory control (for process flow temperature, pH, etc);Advanced hierarchical model-based (inferential) control for product quality and attributes control
Process & Product Quality Control

CPAC Workshop 31
ROLEUtilizing acquired process information, knowledge and understanding for “Process Optimization”
PRIMARY ISSUESProcess operation diagnostics (fault detection, identification and rectification via Multivariate SPC)Continuous improvement (via SPC, 6-Sigma; Quality by Design concepts)
Process Monitoring/Improvement

CPAC Workshop 32
Advanced Control in Chemical manufacturing
Input, uuopt
PLANTOutput, y
AppropriateSet-point
ESTIMATOR
Full State Estimates
CONTROLOPTIMIZER
Auxiliary Input, (For Process Optimization)
Desired ProductCharacteristics
FIRST-PRINCIPLES MODEL
MODEL-BASEDCONTROLLER
MODEL-BASEDPROCESSOPTIMIZER

CPAC Workshop 33
4. ILLUSTRATIVE EXAMPLEPOLYMER REACTOR
On-line process measurement system coordination with lab quality measurementAdvanced modeling and quality variable estimationAdvanced Control

CPAC Workshop 34
THE PROCESSLarge evaporatively cooled reactor;Makes 10,000 – 25,000 lbs/hr of Terpolymer “P” from monomers “A”, “B” and “C”.
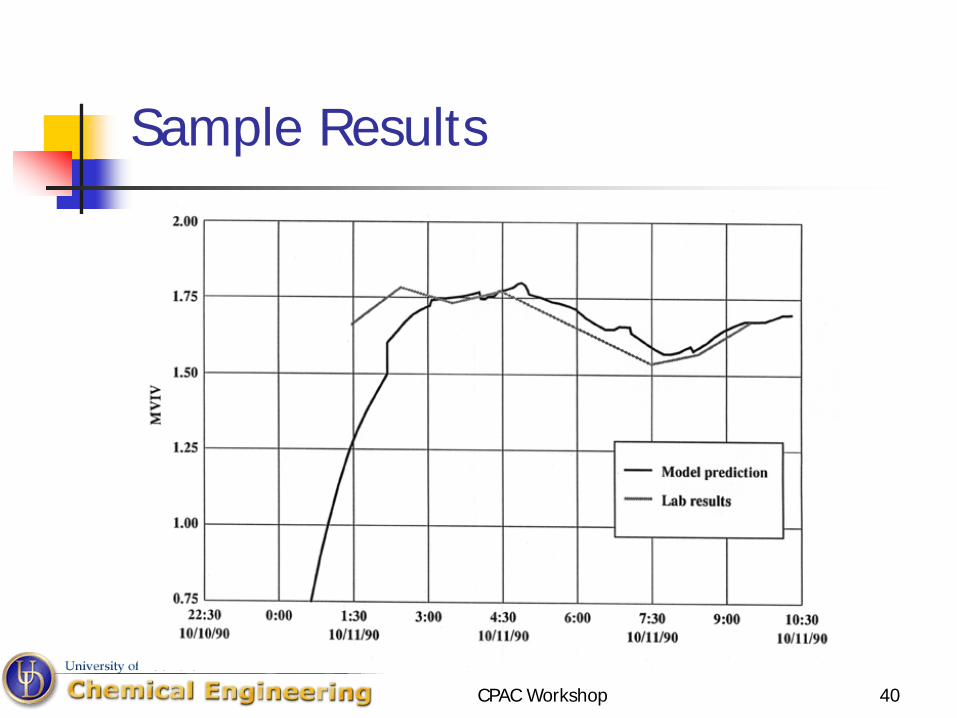
MAIN PRODUCTION OBJECTIVESProduction RateCopolymer composition (Wt % A, %B in polymer)Melt Viscosity Indicator Variable (Mw, and MWD)
Illustrative Example 1*
*B. A. Ogunnaike: “On-line Modeling and predictive control of an industrial terpolymerization reactor.” International Journal of Control, vol 59, no 3, pp 711-729, (1994).

