almacenamiento de energía en instalaciones térmicas...
TRANSCRIPT

ALMACENAMIENTO DE ENERGÍA EN
INSTALACIONES TÉRMICAS INDUSTRIALES:
ANÁLISIS DEL ACUMULADOR DE VAPOR.
INGENIERÍA INDUSTRIAL
PROYECTO FIN DE CARRERA
AUTOR: JORGE RUEDA QUINTANILLA
TUTOR: JOSÉ JULIO GUERRA MACHO
SEVILLA, JUNIO 2014.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
2
ÍNDICE
Capítulo 1. Introducción, objetivos y funciones de un acumulador
de vapor 4
1.1 Objetivo 4
1.2 Introducción 4
Capítulo 2. Descripción y funcionamiento del acumulador de
vapor 8
2.1 Concepto de acumulador de vapor 8
2.2 Evolución de los acumuladores de vapor 9
2.3 Tipología y criterios de selección 12
2.4 Esquema del acumulador: descripción y función de cada componente 17
2.4.1 Recipiente presurizado 17
2.4.2 Equipo de inyección de vapor 18
2.4.3 Tuberías 21
2.4.4 Válvulas de mantenimiento de presión 22
2.4.5 Válvulas reductoras de presión 22
2.4.6 Rompedores de vacío 26
2.4.7 Válvulas antirretorno 28
2.4.8 Válvulas de seguridad 30
2.4.9 Otros accesorios: termómetro, mirilla y manómetro 32
2.5 Disposiciones típicas de acumuladores de vapor 32
2.6 Esquemas de control 36
Capítulo 3. Fabricantes, normativa y dimensionado 38
3.1 Principales fabricantes 38
3.2 Normativa 52
3.3 Dimensionado 53
3.3.1 Introducción al dimensionado 53

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
3
3.3.2 Datos de partida 54
3.3.3 Caso real de dimensionado de una instalación 55
Capítulo 4. Resumen y conclusiones 74
Anexos 76
Anexo A. Inyectores de vapor para uso industrial 76
Anexo B. Tuberías para uso industrial 78
Anexo C. Válvulas reductoras de presión para uso industrial 80
Anexo D. Rompedores de vacío para uso industrial 84
Anexo E. Válvulas de retención de disco para uso industrial 86
Anexo F. Válvulas de seguridad para uso industrial 93
Anexo G. Propiedades del agua saturada (líquido-vapor) 95
Anexo H. Cálculo de evolución de temperaturas en el segundo ciclo de carga
con el software Matlab 96
Referencias 97

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
4
CAPÍTULO 1: INTRODUCCIÓN, OBJETIVOS Y FUNCIONES DE UN ACUMULADOR
DE VAPOR.
1.1. OBJETIVO.
El objeto del siguiente proyecto es realizar un estudio exhaustivo de un elemento
de una instalación industrial como es el acumulador de vapor.
Desde un punto de vista académico abordaremos la necesidad de instalación de un
acumulador, los tipos que existen y las disposiciones en las que se colocan los
acumuladores en una instalación, su funcionamiento y dimensionado tanto del
acumulador como de los diferentes accesorios que conforman el acumulador de
vapor y los fabricantes y opciones existentes en el mercado.
1.2. INTRODUCCIÓN.
El uso de vapor en la industria nos proporciona una forma ideal de entregar
justamente la cantidad necesaria de energía en forma de calor para un uso
concreto, en la Figura 1 podemos observar el tipo de vapor más utilizado en las
diferentes industrias. Es habitual que la demanda de vapor de una fábrica no sea
constante, variando de formas muy diferentes, habrá casos en las que estas
variaciones se produzcan bruscamente y por lo tanto haya grandes diferencias de
consumo en intervalos cortos de tiempo.
Figura 1: Tipo de vapor utilizado en la industria.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
5
El tipo y tamaño de las fluctuaciones en el consumo de vapor, dependerán de la
aplicación y del tipo de industria en la que se trabaje con el vapor. Los picos de
demanda podrán ocurrir una vez a la semana, una vez al día durante el arranque o
sucesivas veces a lo largo del día.
Los mayores problemas asociados a picos de demanda vienen normalmente
relacionados con plantas de producción con cargas intermitentes, principalmente:
Industrias cerveceras.
Industrias textiles.
Industrias de limpieza en seco.
Industrias de enlatado y conservas.
Áreas específicas de las industrias de fabricación de acero.
Industrias de fabricación de bloques de hormigón.
Alternativamente también se pueden tener ciclos de carga que consistan en picos
de duración pequeña pero con muy altas necesidades de flujo instantáneo en
industrias como:
Hospitales e industrias de esterilización.
Aplicaciones de descascarillado con vapor.
Industrias plásticas o de moldeado de poliestireno.
Industrias de producción de caúcho.
El resultado de una demanda repentina en una caldera es una caída de presión en
la propia caldera, debido a que la caldera y su equipo de combustión asociado sean
incapaces de generar vapor al nivel que se le exige.
Los picos de demanda y sus consecuentes caídas de presión pueden tener serias
consecuencias en la producción de la fábrica.
Lo peor que puede ocurrir es un bloqueo de la caldera, debido a la elevación del
nivel del agua causada por una rápida ebullición, seguida de su colapso. Esto se ve
como una alarma de bajo nivel de agua por los sistemas de control.
En los casos más favorables, las variaciones súbitas en la demanda causaran que el
vapor producido sea húmedo y contaminado. Esto, junto a la caída de presión
asociada puede llevarnos a:
Incrementos de tiempos de los procesos.
Una reducción de la calidad del producto o incluso daños en éste o pérdida
del producto.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
6
Se puedan producir golpes de ariete que causen daños a las tuberías, a los
diferentes accesorios o incluso daños personales.
En cuanto a la planta en sí, las variaciones súbitas en la demanda son responsables
de:
Un incremento del nivel de mantenimiento.
Una reducción en la vida útil de la caldera.
También es muy importante el efecto que causan dichas variaciones de demanda
en el rendimiento de la planta, ya que esté disminuirá debido a:
Perturbaciones en la combustión.
Falsos niveles de agua que lleven a una parada en la bomba o en el
quemador.
Arrastre de agua con el vapor y consiguientes problemas por formación de
depósitos de sales en el recalentador que pueden provocar fallos en los
tubos al alcanzar éstos temperaturas elevadas.
Desequilibrio entre el calor aportado por el combustible y la presión del
vapor que se traducen en mayor consumo de combustible y problemas en
proceso por alta o baja presión.
Necesidad de sobredimensionar la caldera o de instalar más calderas para
absorber las puntas de demandas.
Disminución del rendimiento de las calderas al no mantenerlas trabajando a
la carga de óptimo rendimiento.
Los problemas comentados anteriormente se agravan si se tiene en cuenta que al
producirse estas puntas en las demandas de vapor, la instalación va a tender a
reaccionar de tal forma que acentuará dicho pico de demanda.
Cuando las variaciones no sean tan bruscas los efectos comentados anteriormente
serán menores, pero en ninguno de los casos totalmente insignificantes.
Por estos motivos estará totalmente justificada la existencia de algún tipo de
dispositivo industrial que nos permita poder acumular el vapor en momentos en
los que la demanda sea menor, para poder utilizarlo en momentos en los que haya
un incremento de la demanda y no tener que sobredimensionar así la caldera . Así
el vapor se acumulará en un dispositivo conocido como acumulador de vapor, de
forma que cuando la demanda sea más baja que la media de demanda, se pueda
acumular el vapor sobrante para poder satisfacer picos de sobredemanda, como
podemos ver en la Figura 2.
No obstante, debido a que la densidad volumétrica del vapor saturado es
extremadamente baja (por ejemplo, a 5 bares el vapor saturado tiene un volumen

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
7
específico de 0,3749 /kg, que es unas 343 veces mayor que el volumen
específico del líquido saturado a la misma temperatura de 151,9 °C), en vez de
almacenar vapor saturado o sobrecalentado directamente producido por la caldera
de vapor, el vapor se almacenará en forma de agua en un recipiente que será el
conocido como acumulador de vapor.
Figura 2: Evolución demanda de vapor en una instalación con acumulador de vapor.
Se suele pensar que los acumuladores de vapor son algún tipo de reliquias del
pasado con poca aplicación en la industria actual, a lo largo de este proyecto
desterraremos esta idea, ilustrando como un acumulador de vapor puede mejorar
el funcionamiento de una planta moderna y exponiendo los factores por los que se
hacen cada día más fundamentales la existencia de acumuladores de vapor en la
industria.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
8
CAPÍTULO 2: DESCRIPCIÓN Y FUNCIONAMIENTO DEL ACUMULADOR DE VAPOR
2.1. CONCEPTO DE ACUMULADOR DE VAPOR.
El propósito principal del acumulador de vapor es el de proveer una capacidad
extra de energía en plantas que utilizan vapor para enfrentarse a una demanda
repentina o a una sobrecarga puntual y la de maximizar la energía disponible en la
instalación.
La idea fundamental es la de dotar a la planta de un recipiente, separado de la
caldera, parcialmente relleno con agua, en el cuál el vapor a alta presión pueda ser
entregado, o retirado cuando la demanda en la planta se aleje de la capacidad de la
caldera.
El vapor a alta presión se suministra al acumulador, dónde aporta calor y presuriza
el agua presente en el acumulador de vapor. Cuando una demanda de vapor en el
proceso excede la capacidad de suministro de vapor de la caldera, el vapor extra
necesario puede ser suministrado por el acumulador, hasta que la demanda se
vuelva a equiparar con la cantidad de vapor producida en la caldera. De esta forma
podremos evitar sobredimensionar la caldera de nuestra instalación evitando
desperdiciar energía térmica y trabajando con rendimientos óptimos de la caldera.
Así podemos definir el acumulador de vapor como un recipiente a presión,
parcialmente relleno con agua caliente que permite a la caldera trabajar dando un
suministro de vapor que sea igual al valor medio de la demanda del sistema. Para
poder usar un acumulador de vapor deberá haber cierta demanda de vapor en los
procesos a una presión significantemente menor que la presión a la que se produce
el vapor en la caldera, también se deberá cumplir que la presión máxima de
demanda de los diferentes procesos sea inferior a la presión de producción del
vapor en la caldera.
Un acumulador de vapor es, esencialmente, una extensión de la capacidad de
almacenamiento de la caldera. Cuando la demanda de la planta sea baja, y la
caldera sea por tanto capaz de producir más vapor que el que se requiere en el
consumo, el vapor sobrante se inyectará en una masa de agua caliente almacenada
a presión. Después de un cierto período de tiempo, el agua almacenada habrá
incrementado su temperatura hasta alcanzar la temperatura de saturación en la
que la caldera está trabajando.
Cuando el vapor es sometido a ciclos regulares o a variaciones predecibles, la carga
puede ser equilibrada durante horas o incluso días. En cualquier caso, contando
con un acumulador de vapor, habrá una carga más estable en nuestra instalación,
las pérdidas se reducirán y se lograrán ahorros en la utilización del combustible.
Así, el almacenamiento de vapor en un acumulador actúa como una herramienta
adicional que asegura que el suministro de vapor sea el adecuado y el más eficiente

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
9
en todo momento. Más aún, puede convertir la demanda de vapor más
desfavorable en una más favorable con un consumo de vapor estable (Goldstern,
1970). Goldstern (1970) informa de que un adecuado tamaño de la instalación
acumuladora es capaz de introducir una conexión elástica entre el generador de
vapor y los consumidores. El acumulador de vapor podrá encargarse de las
repentinas variaciones de carga en el consumo, consecuentemente, la generación
de vapor en la caldera podrá ser uniforme y mantenerse constante para amplios
intervalos.
Un acumulador de vapor también ayudará a la explotación económica de la planta,
ya que se podrá cargar el acumulador durante fases del día en las que el precio de
la electricidad sea más barato para poder utilizarlo en fases del día en el que la
electricidad tenga un precio más elevado.
El acumulador debe estar completamente cargado al principio del período de
descarga con el fin de operar correctamente. Para que esto ocurra, deben
satisfacerse las siguientes especificaciones:
Debe haber disponible suficiente tiempo entre el final de un periodo de
carga y el comienzo del siguiente para poder restablecer el agua
almacenada en el acumulador.
La demanda media de vapor debe ser menor que la capacidad del generador
de vapor.
Otros criterios también son importantes para garantizar que el acumulador tiene
capacidad suficiente:
Debe haber suficiente agua acumulada para proporcionar la cantidad
requerida de vapor flash durante el periodo de descarga. Esto se cumple
asegurando que el volumen del acumulador es el adecuado.
Los ratios más altos de dispersión de vapor producen vapor húmedo. La
velocidad a la que el vapor flash es dispersado de la superficie del agua debe
ser inferior a un determinado valor. Este hecho se satisface asegurando que
el área de la superficie del agua es suficientemente grande, lo cual depende
del tamaño del acumulador.
La capacidad de evaporación debe ser suficiente. Esto depende de la
presión a la cual el agua es almacenada cuando se carga por completo, y de
la mínima presión a la que el acumulador opera al final del proceso de
descarga (presión de diseño del acumulador). Cuanto más grande sea la
diferencia entre estas dos presiones, más vapor flash se producirá.
2.2. EVOLUCIÓN ACUMULADORES DE VAPOR
El primer acumulador de vapor fue instalado para recuperar el vapor
desperdiciado utilizado en máquinas embobinadoras (Goldstern, 1970). El

