acoustic emission methods in fatigue testing -...
TRANSCRIPT

1
Acoustic emission methods
in fatigue testing
Axel Lison Almkvist
Master of Science Thesis
Stockholm, Sweden 2015

2

3
Acoustic emission methods
in fatigue testing
Axel Lison Almkvist
Master of Science Thesis MMK 2015:8 MKN 127
KTH Industrial Engineering and Management
Machine Design
SE-100 44 STOCKHOLM
0 5 10 15 20 25 30 35-0.2
-0.15
-0.1
-0.05
0
0.05
0.1
0.15Signal against hydraulic noise
Time (ms)
Hydraulic noise
Signal

4

5
Examensarbete MMK 2015:8 MKN 127
Akustisk emission i utmattningsprovning
Axel Lison Almkvist
Godkänt
2015-02-19
Examinator
Ulf Sellgren
Handledare
Stefan Björklund
Uppdragsgivare
Scania CV AB
Kontaktperson
Daniel Bäckström
Sammanfattning
Nyckelord: Akustisk emission, AE, gråjärn, CFRP
Akustisk emission är små elastiska vågor som bland annat kommer från processer i ett material,
såsom spricktillväxt. Akustisk emission (AE) är namnet på den testmetod där dessa vibrationer
registreras och analyseras. Metoden används i materialprovning och för att testa och inspektera
komponenter, såsom tryckkärl. På Scania, en stor tillverkare av lastbilar och bussar, har tidigare
undersökningar för att implementera denna teknik på utmattning inte lyckats. Anledningen ligger
i att de hydrauliska riggarna som testningen vanligtvis sker i, typiskt sett genererar ett
bakgrundsljud som skymmer den intressanta signalen från materialet.
I detta examensarbete testades två typer av material, gråjärn och en kolfiberarmerad komposit, i
en hydraulisk rigg på Scania. Eftersom de akustiska emissionerna från materialet gömdes i
bakgrunden användes metoden att spara ner hela vågformen för signalen, vilket är ovanligt
eftersom detta innebär att mycket stora mängder data måste sparas. Det visade sig genom
frekvensanalys vara möjligt att extrahera de akustiska emissionerna från materialet, trots det
hydrauliska bruset. Det faktum att det är möjligt att följa de processerna inuti materialet, som
föregår brottet, öppnar upp nya intressanta möjligheter för materialprovning på Scania.

6

7
Master of Science Thesis MMK 2015:8 MKN 127
Acoustic emission methods
in fatigue testing
Axel Lison Almkvist
Approved
2015-02-19
Examiner
Ulf Sellgren
Supervisor
Stefan Björklund
Commissioner
Scania CV AB
Contact person
Daniel Bäckström
Abstract
Keywords: Acoustic emission, AE, grey iron, CFRP
Acoustic emissions are small vibration pulses, elastic waves, emitted from damage processes
such as crack growth inside a material. Acoustic emission (AE) is also the name of the test
method in which theses emissions are recorded and analysed and the method is used in materials
research and the testing and inspection of structures. At Scania, a large manufacturer of trucks
and buses, previous attempts to implement this technique has been unsuccessful due to the fact
that the hydraulic rigs in which the material typically is tested, produce a high background noise
level, that covers the interesting emissions from the material.
In this thesis two materials, a grey iron and a carbon fiber reinforced polymer were tested in a
hydraulic rig at Scania. Since the material signal was buried in the noise, the entire waveform
was recorded, which is an unusual approach, since it generates large amounts of data. It was
shown that using frequency analysis, it is possible to extract the material emissions in spite of the
hydraulic noise. That fact makes it possible to follow the internal processes of the material
leading up to failure, which means new interesting opportunities in materials testing at Scania.

8

9
Acknowledgement First of all, I would like to thank my supervisor Daniel Bäckström, for his support, guidance and
interesting discussions throughout the project.
Further thanks go to Torsten Sjögren from Statens Provningsanstalt, who made the tests at Scania
and provided me with valuable advice about acoustic emission during the project.
I would also like to also express my gratitude to all those at Scania who have helped me with my
project, but especially to Peter Skoglund, Peter Nerman, Joakim Voltaire, Anna Andersson and
Lennart Persson.
Axel Lison Almkvist
Södertälje, February 2015

10
11
Table of contents
1 INTRODUCTION 13
1.1 Background 13
1.2 Purpose 15
1.3 Research questions 15
1.4 Delimitations 15
1.5 Research methodology 15
2 FRAME OF REFERENCE 18
2.1 Acoustic emission basics and history 18
2.2 Applications 18
2.3 Equipment and data analysis 18
2.4 Acoustic emission sources and wave propagation 20
2.5 Noise and existing noise reduction methods 22
3 METHOD 24
3.1 Tests carried out at Scania 24
3.2 Rigs 24
3.3 Specimens 24
3.4 Equipment 25
3.5 Procedure 26
3.6 Tensile tests 27
3.7 Stepwise tensile test with off-loading 28
3.8 Hydropulse noise test 29
3.9 Attenuation tests 29
3.10 Composites subjected to corrosive environment 31
3.11 Specimens analysed with non-linear ultrasound by Acoustic Agree 31
3.12 Data conversion 32
3.13 Data analysis 32
4 RESULTS AND ANALYSIS 36

12
4.1 Time analysis of signal and noise 36
4.2 Time-frequency analysis of individual events 38
4.3 Noise in fatigue test rig 40
4.4 Cumulative emissions over the tests 41
4.5 Stepwise tensile testing 45
4.6 Composite specimens subjected to a corrosive environment 46
4.7 Attenuation in composite and steel beam 47
4.8 Noise from the hydropulse rig 50
4.9 Results from Acoustic Agree 51
5 DISCUSSION AND CONCLUSIONS 54
5.1 Discussion 54
5.2 Conclusions 59
6 RECOMMENDATIONS AND FUTURE WORK 60
6.1 Recommendations 60
6.2 Future work 60
7 REFERENCES 61

13
1 Introduction
This chapter provides an introduction to why acoustic emission has a potential in materials
testing at Scania along with the scope of this thesis.
1.1 Background Scania is a manufacturer of trucks and buses. Facing increasing demands on these products there
is a need for better materials that can meet the increasing requirements. For example, higher
combustion temperatures and pressures, driven by a desire to reduce fuel consumption, require a
material capable of withstanding the combined effect of thermal and mechanical stress. Another
interesting opportunity is to make some structural parts out of composites to reduce the total
vehicle weight, to make it possible increase the working load. To allow for the introduction of
new materials or the introduction of known materials in more demanding applications, a very
precise knowledge about their properties is needed, a knowledge which is usually gathered
through extensive testing. Furthermore, it also vital to verify the strength of these components
that have been made out of these materials. This is also done through testing.
Current test methods provide ways to verify these properties. However, there are some
limitations, which call for the continuous development of test methods, which is the reason why
resources are devoted to this at UTM, the materials technology section, at Scania. Consider for
example the fatigue test of a metal specimen. The output from this test is basically binary, either
it has been stressed enough cycles to reach failure or not. The specimen is either broken or it is
not. The reason for that is that we are only considering the macroscopic consequence of the
damage to the material, which is whether or not it has reached failure. What we are not
considering is the microscopic events, such as crack growth, which is the actual damage that has
occurred to the material. The process in which cracks form and grow that ultimately leads to the
failure of the material is known to start long before the failure actually occurs. Having a method
to follow this process as it happens would make it possible to determine not only that the
specimen has failed but how close it is to fail. In other words it would be possible to determine
how much of the life that is spent. Being able to determine this would be of great value when
testing. Furthermore, in some types of testing, for example the hydropulse testing of engine
blocks where engine blocks are subjected to repeated hydraulic pulses meant to simulate the
combustion pressure, there is no satisfactory way of determining when the life of the block is
spent. The predominant method to evaluate the blocks is to cut them and look for cracks. The
hydropulse testing is an example of a kind of test where the possibility to “peak inside” the
material, without stopping the test and cut the specimen into pieces, would be very useful.
So the question is, how can we follow these microscopic events inside the material, when the
only thing the material tells us is the macroscopic result of these microscopic events, i. e. the
failure? To state that the material does not tell us anything until the failure is not correct. In fact,
it is the direct opposite of silent. The process of breaking for example a piece of wood is in fact a
very audible process. And the sound generated when doing so starts long before the piece breaks.
The same is true for breaking a piece of metal, but in this case, the vibrations from the crack
growth are of a too high frequency to be audible for the human ear.
In other words, we can follow the microscopic process that lead to the failure of a material by
recording the vibrations generated by the crack growth process. The emitted energy is called
acoustic emissions which also is the name of the test method where these vibrations are recorded
using piezoelectric sensors attached to the specimen (1). Acoustic emission, AE, has been used
as a technique to listen to crack growth and other material processes since the 1960s (2).

14
Applications include materials research, regular inspection of structures and continuous
monitoring of structures. For example, American Airlines has developed a way of AE-testing
containers of fire extinguisher gas (3). Some concrete bridges are continuously monitored with
AE-sensors to detect growing cracks (4). Using multiple sensors it is possible to determine the
location of the source of the acoustic emission, in other words, find out where the growing crack
is located. This is based on the difference of the arrival time of the signal between the sensors, in
the same way as GPS works. Nivesrangsan et. al. (5) managed to locate simulated sources in a
diesel engine with an accuracy of 20-30 mm.
Given the possibility to actually listen and find out what is going on inside the material, why has
not this method gained more widespread use than it has? The reason is that there are a number of
obstacles that have not yet been overcome. First of all, it is difficult to translate the parameters of
the recorded AE-signal into more exact information about the event that caused the emission,
which in practice makes the interpretation of AE data from a test a more qualitative rather than
quantitative matter (1). Furthermore, there are other processes that can create signals that make it
difficult to know what is coming from the material, and what is not. In other words, there is noise
that has to be filtered out. There are different types of noise, including friction noise, electrical
and hydraulic (6).
This work focuses on the last source of noise, hydraulic noise. The hydraulic noise can be
significant from pumps and servo valves in hydraulically actuated test rigs (6). The aim is to
make AE a useable technique in spite of these high noise levels. Previous attempts of
implementing AE in test rigs at Scania did not reach success, and the hydraulic noise was
identified as the major obstacle that had to be overcome to make AE usable. Furthermore, the
application of acoustic emission equipment in hydraulic rigs is not actively encouraged by
retailers of AE-systems (7).
As stated above, it is the noise in hydraulically actuated test rigs that are problematic. Given this
background one might ask why hydraulic rigs are used when there are other types available, such
as electrical rigs, which are not noisy from an AE perspective. The answer lies in the fact that a
large part of the testing done at Scania is fatigue testing, which to make testing times reasonable
a high load frequency is required that cannot be achieved by electrical rigs. If electrically
actuated rigs were used instead, the test time would increase ~tenfold.
Another promising method for measuring the degree of damage in a specimen is the non-linear
ultrasonic method developed by the Swedish company Acoustic Agree (8). This method is an
active method, which means that a signal is sent into the material, as opposed to AE, where it is
the material itself that produces the emissions. The reflection of this signal is than analysed and
conclusions about how damaged the material is can be made. The company claims that looking
at the non-linear terms gives several advantages over conventional ultrasonic testing, such being
less sensitive to holes in the structure. Non-linear terms refers to how the reflected wave differs
from a purely sinusoidal wave.
As stated in the very beginning of the introduction, there is a desire to reduce weight by
introducing some composite parts in some places in the truck. This master thesis was a part of a
larger project about composite applications in trucks and buses. With this background, it is
necessary to know how composites are affected by a corrosive environment, which is an
environment that the material must be able to withstand in certain potential applications.

