ad-a028 809 tantalum alloy chemical vapor .... department of commerce natioeal technical infematie...
TRANSCRIPT

U.S. DEPARTMENT OF COMMERCENatioeal Technical Infematie Sevice
AD-A028 809
TANTALUM ALLOY CHEMICAL VAPORPLATING OF GUN BARRELS
CHEMETAL CORPORATION
NOVEMBER 1975
tj

243103 r
R-CR-76-025
TANTALUM ALLOY CHEICAL VAPOR PLATINGOF GUN BARRELS
FRED A. GLASKI
CHEMETAL CORPORATION
PACOIMA, CALIFORNIA
j~ e and
ANDREW CROWSON
ROCK ISLAND ARSENAL
ROCK ISLAND, ILLINOIS D D C
SAUC 2
NOVEMBER 1975
CHEMETAL CORPORATION AND ROCK ISLAND ARSENAL
Ti"•: Distribution Statement
Approved for public release, distibution unlimited.
REPRODUCED BY
NATIONAL TECHNICALINFORMATION SERVICE
U. S. DEPARTMENT OF COMMERCESPR!NGFIEI D. VA. 22161
RESEARCH DIRECTORATE4 GENERAL THOMAS J. RODMAN LAVORATORY
ROCK ISLAND ARSENALROCK ISLAND, ILLINOIS 61201

tDISJPOSITION INSTRUCTIONS:
Destroy this report when It Is no longer needed. Do not returnit to the originator.
D14CLAINER:
The findings of this report are not to be construed as an officialDepartment of the Army position unless so designated by other authorizeddocuments.
The citatiog, of conwercial products in this report does notconstitute an e•fficila indorsement or approval of such products.
E
(i

UNCLASSIFIEDSECURITY CLASSIFICATION OF THIS PAGE t•. VMS afterom
REPORT DOCUMENTATION PAGE ____ D __ -_u__ -no_ _
I. REPORT' NUMB`R * , • 2OVT ACCESSION NO . RECoVIENTO CATALOG NUMBER
R-CR-76-025
4. TITLE (&id Su"Ito) S. TYPE OF REPORT a PERIOD COVERED
TANTALUM ALLOY CHEMICAL VAPOR PLATING OF GUN TechnicalBARRELS 4. PERFoRmIG OiGt. REPOPT NUMBER
7. AUTHOR(e) 0. CO•TRACT OR GRANT NUMNE8t4e)
Fred A. Glaski and Andrew Crowson DAAF03-73-C-0144
9. PERFORMINU ORGANIZATION NAME AND ADDRESS 10 PROGRAM ELEMENT. PROJECT, TASK
Chemetal Corporation, Pacoima, California and AREA & WORK UNIT NUMBES
Rock Island Arsenal, Rock Island, Illinois AMS Code 4497.06.6905
II. CONTROLLING OFFICE NAME AND ADDRESS 12. REPORT DATE
CDR, Rock Island Arsenal November 1975GEN Thomas J. Rodman Labiratory, SARRI-LR 13. NUMBER OF PAGES
Rock Island, Illinois 61201 3214. MONITORING AGENCY NAME & ADDRESS(It lflfeesnt frss ContrGolIhd Office) IS, SECURITY CLASS. (of thie report)
Unclassi fied
IS&. OECL ASSI FIC ATION/ON GNGRADINGSEULE
16. DISTHIBUTION STATEMENT (of this Report)
Approved for public release, distribution unlimited.
1?. OISTRIBUiTION STATEMENT (of ths abstract entered In Block 20. if different from Rporf)
15. SUPPLEMENTARY NOTES
19. KEY WORDS (Continue on reversa side if necesarmy and identify by block number)
I. Chemical Vapor Deposition 4. Vapor Deposition
2. Gas Plating 5. Alloy Deposition
3. Vapor Plating20. ABSTRACT (Continue on reverse aids It noeoosamy and Identify by block number)
A CVD technique for alloy deposition on gun barrels was successfully demonstra-ted and explored. The specific system employed the generation of mixed tantalumtungsten chloride species from a single generator containing Ta-lOW alhoy chipsreacted with flowing chlorine gas. This mixture was then mixed with hydrogenand the total mixture passed through a heated gun barrel where deposition tookplace. The bjarrel materials used were Vascojet MA and Inconel 718. Formationof a more uniform, finer, grain structure with a lower microhardness than
DDO IoJA, 1473 EDITION OFI NOV SS IS OBSOLETE I ea., UNCLASSIFIED
SECURITY CLASSIFICATION OF THIS PAGE (110bon Date Entered)
PRICES SUBJECT TO OIam

UNCLASSIFIED[CUfTY CLASSIFICATION OF THIS PAQK1MW Dako bua
20 (continued)
priviously reported for CVD deposition wa• achieved.
Reasonably good uniformity was achieved with regard to composition over thefull length of the particular barrel geometry. Typical variations in twngstencomqposition were between 8% and 12% by weight. Problem areas encounteled weredeposition thickness, end effects, and non-concentricity. Subsequent %tudlesto eliminate the problems encountered and effect a suitable technique forTa-lOW alloy deposition on gun barrel bores are recommended. (Glaski, F. A.and Crowson, A.)
-_.--1
Si i UNCLASSIFIEDSECURITY CLASSIFICATION OF THIS PAGE(W•len Data Entered)
A .. . . . . . . . . . . . L , . . . . . .. . . . . . .. . .. .. . .