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
10
principio de acumulación de vapor utilizado en este sistema se limitaba a rangos
de presiones de hasta 2 bares y aún no se había incorporado la regulación
automática.
El doctor Johannes Ruths aplica el mismo principio de almacenamiento de vapor
para presiones más altas e incorpora operaciones automáticas en la década de
1920 (Ruths, 1928).
Para mostrar la idea, veamos en la Figura 3 un diagrama simple de una instalación
montada en una fábrica de pasta de papel.
Figura 3: Esquema instalación con acumulador de Ruth.
En esta instalación, el acumulador se conecta al sistema de tuberías que salen de la
caldera por medio de una única línea de vapor en la que hay una válvula
reguladora, V1; dicha válvula es una válvula compuesta, controlada por la presión
de la salida de la caldera y cuya misión es la de mantener constante la presión del
vapor que sale de está.
Conectada a esta tubería que sale de la caldera, se encuentra otra que se usa para
admitir el vapor en el acumulador, para almacenarlo y para sacarla del acumulador
para su uso.
La tubería de alimentación al acumulador, que trae el vapor a la presión de la que
sale de la caldera, dispone de una válvula de control de una sola dirección
conectada a las tuberías de distribución y a los inyectores con los que se alimenta
el vapor al acumulador.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
11
El vapor acumulado en la zona más alta del acumulador, podrá pasar a través de la
válvula de control de una única dirección que se encuentra a la derecha para
alimentar a la línea de baja presión que alimenta a los distintos procesos.
Una válvula reductora de presión, V2, se encuentra en esta línea para reducir la
presión del vapor de salida del acumulador a la presión requerida en el proceso y
mantenerla constante.
Si en algún momento la cantidad de vapor que es generada por la caldera es la
misma que la demandada, todo el vapor usado en la línea de baja pasará a través
de las válvulas V1 y V2, y ninguna pasará a través del acumulador o saldrá de él.
Si en cambio se necesitará más vapor en la línea de consumo de alta presión, la
caída resultante de presión causaría que la válvula reguladora V1 redujera el
suministro de vapor que pasa por ella, manteniendo la presión en la tubería
principal de vapor y disminuyendo la cantidad de vapor que pasa a la línea del
acumulador.
La caída de presión en la línea del acumulador, permitiría a la válvula de control de
la parte superior del acumulador abrirse y el vapor que se evaporase será
entregado a la línea de baja presión a través de la válvula V2, y así el pico de
demanda originado en la línea de alta presión sería equilibrado por el aporte del
acumulador de vapor.
Si en cambio, el consumo en la línea de alta presión se redujera, el exceso de vapor
pasaría automáticamente a la línea del acumulador a través de la válvula V1. Esto
significaría un aumento de la cantidad de vapor circulando por esta línea y la
presión incrementaría lo suficiente como para abrir la válvula de control en la línea
de carga del acumulador, transmitiendo así el vapor al agua del acumulador, dónde
este condensaría e incrementaría la temperatura del agua hasta que la presión del
acumulador se igualase a la del vapor generado en la caldera y así estuviera
preparada para dar respuesta a los siguientes picos de carga.
A partir de esta tecnología desarrollada por Ruth, la aplicación de acumuladores
con caída de presión ha ido evolucionando. Esto fue seguido por similares
desarrollos de sistemas de acumulación para agua de alimentación o acumuladores
de presión constante para fluctuaciones menos severas (Godall, 1980). Para
aplicaciones en plantas de producción de energía, especialmente sistemas
especiales de almacenamiento para turbinas, nuevos sistemas fueron
desarrollados con presiones que pueden llegar hasta las 180 bares (Lyle, 1947).
Ahora mismo nuevos sistemas también se desarrollan fuera del ámbito industrial,
como acumuladores de vapor para plantas nucleares y solares.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
12
2.3. TIPOLOGÍA Y CRITERIOS DE SELECCIÓN.
Según Godall (1980) hay un único sistema de acumuladores de vapor para uso
industrial, los acumuladores de presión variable.
Otros autores también consideran un segundo tipo de acumulador, los conocidos
como acumuladores de vapor secos, que almacenan vapor directamente, como
vimos anteriormente, el almacenamiento de vapor como tal en un acumulador no
es nada práctico y actualmente esta tecnología está totalmente en desuso, por lo
que siguiendo a Godall (1980) describiremos a continuación los acumuladores de
presión variable y las disposiciones en las que se pueden disponer.
ACUMULADOR DE VAPOR DE PRESIÓN VARIABLE.
El primer sistema es el acumulador de caída de presión o acumulador de variación
de presiones, que sigue una tecnología parecida al acumulador de Ruth
previamente visto.
El acumulador de vapor consiste en un recipiente cilíndrico presurizado
parcialemente relleno de agua, con un porcentaje de llenado entre el 50% y el 95%,
este porcentaje dependerá de la aplicación. En el diseño se intenta maximizar el
área de contacto entre la interfaz líquido-vapor para la misma masa de agua, y así
conseguir volúmenes más compactos, por lo que generalmente se llenara el
depósito en torno al 90%, ya que así se maximizara esta área de contacto sin
incrementar en demasía el volumen del agua y que por tanto necesitaría de mayor
cantidad de energía para calentarse.
Un esquema de un típico acumulador de presión variable puede verse en la Figura
4.
Figura 4: Esquema acumulador de vapor a presión variable.
Durante el proceso de carga, el vapor será cargado en el acumulador por debajo de
la superficie del agua mediante una serie de tuberías de distribución, conectadas a
una serie de inyectores de vapor, hasta que toda el agua contenida esté a la
temperatura y presión requerida.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
13
Es natural que el nivel del agua se incremente y decremente durante los procesos
de carga y descarga del acumulador.
Si el acumulador de vapor se carga usando vapor saturado (o húmedo), habrá una
pequeña ganancia en agua debido a las pérdidas por radiación en el recipiente.
Normalmente se descarga una mayor cantidad de vapor que el que es admitido por
los inyectores.
Una pequeña trampa de vapor es colocada en el nivel de trabajo correcto actuando
como un limitador de nivel de agua, descargando la cantidad de agua sobrante al
correspondiente sistema de condensado.
Sin embargo, si el acumulador de vapor se carga usando vapor recalentado, o si las
pérdidas por radiación fueran pequeñas, habría una pérdida de agua debido a la
evaporación, y una válvula de alimentación, bajo el control de los límites de nivel,
sería requerida para corregir el déficit.
Cuando una caída de presión ocurre en el acumulador de vapor, con toda el agua a
la temperatura de saturación, se generará vapor flash en la cantidad demandada
por el pico de demanda. Este proceso de repentina evaporación que se produce por
disminuir rápidamente la presión es conocido como “flashing”. La cantidad de
vapor flash generado dependerá de la diferencia entre la presión inicial y final del
proceso de descarga, ya que el calor que provoca la generación de vapor flash es la
diferencia entre la entalpía del líquido a la presión más alta y la entalpía del líquido
a la presión más baja.
Figura 5: Capacidad especifica de acumulación de un acumulador en función de la
diferencia de presión.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
14
Normalmente, la presión no debe estar por debajo que la requerida en la planta
para los procesos específicos, mientras que la presión máxima está fijada por la
presión a la salida de la caldera.
La caída de presión originada al enfrentarse el sistema a un pico de demanda es
inversamente proporcional al agua contenida en el acumulador a la temperatura
de saturación. Por ejemplo, si una demanda causa una caída de presión de 3 bares
en un sistema que contenga 10 de agua a la temperatura de saturación, la
misma demanda en un sistema que contuviera 30 de agua a la temperatura de
saturación, causaría una caída de presión de aproximadamente 1 bar.
En la Figura 5 podremos observar la capacidad específica de acumulación de un
acumulador con caída de presión y su dependencia con las presiones del proceso.
La instalación de un acumulador de vapor de presión variable nos permite
equilibrar picos de demanda tanto en la línea de consumo de alta presión como en
la línea de consumo de baja presión, a través del sistema de control, como
podemos observar en la Figura 6 y en la Figura 7.
Figura 6: Equilibrado directo de fluctuaciones en la demanda a baja presión.
A-flujo constante; B-flujo variable.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
15
Figura 7 : Equilibrado indirecto de fluctuaciones en la demanda a alta presión.
A-flujo constante; B-flujo variable.
Los acumuladores de presión variable pueden ser diseñados tanto de forma
horizontal, como vemos en la Figura 8, como de forma vertical, como vemos en la
Figura 9. Sin embargo, los de tipo horizontal son generalmente preferidos, debido a
que su coste de construcción es más barato. Los acumuladores horizontales
también maximizaran la interfaz líquido-vapor para la misma masa de agua,
pudiendo utilizarse así en la planta acumuladores más compactos y con un
volumen menor que si se colocaran en disposición vertical. Aun así podemos
encontrarnos acumuladores de tipo vertical debido a que en ocasiones el espacio
disponible en la fábrica pueda estar más restringido y los acumuladores verticales
ocupan una menor superficie.
Figura 8: Acumulador de vapor de presión variable horizontal.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
16
Figura 9: Acumulador de vapor de presión variable vertical.
Tanto los acumuladores de presión variable dispuestos de forma horizontal como
los dispuestos de forma vertical, siguen el mismo funcionamiento que hemos
descrito anteriormente.
Godall (1980) sugirió que la relación óptima entre el diámetro y la longitud total
del acumulador debería ser entre 1:4 y 1:6 para así obtener las condiciones
óptimas de capacidad de almacenamiento térmico y coste del material.
Las pruebas realizadas por Eberle (1929) nos muestran que el espacio disponible
para la evaporación del vapor y no la superficie evaporativa es el factor
determinante para la tasa de evaporación máxima disponible. La tasa máxima de
evaporación de descarga dada por Eberle es de 2000 ⁄ para el agua pura.
Cleve (1949) y Konejung (1950) desarrollaron una correlación que relaciona la
máxima tasa de evaporación con la presión de almacenamiento y la densidad del
agua almacenada (Goldstern, 1970).
De la experiencia sabemos que la máxima tasa de producción de vapor flash por
metro cuadrado de superficie de agua está en torno a tres veces la presión absoluta
en el acumulador.
Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
17
2.4. ESQUEMA DE ACUMULADOR: DESCRIPCIÓN Y FUNCIÓN DE CADA UNO DE LOS
COMPONENTES.
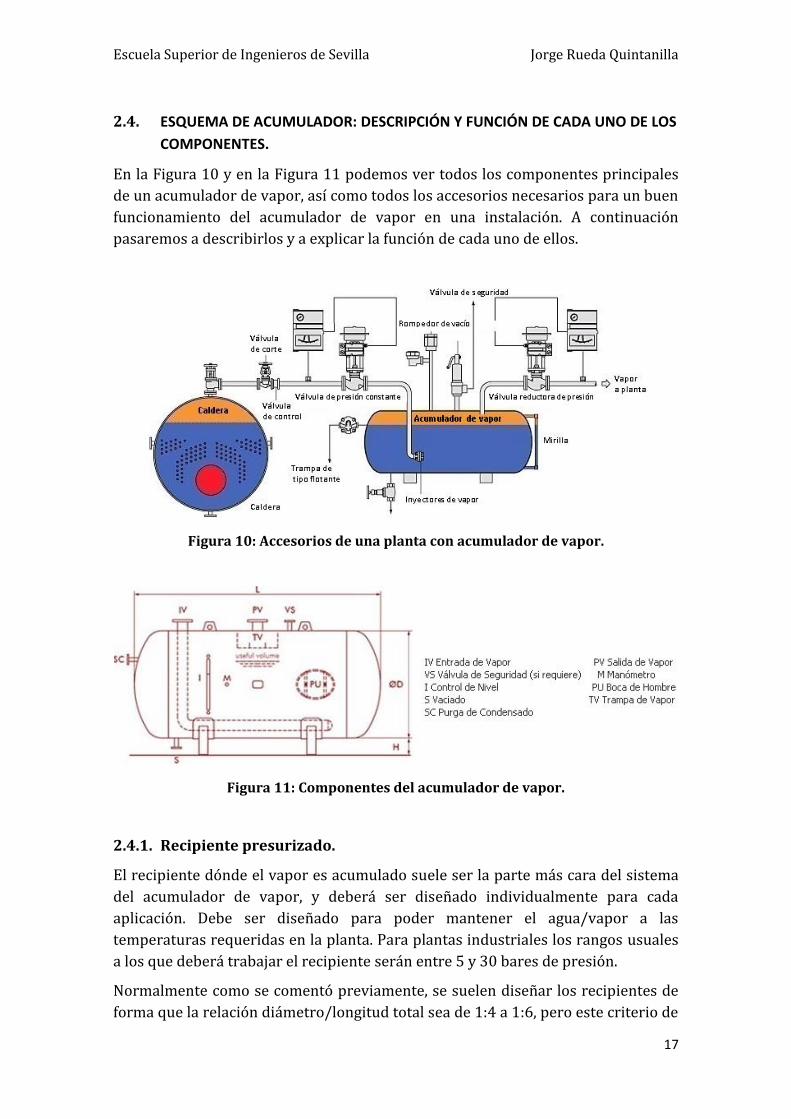
En la Figura 10 y en la Figura 11 podemos ver todos los componentes principales
de un acumulador de vapor, así como todos los accesorios necesarios para un buen
funcionamiento del acumulador de vapor en una instalación. A continuación
pasaremos a describirlos y a explicar la función de cada uno de ellos.
Figura 10: Accesorios de una planta con acumulador de vapor.
Figura 11: Componentes del acumulador de vapor.
2.4.1. Recipiente presurizado.
El recipiente dónde el vapor es acumulado suele ser la parte más cara del sistema
del acumulador de vapor, y deberá ser diseñado individualmente para cada
aplicación. Debe ser diseñado para poder mantener el agua/vapor a las
temperaturas requeridas en la planta. Para plantas industriales los rangos usuales
a los que deberá trabajar el recipiente serán entre 5 y 30 bares de presión.
Normalmente como se comentó previamente, se suelen diseñar los recipientes de
forma que la relación diámetro/longitud total sea de 1:4 a 1:6, pero este criterio de

