acceptance sampling by variables - …users.encs.concordia.ca/~mychen/in6331notep/class...
TRANSCRIPT
140
Acceptance Sampling by Variables
Advantages of Variables Sampling
o Smaller sample sizes are required
o Measurement data usually provide more information about
the manufacturing process
o When AQLs are very small, the sample sizes required by
attributes sampling plans are very large.
Disadvantages of Variables Sampling
o The distribution of the quality characteristic must be known
o A separate sampling plan must be employed for each quality
characteristic that is being inspected.
o It is possible that the use of a variables sampling plan will
lead to rejection of a lot even though the actual sample
inspected does not contain any defective items.
Two types of variables sampling procedures
1. Plans that control the lot or process fraction defective (or
nonconforming). [Procedure 1]
Take a random sample of n units. Calculate:
LSLx
ZLSL
If kZLSL , accept the lot, otherwise, reject it. The value of k, a critical
distance can be found from the requirement of the plan.
2. Plans that control a lot or process parameter (usually the mean).

141
[Procedure 2]
Take a random sample of n units. Calculate:
LSLx
ZLSL
Use LSLZ or )1( nnZQ LSLLSL to estimate p̂ of the process. If
Mp ˆ , accept the lot, otherwise, reject the lot. M is a specified
value.
Both procedures can be used when an upper specification limit is given.
The variable then is
xUSL
ZUSL
When both upper and lower specifications are given, the second
procedure should be used.
If the standard deviation is not given, then sample standard deviations
will be used to replace the in the above equations.
Caution in the use of variables sampling
o The distribution of the quality characteristic must be known
o The usual assumption is that the parameter of interest follows
the normal distribution. This is a critical assumption.
o If the normality assumption is not satisfied, then estimates of
the fraction defective based on the sample mean and standard

142
deviation will not be the same as if the parameter were
normally distributed
o It is possible to use variables sampling plans when the
parameter of interest does not have a normal distribution. We
then need to know the distribution the parameter follows and
develop a corresponding procedure.
Design a variable sampling plan for Procedure 1.
o Similar to the plan for attribute sampling, based on the OC
curve with 1 for lots with fraction defective 1p , for lots
with fraction defective 2p .
o We can use the nomograph in Figure 16.2 to find the
required values of the sampling plan.
Example 16.1. For a given process, the given lower specification is 225. If 1p =0.01, 1 =0.95 and 2p =0.06, =0.10, we can find that, when the process is unknown, n=40 and k=1.9 from the nomograph,. When the process is known, then the sample size would be 15, from the same nomograph. Assume that a sample with n=40 is taken and we have
255x and 15s , then,
215
225255
s
LSLxZLSL
Since 9.12 kZ LSL , we accept the lot.

143
We can also use the same nomograph for designing a variables sampling
plan using Procedure 2. An additional chart is needed to determine the
big M used in this procedure. After the n and k are determined using the
nomograph, the chart in Fig 16-3 should be used to find the big M. It is
144
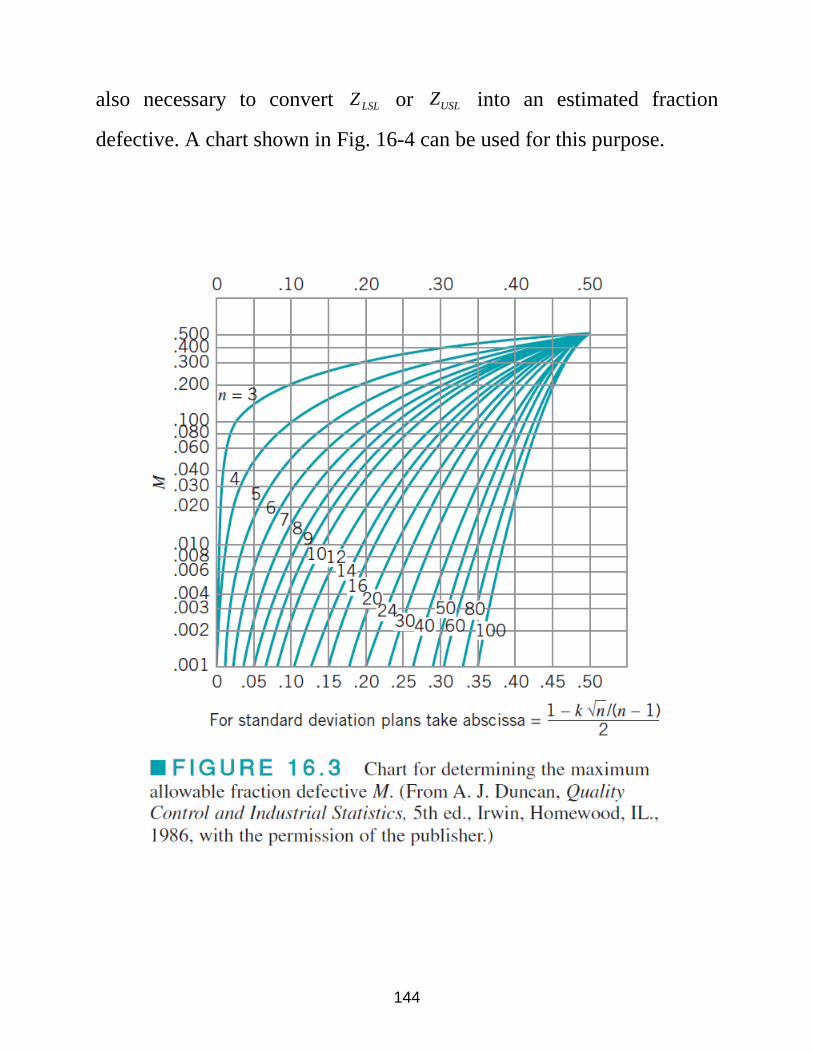
also necessary to convert LSLZ or USLZ into an estimated fraction
defective. A chart shown in Fig. 16-4 can be used for this purpose.