I!
FOREWORD
This report was prepared by Dr. Fred A. Glaski of Chemetal Corporation,San Fernanado Laboratories Division, Pacoima, California and Dr. AndrewCr.wson of the Research Directorate, GEN Thomas J. Rodman Laboratory, RockIsland Arsenal.
The report covers work performed by Chemetal Corporation under con-tract DAAFO3-73-C.0144. Evaluation of the delivered coated barrels wasperformed at Rock Island Arsenal. This work was authorized as part of theHanufacturing Methods and Technology Program of the U.S. Army MaterielCommand and was administered by the U.S. Army Production Equipment Agency.
iii

~~ COTENTS**I
FO REW O RD ............... 0 .............. 6....... I II
LIST OF ILLUSTR.ATIONS *..9...........to..... opoo ......... 9.. V
TABULAR DATA *......... ........... ............................. Vi
INTRODUCTION ....... *............. ...... .....................
EXPERIMENTAL PROCEDURE ........... ,..............................to...... 2
DISCUSSION AND RESULTS ........ . ........................................ 4f ~ Deposition Studies *............ ....................................... 4
Ta-lOW Costing on Rifled Barrels [email protected]............................. 6
CONCLUSIONS AND RECOMIMENDATIONS .. *.*...... .................9*9* 20
REFERENCES........................, to ........ ....... ........................... 25
DISTRIBUTION ...................... .............................................. 26
ii

ILLUSTRATIODNS
Figure
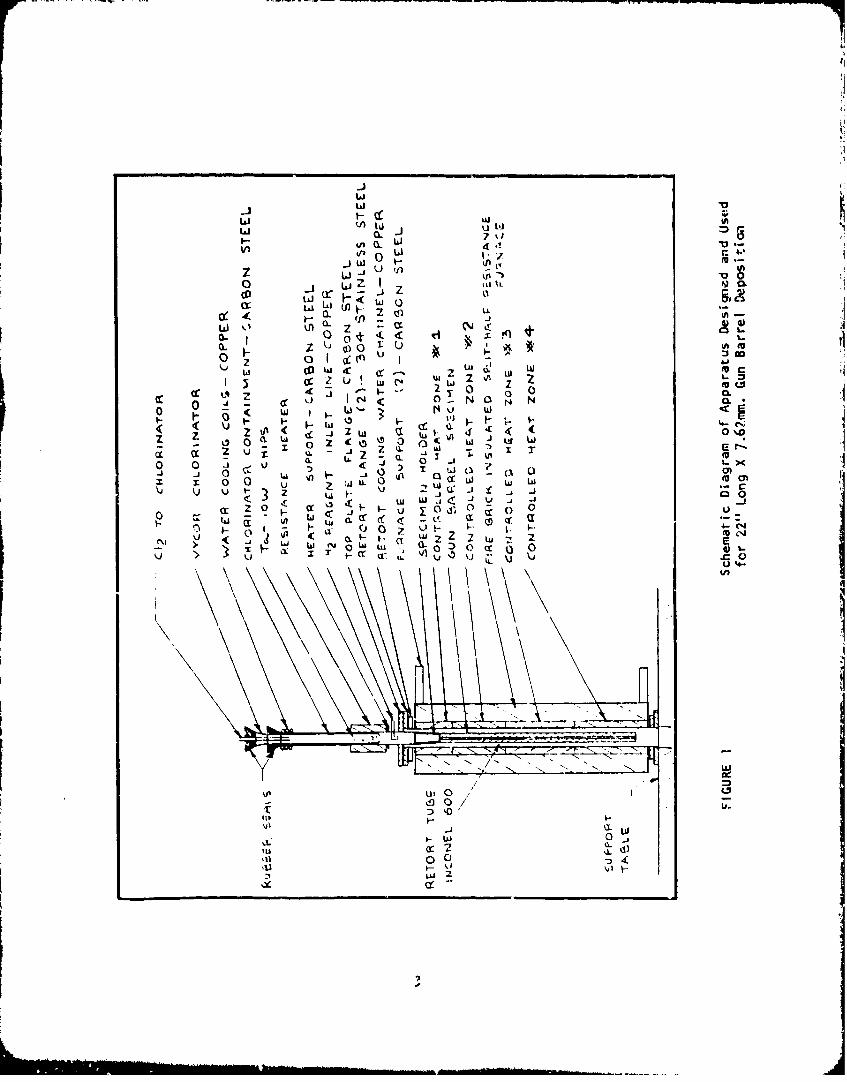
I Schematic Diagram of Apparatus Designed and Usedfor 22" long x 7,62mw Gun Barrel Depositions ........... 3
2 Ta-8.5%W Alloy Deposited from Chlorinated Ta-lOW
Alloy at 12000 C on Mo Rod Substrate ...... 7
3 Ta-lOW Alloy Deposited from Separately Chlorinated Ta-W 7
4 Ta-3W on 4130 Steel, Run 9-4 ............................. 1l
5 Ta-lOW on Cr-Plated Steel, Run 35-5 ....................... II
6 Ta-15W on Cr-Plated Steel, Run 35-3 .................. 12
7 Ta-2OW on Inconel 718, Run 1•9 ........................ 12
8 Ta-25W on Cr-Plated Steel, Run 35-2 ... ............. 13
9 Ta-53W on Cr-Plated Steel, Run 35-1 , ................ 13
10 Ta-lOW on Vascojet MA, 15" from Muzzle .................... 15
11 Ta-lOW on Inconel, 15" from Muzzle ........................ 16
12 Ta-lOW on Vascojet MA, 6" from Muzzle ................. 17
13 Ta-lOW on Inconel, 6" from Muzzle ............................... 18
14 Sectioned Gun Barrel Coated with Ta-lOW ................... 19
V

