alinhando velocidade, qualidade e rendimento: … · acabado, consolidado e focado nas...
TRANSCRIPT

ALINHANDO VELOCIDADE, QUALIDADE E RENDIMENTO:
PROPOSIÇÃO DE UM MODELO PARA APLICAÇÃO CONJUNTA DAS ABORDAGENS LEAN, SEIS SIGMA E
TEORIA DAS RESTRIÇÕES (TOC) ATRAVÉS DE UM ROTEIRO PRÁTICO
Área temática: Gestão pela Qualidade
Lucio Cruz
Marcelo Monteiro
Resumo: Face às modificações na forma de se planejar e gerir os recursos por empresas dos mais variados segmentos
ao longo dos anos, e da pressão imediata por melhores resultados empresariais diante das graves crises econômicas e
financeiras que assolam países de todo o globo, muitas teorias de negócios que antes geravam bons resultados para a
maioria das organizações não costumam mais ser relevantes. Com efeito, organizações de todos os setores têm sido
compelidas a pensar em novas estratégias que sejam capazes de oferecer condições de competitividade e garantir
diferencial de mercado às mesmas, enquanto oferecem aquilo que é desejado pelos clientes. Nesse cenário, o presente
artigo vem propor, a partir da revisão da literatura, um modelo integrado, prático e estruturado (framework) para
implementação de melhorias, construído sobre dois modelos referenciais diretamente relacionados ao Lean (Lean
Manufacturing e Lean Office), a estrutura consagrada de implementação advinda da abordagem Seis Sigma conhecida
como ciclo DMAIC, e a perspectiva de trabalho com Restrições-Chave de capacidade proveniente da Teoria das
Restrições; tudo visando a fornecer às empresas um mecanismo para que possam melhorar a velocidade com que
realizam seus processos, a qualidade de seus produtos e o rendimento dos seus sistemas produtivos.
Palavras-chaves: Lean; Seis Sigma; Teoria das Restrições; Framework
ISSN 1984-9354
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
2
1 INTRODUÇÃO
A atual competitividade nos diversos setores econômicos tem exigido que as organizações
busquem inovações em seus modelos de gestão, de modo a aumentar cada vez mais sua capacidade de
resposta às crises repentinas do mercado mundial ou às oportunidades que surgem com elas. Ao
mesmo tempo, empresas de todo porte registraram extraordinários avanços em custo, qualidade,
velocidade, rentabilidade e outras áreas vitais ao focar, medir e reformular processos internos e de
interação com o cliente (ARAÚJO; RODRIGUEZ Y RODRIGUEZ, 2011). Com efeito, a utilização de
abordagens de melhoria de processos capazes de fornecer às empresas mecanismos para obter maior
velocidade, qualidade e elevação do rendimento de seus processos e sistemas produtivos de maneira
integrada, pode ser considerada uma solução eficaz para se alcançar um patamar de excelência e
vantagem competitiva (TAPPING; SHUKER, 2010).
Contudo, embora haja na literatura diversos exemplos de metodologias capazes de,
isoladamente, buscar os resultados pretendidos pelas organizações, em termos de velocidade (como o
Lean), melhoria da qualidade (como o Seis Sigma) e rendimento operacional (como a Teoria das
Restrições - TOC), há tanto carência de estudos comparativos de rigor acadêmico discutindo os limites
e as possibilidades de integração entre o Lean, o Seis Sigma e a TOC quanto, principalmente, de
modelos de aplicação dessas abordagens sob uma perspectiva unificada (PACHECO, 2014). Portanto,
há indícios de que o uso integrado das três metodologias, através de um modelo integrado e
estruturado de aplicação, mesmo com pesos diferentes, é algo bastante raro, conquanto relevante, para
a comunidade acadêmica.
Nesse contexto, o presente artigo tem por objetivo propor, a partir da revisão da literatura, um
modelo integrado, prático e estruturado (framework) capaz de alinhar a aplicação de três conceituadas
abordagens de melhoria: o Lean, visando a maximizar a velocidade de processo, através da análise dos
fluxos e tempos relacionados a cada atividade e da análise de valor das ações, sempre que possível
reduzindo ou eliminando qualquer desperdício encontrado (George, 2009); o Seis Sigma, com a
incorporação de um conjunto abrangente de ferramentas de qualidade e uma estrutura adequada à
solução de problemas (George, 2009); e a Teoria das Restrições, contribuindo, através da técnica da
Árvore da Realidade Atal (ARA) com sua capacidade de identificar fatores de restrição do sistema e
permitir a visualização do que precisamente deve ser mudado para se atingir um desempenho de alto
nível do processo produtivo (DE PÁDUA et. al., 2014).
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
3
Em termos de delineamento, o Estudo utilizará Pesquisa Bibliográfica proveniente de material
já publicado por outros autores relacionados aos temas pesquisados, constituído em sua maioria de
livros e artigos científicos, a fim de fornecer os autores maior compreensão do tema em debate. Como
apoio, tem-se a visão de Gil (2008) de que é vantajosa a adoção da pesquisa bibliográfica como meio
de coleta de dados, pois essa possibilita ao pesquisador uma maior área de cobertura dos
acontecimentos e fenômenos, bem mais ampla do que aquela que poderia ser obtida somente através
da apreensão direta dos fatos. Ademais, cabe destacar que quanto à metodologia para análise dos
dados, esta pesquisa é do tipo qualitativa, pois, como previsto por Gil (2008), consiste, na organização
dos dados selecionados de forma a possibilitar a análise sistemática das semelhanças e diferenças e seu
inter-relacionamento. Podendo ser constituída por textos, diagramas, mapas ou matrizes que permitam
uma nova maneira de organizar e analisar as informações. Segundo Sampieri; Collado; Lucio (2006),
diante dos resultados da investigação, o pesquisador possui autonomia para avaliar ser pertinente ou
não a realização de pesquisa de campo complementar sobre o tema estudado. Com efeito, diante dessa
visão, os autores deste artigo optaram nesse primeiro momento somente por realizar um debate
teórico-conceitual sobre o tema, desenvolvendo e apresentando um modelo gráfico para
implementação (framework) da abordagem Lean, porém complementado e potencializado por
elementos de duas outras abordagens de melhoria, o Seis Sigma e a Teoria das Restrições.
2 REVISÃO DA LITERATURA.
2.1 Introdução
A fim de avaliar a originalidade da construção de um modelo integrando as abordagens Lean,
Seis Sigma e Teoria das Restrições, buscou-se encontrar referências na literatura que orientassem os
passos da pesquisa e permitissem posicionar esta obra como objeto de interesse acadêmico. Nesse
sentido, além das demais referências bibliográficas ao final desta obra, realizou-se pesquisa em base de
periódicos conceituada para quantificar e qualificar matérias que fossem pertinentes ao assunto em
pauta. O levantamento, realizado na Base Scopus (utilizando em conjunto as palavras-chave Lean +
"Six Sigma" + "Theory of Constraints”/“TOC"), procurando por artigos publicados ao longo dos anos,
retornou somente 09 resultados. Contudo, como agravante, ao analisar-se individualmente cada artigo
percebe-se que uns tratam somente de discussões conceituais sobre os benefícios e o potencial da
aplicação conjunta das abordagens Lean, Seis Sigma e TOC (PACHECO, 2014; DEMCHUK;
BAITSAR, 2015). Em outros casos, contudo, há somente menção às palavras-chave incluindo-as em
um grande bloco de “programas de melhoria”, tratando-as como “soluções empacotadas” (HERRON;

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
4
BRAIDEN, 2007), como tendências ou como ferramentas para uso por especialistas da área de gestão
de processos (BOADEN, 2009). Há ainda autores que apresentam formas de ajudar gestores a
escolherem a melhor técnica para suas realidades (NAVE, 2002). Alguns autores chegam a apresentar
modelos conceituais que mesclam várias abordagens, porém de maneira bastante implícita e difusa,
com replicação dificílima fora dos meios nos quais foram concebidos, no caso as áreas de saúde da
Irlanda e da Holanda (LAUREANI; BRADY; ANTONY, 2013; De MAST et al., 2011), e outros que
apresentavam meras simulações computadorizadas (PATTI; WATSON, 2010). Todavia, como ponto
em comum verificou-se que, dentre todos os artigos encontrados, nenhum apresentava um modelo
acabado, consolidado e focado nas abordagens-alvo da pesquisa (mesmo que com pesos
diferenciados), nem sob forma de representação gráfica (framework), nem por representação
descritiva.
Embora a pesquisa não tenha conseguido identificar estudos que apresentassem modelos
esquemáticos, prescritivos ou descritivos que pudessem ser traduzidos em um framework de aplicação
prática, capaz de alinhar e integrar os preceitos da filosofia Lean aos desígnios da metodologia Seis
Sigma e da Teoria das Restrições, a Bibliometria evidenciou há alguns autores escrevendo sobre o
tema, ao longo de mais de uma década, sobre o potencial e as vantagens da utilização conjunta dessas
três abordagens.