CPAC Workshop 35
Main Problems
MEASUREMENTSProduct quality measurements available every 2 hrs; (with 30 – 45 mins inherent analysis delay);Gas Chromatographic analysis of reactor content available every 5 mins (with 15 mins inherent delay)
GRADE TRANSITIONS AND START-UPSFrequent (15 + different grades manufactured with same process);
TYPICAL INDUSTRIAL REACTORMultivariable; Complex,Nonlinear, …

CPAC Workshop 36
Solution Strategy
CONCEPTUALMeasurement structure induces natural two-tier character (Reactor Content control at 1st Tier; Product Quality Control at 2nd Tier);Utilize “First-Principles” model to estimate product properties in between lab samples;
CONTROL TECHNIQUESUse MPC for controller at each tier.
RESULTSBetter control; improved product quality;Significant savings; financial returns

CPAC Workshop 37
Measurement and Control Strategy
REACTORCONTENTSANALYSIS
- XA, XB, XC,- Xcat
PRODUCTCHARACTERISTICS
- Production Rate,- Polymer Composition YA, YB, YC- Viscosity- etc.
CURRENTCAMPAIGNGOALS
REACTORCONTENTSTARGETS
SECOND TIER(Reactor Product Control)
Production Rate and Product Properties
FIRST TIER(Reactor Contents Control)
LEVEL 0Rx Feed Flow��������
The Terpolymerization reactor strategy.
Gas Chromatographs
Gel-Permeation ChromatographLab ViscosityLab Copolymer Composition
Field Instruments

CPAC Workshop 38
Reactor Control “Block Diagram”

CPAC Workshop 39
Sample Results
CPAC Workshop 40
Sample Results

CPAC Workshop 41
Sample Results

CPAC Workshop 42
Sample Results

CPAC Workshop 43
5. UD Program: ResearchScope:
Limit to “Production”; expand to upstream purification later
ComponentsMulti-scale modeling
Cellular and genetic processing (UPR; transduction, changes in gene expression…)Influence of Cellular processing on macroscale protein production
Systems Analysis TechnologyDevelopment of techniques for implementing the three “boxes”
Process Development and Optimization

CPAC Workshop 44
UD Program: TrainingDemonstrating for PAT Implementation
Modeling Bioreactors for Process understanding Systems AnalysisProcess Control and Optimization

CPAC Workshop 45
Current specsProtein:
30 kDa or less; one site glycosylation
Cell Line: mammalianBioreactor 2L or greater size
Process monitoring: pH, Temp, DO2, agitation?
Controls: Gas sparging, Temp, pH, RPM agitation, media composition
UDExperimentalSystem

Biopharmaceutical Applications:- Therapeutic Value- Immunotherapy- Detection and Purification of Bio-Chemicals
Production Methods/Limitations:- Mammalian Cell Culture in Batch Reactor Setup- Yield and Quality are Often Competing Issues
FDA Initiative:- Implement Process Analytical Technology (PAT) to ImproveProduction Quality and Yield
- PAT Approaches will Impact Cost,Turnaround Time and Regulatory Compliance
Batch Production Process “Not under Feedback Control”
Production Unit Operation of Interest: Glycosylation
Monoclonal Antibody

Glycosylation:Enzymatic process that results inthe addition of a saccharide to aprotein at a specific location- Occurs in Endoplamic Reticulum
(ER) and Golgi Apparatus
Critical Process Parameter:Varying levels of glycosylation in antibody production- Heterogeneity increases; multiple iso-forms of a protein
affect product quality- An imperfect glycosylation of an antibody results in
incomplete antigen binding and signaling
Variables Enabling Better Control of This Process:- ER/Golgi Residence Time, pH, Cell Culture Conditions
Post Translational Modifications
http://oregonstate.edu/instruction/bb450/stryer/ch11/Slide62.jpg
Ribosomes

Examples of Byproduct Effects:– Lactate can change osmolarity, inhibit cell growth, and increase
protein production– Aspartate and glutamate
consumption can increase withhigh ammonia concentrations
– High lactate concentrations canfreeze lactate production and decrease specific ammonia and alanine production
– Increased ammonia concentration in culture can increase heterogeneity in proteins secreted by CHO cells
– Glycosylation and sialylation can be directly altered by increased byproduct accumulation, resulting in varying protein quality
Cell Culture Conditions: Byproduct Accumulation
Batt, 1988Hanahan, 2000