TABULAR DATA
Table Pg
I Summary of Exterior iepositions ........ 5
2 Parameter Summary of Key Interior Trial Depositions ... 8
3 Uniformity Profile Summary of Key Interior TrialDepositions ......................................... 9-10
4 Deposition Conditions for Ta-W Coated DeliveredBarrels .... .................................. 14
5 Air Gauge Measurement of ID Land Barrel Number ....... 21
6 Gun Barrel Coating Thickness Measurements ,,.. .,*.. 22
7 Concentricity Measurements of Gun barrels ............ 23
vi

INTRODUCTION
Previous publications 1 ' 2 ,' 3 have described in detail the mechanisý ofgun bore erosion and eventual failure. During firing of a large numb, •trounds of ammunition, combustion of the predominately nitrocellulose pro-pellants produces end products of a reducing nature. Deterioration of thesubstrate under the high temperatures and pressures encountered during-iring produces erosion of the gun barrel. As a result of the materialerosion in the bore, propellant combustion gases escape between the pro-jectile and the bore surface. This gas blowby further increases projectileand barrel erosion and transports eroded particles along the bore wherethey are redeposited. This action can lead to a decrease in the projectilemuzzle velocity, reduction in firing accuracy, and reduces the effectiverange of the gun.
Chromium electrolytic plating remains the most economical method toprovide a wear resistant and thermal barrier against the severe conditionsencountered within the gun tube. However, the porosity and inherent cracknetwork found in the chrome plate often leads to shearing and flaking inthe early rounds of firing. 4 Also, progressive softening of plate occurswith firing, thereby decreasing the wear resistance. For these reasons,efforts were made to select or develop materials which would provide in-creased gun tube service lives relative to chromium plated steel.
In examining the pnysical and mechanical properties of availablematerials, the selection process turns to refractory metals or alloys. Onthe basis of mechanical properties, alloys of tantalum appear tu be idealchoices. Previous efforts with co-extruded 7.62mm gun tubes with Ta-IOWliners have been quite successful.5 However, the high cost of the co-ex-truximJn pruueS served as an impetus to search for more cconomical methodsto provide such refractory alloy surfaces on the ID of gun tubes. As anatural co,,rse, the search led to the examination of various coating pro-cesses to apply such materials.
IMeyer, K. H. and Gehring, J. W., "A New Technique for Retarding Erosionin the Bores of Gun Barrels," AFATI.-TR-76-24, February 1970,
2Taylor, D. J. and Morris J., "Gun Erosion and Methods of Control," Pro-ceedings of the Interservice Technical Meeting on Gun Tube Erosion andControl, February 1970.
3Ebihara, W. T.. "Investigation of Erosion in 7.62mm Machine Gun Barrels,"Proceedings of the Interservice Technical Meeting on Gun Tube Erosionand Control, February 1970.
"hMeyer, K. H., '"Study of New Barrel Materials," AFAT.-TR-70-79, August 1970.
5 Tooke, R. C., and DiBenedetto, J. D., "A Study of the Diffusion ZoneBetween -a-IOW Alloy and 4150 Steel," R-RR-T-I.-76-73, October 1973.

Sin.e an alloy of Ta-IOW cannot be suitably plated by conventionalmethods, the chemical vapor deposition (CVD) process is utilized. Likeelectroplating and physiral vapor deposition, CVD Is an atomistic processin that the deposit is built up atom by atom. 6 It is, therefora, capableof producing deposits of maximum density and of closely reproducing finedetails in the substrate. Unlike other processes, it is a most versatileand flexible means of applyin) impervious metallic or ceramic coatinvm on4 variety of substrate materials at temperatures far beluw the meltingpoint of the resultant zoating.
Chemical vapor deposition consists zssentially of reducing or ther-mally decomposing, in its vapor or gaseous stAte, a volatile compound ofthe specified coating material upon a heated surface. Deposition can beeffected in a variety of ways, such as: (1) hydrogen reduction reactions,generally of a metal halide, (2) metal reduction reactions, generallymagnesium reduction of a metal halide or (3) thermal decomposition reac-tions, generally the thermal depositiGii of a metal halide or of an organo-metallic compound. In the case of the refractory metals, tungsten andtantoluin, the preferred method is the hydrogen reduction cf their corre-
sponding chlorides.
In order to successfully plate alloys of refractory metals, an experi-mental matrix involving all processing parameters for the chemical vapordeposition process must be established. Included in these are; (1) depo-sition temperature, (Q) total system pressure, (3) reactant gas phase con-centrations (4) rate of supply of plating gases to surface and (5) rate ofremoval of gaseous products. Coating thickness, quality of coating, alloycomposition and coating-substrate interface will be influenced in allcases by the aforementioned variables.
The objective of this projecL was to evaluate chemical vapor deposi-tion as a process for applying bonded, uniform coating of tantalum/tungstenalloy (desirably 10% tungsten) on M134 gun barrels. The M134 gun barrelswere 22" long by 7.62mm ID-rifled. The gun barrel materials were VascojetMA and Inconel 718. Evaluation of the influence of CVD processing para-meters on the quality and integrity of the coating were also to be deter-mined.
EXPERIMENTAL PROCEDURE
A schematic diagram of the apparatus designed and used for vapor plet-ing of Ta-IOW on gun barrel bores is shown in Figure I. Basically, it con-sisted of a 1 1/2" diameter x 28" long Inconel 600 retort flanged at bothends. The specific system employed the direct chlorination of a heated bedof Ta-IOW chips. The mixed chlorides generated in the chlorinator were com-bined with hydrogen gas and the total gas mixture was flowed through thegas inlet end. The total mixture was directed through the barrul throughpositive containment measures where deposition was effected on the interiorsurface of the heated barrel. The residual reactant gases and product
6 Powell, C. F., Oxley, J. H. and Blo,;her, J. M., Vao~r Dglpsition, JohnWiley dnd Sons, Inc., pp 250, 1966.
2
Liki
Q.J 7viL& W. G. 4-
L*JUL fL Zd0-I-
0- 0 -N N
oUo
LII-~U (V)~ ~ I-. v.bEU
2? t.:. 0 3 06-~~ - i -~0 1 U ri %
Ial
7J z L IJLIL
0- w1 ol .2L La - b 1
WL <
0 0. T