Pacheco (2014), por exemplo, afirma que os pontos de sobreposição entre as três abordagens
são suficientes para justificar a construção de um modelo integrado voltado para a melhoria contínua
de processos e de sistemas produtivos. Contudo, embora o trabalho do autor não chegue a propor
qualquer modelo ou apresentar algum exemplo de aplicação conjunta das filosofias, é claro ao afirmar
que tal modelo é viável. Aliás, este também é o pensamento de Demchuk; Baitsar (2015) os quais
entendem que a interação entre Lean, Seis Sigma e TOC é uma das mais promissoras combinações de
metodologias de melhoria em longo prazo, tanto no âmbito dos processos coo da organização como
um todo, considerando-se que a correta mixagem das mesmas pode entregar resultados muito melhores
do que se fossem utilizadas separadamente.
Bozdogan (2010), em concordância, defende a tese de que Lean e Seis Sigma, somados aos
princípios da Qualidade Total, quando trabalhando em uníssono com a Teoria das Restrições (TOC),
podem constituir-se como um altamente complementar conjunto de preceitos, práticas e métodos
passíveis de integração para formar um sistema de gestão empresarial coeso e que pode melhorar a
eficiência geral da organização; no qual o Lean serviria como o fator primário e núcleo de todo o
sistema, e em torno do qual as demais metodologias se organizariam. Afinal, segundo o autor, entre as

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
5
várias abordagens conhecidas, o Lean é o sistema que mais se aproxima de apresentar uma visão
holística do empreendimento. Segundo Bozdogan (2010), em um exame comparativo das
características e conceitos principais das três abordagens voltadas para a melhoria e satisfação de
clientes, claramente fica demonstrado que a filosofia Lean representa uma visão global do
empreendimento, analisando-o do início ao fim da cadeia de valor, preocupando-se com todo o ciclo
de vida dos produtos e serviços, considerando todos os stakeholders e focando o aprendizado
organizacional coletivo e compartilhado.
Já o Seis Sigma, ainda na visão de Bozdogan (2010) privilegia a melhoria de processos através
da eliminação de todas as fontes de variação, preocupando-se menos com a perspectiva de longo prazo
e mais com a garantia de controle do processo. Nesse sentido, o Seis Sigma é um poderoso
complemento ao Lean, pois traz maior estrutura organizacional, foco, refinamento metodológico e,
principalmente, uma providencial disciplina ao alcance da melhoria contínua. Além disso, o uso do
principal método do Seis Sigma para melhoria de processos - o método DMAIC - como parte dos
esforços para o mapeamento do fluxo de valor (VSM) e para a resolução de problemas, pode ajudar a
ampliar a eficácia das práticas Lean, possibilitando reduzir a variação e agilizando o fluxo
(BOZDOGAN, 2010). Pode, ainda, elevar a qualidade das informações disponíveis pela proximidade a
ferramental estatístico mais apurado. Com efeito, da obra de Bozdogan (2010) infere-se que o método
DMAIC representa uma abordagem sobre como melhorar um processo, dirigido por uma lógica central
baseada mais em controle do que na experimentação e na aprendizagem - próprios da filosofia Lean -,
e aplicado através de procedimentos e técnicas previamente definidos.
Finalmente, segundo Bozdogan (2010), embora a Teoria das Restrições apregoe uma
perspectiva sistêmica, presta ainda menos atenção a fatores externos, concentrando-se primariamente
no nível operacional e em maximizar a produção e elevar os lucros líquidos. Por isso, segundo o autor,
a TOC pode oferecer elementos específicos que podem também vir a complementar e potencializar a
filosofia Lean, sobretudo nos níveis operacionais e táticos, através de métodos para identificar e
remover gargalos e restrições de capacidade que impeçam a produção de oferecer os melhores
resultados possíveis.
Como encerramento, o quadro 01 a seguir resume alguns dos pontos de vista descritos ao longo
desta seção, acrescentando novas percepções sobre o potencial de integração entre as metodologias Lean,
Seis Sigma e TOC, para a construção do modelo (framework) aqui proposto.
Programa Seis Sigma Lean Teoria das Restrições
Objetivo Reduzir a variação Eliminar o desperdício Gerir as Restrições

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
6
Guia para
Aplicação
Definir;
Mensurar;
Analisar;
Melhorar;
Controlar.
Identificar Valor;
Identificar o Fluxo;
Fazer Fluir;
Puxar a Produção;
Buscar a Perfeição.
Identificar a Restrição;
Explorar a Restrição;
Subordinar à Restrição;
Elevar a Restrição
Repetir o Ciclo
Foco No Problema Na melhoria do Fluxo Na Restrição do sistema
Premissas Existe um problema;
Dados e Informações são
valorizados.
A remoção do desperdício irá
melhorar o desempenho do
negócio.
Ênfase no aumento da velocidade
e volume de processamento do
gargalo.
Efeito
principal
Melhorar a uniformidade das
saídas do processo.
Reduzir o tempo do fluxo Rapidez no processamento
Deficiências Não considera a
interdependência dentro do
sistema;
Melhorias de processos feitas
de forma independente;
Cria elite de empregados
Não aplica ferramentas
estatísticas ou sistemas de
análises
Foco limitado em perdas
Ignora partes da organização e da
manufatura ao focar a restrição
Dificuldade Média Baixa Alta
Quadro 01- Comparação de Programas de Melhoria.
Fonte: Adaptado de Nave (2002); Pacheco (2014).
Embora outras possibilidades de aplicação pudessem ter sido utilizadas na idealização de uma
forma de implementação conjunta das abordagens Lean, Seis Sigma e TOC, como a sugerida por
Demchuk; Baitsar (2015), ou as múltiplas visões teóricas estudadas por Okimura; Souza (2012), o
modelo proposto neste artigo entende-se original, pois utilizará como base, em termos de mentalidade,
conceitos-chave, filosofia e princípios norteadores o Lean, enquanto do Seis Sigma aproveitará, na
essência, a forma estruturada, prescritiva e sistemática propiciada pelo Ciclo DMAIC. Por fim,
utilizará da Teoria das Restrições sua capacidade de propiciar a identificação e visualização das
restrições-chave ao desempenho do fluxo do processo, consequentemente dando condições para
explorá-las, através da técnica da Árvore da Realidade Atual. Justamente nesta ordem e peso de
adoção.
2.2 Lean
Em termos do Lean, utilizaram-se dois conceitos como referência: o Lean Manufacturing
(Karim; Arif-Uz-Zaman, 2013) e o Lean Office (Tapping; Shuker, 2010), pois, entre outros aspectos
vistos adiante, cada um representa cenários com características próprias. De origens distintas, mas
complementares: indústria x serviço.
Nesse contexto, sob a óptica da manufatura, o modelo construído por Karim; Arif-Uz-Zaman
(2013) destaca-se por constitui-se como “o primeiro estudo conhecido a propor uma metodologia
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
7
sistemática de implementação do Lean baseada nos Princípios enxutos e nas técnicas de melhoria
contínua” (KARIM; ARIF-UZ-ZAMAN, 2013, p.169) e a desenvolver uma métrica simplificada e
capaz de avaliar, de maneira integrada, tanto os atributos de eficiência quanto os de eficácia da
implementação do Lean - também tratado na literatura como abordagem enxuta, produção enxuta ou
mentalidade enxuta - (KARIM; ARIF-UZ-ZAMAN, 2013). Além disso, outro aspecto importante para
a seleção do modelo é que, segundo Karim; Arif-Uz-Zaman (2013) o mesmo se mostrou
comprovadamente prático, tendo em vista que foi efetivamente aplicado em uma companhia de
manufatura, com sucesso. Finalmente, contribuiu também para que este modelo fosse escolhido como
um dos pilares Lean do framework, o fato de que, com sua adoção, “as empresas podem contar agora
com uma validada metodologia passo-a-passo para implementação de estratégias enxutas, capaz de
melhorar a eficiência, otimizar as alocações de recursos e eliminar desperdícios” (KARIM; ARIF-UZ-
ZAMAN, 2013, p. 169). Tal roteiro é definido como “um processo sistemático de implementação e
ações específicas, em uma sequencia lógica, que conduziria as empresas na jornada rumo à produção
enxuta” (MIRDAD, 2014, p. 93).
