acma – fraunhofer technology day resource efficiency...
TRANSCRIPT

© Fraunhofer IWU
Prof. Neugebauer
ACMA – Fraunhofer Technology Day
New Delhi, September 8, 2011
R. Neugebauer, F. Treppe, S. Schiller
IWU Fraunhofer Chemnitz, Germany
Resource Efficient Manufacturing of Powertrain Components
Resource Efficiency in Car Manufacturing

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
2
Agenda Resource Efficiency in Car Manufacturing
Part 1: Resource Efficiency in Car Manufacturing (Sven Schiller)
� Lightweight Car Powertrain
� From Component to Innovation
� Resource Efficient Manufacturing by optimized Component Design
� Lightweight Conrod
� Resource Efficient Manufacturing by Innovative Technologies
� Gear Rolling of Single Gears and Gear Shafts
� Spin Extrusion of Hollow Parts and Inner Profiles
� Extrusion of Gear Shaft Preforms
� Summary
Part 2: Resource Efficiency in Car Manufacturing (Frank Treppe)

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
3
Applied Research driven by Industry and Product Specifications
CamshaftCamshaftCamshaftCamshaft
� HydroformingHydroformingHydroformingHydroforming
� GrindingGrindingGrindingGrinding
Gear shaftsGear shaftsGear shaftsGear shafts
� Cross wedge rollingCross wedge rollingCross wedge rollingCross wedge rolling
� Spin extrusionSpin extrusionSpin extrusionSpin extrusion
� Axial formingAxial formingAxial formingAxial forming
Propeller shaftsPropeller shaftsPropeller shaftsPropeller shafts
� Spin extrusionSpin extrusionSpin extrusionSpin extrusion
� Flow formingFlow formingFlow formingFlow forming
GearsGearsGearsGears
� Cross rollingCross rollingCross rollingCross rolling
ConrodConrodConrodConrod
� PrecisionPrecisionPrecisionPrecision----forging forging forging forging
� low-energy engine- conrod (weight -20 %)- camshaft (weight -20 %)
���� lightweight gearing (gear rolling)- process time: - 30 %- material use: - 30 %
Light Weight Car Powertrain

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
4
From Component to Innovation
Objectives:
� minimization of material effort
� minimization of production costs
� minimization of cycle time
� increase of component characteristics
Approaches:
� optimization of current component design
� optimizations of current process chains
� using innovative technologies
� using new materials for light weight prod.
■ technical drawing
■ component requirements
■ process chain analysis
1 2
■ calculation / dimension of innovative process chain
■ work piece redesign
■ CAE of all tools and addendum for each process
■ FE simulations / virtual process optimization, tooling
■ fabrication of aprototype series
■ quality measurements / workpiece studies / fatigue tests
6
3 4
5
■ implementation into serial production
7
© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
5
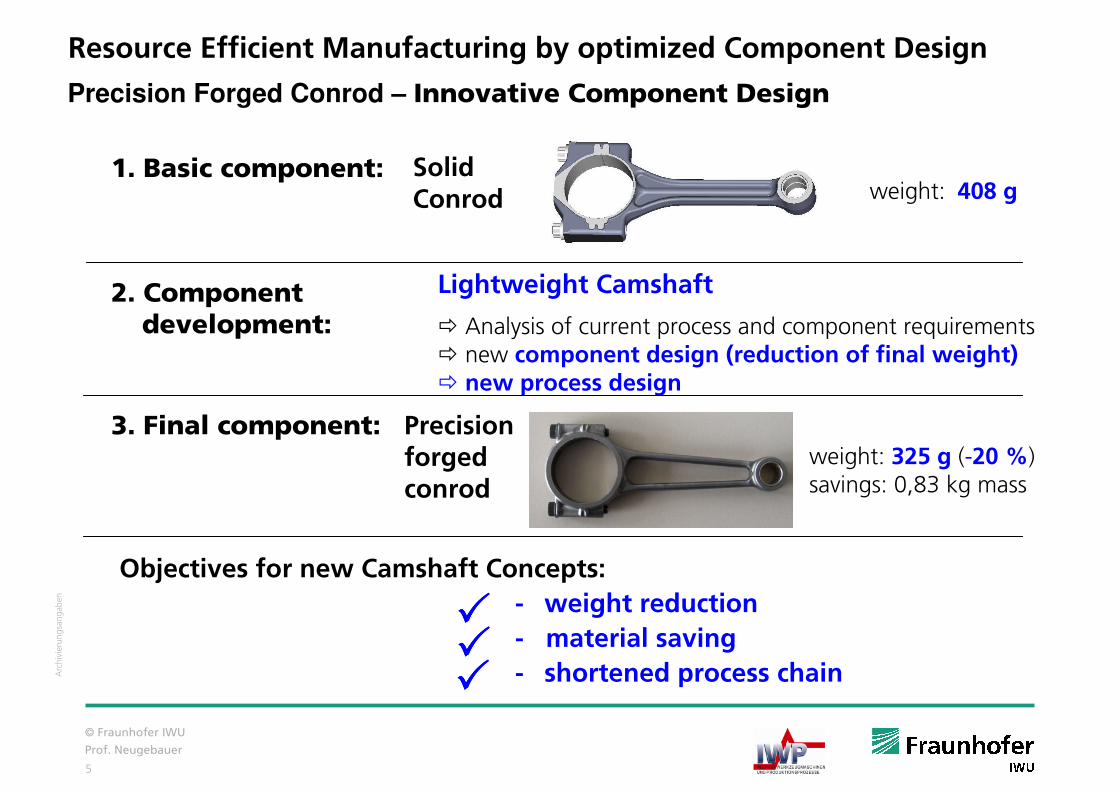
Solid Conrod
Precision forged conrod
weight: 325 g (-20 %)savings: 0,83 kg mass
Objectives for new Camshaft Concepts:
- weight reduction
- material saving
- shortened process chain
��������
Lightweight Camshaft
� Analysis of current process and component requirements� new component design (reduction of final weight)� new process design
1. Basic component:weight: 408 g
2. Component development:
3. Final component:
����
Precision Forged Conrod – Innovative Component Design
Resource Efficient Manufacturing by optimized Component Design