I
i
gases flowed from the e>haus end of the barrel into the vacuum system be-low the retort. The retort was heated over the entire length of the barrelLy tour separately contralled nichrome resistance heaters which were of theclamshell variety to permit the rapid simultaneous removal of all four
heaters fren the retort at the conclusion of the deposition run. This fea-
ture was Liiought to be quite important to the design of the overal: equip-
ment because the rapid cooldown or- "quench' was necessary to permit proper
post-CV3 heat treatment to restore the mechanical properties of the steel.The system was capable of operating at temperatures above 1200',.-.
The basic chemical reactions for these steps were:
Chlorination:
2Ta(s) -L 5C]2(g) 2TAC15(9) (1) "
W(s) + 3C1 2 (g) 10000C WC1 6 (g) (2)
Deposition:
2TaC-s(g) + 5H, (g) 1 2Ta(s) + IOHCI(g) (3)1050°C W(s) + 6HCl(g) (4) )
WCI6(g) + 3H2(g) •i
The key in the alloy coating process was to obtain a proper balance
to achieve uniformity with regard to composition as well as coating thick-ness. Total gas flow and pressure were found to be the most importantparaodeters in controlling thickness uniformity, which was, in fact, afunction of the velocity of the gases and reactant gas preheat. The com-positional uniformity was generally achieved by adjusting the hydrogen
mixture ratio and the temperature of the steel substrate. It would havebeen also possible to exercise control over both compositional and thick-
ness uniformity by employing a temperature gradient over the length of thebarrel; however, because of the temperature sensitive structure of thesteel, the same isothermal conditions should bp employed throughout theprocess.
RESULTS AND DISCUSSION
Deposition Studies
Parametric studies were initially conducted on the exterior surfaceof i.olybdenum rod mandrels. Table I summarizes deposition runs which
typified rcaults obtained. Depositions conducted at 120U°C, iOOC and10000 C produced corresponding decreases in tungsten content from 9 w/o to3 w/o; all depositions taking place at 30 torr pressure. Later, thepressure was increased s~epwise to 150 torr in an effort to increase thetungsten content at 1000 C. Microhardness data indicated a correspondingincrease in tungsten content with increasing pr-;sure. Alloys of 3 w/oup to 16 w/o tungsten were obtained under these studies.
Metallography of various deposits obtained on the exterior surfaces

a0 0' 0 WI 0 U
a ~ ~ .a* 0 0 C4 Un LrS- - 0 0 04
N-
%00
'D 0a 0 WI I
4A ~ o" 04 0n 0% 0W F.
P. co N -
x ao o N .- 0 ar -A WLU ~ ~ -0 C) I n -A - D U
I.-
0.L - -T
00
00
~~c 0- 0 E I (4 U. IIl N 0 0 I WI -
0 "aW
I.-IoU
I.. 0 C
0e *A U9
0 4- 41 L. a A 4ov0I CL Is) u 0
L. N 0 z- -i 0 -
0 ~ ~ CL 3: C