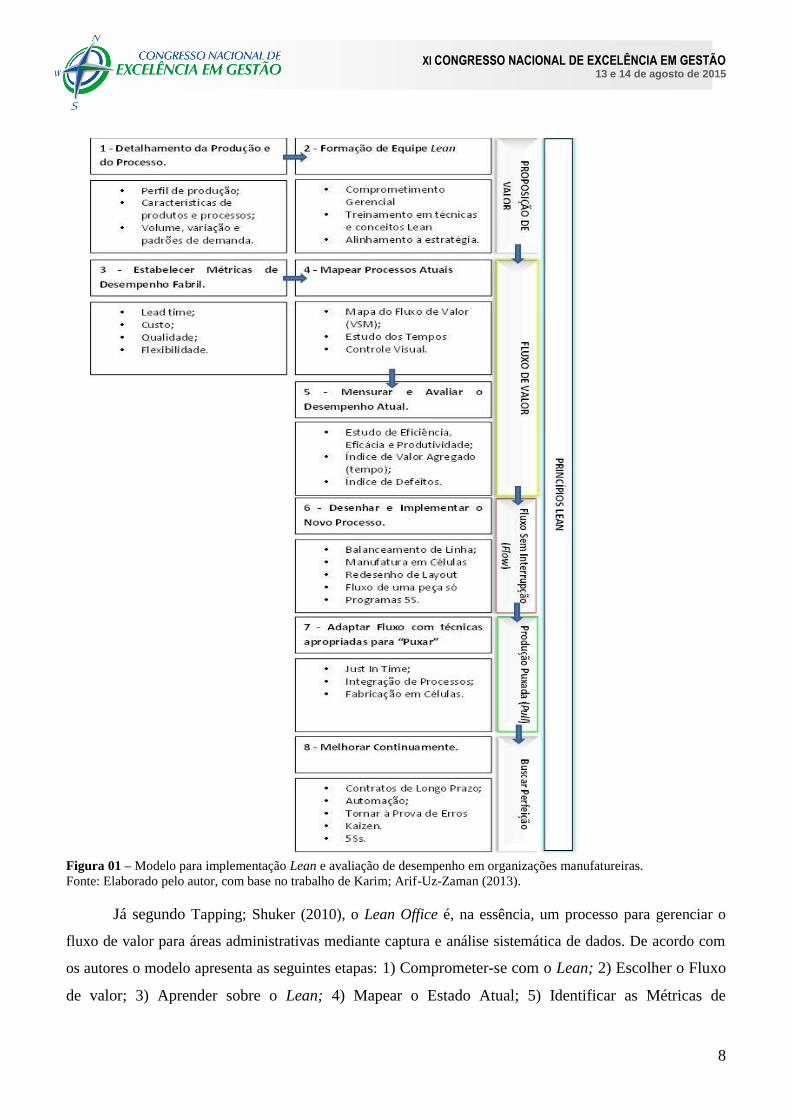
Segundo Karim; Arif-Uz-Zaman (2013), o Lean Manufacturing constitui-se em processo de
oito estágios, a saber: 1) Detalhamento da Produção e do Processo; 2) Constituição de uma Equipe
Lean; 3) Estabelecimento de Métricas de Desempenho; 4) Mapear os Processos Atuais; 5) Medir e
Avaliar o Desempenho; 6) Desenhar o Novo Processo e Implementá-lo; 7) Selecionar as Ferramentas
Apropriadas; e 8) Melhorar Continuamente. Como visto na figura 01, que traz uma reinterpretação
resumida para o modelo, para cada um dos passos são descritas ações que precisão ser realizadas,
técnicas e ferramentas empregadas e Princípios Lean a que estão associados.
Já sob a óptica de serviços, o modelo Lean Office consiste em uma adaptação dos termos e
métodos advindos da manufatura para o ambiente do escritório (SILVA et. al., 2015) e da mesma
forma que o modelo de Lean Manufacturing, também visa a relacionar os princípios enxutos básicos às
ações efetivas para a implementação no ambiente de serviços além de possuir cunho
comprovadamente prático e exequível, já tendo sido aplicado em diferentes áreas (ROOS; SARTORI;
PALADINI, 2011; SILVA et. al., 2015) e relacionado em uma dezena de artigos (CARDOSO;
ALVES, 2013).
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
8
Figura 01 – Modelo para implementação Lean e avaliação de desempenho em organizações manufatureiras.
Fonte: Elaborado pelo autor, com base no trabalho de Karim; Arif-Uz-Zaman (2013).
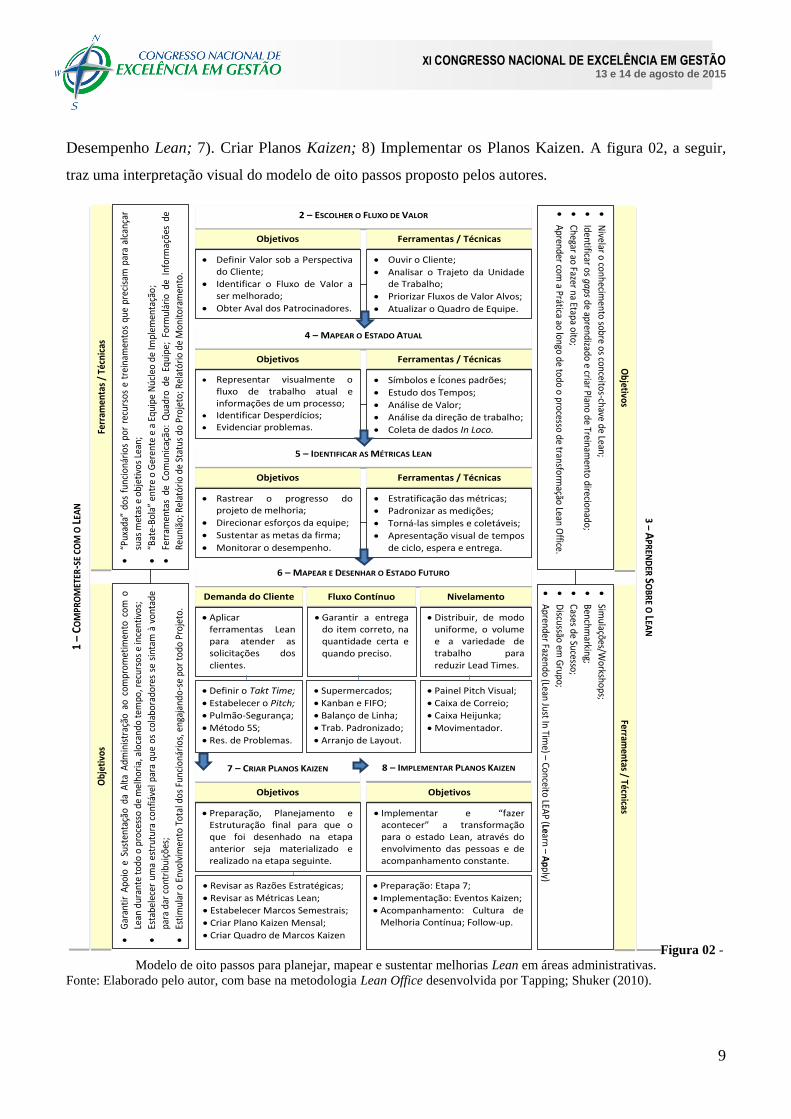
Já segundo Tapping; Shuker (2010), o Lean Office é, na essência, um processo para gerenciar o
fluxo de valor para áreas administrativas mediante captura e análise sistemática de dados. De acordo com
os autores o modelo apresenta as seguintes etapas: 1) Comprometer-se com o Lean; 2) Escolher o Fluxo
de valor; 3) Aprender sobre o Lean; 4) Mapear o Estado Atual; 5) Identificar as Métricas de
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
9
Desempenho Lean; 7). Criar Planos Kaizen; 8) Implementar os Planos Kaizen. A figura 02, a seguir,
traz uma interpretação visual do modelo de oito passos proposto pelos autores.
6 – MAPEAR E DESENHAR O ESTADO FUTURO
2 – ESCOLHER O FLUXO DE VALOR
Definir Valor sob a Perspectiva do Cliente;
Identificar o Fluxo de Valor a ser melhorado;
Obter Aval dos Patrocinadores.
Ouvir o Cliente;
Analisar o Trajeto da Unidade de Trabalho;
Priorizar Fluxos de Valor Alvos;
Atualizar o Quadro de Equipe.
Objetivos
Ferramentas / Técnicas
4 – MAPEAR O ESTADO ATUAL
Representar visualmente o fluxo de trabalho atual e informações de um processo;
Identificar Desperdícios; Evidenciar problemas.
Símbolos e Ícones padrões;
Estudo dos Tempos;
Análise de Valor;
Análise da direção de trabalho;
Coleta de dados In Loco.
Objetivos
Ferramentas / Técnicas
5 – IDENTIFICAR AS MÉTRICAS LEAN
Rastrear o progresso do projeto de melhoria;
Direcionar esforços da equipe;
Sustentar as metas da firma;
Monitorar o desempenho.
Estratificação das métricas;
Padronizar as medições;
Torná-las simples e coletáveis;
Apresentação visual de tempos de ciclo, espera e entrega.
Objetivos
Ferramentas / Técnicas
3 – APR
END
ER S
OBR
E O LEA
N
N
ivelar o conhecimento sobre os conceitos-chave de Lean;
Identificar os gaps de aprendizado e criar Plano de Treinam
ento direcionado;
Chegar ao Fazer na Etapa oito;
A
prender com a Prática ao longo de todo o processo de transform
ação Lean Office.
Sim
ulações/Workshops;
Benchm
arking;
Cases de Sucesso;
D
iscussão em G
rupo;
A
prender Fazendo (Lean Just In Time) – Conceito LEA
P (Learn – Apply)
Objetivos
Ferram
entas / Técnicas
7 – CRIAR PLANOS KAIZEN
Preparação, Planejamento e Estruturação final para que o que foi desenhado na etapa anterior seja materializado e realizado na etapa seguinte.
Implementar e “fazer acontecer” a transformação para o estado Lean, através do envolvimento das pessoas e de acompanhamento constante.
Objetivos
Objetivos
8 – IMPLEMENTAR PLANOS KAIZEN
Revisar as Razões Estratégicas;
Revisar as Métricas Lean;
Estabelecer Marcos Semestrais;
Criar Plano Kaizen Mensal;
Criar Quadro de Marcos Kaizen
Preparação: Etapa 7;
Implementação: Eventos Kaizen;
Acompanhamento: Cultura de Melhoria Contínua; Follow-up.
Aplicar ferramentas Lean para atender as solicitações dos clientes.
Demanda do Cliente
Fluxo Contínuo
Garantir a entrega do item correto, na quantidade certa e quando preciso.
