adoption of lean thinking practices at brazilian...
TRANSCRIPT
International Journal of Lean Thinking Volume 3, Issue 2 (December 2012)
Lean Thinkingjournal homepage: www.thinkinglean.com/ijlt
ADOPTION OF LEAN THINKING PRACTICES AT BRAZILIAN AUTO PART COMPANIES
Ana Beatriz Lopes de Sousa JABBOUR Assistant Professor, The Sao Paulo State University (Unesp),
Brazil E-mail: [email protected]
Charbel José Chiappetta JABBOUR* Associate Professor, The Sao Paulo State University (Unesp), Brazil
E-mail: [email protected]
A B S T R A C T K E Y W O R D S
A R T I C L E I N F O
Lean Thinking, Brazil,
Auto Parts Sector
Received 05 May 2012
Accepted 13 July 2012
Available online 01 October 2012
The objective of this study is to analyze the adoption of lean
thinking practices at Brazilian auto part companies. For such, a
survey was conducted at 75 sector companies. The results reveal
that among all practices, the “systematic search for continuous
improvement" obtained the highest implementation average. In
terms of correlation, interdependence was observed among all
Lean Manufacturing variables, most especially between LM5
(Kanban) and LM6 (Just-in-Time). This correlation can be explained
by the importance of Kanban systems when implementing Just-in-
Time.
________________________________
* Corresponding Author
1. Introduction and literature survey
In the 1990s, after publication of the book “The Machine that Changed the World”
(Womack and Jones, 2004), the term “lean production” (or lean manufacturing) became
synonymous with Toyota’s pioneer practices (Toyota Production System) (Schonberger, 2007)
and began to become an important production management paradigm (Eswaramoorthi, Prasad
and Mohanram, 2010). The principles of lean manufacturing are to increase productivity, that
is, make more with fewer resources, and eliminate sources of waste throughout the value chain
(Shah and Ward, 2003).
As a consequence of lean manufacturing, it is possible to obtain better operational
performance through cost reductions (Ohno, 1988), manufacturing of zero defect products in
compliance with customer needs (Womack et al., 1990) and to focus on the customer (Dennis,
2008). These benefits are the reason for adopting several lean manufacturing practices, such as
continuous improvement, Just-in-Time, Kanban, vendor development/collaboration, 5S, total
production maintenance, lot reduction, multifunctional employees and Kaizen circles (Biazzo
and Panizzolo, 2000; Shah and Ward, 2003; Bahasin and Burcher, 2006; Pettersen, 2009).
However, little is known about the adoption of these lean manufacturing practices at Brazilian
auto part companies. For such, this paper presents the results of a survey with the objective of
better understanding this aspect.
Wesley Ricardo de
Souza FREITAS Assistant Professor, The Federal
University of Mato Grosso do Sul, Brazil E-mail:
Adriano Alves TEIXEIRA Associate Professor, The Sao Paulo State University
(Unesp), Brazil E-mail: [email protected]
JABBOUR, JABBOUR, TEIXEIRA, FREITAS / International Journal of Lean Thinking Volume 3, Issue 2(December 2012)
48
2. Conceptual Background
The Toyota Production System emerged as a managerial practice after World War II. According to
Bahasin and Burcher (2006), it arrived as a counter-intuitive alternative to mass production, the system in
effect at the time.
After World War II, Japan found itself in an unfavorable situation. The country’s economic context had
an impact on Toyota, such as capital restrictions for investments, devastated and low volume consumer
market (demand for different models of cars) and stagnant although high levels of finished product stock
(Holweg, 2007; Dennis, 2008). In order to overcome these challenges, Toyota laid off a number of
employees, leading to a series of discussions with the union. An important agreement was reached with
the remaining employees from these discussions. They had to be flexible and able to perform any task and
they had to be involved in the process in such a manner that they did not permit any failures. If they
complied, Toyota guaranteed them lifetime employment and payments tied to productivity and seniority
(Dennis, 2008).