15
1.2 Purpose The purpose of this master thesis was to by means of practical tests of the AE technique,
evaluate whether or not acoustic emission is a technique that has further potential in materials
testing at Scania. If that is the case, Scania will have improved possibilities to understand the
process that leads to the failure of the specimen during fatigue testing. This will be of great
benefit in various applications. The focus area was to extract useful information from the AE-
signal in spite of the high noise level.
Furthermore, the method developed by the company Acoustic Agree (8) was evaluated to see
how accurate it is in determining how much damage that has been done to a specimen. In
addition, a purpose was to find out how composites are affected by a corrosive environment.
1.3 Research questions There are six research questions that were intended to be answered in this master thesis.
What characterizes the acoustic emission signals from grey iron and a carbon fiber
reinforced polymer when undergoing a tensile test?
What characterizes the noise from a hydraulic rig, including the hydropulse rig?
Given the answers to the two questions above, how is the signal best separated from the
noise?
Can such filtering be made fast enough so that it can be carried out continuously during a
fatigue test making it possible to save only the desired data, as opposed to the entire
signal?
How accurately can the method developed by the company Acoustic Agree determine
how damaged a cast iron and composite specimen are?
How are composites affected by a corrosive environment?
1.4 Delimitations The scope of the thesis is limited by the following:
The investigated materials will be limited to a carbon fiber composite and grey iron, no
components or other materials will be tested
Due to practical limitations of data storage no real fatigue test will be done
The investigations will be limited to two tensile testing rigs, a hydraulic fatigue rig and
an electrical rig. A hydropulse rig will also be studied.
1.5 Research methodology As stated previously, the method to answer the research questions was to evaluate the use of AE
by conducting tests at the rigs at Scania followed by filtering. In addition to doing tests in a noisy
hydraulic test rig, the exact same tests were done in an electric rig, as a reference. Doing this
served two purposes. First, it aids in the separation of the noise from the acoustic emission from
material processes. Since the electric rig can be considered not noisy, at least compared to the
hydraulic, the information gathered from the electric rig is exactly what to look for among the
noise from the hydraulic rig. Secondly, the approach with two rigs provides proof that what is
considered acoustic emissions from the material actually is this and not something else. What is
only found in the hydraulic rig is considered noise and what is present when testing in both rigs,
must be emissions from the material since that is the only thing that is in place both times.
Since Scania did not possess acoustic emission equipment, the actual physical testing at the test
rigs at Scania were performed together with an external company, Statens provningsanstalt in

16
Borås. Two different materials were tested, grey iron as well as a carbon reinforced polymer.
Both kinds of materials were stressed to their ultimate strength with increasing stress over a
period of approximately one minute.
In this thesis, an unusual approach was taken where the entire signal sent from the sensor was
recorded, as opposed to only information from the times when actual acoustic emission takes
place. Why this is unusual is explained by the fact that AE generates huge amounts of data very
quickly. The relevant frequency span for AE is 20-1000 kHz (2), which means that a very high
sampling rate is necessary to capture the waveform. For example, if the sampling rate were to be
ten times higher than for example a 500 kHz wave, 5 million samples per second are necessary.
At least 16-bit resolution is needed to achieve a satisfactory degree of resolution for the
amplitude, which means that the data rate is 80 Mbit/s, comparable to a high speed broadband.
With 8 bits per byte this means that 0.6 GB of data is generated each minute, an amount of data
which is impractical to record and store with even with the computers of today, let alone
imaginable to record and store in the 1960s when AE was first developed. But storing
information only from the moments when acoustic emission takes place, requires a method of
identifying these moments. With a noise level lower than the amplitude of the acoustic
emissions, this is a task without any difficulty, a threshold is put just above the noise level and
the moments when acoustic emission takes place, are easily identified as the times when the
amplitude of the signal exceeds the threshold level, as illustrated in Figure 1 below. Another
name for the acoustic emission events are “hits”.
Figure 1 With low noise levels, the hits are easily defined as the times when the amplitude crosses the
threshold, which is set just above the noise level.
However, when the noise level is equal or larger than the amplitude of the hits, as can be the case
in hydraulic test rigs, the technique with a threshold cannot successfully be implemented to find
the hits, simply because the hits are superimposed on the noise rather than sticking out above it.
1 2 3 4 5 6 7 8 9
-0.04
-0.03
-0.02
-0.01
0
0.01
0.02
0.03
0.04
Tid [ms]
Threshold
Am
plit
ude
[V
]

17
Therefore, in order to find the hits, it is necessary to capture the entire signal from the sensor and
then find them, by some other means. If the length of test is kept at no more than a couple of
minutes, given the data rates described earlier, the file sizes are no larger than 1-2 GB. This is
something which with today’s computers is at least manageable to store and analyse. However,
in fatigue testing, with test time sometimes reaching a week or even more, storing the entire
waveform is practically impossible, since this would result in several terabytes of data.
For this reason, an application of AE in fatigue testing, which is the ultimate aim of this work,
requires a method of filtering that is sufficiently fast to work in real time. This is the reason why
this requirement is put on the filtering algorithm in the research questions. It is also the reason
why a delimitation of this thesis is not to include a fatigue test.
The analysis of the data gathered from the test was done MATLAB (9) with a focus on spectral
analysis using the Fourier transform. The analysis followed three steps, characterisation of the
useful signal from the quiet electric rig, characterisation of the noise in the hydraulic rig and
finally separation of the useful signal from the noise. Furthermore, the characteristics of what
was considered signal from the material was compared to what was find in the literature study
regarding the nature of these emissions. The large files sizes were many times challenging,
requiring the data to be read in chunks rather than as a whole.
The active method developed by the company Acoustic Agree (8) was evaluated by letting them
analyse a number of specimens, stressed to various levels of their ultimate strength. To evaluate
how composites are affected by a corrosive environment, a number of specimens were put in a
special chamber. The chamber simulates a corrosive environment according to a standard in the
automobile industry. The stress-strain curves of these specimens as well as the acoustic emission
were then compared to those that have not been in the chamber, in order to see the effect of the
treatment.

18
2 Frame of reference
In this section the basic principles of acoustic emission testing are explained.
2.1 Acoustic emission basics and history As stated in the introduction it is a well-known phenomenon, that many materials such as rock
and wood etc. emit sounds when breaking. The first documented practical use of AE is pottery
makers listening for cracks, during the drying process (10). The major source of acoustic
emission is the growth of cracks in materials (2). The crack growth means a release of stress
energy that is turned into an elastic wave, that propagates throughout the material. However,
acoustic emission is not just limited to crack growth. Other phenomena such as friction and leaks
in hydraulic systems such as pipes and valves, will produce similar sounds in the same frequency
range as AE.
The development of modern acoustic emission started with the Ph. D. thesis of J. Kaiser in 1950
at the University of Munich (“Untersuchung über das Auftreten von Geräuschen beim
Zugversuch”). Source location based on time of arrival difference was soon developed in the
1960s (11). Parallel development of acoustic emission took place in the Soviet Union (2). At
present, AE is used in a number of industries and applications to locate potential defects.
However, it is difficult to make more exact conclusions about a defect given the AE information.
The reason for this is that the signal will be affected by the frequency transfers functions of the
source, medium, sensor and electronics before it can analysed (12). In other words, to tell more
precisely what has happened at the source, one has to have knowledge of all of these transfer
functions. Kanji has pointed out in that the next step in characterizing AE sources is to use FE-
modelling (12).
2.2 Applications The usage of AE can be divided into a few different areas: materials research, inspection and
testing of components and structures, continuous monitoring of structures and production quality
control. In materials research AE has been used to study twining, martensitic phase
transformation, stress corrosion cracking, distinction between intra- and intergranular cracking
etc. (12). For inspection and testing, typical applications include pressure vessels, storage tanks
and aerospace structures (10). As mentioned above, leaks create emissions (2) that make them
detectable by AE, which is the reason why AE is used in the oil and gas as well as in the nuclear
industry. AE can also be used to ensure the quality of welds. In that case, sensors are attached
close to the weld to detect if any cracks will develop in the weld, after the weld has been
completed (10). At Scania AE is used to ensure that the straitening of pinions (13) and
crankshafts (7) after the hardening process does not induce cracks. In the case of continuous
monitoring of structures, AE has been applied to for example prestressed concrete bridges (4).
A number of standards have been written about the use of acoustic emission. At present there are
more than 20 such ASTM standards, which include standards for mounting of sensors,
calibration of sensors, leak detection, weld monitoring, testing of different types of storage and
pressure vessels (14).
2.3 Equipment and data analysis The most vital part of the AE-system is of course the sensor. The sensor is in turn connected to
the data acquisition system, which is described in more detail below. The function of the sensor
is to convert the mechanical motion of the surface of the test specimen into an electrical signal
that can be recorded and analysed. The sensor uses the phenomenon called piezoelectric effect.

19
Some materials, when subjected to a force, will redistribute the charges in the material, such that
it will result in voltage across the material (15). By connecting the sides of the material to an
electrical system, this voltage can be measured. This means that the acceleration of the material,
which will result in a certain force, can be turned into an electrical signal. If the frequency of the
force is close to the eigenfrequency of the piezoelectric crystal, resonance will occur and the
motion will be amplified. On the other hand, if the frequency is well below the eigenfrequency,
no such effect will be present. This is illustrated in Figure 2.
Figure 2 The frequency response of a piezoelectric crystal. A wideband sensor uses the yellow area where the
response is linear, whereas a resonance sensor uses the peak around its resonance frequency. (16)
As illustrated in Figure 2, there are two different regions. These two different regions gives rise
to two different types of sensors: wideband-sensors that have a flat frequency response and
resonance type sensors that operate around their resonance frequency. Wide-band sensors are
utilized, when one wishes to study the AE-waveform, which is typically in research applications.
Resonance sensors have a higher sensitivity and are used in practical applications, such as testing
of components. The higher sensitivity comes at the cost of only being able to listen to a more
limited frequency band. To ensure a good transmission of waves between the material and the
sensor, a couplant, typically some kind of grease, is put in between. The couplant fills out the
unevenness of the surfaces of the material and the sensor. To verify that the sensor is in good
contact with the material, a so called lead-break test is done. In this test a 0.5 mm lead pencil tip
is broken by pushing it diagonally against the material. This breaking produces a relatively
consistent source that will give an amplitude of approximately 100 dB, if the sensor has been
attached properly (see below for the definition of decibel in the context of acoustic emission).
Lead-breaks can also be used to study the attenuation in materials. In this case lead-breaks are
made further away from the sensor, and one studies how the amplitude decreases with distance.
To reduce electrical interference the sensor is connected to a preamplifier, typically with 40 dB
gain (2). Some sensors are equipped with integral preamplifiers. After the amplifier, the signal
goes through a band-pass filter, that lets through the relevant frequency range for acoustic
emission, which is around 20 -1000 kHz (2). The filter passes the signal on to an analog-digital
converter and a hit detection system (10). A hit is another name for an acoustic emission event.
The hit detection system is in turn connected to a computer in which parameters of the hits are
calculated and plotted against each other. The detection of hits is done using a threshold, as
described in the introduction. The most common parameters are shown in Figure 3.