Distribuir, de modo uniforme, o volume e a variedade de trabalho para reduzir Lead Times.
Nivelamento
Definir o Takt Time;
Estabelecer o Pitch;
Pulmão-Segurança;
Método 5S;
Res. de Problemas.
Supermercados;
Kanban e FIFO;
Balanço de Linha;
Trab. Padronizado;
Arranjo de Layout.
Painel Pitch Visual;
Caixa de Correio;
Caixa Heijunka;
Movimentador.
1 –
COM
PRO
MET
ER-S
E CO
M O
LEA
N
G
aran
tir
Apo
io e
Sus
tent
ação
da
Alta
Adm
inis
traç
ão a
o co
mpr
omet
imen
to c
om o
Lean
dur
ante
tod
o o
proc
esso
de
mel
hori
a, a
loca
ndo
tem
po, r
ecur
sos
e in
cent
ivos
;
Es
tabe
lece
r um
a es
trut
ura
conf
iáve
l par
a qu
e os
col
abor
ador
es s
e si
ntam
à v
onta
de
para
dar
con
trib
uiçõ
es;
Es
tim
ular
o E
nvol
vim
ento
Tot
al d
os F
unci
onár
ios,
eng
ajan
do-s
e po
r to
do P
roje
to.
“P
uxad
a” d
os f
unci
onár
ios
por
recu
rsos
e t
rein
amen
tos
que
prec
isam
par
a al
canç
ar
suas
met
as e
obj
etiv
os L
ean;
“B
ate-
Bola
” en
tre
o G
eren
te e
a E
quip
e N
úcle
o de
Impl
emen
taçã
o;
Fe
rram
enta
s de
Com
unic
ação
: Q
uadr
o de
Equ
ipe;
For
mul
ário
de
Info
rmaç
ões
de
Reun
ião;
Rel
atór
io d
e St
atus
do
Proj
eto;
Rel
atór
io d
e M
onit
oram
ento
.
D
iscu
ssão
em
Gru
po;
A
pren
der
Faze
ndo
(Lea
n JI
T).
Obj
etiv
os
Fe
rram
enta
s /
Técn
icas
Figura 02 -
Modelo de oito passos para planejar, mapear e sustentar melhorias Lean em áreas administrativas. Fonte: Elaborado pelo autor, com base na metodologia Lean Office desenvolvida por Tapping; Shuker (2010).
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
10
Finalmente, como visto acima na figura 02, o Lean Office apresenta uma metodologia
sequencial e estruturada de passos a serem seguidos para o alcance do estado enxuto, que possui claro
foco na facilitação da implementação e no alcance da eficiência laboral (CARDOSO; ALVES, 2013;
DANIELSSON, 2013) e que, tendo em vista que, nos casos estudados, os problemas iniciais apontados
foram resolvidos, comprovam que os passos propostos foram eficazes (CARDOSO; ALVES, 2013).
2.3 Seis Sigma: Ciclo DMAIC
A essência do Seis Sigma é a redução da variabilidade e a estabilização de processos através do
uso de métodos estatísticos aplicados sobre os parâmetros de qualidade que são críticos para a
satisfação dos clientes (DEMCHUK; BAITSAR, 2015). Ao longo dos anos o Seis Sigma incorporou
uma estrutura metodológica de gerenciamento de projetos que contribui significativamente para
iniciativas de melhoria de processos denominada ciclo DMAIC. O Ciclo DMAIC - acrônimo para a
sequência em inglês Define (Definir), Measure (Medir), Analyse (Analisar), Improve (Melhorar) e
Control (Controlar) – consiste em um método estruturado e prescritivo de análise investigativa, que se
configura como um conjunto sequencial de técnicas e ferramentas altamente focado, integrado e
disciplinado que visa a alcançar a elevação da qualidade de processos e fornecer disciplina e uma
abordagem científica baseada em dados (GEORGE, 2009; BOZDOGAN, 2010; PEPPER;
SPEDDING, 2010; ANTONY et. al. 2012). Como visto na figura 03, o Ciclo foi detalhado tanto em
relação aos objetivos específicos de cada fase, quanto das técnicas e ferramentas a eles relacionadas. A
figura 03 resume as principais características dessa estrutura.
2.4 Teoria das Restrições: identificação das restrições chave
A Teoria das Restrições (TOC) tem seu foco na melhoria do sistema produtivo, atacando, antes
de tudo, elos mais fracos ou limitados da cadeia de valor (gargalos) que impedem a empresa de
alcançar a máxima eficiência e lucratividade (DEMCHUK; BAITSAR, 2015). Contudo, para se atingir
tal objetivo é necessário identificar onde estão e quais são os gargalos do processo, a fim de procurar
formas de explorá-los, expandi-los ou movê-los (TSOU, 2013). Nesse sentido, uma ferramenta útil é a
Árvore da Realidade Atual (ARA) que, justamente, confere ao gestor a oportunidade de visualizar,
analisar e diagnosticar as verdadeiras origens das restrições de desempenho (DE PÁDUA et. al.,
2014).

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
11
Figura 03 - Modelo Seis Sigma – Ciclo DMAIC. Representação Gráfica.
Fonte: elaborado pelo autor, a partir de Satolo et al.(2009); George (2009); Antony et. al.(2012); Demchuk; Baitsar (2015).
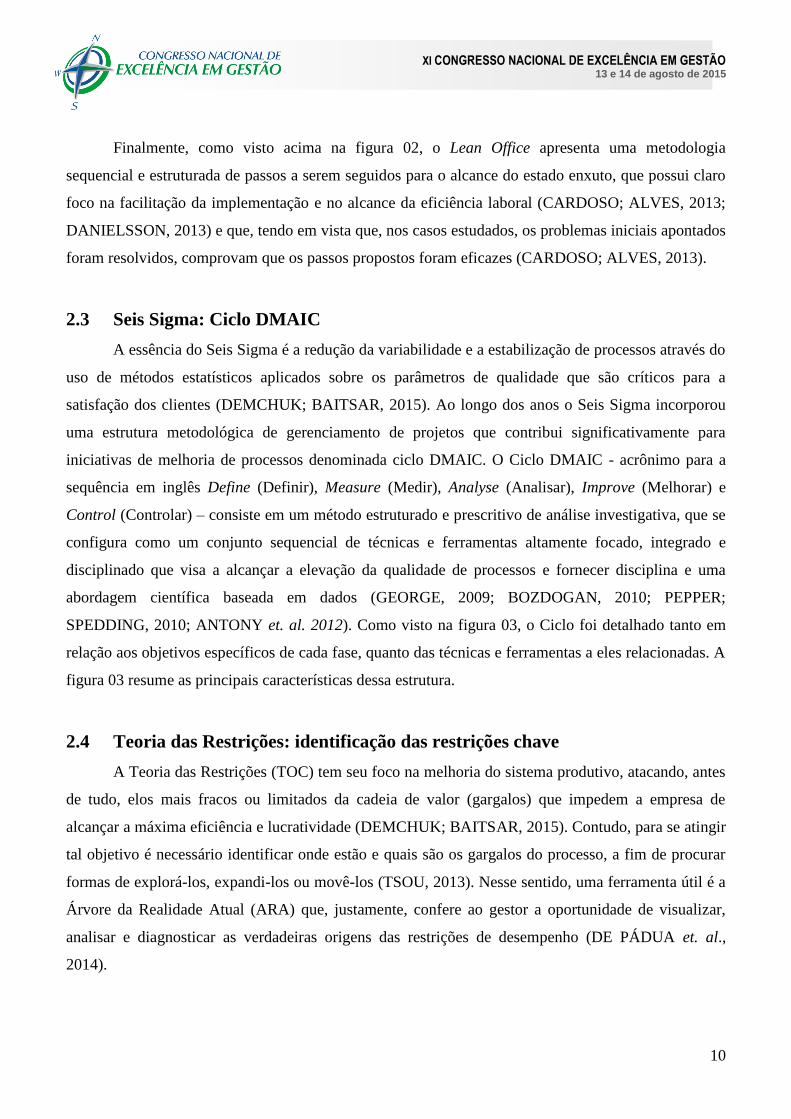
A seguir, a figura 04 resume os objetivos principais da Teoria das Restrições (TOC) e da
Árvore da Realidade Atual (ARA) na busca pela identificação das poucas restrições existente no
sistema que impedem a empresa de alcançar sua meta (SAHRAOUI; ELARREF, 2014).
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
12
Figura 04 - Principais conceitos relacionados à Teoria das Restrições e sua ferramenta ARA.
Fonte: Elaborado pelo autor, com base nos conceitos de Sahraoui; Elarref, (2014); De Pádua et al. (2014).