145
Example 16-2
Continue from Example 16-1. If the process is unknown, we have
n=40, k=1.9. From Fig.16-3, we use the abscissa equation
abscissa = 2
1 1 nnk
to get the abscissa value
35.02
1
2
1 140409.1
1
n
nk

146
Then from the nomograph in Figure 16.3, we read that M=0.030 from
the intersection of the curve for sample size 40 and the 0.35 vertical line.
If we use the same sample of 40 units (n=40) to find that 255x and
15s , then as calculated before, we have,
215
225255
s
LSLxZLSL
From Figure 16-4, we read Mp 030.0020.0ˆ and the lot will be
accepted.

147
When we have double-specification limits, Procedure 2 can also be used
to decide if a lot can be accepted. We can start in the same way to get
sample size n and the critical value k as we did in a single limit plan to
have the same values of 1p , 2p and as the desired double-
specification-limit plan. Then we can find the value of M from Fig 16-3.
We then compute the values of LSLZ and USLZ . We then use Fig. 16-4 to
find the corresponding fraction defective estimates LSLp̂ and USLp̂ . If
Mpp USLLSL ˆˆ , the lot is accepted; otherwise, it will be rejected.

148
Example
For a plan with process unknown and with 1p =0.014, =0.95,
2p =0.09 and =0.10, we can see from the nomograph in Fig. 16-2 that
k=1.7 and n=29. Use the abscissa calculation in Fig.16-3, we can
calculate the abscissa value:
abscissa = 34.02
1
2
1 28297.1
1
n
nk
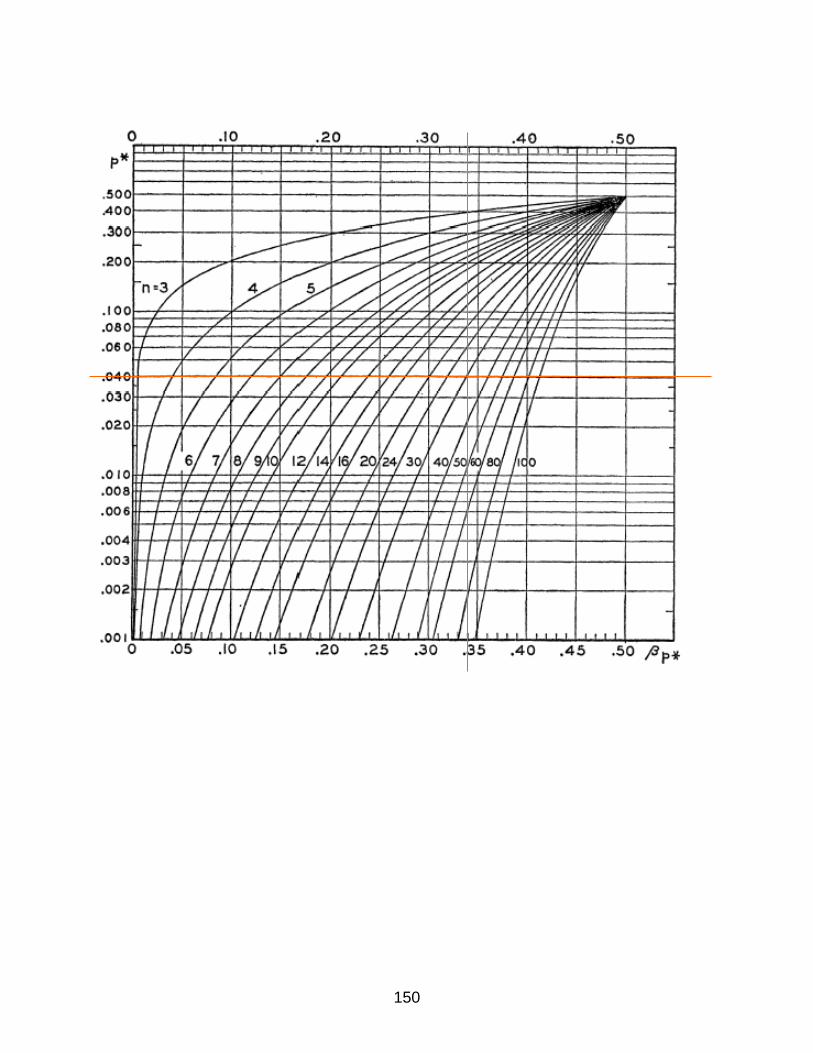
From the nomograph shown in page 150 (same but more precise than
that in Fig.16-3), we can find that M=0.040. Assume for this example,
that LSL=550 and USL=700. Also assume that we take a sample of 29
and find that the mean of this sample is 570 and the sample standard
deviation s is 40, we then calculate:
75.140
500570
s
LSLxZLSL
25.340
570700
s
xUSLZUSL
From the chart in page 151 (same but more precise than that in Fig. 16-
4), we can read that 037.0ˆ LSLp and 0004.0ˆ USLp . Since
040.00374.00004.0037.0ˆˆ Mpp USLLSL , we accept the lot.

149
150

151
Military Standard MIL STD 414 (ANSI/ASQC Z1.9)
MIL STD 414 is a lot-by-lot acceptance-sampling plan for variables
introduced in 1957.