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
6
blank Forge rolling orCross wedge rolling
Flattening Preforging
punching,deburring, hot calibrating
Finish forging
Resource Efficient Manufacturing by optimized Component Design
Precision Forged Conrod – Process chain
Sizing tool combining clipping
and piercing
qualitycontrol
cutting of a billetfrom the bar
inductiveheating
PreformingCross Wedge Rolling(core competency IWU)
Forging Process
- flattening
- base forming
- final forming
(core competency IWU)
controlledcooling
thermal treatment
Cutting(punching – deburring – calibration)
within one complex tool system
Process Chain
kritisch
grenzwertig
sicher
kritisch
grenzwertig
sicher
insufficient
critical
reliable
Component design andsimulation

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
7
Component with high endurance strengths at minimum weightCompliance with industrial standards for the respective motor (59 kW) No loss of Product PerformanceSuccessful engine tests with new conrodsSuccessful tests in car Mass reduction of approx. 83 g per conrodReduction of billet mass and decrease of forging part cost by 0,18 €Less accelerated mass in the car - secondary effect on crank shaft designReduction of moment of inertia of crank drive Reduction of fuel usage and CO2 emission
Precision Forged Conrod – Results
Resource Efficient Manufacturing by optimized Component Design

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
8
FEM-Simulation
Steps to form a control arm
Calculation Tool Design
Mass Distribution by Cross Wedge Rolling Technology
Resource Efficient Manufacturing by optimized Component Design

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
9
Solid Gear shaft
HollowGear shaft weight: 1450 g (-51 %)
savings: 1500 kg mass
Objectives for new Camshaft Concepts:
- significant weight reduction
- material saving
- shortened process chain
��������
Lightweight Gearshaft
� Analysis of current process and component requirements� new component design (hollow shaft)� new process design using innovative technologies
Resource Efficient Manufacturing by use of Innovative Technologies
1. Basic component:weight: 2950 g
2. Component development:
3. Final component:
����
Formed hollow shaft – Innovative Component Design and Process chain