These circumstances were determining factors for Toyota to seek a different way to administer
production, without an emphasis on the production capacity of equipment (Shimokawa and Fujimoto,
2011). As the result of capital restrictions, the equipment purchased had less production capacity, forcing
the production of smaller lots and giving origin to production flexibility, which made it possible to
accommodate the different needs of the consumer market. As a result, it was possible to cut costs by
eliminating waste, the excessive use of storage space and the eventual generation of large scale failures
(Holweg, 2007).
In order to sustain the small lot and production flexibility ideas, two pillars of the Toyota Production
System emerged: autonomation (Jidoka) and Just in Time (JIT) (Ohno, 1988; Holweg, 2007). The
principle of autonomation stems from the operation of weaving mill looms where the equipment had a
device that could stop operations if something was being done incorrectly. This principle evolved and
incorporated operator intervention in the process, whether automatically (ex. poka yoke), or manually.
Thus, if there is any failure in the operation, the equipment should be stopped to find out why. And this is
only possible when there is full involvement of employees in the process. In turn, Just in Time states that
one should produce only what is needed, when it is needed and in the quantity needed (Ohno, 1988).
In the 1990s, after publication of the book “The Machine that Changed the World” (Womack et al.,
1990), the term “lean production” became synonymous with Toyota’s pioneer practices (Toyota
Production System) (Schonberger, 2007) and began to become an important competitive production
management technique.
Although the Toyota Production System has been discussed since the 1950s, due to its evolution after
Western incorporations and adaptations, the term lean production does not have a clear definition and
measurement (Shah and Ward, 2007; Pettersen, 2009). For example, Womack et al. (1990), in a
summarized manner, state that lean production means making more with less. Shah and Ward (2007), in
turn, define lean production as an integrated social-technical system aimed at eliminating waste by the
concomitant reduction or minimization of internal variability of vendors and clients. For Scherrer-Rathje et
al. (2009) lean production is a philosophy focused on identifying and eliminating waste throughout the
value chain, and not only within the organization. As a consequence of lean production’s
JABBOUR, JABBOUR, TEIXEIRA, FREITAS / International Journal of Lean Thinking Volume 3, Issue 2(December 2012)
49
multidimensional approach, there is great variety in the management practices and goals that constitute it
(Shah and Ward, 2003).
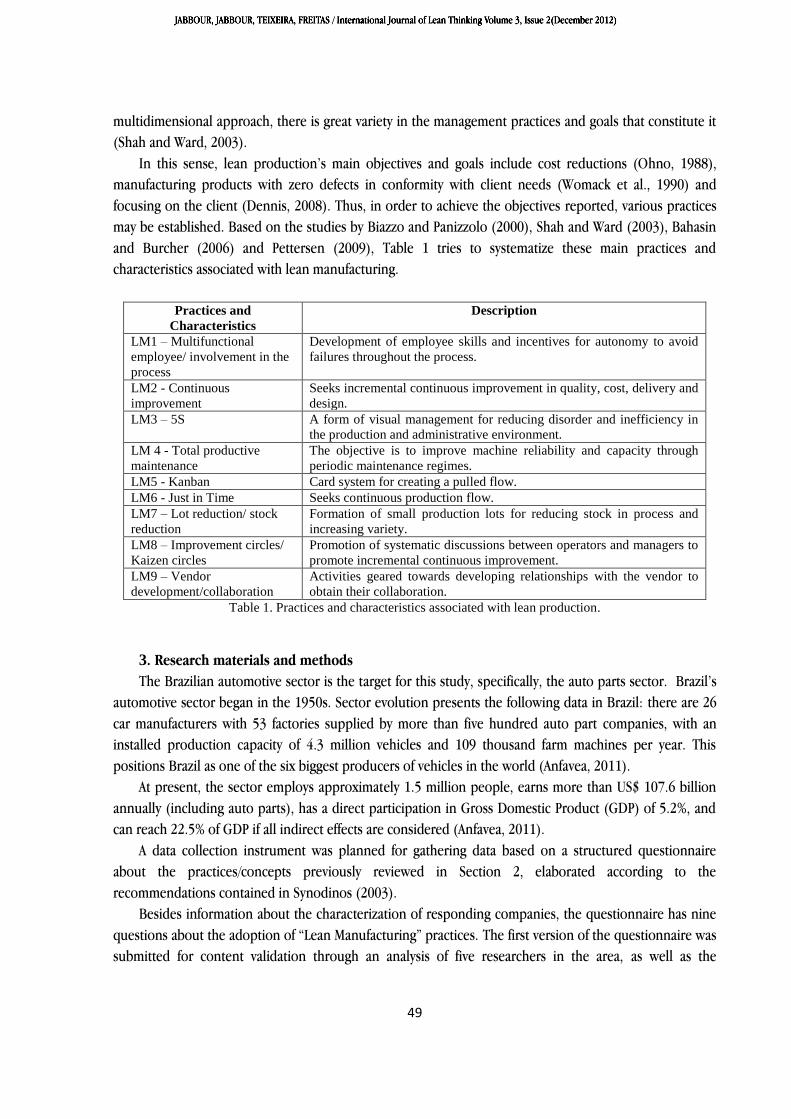
In this sense, lean production’s main objectives and goals include cost reductions (Ohno, 1988),
manufacturing products with zero defects in conformity with client needs (Womack et al., 1990) and
focusing on the client (Dennis, 2008). Thus, in order to achieve the objectives reported, various practices
