alternative ways to the market for moist fly ash
TRANSCRIPT

ALTERNATIVE WAYS TO THE MARKET
FOR MOIST FLY ASH
Michael McCarthy
Concrete Technology Unit
School of Science and Engineering,
University of Dundee,
SCOTLAND, UK

TOPICS COVERED
• Background
• Effect of Moisture on Fly Ash
• Using Wet-Stored Fly Ash in Concrete
• Processing / Beneficiation
• Concluding Remarks

WET-STORED FLY ASH
Stockpile
Lagoon
Lagoon (Pond) : Fly ash slurried with
water (water to fly ash ratios 10:1 to
3.5:1)* where it is allowed to settle
Stockpile : water added to fly ash at
low levels (moistened 10 to 25%)
and kept in a storage area
* Sear (2001)

MOISTURE LIMITS
1.5
3.0
1.01.5
3.0
1.0
3.0
0.5
3.0
0
2
4
6
8
10
LIM
IT O
N F
A M
OIS
TU
RE
, %
Lower end of moisture range
for moistened FA (10-20%)
COUNTRY
No
lim
it
1995 : Stored and transported
to the purchaser in a dry
condition.
2005 : Reference made to
processing (including drying).
Fly ash should be stored and
delivered in a dry condition.
2012 : Reference made to
processing (including drying).
Data from 1990s* BS EN 450 / BS EN 450-1
* Based on Alonso and Wesche (1991)

VARIABLES EXAMINED
Dry FA Characteristics
Fineness
Fine
Medium
Coarse
Lime content
Low
High
Moistening / Storage Variables
Moisture level
1, 10, 20 and 40% by mass
Conditioning water properties
pH 6, 7 and 8
Seawater
Storage regime
Laboratory (20 and 5°C)
Site stockpile
Periodically wetted
Lagoon

MOISTURE EFFECTS ON FINENESS
0
10
20
30
40
50
dry 0 m 1 m 3 m 6 m 12 m 18 m
FIN
EN
ES
S, %
ret
45μ
m
STORAGE TIME (10% moisture)
60
FA P1
FA D2
FA P2
FA P3
FA D4
FA D8
FA D6
0
10
20
30
40
50
60
dry 1% 10% 20% 40%
MOISTURE CONTENT (6 months)
FA P1
FA D2
FA D4
FA D6 FA P2
FA P3FA D8

Wet-stored
Fly Ash
Dry Fly Ash Wet-stored
Fly Ash
SEM IMAGES
(a) General view of dry PFA (2,000 x)
(b) General view of conditioned PFA after
18 months storage (2,000 x)
(c) Early stages of inter-particle bonding in
conditioned PFA after 18 months storage
(18,000 x)
10% moisture, 18 months storage
10 µm 10 µm1 µm

LOSS-ON-IGNITION
0
1
2
3
4
5
6
7
8
9
10
LO
I, %
FA P1
FA P2FA P3
FA D2
FA D4FA D6
FA D8
dry 0m 1m 3m 6m 12m 18m
STORAGE TIME (10% moisture)

WATER REQUIREMENT / STRENGTH FACTOR
Dry 0 1 3 6 12 1890
95
100
105
WA
TE
R R
EQ
UIR
EM
EN
T %
FA P1
FA P3
FA P2
10% moisture
STORAGE TIME, months
Dry 0 1 3 6 12 180.5
0.6
0.7
0.8
0.9
1
ST
RE
NG
TH
FA
CT
OR
FA P3
FA P1
FA P2
10% moisture
STORAGE TIME, months

INITIAL CONCRETE TESTS
350 kg/m³ cement content, 30% Fly Ash by mass
0 10 20 30 40
IN ITIAL DRY STATE
25
30
35
40
45
CU
BE
ST
RE
NG
TH
(2
8 d
ay
), N
/mm
²
0 10 20 30 40 50 60 70
AFTER CONDITIONING
25
30
35
40
45Dry
0 months
1 month
6 months
18 mths
DRY &
0 MONTHS
6 MONTHS
10% mois ture
FINENESS, % ret 45 µm
Increasing
storage
1 MONTH
FINENESS, % ret 45µm
10% moisture
0 10 20 30 40
IN ITIAL DRY STATE
0
20
40
60
80
100
SL
UM
P, m
m
0 10 20 30 40 50 60 70
AFTER CONDITIONING
0
20
40
60
80
100
Dry
0 months
1 month
6 months
18 months
Dry
Conditioned
PC and dry PFA
75 mm nominal for
10% mois ture
FINENESS, % ret 45 µm
Increasing
storage
FINENESS, % ret 45μm
10% moisture