20
Figure 3 The most common parameters that are extracted from an acoustic emission event.
The most important parameter is the amplitude which is expressed in decibel and calculated
using the peak amplitude of the hit. The calculation is shown in the equation
eamplifier
ref
GainV
VDecibel Pr10 )(log20 ,
where V is the voltage recorded, Vref the reference voltage (1 µV ) and Gainpreamplifier is the
preamplifier gain (typically, and also used in this thesis 40 dB). With this definition, a 6 dB
increase is equivalent to a two-fold increase in voltage amplitude. MARSE in Figure 3 is the
blue area under the signal envelope. Based on the duration and number of counts, the average
frequency, abbreviated AF, can be calculated. It is also common to record the waveform of the
hit and make an analysis using frequency spectrums and wavelet transforms. However,
waveform gathering in this case, for example by Beattie (11) and Huang (1) refers only to the
recording of the hit, not the entire signal that passes through the sensor.
As stated in the introduction, by using multiple sensors, source location can be done, i. e. finding
the position of the growing defect. Using a known wave velocity and the difference in arrival
time between the sensors, one will be able to calculate the position of the source. For location on
a line two sensors are necessary and on a plane three are necessary. Since the strength of the
signal decreases over distance, the amplitude can also be used to determine the position of the
source (5).
2.4 Acoustic emission sources and wave propagation The waves recorded in acoustic emission are waves that depend on the density and other
properties of the material through which it travels. When the wave travels through a solid the
wave is called a bulk wave. Two types of bulk waves exist, longitudinal waves, where the
particle motion is parallel to the velocity of the wave, and shear waves, where the direction of the
particle motion is perpendicular to the velocity of the wave. However, real structures have
boundaries, and eventually the waves will reach these boundaries, which will give rise to surface

21
waves. Surface waves can be divided into Rayleigh waves and Love waves, where the particle
motion is perpendicular and parallel to the surface, respectively (11).
As waves, acoustic emission waves will undergo phenomena such as diffraction, dispersion,
reflection and attenuation (2). In reality, a recorded signal will be a superposition of different
waves and their reflections. It is due to all of these phenomena that it is extremely difficult to
make useful interpretations of the AE waveforms, in other words make conclusions about the
source, given what the wave looks like (1).
When using acoustic emission on test rods, the AE-sensor can be put right above the source of
acoustic emission, but this is not the case for structures, where one instead has to rely on the fact
that the wave will travel through the structure to the sensor. During this propagation, the wave
will be subject to attenuation, which makes this phenomenon very important. The fact that the
amplitude of the signal decreases with increasing distance from the sensor means that the sensors
have to be spaced properly. Attenuation is due to three reasons. First, the amplitude will decrease
as the wave front takes up a larger and larger area the further out in the material it reaches. In a
solid, the energy will decrease proportional to the square of the distance and in a plate
proportional to the distance. Secondly, the internal material damping (hysteresis) will decrease
the amplitude and, thirdly wave scattering at inclusions and other internal defects will also
reduce the amplitude (10). The material damping is different for different frequencies, with
typically increased damping for higher frequencies (11).
The two studied materials in this thesis was a carbon reinforced polymer and a grey iron. For this
reason, some information about acoustic emission in these two materials is presented below.
Starting with grey iron, very few articles are available. Morgner and Heyse (17) found acoustic
emissions from the very beginning of a tensile test. Sjögren (18) also found emissions at 40 dB
early in the test, as did Shen et. al (19). Morgner and Heyse divided the process into three stages:
plastic deformation, microcracking and macrocracking. They attributed emissions of around 40
dB to microcracks and emissions of around 50-80 dB to macrocracks. Shen et al. made the same
division of the process into three stages, with a rapid increase in emissions in the last 10 % of a
test. At loads corresponding to 60 % of the ultimate load and above Morgner and Heyse reported
emissions at load hold. Regarding frequencies Shen et. al. (19) reported signals between 50-500
kHz using a broadband sensor, but there were also energy up to 800 kHz and even above. Little
information is published about the attenuation of AE signal in grey iron structures. Nivesrangsan
et. al. found a mere 6 dB decrease when the emissions of a simulated source went from the first
to the fourth cylinder of a 74 kW diesel engine (5). When investigated at previous measurements
at Scania the maximum attenuation from the inside of the cylinder to the nearest available
possible sensor location was found to be 10 dB (20).
For composites, there are a large number of articles available (21) (22) (23), since a lot more
research has been done. Generally, the emissions from composites are much louder. There are
also a larger number of processes that will generate AE, including matrix cracking, fiber-matrix
debonding, fiber break and crack propagation (11). Using a combination of energy and frequency
one should be able to tell if the signal comes from matrix cracking or fiber-break, according to
Gorman (21). Matrix cracking is more energetic and results in higher amplitudes since larger
volumes are involved. Frequencies are below 50 kHz and might also be in the audible range (<20
kHz) (21) (23). For fiber break, reported frequencies are 200-300 kHz (21) (23).
Regarding attenuation, signals in composites will be attenuated to a much higher degree than in
metals (11) and this is one of the difficulties when using AE on composites (23). Different

22
authors have investigated the attenuation in composites. For example attenuation was found to be
10 dB per 0.5 m for one composite plate (22). Especially, higher frequencies are subject to high
attenuation with signals above 300 kHz being attenuated to the background noise level at 0.5 – 1
m (23). An important phenomenon in AE is the so called Kaiser effect (10), named after its
discoverer Kaiser. If a material is stressed to a certain point and that stress produces acoustic
emissions, then typically if the load were to be lowered to zero again and then raised again, no
emission will occur until the previously maximum applied load has been reached again. The
Kaiser effect is reasonably valid for most metals, but less valid for composites (11). In the tests
done in this thesis among other things the Kaiser effect was studied.
If new acoustic emission occurs during reloading before the previous maximum load has been
reached, this is called the felicity effect (10). The quotient of the load at which AE starts again
and the previous maximum load, is called the felicity ratio. A too low felicity ratio indicates that
damage has been done to the material, which is used in some non-destructive testing with AE
(11). Morgner and Heyse found the Kaiser effect to be present up 90 % of the ultimate load in
grey iron. The reason why the Kaiser effect exists is because AE is an irreversible process. Once
the emission has occurred, it will not happen again, unless the defect has been “repaired” in
some way (11).
2.5 Noise and existing noise reduction methods In this part noise and reduction methods for are discussed. Noise reduction is indeed one of the
big challenges in AE, and one that has to be dealt with in the future (1). Noise can be either
continuous or of burst type (24). Fang and Berkovits (6) list four main noise sources in fatigue
testing in hydraulic test rigs (6). These are electrical noise, friction in the load train, crack face
friction (friction between crack surfaces during the part of the load cycle where the force is
decreased, in a fatigue test) and hydraulic noise coming from servo-valves and hydraulic pumps.
The electrical noise is said to reach levels of around 20 dB and the hydraulic can reach
“significant levels”. Fang and Berkovits list three noise reduction methods. First, if the noise is
continuous but varying in amplitude, an adaptive threshold can be applied that varies with the
amplitude of the noise. This is illustrated in Figure 4. Barat et. al (24) looked at a more advanced
way of calculating this threshold.

23
Figure 4 The basic concept of an adaptive threshold that varies with the background noise level. In this case
the background is pulsating, with two pulses shown in the figure.
Secondly, if multiple sensors are used, signals can be filtered out based on their spatial origin, for
example if they originated outside of the test rod. This is done by comparing the arrival times to
the different sensors. If the difference in arrival time for a hit is approximately equal to the wave
velocity times the distance between the sensors, the hit probably comes from outside of the test
rod. Thirdly, filtering can done based on the hit-parameters (such as those shown in Figure 3).
For example one could choose to disregard hits below a certain number of counts.
Barsoum et. al. (25) encountered a high hydraulic background with noise up to 40 dB using a
MTS-rig. This noise was filtered out by putting the threshold at 40 dB and by removing the rest
(higher amplitude, but burst type) by using hit parameter-filtering. Hits with an average
frequency below 15 kHz, were disregarded. As stated in introduction, retailers of AE-systems do
not recommended the use of AE on hydraulic rigs for this reason.
In 2012 a master thesis was done at Scania where the use of AE in a hydropulse rig was tested.
However, since the noise level was 80-90 dB it was hard to detect any cracks. A 100 kHz high-
pass filter was introduced in an attempt to reduce the noise, but this turned out to be unsuccessful
(20).
0 200 400 600 800 1000 1200 1400 1600 1800-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
0.6
0.8Adaptive filter example
Time (ms)
Background noise
Adaptive thresholdA
mp
litud
e (
V)

24
3 Method
In this section, the method used to evaluate AE for use at Scania, is described.
3.1 Tests carried out at Scania The tests at the rigs at Scania were carried out by an external company, SP (Statens
provningsanstalt). Two rigs were used: a noisy hydraulic and a quiet electric. The specimens (a
composite and grey iron) were tested in two different ways: a standard tensile test until failure
and a stepwise tensile test where the specimen is stressed to the ultimate load in steps, with off-
loading in-between.
3.2 Rigs The electric rig was manufactured Galdabini by and the hydraulic rig by MTS. These rigs were
capable of forces of 600 kN and 250 kN respectively. In the electric rig, the force is generated by
an electromagnetic actuator and in the hydraulic rig via a hydraulic cylinder, the pressure to
which is supplied from a central hydraulic system in the building, which is shared by a vast array
of hydraulic rigs. The rigs can be seen in Figure 5 below.
Figure 5 The two rigs used for the tensile testing of composite and grey iron. The quiet electric rig is to the
left and the noisy hydraulic is to the right.
3.3 Specimens Two different materials were used in the testing, a carbon-reinforced polymer, with a vinyl ester
matrix, and a grey iron. The specimens had cross sections of 20x6 mm and 10x15 mm, resulting
in cross-section areas of 120 mm2 and 148 mm
2, respectively (taking the 1 mm chamfer of the
grey iron specimen into account). The specimens are shown in Figure 6.

25
Figure 6 The grey iron (top) and composite specimens (bottom) used in the testing.
3.4 Equipment The tests were carried out with a wideband sensor, “WSα”, manufactured by the “Physical
Acoustic Corporation” (26). A wideband sensor was used, since studying the different
frequencies of the signal and the noise was the major approach to separate the signal from the
noise. The frequency response of the sensor is shown in Figure 7.
Figure 7 The figure shows the frequency response of the sensor that was used. The different curves represent
different calibration standards.
The cable from the sensor connects to a preamplifier that in these experiments were put at 40 dB.
The preamplifier has an integral band pass-filter, that passes signals from 20 kHz to 1.2 MHz.
The preamplifier is shown in Figure 8.
200 mm

26
Figure 8 The preamplifier used in the experiments. In the lower left corner of the figure, a sensor can be seen.
The preamplifier was in turn connected to the data acquisition card of the specially designated
AE-computer. The computer was equipped with the AE software “AEwin”, that can analyse the
data and generate a large variety of different plots. Instead of that, in these experiments, the
built-in function to store the entire signal was used. The setup can be seen in Figure 9. The
equipment used in this testing, cost approximately 300 000 SEK (27).
Figure 9 The different parts of the AE-system that recorded the signal.
3.5 Procedure After setting up the equipment, the sensors were attached to the specimens with electric tape. As
described in the frame-of-reference of this thesis, a couplant is needed to ensure adequate
transmission of the waves from the investigated material to the sensor. The couplant used in
these experiments was a stopcock grease. Due to the uneven surface of the composite,
considerable more grease was needed to ensure a good contact, compared to the grey iron.
To verify that a good connection had indeed been achieved, the standard test of breaking a pencil
lead tip, immediately next to the sensor, was done (0.5 mm, 2H). A recorded amplitude level
equal to or above 97 dB from the lead break was accepted, otherwise the sensor was reattached.
For the composite specimens, the sensor was attached right at the center of the test rod, as can be
seen in Figure 10. For the cast iron specimens, the sensor was attached approximately 2 cm from
the center point, since the width of the specimen at the center was smaller than the diameter of
the sensor, as seen in Figure 11. After the attachment of the sensor the specimen was put into the
grips of the rig. Care was taken to ensure a vertical alignment. After the insertion of the

27
specimens, the test procedure programmed was started, at the same time as the AE waveform-
gathering was started. The two different types of tests are described below.
Figure 10 A composite specimen with a sensor attached.
Figure 11 Since the width of the grey iron specimen at the narrowest point, was smaller than the diameter of
the sensor, the sensor was attached a little to the side. The red circle indicates the position of the sensor.
The procedure for each test is summarized in the list below.
1. Application of couplant on sensor and twisting against the specimen to ensure a good
bond.
2. Attachment using tape.
3. Verification of connection using lead-break test.
4. Insertion of the specimen into the rig.
5. Starting of the test program and the AE-signal recording at the same time.
6. Test rig executes test program
7. End of test
3.6 Tensile tests In these tests both materials were subjected to a deformation that was set to increase linearly.
The intention was to keep the time to failure at somewhere around a minute to make the amount
of data manageable to handle, but still make the test slow enough to prevent the individual hits
from overlapping each other. Starting with composites, for the electric rig, a deformation speed
of 5 mm/min gave a time to failure of 90 s. However, when switching to the hydraulic rig, due to
different machines stiffnesses, this deformation speed gave a too fast test. Therefore the
deformation speed was decreased. The deformation speeds and their resulting times to failure are
summarized in Table 1.