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
18
diseño puede variar substancialmente dependiendo de las condiciones de la planta
y el espacio disponible.
Los recipientes son generalmente de forma cilíndrica, con acabados elípticos, ya
que estructuralmente es la forma de diseño más efectiva.
Cuanto mayor diferencia de presiones exista entre la presión de la caldera y la
presión de la planta, mayor será la proporción de vapor flash producida por el
acumulador, y por tanto menor la cantidad de vapor vivo requerida.
Además de la capacidad directa de almacenamiento, el recipiente debe tener:
Suficiente agua en el fondo del recipiente, en unas condiciones adecuadas,
para acomodar y cubrir los inyectores de vapor.
Suficiente espacio por encima del agua cuando el acumulador está
completamente cargado para proporcionar un área suficiente para que el
vapor pueda ser liberado. Esto es muy importante debido a que la velocidad
de liberación instantánea del vapor sí sola puede ser el criterio final para
ver si el acumulador se puede enfrentar a picos de demanda bastante
bruscos y pesados.
2.4.2. Equipo de inyección de vapor.
Una tubería de entrada de vapor alimenta al acumulador por debajo del nivel por
donde se encuentra el agua condensada, el vapor se inyecta necesariamente en el
agua a través de una serie de inyectores.
Si el flujo lleva una velocidad de circulación muy baja, el vapor tenderá a entrar al
acumulador desde los inyectores más cercanos a la tubería de entrada de vapor. El
diseño de la tubería de entrada y del sistema del colector, junto con la colocación
de los inyectores, debe asegurar la inyección de vapor a lo largo de la longitud del
acumulador, independientemente del caudal de vapor.
Hay que saber que la capacidad del inyector se reducirá a medida que la presión
aumente en el recipiente, pues la presión diferencial entre el vapor inyectado y la
presión del recipiente se reduce. La capacidad de los inyectores se obtienen de los
catálogos proporcionados por los fabricantes (ver anexo A).
Por los inyectores sale vapor, y en ocasiones algunas burbujas de vapor de
condensación a alta velocidad. Este hecho hace que se produzca régimen
turbulento en la corriente y se facilite la mezcla con la masa de agua (ver Figura
12). La descarga de los inyectores no se debe llevar a cabo cerca de las paredes del
acumulador o de manera que el flujo impacte sobre dichas paredes. Es por esto,
que se recomienda situar los inyectores de forma inclinada, al igual que estos
deben tener diferentes direcciones de descarga para lograr una mejor distribución.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
19
Figura 12: Funcionamiento de un inyector de vapor.
Asimismo, se recomienda instalar los inyectores con un cierto ángulo para evitar la
erosión de la zona interna del acumulador.
En acumuladores de vapor de gran longitud, se utilizan varios tubos de entrada en
el inyector para conseguir una distribución más uniforme. En tales casos, es muy
importante que los tubos de entrada estén perfectamente ensamblados desde el
suministro principal para asegurar que el fluido acceda correctamente al
acumulador de vapor y además, evitar pérdidas.
La instalación de los inyectores debe realizarse en la zona más baja posible del
acumulador para asegurar la mayor cantidad de agua por encima de estos, pues
como ya hemos dicho anteriormente, la descarga se realiza en el lecho líquido.
Podemos observar la disposición típica de los inyectores de vapor dentro de un
acumulador en la Figura 13.
Figura 13: Disposición de los inyectores.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
20
Los inyectores se pueden montar en las tuberías de alimentación de vapor o
directamente en el tanque usando la conexión roscada hembra. En aplicaciones
industriales se utilizan principalmente tipos de inyectores indicados en la Tabla 1.
Tabla 1: Tipos de inyectores.
Los sistemas de inyección podrán ser de tipo electroneumático (ver Figura 14) o
de control autoaccionado (ver Figura 15). Los de control autoaccionado nos
ofrecen una solución más económica mientras que los neumáticos o eléctricos nos
ofrecen un control preciso del control de temperatura. Dependiendo de los
requerimientos de nuestra planta, un sistema o el otro será más adecuado.
Figura 14: Sistema de control electroneumático.
Nuestro equipo de inyección garantizará la mezcla completa del vapor y del fluido
en el inyector, proporcionando así un calentamiento silencioso, eficiente y

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
21
económico. Asimismo, evita la estratificación de la temperatura en el tanque,
manteniendo así una alta eficiencia.
Figura 15: Sistema de control autoaccionado.
2.4.3. Tuberías.
La tubería entre la caldera y el acumulador de vapor debe ser diseñada, en
condiciones generales, para una velocidad del vapor entre 25 y 30 ⁄ y teniendo
en cuenta la máxima capacidad de producción de la caldera.
En cuanto a la tubería entre el acumulador de vapor y los consumidores de baja de
la planta, está debe ser diseñada también para que el vapor circule entre 25 y 30
⁄ , pero en este caso, teniendo en cuenta el máximo pico de producción de vapor
que puede generar el acumulador a la presión de los consumidores de baja.
Deberemos también tratar adecuadamente el aislamiento de dichas tubería, para
evitar así las pérdidas de calor y problemas mecánicos asociados a la condensación
de vapor en las tuberías. Por tanto dichas tuberías deben de ir correctamente
aisladas.
Los fabricantes nos suministraran catálogos para poder elegir correctamente el
tipo de tubería y su aislamiento dependiendo de nuestra aplicación (ver anexo B).
Probablemente el estándar de tuberías más común sea el derivado del American
Petroleum Institute (API), dónde las tuberías se clasifican según el espesor de
pared de tubería, llamado Schedule. Estos Schedule están relacionados con la
presión nominal de la tubería, y son un total de once, comenzando por 5 y seguido
de 10, 20, 30, 40, 60, 80, 100, 120, 140, hasta el Schedule 160. Para tuberías de
diámetro nominal 150 mm y menores, el Schedule 40 (denominado a veces
‘standard weight’), es el más ligero de los especificados. Sólo los Schedule 40 y 80

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
22
cubren la gama completa de medidas nominales desde 15 mm hasta 600 mm y son
los Schedule utilizados más comúnmente para instalaciones de tuberías de vapor.
2.4.4. Válvulas de mantenimiento de presión.
Las válvulas de mantenimiento de presión son unos elementos esenciales en los
dispositivos de carga y descarga de acumuladores de vapor y otros muchos
equipos dentro de una instalación de vapor (El sistema de válvulas encargadas de
la distribución del vapor a presión constante también puede encontrarse en la
caldera o en otros equipos de una planta de vapor.). Las válvulas deben estar
perfectamente sincronizadas para permitir el paso de fluido en el momento
adecuado como se puede ver en la Figura 16.
Figura 16: Disposición de válvulas de mantenimiento de presión.
2.4.5. Válvulas reductoras de presión.
Lo primero y esencial es seleccionar el mejor tipo de válvula para cada aplicación.
Cuando se trate de cargas pequeñas, en las que no sea vital un control fino, pueden
ser suficientes las válvulas reductoras de acción directa (ver Figura 17).
Éste tipo de válvulas trabajan de la siguiente forma:
En la puesta en marcha, la presión aguas arriba empuja el obturador lejos del
asiento, permitiendo que el vapor fluya en el sistema aguas abajo.
Con una llave se comprime el resorte mediante el plato de control. La fuerza del
resorte es transmitida a través del plato al empujador de la válvula que mantiene
el obturador en posición totalmente abierta. A medida que la presión aguas abajo
aumenta, actúa a través de la línea de toma de presión en la parte inferior del
diafragma unido al extremo del empujador de la válvula.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
23
La presión aguas abajo sigue aumentando hasta que la presión que actúa sobre el
diafragma, supera la fuerza que ejerce el resorte y que mantiene el obturador en
posición abierta, moviéndolo hacia el asiento de la válvula para modular el flujo y
mantener la presión requerida aguas abajo.
Una característica importante en el funcionamiento de la válvula es el uso de un
fuelle de compensación para eliminar el efecto de la diferencia de presión aguas
arriba y aguas abajo en el obturador que puede producir ruido y vibraciones.
Figura 17: Válvula reductoras de presión de acción directa.
En los otros casos es mejor seleccionar una válvula con piloto, particularmente si
se producen períodos sin demanda durante los cuales no deba aumentar la presión
de salida (ver Figura 18).
Las válvulas reductoras de presión con piloto trabajan equilibrando la presión de
salida con el resorte de control, éste mueve un pequeño obturador contra un
asiento (el piloto). El fluido a través del asiento llega directamente al diafragma de
la válvula principal, actuando sobre la válvula principal.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
24
Bajo condiciones estables, la presión debajo del diafragma piloto equilibra la
fuerza fijada en el resorte de ajuste. Esto asienta la válvula piloto permitiendo un
paso de fluido constante a través del diafragma principal. Esto asegura que la
válvula principal está también asentada para dar una presión de baja estable.
Cuando la presión de baja aumenta, la válvula piloto cierra, y la presión se libera
del diafragma de la válvula principal a través del orificio de control, para cerrar la
válvula principal.
Cualquier variación de caudal o de presión será inmediatamente captada por el
diafragma piloto, el cual actuará para ajustar la posición de la válvula principal,
asegurando una presión de baja constante.
Con tal de conseguir las mejores condiciones de trabajo posibles, se recomienda
usar un tubo detector de presión externo. Esto resulta más importante cuando la
válvula trabaja cerca de su capacidad máxima, o bajo condiciones de flujo críticas.
Figura 18: Válvula reductoras de presión con piloto.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
25
Igual que sucede con todas las válvulas de control, se debe evitar el
sobredimensionamiento de las válvulas reductoras. Una válvula que trabaje
habitualmente demasiado cerca de su asiento, puede sufrir erosiones por el paso
constante de vapor a alta velocidad. Además en esta posición, cualquier pequeño
movimiento de esta válvula producirá un cambio de caudal relativamente
importante. Con un modelo más pequeño, correctamente dimensionado, se
obtendría un mejor ajuste y el riesgo de avería sería menor (ver anexo C para
elección de válvulas).
Cuando es necesario provocar descensos de presión muy elevados, con relaciones
de presiones mayores que 10:1, es preferible trabajar con dos o más válvulas
instaladas en serie como podemos observar en la Figura 19.
Figura 19: Válvulas reductoras de presión en serie.
Si la válvula va a trabajar por debajo de las condiciones de carga inferiores, para
alargar su vida sería mucho mejor poner dos válvulas más pequeñas en paralelo
(ver Figura 20). Esta no es una regla tajante, pero si la carga baja es un 10% (o
menos) de la carga máxima entonces son preferibles dos válvulas. Las válvulas en
paralelo también se usan donde es vital que la aportación de vapor no sea
interrumpida. Esta solución asegura un control apropiado de la presión cuando
alguna válvula está siendo revisada.
Si bien el dimensionamiento es importante para el buen funcionamiento de una
válvula reductora, también lo es su instalación correcta, y puesto que la mayor
parte de los problemas de una válvula reductora son causados por la presencia de
humedad o suciedad, se han de instalar, antes de la válvula, un separador y un
filtro de malla fina. El filtro debe ser colocado lateralmente para evitar que el
cuerpo se llene de agua y para garantizar que toda la superficie de filtración sea
efectiva.
Si la tubería o la instalación de salida no pueden resistir la presión de entrada, se
debe instalar una válvula de seguridad a la salida de la válvula reductora, regulada
a la máxima presión que pueda soportar esta parte de la instalación y además con