may be established. Based on the studies by Biazzo and Panizzolo (2000), Shah and Ward (2003), Bahasin
and Burcher (2006) and Pettersen (2009), Table 1 tries to systematize these main practices and
characteristics associated with lean manufacturing.
Practices and
Characteristics
Description
LM1 – Multifunctional
employee/ involvement in the
process
Development of employee skills and incentives for autonomy to avoid
failures throughout the process.
LM2 - Continuous
improvement
Seeks incremental continuous improvement in quality, cost, delivery and
design.
LM3 – 5S A form of visual management for reducing disorder and inefficiency in
the production and administrative environment.
LM 4 - Total productive
maintenance
The objective is to improve machine reliability and capacity through
periodic maintenance regimes.
LM5 - Kanban Card system for creating a pulled flow.
LM6 - Just in Time Seeks continuous production flow.
LM7 – Lot reduction/ stock
reduction
Formation of small production lots for reducing stock in process and
increasing variety.
LM8 – Improvement circles/
Kaizen circles
Promotion of systematic discussions between operators and managers to
promote incremental continuous improvement.
LM9 – Vendor
development/collaboration
Activities geared towards developing relationships with the vendor to
obtain their collaboration.
Table 1. Practices and characteristics associated with lean production.
3. Research materials and methods
The Brazilian automotive sector is the target for this study, specifically, the auto parts sector. Brazil’s
automotive sector began in the 1950s. Sector evolution presents the following data in Brazil: there are 26
car manufacturers with 53 factories supplied by more than five hundred auto part companies, with an
installed production capacity of 4.3 million vehicles and 109 thousand farm machines per year. This
positions Brazil as one of the six biggest producers of vehicles in the world (Anfavea, 2011).
At present, the sector employs approximately 1.5 million people, earns more than US$ 107.6 billion
annually (including auto parts), has a direct participation in Gross Domestic Product (GDP) of 5.2%, and
can reach 22.5% of GDP if all indirect effects are considered (Anfavea, 2011).
A data collection instrument was planned for gathering data based on a structured questionnaire
about the practices/concepts previously reviewed in Section 2, elaborated according to the
recommendations contained in Synodinos (2003).
Besides information about the characterization of responding companies, the questionnaire has nine
questions about the adoption of “Lean Manufacturing” practices. The first version of the questionnaire was
submitted for content validation through an analysis of five researchers in the area, as well as the
JABBOUR, JABBOUR, TEIXEIRA, FREITAS / International Journal of Lean Thinking Volume 3, Issue 2(December 2012)
50
adjustment to conceptual presuppositions. In its final version, the questionnaire was hosted in a virtual
environment especially elaborated for this research.
A 5-point Likert scale was adopted, where 1 represents "totally disagree" and 5 "totally agree".