28
Table 1 The deformation speeds and their resulting times to failure.
Deformation speed Test time (approximately)
Electric rig
Composite 5 mm/min 90 s
Grey iron 1 mm/min 90 s
Hydraulic rig
Composite 1.6 mm/min 90 s
Grey iron 1 mm/min 40 s
The intention was to make the force increase linearly. However, when studying the actual force
curves it was found that the force increased quicker in the hydraulic rig, which was something
that had to be taken into account in the analysis. The actual response is shown in Figure 12.
Figure 12 The different the ways in which the hydraulic and electric rig reaches the maximum force.
3.7 Stepwise tensile test with off-loading In addition to the tensile test, another type of test was done. In the grey iron the force was raised
to 25 % and 55 % of the ultimate force with off-loading in-between. For composites it was 33 %
and 67 %. The force-time curve can be seen in Figure 13. The force was not lowered to zero in
the off-loading, but rather kept above by a small amount (too small to be noticeable in Figure
13). The reason for doing these stepwise tensile tests was a desire to study the Kaiser-effect (10)
and also a possible Felicity effect (11).
0 10 20 30 40 50 60 70 80 90 1000
10
20
30
40
50
60
70
80
90
100
110
Time (percentage of maximum)
Forc
e (
perc
enta
ge o
f m
axim
um
)
Electric rig
Hydraulic rig

29
Figure 13 The force-time curve of the stepwise tensile test. The curve shown is for grey iron.
3.8 Hydropulse noise test As mentioned earlier in the report, one potential application of AE could be the hydropulse test
rigs used for testing engine blocks with pulses of oil. For this reason, a noise test was done where
noise was sampled. During the test an engine block was subjected to a pressure fluctuating
between 5 and 327 bar at a frequency of 13 Hz. Due to the casting process, most of the engine
block has an uneven surface unsuitable for the attachment of an AE-sensor. However, some
surfaces are machined and the sensor was attached to such a surface. The noise from the
hydropulse rig was sampled for approximately one minute.
3.9 Attenuation tests As stated in the introduction, the hope is that AE is a technique that can be employed not only
when testing materials but also components. When testing materials, the sensor can be placed
immediately above the spot where the cracks form, but when testing components one has to rely
on the ability of the wave to propagate throughout the structure, during which it undergoes
attenuation. Literature gives some numbers that can be used for estimation of the attenuation. In
the following experiments, tests were done of the attenuation in actual structures that could be of
interest at Scania to test with AE. The chosen structures were a part of the steel frame of the
truck and a composite beam. These structures can be seen in Figure 14 and Figure 15. The sensor
was attached at the beams and sources were simulated using pencil lead breaks (0.5 mm, 2H).
The distances to the sensor are shown in Table 2 and Table 3. Please note that the surfaces of the
simulated sources were chosen to include surfaces both parallel and perpendicular to the surface
that the sensor was attached to. Three lead breaks were made at all positions.
0 10 20 30 40 50 60 70 80 90 100 1100
10
20
30
40
50
60
70
80
90
100
Time
Forc
e (
perc
enta
ge o
f m
axim
um
)

30
Figure 14 The steel beam with the locations of the sensor and the numbers of the simulated sources. The
location of the sensor was to the left of the pieces of tape.
Table 2 The table shows the distances to the sensor for the different locations of the lead-breaks on the steel
beam. The distances are the shortest distance along the surface the beam from the sensor to the position of
the lead-break.
Steel beam sensor positions
Postion Distance to sensor
1 32 cm
2 55 cm
3 55 cm
4 74 cm
5 74 cm
6 98 cm
7 98 cm
Sensor
6 4 2
1
3 5 7

31
Figure 15 The composite beam with the locations of the sensor and the numbers of the simulated sources. The
location of the sensor was to the left of the pieces of tape.
Table 3 The distances to the sensor for the different locations of the lead-breaks on the composite beam. The
distances are the shortest distance along the surface the beam from the sensor to the position of the lead-
break.
Composite beam sensor positions
Postion Distance to sensor
1 20 cm
2 40 cm
3 50 cm
4 69 cm
5 88 cm
6 109 cm
7 100 cm
8 78 cm
9 42 cm
3.10 Composites subjected to corrosive environment To study the effect of a corrosive environment on the composites, they were put in a special
chamber (28) where they were subjected to cycles of temperature and humidity, according to the
standard nVDA (29) . According to the standard the treatment should last 12 weeks, but due to
practical limitations on when it was possible to do the testing, the composite specimens could
only be treated for 11 weeks. Unfortunately, the cycle was also subjected to a disturbance, due to
a problem with the chamber. The temperature failed to reach the required level of – 15°C for the
2nd
, 5th
to 8th
and 10th
and 11th
of these weeks. During these weeks, the temperature reached only
+3 °C instead. The specimens were tested using a tensile test, as described above. The specimens
were tested approximately two hours after they had been taken out of the chamber. During this
time, they were stored in room temperature. At the time they were tested they had partially dried
up.
3.11 Specimens analysed with non-linear ultrasound by Acoustic Agree The method was evaluated by sending the company a couple of specimens, stressed to various
levels of their ultimate strength. One specimen that had not been subjected to any load at all, was
Sensor 1
7 8
6 5 4 2
9
3
32
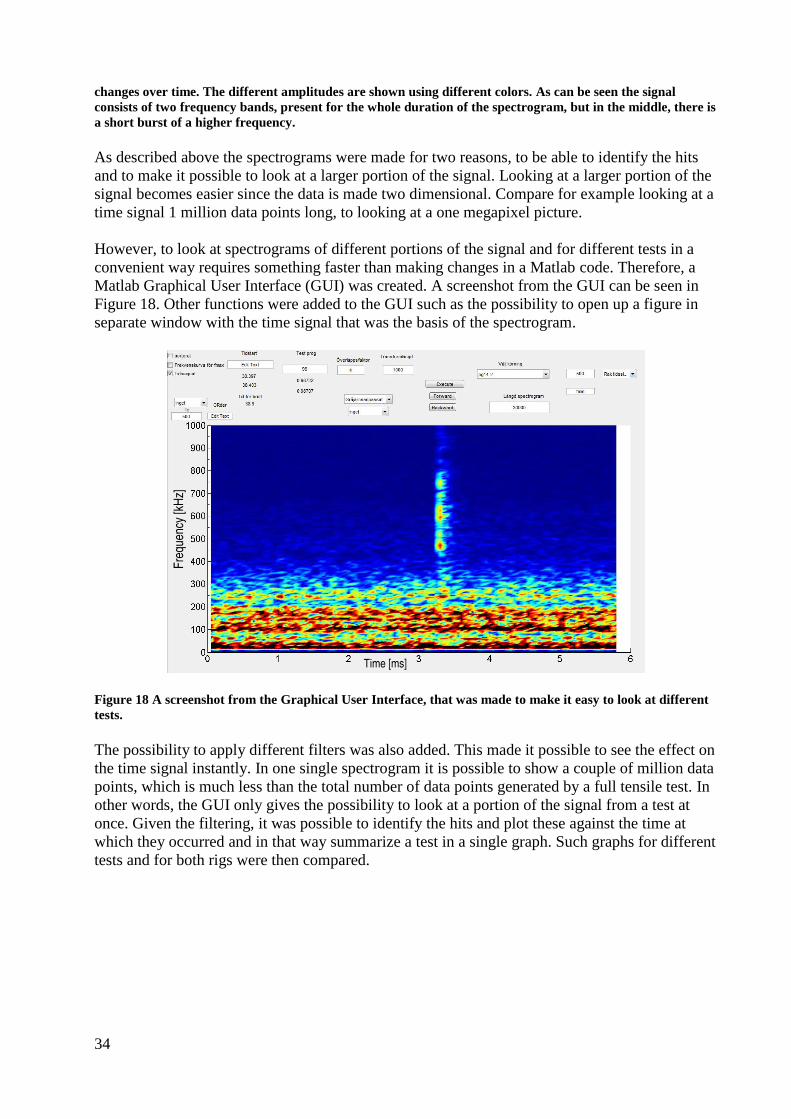
also included, as a reference. The composite had a strength of approximately 80 kN, and
therefore the chosen load levels were 0, 5, 20, 40 and 60 kN. Five corresponding specimens that
had been subjected to the corrosive treatment were also analysed by AA. The grey iron
specimens had a strength of about 37 kN and the specimens sent to Acoustic Agree (8) were
stressed to 10, 20 and 36 kN. The specimens were analysed using two different methods, which
are called P-NAW and I-NAW by the company.
3.12 Data conversion The AE-program saves the waveform data in binary format, which means that conversion is
necessary before the data can be analysed in Matlab. A conversion program, that came from a
supplier of AE-system were supposed to achieve this, but failed to do so, which required
modifications to the program.
With 16-bit resolution and 5 million samples per second a 90 second long test generates a file of
approximately 1 gigabyte. This was small enough to be converted in one piece, i. e. the RAM-
could store the entire variable at once. However, the files of the stepwise tensile tests were
considerably larger, with some approaching 3 GB. These files were too big to fit in the RAM-
memory at once. Therefore, they had to be converted in chunks, i. e. only a part of the signal was
converted and then stored on the hard drive, to make it possible to clear the RAM-memory so
that the next chunk could be converted. The data was after the conversion stored in “.mat”-files
which are convenient since they allow loading of only a part of a variable as opposed to the
entire variable at once. Doing so requires v7.3 matfiles, available from Matlab R2006b (30).
3.13 Data analysis The nature of the signals, where the longest of the tests exceeded a billion data points, makes
them nearly impossible to get any overview of, if one were to look just at the time signal. Even if
one would look at 10000 data points at once, it would be very hard to go through it all.
Furthermore, it is also very hard to find any hits if the amplitude of the noise is larger than the
amplitude of the hits.
For these two reasons, the time signal was studied using spectrograms (31). Studying a signal
using its frequency spectrum is very common. In a frequency spectrum, the energy or amplitude
content for each frequency is plotted. The frequency resolution, is determined by how long
signal that the frequency spectrum is based on. A longer signal means better resolution. When a
very long signal is available, as in this case, it is possible get a sufficient frequency resolution
using only a portion of the time signal. By generating the frequency spectrum for several such
portions after each other and putting these next to each other, one has generated a two-
dimensional representation of the data that includes both a dimension of frequency and time. The
difference between a frequency spectrum and a spectrogram is illustrated in Figure 16 and
Figure 17.