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
26
una capacidad de descarga de vapor igual a la que puede pasar a través de la
válvula, totalmente abierta, a esta presión máxima.
Figura 20: Válvulas reductoras de presión en paralelo.
2.4.6. Rompedores de vacío.
Un rompedor de vacío (ver Figura 21) protegerá la planta y al acumulador de
vapor contra el vacío, y al mismo tiempo permitirá un drenaje efectivo del
condensado que se forma durante la operación de descarga del acumulador.
Podremos consultar los catálogos de los fabricantes para una correcta elección
para nuestra instalación (ver anexo D).
Figura 21: Rompedor de vacío.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
27
El rompedor de vacío trabajará de la siguiente forma:
Durante la operación normal de la instalación, la válvula de la que consta el
rompedor de vacío está firmemente apoyada en el asiento, asegurando un cierre
total, como podemos ver en la Figura 22.
Figura 22: Funcionamiento normal del rompedor de vacío.
Debido a la reducción de presión experimentada por el acumulador durante la
descarga, el vapor condensa, reduciéndose la presión en el interior del
acumulador. La válvula permanece en el asiento hasta que la presión en el
acumulador cae por debajo de la presión de entrada del aire, como podemos ver en
la Figura 23.
Figura 23: Reducción de presión en el rompedor de vacío.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
28
En el punto de vacío, la válvula instantáneamente se levantará del asiento. El aire
entrara a través de la cámara superior para evitar la formación de vacío, como
podemos observar en la Figura 24.
Figura 24: Apertura válvula del rompedor de vacío.
Generalmente utilizaremos rompedores de vacío de latón y de acero inoxidable
austenítico (ver Figura 25).
Figura 25: Tipos de rompedores de vacío.
2.4.7. Válvulas antirretorno.
Una válvula de retención se requiere en la instalación para prevenir la inversión
del flujo hacia la caldera en el caso en el que deliberadamente la caldera se pare
por algún motivo, o por el cierre de la caldera.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
29
En este tipo de instalación la elección de una válvula de retención de disco (ver
Figura 26) es una elección adecuada para un correcto funcionamiento a un precio
económico.
Figura 26: Válvula de retención de disco.
Las válvulas de retención DCV abren por la presión del fluido y cierran por resorte
así que cesa el flujo antes de que se produzca el flujo inverso , siguiendo el
funcionamiento que se muestra en la Figura 27.
Figura 27: Apertura y cierre de la válvula de retención de disco.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
30
Las válvulas de retención se pueden instalar en cualquier posición y con el flujo en
cualquier dirección. La única excepción son las válvulas sin resorte que deben ser
instaladas en una tubería vertical con sentido de flujo ascendente.
Los fabricantes nos suministrarán catálogos con las dimensiones y pesos de las
distintas válvulas de retención disponibles para elegir la que nos asegure el mejor
funcionamiento de la instalación (ver anexo E).
2.4.8. Válvulas de seguridad.
La válvula de seguridad protege contra excesos de presión críticos para el
acumulador de vapor. En el caso de que la máxima presión admisible de trabajo del
acumulador fuera igual, o incluso mayor que la de la caldera, entonces una válvula
de seguridad no sería estrictamente necesaria en nuestra planta. Podemos ver los
componentes de los que dispone una válvula de seguridad en la Figura 28.
Aun así deberíamos antes de tomar cualquier decisión sobre la instalación o no de
una válvula de seguridad en nuestro acumulador, contemplar escenarios menos
favorables como el caso de un incendio en la planta, si el acumulador estuviera
plenamente cargado y con todas las salidas y entradas cerradas.
Figura 28: Válvula de seguridad.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
31
La calidad del cierre hermético es una característica crítica de cualquier válvula de
seguridad y cada válvula de seguridad se comprueba para asegurar que el cierre
cumple con los requisitos de la noma API 527 de la American Petrochemical
Institute.
Si decidimos instalar una válvula de seguridad en nuestra instalación,
dispondremos de catálogos suministrados por los fabricantes (ver anexo F), que
garantizan que las válvulas cumplen con los siguientes requisitos:
La válvula de seguridad se debe instalar siempre con la línea central del
alojamiento del resorte en vertical en la parte superior de la válvula.
No debería haber válvula de interrupción en la entrada o salida de la válvula
de seguridad.
El diámetro nominal de la tubería de salida debería ser igual o mayor que la
salida de la válvula.
La válvula no deberá soportar ningún tipo de esfuerzo que pueda causar
deformación o fugas.
En las tuberías de salidas ascendentes, se debe proveer de una purga de
pequeño diámetro en el punto donde más se pueda acumular agua, y un
drenaje conectado en el tapón de drenaje de la válvula.
La Tubería de descarga deberá estar dimensionada de tal manera que
contrapresión desarrollada no sea superior al 12% de la presión de tara.
Cuando detectemos una situación de peligro en la instalación debido a unas
condiciones críticas de sobrepresión en el interior del acumulador tendremos la
opción de utilizar la válvula de seguridad para contrarrestar esta situación de
peligro.
Figura 29: Instalación válvula de seguridad