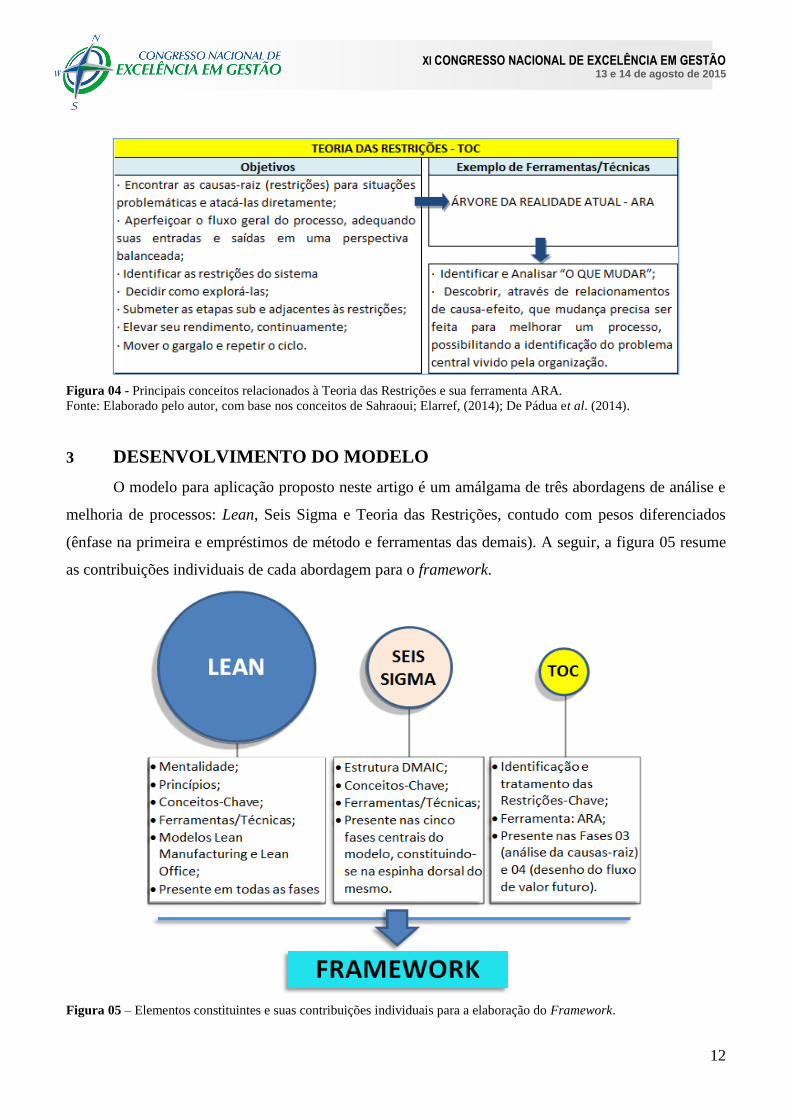
3 DESENVOLVIMENTO DO MODELO
O modelo para aplicação proposto neste artigo é um amálgama de três abordagens de análise e
melhoria de processos: Lean, Seis Sigma e Teoria das Restrições, contudo com pesos diferenciados
(ênfase na primeira e empréstimos de método e ferramentas das demais). A seguir, a figura 05 resume
as contribuições individuais de cada abordagem para o framework.
Figura 05 – Elementos constituintes e suas contribuições individuais para a elaboração do Framework.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
13
Fonte: Elaborado pelo autor.
Conforme apontado na literatura o Lean é a abordagem que mais se aproxima de apresentar
uma visão holística do empreendimento e, portanto, a que serviria como o fator primário e núcleo de
um sistema em torno do qual as demais metodologias se organizariam. Nesse sentido, o Lean contribui
aqui com a maior parte do quadro teórico-conceitual do modelo proposto, encontrando-se,
adicionalmente, os seguintes fatores como preponderantes para torná-lo a metodologia fundamental e
linha-mestra da construção: o baixo custo de implementação; a simplicidade de implantação; e a
possibilidade de acelerar a velocidade de qualquer processo através da redução de desperdícios em
todas as suas formas e a capacidade de evidenciar oportunidades de redução de prazo e custos onde
jamais se pensou. Desse modo, pode-se dizer que se a filosofia Lean constitui-se como maneira de
pensar e arcabouço conceitual soberano daqueles que estarão envolvidos direta ou indiretamente com a
melhoria que se pretende alcançar com a implementação do modelo.
Nesse sentido, após a pesquisa na literatura, ficou clarificada a ideia de que a melhor maneira
de construir o framework seria mesclando quadros, técnicas, ferramentas e conceitos das abordagens
Lean, Seis Sigma e TOC. Na parte que cabia ao Lean, a fim de conceder maior abrangência e
possibilidades de aplicação ao construto, buscou-se unir um modelo advindo do ambiente de aplicação
original dessa abordagem, a manufatura, a algo mais direcionado ao ambiente de serviços, a partir da
fusão entre a sequência de oito passos prevista pelo Lean Manufacturing de Karim & Arif-Uz-Zaman
(2013), e das também oito etapas definidas no Lean Office de Tapping; Shuker (2010) para planejar,
mapear e sustentar melhorias Lean em áreas administrativas.
Esses modelos também foram utilizados como referência devido ao aspecto descritivo,
metódico e prático com que foram apresentados originalmente e na literatura. Ambos assentam-se em
etapas e passos bem definidos a serem seguidos pelos adotantes para a realização de melhorias do
início ao fim do processo, e ambos tiveram resultados concretos de aplicação. Contudo,
individualmente, duas características os marcam mais fortemente: o primeiro atrela cada etapa a ser
vencida a um princípio Lean específico, o que facilita a localização durante o processo e evita que se
perca o rumo ou enfoque durante o caminho; o segundo, traz um modelo ainda mais didático e
totalmente voltado para o ambiente administrativo, utilizando as bases do pensamento enxuto
tradicional, porém adaptando os termos e conceitos à realidade daquele ambiente. Todavia, embora
ambas as visões sejam adotadas e se façam presentes em todas as fases do framework proposto, alguns
passos ou instrumentos descritos nesses modelos-base foram ajustados em termos de melhor sequencia
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
14
de aplicação e de aproveitamento de ferramentas, de modo a melhor se adaptarem às demais
abordagens.
Ao mesmo tempo, o Ciclo DMAIC é utilizado durante todo o processo, sempre servindo como
elemento de convergência para os esforços Lean - tendo em vista sua forma estruturada de condução -
desde a definição do Problema até o Controle pós-intervenção, através de Fases inter-relacionadas e
seriadas, desde a Fase 01 até a Fase 05, assegurando conformidade ao previsto. Portanto, o framework
construído absorveu apenas o necessário para facilitar a implementação do Lean e agregar valor
através do amplo arsenal de ferramentas disponibilizadas pelo Seis Sigma, em termos de
direcionamento e sequenciamento de atividades ao longo das fases prescritas pelo DMAIC. Neste
ponto, contudo, cabe ressalvar que as duas Fases Paralelas são oriundas basicamente do modelo de
Tapping; Shuker (2010)
Por seu turno, a Teoria das Restrições (TOC) contribui mais fortemente para a identificação e
tratamento das Restrições-Chave que afetam o processo como um todo, através da ferramenta
denominada Árvore da Realidade Atual (ARA). Entretanto, ainda que a ARA seja uma técnica
bastante específica para identificar “o que mudar”, a TOC também pode contribuir para o modelo,
através do conceito intrínseco atrelado à própria ferramenta, que seja: adequar a restrição para
alavancar os resultados operacionais, mediante a identificação, exploração, e submissão de todas as
etapas a montante e a jusante no processo às características do gargalo, visando à elevação de sua
capacidade ou mesmo mudança do posicionamento no fluxo de valor, para propiciar maior equilíbrio,
continuamente. A Fase 04 que envolve o desenho do processo futuro utilizará as conclusões dessa fase
de análise, bem como os conceitos da TOC relacionados a fim de propor soluções.