The research data were collected between October 2010 and March 2011. First, email addresses and
telephone information were collected at the National Automotive Vehicle Component Industry Union –
SINDIPEÇAS, for 654 automotive sector companies (auto part segment) located in Brazil. Emails were sent
to these companies containing a brief explanation about the study and an invitation to participate directed
to the production manager. The email contained a link to guide the target respondent directly to the
questionnaire hosted in the study’s virtual environment. Phone calls were also made to increase the return
of valid questionnaires, where an attempt was made to contact the employees responsible for the
company's production area. Thus, 72 questionnaires were collected through the survey site and 4
questionnaires were collected from alternative means, as requested by the respective respondents. Thus,
76 questionnaires were obtained, 1 of which was discarded because it was incomplete. This was a total
return rate of 11.11% (75 valid questionnaires), a number considered adequate compared to the
percentages indicated by Synodinos (2003). Each filled out questionnaire automatically fed a data
spreadsheet for subsequent statistical processing.
The data analysis process involved the use of statistical procedures with the support of data
spreadsheets, from IBM’s Statistical Package for Social Sciences (Version 19.0).
4. Results
The survey’s results were obtained through three steps: (1) analysis of averages for lean
manufacturing practices; (2) factorial exploratory analysis; and (3) analysis of correlations between lean
manufacturing practices.
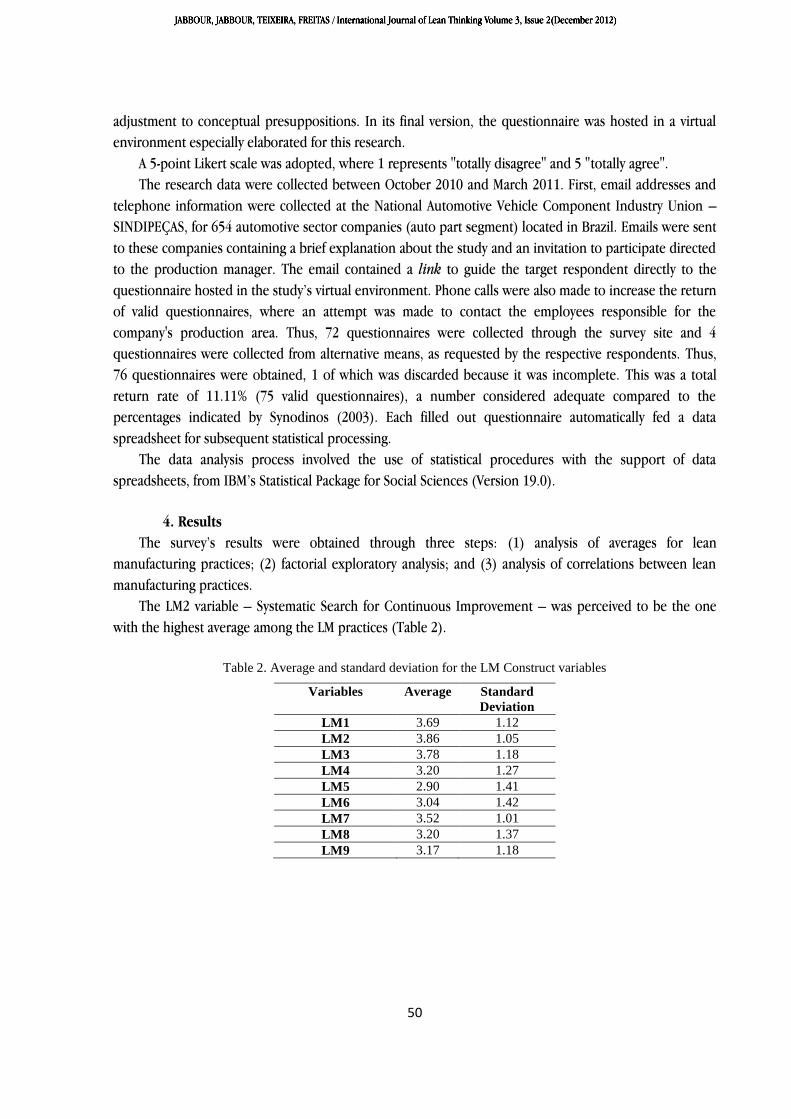
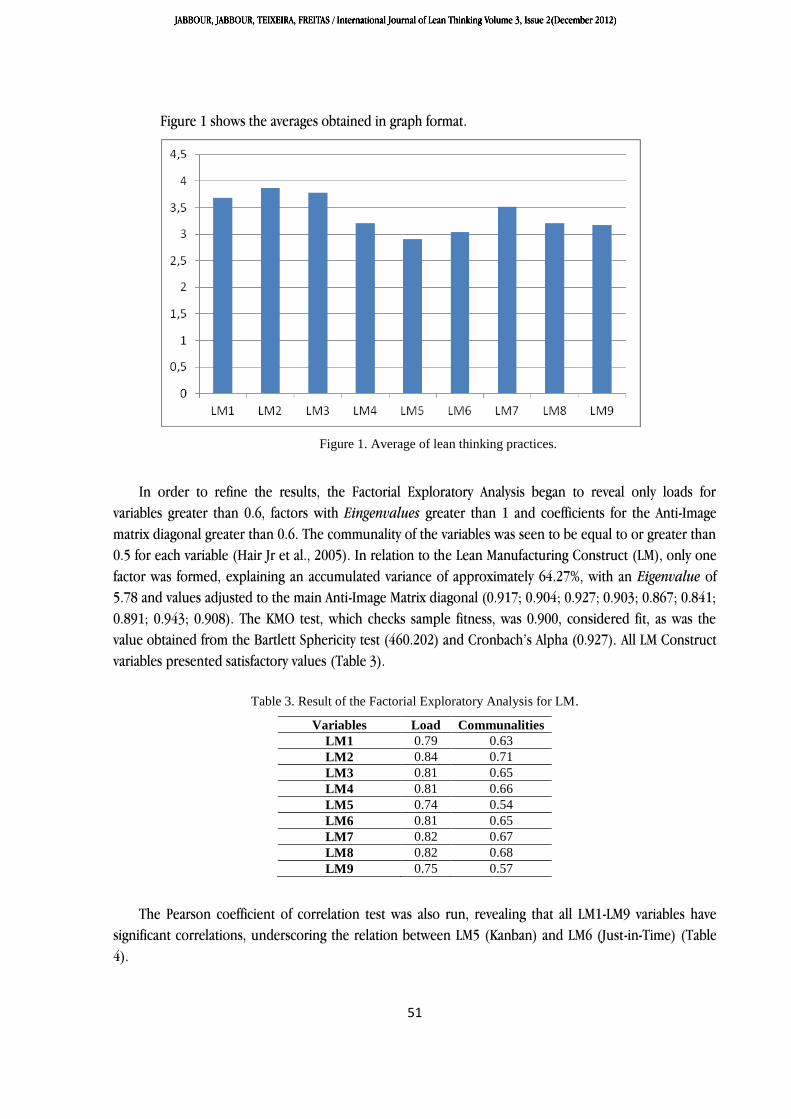
The LM2 variable – Systematic Search for Continuous Improvement – was perceived to be the one
with the highest average among the LM practices (Table 2).
Table 2. Average and standard deviation for the LM Construct variables
Variables Average Standard
Deviation
LM1 3.69 1.12
LM2 3.86 1.05
LM3 3.78 1.18
LM4 3.20 1.27
LM5 2.90 1.41
LM6 3.04 1.42
LM7 3.52 1.01
LM8 3.20 1.37
LM9 3.17 1.18
JABBOUR, JABBOUR, TEIXEIRA, FREITAS / International Journal of Lean Thinking Volume 3, Issue 2(December 2012)
51
Figure 1 shows the averages obtained in graph format.
Figure 1. Average of lean thinking practices.