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
32
Además, como en todas las instalaciones que disponen de válvulas de seguridad, se
deberá asegurar que la descarga del vapor venteado se haga hacia un lugar seguro
(ver Figura 29) mediante tuberías de venteo específicamente diseñadas para ello,
cumpliendo los requisitos anteriormente mencionados.
2.4.9. Otros accesorios: termómetro, manómetro y mirilla.
La variación de nivel del agua dentro del acumulador de vapor no va a ser muy
grande, porque aproximadamente tan sólo el 10% del agua acumulada se
convertirá en vapor, sin embargo, algún modo de ver el nivel de agua de la
instalación es esencial. Generalmente utilizaremos una simple mirilla de cristal,
colocada como vemos en la Figura 30, para controlar el nivel del agua.
Figura 30: Mirilla instalada en acumulador de vapor.
Asimismo deberemos disponer de un manómetro y un termómetro que nos
indiquen en todo momento la temperatura y la presión existente en el interior del
acumulador de vapor.
2.5. DISPOSICIONES TÍPICAS DE ACUMULADORES DE VAPOR
La disposición del acumulador en nuestra instalación se hará de diferentes formas,
dependiendo de la distancia del acumulador a la central del vapor, de sí todo el
vapor generado por la caldera pasa o no por el acumulador, del número de
consumidores que haya y de la presión de vapor requerida por estos consumidores
para los procesos.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
33
En la Figura 31 se nos muestra como todo el vapor generado por la caldera pasa a
través del acumulador de vapor hacia un único consumidor a una presión menor
que la de la caldera. Esta es la disposición preferida en los tiempos actuales, en ella
una serie de controladores actúan sobre la válvula de mantenimiento de presión y
la válvula reductora, para mantener la presión de entrada al acumulador y de
salida al proceso en el valor adecuado.
En la Figura 32 se muestra la disposición típica más común en el pasado, y todavía
útil cuando el acumulador de vapor se debe situar a cierta distancia de la principal
fuente de vapor. De todas formas las válvulas de control deben ser comprobadas
regularmente, ya que la combinación de válvulas de paso y de retorno puede
causar que el vapor entre por arriba de la superficie de contacto entre agua y
vapor, lo que no reporta ningún beneficio.
En la Figura 33 se muestra una disposición donde se requiere vapor a presión de la
caldera, así como vapor de agua a una presión más baja.
Algunas aplicaciones de procesos no toleran vapor a bajas presiones, por lo que no
es demandado, además de que el vapor a la presión del generador de vapor puede
ser requerido en todo momento (típicamente para procesos de secado). Esto
puede llevar a picos de demanda en el vapor a alta presión, es por esto que en esta
instalación existe una válvula de presión constante, la cual, si se diera el pico de
demanda, notaría una caída de presión y se regularía de forma que se reservara
vapor a alta presión para los consumidores de alta presión y se dejaría así que el
acumulador proporcione la demanda de baja presión durante ese periodo de
tiempo. De esta manera el sistema proporciona una carga fluctuante de baja
presión a través del acumulador de vapor y el caudal máximo de carga a alta
presión está garantizado gracias a la acción de la válvula de presión constante.
Figura 31: Acumulador de vapor cercano a la caldera hacia una única línea de de
consumo de baja presión.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
34
Figura 32: Acumulador de vapor alejado de la caldera hacia una única línea de consumo de baja presión.
Figura 33: Vapor necesario a presión de la caldera, así como a una presión menor.
En la Figura 34, la caldera de vapor está trabajando a su presión de diseño
nominal, por ejemplo 10 bar y el vapor es demandado a presiones menores, de 5
bar. La válvula de reducción de presión A reduce la presión del vapor ente la
caldera y la rama de distribución de vapor a la planta, respondiendo a la demanda
de vapor a la presión necesaria, de 5 bar.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
35
Figura 34: Disposición estándar alternativa.
Si la demanda de vapor excede la capacidad de suministro de la caldera, y la
presión en la línea de demanda de vapor a baja presión cae por debajo de, por
ejemplo 4,8 bar, la válvula B se empieza a abrir con el objetivo de complementar el
suministro. Con la apertura de la válvula, se obtiene vapor del acumulador, lo que
hace que, durante un periodo de tiempo, la presión del acumulador caiga y que,
gracias a dicha válvula, se responda a la demanda de vapor a baja presión. Su
capacidad debe coincidir con la velocidad de descarga permitida para el
acumulador de vapor, y que será más pequeña que la válvula reductora A.
La válvula C es una válvula de mantenimiento de la presión constante, en respuesta
a la presión de la caldera. Si la presión aumenta debido a la menor demanda de la
planta, la válvula C se abre. El vapor es entonces admitido en el acumulador de
vapor que se recarga hacia su presión máxima, que será algo menor a la presión de
trabajo de la caldera. En este caso, la válvula reductora de presión B se mantendrá
cerrada pues la planta está recibiendo suficiente vapor a través de la válvula
reductora A, es decir, el vapor que proviene de la caldera satisface la demanda de
vapor.
En cualquier planta, el gerente de ingeniería debe esforzarse por proporcionar al
menos un servicio mínimo en caso de que el acumulador de vapor y su equipo
conexo o bien requiera mantenimiento o bien se rompa. Esto incluirá la provisión
de aislamiento adecuado del acumulador con válvulas, y quizás con dispositivos de
protección de sobrecarga de la caldera. Una solución se puede ver en la Figura 35
utilizando válvula de bypass.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
36
Figura 35: Disposición del acumulador con bypass.
2.6. ESQUEMAS DE CONTROL
Una instalación simple consta de los elementos mostrados en la Figura 36.
Figura 36: Esquema de la instalación de un acumulador de vapor en la red de vapor.
En la Figura 37 podemos ver los esquemas de control en el acumulador de vapor,
funcionando éste con variaciones de carga a baja presión.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
37
En la Figura 38 podemos ver los esquemas de control en el acumulador de vapor,
funcionando éste con variaciones de carga a alta presión.
Para un funcionamiento correcto deben existir los siguientes controles:
Control del caudal de vapor con el fin de asegurar un caudal constante del
mismo. En instalaciones simples, con el acumulador sirviendo a un único
equipo de consumo cíclico puede ser suficiente una válvula reductora para
no superar la presión de diseño del acumulador.
Control de la presión del vapor en el proceso, mediante una válvula
reductora que abre al bajar la presión en el acumulador.
Si se utiliza vapor saturado existirá un equilibrio e entre el vapor de entrada
y el de salida. Debido a las perdidas térmicas, el nivel de agua tendera a
subir. El exceso de agua podrá eliminarse mediante un purgador de vapor
colocado en un punto situado al máximo nivel.
Si se utiliza vapor recalentado el peso de vapor extraído del acumulador
puede ser mayor que el peso de vapor condensado. El nivel bajara y es
necesario disponer de algún elemento para introducir agua en el interior
del recinto a presión.
Figura 37: Esquema de control y de flujos para un acumulador que funciona con variaciones de carga a baja presión.
Figura 38 Esquema de control y de flujos para un acumulador que funciona con variaciones de carga a alta presión.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
38
CAPÍTULO 3: FABRICANTES, NORMATIVA Y DIMENSIONADO.
3.1. PRINCIPALES FABRICANTES.
A continuación se expondrán los principales fabricantes de acumuladores de
vapor, con las especificaciones de los modelos que fabrican y diversas
consideraciones.
HGSERVITEC CALDERAS VAPOR, S.L.
Está empresa, localizada en Sant Boi de Llobregat (España), nos proporciona una
serie de modelos, disponibles en el catálogo de la empresa (Hgservitec) con los
siguientes parámetros de diseño:
-Presión máxima admisible: 12 bar.
-Temperatura máxima admisible: 191.7ºC.
-Bridas: PN 16 UNI EN 1092-1 (ex UNI 2278).
En la Figura 39 y en la Tabla 2 tenemos la información sobre los modelos que nos
proporciona el fabricante Hgservitec.
Figura 39: Disposición acumulador de vapor del fabricante Hgservitec.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
39
Tabla 2: Modelos disponibles de acumuladores de vapor del fabricante Hgservitec.
MANARA GENERATORI DI VAPORE.
La empresa Manara, ubicada en Parma (Italia), nos proporciona las siguientes
especificaciones técnicas que cumplen sus acumuladores de vapor.
-Presión máxima de trabajo: 12 bar.
-Cumplimiento normativa PED 97/23/EC
-Disponibles tanto acumuladores de vapor de disposición horizontal como de
disposición vertical.
Asimismo dispone del catálogo de modelos con las dimensiones que aparecen en la
Figura 40 y en la Tabla 3.
Figura 40: Disposición acumulador de vapor del fabricante Manara.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
40
Tabla 3: Modelos de acumuladores de vapor disponibles del fabricante Manara.
ATTSU.
El grupo ATTSU, ubicado en Móstoles (España), formado por las empresas
españolas Arcones, Tecnivap y Teyvi, nos da información acerca de un modelo en
concreto de acumulador de vapor, el modelo AV (ATTSU).
Modelo AV
Volumen: El acumulador de vapor AV (ver Figura 41 y Figura 42) es un modelo
compacto con volumenes adaptables según instalación.
De serie, el acumulador AV sale ya equipado con toda su valvulería,
instrumentación, niveles visuales, electrodos, cuadro eléctrico y purgas.
Presiones de diseño estándar hasta 16 bar. Diseños especiales por encima de 16
bar.
Modelos adaptables a las necesidades específicas de cada cliente e instalación.
Figura 41: Acumulador de vapor modelo AV del fabricante ATTSU.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
41
Figura 42: Vista interior del modelo AV del fabricante ATTSU.
BOSCH INDUSTRIAL.
La empresa Bosch Industrial, con sede en Gunzenhausen (Alemania), nos ofrece un
modelo en concreto de acumulador de vapor (Bosch Industrial). El acumulador de
vapor SAM (ver Figura 43) consta de un depósito cilíndrico en posición horizontal
con una barra aspersora de vapor integrada.
Módulo acumulador de vapor SAM
El módulo dispone de aislamiento térmico y se suministra listo para su
funcionamiento con el equipamiento previamente montado.
El módulo dispone del siguiente equipamiento: Válvulas de purga de aire, de salida
de agua, de cierre de llenado, de entrada y de salida de vapor, un dispositivo de
seguridad contra rebose y sobrepresión, un indicador de temperatura directo, así
como un dispositivo de indicación del nivel de agua.
Figura 43: Módulo acumulador de vapor SAM del fabricante Bosch Industrial.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
42
ABBOTT & CO LTD.
La empresa Abbott, ubicada en Newark (Reino Unido), nos ofrece una gama de
acumuladores de vapor de disposición vertical (Abbott) que cumplen las siguientes
especificaciones:
-Presión máxima de trabajo: 14 bar.
-Temperatura máxima de trabajo 198ºC.
-Diseños específicos disponibles.
En la Figura 44 y en la Tabla 4 vemos la información de la que disponemos acerca
de los modelos de la empresa Abbott.
Figura 44: Disposición acumulador de vapor del fabricante Abbott.
Tabla 4: Modelos disponibles de acumuladores de vapor del fabricante Abott.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
43
SEA CZ a.s.
La empresa SEA CZ, ubicada en Zlín (República Checha), nos ofrece los modelos de
acumuladores de vapor que aparecen en la Figura 45 y en la Tabla 5.
Figura 45: Disposición acumulador de vapor fabricante Sea Cz.
Tabla 5: Modelos disponibles de acumuladores de vapor del fabricante SEA CZ.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
44
ODENBERG ENGINEERING LTD.
La empresa Odenberg Engineering Ltd., ubicada en Dublín (Irlanda) dispone de
dos modelos de acumuladores de vapor, pudiendo elegir entre diferentes tamaños.
Las dimensiones de ambos modelos las podemos ver en la Figura 46 y en la Tabla
6.
Figura 46: Disposición acumulador de vapor del fabricante Odenberg.
Tabla 6: Modelos disponibles de acumuladores de vapor del fabricante Odenberg.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
45
PARKER BOILER COMPANY.
La empresa Parker Boiler, ubicada en California (Estados Unidos), dispone de un
modelo de acumulador de vapor, del que se muestran los planos de la instalación y
que podemos observar en la Figura 47.
Modelo Horizontal Wet Accumulator
-Presión máxima de trabajo: 16 bar.
-Longitud total: 4 metros.
Figura 47: Dimensiones modelo de acumulador de vapor del fabricante Parker
Boiler.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
46
EDWIN SNOWDEN &CO LTD.
La empresa Edwin Snowden, ubicada en Hull (Reino Unido), nos ofrece dos
modelos de acumuladores de vapor, un modelo de dimensiones medianas que
podemos observar en la Figura 48 y otro de dimensiones superiores que
observamos en la Figura 49.
Modelo mediano Modelo grande
-Longitud: 2400 mm. -Longitud: 8750 mm.
-Diámetro: 780 mm. -Diámetro: 2330 mm.
-Presión máxima: 11 bar. -Presión máxima: 11 bar.
-Temperatura máxima: 180°C. -Temperatura máxima: 180°C.
Figura 48: Modelo mediano de acumulador de vapor del fabricante Edwin Snowden.
Figura 49: Modelo grande de acumulador de vapor del fabricante Edwin-Snowden.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
47
ARALSAN LTD
La empresa Aralsan Ltd., ubicada en Turquía, nos ofrece modelos de acumuladores
de vapor para uso industrial con volúmenes desde 1500 litros hasta 50000 litros.
Aralsan nos proporciona la información recogida en la Tabla 7 de cada uno de sus
modelos.
Tabla 7: Modelos de acumuladores de del fabricante Aralsan.
Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
48
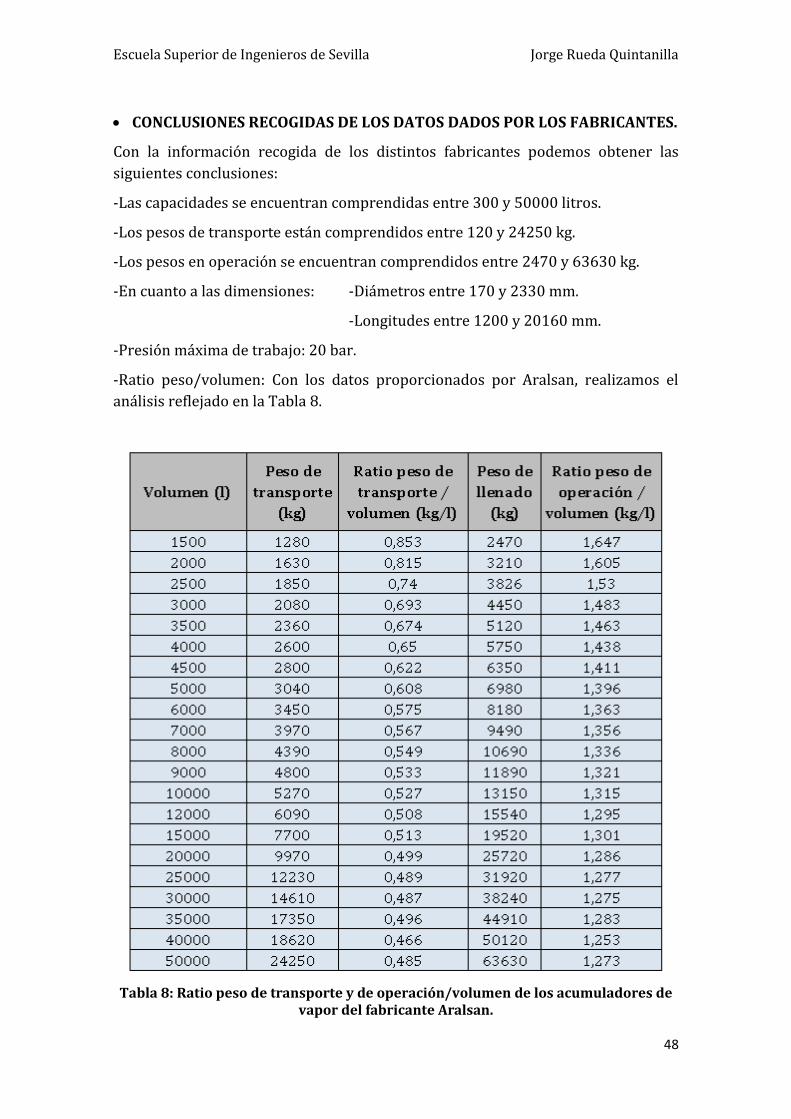
CONCLUSIONES RECOGIDAS DE LOS DATOS DADOS POR LOS FABRICANTES.
Con la información recogida de los distintos fabricantes podemos obtener las
siguientes conclusiones:
-Las capacidades se encuentran comprendidas entre 300 y 50000 litros.
-Los pesos de transporte están comprendidos entre 120 y 24250 kg.
-Los pesos en operación se encuentran comprendidos entre 2470 y 63630 kg.
-En cuanto a las dimensiones: -Diámetros entre 170 y 2330 mm.
-Longitudes entre 1200 y 20160 mm.
-Presión máxima de trabajo: 20 bar.
-Ratio peso/volumen: Con los datos proporcionados por Aralsan, realizamos el
análisis reflejado en la Tabla 8.
Tabla 8: Ratio peso de transporte y de operación/volumen de los acumuladores de vapor del fabricante Aralsan.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
49
Figura 50: Pesos de transporte y de operación frente a volumen total de
acumuladores de vapor de Aralsan.
Figura 51: Ratios pesos de transporte y de operación/volumen total frente a
volumen total de acumuladores de vapor de Aralsan.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
50
Observando la Figura 50 y la Figura 51, dónde se representan los resultados
obtenidos en la Tabla 8, podemos obtener que obviamente, al aumentar el volumen
del acumulador, aumentará el peso del acumulador, pero a medida que el
acumulador sea de mayores dimensiones, el ratio peso/volumen disminuye hasta
alcanzar un valor prácticamente constante a partir de capacidad del acumulador
de vapor de 20000 litros.
-Ratio longitud/diámetro: Con los datos proporcionados por los fabricantes
Hgservitec y Manara, realizamos el anáisis reflejado en la Tabla 9 para el fabricante
Hg Servitec y en la Tabla 10 para el fabricante Manara.
Tabla 9: Ratio longitud/diámetro de acumuladores de vapor del fabricante Hgservitec.
Figura 52: Ratio longitud/diámetro de acumuladores de vapor del fabricante
Hgservitec.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
51
Tabla 10: Ratio longitud/diámetro de acumuladores de vapor del fabricante
Manara.
Figura 53: Ratio longitud/diámetro de acumuladores de vapor del fabricante
Manara.
Como dijimos anteriormente, Godall (1980) sugirió que la relación óptima entre el
diámetro y la longitud total del acumulador debería ser entre 1:4 y 1:6 para así
obtener las condiciones óptimas de capacidad de almacenamiento térmico y coste

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
52
del material. Como vemos en la Figura 52 y en la Figura 53, dónde se representa el
ratio longitud/diámetro para diversos volúmenes, esta relación en la práctica no se
cumple, ya que los fabricantes deben tener en cuenta el espacio disponible en la
fábrica y tienden a fabricar los acumuladores de vapor tratando de alcanzar una
mayor compacidad, por lo que generalmente, nos encontraremos con unas
relaciones longitud/diámetro en torno a 2:1 y 3:1.
3.2. NORMATIVA.
Todos los fabricantes citados anteriormente deben cumplir la normativa de
aplicación en los “equipos a presión”, dicha normativa viene recogida en los
siguientes documentos:
- Real Decreto 2060/2008 que aprueba el Reglamento de Equipos a presión y sus
instrucciones técnicas complementarias.
-Por el Reglamento de Aparatos a Presión, aprobado por el Real Decreto
1244/1979, de 4 de abril, se regularon los aspectos a tener en cuenta en relación
con el diseño, fabricación, reparación, modificación e inspecciones periódicas de
los aparatos sometidos a presión.
-La Comunidad Económica Europea y posteriormente la Unión Europea marcaron
directivas de aplicación sobre determinados equipos o aparatos a presión que han
modificado el Reglamento de Aparatos a Presión aprobado en 1979.
- Real Decreto 473/1988, de 30 de marzo, sobre aparatos a presión.
- La Comunicación de la Comisión de la aplicación de la Directiva 97/23/CE, con la
lista de normas armonizadas y normas auxiliares armonizadas.
- La Directiva 2009/105/CE de Recipientes a presión simple.
- El Real Decreto 1495/1991, por el que se dictan las disposiciones de aplicación
de la Directiva 87/404/CEE sobre recipientes a presión simples, su corrección de
erratas.
- El Real Decreto 2486/1994, por el que se modifica el Real Decreto 1495/1991,
sobre recipientes a presión simples.
- RD 769/1999 por el que se dictan las disposiciones de aplicación de la Directiva
del Parlamento Europeo y del Consejo 97/23/CE, relativa a los equipos a presión;
estableciendo nuevos criterios para el diseño, fabricación y evaluación de la
conformidad.
- Norma UNE-EN 13445.Recipientes a Presión
- CERAP, Código Español de Recipientes y Aparatos a Presión ordena, recoge,
actualiza y desarrolla los registros aplicables al cálculo, diseño, control, inspección
y construcción de recipientes o depósitos y aparatos a presión, y cuyo alcance,