25
35
50
CONCRETE MIXES
NATURAL AGGREGATE
20 mm
810
810
810
265
330
445
PC
185
230
310
80
100
135
FREE
WATER,
l/m³
165
165
165
10 mm
410
410
410
Sand
705
645
555
DRY
FATOTAL
CEMENTSTRENGTH,
N/mm²W/C
0.62
0.50
0.37
Fine FA
Superplasticized concretes
Workability 75 mm slump
DRY FLY ASH MIX PROPORTIONS, kg/m3

CONCRETE MIXES
0.3 0.4 0.5 0.6 0.7
W/C RATIO
10
20
30
40
50
60
70
28 D
AY
CU
BE
STR
EN
GTH
, N
/mm
² Dry
1 month
6 months
Fine PFA
Dry
6 m
onth
s
35 N/mm²
concrete
(10% moisture)Fine FA (10% moisture)
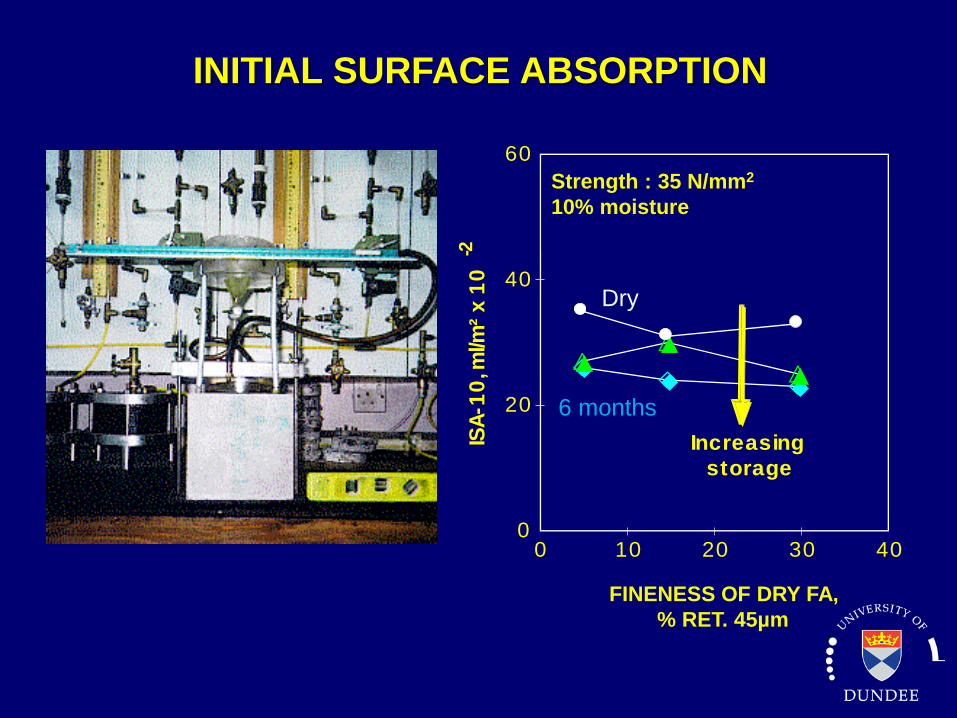
INITIAL SURFACE ABSORPTION
0 10 20 30 400
20
40
60
ISA
-10
, ml/m
² x
10
-2
Dry PFA
1 month
6 months
Increasing
storage
Grade 35 N/mm²
10% PFA moisture
0 10 20 30 400
2
4
6
8
INT
RIN
SIC
AIR
PE
RM
EA
BIL
ITY
, m² x
10
-17
FINENESS OF DRY PFA,
% ret. 45 µm
FINENESS OF DRY FA,
% RET. 45µm
Strength: 35 N/mm²
10% FA moisture
Strength : 35 N/mm2
10% moisture
Dry
6 months