33
Figure 16 A 5 Hz sine wave, corrupted with noise and its frequency spectrum. Notice the peak at 5 Hz. The
frequency spectrum does not capture any change over time.
Figure 17 A spectrogram of a time-signal. The spectrogram has been made by putting frequency for
consecutive time periods after each other, which means that it shows how the frequency content of the signal
0 100 200 300 400 500 600 700 800 900 1000-20
-10
0
10
20Signal corrupted with random Noise
Time (ms)
0 5 10 15 20 25 30 35 40 45 500
2
4
6Frequency spectrum of y(t)
Frequency (Hz)
|Y(f
)|
Fre
qu
ency
[kH
z]
Time [ms]
34
changes over time. The different amplitudes are shown using different colors. As can be seen the signal
consists of two frequency bands, present for the whole duration of the spectrogram, but in the middle, there is
a short burst of a higher frequency.
As described above the spectrograms were made for two reasons, to be able to identify the hits
and to make it possible to look at a larger portion of the signal. Looking at a larger portion of the
signal becomes easier since the data is made two dimensional. Compare for example looking at a
time signal 1 million data points long, to looking at a one megapixel picture.
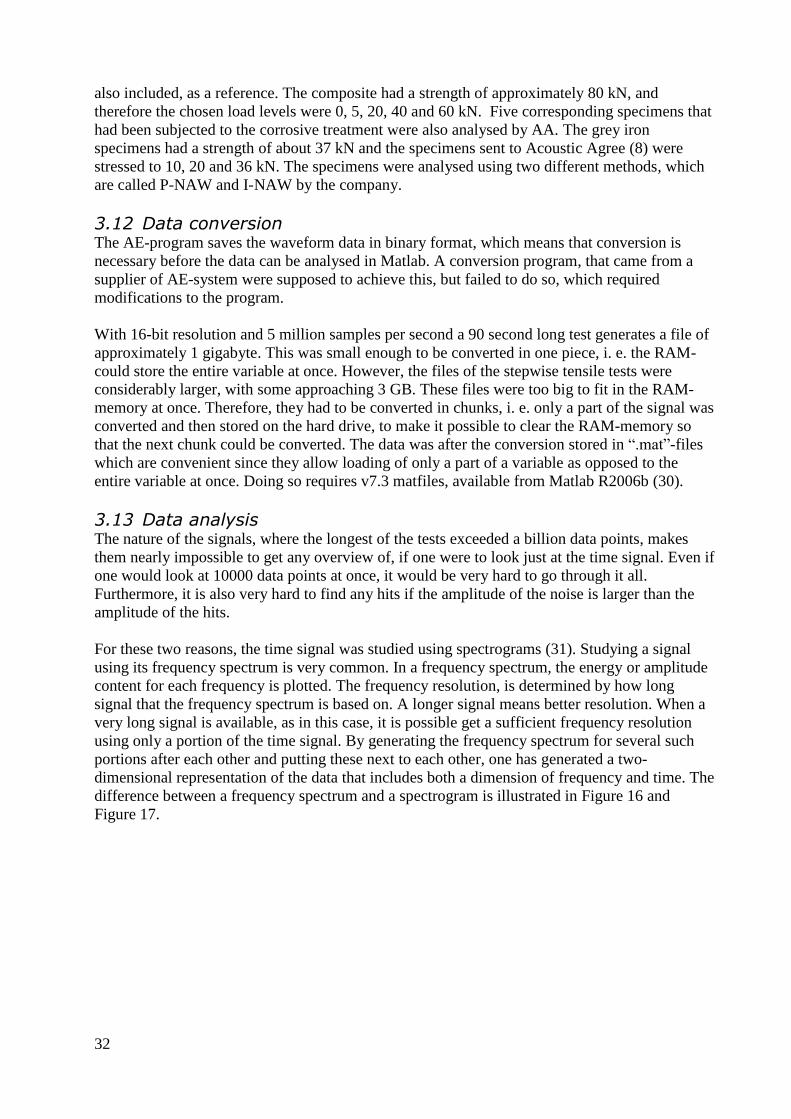
However, to look at spectrograms of different portions of the signal and for different tests in a
convenient way requires something faster than making changes in a Matlab code. Therefore, a
Matlab Graphical User Interface (GUI) was created. A screenshot from the GUI can be seen in
Figure 18. Other functions were added to the GUI such as the possibility to open up a figure in
separate window with the time signal that was the basis of the spectrogram.
Figure 18 A screenshot from the Graphical User Interface, that was made to make it easy to look at different
tests.
The possibility to apply different filters was also added. This made it possible to see the effect on
the time signal instantly. In one single spectrogram it is possible to show a couple of million data
points, which is much less than the total number of data points generated by a full tensile test. In
other words, the GUI only gives the possibility to look at a portion of the signal from a test at
once. Given the filtering, it was possible to identify the hits and plot these against the time at
which they occurred and in that way summarize a test in a single graph. Such graphs for different
tests and for both rigs were then compared.
Fre
que
ncy
[kH
z]
Time [ms]

35

36
4 Results and analysis
In this section the results from the tests using acoustic emission made during this thesis, are
presented.
4.1 Time analysis of signal and noise To start with, an acoustic emission event, from the silent electric test rig is compared with the
noise background from the hydraulic rig. This is shown in Figure 19. The acoustic emission
event is from a grey iron test rod.
Figure 19 An acoustic emission event compared to the hydraulic background. It would be hard to detect the
signal since the amplitude of the noise is higher than the signal.
Please note the timescale, the signal decays in a very short time.
As can be seen, the amplitude of the noise background is much larger than the signal that we
want to detect. However, zooming in on the acoustic emission event in Figure 19, illustrates how
the problem of noise can be solved. If we look at the zoomed-in picture Figure 20, we can notice
that there is a difference in frequency between the signal and the noise, with the signal having a
higher frequency. It can be noted that the noise consists of a low frequency dominating the
spectrum, as well as a higher frequency component.
0 5 10 15 20 25 30 35-0.2
-0.15
-0.1
-0.05
0
0.05
0.1
0.15Signal against hydraulic noise
Time (ms)
Hydraulic noise
Signal
Am
plit
ude
(V
)

37
Figure 20 A zoomed-in picture of the acoustic emission event against hydraulic background from Figure 19.
The fact that there is frequency difference between the noise and the acoustic emission event
would make it possible to, using frequency analysis, detect the signal if it was superimposed on
the noise. An example of this is shown in Figure 21. In this case we can see that in the beginning
there is only hydraulic background noise present and the signal is dominated by a relatively low
frequency. However, at around 0.025 ms there is a much higher frequency component present,
which is a material signal. Over time this signal decays, which is typical of acoustic emission
events.
0 0.02 0.04 0.06 0.08 0.1 0.12 0.14 0.16 0.18 0.2-0.1
-0.05
0
0.05
0.1
0.15Signal against hydraulic noise (zoomed in)
Time (ms)
Hydraulic noise
Signal
Am
plit
ude
(V
)

38
Figure 21 An acoustic emission event corrupted with lower-frequency noise. The acoustic emission event
starts at around 0.025 ms.
4.2 Time-frequency analysis of individual events As stated in 3.13 Data analysis, the acoustic emission events were studied using spectrograms, in
which one can see both the dimension of time and frequency. In Figure 22 we can see the
spectrogram of a typical hit from grey iron recorded in the electric quiet rig.
Figure 22 A spectrogram of an acoustic emission event from grey iron in the silent electric rig. Please note
how the axis are oriented. As can be seen the hit is a rapid broadband event.
0 0.01 0.02 0.03 0.04 0.05 0.06 0.07-0.06
-0.04
-0.02
0
0.02
0.04
0.06
0.08Signal corrupted with noise
Time (ms)
Time [ms] Frequency
[kHz]
Am
plit
ude
(V
)
Amplitude
[V/kHz]

39
As seen in the Figure 22, the hit is a broadband event with energy covering almost all of the AE
frequency range (20 kHz -1.2 MHz). Here the hit extends a little higher up in the frequency-
plane but is otherwise consistent with the findings about frequency of others (19).
The noise in the hydraulic fatigue rig will be described in more detail later in the report, but for
purposes of comparison, some noise recorded in the hydraulic rig is shown in Figure 23.
Figure 23 A spectrogram of noise in the hydraulic rig. The noise is limited to lower frequencies.
As can be seen the amplitude of the noise is very large compared to the emission shown in
Figure 22. An event recorded in the hydraulic rig is shown in Figure 24.
Figure 24 An acoustic emission event, recorded in the hydraulic rig.
Figure 24 illustrates the fact that the hydraulic noise covers the lower frequencies of the acoustic
emission event, however if one only looks at the higher frequency components, there is no doubt
that one would be able to detect the acoustic emission event. A 500 kHz high-pass filter was
applied to this signal. It should be pointed out that the filtered signal was generated in Matlab at
Time [ms]
Time [ms]
Frequency
[kHz]
Frequency
[kHz]
Amplitude
[V/kHz]
Amplitude
[V/kHz]

40
a speed that was approximately a tenth of the time that the signal was recorded, in other words,
filtering can be achieved in real time.
So far, all of the spectrograms shown above have been from the grey iron. Below a spectrogram
of a signal recorded from a composite test is shown (Figure 25). This signal has been recorded in
the hydraulic rig. Please notice the scale on the z-axis has changed, the picture is zoomed out,
compared to the spectrograms of the grey iron. The composite material emits considerable higher
levels than the grey iron, both in terms of occurrence and amplitude. During the 20 ms many
emissions take place which is not the case for grey iron. Also in the composites there are some
low frequency signals that are higher than the noise level, which makes it possible to detect them
without using any kind of filtering. As seen in the figure there is a presence of both this low-
frequency, high-amplitude signal as well as higher frequency signal, stretching up to 600 kHz. It
is possible that these signals can be attributed to matrix cracking and fiber break respectively as
reported by (21) (23).
Figure 25 A spectrogram of signal from a composite test, recorded in the hydraulic rig. Please note that the
spectrogram is zoomed-out compared to the previous. As can be seen, apart from the emissions in 200-600
kHz range, there are also some low frequency emission, with an amplitude high enough to break through the
noise barrier.
The noise will be described in more detail below, but in Figure 25 above one can notice that the
noise is not going up to 400 kHz but rather is constrained to a much lower frequency range as
opposed to the spectrograms presented earlier.
4.3 Noise in fatigue test rig By studying spectrograms two types of noise were identified. A narrow band noise from around
20-50 kHz and a more broadband noise from around 75 kHz to 400 kHz, with a center around
150 kHz. Sometimes both types of noise were present and sometimes only one of the types, but
there was no time when none of the types were present. The two types of noise are presented in
Figure 26. It can also be seen in the figure that both types of noise are continuous rather than of
burst type. If the low frequency noise was present, the typical overall noise level was up to 70
dB.
Frequency
[kHz] Time [ms]
Amplitude
[V/kHz]

41
Figure 26 Noise in the hydraulic rig. There is high amplitude noise at a low frequency, and there is also noise
centered around 150 kHz.
A closer look at the lower frequency noise in Figure 27, shows that this noise is centred around
20 kHz, which was the lower frequency limit of the band-pass filter (integral to the preamplifier)
used in the tests, as described in 3.4 Equipment. Therefore, this noise is placed right in the
transition band of the filter and there is probably a lot more high amplitude noise below 20 kHz,
that is not recorded thanks to the band-pass filter.
Figure 27 A closer look at the low frequency noise in Figure 26.
4.4 Cumulative emissions over the tests So far, all of the spectrograms that have been shown have only been of a short portion of a test,
20 ms, compared to about a minute, which was a typical duration for a test. The reason for that is
simply that there is a limit to how long signal that can fit into a single spectrogram. A way to
summarize all the emissions for a test is needed. This was done using accumulated amplitude.
This takes into account both the number and strength of the emissions. This is shown for the grey
iron test rods in Figure 28. Accumulated amplitude means that at a given percentage of the
ultimate load the sum of the amplitude (voltage not decibel) of all hits so far is summed up, as
seen in Figure 28.
Time [ms]
Frequency
[kHz]
Time
[ms]
Frequency [kHz]
Amplitude
[V/kHz]
Amplitude
[V/kHz]