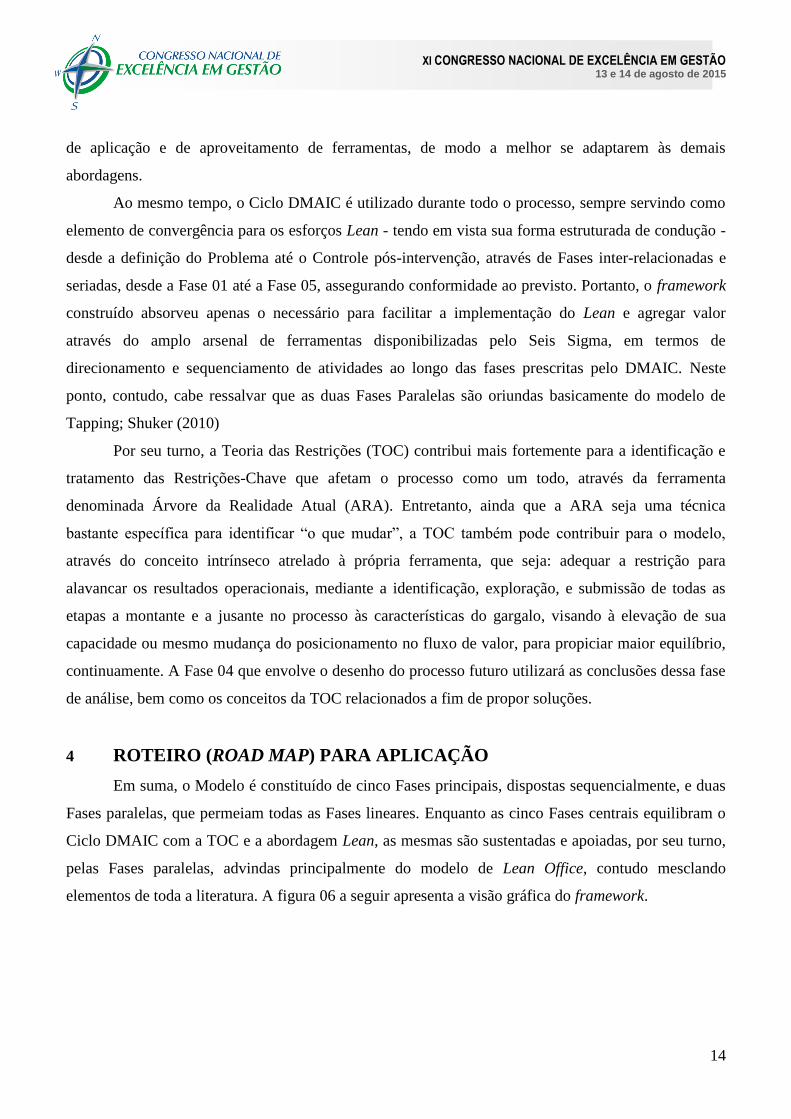
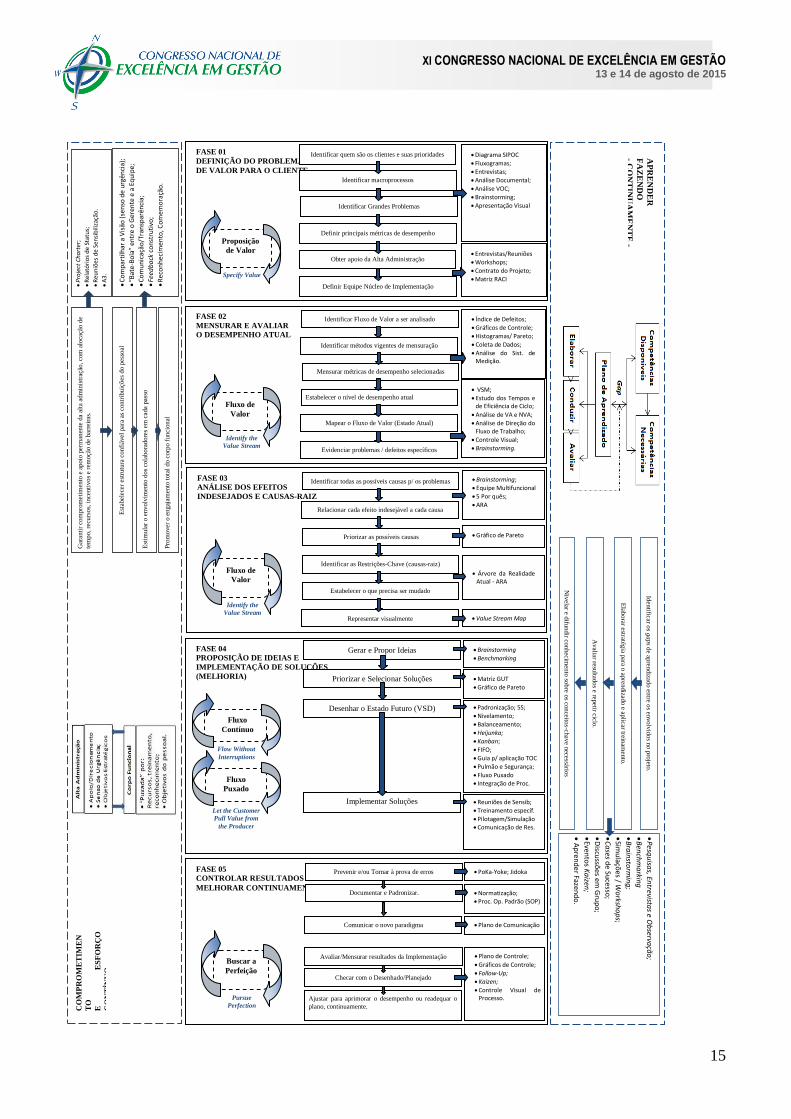
4 ROTEIRO (ROAD MAP) PARA APLICAÇÃO
Em suma, o Modelo é constituído de cinco Fases principais, dispostas sequencialmente, e duas
Fases paralelas, que permeiam todas as Fases lineares. Enquanto as cinco Fases centrais equilibram o
Ciclo DMAIC com a TOC e a abordagem Lean, as mesmas são sustentadas e apoiadas, por seu turno,
pelas Fases paralelas, advindas principalmente do modelo de Lean Office, contudo mesclando
elementos de toda a literatura. A figura 06 a seguir apresenta a visão gráfica do framework.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
15
Pesq
uisa
s, Entrevista
s e Ob
servaçã
o;
Ben
chm
arking
Bra
insto
rmin
g;
Simu
lações / W
orksh
op
s;
Ca
ses de Su
cesso;
Discu
ssões em
Gru
po
;
Evento
s Ka
izen;
Ap
rend
er Fazen
do
.
Elab
orar estratég
ia para o
apren
dizad
o e ap
licar treinam
ento
.
Avaliar resu
ltado
s e repetir ciclo
.
Niv
elar e difu
ndir co
nhecim
ento
sobre o
s conceito
s-chav
e necessário
s
Iden
tificar os g
aps d
e apren
dizad
o en
tre os en
vo
lvid
os n
o p
rojeto
. A
PR
EN
DE
R
FA
ZE
ND
O
- CO
NT
INU
AM
EN
TE
-
FASE 02
MENSURAR E AVALIAR
O DESEMPENHO ATUAL
Identificar Fluxo de Valor a ser analisado
Identificar métodos vigentes de mensuração
Estabelecer o nível de desempenho atual
Mensurar métricas de desempenho selecionadas
Mapear o Fluxo de Valor (Estado Atual)
Evidenciar problemas / defeitos específicos
Índice de Defeitos;
Gráficos de Controle;
Histogramas/ Pareto;
Coleta de Dados;
Análise do Sist. de Medição.
VSM;
Estudo dos Tempos e de Eficiência de Ciclo;
Análise de VA e NVA;
Análise de Direção do Fluxo de Trabalho;
Controle Visual;
Brainstorming.
Fluxo de
Valor
Identify the
Value Stream
FASE 04
PROPOSIÇÃO DE IDEIAS E
IMPLEMENTAÇÃO DE SOLUÇÕES
(MELHORIA)
Gerar e Propor Ideias
Priorizar e Selecionar Soluções
Desenhar o Estado Futuro (VSD)
Implementar Soluções
Brainstorming
Benchmarking
Matriz GUT
Gráfico de Pareto
Padronização; 5S;
Nivelamento;
Balanceamento;
Heijunka;
Kanban;
FIFO;
Guia p/ aplicação TOC
Pulmão e Segurança;
Fluxo Puxado Integração de Proc.
Reuniões de Sensib;
Treinamento específ.
Pilotagem/Simulação Comunicação de Res.
Flow Without
Interruptions
Fluxo
Contínuo
Fluxo
Puxado
Let the Customer
Pull Value from
the Producer
FASE 05
CONTROLAR RESULTADOS E
MELHORAR CONTINUAMENTE
Buscar a
Perfeição
Pursue
Perfection
Avaliar/Mensurar resultados da Implementação
Checar com o Desenhado/Planejado
Ajustar para aprimorar o desempenho ou readequar o
plano, continuamente.
Plano de Controle;
Gráficos de Controle;
Follow-Up;
Kaizen;
Controle Visual de Processo.
Documentar e Padronizar.
Comunicar o novo paradigma
PoKa-Yoke; Jidoka
Normatização; Proc. Op. Padrão (SOP)
Plano de Comunicação
Prevenir e/ou Tornar à prova de erros
FASE 01
DEFINIÇÃO DO PROBLEMA E
DE VALOR PARA O CLIENTE
Identificar quem são os clientes e suas prioridades
Identificar macroprocessos
Definir principais métricas de desempenho
Identificar Grandes Problemas
Obter apoio da Alta Administração
Definir Equipe Núcleo de Implementação
Diagrama SIPOC
Fluxogramas;
Entrevistas;
Análise Documental;
Análise VOC;
Brainstorming;
Apresentação Visual
Entrevistas/Reuniões
Workshops;
Contrato do Projeto;
Matriz RACI
Proposição
de Valor
Specify Value
FASE 03
ANÁLISE DOS EFEITOS
INDESEJADOS E CAUSAS-RAIZ
Identificar todas as possíveis causas p/ os problemas
Relacionar cada efeito indesejável a cada causa
Identificar as Restrições-Chave (causas-raiz)
Priorizar as possíveis causas
Estabelecer o que precisa ser mudado
Representar visualmente
Brainstorming;
Equipe Multifuncional
5 Por quês;
ARA
Árvore da Realidade Atual - ARA
Fluxo de
Valor
Gráfico de Pareto
Value Stream Map
Identify the
Value Stream
Gar
anti
r co
mpro
met
imen
to e
apoio
per
man
ente
da
alta
ad
min
istr
ação
, co
m a
loca
ção
de
tem
po, re
curs
os,
ince
nti
vos
e re
moçã
o d
e bar
reir
as.
P
roje
ct C
ha
rter
;
R
elat
ório
s d
e St
atu
s;
R
eun
iões
de
Sen
sib
iliza
ção
.
A
3.
Co
mp
arti
lhar
a V
isão
(se
nso
de
urg
ênci
a);
“B
ate-
Bo
la”
entr
e o
Ger
ente
e a
Eq
uip
e;
C
om
un
icaç
ão/T
ran
spar
ênci
a;
F
eed
ba
ck c
on
stru
tivo
;
R
eco
nh
ecim
ento
, Co
mem
ora
ção
.