OUTPUTS
LactateAmmonia
Cell ViabilityCell Growth
Implementing Feedback Control
Chemical Industry TodayINPUTS
ConcentrationTemperature
PolymerProduction
In Situ Feedback
OUTPUTS
Product QualityYield
Biopharmaceutical Industry Today
INPUTS
GlucoseGlutamine
Antibody Production
Batch-Type Production Method Is Rate Limiting Step!
Glycosylatio

In Situ Feedback
INPUTS
GlucoseGlutamine
Antibody Production
OUTPUTS
LactateAmmoniaCell Viability
Cell Growth
Implementing Feedback Control
Mammalian Cell Culture BioreactorMX4/4 parallel gas mixing stationcan gas four separate CHO cell cultures– Air, N2, O2, and CO2– DasGip Control Software
MP8 Multi Pump Module is capable of eight total feed linesVariomag BioModule 40B blade type agitation system maintains suspension mixing Facilities in Colburn Lab
Glycosylation

Current Experimental System
Suspension Cell Culture System
• 160ml suspension culture of CHO Cells• 5% CO2, 37 C, 30 rpm agitation• Ex-cell serum free media• Glucose, Glutamine, Lactate, andUV/Vis Assays were conducted
Mammalian Cell CultureCapabilities at the
University of Delaware
• Laminar Flow Hood
• 4 Incubator Banks
• Fluorescence Microscope
• UV/Vis Spectrophotometer
• Fluorescence Plate Reader
• Flow Cytometer
• Experienced faculty members(M. Sullivan, M. Antoniewicz)
• Confocal Microscope
• Mass Spectrometry
• HPLC

First Attempt – Analyzing Metabolic Activity “By Hand”
KEY LEARNINGS: Difficult to measure variouslevels effectively with existing assays
Need in situ measurement capabilityso that adjustments can be performed
Samples taken at various time pointsafter Glucose “pulse” at t=0 hrs
Inconsistent
Expected Trend

Example of Control Capability
KEY LEARNINGS: Pre-programmed gas level control can enable effective return to setpoint in our bioreactor
Spike in Gas Concentratio
n
Return toSetpoint

KEY LEARNINGS: Analytical testing of pH in situ enables effective control & return to setpoint in our bioreactor
Example of Control Capability
Spike inCulture pH
Return toSetpoint

Conclusions
Mammalian Cell Culture system is in place, enabling examination of the various parameters of interest
Antibody Production Critical Process Parameters are known
Process Analytical Technology approaches that can effectively achieve this goal are well established
Control strategies necessary to facilitate proper reactor control have been mastered
GOALMeasure and Control Metabolic Activity
In Situ to Improve Product Quality and Yield
CONCEPTINCEPTION
PRACTICALIMPLEMENTATION
WHERE WEARE NOW

Acknowledgements
Undergraduate Research StudentsMark StitzTom PaviaDoug Behrens
Grad StudentsPete MilliliMonica Branco
Partial FundingFDADasGIP (Equipment Upgrade/Computer System)
CPAC Workshop 57
6. SUMMARY AND CONCLUSIONS
MAIN POINTSProduct quality assurance (has become) a priority for Bio-Pharma;Proper implementation of PAT (should be) more than just measurement acquisition;Ideal vision for integrated system presented
Involves 3 interconnected components (in addition)Information processingProcess and Product Quality ControlProcess Monitoring and improvement
Illustrated with application examples from industrial chemical manufacturing.

CPAC Workshop 58
ConclusionsProcess Control for Chemicals and Biologics
Many similarities so that what works in one can be translated (appropriately) to the other Key difference
Primarily dealing with living organisms (“manufacturing plant” within manufacturing plant).

CPAC Workshop 59
Conclusions

CPAC Workshop 60
ConclusionsMany issues to be resolved with “biologics”
Measurements (Process and Product Quality)Inference from available process measurementsModel development
Fundamental/mechanistic modeling Molecular, Cellular, Population, Macro-scale
Empirical modelingControl theory suitable to such processesImplementation details

CPAC Workshop 61
Ideal Configuration for (Bio) Pharmaceuticals
INFORMATIONPROCESSING
PROCESS MONITORING/IMPROVEMENT
PROCESS & PROD. QUALITY CONTROL
AdvancedModel-basedBase Regulatory
SPC6-SigmaQuality By Design
PCA/PLSFilteringProcess ModelState estimation
Raw data
Process Optimization
PROCESS
PAT
Sensors/Analyzers
Process Variable Adjustments