are shown in Figures 2 and 3. Deposits obtained from the chlorinated
Ta-lOW alloy (see Figure 2) were found to be of a finer grain than depositspreviously made from separate tantalum and tungsten chlorinated sources (seeFigure 3).
Immediately following the exterior studies, interior depusitior studiesusing 6" long X 0.3' ID 4130 steel specimens were undertaker. The paramet-ric studies conducted in the exterior depositions were essentially repeatedinitially and adjusted appropriately to compensate for the difference be-tween the ID and the OD application. Significant deviations from OD datawere observed. The effect of pressure on tungsten composition, for example,appeared to become less prominent than originally thought. In ID deposi-tions below 10060C, gas preheat became most important to maintain deposi-tion rate. Also "cold wall' effects influenced tungsten deposition morethan tantalum deposition since WC1 6 was less volatile than TaCI 5 and the
former chloride condensed more readily on cooler surfaces; and this direct-ly affected deposition composition in OD runs. This was a helpful develop-ment because pressure then could be varied to control deposit thicknessuniformity on 22" long barrels with little effect upon alloy compositicn.It was planned at this point that 22" long specimens would be coated withTa-W alloy using pressure and inert gas diluent to vary gas velocity andthereby control thickness uniformity. Likewise, temperature and gas mix-ture ratio variations were to be employed to control alloy composition.
All of the parametric studies for interior depositions were conductedon 22" long X 0.3" ID 4130 steel mandrels. Tables 2 and 3 summarizes keydeposition runs which were obtained. Figures 4 to 9 show the relativemicrostructure of T2.W alloys ranging from 3% W to 53% W accomplished inthese studies. In the case of the 4130 steel deposition study, chromiumplated steel mandrels was the only source material provided. The results
of the parametric study slhowed consistency with the short tube depositionstudies. The most profound effect on compositional uniformity was hydrogenmixture ratio and temperature. A lowering of the hydrogen content re-sulted in decreases in tantalum composition.
Total gas flow and pressure had the predominate effect on thickness;
low pressure was required to effect a high velocity, low residence timeand minimal gas preheat. In this manner, good uniformity between 0.002"and 0.003" coating thickness was achievable on a 22" long specimen.
Ta-IOW Coating in Rifled Barrels
1he deposition condition parameter specifications developed on trialmandrels were readily translated to rifled barrels. The size of thebarrels was 22" long by 7.62mm in diameter. The gun tube materials wereVascojet MA and Inconel 718. Table 4 gives the deposition conditions forthe Ta-W coated gun barrels.
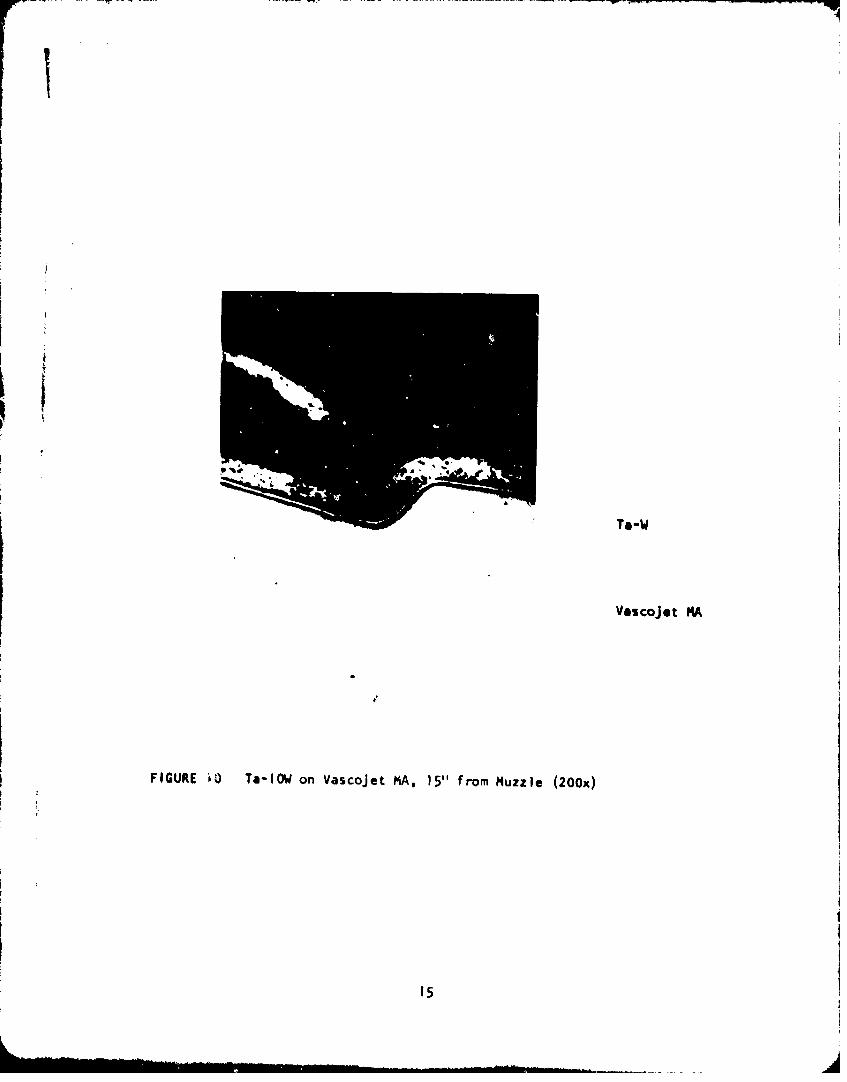
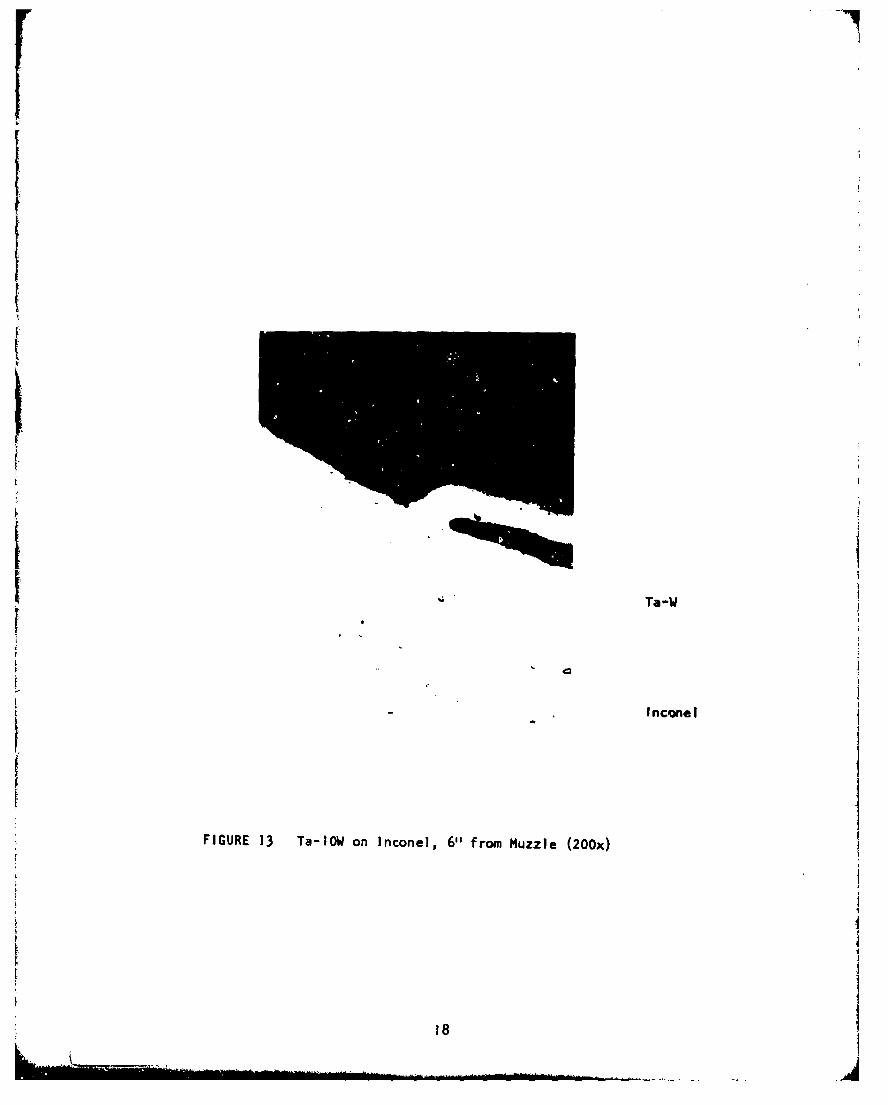
One of the most significant problems encountered in the plating pro-cess was bonding. A reasonably well bonded system on both Vascojet MA andInconel 718 (see Figures 10 and 11) was produced with exception of the endeffect (see Figures 12 and 13). A photograph of a sectioned barrel show-ing the muzzle, center and breech sections is shown in Figure 14 for com-parison. The gun barrels repeatedly developed low spots in thickness at
6