In order to refine the results, the Factorial Exploratory Analysis began to reveal only loads for
variables greater than 0.6, factors with Eingenvalues greater than 1 and coefficients for the Anti-Image
matrix diagonal greater than 0.6. The communality of the variables was seen to be equal to or greater than
0.5 for each variable (Hair Jr et al., 2005). In relation to the Lean Manufacturing Construct (LM), only one
factor was formed, explaining an accumulated variance of approximately 64.27%, with an Eigenvalue of
5.78 and values adjusted to the main Anti-Image Matrix diagonal (0.917; 0.904; 0.927; 0.903; 0.867; 0.841;
0.891; 0.943; 0.908). The KMO test, which checks sample fitness, was 0.900, considered fit, as was the
value obtained from the Bartlett Sphericity test (460.202) and Cronbach’s Alpha (0.927). All LM Construct
variables presented satisfactory values (Table 3).
Table 3. Result of the Factorial Exploratory Analysis for LM.
Variables Load Communalities
LM1 0.79 0.63
LM2 0.84 0.71
LM3 0.81 0.65
LM4 0.81 0.66
LM5 0.74 0.54
LM6 0.81 0.65
LM7 0.82 0.67
LM8 0.82 0.68
LM9 0.75 0.57
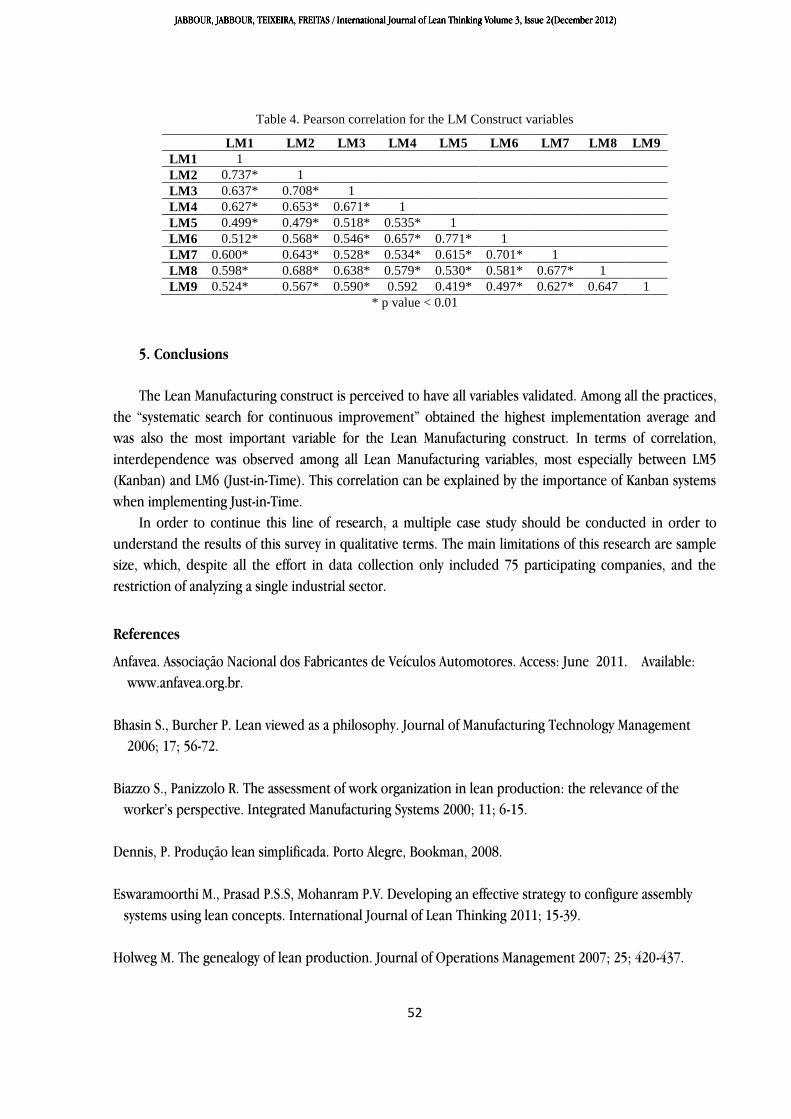
The Pearson coefficient of correlation test was also run, revealing that all LM1-LM9 variables have
significant correlations, underscoring the relation between LM5 (Kanban) and LM6 (Just-in-Time) (Table
4).