Sample size code letters are used as in MIL STD 105E, but the same
code letter does not imply the same sample size in both standards.
Sample sizes are a function of the lot size and the inspection level.
All sampling plans assume the quality characteristic of interest is
normally distributed.
MIL STD 414 is divided into four sections:

152
o A: general description of the sampling plans including
definitions, sample size code letters, and OC curves for the
plans.
o B: variables sampling plans based on the sample standard
deviation for the case in which the process or lot variability
is unknown.
o C: variables sampling plans based on the sample range
method
o D: variables sampling plans for the case where the process
standard deviation is known.
ANSI/ASQC Z1.9 is the civilian counterpart of MIL STD 414.
Differences and revisions
1. Lot size ranges were adjusted to correspond to MIL STD 105D
2. Code letters assigned to the various lot size ranges were arranged
to make protection equal to that of MIL STD 105E
3. AQLs of 0.04, 0.065, and 15 were deleted
4. Original inspection levels I, II, III, IV, and V were relabeled S3,
S4, I, II, III, respectively.
5. Original switching rules were replaced by those of MIL STD
105E, with slight revisions.

153
Table for the sample size code of the standard

154
Example.16-3
Assume that for a quality characteristic of interest, the lower
specification limit is 225 psi. The AQL at this specification limit is 1%.
Assume that the lot size is 100,000. We use Procedure 1 from MIL
STD414 for the testing. Lot standard deviation is unknown.
From Table 16-1, if inspection level is IV, the sample size letter is O.
Then from Table 16-2, we read that n=100. For the acceptable quality
level of 1%, on normal inspection, the k value is 2.00. On tightened
inspection, k is 2.14.
The standard has rules to shift to tightened or reduced inspection based
on the process average.
MIL STD414 and ANSI/ASQC Z1.9
The standard becomes similar to that in MIL STD105E such as the rule
of switching from tightened to normal and so on. Please refer to the text
book in Section 16-3.3.

155