FIGURE 2
Ta-8.5%W Alloy Deposited from Chlorinated Ta-IOWAlloy at 12000 C on Mo Rod Substrate (400x)
FIGURE 3
Ta-IOW Alloy Deposited from Separately ChlorinatedTa-W (1OOx)
7

o 0 0 0 40 LA N0 A Go 04 0 0 m~on a h UN N 4
o o 0 0 40 UNon go 0 N W-
S 0 0 %10 0 40 UN00 ON~ 4 0 0 M~
o 0 %.0 I 0 IA-o mt C 0 -
z '
4o (nco m C 4
a 410 -o 0 O0 IA mA
0 Ch LA N -
ILI
0~ ~ MtCO
di LA r0 0)
0- CO% mV 1N Go' I N -
0.- 1-
la0 ' U l N M m
0. L.-
0 0 0 .) I r;N 0t 4Jr 0 r~ac 0 I'8 0W N
LI * C
0 0 w 0
0
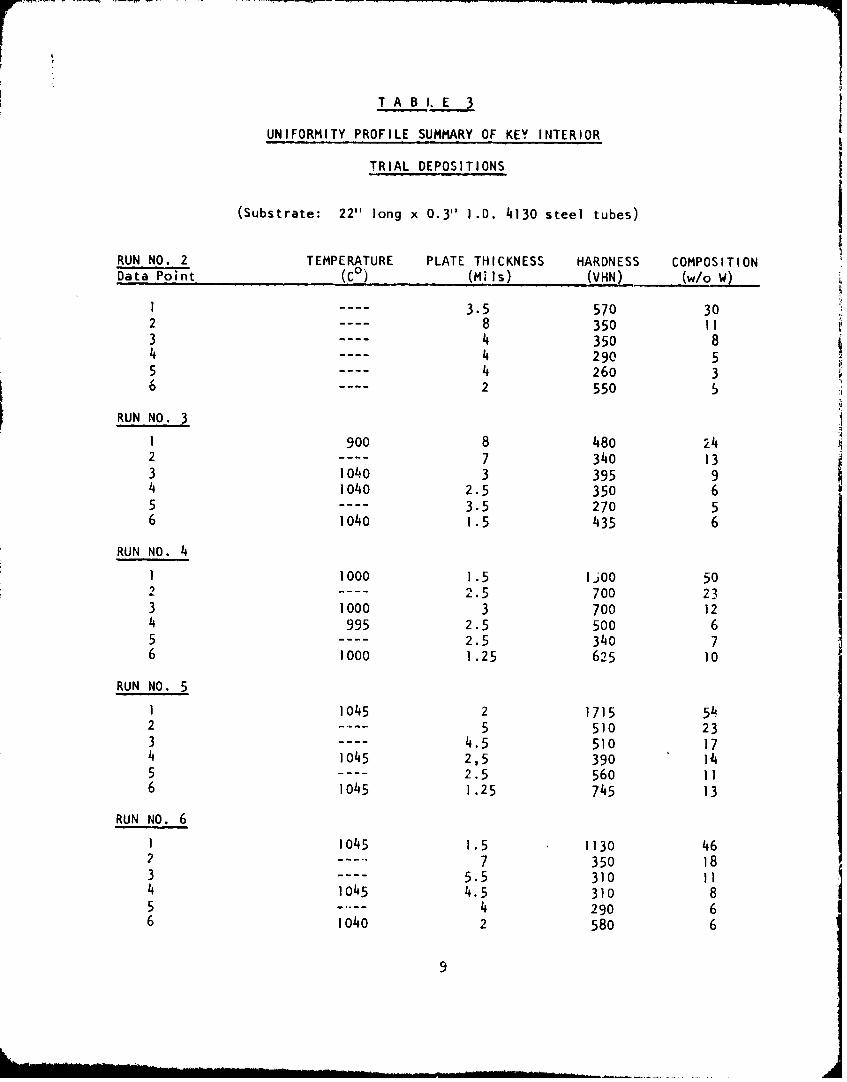
T A B 1. E 3
UNIFORMITY PROFILE SUMMARY OF KEY INTERIOR
TRIAL DEPOSITIONS
(Substrate: 22" long x O-V I.D. 4130 steel tubes)
RUN NO. 2 TEMPERATURE PLATE THICKNESS HARDNESS COMPOSITIONData Point (Co) (Mils) (VHN) (w/o W)
3.5 570 302 ---- 8 350 113 ---- 4 350 84 ---- 4 290 5 v .5 ---- 4 260 36 ---- 2 550 5
RUN NO. 3
1 900 8 48o 242 ---- 7 340 133 1040 3 395 94 1040 2.5 350 65 ---- 3.5 270 56 lo4o 1.5 435 6
RUN NO. 4
1000 1.5 1..)'00 50.5 700 23
3 1000 3 700 124 995 2.5 500 65 ---- 2.5 340 76 1000 1.25 625 10
RUN NO. 5
1 1045 2 1715 542 --- 5 510 233 ---- 4.5 510 174 1045 2,5 390 145 ---- 2.5 560 116 io45 1.25 745 13
RUN NO. 6
1 1045 1.5 1130 462 7 350 183 ---- 5.5 310 114 1045 4.5 310 85 4 290 66 jo4o 2 580 6
9