JABBOUR, JABBOUR, TEIXEIRA, FREITAS / International Journal of Lean Thinking Volume 3, Issue 2(December 2012)
52
Table 4. Pearson correlation for the LM Construct variables
LM1 LM2 LM3 LM4 LM5 LM6 LM7 LM8 LM9
LM1 1
LM2 0.737* 1
LM3 0.637* 0.708* 1
LM4 0.627* 0.653* 0.671* 1
LM5 0.499* 0.479* 0.518* 0.535* 1
LM6 0.512* 0.568* 0.546* 0.657* 0.771* 1
LM7 0.600* 0.643* 0.528* 0.534* 0.615* 0.701* 1
LM8 0.598* 0.688* 0.638* 0.579* 0.530* 0.581* 0.677* 1
LM9 0.524* 0.567* 0.590* 0.592 0.419* 0.497* 0.627* 0.647 1
* p value < 0.01
5. Conclusions
The Lean Manufacturing construct is perceived to have all variables validated. Among all the practices,
the “systematic search for continuous improvement” obtained the highest implementation average and
was also the most important variable for the Lean Manufacturing construct. In terms of correlation,
interdependence was observed among all Lean Manufacturing variables, most especially between LM5
(Kanban) and LM6 (Just-in-Time). This correlation can be explained by the importance of Kanban systems
when implementing Just-in-Time.
In order to continue this line of research, a multiple case study should be conducted in order to
understand the results of this survey in qualitative terms. The main limitations of this research are sample
size, which, despite all the effort in data collection only included 75 participating companies, and the
restriction of analyzing a single industrial sector.
References
Anfavea. Associação Nacional dos Fabricantes de Veículos Automotores. Access: June 2011. Available:
www.anfavea.org.br.
Bhasin S., Burcher P. Lean viewed as a philosophy. Journal of Manufacturing Technology Management
2006; 17; 56-72.
Biazzo S., Panizzolo R. The assessment of work organization in lean production: the relevance of the
worker’s perspective. Integrated Manufacturing Systems 2000; 11; 6-15.
Dennis, P. Produção lean simplificada. Porto Alegre, Bookman, 2008.
Eswaramoorthi M., Prasad P.S.S, Mohanram P.V. Developing an effective strategy to configure assembly
systems using lean concepts. International Journal of Lean Thinking 2011; 15-39.
Holweg M. The genealogy of lean production. Journal of Operations Management 2007; 25; 420-437.
JABBOUR, JABBOUR, TEIXEIRA, FREITAS / International Journal of Lean Thinking Volume 3, Issue 2(December 2012)
53
Ohno, T. Toyota production system: beyond large scale production. Cambrigde, Productivity Press, 1988.
Pettersen, J. Defining lean production: some conceptual and practical issues. The TQM Journal 2009; 21;
2; 127-142.
Scherrer-Rathje M., Boyle T.A., Deflorin P. Lean, take two! Reflections from the second attempt at lean
implementation. Business Horizons 2009; 52; 79-88.
Schonberger RJ. Japanese production management: an evolution – with mixed success. Journal of
Operations Management 2007; 25; 403-419.
Shah R., Ward P.T. Defining and developing measures of lean production. Journal of Operations
Management 2007; 25; 785-805.
Shah R., Ward P.T. Lean manufacturing: context, practice bundles, and performance. Journal of
Operations Management 2003; 21; 129-149.
Shimokawa K., Fujimoto T. O nascimento do lean: conversas com Taiichi Ohno, Eiji Toyoda e outras
pessoas que deram forma ao modelo Toyota de gestão. Porto Alegre, Bookman, 2011.
Synodinos, N. E. The “art” of questionnaire construction: some important considerations for
manufacturing studies. Integrated Manufacturing Systems 2003; 14; 221-237, 2003.
Womack J.P., Jones D.T. Roos D. The machine that changed the world. New York, Rawson Associates,
1990.
Womack P.J., Jones D.T., Roos D. A máquina que mudou o mundo. Rio de Janeiro, Elsevier, 2004.