advanced oxy-fuel combustion technology
TRANSCRIPT

© Babcock Hitachi k.K.. 2009. All rights reserved.
Contents 1. Background and Objective 2. Advanced oxy-fuel combustion system (Gas cooler system) 3. Development of new burner for oxy-fuel combustion 4. Erosion and fouling risk 5. Summary
Advanced Oxy-Fuel Combustion Technology Toshihiko Mine1), , Kenji Kiyama1), Yuji Fukuda1), Noriyuki Imada1), Pauli Dernjatin2)
1) Kure Research Laboratory, Babcock-Hitachi K.K. 2) Power Division, Fortum Power and Heat
3rd Oxyfuel Combustion Conference (September 10,2013)

1
1.1 CCS Technology Development Trend and Hitachi Vision
- Coal firing is currently the leading source of power generation - Hitachi has been developing two key technologies of CO2 capture from coal fired power plants; “CO2 Scrubbing”, “Oxy-fuel Combustion” and high efficiency technologies of “700C A-USC”, “ IGCC”
2010 2015 2020 2030 2025 Regulation
Road of Development
Hitachi Vision of
Technology Development
Capture Ready Partial Reduction Full
Reduction Pilot Testing Plant Demonstration
Plant Commercial Plant Ultimately-
Clean Plant
CO2 Scrubbing
700℃ A-USC Efficiency of 46%(HHV)
Oxy-fuel Combustion
Chemical Looping
700℃ A-USC + CO2 Capture
-High Efficiency -Zero Emission
IGCC + CO2 Capture

2
SCR
AH Mill
Boiler
Boiler High radiation intensity: CO2, H2O -same boiler for air and oxy -risk of erosion and fouling
Liq.CO2
stack O2
Fan
ESP FGD CPU
ASU -reduce initial cost -reduce power consumption compact & low power
ASU
CPU -reduce corrosion potential (SO3, Hg, Cl etc) -reduce power consumption compact & low power
1.2 Development Subjects in Oxy-fuel Combustion
AQCS: Air Quality Control System
ASU: Air Separation Unit CPU: CO2 Compression and Purification Unit
Cooler
AQCS -keep SCR,ESP,FGD performance -installation of gas cooler
Burner -stable operation -low p'ry O2 concentrations
Gas Cooler System -decreasing flue gas temperatures at the ESP inlet -reduce corrosive substances : SO3,Hg

3
2. Advanced oxy-fuel combustion system (Gas cooler system)
Advanced Oxy-Fuel Combustion Technology

4
Condition SO2 [ppm] SO3 [ppm] Hg [µg/m3N] Air Combustion 2,000 30 10 Oxy-fuel Combustion 10,000 180 40
Hg absorbing tower
ASU
ESP
SCR
FGD CPU
Boiler Percentage of gas re-circulation:75%
2.1 Subjects of Gas Re-Circulation in Oxy-fuel Combustion
Boiler exit corrosive substances are concentrated by recirculation under condition of Oxy-fuel combustion
Gas Re-circulation line

5
Gas re-circulation
ASU ESP Cooler
SCR Boiler
FGD CPU
Adsorbed SO3 mist
SO3 (Gas) Ash 160 deg-C
90 deg-C (< acid dew point)
Finned tube
2.2 Mechanism of SO3 Removal
- Below acid dew point, SO3 in flue gas change to mist - Mist sticks to ash and is neutralized by alkali contained in ash and caught by ESP
1.0
0 SO3 C
once
ntrati
on [-
]
ESP Outlet
SCR Outlet
FGD Outlet
ESP Inlet
Location of cooler without Cooler(160 deg-C) with Cooler(90 deg-C)

6
Flue gas treatment total system
O2 Tank
Furnace
2.3 1.5MWth Test Facility (Verification of Flue Gas Treatment)
This study was partly carried out under contract with New Energy and Industrial Technology Development Organization(NEDO) of Japan.
Gas cooler (Finned tubes)