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
53
fundamentalmente, va dirigido a todos los fabricantes de equipos, entidades de
inspección y control y usuario.
3.3. DIMENSIONADO.
3.3.1. INTRODUCCIÓN AL DIMENSIONADO DEL ACUMULADOR DE VAPOR.
Como se ha comentado en apartados anteriores, la inclusión de un acumulador de
vapor en nuestro sistema nos proporciona un incremento en la capacidad de
almacenamiento de energía.
Un diseño apropiado del acumulador de vapor nos asegura que cualquier tasa de
flujo de vapor demandada en la instalación pueda ser abastecida.
No hay límites teóricos para el tamaño del acumulador, pero desde luego
consideraciones prácticas nos impondrán una serie de límites, además de la
relación de fabricantes dada en el apartado anterior vemos que el volumen
máximo disponible de fabricación es de 50 .
A la hora de diseñar nuestro acumulador, debemos contemplar que no todo el
volumen del acumulador contendrá agua, sino que el acumulador estará lleno de
agua entre un 75% y un 95 % de su capacidad total. Esto se debe a que se debe
dejar espacio disponible para la vaporización instantánea del agua debido al
cambio de presión en el acumulador, ya que ésta variable será crítica para obtener
una tasa máxima de evaporación óptima.
A través de las diferentes simulaciones hechas por Fabrizio (2011) llegamos a la
conclusión de que el porcentaje de llenado óptimo para los acumuladores de
disposición horizontal es de un 90%, mientras que para los de disposición vertical
es del 80%.
Esto se debe a que otro factor importante en el diseño es el área de contacto entre
la interfaz líquida y la del vapor, que es bastante superior en los acumuladores de
disposición horizontal que en los de disposición vertical. Es por este motivo, por el
que generalmente se suelen utilizar acumuladores de vapor de tipo horizontal, ya
que minimizan el volumen total para una misma aplicación y por tanto el coste es
menor, por lo que por regla general, y sin limitaciones de espacio en nuestra
instalación, para este tipo de aplicaciones elegiremos un acumulador de tipo
horizontal.
Recordemos también que el volumen del acumulador será inversamente
proporcional a la caída de presiones originada en el acumulador, por lo que, para
una misma aplicación, cuanto mayor sea la diferencia de presiones entre la caldera
y la línea de baja presión de consumo, hará falta un menor volumen del
acumulador y será por tanto más económico.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
54
En la práctica, el diseño de un acumulador de presión está supeditado a conocer el
volumen necesario de acumulación requerido para enfrentarse al pico de demanda
que surja en la fábrica, conocida la caída de presión permitida, y siempre
produciendo vapor seco limpio a una velocidad de liberación menor que la tasa
máxima de evaporación permitida.
En cuanto al agua que contiene el acumulador de vapor, cabe recordar que es
vapor que ha condensado y por tanto agua limpia y pura, que favorece una
superficie de agua estable y limpia. Debido a esto, los acumuladores de vapor
también son usados para garantizar que se produce vapor limpio en aplicaciones
donde el vapor está en contacto directo con el producto, como en esterilizadores
industriales, hospitales y determinadas aplicaciones relacionadas con la industria
alimenticia.
Recordemos que una vez el acumulador se rellene con agua, y en condiciones
normales de funcionamiento, la variación de agua es relativamente pequeña.
Los acumuladores siempre se diseñaran para adaptarse a la aplicación. Es también
usual, que los acumuladores de vapor de dimensiones más pequeñas sean de tipo
vertical, ya que cualquiera de las dos disposiciones puede mantener los mismos
volúmenes de almacenamiento y de tasa de descarga, y será más fácil encontrar
espacio para unidades verticales.
Las diferentes indicaciones que se darán a continuación para el diseño del
acumulador de vapor, se darán para un acumulador de configuración horizontal,
dichas indicaciones serán las mismas para uno de configuración vertical.
3.3.2. DATOS DE PARTIDA PARA EL DIMENSIONADO DEL ACUMULADOR DE
VAPOR.
Para poder realizar un diseño óptimo deberemos disponer de los siguientes datos:
-Demanda de vapor del proceso: Deberemos disponer de datos exactos acerca de la
demanda de vapor del proceso para así poder determinar el flujo continuo de
producción de vapor con el que la caldera va a trabajar para optimizar el
almacenamiento de vapor durante los períodos en los que la demanda sea menor
que el flujo de vapor y conseguir que se almacene la cantidad de vapor necesario
para hacer frente a los picos de demanda sin que se desperdicie vapor.
-Presión de trabajo de la caldera y presión de la línea de consumo: Una vez que se
establezca la tasa de producción constante de vapor de la caldera, será necesario
conocer la caída de presión de la que se puede aprovechar el acumulador para
poder producir vapor instantáneo y limpio en los momentos en que se necesite.
-Espacio disponible en fábrica: Deberemos conocer si disponemos de espacio
suficiente o de espacio limitado para ver si instalaremos el acumulador de vapor

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
55
en disposición horizontal o en disposición vertical. Como comentamos
anteriormente, si el espacio no está limitado se suele escoger una configuración
horizontal.
3.3.3. CASO REAL DE DIMENSIONADO DE UNA INSTALACIÓN CON
ACUMULADOR DE VAPOR.
A continuación estudiaremos un caso real de diseño de un acumulador de vapor y
de todos los accesorios que se necesitan para instalar el acumulador en nuestra
instalación.
El caso real que se nos presenta es el de la fábrica que posee la empresa finesa
Finnfoam Oy, empresa productora de aislamiento térmico para cubiertas, suelos y
paredes, cuyo diagrama de funcionamiento podemos observar en la Figura 54.
Dicha fábrica dispone de una caldera que produce vapor recalentado a una presión
de 12 bar mientras que la línea de proceso consume vapor a una presión de 6 bar.
Figura 54: Diagrama de instalación.
La fábrica opera desde las 8:00 am hasta las 18:30 pm con la demanda de vapor del
proceso indicada en la Tabla 11.
Como podemos ver en la Figura 55, la demanda de la planta es idónea para la
instalación de un acumulador de vapor ya que no es una demanda constante, sino
que fluctúa en torno a 4500 kg/h y 8000 kg/h y sino dispusiéramos de un
acumulador de vapor, deberíamos diseñar nuestra caldera de forma que trabajara
al caudal máximo de demanda de la planta, desperdiciando una gran cantidad de
vapor cuando la planta no trabajara en los picos de demanda.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
56
Tabla 11: Demanda de vapor del proceso.
Figura 55: Demanda de vapor del proceso.
También podemos observar que a lo largo del día se repetirá por tres veces el
mismo proceso. El primero de ellos se dará desde las 8:00 am hasta las 11:30 am,
el segundo se dará entre las 11:30 am y las 15:00 pm y el tercero entre las 15:00
pm y las 18:30 pm, por lo que a la hora de diseñar el acumulador de vapor idóneo
para la planta nos bastará con estudiar sólo uno de los procesos, ya que

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
57
garantizando un diseño correcto en uno de ellos se garantiza que el diseño es
correcto para los otros dos.
Dimensionado y elección del recipiente presurizado.
El primer paso que debemos de dar a la hora del diseño del recipiente es realizar
un estudio de la demanda de vapor del proceso, para así poder seleccionar
correctamente el flujo constante de vapor que tiene que suministrar la caldera
para maximizar la capacidad de almacenamiento de vapor en el acumulador.
Para ello deberemos realizar una serie de iteraciones en las que iremos
suponiendo el flujo constante de vapor de suministro de la caldera, estudiando que
cantidad total de vapor sobrante se almacena en el acumulador de vapor durante
los períodos en los que la demanda del proceso es menor que el flujo de vapor de la
caldera, para garantizar que haya cantidad de vapor suficiente para poder hacer
frente a los picos de demanda en los que el proceso necesita vapor del acumulador.
Con las iteraciones buscaremos obtener el valor óptimo que haga que no haya un
excedente de vapor acumulado en el acumulador y por tanto una pérdida de
energía y de recursos.
A lo largo de las siguientes iteraciones se supondrán valores de la tasa continua de
producción de la caldera y se estudiará el efecto sobre el proceso que tiene lugar
entre las 8:00 am y las 11:30 am, tomando períodos de tiempo de 15 minutos. De
esta forma buscaremos alcanzar la tasa continua de producción de vapor de la
caldera que consiga que el vapor acumulado durante los períodos de baja demanda
pueda suplir la demanda extra de vapor que tendrá que suministrar el acumulador
para hacer frente a los picos de demanda.
Para calcular el vapor sobrante para acumulación, o el que se necesita extraer del
acumulador en un período se ha seguido la siguiente ecuación:
* t [I]
[kg/h]: cantidad de vapor producido por la caldera.
[kg/h]: demanda media del proceso durante el período estudiado.
t [min]: tiempo de duración del período estudiado.
[kg]: vapor acumulado en el acumulador o vapor extraído del acumulador
durante un período t.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
58
ITERACIÓN 1
Una buena primera aproximación sería suponer que el flujo de producción de la
caldera es igual a la demanda media del proceso, con lo que suponemos que
= 4975 kg/h. Veamos si con esta suposición el vapor que se acumula en el
acumulador previamente al pico de demanda es suficiente para contrarrestar
dicho pico.
Tabla 12: Evolución demanda con = 4975 kg/h.
Vemos en la Tabla 12 que con esta tasa de producción de vapor de la caldera, el
acumulador no es capaz de responder a los picos de demanda ya que el vapor que
se acumula antes de los picos es menor que el necesario para responder a la
demanda.
ITERACIÓN 2
Suponemos que la tasa continua de producción de la caldera es 4985 kg/h.
Con = 4985 kg/h vemos en la Tabla 13 que el vapor acumulado previamente
al pico de demanda es de 723.79 kg, superior al vapor necesario durante la
descarga 697.64 kg, por lo que esta suposición valdría para el diseño del
acumulador. No obstante la diferencia entre el vapor acumulado y el necesario es
de 26.15 kg, un 4 % del total del vapor demandado durante los picos de demanda,

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
59
por lo que necesitamos buscar un valor de que reduzca esta diferencia para
optimizar nuestros recursos.
Tabla 13: Evolución demanda con = 4985 kg/h.
ITERACIÓN 3
Realizando varias iteraciones en la hoja de cálculo destinada a tal fin, obtenemos
que la tasa óptima de producción constante de vapor de la caldera debe ser:
= 4977.3 kg/h
Podemos observar en la Tabla 14 que con = 4977.3 kg/h, el vapor acumulado
en el acumulador de vapor previamente al pico de demanda será igual al vapor
necesario durante el pico de demanda.
Con los resultados obtenidos tomamos la primera decisión de diseño, establecer el
valor de producción constante de vapor de la caldera a:
= 4977.3 kg/h

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
60
Tabla 14: Evolución demanda con = 4977.3 kg/h.
Tomando = 4977.3 kg/h la cantidad máxima de aportación de vapor por
parte del acumulador será:
= 700.68 kg [II]
Una vez establecido el valor de producción constante de vapor de la caldera y
obtenido la cantidad máxima de aportación de vapor por parte del acumulador, el
siguiente paso en el diseño será el de obtener el volumen total del recipiente
presurizado de nuestro acumulador de vapor.
Para ello debemos calcular la proporción de vapor flash que se producirá en el
acumulador respecto a la masa de agua almacenada, para ello utilizaremos la
siguiente ecuación proporcionada por Spirax Sarco (2012):
[III]
[kg vapor/kg agua]: cantidad de vapor liberada en el acumulador por cantidad
de agua acumulada.
[kJ/kg]: entalpía del vapor saturado a la presión de entrada del sistema.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
61
[kJ/kg]: entalpía del vapor saturado a la presión de consumo del proceso.
[kJ/kg]: entalpía de vaporización del vapor saturado a la presión de consumo
del proceso.
Resolviendo para el caso que estudiamos, con =12 bar y =6 bar y obteniendo
las respectivas entalpías de las tablas de vapor proporcionadas por Unican
mostradas en el anexo G:
⁄
De las ecuaciones [II] y [III] obtenemos la máxima cantidad de agua que se
acumularía en el acumulador de vapor:
Por otro lado, el volumen específico del agua a una presión de 12 bar será igual a:
v= 0.00138
⁄
Por lo que el volumen de agua acumulada será de:
= 15.76
Por último, como se comentó en apartados anteriores, el porcentaje óptimo de
llenado para acumuladores de vapor horizontales es del 90%, por lo que el
volumen total del acumulador será de:
= 17.51
De los catálogos de fabricantes, previamente mostrados, para un volumen del
acumulador necesario de 17,51 , optaremos por elegir el modelo ABA 20000 del
fabricante Aralsan, con un volumen de 20 .