42
Figure 28 Accumulated emissions for grey iron.
As can be seen the curves were generated from tests done both in the noisy and the non-noisy
rig, and both were generated using 500 kHz high-pass filtering. Hits below 35 dB were
disregarded. It should be pointed out that these curves were generated in Matlab (9) in a time that
was much shorter than the time it took to do the tests, in other words, the filtering could have
been done in real time. In these curves, we can notice a couple of things. We can see that AE
starts very early in the test and that there is a rapid increase in the last 10 % of the test, as
reported by others (19). It is also seen that the curves form two groups, the noisy and non-noisy
rig, with less variation within the latter group.
For the composites, as described above, there were two types of signals, a high frequency signal
and a lower frequency signal with an amplitude high enough to be above the noise level. For all
three tests done with composites, the higher frequency component of noise was not present. For
this reason, it was determined that 70 kHz high-pass filtering would be sufficient, as opposed to
500 kHz. Accumulated emissions for the high frequency signal and the lower frequency signal
are shown in Figure 29 and Figure 30, respectively.
0 10 20 30 40 50 60 70 80 90 100 1100
2
4
6
8
10
12
14
16Accumulated amplitude grey iron (>35 dB)
Force [percentage of ultimate strength]
Accum
ula
ted a
mplit
ude g
rey iro
n
Non-noisy rig, test rod 1
Non-noisy rig, test rod 2
Non-noisy rig, test rod 3
Noisy rig, test rod 1
Noisy rig, test rod 2
Noisy rig, test rod 3
Acc
um
ula
ted
am
plit
ude
[V
]

43
Figure 29 Accumulated emissions for composites after 70 kHz high-pass filtering.
Figure 30 Accumulated emissions for composites direct on the signal, i. e. without any filtering. ,
By studying Figure 29 and Figure 30 it is possible to see that these curves also form two groups.
Compared to grey iron there is a more distinct moment, around half-way through the test, at
which the emissions start. However, for one of the test rods, the unfiltered signal deviates from
0 10 20 30 40 50 60 70 80 90 100 1100
500
1000
1500
2000
2500
3000
3500
4000
4500
5000Accumulated amplitude composite (>40 dB)
Force [percentage of ultimate strength]
Accum
ula
ted a
mplit
ude c
om
posite
Non-noisy rig, test rod 1
Non-noisy rig, test rod 2
Non-noisy rig, test rod 3
Noisy rig, test rod 1
Noisy rig, test rod 2
Noisy rig, test rod 3
0 10 20 30 40 50 60 70 80 90 100 1100
1000
2000
3000
4000
5000
6000
7000
8000
9000Accumulated amplitude composite (>65 dB)
Force [percentage of ultimate strength]
Accum
ula
ted a
mplit
ude c
om
posite
Non-noisy rig, test rod 1
Non-noisy rig, test rod 2
Non-noisy rig, test rod 3
Noisy rig, test rod 1
Noisy rig, test rod 2
Noisy rig, test rod 3
Acc
um
ula
ted
am
plit
ude
[V
] A
ccu
mu
late
d a
mp
litu
de [
V]

44
the others. As mentioned earlier the composite emits considerable more than the grey iron. This
can be seen by comparing the z-axis scale in Figure 28, to those in Figure 29 and Figure 30.
For the grey iron the reason for difference between the curves were investigated using scatter
plots, which are shown in Figure 31. In these plots the amplitude of the hits (in decibel) are
plotted against the force at which they occurred. As can be seen in the figure, there are a lot more
hits at lower decibel levels, present early in the tests made in the non-noisy rig. However, in both
rigs 40 dB levels hits are present early, as reported by others (19) (18). Also at the ends of the
tests (>80 %) the scatter plots look more similar.
Figure 31 Scatter plots for the grey iron tests. The tests from the non-noisy rig are shown to the left and those
from the noisy, after filtering is shown to the right. The decibel-value of the hits are plotted against
normalized force.
0 10 20 30 40 50 60 70 80 90 100
40
50
60
70
80
90
Force [percentage of ultimate strength]
Accum
ula
ted a
mplit
ude
Non-noisy rig, test rod 1
0 10 20 30 40 50 60 70 80 90 100
40
50
60
70
80
90
Force [percentage of ultimate strength]
Accum
ula
ted a
mplit
ude
Non-noisy rig, test rod 2
0 10 20 30 40 50 60 70 80 90 100
40
50
60
70
80
90
Force [percentage of ultimate strength]
Accum
ula
ted a
mplit
ude
Non-noisy rig, test rod 3
0 10 20 30 40 50 60 70 80 90 100
40
50
60
70
80
90
Force [percentage of ultimate strength]
Accum
ula
ted a
mplit
ude
Noisy rig, test rod 1
0 10 20 30 40 50 60 70 80 90 100
40
50
60
70
80
90
Force [percentage of ultimate strength]
Accum
ula
ted a
mplit
ude
Noisy rig, test rod 2
0 10 20 30 40 50 60 70 80 90 100
40
50
60
70
80
90
Force [percentage of ultimate strength]
Accum
ula
ted a
mplit
ude
Noisy rig, test rod 3
Am
plit
ude
(dB
)
Am
plit
ude
(dB
) A
mp
litu
de (
dB)
Am
plit
ude
(dB
)
Am
plit
ude
(dB
)
Am
plit
ude
(dB
)

45
4.5 Stepwise tensile testing The result from the stepwise tensile testing is presented below. Starting with the grey iron the
result is shown in Figure 32.
Figure 32 The acoustic emission events and the force during the stepwise tensile testing of grey iron. The vast
majority of the emissions take place during three time periods, which stop when the force starts to decrease
and start when the previously maximum applied load has been reached again.
Plotted in the figure is the voltage of the emissions and the time of the test. The amplitude has
been scaled for comparison with the force curve. As showed in the figure the emissions take
place basically during three periods. Although it is true that there are some emissions in between
these periods, the vast majority takes place during these periods. What is interesting is when the
emissions start and stop. The Kaiser effect says that emissions will start again when the
previously maximum load has been reached (10). For the first period they start from the very
beginning of the test and they stop almost at the same time that the force starts to decrease. The
same is true for the second period, the emissions stop almost at the same time that the force starts
to decrease. What however is more interesting is when the emissions start again in period two
and three. This occurs at the second times that the force reaches 25 % and 55 % of the maximum
load the. This is the same time that the maximum previously applied load has been reached
again, as the Kaiser effect predicts. Testing by others (17) found felicity effect starting at 90 %,
However, in this thesis no felicity effect was observed, which might have to do with the fact the
last load step only was 55 % of maximum load. The equivalent result for the composite test rods
is shown in Figure 33. Apparently the Kaiser effect was also present in the composite.
0 10 20 30 40 50 60 70 80 90 100 1100
10
20
30
40
50
60
70
80
90
100Stepwise tensile testing grey iron (>30 dB)
Time (percentage of test duration)
Forc
e (
perc
enta
ge o
f ultim
ate
load)
Amplitude of emission
Force

46
Figure 33 The acoustic emission events and the force during the stepwise tensile testing of the composite
material. Just as for the grey iron, the vast majority of the emissions take place during three time periods,
which stop when the force starts to decrease and start when the previously maximum applied load has been
reached again.
4.6 Composite specimens subjected to a corrosive environment When testing the treated composite specimens no significant difference was noticed against the
untreated specimens in terms of acoustic emission. However, by looking at the force-time curve,
there was a significant decrease in stiffness, but no change in rupture strength. The result is
shown in Figure 34. The values are shown Table 4.
0 10 20 30 40 50 60 70 80 90 100 1100
10
20
30
40
50
60
70
80
90
100Stepwise tensile testing composite (>30 dB)
Time (percentage of test duration)
Forc
e (
perc
enta
ge o
f ultim
ate
load)
Amplitude of emission
Force

47
Figure 34 There was a significant decrease in stiffness from the corrosive treatment to the composite test
rods. However, there was no change in rupture strength.
Table 4 The different times to failure for treated and untreated composite.
Decrease in time to failure
Test rod number Untreated Treated
1 85,8 (s) 115,9 (s)
2 94,7 (s) 112,1 (s)
3 92,3 (s) 116 (s)
Average 90,9 (s) 114,7 (s)
Percentage stiffness decrease 26%
4.7 Attenuation in composite and steel beam The result from the attenuation tests in the steel and composite beam are shown in Figure 35 and
Figure 36, respectively. For the composite beam, recorded amplitudes spanned several orders of
magnitude, and therefore the result is presented in a logarithmic scale, but for the steel beam
attenuation was much lower and therefore the scale is linear. The values presented are an average
of the three lead-breaks made at each position. For some reason the lead break at position 5 in
the composite beam, did not give any useful result. As can be seen in the figures, the attenuation
is much higher in the composite than in the steel beam. For the steel beam one can clearly see
that the lead breaks made on a surface parallel to the sensor produced higher amplitudes
compared to those perpendicular, even though the distance was the same. The values for the steel
beam and the composite beam are also shown in Table 5 and Table 6. If one studies Table 6 with
the composite beam, one sees that the results are in the same range as the 20 dB/m attenuation
reported in (22).
0 20 40 60 80 100 1200
10
20
30
40
50
60
70
80
90Treated and untreated composites
Time (s)
Forc
e (
kN
)
Untreated 1
Untreated 2
Untreated 3
Treated 1
Treated 2
Treated 3

48
Figure 35 The amplitudes of the lead breaks made on the steel beam. A can be seen the amplitude does not
decrease much with distance.
Table 5 Attenuation in the steel beam.
Position Distance to sensor (mm) Voltage value Decibel value
1 320
0,048 53,6
2 550
0,052 54,3
3 550
0,046 53,3
4 740
0,041 52,3
5 740
0,033 50,4
6 980
0,042 52,5
7 980
0,037 51,4

49
Figure 36 The amplitudes of the lead breaks made on the composite beam. A can be seen the amplitude does
decrease much with distance. Please note that the logarithmic scale.
Table 6 Attenuation in the composite beam.
Position Distance to sensor (mm) Voltage value Decibel value
1 200 1,513 83,6
2 400 0,354 71,0
3 500 0,060 55,6
4 690 0,035 50,9
5 880 - -
6 1090 0,018 45,1
7 1000 0,017 44,6
8 780 0,048 53,6
9 420 0,042 52,5

50
4.8 Noise from the hydropulse rig By looking at the time signal of noise in the hydropulse rig, Figure 37 below, a cyclic behaviour
can be seen, consistent with the pump frequency at 13 Hz. The maximum amplitude of the noise
during this time period was 0.7 V, equivalent to 77 dB.
- Figure 37 Time signal of the hydropulse noise test. In the figure, seven “bumps” can be seen, consistent with
the frequency of the hydraulic pump at 13 Hz.
The worst case, both in terms of amplitude and frequency is at the peak of those “bumps” shown
in Figure 37. For this reason, the part was studied using spectrograms. See Figure 38.
Figure 38 Noise in the hydropulse rig.
Frequency
[kHz]
Time [ms]
Amplitude
[V/kHz]
Am
plit
ude
(V
)