7
2.4 Result of 1.5MWth Test
Measurement point
Gas re-circulation
ASU ESP Cooler
SCR Boiler
FGD
CPU
SO3 can be reduced under 1ppm with 90 deg-C cooler system Hg removal through the overall system is about 85%
With Cooler (90 deg-C)
Without Cooler (160 deg-C)
0
10
20
30
40
0.2ppm SO3 a
t ESP
outle
t [pp
m]
Hg re
mova
l effic
iency
[%]
20
40
60
80
100
With Cooler (90 deg-C)
Without Cooler (160 deg-C)
carbon steel sulfuric acid resistance steel
Without Cooler (160 deg-C)
With Cooler (90 deg-C)
40
30
20
10
0 <1 mg/cm2
Corro
sion R
ate [m
g/cm2 ]
(A)
(B)
Test condition - Coal : High sulfur coal (S=2.7%) - Moisture content in flue gas :30-40%
Test condition - Coal : Bituminous coal (Hg=198µg/kg) - Moisture content in flue gas :30-40%
(A) (C) (B)
(C)

8
2.5 Features of Hitachi Oxy-fuel Combustion System (500MWe Class Power Plant)
(1) SO3 and Hg removal with 90 deg-C cooler (2) LP turbine power increases because cooler preheats feed water. (Improvement of plant net efficiency : 1.5 points)
1282MW
Boiler ESP
Burner
SCR IDF
Mills
PAF
Coal Oxygen
FGD
GGH
Hot Air
Cooler
FDF
CO2
Stack
SCAH
ASU
CPU (1) (2) +3MW
-60MW
+18MW TB GE
90deg-C
Gas Heater
This study was partly carried out under co-research with FORTUM OYJ.

9
3. Development of new burner for oxy-fuel combustion
Advanced Oxy-Fuel Combustion Technology

10
Burner flame becomes unstable by change of gas composition (N2⇒CO2)
Mechanism of Flame Spread Photographs of burner flame (4MWth test facility)
Item Air Combustion Oxy-Combustion
Flue gas composition
CO2
H2O O2
N2
CO2 O2
Coal particle
Direction of flame spread
Flame spread speed in Oxy-fuel combustion is lower than that of air combustion because of gas heat capacity is increased.
Air Combustion (Pry O2=21%)
Oxy-fuel Combustion (Pry O2=21%)
3.1 Subjects of Oxy-fuel Combustion Burner
H2O
Radiation

11
PC Concentrator
Coal and Primary gas (Low O2=10%)
Secondary gas
O2 rich gas Supply nozzle
Low
O2 rich gas (O2>30%)
High Gas temp.
Primary O2=10%
NR-LE Burner
NR-3 Burner
O2=21%
Flame is stable at low primary O2
3.2 Results of Numerical Analysis
NR-LE burner can realize stable combustion under low Pry O2 concentration

12
Typical test conditions - Coal type : Bituminous
3.3 4MWth Test Facility (Verification of Flame Stability of Burner)
This study was partly carried out under co-research with FORTUM OYJ.
Cyclone
Burner
O2
AH
IDF
Stuck
Coal feeder Coal 400kg/h
Water Sprayer
GRF
FDF PAF
GC
・Gas Monitor (O2,CO2,CO,NOx,SO2) ・UBC Sampling
・FEGT
Furnace