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
10
Formed hollow shaft – Innovative Component Design and Process chain
Extrusion or Spin Extrusion Gear Rolling and Deburring
Cutting and Deep DrillingRaw part
2
Gear Hobbing and Deburring
Grinding Swaging
3
4 7
Case Hardening
5
1
Shot Peening of the Gear
6
Gear Shaft - Conventional Process Chain
Gear Shaft - Innovative Process Chain
Resource Efficient Manufacturing by use of Innovative Technologies
Minimized raw part (+ induction heating)

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
11
Formed hollow shaft – Innovative Component Design and Process chain
Extrusion/ForgingRaw Part Gear Hobbing
21 3
Heat Treatment Finishing
54
Single Gear - Conventional Process Chain
Single Gear - Innovative Process Chain
Shot Peening
5
Extrusion/ForgingRaw Part Gear Rolling
21 3
Heat Treatment Finishing
54
Resource Efficient Manufacturing by use of Innovative Technologies

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
12
Forming of hollow shafts – Innovative Technologies
Spin Extrusion or Extrusion
Spin extrusion Extrusion
Resource Efficient Manufacturing by use of Innovative Technologies
RotationsachsenelektromechanischeLinearachsen
hydraulischeLinearachsen
RotationsachsenelektromechanischeLinearachsen
hydraulischeLinearachsen
Rotation Axis Elektromechani-cal Linear Axis
Hydraul. Linear Axis
3

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
13
� Efficient material utilisation by the forming process
� Short process cycles (up to 50% of deep drilling, depending on the shaft geometry)
� Forming possibility of length-diameter ratios of L : d < 15
� Feasibility of forming high strength steels, e.g. titanium alloys
� Feasibility of forming inner profiles
� Low forming forces because of incremental forming
� Small machine dimensions
Reference Components: Different Inside Contours with Constant Area Section
Resource Efficient Manufacturing by Process Chain Optimization
Forming of hollow shafts – Innovative Technologies

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
14
Resource Efficient Manufacturing by Process Chain Optimization
Forming of hollow shafts – Innovative Technology Gear RollingGear Rolling
4

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
15
� Component clamping
� Initial rolling
� Penetration with changes
of direction
� Calibrating
� Component output
Resource Efficient Manufacturing by Process Chain Optimization
Gear Rolling – Forming Process

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
16
� Tool calculation
� Material flow
� Process parameters
Resource Efficient Manufacturing by Process Chain Optimization
Gear Rolling – Simulation