Est
abel
ecer
est
rutu
ra c
onfi
ável
par
a as
con
trib
uiç
ões
do p
esso
al
Est
imula
r o e
nvolv
imen
to d
os
cola
bora
dore
s em
cad
a pas
so
Pro
mover
o e
ngaj
amen
to t
ota
l do c
orp
o f
unci
on
al
CO
MP
RO
ME
TIM
EN
TO
E
ES
FO
RÇ
O
CO
NT
ÍNU
O
EM
T
OD
OS
O
S
NÍV
EIS

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
16
Figura 06- Modelo proposto para a aplicação da mentalidade Lean em uma empresa pública
Fonte: Elaborado pelo autor. Também é relevante explicitar que ao lado esquerdo das Fases centrais, encontram-se os
Princípios Lean a que as mesmas estão submetidas, associação extraída do Lean Manufacturing, os
quais constituirão o guia mental para o processo. Da mesma forma, em seu lado direito, encontram-se
as ferramentas, técnicas e métodos associados com cada Fase e, particularmente, cada passo, extraídas
a partir de toda a revisão bibliográfica. Finalmente, a partir do framework da figura 06 acima, pode-se
detalhar cada uma das sete Fases elencadas.
Fase 01 – definição do problema e de valor para o cliente. Através do alinhamento do
primeiro Princípio do Lean - especificar Valor sob a óptica do Cliente - ao primeiro movimento do
Seis Sigma - compreender as expectativas dos clientes em termos de qualidade, preço e prazo para
entrega, é aqui, que o problema central da organização é definido tanto para os membros da equipe
quanto para a alta administração. Contudo, antes que qualquer direcionamento seja traçado, é essencial
que se identifique quem é o cliente e o que o mesmo aceita como resultado esperado de um dado
processo; o que o mesmo entende como importante e valoroso, através da análise inicial da Voz do
Cliente (VOC). Em seguida, os macroprocessos do negócio deverão ser caracterizados e apresentados,
de modo a evidenciar as relações básicas entre fornecedores, entradas, processo, saídas e clientes das
áreas envolvidas no trabalho (SIPOC). Além disso, deve-se aprofundar a análise VOC a fim de
levantar, primariamente, quais são e onde estão os maiores problemas enfrentados pelos envolvidos e
que, em última análise, motivam e conferem senso de urgência para a iniciativa de melhoria. Na
sequencia desta fase, devem ser definidas as principais “métricas para o sucesso” que precisarão ser
mensuradas e acompanhadas nas etapas posteriores para permitir que a equipe e os colaboradores
verifiquem se seus esforços estão sendo eficazes. Posteriormente, é chegada a hora de obter o apoio da
alta administração para que o que foi definido seja homologado e que, consequentemente, as demais
fases do Modelo possam ser iniciadas. Finalmente, deve-se assegurar que as pessoas certas estejam na
Equipe Núcleo, considerando-se os perfis pessoais e a experiência profissional. Para auxiliar nessa
tarefa, uma Matriz RACI é utilizada, a fim de estabelecer, precisamente, os papeis e responsabilidades
de cada membro. A definição de uma equipe competente também passa por uma estratégia de
aprendizado e treinamento constante que deve acompanhar todas as demais Fases do Modelo.
Fase 02 – Mensurar e avaliar o desempenho atual. Constituindo-se como Fase que
mescla um dos principais diferenciais da metodologia Seis Sigma - sua imensa capacidade de coletar,
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
17
lidar e tratar dados e informações por meio de ferramentas específicas, a fim de transformá-los em
conhecimento focado - com uma das técnicas mais importantes para avaliar um processo em particular.
– o VSM (Mapeamento do Fluxo de Valor), a Fase 02 visa a mensurar e avaliar o desempenho atual da
organização, para um Fluxo de Valor selecionado. Em linhas gerais, esta Fase busca traduzir o
macroproblema identificado para uma forma mensurável, subtraindo-se visões subjetivas e agregando
posicionamento e tomadas de decisão baseadas em fatos e dados concretos, a fim de traçar um quadro
menos intuitivo e mais objetivo da experiência advinda de cada contribuição da Fase anterior. Para
isso, faz-se necessário estabelecer o nível de desempenho vigente e a forma como tal performance é
avaliada na atualidade, segundo ferramentas específicas que permitirão aos participantes discutir
problemas e oportunidades de melhoria, a fim de revelar desperdícios. Finalmente, cabe salientar que
esta Fase contribui diretamente para o alcance do 2º Princípio Lean – Identificar o Fluxo de Valor -
haja vista que permite identificar, através de aparato visual, o estudo dos tipos de desperdícios e
atividades que agregam ou não valor, desde o início de qualquer processo até o atendimento ao cliente.
Com isso, os envolvidos podem ter uma ideia clara daquilo que inibe o fluxo e, assim, evidenciar
problemas específicos.
Fase 03 - Análise dos efeitos indesejados e causas-raiz. Em linhas gerais o objetivo dessa
Fase é dar sentido aos dados coletados na etapa anterior, encontrando eventuais padrões que possam
direcionar os esforços para causas-raiz que serão abordadas no estágio seguinte. Além disso, pretende-
se que as restrições de desempenho evidenciadas anteriormente possam ser analisadas e priorizadas.
Nesse sentido, utilizar ferramentas que consigam estabelecer a relação entre causas e efeitos é o
primeiro passo para desvendar a origem dos defeitos. Brainstorming, Identificação de Restrições,
Gráfico de Pareto, são ferramentas utilizadas na aplicação do modelo. Cabe esclarecer, todavia, que
por ainda estar atrelada ao Estado Atual e à maneira como as coisas são feitas no momento presente,
esta Fase permanece vinculada ao Princípio Lean de Identificação do Fluxo de Valor. Fluxo este que
precisará ser atualizado com as novas informações advindas da análise, já que esta Fase constitui a
última parada antes de começarem a surgir as primeiras ideias para melhorar o processo existente.
Também é importante ressaltar que é ao longo desta Fase que a Teoria das Restrições mais se faz
presente, sobretudo através da ferramenta utilizada para identificar as causas dos problemas que
precisam ser resolvidos, a Árvore da Realidade Atual.
Fase 04 – Proposição de ideias e implementação de soluções (melhoria). As causas e inter-
relacionamentos identificados anteriormente tornam-se os inputs para estimular a geração e
implementação de ideias para eliminar as Restrições-Chave, que deve ocorrer aqui. De maneira geral,

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
18
esta fase compreende dois momentos distintos, porém correlacionados: um conjunto de etapas
envolvendo a proposição de soluções e o Desenho de um Fluxo de Valor Futuro; e, por outro lado, a
tradução desse plano em algo concreto, a ser realizado através de ação. Em termos de abordagem
Lean, esta etapa tem dois Princípios como guia: permitir que o fluxo de valor mapeado navegue sem
barreiras ou atrasos; e entregar serviços ou produtos apenas no exato momento em que consumidor
precisa. Com isso, espera-se satisfazer as demandas dos clientes, construir um fluxo de trabalho
contínuo, e distribuir de maneira homogênea o volume e a variedade do trabalho existente, alcançando
assim um Estado Futuro equilibrado. Aliás, nesse propósito, espera-se que na proposição de soluções
de melhoria sejam pensadas e priorizadas formas e soluções para explorar os gargalos apontados na
fase predecessora, visando a aumentar as saídas do sistema produtivo, submeter todas as etapas
anteriores e posteriores a essas restrições, e pensar em uma forma de elevar o rendimento da Restrição
existente ou de movê-la para uma posição no fluxo que o torne mais equilibrado.
Fase 05 – Controlar resultados e melhorar continuamente. A última fase do modelo pode
ser entendida também como o início de um processo contínuo de melhorar tudo o que for possível no
processo vigente, independentemente de já aparentar ser eficiente. Nisso se resume a busca pela
perfeição, o 5º e derradeiro Princípio da mentalidade Lean: perseguir a perfeição em todos os detalhes,
continuamente (Kaizen). Nesse propósito, deve haver um bem definido processo de revisão e
acompanhamento de indicadores de desempenho pré-estabelecido, de modo que as próprias pessoas
que fazem parte da ação possam indicar quando alguma coisa não sai como previsto. Mesclam-se,
assim, elementos Lean - como contratos de longo prazo, automação, dispositivos à prova de erros, e
Kaizen -, com a fórmula mais amarrada do Seis Sigma, que entende o Controle como vital ao processo
de melhoria.
Comprometimento e esforço contínuo em todos os níveis. Embora na metodologia Lean
Office os autores tenham disposto a fase de “Comprometer-se com o Lean” como o primeiro dos oito
passos da abordagem. Toda a análise e fundamentação subsequente posicionam essa atividade como
processo de esforço global e contínuo no intuito de alcançar patamar de excelência e competitividade,
cabendo à alta administração assessorar e direcionar a equipe de implementação e os colaboradores
com alocação de tempo, recursos e incentivos, a fim de demonstrar a devida atenção; e aos
colaboradores, por seu turno, demandar tais ações. Justamente nesse sentido o modelo proposto
colocou a Fase de Comprometimento graficamente em paralelo às demais Fases do framework, onde
as linhas tracejadas tem o objetivo de reforçar essa ideia de transversalidade e de que o
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
19
comprometimento não se restringe a um único e definitivo instante de realização, mas de que é algo
que deve estar perenemente no pensamento dos interessados na efetiva implementação Lean.