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
62
Con esta elección, además de garantizar el funcionamiento óptimo dadas las
características de la demanda para este proceso, tendremos la seguridad de que
ante cualquier modificación esperada o inesperada en la demanda o en la
producción, el acumulador tenga cierta capacidad de respuesta al instalarse con un
volumen en torno a los 2.5 superior al estrictamente necesario para responder
a la demanda de nuestro estudio.
Las dimensiones del modelo ABA 20000 del fabricante Aralsan, las obtenemos de
la Tabla 7 y son las siguientes:
Modelo ABA 20000
Volumen= 20 . Longitud= 14.06 m. Ancho= 1.6 m. Altura= 2.7 m.
Por último, deberemos asegurar que el vapor que se libere del acumulador sea
vapor seco.
Diferentes estudios experimentales recogidos en Spirax Sarco (2012), nos
muestran que la tasa a la que el vapor seco puede ser liberado de la superficie del
agua es función de la presión. En la Figura 56 se representa la máxima tasa de
liberación de vapor para que no se produzca vapor húmedo en función de la
presión. Una buena aproximación de trabajo es la siguiente:
[IV]
[kg/ ]: máxima tasa de liberación de vapor sin arrastre de agua.
p [bar a]: presión de operación del acumulador de vapor.
De [IV] sacaremos la tasa de liberación máxima permitida de vapor seco para
nuestro proceso:
kg/
Ahora debemos obtener la tasa de liberación de vapor en el acumulador de vapor
con nuestras especificaciones del diseño y comprobar que es menor que la
obtenida de [IV], para garantizar que vapor generado por nuestro acumulador de
vapor es seco.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
63
Figura 56: Tasa de liberación de vapor en función de la presión.
De las dimensiones del modelo ABA 20000, obtenemos que el área superficial de
agua es de 22.5 .
La máxima tasa de liberación de vapor desde el acumulador será de 3022.7 kg/h
que se dará en el momento en el que la demanda sea máxima.
La máxima tasa de liberación de vapor será:
134.34 kg/
Comprobamos así que la tasa de liberación máxima que se podrá llegar a dar en
nuestro acumulador será bastante menor que la tasa de liberación máxima
permitida para que el vapor generado no presente agua arrastrada.
Podremos garantizar por tanto que el vapor que produzca el acumulador será
vapor seco.
Una vez realizado el diseño del recipiente presurizado del acumulador y haber
seleccionado el modelo correspondiente, se deberá diseñar el resto de accesorios
necesarios en una instalación con un acumulador de vapor.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
64
Dimensionado y elección del equipo de inyección de vapor.
Para poder realizar un correcto diseño y la elección óptima del equipo de inyección
de vapor de nuestra instalación, deberemos de conocer los siguientes datos de la
instalación:
-Presión en la caldera ( ): En nuestro caso =12 bar.
-Presión en la línea de consumo ( ): En nuestro caso =6 bar.
-Máxima caída de presión permitida (ΔP): En nuestro caso ΔP= 6 bar.
-Flujo de vapor ( : Consideraremos que el flujo máximo de vapor que se pueda
dar en nuestra instalación será el que genera la caldera, por lo que en nuestro caso
=4977.3 kg/h.
Para poder diseñar y seleccionar el equipo de inyección de vapor, generalmente los
fabricantes suministran una serie de gráficos para con los datos disponibles poder
seleccionar el tipo de inyectores.
Spirax Sarco (2012) nos proporciona el siguiente gráfico representado en la Figura
57 para el cálculo del equipo de inyección.
Figura 57: Cálculo de equipo de inyección de vapor.
El procedimiento que se debe realizar para el cálculo del equipo de inyección,
apoyado en el anterior gráfico es el siguiente:
-Trazar una línea horizontal hacia la derecha, desde el valor de presión de entrada
hasta que dicha línea corte con la caída de presión que se da en el sistema (A).

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
65
-Desde A, trazar una línea vertical descendente hasta que corte con el valor del
inyector (B).
-Desde B, trazar una línea horizontal hacia la izquierda hasta que intersecte con el
eje vertical (C). El valor mostrado será la capacidad del inyector (en el ejemplo
aproximadamente 1200 kg/h).
Para nuestra aplicación, escogeremos un sistema electroneumático para el control
de los inyectores, que nos proporcionará un mayor control de la aplicación que si
optásemos por la elección de un sistema autoaccionado.
Del anexo A, dónde se muestran el tipo de inyectores disponibles en el mercado del
fabricante Spirax Sarco, obtenemos la Tabla 15 de valores de .
Tabla 15: inyectores sistemas electroneumáticos.
Realizando el procedimiento descrito anteriormente, averiguamos la capacidad
que tendrían en nuestra instalación los inyectores IN25M e IN40M, con los
resultados veremos cuál de ellos es el idóneo para nuestra instalación.
En la Figura 58 vemos el procedimiento descrito anteriormente:
Desde el eje vertical, desde el valor de presión de entrada a nuestro sistema ( =12
bar) hemos trazado una línea horizontal hacia la derecha, hasta que dicha línea
corta en el punto A con la línea de caída de presión (ΔP= 6 bar).
Desde el punto A, trazamos una línea vertical descendente, hasta que corta con los
valores respectivos de de los inyectores IN25M ( y IN40M ( ,
dándonos respectivamente los puntos y .
Trazando una línea horizontal hacia la izquierda desde estos dos últimos puntos,
obtenemos las capacidades que tendría los inyectores de ambos tipos en nuestra
instalación ( y ).
Vemos que si los inyectores elegidos fueran del tipo IN25M ( =4), la capacidad
que tendrían en nuestra instalación sería de 575 kg/h (C1) cada uno. Por lo que
harían falta mínimo 9 inyectores para poder garantizar que el flujo máximo en
nuestra instalación (4977.3 kg/h) pudiera ser suministrado.
Si los inyectores elegidos fueran del tipo IN40M ( =10), la capacidad que
tendrían en nuestra instalación sería de 1440 kg/h (C2) cada uno. Por lo que
harían falta 4 inyectores para poder garantizar que el flujo máximo en nuestra
instalación (4977.3 kg/h) pudiera ser suministrado.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
66
Figura 58: Cálculo capacidades inyectores.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
67
No sé han realizado los cálculos con los inyectores del tipo IN15M al ser el tamaño
de nuestra instalación bastante grande como para usar estos inyectores de tamaño
menor.
Al ser la longitud de nuestro recipiente de 14.06 m, optaremos por elegir la
instalación de inyectores del tipo IN25M antes que la instalación de inyectores del
tipo IN40M ya que con este tamaño de longitud es preferible la instalación de un
mayor número de inyectores para asegurar que la mezcla del vapor con el agua
acumulada en el recipiente a presión sea más homogénea y se asegure una
correcta mezcla.
Recordemos que la instalación de los inyectores debe realizarse en la zona más
baja posible del acumulador para asegurar la mayor cantidad de agua por encima
de estos, pues como ya hemos dicho anteriormente, la descarga se realiza en el
lecho líquido.
Asimismo, se recomienda instalar los inyectores con un cierto ángulo para evitar la
erosión de la zona interna del acumulador.
Figura 59: Equipo de inyección de vapor en nuestra instalación.
En la Figura 59 se puede ver el resultado de nuestro diseño, se colocarán 10
inyectores del tipo IN25M.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
68
Una vez seleccionado el tamaño y el número de inyectores necesarios para nuestra
planta, una serie de cálculos deberán realizarse para asegurar que el agua
almacenada puede alcanzar la presión deseada en el tiempo disponible,
considerando las capacidades de los inyectores.
Deberemos garantizar que al final de cada uno de los ciclos de carga del
acumulador, la presión que se alcanza dentro del acumulador de vapor sea igual
que la presión del vapor que es generado en la caldera, en nuestro caso deberemos
garantizar que al final del proceso de carga, en el acumulador de vapor se haya
alcanzado una presión de 12 bar.
Analizaremos en nuestra instalación, el ciclo comprendido entre las 11:30 y las
15:00 h. Debemos tener en cuenta que del ciclo anterior contamos con un período
en el que se acumula una cierta cantidad de vapor, ese período lo consideraremos
como el primer período que analizamos de la acumulación de nuestro ciclo. El
resto de períodos, los tomaremos de quince minutos, salvo el último previo al
comienzo de descarga del acumulador, que comenzará a las 14:30 h y que durará
hasta que el acumulador empiece a descargarse, en nuestro caso, 8 segundos.
Por lo que disponemos de 14 períodos de carga del acumulador, dónde deberemos
estudiar la evolución de la temperatura y de presión dentro del acumulador, para
garantizar que al final de la carga se alcance la temperatura de saturación
correspondiente a una presión de 12 bar, necesario para una correcta descarga del
acumulador.
Lo primero que deberemos hacer para cada uno de los períodos, será calcular la
cantidad de vapor inyectada ( ).
Una vez que sepamos la cantidad de vapor, podremos calcular la energía añadida
con la siguiente ecuación:
[V]
[kg/h]: cantidad de vapor inyectada en el acumulador en cada período.
[kJ/kg]: entalpía de vaporización del vapor a p=12 bar.
Q [kJ]: energía añadida al acumulador en un período.
Sabiendo la cantidad de energía añadida al acumulador en el período, podremos
calcular el cambio de temperatura que se producirá en el agua acumulada en el
interior del acumulador debido a la inyección del vapor en cada uno de los
períodos, a partir de la siguiente ecuación:

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
69
[VI]
[kg]: masa de agua acumulada en el interior del acumulador de vapor.
[°]: variación de temperatura en el interior del acumulador durante un período.
Una vez calculada la variación de temperatura en el interior del acumulador en
cada período, únicamente nos faltará hacer un balance de masa/temperatura para
cada uno de los períodos, entre la masa inyectada de vapor a su respectiva
temperatura y la masa de agua almacenada en cada uno de los períodos a su
respectiva temperatura, para poder calcular la temperatura final de la mezcla para
cada uno de los períodos.
Realizando los cálculos anteriores en el software Matlab como se indica en el anexo
H, obtenemos la evolución de la temperatura en el interior del acumulador en el
período de carga comprendido entre las 11:27:58 y las 14:30:08, como podemos
ver en la Figura 60.
Figura 60: Evolución de la temperatura en el interior del acumulador en el segundo ciclo de carga.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
70
Tabla 16: Temperatura en el interior del acumulador en el inicio de cada uno de los períodos del segundo ciclo de carga.
Como podemos ver en la Tabla 16, la temperatura de saturación correspondiente a
la presión de 12 bar requerida se alcanza a las 14:15, luego el diseño y selección de
los inyectores de vapor es correcto, ya que el acumulador de vapor estará
completamente cargado antes del final de nuestro ciclo de carga.
Al ser las condiciones del tercer ciclo de carga idénticas a las del segundo vemos
que efectivamente con el diseño de los inyectores previamente realizado se
garantiza un correcto funcionamiento de nuestro acumulador de vapor en la
instalación.
Dimensionado y elección de tuberías.
Como se comentó en el apartado 2.4.3., la tubería entre la caldera y el acumulador
de vapor será diseñada de forma que en condiciones generales, la velocidad del
vapor que circule por la tubería se encuentre entre 25 y 30 m/s. Recordemos
también que el dimensionado de dicha tubería depende directamente de la
capacidad de producción de la caldera.
En nuestra instalación, el vapor que produzca la caldera será igual a 4977.3 kg/h.
Si interpolamos en la Tabla 22 del anexo B para una presión de 12 bar, que será la
de nuestra instalación, y una velocidad del vapor requerida de 25 m/s, vemos que
una tubería Schedule 80 de tamaño 125 mm se adecúa a nuestros requisitos de