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
17
� Short process cycles (up to 50% of gear hobbing, depending on the gear geometry)
� Material saving by forming process
(no chips, initial work piece diameter for rolling < initial work piece diameter for hobbing)
� Low forming forces because of incremental forming (small contact area between gear and tools)
� Rolling of narrow located gears on shafts (no joining of gears on the shaft necessary)
� Gearbox minimization
Narrow located gears on shafts
Resource Efficient Manufacturing by Process Chain Optimization
Gear Rolling – Advantages concerning Machine
Quelle: Esea gmbh
Minimization of Transmission Size
© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
18
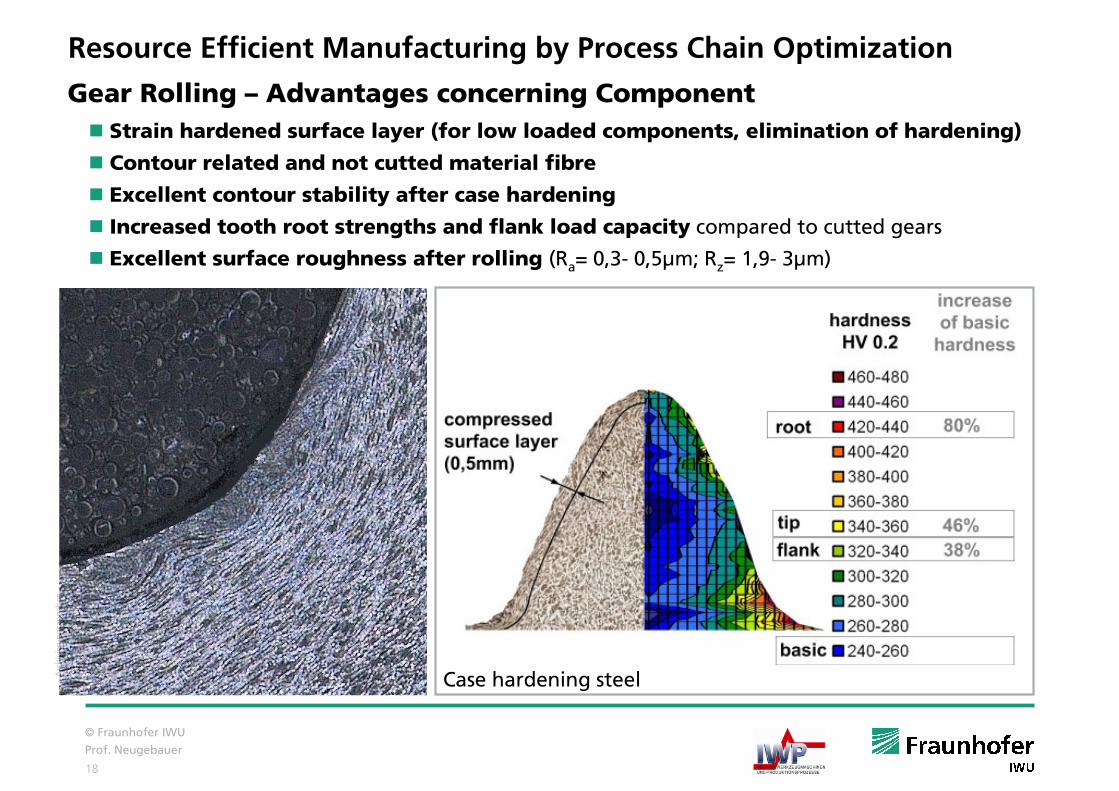
� Strain hardened surface layer (for low loaded components, elimination of hardening)
� Contour related and not cutted material fibre
� Excellent contour stability after case hardening
� Increased tooth root strengths and flank load capacity compared to cutted gears
� Excellent surface roughness after rolling (Ra= 0,3- 0,5µm; Rz= 1,9- 3µm)
Case hardening steel
Resource Efficient Manufacturing by Process Chain Optimization
Gear Rolling – Advantages concerning Component

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
19
� Parameters of shown work pieces
� Module: 2 … 4 [mm]� Pressure angle: 16 … 24 [°]� Tooth height: 5 … 11 [mm] � Helix angle: 12 … 34 [°] � Tooth height coefficient: up to 2.7� Quality (DIN3962): 8 … 11 (pregearing)
6 / 7 (finished) � Materials: case hardening steel,
heat treated steels
Resource Efficient Manufacturing by Process Chain Optimization
Gear Rolling – Single Gears

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
20
■ Reverse gear shaft ■ Hollow drive shaft
■ Hollow drive shaft ■ Reverse gear shaft
Resource Efficient Manufacturing by Process Chain Optimization
Gear Rolling – Shafts

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
21
� Worms
� Pinions
� Threads
� Drill bits
� Rotor profiles
Resource Efficient Manufacturing by Process Chain Optimization
Forming of Special Profiles

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
22
Resource Efficient Manufacturing by Process Chain Optimization
Summary
Core Competences in Bulk Metal Forming
� Cold rolling of gears and special profiles
� Hot forming of shafts by spin extrusion/extrusion
� Precision forging
� Material and Component Testing
� Component and Process Design, Simulation
Equipment
� Two rolling machines (cross rolling with 2/3 tools)
� Different Hydraulic Presses
� Lab for metallographic investigations
� FZG-torque change device (load capacity test gears)
� Pulsator test bench for gear/shaft tooth root strength analyses
� ZEISS gear measurement machine (acc. DIN 3960 / 3962)
� Simulation software: Forge 2009, Simufact
� 4 engineers, 3 student assistants, 1 technician
Project cooperation (Industry, public research)
� Research from development studies (component and process optimization) to the serial production

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
23
Thank you very much for your attention.
Contact:
Frank Treppe: [email protected]
Sven Schiller: [email protected]

© Fraunhofer IWU
Prof. Neugebauer
Archivierungsangaben
24
pressurerolls
work piece
toolsegment
pressure surges
compensationplate
rollcage
outer ring
www.hmp.de
Resource Efficient Manufacturing by use of Innovative Technologies
Swaging and Axial Forming