Aprender fazendo continuamente. Assim como o comprometimento, é essencial que o
aprendizado e o amadurecimento sejam uma constante durante o desenrolar das demais fases previstas
no framework, pois, conforme previsto no Lean Office, a melhor forma de aprender é fazendo.
Também é essencial que todas as pessoas envolvidas com a iniciativa de melhoria falem a mesma
língua, com compreensão pelo menos básica dos conceitos e terminologia utilizados. Nesse sentido, a
fase busca identificar os gaps de aprendizado entre os colaboradores envolvidos com o processo de
melhoria, a fim de, após a devida capacitação, nivelar e difundir conhecimento sobre os conceitos-
chave necessários para que estes compreendam o porquê daquilo que fazem.
5 CONCLUSÃO E CONSIDERAÇÕES FINAIS
O desenvolvimento de um modelo teórico (framework) híbrido para aplicação da mentalidade
enxuta, composto fortemente por dois modelos de referência diretamente relacionados ao Lean (Lean
Manufacturing e Lean Office), aliado à estrutura consagrada advinda da abordagem Seis Sigma
conhecida como ciclo DMAIC e à perspectiva de trabalho com Restrições-Chave proveniente da
Teoria das Restrições (TOC), traz uma inovação para a literatura científica, haja vista não ter sido
identificada nenhuma outra pesquisa nessa direção.
Nesse sentido, considerando-se que o modelo proposto emprega quadros, técnicas, ferramentas
e conceitos consagrados das três metodologias de melhoria de negócios, considerando-se que o roteiro
de implementação tem um caráter sequencial, detalhado e didático, considerando-se que o modelo foi
elaborado tanto para aplicação em ambientes de manufatura como de serviços, e, finalmente,
considerando-se que, pela sua essência Lean, o mesmo se caracteriza por sua simplicidade operacional,
facilidade de entendimento e baixo custo de implementação, pode-se concluir que se trata de um
framework com alto potencial para replicação nos mais diversos tipos de organizações e setores, tanto
industrial quanto administrativo, tanto privado quanto público - mesmo que com adaptações pequenas
adaptações à realidade de cada caso - sobretudo para empresas que almejem elevar a velocidade de
seus processos, mantendo a qualidade e o rentabilidade de seus negócios.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
20
REFERÊNCIAS BIBLIOGRÁFICAS
ANTONY, Jiju; BHULLER, Anmol Singh; KUMAR, Maneesh; MENDIBIL, Kepa;
MONTGOMERY, Douglas C. Application of Six Sigma DMAIC methodology in a transactional
environment. International Journal of Quality & Reliability Management, vol. 29, n. 1, pp. 31-53.
2012.
ARAÚJO; Leonardo Condeixa de; RODRIGUEZ Y RODRIGUEZ, Martius Vicente. A construção de
um instrumento de análise da percepção de maturidade organizacional em gestão por processos: um
estudo de caso. In: CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO, 07, 2011, Niterói.
Anais eletrônicos... Niteroi: CONEG, 2011.
BOADEN, Ruth. Quality improvement: Theory and practice. British Journal of Health Care
Management. vol. 15, n. 1, pp. 12-16. 2009.
BOZDOGAN, Kirkor. Towards an integration of the Lean enterprise system, total quality
management, six sigma and related enterprise process improvement methods. In: Encyclopedia of
Aerospace Engineering. Cambridge: Wiley & Sons, 2010. Chapter eae591: Integration of Lean
Enterprise System, TQM and Six Sigma. Section 5.
CARDOSO, G. O. A; ALVES, J. M. Análise crítica da implementação do Lean Office: um estudo de
casos múltiplos. Gestão da Produção, Operações e Sistemas, Bauru, An. 8, n. 1, p. 23-35. 2013.
DANIELSSON, Christina Bodin. An explorative review of the Lean office concept. Journal of
Corporate Real Estate, vol. 15, n. 3-4, pp. 167-180. 2013.
DE MAST, Jeroen; KEMPER, Benjamin; DOES, Ronald J. M. M.; MANDJES, Michel; VAN DER
BIJL, Yohan. Process improvement in healthcare: Overall resource efficiency. Quality and Reliability
Engineering International, vol. 27, pp.1095-1106. 2011.
DE PÁDUA, Silvia Inês Dallavalle; DA COSTA, Janaina Mascarenhas Hornos; SEGATTO, Mayara;
DE SOUZA JÚNIOR, Melchior Aparecido; JABBOUR, Charbel José Chiappetta. BPM for change
management: two process diagnosis techniques. Business Process Management Journal, vol. 20, n. 2,
pp. 247 - 271. 2014.
DEMCHUK, Lesya; BAITSAR, Roman. Combined usage of Theory of Constraints, Lean and Six
Sigma in quality assurance of manufacturing processes. Key Engineering Materials, vol. 637, pp. 21-
26. 2015.
GEORGE, Michael L. Lean Seis Sigma para Serviços: como utilizar velocidade Lean e qualidade Seis
Sigma para melhorar serviços e transações. 1ª reimpressão. Rio de Janeiro: Qualitymark, 2009.
GIL, Antônio Carlos. Métodos e técnicas de pesquisa social. 6. ed., São Paulo: Atlas, 2008.
HERRON, Colin; BRAIDEN, Paul M.; Defining the foundation of Lean Manufacturing in the context
of its origins (Japan). International Journal of Agile Manufacturing. vol. 10, n. 2, pp. 89-101. 2007.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
21
KARIM, Azharul; ARIF-UZ-ZAMAN, Kazi. A methodology for effective implementation of Lean
strategies and its performance evaluation in manufacturing organizations. Business Process
Management Journal, vol. 19, n. 1, pp. 169-196. 2013.
LAUREANI, Alessandro; BRADY, Malcolm; ANTONY, Jiju. Applications of Lean Six Sigma in an
Irish hospital. Leadership in Health Services, vol. 26, n. 4, pp. 322-337. 2013.
MIRDAD, Waleed Khalid. A conceptual and strategy map for Lean process transformation. 2014.
231.f Thesis (Master of Science) – Dep. of Industrial Engineering, Oregon State University, 2014.
NAVE, Dave. How to compare Six Sigma, Lean and the Theory of Constraints: a framework for
choosing what’s best for your organization. ASQ Quality Progress, vol. 35, n. 3, pp. 73-78. 2002.
OKIMURA, Luciano Itio; SOUZA, Fernando Bernardi de. Análise dos modelos de integração das
abordagens Teoria das Restrições, Produção Enxuta e Seis Sigma: um estudo teórico. In:
CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO, 08, 2012, Niterói. Anais eletrônicos...
Niteroi: CNEG, 2012.
PACHECO, Diego Augusto De Jesus. Theory of Constraints, Lean Manufacturing and Six Sigma:
limits to and possibilities for integration. Production, vol. 24, n. 4, pp. 940-956. 2014.
PATTI, Anthony Lee; WATSON, Kevin J.. Downtime variability: the impact of duration-frequency on
the performance of serial production systems. International Journal of Production Research. vol. 48,
n.19, pp. 5831-5841. 2010.
PEPPER, M.P.J.; SPEDDING, T.A. The evolution of Lean Six Sigma. International Journal of
Quality & Reliability Management, vol. 27, n. 2, pp. 138-155. 2010.
ROOS, Cristian; SARTORI, Simone; PALADINI, Edson Pacheco. Uma abordagem do Lean Office
para reduzir e eliminar desperdícios no fluxo de valor de informações e conhecimentos. In:
ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 31, 2011, Belo Horizonte. Anais
eletrônicos... Rio de junior: ABEPRO, 2011.
SAHRAOUI, Abderrazak; ELARREF, Mohamed. Bed crisis and elective surgery late cancellations: an
approach using the theory of constraints. Qatar Medical Journal, vol. 2014, n. 1, pp. 1 - 11. 2014.
SAMPIERI, R. H.; COLLADO, C. F.; LUCIO, P. B. Metodologia de pesquisa. 3.ed. São Paulo:
McGraw-Hill. 2006.
SATOLO, E.G.; ANDRIETTA, J.M.; MIGUEL, P.A.C.; CALARGE, F.A. Analysis on the usage of
techniques and tools from the Six-Sigma program on a survey-type assessment. Revista Produção, vol.
19, pp. 400-16. 2009.
SILVA, Iris Bento da; SERAPHIM, Everton Cesar; AGOSTINHO, Oswaldo Luiz; LIMA JUNIOR,
Orlando Fontes; BATALHA, Gilmar Ferreira. Lean office in health organization in the Brazilian
Army. International Journal of Lean Six Sigma. vol. 6, n. 01, pp. 2 - 16. 2015

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
22
TAPPING, Dom.; SHUKER, Tom. Lean Office: gerenciamento do fluxo de valor para áreas
administrativas – 8 passos para planejar, mapear e sustentar melhorias Lean nas áreas administrativas.
São Paulo: Leopardo, 2010.
TSOU, Chi-Ming. On the strategy of supply chain collaboration based on dynamic inventory target
level management: A theory of constraint perspective. Applied Mathematical Modelling, n. 37, pp.
5204–5214. 2013.