51
As shown Figure 38, the noise stretches higher up in the frequency plane the compared to the
fatigue test rig seen in Figure 26. When applying a 700 kHz high pass filter it was possible to
reduce the noise level dramatically. As could be seen in Figure 22, a grey iron acoustic emission
event contains energy also above 700 kHz. After this had been done it could be concluded that
the high amplitudes came from a low number of single-point spikes. Since the single-point
spikes would cross a threshold only once, they can be distinguished from real hits, which cross
the threshold several times. This is called hit-parameter based filtering (the hit must have a
certain number of counts to be regarded as a hit). Considering the amplitude of the noise that was
not these spikes implementing this kind of filtering would give a noise level of 30 dB.
4.9 Results from Acoustic Agree The results from the testing done by the non-linear ultrasound method of the company Acoustic
Agree (8), is presented below. The company used two different methods, called I-NAW and P-
NAW and gave a damage value for each specimen with the damage value 100 given to the
reference (undamaged) specimens. Three groups of test rods were analysed: grey iron, composite
and the corrosively treated composite. The results are shown in Figure 39, Figure 40 and Figure
41, respectively.
Figure 39 The damage value for the grey iron specimens from the non-linear ultrasound method by the
company acoustic agree. P-NAW and I-NAW refers to the two slightly different methods used by the
company. The ultimate load was approximately 37 kN for these specimens.
0
100
200
300
400
500
600
700
Reference 0 kN 10 kN 20 kN 36 kN
Grey iron damage value
P-NAW
I-NAW
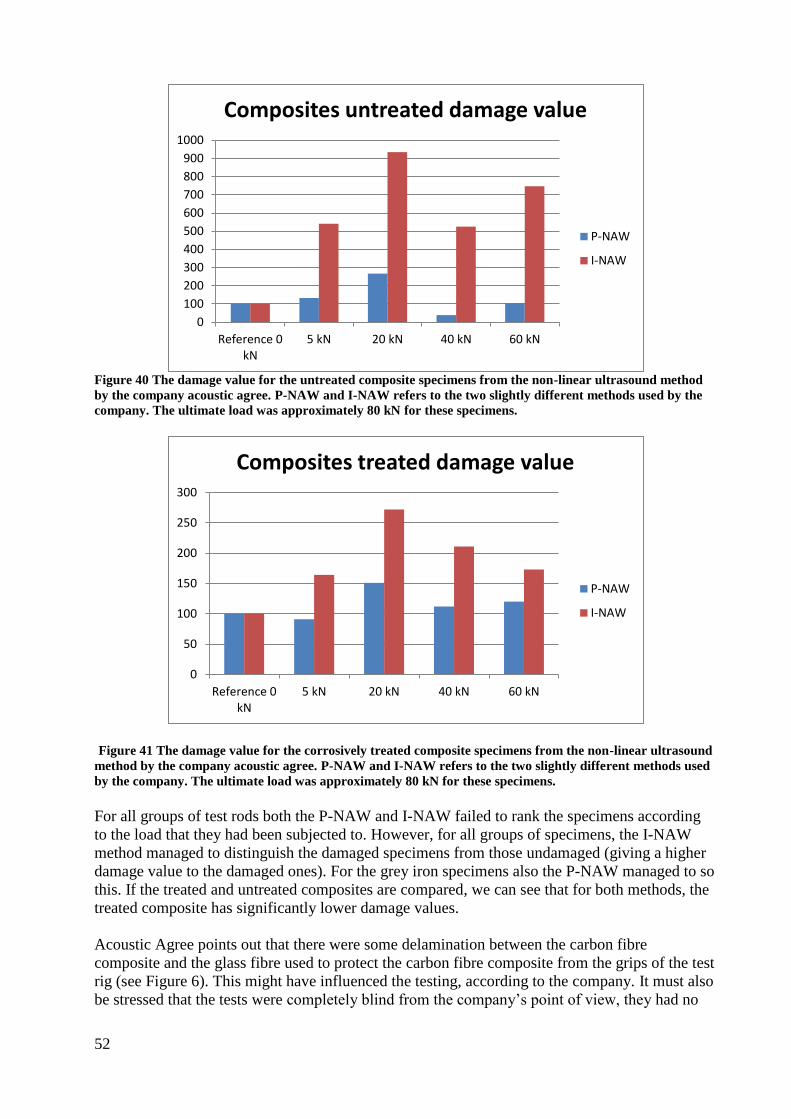
52
Figure 40 The damage value for the untreated composite specimens from the non-linear ultrasound method
by the company acoustic agree. P-NAW and I-NAW refers to the two slightly different methods used by the
company. The ultimate load was approximately 80 kN for these specimens.
Figure 41 The damage value for the corrosively treated composite specimens from the non-linear ultrasound
method by the company acoustic agree. P-NAW and I-NAW refers to the two slightly different methods used
by the company. The ultimate load was approximately 80 kN for these specimens.
For all groups of test rods both the P-NAW and I-NAW failed to rank the specimens according
to the load that they had been subjected to. However, for all groups of specimens, the I-NAW
method managed to distinguish the damaged specimens from those undamaged (giving a higher
damage value to the damaged ones). For the grey iron specimens also the P-NAW managed to so
this. If the treated and untreated composites are compared, we can see that for both methods, the
treated composite has significantly lower damage values.
Acoustic Agree points out that there were some delamination between the carbon fibre
composite and the glass fibre used to protect the carbon fibre composite from the grips of the test
rig (see Figure 6). This might have influenced the testing, according to the company. It must also
be stressed that the tests were completely blind from the company’s point of view, they had no
0
100
200
300
400
500
600
700
800
900
1000
Reference 0kN
5 kN 20 kN 40 kN 60 kN
Composites untreated damage value
P-NAW
I-NAW
0
50
100
150
200
250
300
Reference 0kN
5 kN 20 kN 40 kN 60 kN
Composites treated damage value
P-NAW
I-NAW

53
additional information except for the fact that one specimen was undamaged and should be
assigned the value 100.

54
5 Discussion and conclusions
This section contains the discussion and conclusions.
5.1 Discussion As discussed in the introduction, increasing demands such as the need to reduce fuel
consumption calls for the development of new materials and components. This development
requires considerable amounts of testing. At Scania, due to the nature of what the material will
have to go through in the finished product, the testing will typically be fatigue testing. In this
kind of testing, it would be of great benefit, to have a non-destructive way of extracting
information continuously during the test, as opposed to just looking at the number of cycles
needed for failure. Such a non-destructive test method would make it possible to get a whole new
dimension data of what is going on inside the material without increasing the number of
specimens used and without increasing the cycle time in the rigs. It would allow test engineers to
follow the microscopic processes inside the material and not just look at the macroscopic
consequence of these processes, i. e. failure.
Acoustic emission is considered a technique that can provide such additional information, but the
hydraulic noise has been considered a challenge (20). In this thesis, it was shown that the
acoustic emission events can be extracted from the data set even though it is hidden behind the
noise. Furthermore, it was shown that the filtering algorithm was fast enough to be carried out in
real time. This means that is not necessary to store the entire data set, which for a fatigue test
lasting several weeks, would be to large amounts of data to be able to handle.
To answer these questions, a number of objectives were set up. The first objective was to
characterize the signal from grey iron and a carbon fibre composite. For the grey iron, the signal
covered almost the frequency range of AE (20 kHz – 1.2 MHz), consistent with the findings of
others (19). At a sampling rate of 5 Mhz and for example a wave at 500 kHz, there will only be
10 samples per wave, which is not very much to get a really good description of the wave. Please
note that the 10 samples per wave are meant to get a description of the wave, not just say that
those frequencies are there. In that case the Nyqvist criterion says the two samples per wave are
sufficient. To get a better a resolution, the sampling rate could be increased. For the composites,
the situation turned out to be more complicated with different types of signals, that possible
could be attributed to different material processes, as proposed in 4.2 Time-frequency analysis of
individual events.
The second objective was to characterize the noise. The characterisation is very important since
it influences the choice of filtering method. First of all, it was not of burst type, i. e. the noise
were not spikes that could be mistaken for hits. If that would have been the case, some kind of
hit-parameter based method would have been suitable. Rather, the noise identified in this thesis
was continuous and limited to certain frequency bands, which made frequency filtering the most
suitable method. Two types of noise were found and sometimes only one of the types was
present. The reason behind that is unknown. The noise is assumed to come from the hydraulic
system of the rig, including the pump, valves etc. but its more exact origin is not known.
However, to find out that was not the focus of this thesis, but rather to find out if the signal could
be separated from the noise, which was the third objective. For these reasons, frequency filtering
turned out to be the most suitable method, based on the findings that the material signal and
hydraulic noise did not occupy identical parts of the frequency spectrum.

55
The fourth objective, how to achieve filtering in real-time, requires a little more discussion. The
real-time filtering is necessary to avoid storing the entire data set which would produce too large
amounts of data if all data from a fatigue test were to be stored. In this thesis it was shown that
the filtering could be performed in real time in Matlab. The assumption is made that a personal
computer will be available to filter and store the filtered information, when doing the testing.
In practice, however, the same kind of filtering could be achieved using analog filters. It is also
possible that a resonance sensor with appropriate characteristic could have picked up the higher
frequencies and rejected the lower. However, this kind of sensor would never achieve the
optimal signal-to-noise ratio. The reason for that is it is not designed to fit the particular noise
and signal that is present and because of that it will always reject some signal and pass some
noise, lowering the signal-to-noise-ratio. As described above, there were two types of noise, with
sometimes only one type present. If the filtering were made digitally it would be possible to
adapt the filtering to those circumstances, manually or automatically, and in doing so achieving
the best possible signal-to-noise ratio. For this reason, it is the view of the author that digital
filtering e.g. in Matlab should be preferred to analog filters. Another way of filtering tested in
this thesis was to multiply the signal with a wave of a certain frequency. This sliding
multiplication is a very fast and simple method of finding parts of the signal that is similar to the
wave. When the wave is multiplied with noise or other structures of the signal, which are not
very similar to the wave, the product will not become very large. However, when the wave
reaches a part of the signal that is similar to the wave, the product of the multiplication will raise
significantly.
It is important to point out that no real-time filtering was actually done in this thesis, rather it was
shown that it could be done in real-time on an already recorded signal. When this will actually be
implemented, there has to be a practical solution. One way would be to modify the software
“AEwin” such that it will produce a buffer file with the recorded waveform for example over the
last minute. Then a Matlab (9)-program could read the file continuously, filter the data and store
any possible information in a separate mat-file.
In this thesis, the active ultrasonic method developed by the company Acoustic Agree (8), was
also investigated, by analysing the result of the testing of some test rods. None of their methods
succeeded in ranking the test rods according to their damage, but the I-NAW method managed to
identify all the damaged test rods, which makes the method interesting and something that
deserves a closer look. The fact that the corrosively treated composites all got a lower damage
value is also an interesting. Being an active method also brings some advantages, for example
the ability to do the test several times on the same specimen, something that is not possible with
acoustic emission. In AE the test can only be done once and only at the exact time when the
damage happens.
In this thesis the method chosen was to store the entire waveform and then analysing the data
afterwards. Dealing with that large amount of data sometimes caused problems and required
routines where the data is analysed in chunks because of the limited RAM-memory available.
Even though the final application will be one where real-time filtering will be employed, further
investigations, for example studying the noise from other rigs, would typically include complete
waveform gathering, as well. In those applications one has to keep in mind the fact that the large
file sizes make it necessary to have routines that analyse the data in chunks. Designing these
routines takes a lot more effort than designing routines where the entire data set is dealt with at
once. Talking about data amounts, an interesting question is, how many years back in time was
an ordinary personal computer able to deal with the data amounts dealt with in this thesis? On
the other hand, how fast will the development of computing power and data storage be in the