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
71
diseño, ya que para la presión en esta tubería de 12 bar garantizará que la
velocidad de vapor en el interior sea de 25 m/s y establecerá una capacidad
máxima de 7397.5 kg/h, superior a la máxima que producirá nuestra caldera de
4977.3.
Debemos recordar también que en esta tubería deberemos disponer de una
válvula de mantenimiento de presión que nos garantice que la presión en este
tramo se mantenga constante.
Por otro lado, la tubería entre el acumulador de vapor y los consumidores de baja
debe diseñarse para que el vapor circule entre 25 y 30 m/s, pero en este caso,
teniendo en cuenta el máximo pico de producción de vapor que puede generar el
acumulador a la presión de baja de nuestra instalación, en nuestro caso
recordemos que es de 6 bar.
Para nuestra instalación, el máximo pico de producción de vapor que podrá
generar el acumulador de vapor, será igual a 3022.7 kg/h, resultado de restar a la
demanda máxima de nuestra planta (8000 kg/h) la tasa de producción constante
de la caldera (4977.3 kg/h).
Con estos resultados, optaremos por seleccionar una tubería Schedule 80 de
tamaño 125 mm, que como podemos ver en la Tabla 22 del anexo B garantizará
que el vapor en el interior de dicha tubería circule a una velocidad cercana a los 25
m/s, garantizando también que la capacidad de la tubería seleccionada (4250
kg/h) es superior al máximo pico de producción de vapor que puede generar el
acumulador a la presión de 6 bar, que como vimos anteriormente era de 3022.7
kg/h.
Dimensionado y elección de la válvula reductora de presión.
Lo primero que debemos considerar a la hora de la elección de la válvula reductora
de presión, será la caída de presión en nuestra instalación, en nuestro caso habrá
una relación de presiones de 2:1, ya que pasaremos de una presión de 12 bar a una
de 6 bar. Al ser la relación de presiones menor que 10:1, no será necesario trabajar
con válvulas en serie, por lo que con una única válvula reductora bien seleccionada
será suficiente.
Como en nuestra instalación vamos a necesitar de un control fino, ya que no se
trata de cargas pequeñas, optaremos por la elección de una válvula reductora de
presión pilotada, de las que dispondremos de toda la información del fabricante
Spirax Sarco en el anexo C.
Para un correcto dimensionamiento de nuestra válvula seguiremos el
procedimiento que se describe a continuación, representado en la Figura 61.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
72
En nuestro caso se precisa una válvula para reducir un máximo de 4977.3 kg/h de
12 a 6 bar. Para ello, buscamos el punto dónde la línea de alta a 12 bar cruza con la
línea de baja a 6 bar. Descendiendo con una línea perpendicular desde ese punto,
nos dará la capacidad de todos los tamaños de válvulas pilotadas DP bajo estas
condiciones.
En nuestro caso vemos que una válvula DN80 es el único tamaño que permitirá la
carga requerida. De la información obtenida del anexo C, llegamos a la conclusión
de que una válvula DP143 de tamaño DN80 será la más indicada para nuestra
instalación.
Figura 61: Proceso para la elección de la válvula reductora de presión pilotada.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
73
Dimensionado y elección del rompedor de vacío.
En el anexo D, disponemos de toda la información acerca de los modelos de
rompedores de vacío de uso industrial de uno de los principales fabricantes, Spirax
Sarco.
Teniendo en cuenta las condiciones de presión y temperatura máxima que se
darán en nuestra instalación, 12 bar y 188° respectivamente, optaremos por la
elección de un rompedor de vacío de latón VB 14, que como podemos observar en
el anexo D, cumplirá con nuestros requisitos de temperatura y presión máxima, y
será más económico que la elección de un rompedor de vacío de acero inoxidable
austenítico.
Dimensionado y elección de la válvula antirretorno.
Para el caso de nuestra instalación, la elección de dos válvulas de disco DCV9 de
tamaño DN80 será una elección correcta para impedir el flujo inverso en ambas
tuberías; tanto de la tubería que sale de la caldera, como de la que sale desde el
acumulador, ya que sus características, como podemos ver en el anexo E, satisfacen
las condiciones de nuestra instalación.
Dimensionado y elección de la válvula de seguridad.
Para la elección de la válvula de seguridad de nuestra instalación, usaremos los
datos de la Tabla 39 del anexo F.
Vemos que para una presión en el interior del acumulador en el caso más
desfavorable de 6 bar, se deberá elegir una válvula SV615 de tamaño 50 DN, para
poder garantizar la descarga segura de todo el vapor presente en el acumulador.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
74
CAPÍTULO 4: RESUMEN Y CONCLUSIONES.
Como hemos podido ver a lo largo de este proyecto el acumulador de vapor es una
herramienta muy útil en una planta industrial, presentando numerosas ventajas
que promueven su utilización. Podemos destacar entre otras las siguientes:
Los acumuladores de vapor evitan la necesidad de dimensionar la caldera
de vapor basándose en la demanda punta.
Disponibilidad inmediata en la planta de la cantidad requerida de vapor
para el proceso.
Es una operación flexible y controlable.
La utilización del acumulador de vapor supone un ahorro de energía ya que
el quemador de la caldera funciona progresiva y racionalmente.
Nos garantiza una presión y una calidad de vapor constante.
Evitan la tensión que sufren las estructuras de la caldera al mitigar los
cambios bruscos de demanda.
La instalación de un acumulador de vapor logra la compensación de breves
picos de rendimiento.
Se produce una reducción del arrastre de agua y sus consecuencias
negativas.
Se reduce el consumo de energía y del desgaste que supone un aumento en
la vida útil de la instalación y un ahorro de mantenimiento.
Tampoco debemos de olvidar una serie de inconvenientes que se darán al instalar
un acumulador de vapor en nuestra planta y que deberemos estudiar para lograr
mitigar sus efectos. Fundamentalmente estos inconvenientes son los siguientes:
Se producirá un incremento del coste de la instalación, principalmente
debido al precio del recipiente presurizado así como también de todos los
accesorios y equipos necesarios para la instalación de un acumulador de
vapor.
La instalación de un acumulador de vapor también conllevará un
incremento del volumen de la instalación.
Podemos garantizar que los acumuladores de vapor no son reliquias del pasado. Al
contrario, los acumuladores de vapor han sido instalados recientemente en
industrias de tecnología moderna, como industrias biotecnológicas, hospitales e
industrias relacionadas con esterilización, en la industria de la estampación, así
como también en industrias tradicionales como la industria cervezera o la de la
pintura.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
75
Las calderas modernas han ido reduciendo cada vez más su tamaño y también hay
un incremento en la utilización de calderas espirales y calderas anulares, todas
ellas eficientes, pero que reducen la capacidad térmica del sistema, haciéndolo
vulnerable a problemas asociados a picos de carga en la demanda.
Hay aún más aplicaciones para los acumuladores de vapor. Para largos períodos de
pico de demanda con los que la caldera tiene que lidiar en los últimos tiempos, un
acumulador de vapor puede llegar a almacenar, por ejemplo, 5 minutos de picos de
carga, dando tiempo a la caldera a reaccionar y a llegar a alcanzar una salida
segura. Las posibilidades son inacabables.
En resumen, el acumulador de vapor es una herramienta muy eficiente, así como
también es la forma más efectiva de poder suministrar vapor a los procesos de
cargas intermitentes.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
76
ANEXO A: Inyectores de vapor para uso industrial.
Tabla 17: Capacidades de los inyectores.
Tabla 18: Capacidades de inyectores con válvula de control en sistemas
autoaccionados.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
77
Tabla 19: Capacidades de inyectores con válvula de control en sistemas
electroneumáticos.
Tabla 20: Dimensiones en mm y en kg de los inyectores de vapor para uso
industrial.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
78
ANEXO B: Tuberías para uso industrial.
Tabla 21: Dimensiones tuberías más utilizadas.
Tabla 22: Capacidades de tubería para vapor saturado a velocidades específicas
(tubería de Schedule 80).

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
79
Tabla 23: Aislamiento y pérdidas asociadas a tuberías de procesos.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
80
ANEXO C: Válvulas reductoras de presión para uso industrial.
Figura 62: Parámetros a seleccionar en válvulas reductoras de presión de acción
directa.
Tabla 24: Características según tipo de válvulas reductoras de presión de acción
directa.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
81
Figura 63: Rangos de operación válvulas reductoras de presión DRV de acción
directa.
Tabla 25: Tamaños de conexión válvulas reductoras de presión de acción directa.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
82
Tabla 26: Actuadores para válvulas reductoras de presión de acción directa.
Tabla 27: Dimensiones aproximadas en mm de válvulas reductoras de presión con
piloto.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
83
Figura 64: Especificaciones técnicas de válvulas reductoras de presión con piloto.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
84
ANEXO D: Rompedores de vacío para uso industrial.
Tabla 28: Características rompedores de vacío.
Figura 65: Rango de operación de los rompedores de vacío.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
85
Tabla 29: Dimensiones en mm de los rompedores de vacío.
Figura 66: Rango de operación de los rompedores de vacío.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
86
ANEXO E: Válvulas de retención de disco para uso industrial.
Válvulas de retención de disco tipos DCV1, DCV2 y DCV3
Tabla 30: Dimensiones y pesos aproximados (en mm. y kg.) de válvulas tipo DCV1, DCV2 y DCV3.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
87
Tabla 31: Materiales y condiciones límites para válvulas DCV1, DCV2 y DCV3.
Figura 67: Rangos de operación de válvulas DCV1, DCV2 y DCV3.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
88
Válvulas de retención de disco tipos DCV4 y DCV9
Tabla 32: Dimensiones y pesos aproximados (en mm. y kg.) de válvulas tipo DCV4 y DCV9.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
89
Tabla 33:Materiales y condiciones límite para válvulas DCV4.
Figura 68: Rangos de operación de válvulas DCV4.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
90
Tabla 34: Materiales y condiciones límite para válvulas DCV9.
Figura 69: Rango de operación de válvulas DCV9.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
91
Válvulas de retención de disco tipos DCV7 y DCV8
Tabla 35: Dimensiones y pesos aproximados (en mm. y kg.) de válvulas tipo DCV7 y DCV8.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
92
Tabla 36: Materiales y condiciones límite para válvulas DCV7 y DCV8.
Figura 70: Rango de operación de válvulas DCV7 y DCV8.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
93
ANEXO F: Válvulas de seguridad para uso industrial.
Tabla 37: Dimensiones y pesos aproximados (en mm. y kg.) de válvulas de seguridad SV615.
Tabla 38: Datos técnicos de válvula de seguridad SV165.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
94
Tabla 39: Capacidades para vapor saturado kg/h de válvulas de seguridad SV615.
Tabla 40: Guía de selección para válvulas de seguridad.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
95
ANEXO G: Propiedades del agua saturada (líquido-vapor).
Tabla 41: Propiedades del agua saturada (líquido-vapor). Tabla de presiones.

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
96
ANEXO H: Cálculo de evolución de temperaturas en el segundo ciclo de carga con el software Matlab.
%%---Inicialización de variables necesarias---%% T_ini= zeros(1,14); T_fin= zeros(1,14); m_inyec= zeros(1,14); Q_inyec= zeros(1,14); DELTA_T= zeros(1,14); m_ini= zeros(1,14); m_fin= zeros(1,14); %%---Condiciones iniciales---%% Cp= 4.18; t= [122,900,900,900,900,900,900,900,900,900,900,900,900,8]; mm= [4738.65, 4725, 4725, 4700, 4850, 4850, 4700, 4675, 4800, 4625, 4725, 4775, 4775,4963.5]; %%Demanda media de cada periodo de acumulacion [kg/h] mc=4977.3; %%Tasa de produccion de vapor de la caldera [kg/h] Pv=12; %%Presion inyeccion de vapor en el acumulador [bar] T_sat=XSteam('TSat_p',Pv); %%Temperatura de saturación a Pv m_agua=11421.03; %%Cantidad de agua necesaria en el acumulador [kg] m_vap_acum=700.68; %%Masa Vapor liberada en cada ciclo [kg] h_Vap=XSteam('hV_p',Pv)-XSteam('hL_p',Pv); %%Entalpia Vaporización [kJ/kg] %%Cálculo de temperaturas T_ini(1)=XSteam('TSat_p',6); m_ini(1)=m_agua-m_vap_acum; for j=1:14 m_inyec(j)=(mc-mm(j))/3600*t(j); Q_inyec(j)=m_inyec(j)*h_Vap; DELTA_T(j)=Q_inyec(j)/(m_ini(j)*Cp); m_fin(j)=m_ini(j)+m_inyec(j); T_fin(j)=((T_ini(j)+DELTA_T(j))*m_ini(j)+T_sat*m_inyec(j))/m_fin(j); if T_fin(j)>T_sat T_fin(j)=T_sat; end m_ini(j+1)=m_fin(j); if j==14 break else T_ini(j+1)=T_fin(j); end end tiempo(1)=0; tiempo(2)=t(1)/60; for j=3:15 tiempo(j)=(t(j-1)+sum(t(1:j-2)))/60; end T_fin2=[T_ini(1),T_fin]; plot(tiempo,T_fin2) xlabel('Tiempo de Carga del Acumulador en el Segundo Ciclo [min]') ylabel('Temperatura del Acumulador [ºC]') title('Evolución del la Temperatura del Acumulador en el Segundo Ciclo de Carga') axis ([0 tiempo(15) 150 190])

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
97
REFERENCIAS
Armer, A. Steam utilization. Plant´s Engineer´s Handbook, pp 353-386 (2011)
Abbott. Flash Vessels. Disponible en la web http://www.air-
receivers.co.uk/files/flash_vessels.pdf.
ATTSU. Productos y servicios: Acumulador de vapor modelo AV. Disponible en la
web http://www.attsu.com/es/detalle-producto/av/otros-equipos-de-
vapor/acumulador-de-vapor.
Bosch Industrial. Módulo de almacenamiento de vapor SAM. Disponible en la web
www.boschindustrial.com/files/BR_BoilerHouseComponents_es.pdf.
Comittee on Science and the Arts of Franklin Institute of the State of Pennsylvania.
Ruth´s Steam Accumulator. Journal of the Franklin Institute, Vol. 211, Issue 6, Pages
781-800.(1931)
Fabrizio, Aimonino,Gay. Modelling of steam storage vessels for batch processes in
food plants. Convegno di Medio Termine dell´Associazione Italiana di Ingegneria
Agraria, memoria n.(2011)
Fengwu Bai, Chao Xu. Performance analysis of a two-stage termal energy storage
steam using concrete and steam accumulator. Aplied Thermal Engineering, Vol.31,
Issues 14-15, Pages 2764-2771.(2011)
Hamada Boiler Group. Steam accumulator. Disponible en la web
www.hamadaboiler.com/en/acuum/acuum.html.
Hgservitec. Productos y servicios: Acumuladores de vapor. Disponible en la web
www.hgservitec.es/d1/catalegdetall.php?idp=30&idc=6.
Hydrapac Italia. Acumulador de vapor. Disponible en la web
www.hydrapac.net/index.php/es/steam-accumulator/steam-accumulator.html .
Manara Generatore di Vapore. Steam accumulator. Disponible en la web
http://www.manara.net/pdf/es/ACCUMULATORI_ES.pdf.
SEA CZ a.s. Steam accumulator. Disponible en la web
http://www.seacz.cz/download/kl10-en.pdf.
Shah, Mustafa, Noor. Review of literature on steam accumulator sizing in palm oil
mill. European Journal of Scientific Research, Vol.37, No.4, Pages 542-551.(2004)
SpiraxSarco. Steam Accumulator. Disponible en la web
www.spiraxsarco.com/resources/steam-engineering-tutorials/the-boiler-
house/steam-accumulators.asp.
SpiraxSarco. Inyectores de Vapor. Disponible en la web
www.spiraxsarco.com/es/pdfs/TI/p401-05.pdf. (2012)

Escuela Superior de Ingenieros de Sevilla Jorge Rueda Quintanilla
98
Stevanovic, Masloravic, Prica. Dynamics of steam accumulation. Applied Thermal
Engineering, Vol.37, Pages 37-39. (2012)
Swithenbank, Finnet, Nolan. Waste heat usage. Applied Thermal Engineering,
Vol.60, Issues 1-2, Pages 430-440.(2013)
Unican. Propiedades del agua saturada (líquido-vapor). Disponible en la web
http://personales.unican.es/renedoc/Trasparencias%20WEB/Trasp%20Termo%
20y%20MF/02%20Termo/Tablas%20Termo.pdf.
Walker, Blaen. Industrial boilers. Plant´s Engineer´s Reference Book (2nd Ed.),
Pages 1-28.(2003)