TA B LE 3 (cont'd.)
RUN NO. 9 TEMPERATURE PLATE THICKNESS HARDNESS COMPOSITIONDatta Point (Co) (Mils) . (VHN) ( tw/o W)
I 1040 1.5 650 272 5.5 380 93 1040 4.5 315 54 1040 4.5 220 35 6.5 205 26 1040 3.5 340 2
RUN NO. I1
1 1040 1 750 --2 9.5 300 103 1040 5.5 225 44 1040 6.5 232 15 8 180 16 1040 2.5 320 11
RUN NO, 24
1 1040 2.5 465 222 2 325 123 1040 1.5 350 94 1045 1.5 350 95 ---- 2 300 86 990 2 360 87 1.5 345 9
RUN NO. 35
1 1040 1.5 860 532 2 390 253 1040 1.5 390 154 1040 1 415 125 .... 1.5 425 106 965 2 175 7
RUN NO. 50
1 1040 4.5 750 202 7 355 103 1040 3 355 104 1040 2.5 340 55 ---- 6 260 46 980 4 255 3
10

I ~SteelI
- T.W
p~ Ta-W
#g .4
Steel
FIGURE 5 Ta-IOW on Cr-Plated Steel, Run 35-5 (435x)

m~ v ~ WE~~Ta-W
C r
4- Ste* I
FIGURE 6 Tjz-15W on Cr-Plated Steel, Run 35-3 (435x)
Ta-W
Inconel 718
FIGURE 7Ta-20W on Incone) 718, Run 19 (200x)

* ~ -. Ts-W
C r
FIGURE 8Ta-25W on Cr-Plited Ste~1. Run 35-2 (435x)
___-
Cr
Steel
FIGURE 9 Ta-53W on Cr-Plated Steel, Run 35-1 (435x)
13

TABLE 4
DEPOSITION CONDITIONS FOR 7a-W COATED DELIVERED BARRELS
VescoJet MA I nconel 718
Titanizing Temp. °C 1095 NA.
Titanizing Time, min. 30 N.A.
Titan.Ar flow, std. cc/min. 500 N.A.
Titan. H2 flow thru TiCI4 st:!. cc/min. 540 N.A.
Pressure, torr. 36 N.A.CVD Ta-W Temp C 1040 1040
Chlorinator Temp. C 98o 980
Depositior time, min. 120 120
Ar flowstd. cc/min. 500 500
H2 flow, std. cc/min. 540 540
Cl2 flow, std. cc/min. 135 135
Pressure, torr. 20 20
Post-deposition H.T. temp. 0 C N.A. 1110
Time of H.T., min. N.A. 15
aQuench"e time to below red heat, rmin I I
14
" ~Ta-W
Vascojet MA
FIGURE iO Ta-IOW on Vascojet MA, 15" from Muzzle (200x)
15

Ta-W
I nconel
0!
FIGURE 11 Ta-1IrA on Inconel, 15" from Muzzle (200x)
16

Ta-lOW
Vascojet MA
FIGURE 12 Ta-W on Vascojet MA, 611 from Muzzle (200x)
17
Ta -W
I ncaneI
FIGURE 13 Ta-IOW on Inconel, 6" from Muzzle (200x)
18

Muzzle
Center
Breach
FIGURE 14 Sectioned Gun Barrel Coated with Ta-lOW
19
IIIIIII1J