56
future? “Moore’s law” (32) states that there has been an exponential increase in computing
power. Of course, this development will not go on forever, but with increasing computing power
more complex filtering algorithms can be used in real-time. There has also been an increase in
the availability of data storage. Even though this development in not quite as fast the
development of computing power it cannot be excluded that at some point in the future, it will be
possible to store the entire waveform also for a fatigue test. This means that an optimal filtering
method can be chosen afterwards, as opposed beforehand.
The chosen method in this thesis was to do just that, to store the entire waveform. So, could the
same result have been achieved using some other method? One view could be that the same kind
of result could have been achieved by using a bunch of high-pass filters, such a 100 kHz, 200
kHz and so on, and then looked at the test that achieved the best signal-noise-ratio. However, this
is based on the fact that the noise is limited to some range of lower frequencies, something that
was not known beforehand. The result from the hydropulse noise test shows that the noise can
very well be distributed over several frequency bands. Such an approach with filters could also
not have answered the three first research questions individually. Furthermore, it would have a
been a lot more difficult to find out the more exact nature of the noise in the hydraulic fatigue
rig, such as the fact that it consisted of two types, with sometimes only one type present.
The purpose of this thesis was to investigate the possible use of AE, primarily for fatigue testing.
However, the chosen method, to store the entire wave made it not practical to study a fatigue
test. Rather, tensile tests were done instead, which means that the results here only represent
what the signal and noise looks like during the conditions of a tensile test. However, it is
reasonable to assume the results also will be valid for a fatigue test.
When looking at the curves of accumulated acoustic emission in Figure 28, the curves form two
groups, one for the test rods tested in the noisy rig and one for those tested in the non-noisy. A
closer look at scatter plots in Figure 31, reveals that the difference to a large degree is owing to a
number of low amplitude hits present in the non-noisy but not the noisy rig. However, even
though there was a difference between the groups, the similarity within each group was
significant, which demonstrates AE:s usability as a tool to follow the damage process leading up
to failure. Looking at Figure 28, one can see that for each group separately, once passing
approximately 80 % of the failure load, one would be able to predict the failure, relatively well.
As discussed earlier in the report, it would be beneficial to be able to use AE not only for the
testing of materials but also to test components, for example engine blocks, which are being
tested in a hydropulse rig. It was demonstrated that using high-pass filtering at 700 kHz and
some hit-parameter based filtering, it was possible to reduce the noise-level to 30 dB. Does this
mean that hits above 30 dB from Figure 31, can be detected against the background that has been
reduced to 30 dB? Before such conclusion can be made, two other phenomena have to be taken
into account. Both these phenomena will raise the threshold of the size of hits, which can
actually be detected. The increase in threshold will be by a certain factor, but since the factors
will be expressed in decibel, the final threshold can be calculated by adding the decibel values,
thanks to the properties of the logarithm. The first phenomena is the attenuation. As the waves
travel from the location of the crack to the nearest sensor the amplitude of the waves will
decrease. This is due to a number of reasons, as discussed in the frame-of-reference. During
previous investigations at Scania this was found to be 10 dB at maximum for cylinder heads.
This raises the threshold of what size of hits that can be detected, up to 40 dB. The second factor
that has to be taken into account is the fact that when the filtering is done at 700 kHz, as opposed
to 500 kHz, more energy will be removed from the hit, decreasing its amplitude. As could be
seen in Figure 22, an acoustic emission event contains energy over a wide range of frequencies.

57
If one assumes that the energy is distributed equally up to the cut-off frequency of the high-pass
filter used (1.2 MHz), this loss can be estimated. Under this assumption the width of the
frequency band decreases by 30 % (from 500 KHz – 1.2 MHz to 700 KHz – 1.2 MHz), which is
equal to 1.5 dB. The phenomenon is illustrated in Figure 42.
Figure 42 Comparison of different filter cut-off frequencies.
If these 1.5 dB also were to be taken into account, one would get a 41.5 dB threshold. Hits of
that size are present well in advance of the failure of the grey iron test rods, as can be seen in
Figure 31. However, the argument has some flaws. For example, the assumption that the energy
is equally distributed probably would not be correct. Furthermore, the 10 dB reported from
previous investigations at Scania was for pencil-lead breaks, which contain a wide range of
frequencies. For frequencies above 700 kHz the attenuation will typically be higher. On the other
hand, as seen in Figure 38, there is a relatively silent band around 500 kHz that could be used to
improve the signal-to-noise-ratio. In other words one would look for a pattern of frequencies
rather than a single band. To summarize, although the argument does not provide any proof that
it would be able to follow the crack growth, it is far from proving the contrary, which makes it
promising that it indeed would be possible. It should also be pointed out that more advanced
signal processing could be used to study the hits once they have been identified.
Testing components, such as an engine block, would typically involve the use of several sensors.
In doing so, one would receive more information about each single acoustic emission event than
what could be gathered using only a single sensor. With multiple sensors, some way of analysing
this multivariate data is necessary. Furthermore, in this thesis the traditional hit-parameters
presented in Figure 3 were not studied. Including these in the analysis would probably be
beneficial but also raise the complexity of the data that has to be analysed.
Testing the components in research and development is certainly an interesting application of
AE. Acoustic emission is used to continuously monitor concrete bridges, which means that the
technique is utilized to detect cracks in a component that is in use. Could the same application be
made also in the heavy vehicle industry? In other words could AE be used to monitor for
example the steel frame or an axle on a truck? If possible, an early warning of failure would
mean the possibility to pull off the road and go to a workshop instead of experiencing a
catastrophic failure. A deeper analysis of this possibility is beyond the scope of this thesis, but an
interesting thought.

58
The purpose of this thesis was to see if the problem of hydraulic noise in a test rig could be
overcome and the results show that, this seems to be the case. This is something which hopefully
opens up a few more applications for acoustic emission.

59
5.2 Conclusions The conclusions based on the research questions are presented below.
Acoustic emission (AE) can be used to follow the process inside a material leading up to
failure. The material signal from grey iron was very broad-band. The composite emitted
two types of signals.
The hydraulic noise was primarily constrained to lower frequencies.
It was possible to filter out the signal from the noise in a hydraulic test rig. The noise was
previously thought to be an obstacle that could not be overcome.
The filtering can be made fast enough to be executed in real-time. This makes an
application to fatigue testing possible, where post-processing as opposed to real-time
filtering would have meant that an unreasonable amount of data had to be stored.
The method developed by the company Acoustic Agree could indicate the presence of
damage but could not distinguish between different amounts of damage.
The corrosive treatment of the composite specimens resulted in a significant decrease in
stiffness.

60
6 Recommendations and future work
In this section, recommendations and future work is presented.
6.1 Recommendations Acquire acoustic emission equipment (~300 kkr).
Employ real-time filtering for fatigue testing.
Investigate further possibilities of using acoustic emission for the testing of components.
6.2 Future work Implement the practical possibility to filter the data from the AE-data acquisition in real-
time.
Use a higher sampling rate to get a better description of the high-frequency waveforms.
Include all the different hit-parameters in a multivariate analysis.

61
7 References 1. Huang, M. JOM vol. 50, no. 11, November 1998. [Online] [Cited: Februari 1, 2015.]
http://www.tms.org/pubs/journals/JOM/9811/Huang/Huang-9811.html.
2. Muravin, Boris. [Online] [Cited: Februari 1, 2015.]
http://www.muravin.com/downloads/Muravin%20-
%20Acoustic%20Emission%20Science%20and%20Technology.pdf.
3. The Acoustic Emission halon 1301 fire extinguisher. Beattie, A. G. and Thornthon, D. D.
Chicago : Journal of Acoustic Emission, 2005, Vol. 23.
4. Acoustic Emission as a monitoring metod in prestressed concrete bridges health condition.
Kalicka, M. Chicago : Journal of Acoustic Amission, 2009, Vol. 27.
5. Source location of acoustic emission in diesel engines. Nivesransan, P et. al. s.l. : Mechanical
Systems and Signal Processing, 2007, Vol. 21.
6. Fatigue Design Model Based on Damage Mechanisms Revealed by Acoustic Emission
Measurements. Fang, D and Berkovits, A. 2, s.l. : Journal of Engineering Materials and
Technology, 1995, Journal of Engineering Materials and Technology, Vol. 117, pp. 200-208.
7. Bäckström, D. Scania, Personal communication. September 15, 2014.
8. Acoustic Agree. Metallgatan 1, 372 38 Ronneby : s.n.
9. MATLAB R2013b_64bit, The MathWorks, Inc., Natick, Massachusetts, United States : s.n.
10. NDT Resource Center. [Online] [Cited: Februari 1, 2015.] https://www.nde-
ed.org/EducationResources/CommunityCollege/Other%20Methods/AE/AE_Index.htm.
11. Beattie, Alan G. [Online] [Cited: Februari 1, 2015.] http://energy.sandia.gov/wp/wp-
content/gallery/uploads/SAND2013-7779BeattieAE-NDTmonograph1.pdf.
12. Acoustic Emission in materials research – a review. Ono, Kanji. s.l. : Journal of Acoustic
Emission, 2011, Vol. 29.
13. Bagge, M. Scania, Personal communication. September 05, 2014.
14. Overview of current and developing ASTM Acoustic Emission standards. Carlos, M. F.
Chicago : Journal of Acoustic Emission, 2010, Vol. 28.
15. [Online] [Cited: February 02, 2015.] http://en.wikipedia.org/wiki/Piezoelectricity.
16. [Online] February 2, 2015. http://en.wikipedia.org/wiki/Piezoelectric_sensor.
17. Uncommon Cries of Cast Iron Elucidated by Acoustic Emission Analysis. Morgner, W and
H, Heyse. Chicago : Journal of acoustic emission, 1986, Vol. 5.
18. International Journal of Cast Metals Research. Sjögren, T and Svensson, I. L. 4, s.l. :
International Journal of Cast Metals Research,, 2005, Vol. 18.
19. Study on the Characteristics of Acoustic Emission for Grey Cast Iron. Shen, G et. al. s.l. :
30th European Conference on Acoustic Emission Testing, 2012. 30th European Conference on
Acoustic Emission Testing.
20. Bäcklin, Annika. Internal Scania report, "Using acoustic emission measurements to detect
fatigue cracks in cast iron components", Diploma work. 2012.
21. Modal AE Analysis of Fracture and Failure in Composite Materials, and the Quality and
Life of High Pressure Composite Pressure Vessels. Gorman, M. R. Chicago : Journal of
Acoustic Emission, 2011, Vol. 29.

62
22. Advanced AE Techniques in Composite Materials. Prosser and P., H. Chicago : Journal of
Acoustic Emission, 1996, Vol. 14.
23. Research and Applications of AE on Advanced Composites. Ono, Kanji and Gallego, A.
Chicago : Journal of Acoustic Emission, 2012, Vol. 30.
24. Intelligent AE signal filtering methods. Barat, V et. al. Chicago : Journal of Acoustic
Emission, 2010, Vol. 28.
25. Neural network fatigue life prediction in notched bridge steel I-beams from acoustic
emission amplitude data. Barsoum, F F, et. al. Chicago : Journal of Acoustic Emission, 2011,
Vol. 29.
26. Physical Acoustics Corporation (PAC). 195 Clarksville Road · Princeton Jct, NJ 08550 ·
USA : s.n.
27. Sjögren, Torsten. Statens Proveningsanstalt (SP), Personal communication. November 26,
2014.
28. Climate chamber. s.l. : Manufactured by “Control Art”, “Hönö, Sweden” Model: Control art
climate chamber type 2.
29. Verband der Automobilindustrie VDA 232-102, Zyklische Korrosionsprüfung von
Werkstoffen und Bauteilen im Automobilbau.
30. [Online] [Cited: February 1, 2015.] http://se.mathworks.com/help/matlab/import_export/mat-
file-versions.html.
31. [Online] February 1, 2015. http://en.wikipedia.org/wiki/Spectrogram.
32. [Online] [Cited: February 2, 2015.] http://en.wikipedia.org/wiki/Moore%27s_law.