13 12:00 12:30 13:00 13:30 14:00 14:30 15:00 15:30 16:00 16:30 17:00 17:30 18:00 18:30 19:00 19:30
1200 1000
800 600 400 200
0
Time[-]
FEGT
(deg
-C)
Coal
Flow
Rat
e(kg
/h)
O2 F
low
Rate
(m3 N
/h) 0
10
20
30
40 50
O2 (v
ol%
,dry
)
Coal in Air comb. Oxy-fuel comb. Air to Oxy Oxy to Air
Primary O2
Secondary O2
Secondary O2
Primary O2
Exit O2
Coal Flow FEGT (Furnace Exit Gas Temperature)
0 100 200 300 400 500 600
Switching time from air to oxy-fuel combustion ; 30min Flame is stable during switching from air to oxy-fuel combustion
3.4 Result of 4MWth Test(1) ; Operation Stability
14
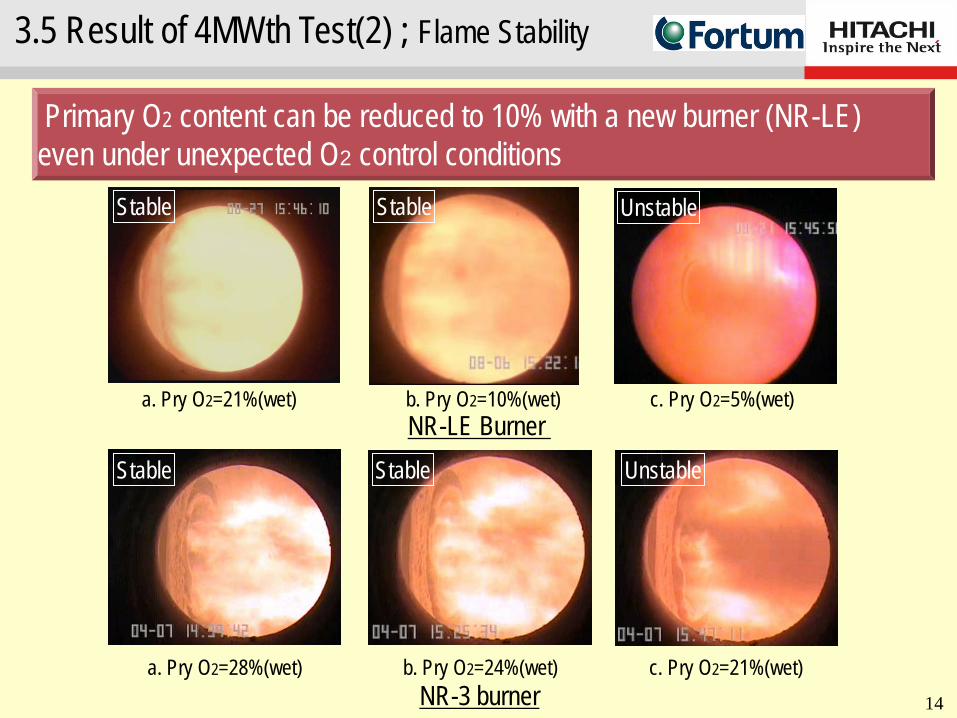
3.5 Result of 4MWth Test(2) ; Flame Stability
NR-3 burner b. Pry O2=24%(wet) c. Pry O2=21%(wet) a. Pry O2=28%(wet)
NR-LE Burner b. Pry O2=10%(wet) a. Pry O2=21%(wet) c. Pry O2=5%(wet)
Stable Stable Unstable
Stable Stable Unstable
Primary O2 content can be reduced to 10% with a new burner (NR-LE) even under unexpected O2 control conditions

15
4. Erosion and fouling risk
Advanced Oxy-Fuel Combustion Technology

16
4.1 Erosion and Fouling Risk ; Erosion
-Recirculation gas is taken from the outlet of ESP in Hitachi’s system. -Ash content of the gas stream is the same for air combustion and oxyfuel combustion. -Erosion rate will not change between air combustion and oxyfuel combustion.
0.0
1.0
2.0
3.0
4.0
5.0
6.0
0 200 400 600 800 ash concentration (g/m3)
Ero
sion
rat
e, E
(um
/h)
Effect of ash concentration on erosion rate Ash erosion test equipment

17
4.2 Erosion and Fouling Risk ; Fouling
Tube Ash deposition
Ash deposition rate is the same for both cases of air and oxyfuel combustion.
Typical test conditions - Coal type : Bituminous

18
4. Summary
Hitachi has developed a new system for oxy-fuel combustion. Features of this system include: (1) SO3 and Hg removal by decreasing flue gas temperatures at the ESP inlet with a cooler
system.
(2) There is a large increase power of LP turbine output because the gas cooler preheats boiler feed water and reduces steam extraction from LP turbine.
(3) Stable combustion under low O2 concentration of primary gas with NR-LE Burners is achieved.
(4) Erosion and fouling potential must be same to air combustion because ash concentration of oxy-fuel combustion is same to that of air combustion.
We are ready to apply highly efficient and reliable technologies for oxy-fuel combustion to actual projects.

19