the extreme inlets and outlets and this corresponded to an increase intungsten composition at these points. To overcome the low spots, thedeposition parameters were adjusted - the hydrogen-argon mixture ratioincreased slightly, the pressure decreased, and the temperature decreasedslightly to lower the tungsten composition at the inlet end of the barrel.This in turn lowered the tungsten content over the remaining length of thebarrel. Despite repeated efforts, the low spots still occurred at the endof the barrel in all cases.
Thickness uniformity of the barrels was another area in which problemsoccurred. Table 5 gives air gauge measurements taken on the barrels.Specifications of gun barrels designate that the breech end diameter to be0.3000 + 0.0015" after plating (0.2995" minimum) with muzzle end neverexceeding breech end with minimum diameter of 0.295". Elucidation of themeasurements shows nonuniformity of the coating down the barrel.
A better understanding on how the coating thickness varied for therespective barrel is shown in Table 6. Two barrels chosen at random, oneVascojet MA and the other, Inconel 718, were sectioned and analyzed. Over-all, the Ta-IOW coatings were found to be well below the required platingthickness range of 2.0 + 0.10 rail). In both cases. the coating thickness
was found to increase at the ends of the barrel and decrease towards thecenter significantly.
Concentricity measurements (see Table 7) were determined to evaluatewarpage of the gun barrels after the CVD exposure and subsequent heat-treatment. Heat treatment was accomplished in the following manner: TheVascoiet was cooled from 1050%C deposition temperature to below red heatwithin sixty seconds and the Inconel 718 was cooled at the same rate aftera 15 minute soak at 1100°C.
Gun barrel specifications require that for the length of the barrel,
the diameter of the muzzle end shall be concentric with the center line ofthe barrel within 0.006" TIR (total indicated run out) regardless of thefeature size. Also, the four elements of the muzzle end shall be concen-tric with each other within 0.002" TIR at maximum material condition. TheInconel 718 barrels were found to be slightly non-concentric with respectto the requirements. Extreme warpage of Vascojet MA barrels was notedfrom the measurements. In all cases, Inconel 718 and Vascojet MA, non-concentricity to some extent was found towards the muzzle end of thebarrelI.
CONCLUSIONS AND RECOMMENDATIONS
This program showed that the basic Ta-IOW CVD system for coatings onID gun tube surfaces is definitely in the realm of feasibility. The bond-ing of the alloy was primarily limited by the end effects of the Vascojetand Inconel barrpls. Such conditions were improved when the length of theretort and heater clamshell apparatus was increased by 4 inches and 26 incheslong trial mandrels of 4130 steel used. Under these conditions, bonding atthe 22 inch point, or 2 inches in from each end, was found comparable to therest of the tube.
20
i I i •_ ....

-~ -~-~- . ~ I--19w mol
N ~ I. Wl wt 44 4r r' -r 4p r 4
-0 01 - a C0 IC'.. C ~'. 40 -D00a00 0 -0 0
if' VI' 0. a ' 0 a 0% a' 40 0 0% 0 0% a 0% 0 0% 0% 0
iT~ a 0 0 0 a 0 0 0 0 0a 0 0 0 0 0a 0 0
4r "%0 0%%0 M10 M 0%
C'GPS m m40 M4 m% 0%V' U41r -. - I. 0. 6C~l 0 fw% fn M "N m .w44m % C" W
.0
-rod 0 'oa. 0 40 0 0 0 a CD I 41 1
LA 0' '.0 % go 0 0 .% 0 0 a % ra ao - a a o r% %a 0w%* z P.- N %0% C '4 0 * a *n a a% 0 n&-c
n 0 0 0 0 % 00 40 a ar % ONA a% a r C,4 a% 0
00 se%'1 00 O 0
-leico T L% m o 0 4 0 -ua.-v.Lm o to% q -.'. q%W~ ~ 0 CD a 0 400Q0 0%'0 0 a 0 0 01 0.0% 0' I
0 0 0 0 a 0 aI a a I 0 0 I I S S 0
aI! 0 Ca 0 04 00 000
z U I;;a I,
114JN 0
CL
LLIa 0z
21

TABLE 6
GUN BARRLL COATING THICKNESS MEASUREMENTS
Distance from muzzle Barrel 74-2-8 Barrel 74-2-12
(in) (miIs) (mils)
3 3.1 2.8
6 1.3 1.4
9 1.4 1.0
12 1.0 1.0
15 1.2 1.6
18 2.0 1.8
NOTE: i. Barrel 74-2-8 is Vascojet MA
2. Barrel 74-2-12 is Inconel 718
22

TABLE 7
CONCENTRICITY MEASUREMENTS OF GUN BARRELS
CONCENTRIC POINTS ON BARREL
BARREL NO. SUBSTRATE 1 2__ 4
74-2-4 (1718) 0.003 o.oo4 0.008 0.012
74-2-5 (1718) 0.002 o.004 o.o06 0.009
74-2-6 (V-MA) 0.007 0,017 0.024 0.016
74-2-7 (V-MA) 0.019 0.053 O.O82 O.084
74-2-9 (1718) 0.002 0.004 0,005 0.009
74-2-10 (1718) 0.005 0.009 0.012 0.015
74-2-11 (V-MA) 0.018 0.050 0.078 0.090
23

Other major problems encountered in the program re thickness uniform-ity and non-concentricity. Adjustment of present parameters (pressure andinert gas diluent) needs to be evaluated in future depositions to eliminatethe problem of thickness uniformity. In the case of non-concentricity,post heat treatment of the coated barrel is desirable to prevent the occur-rence of the warpage found In the muzzle ends. Further evaluatik',s regard-ing optimum coating-substrate material system, and coating thickness shouldbe performed.
24

REFERENCES
I. Meyer, K. H. and Gehring, J. W., "A New Technique for Retarding Erosionin Bores of Gun Barrels," AFATL-TR-76-24, February 1970.
2. Taylor, D. J. and Morris J., "Gun Erosion and Methods of Control,"Proceedings of the Interservice Technical Meeting on Gun Tube Erosionand Control, February 1970.
4 . Eb;hara, W. T., "Investigation of Erosion in 7.62mm Machine Gun Barrels,"Prs...eedings of the Interservice Technical Meeting on Gun Tube Erosionand Control, February 1970.
4. Meyer, K. H., "Study of New Barrel Materials," AFATL-TR-70-79,August 1970.
5. Tooke, R. C., and DIBenedetto, J. D., "A Study of the Diffusion ZoneBetween Ta-IOW Alloy and 4150 Steel," R-RR-7-1-76-73, October 1973.
6. Powel 1 C. F., Oxley, J. H., and Blocher, J. M., Vapor Deposition, JohnWile id Sons, inc., pp 250, 1966.
25