CARBONATION RESISTANCE
Test exposure: 4.0% CO2, 20°C, 55% RH
0 10 20 30 40
FIN EN ESS OF D R Y PFA ,
% ret. 45 µm
0
10
20
30
40
Increasing
storage
1 2 3 4 5 6
EXPOSU R E PER IOD , (weeks) 0.5
0
10
20
30
40
CA
RB
ON
AT
ION
DE
PT
H, m
m
D ry
1 month
6 months
R = + 0.96
Grade 35 N /mm²
Fine PFA
(10% moisture)
Strength :
35 N/mm2
Fine FA
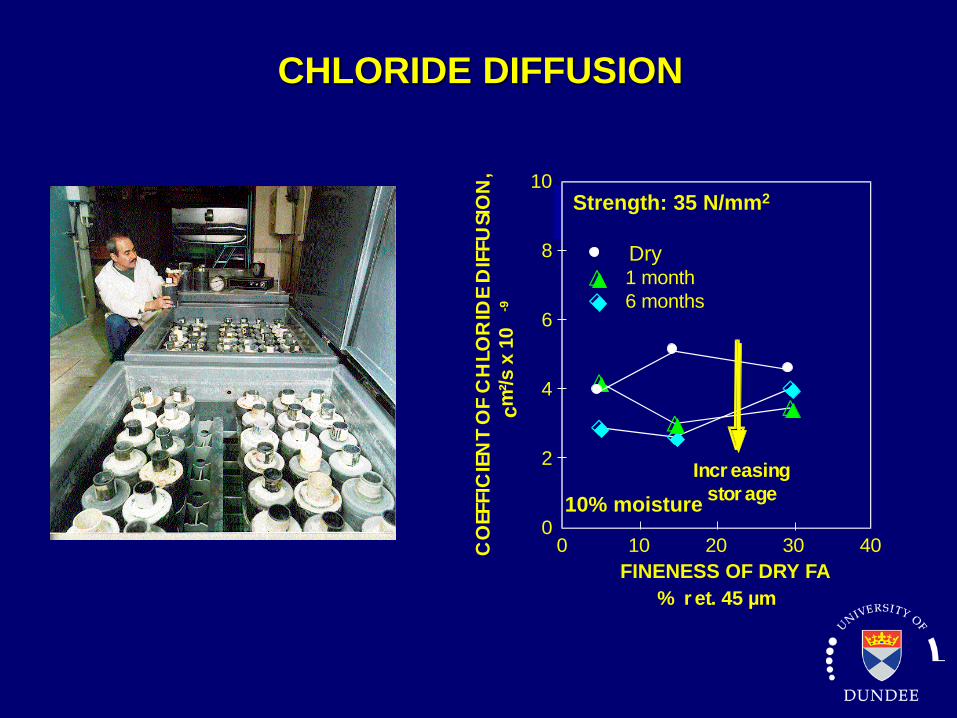
CHLORIDE DIFFUSION
10% moisture
0 10 20 30 40
FINE NE S S OF DRY P FA,
% r et. 45 µm
0
2
4
6
8
10
CO
EFFIC
IEN
T O
F C
HLO
RID
E D
IFFU
SIO
N,
m²/s x
10
-3
Dry P FA
1 month
6 months
Incr easing
stor age
Gr ade 35 N/m m ²
10% P FA m oistur e
Strength: 35 N/mm2
Dry
FINENESS OF DRY FA
-9c

Main objective to examine moistened FA handling
characteristics and concrete performance
Concrete element: mesh reinforced foundation
Concrete produced at ready mix plant
Visual observations made of production process.
Tests made for concrete workability and cube strength
FULL-SCALE TRIAL – READY MIX

Dry FA batched from powder silo. Moistened FA
batched following fine aggregate procedures
To minimise compaction, moistened FA moved from
stockpile just before batching
Material discharged to hopper slowly
Concrete produced in 6.0 m3 transit mixer
No problems encountered in concrete production
CONCRETE PRODUCTION

FULL-SCALE TRIAL
WET FA STOCKPILE FA DISCHARGED TO HOPPER FA CONVEYED TO TRUCK
FA CONCRETE MIXED FOUNDATION ELEMENTS

Property Fine Coarse
FA
Fineness, % ret 45 5.7 35.5
LOI, % 5.9 9.4
Moisture, % 0.2 13.7
CONCRETE
Slump, mm 70 50
Plastic density, kg/m3 2340 2350
Cube strength, 7d, N/mm2 23.0 17.0
Cube strength, 28d, N/mm2 36.5 29.0
Cement content 355 kg/m3, 30 % Fly Ash, w/c ratio 0.48,
nominal slump 50 mm, strength (cube) 25 N/mm2
FLY ASH/CONCRETE PROPERTIES

• Feasibility for moistened / stockpiled fly ash
use in concrete
• Some practical challenges associated with
handling
• Alternative routes for using stockpile fly ash
may be considered
• Processing / Beneficiation?
OUTCOMES OF RESEARCH

• Investigate what can be achieved with
wet-stored fly ash by laboratory processing
• Stockpile at a 1500 MW power station,
operational since mid 1960s
• Several million tonnes of fly ash stored there
• Sampling carried out at several locations
INITIAL PROCESSING TESTS ON FLY ASH

• Material was oven dried in the laboratory
• Passed through 600 µm sieve
• 63 µm sieve
• Air classifier (target BS EN 450-1
Category S fineness)
• Grinding (laboratory ball mill, 20 minutes)
INITIAL PROCESSING TESTS ON FLY ASH

EFFECTS ON FINENESS AND LOI
Sample / Process
Characterisation of the Sample
Fineness, 45µm
sieve ret., %LOI, %
Original properties 33.8 15.1
Passing 63 µm sieve 10.2 10.7
Air classification 12.9 13.1
Grinding in ball mill 0.6 14.1

PARTICLE SIZE DISTRIBUTION
CU
MU
LA
TIV
E V
OL
UM
E,
%
0
20
40
60
80
100
0.1 1 10 100 1000
PARTICLE DIAMETER, µm
Original
63 µm sieved
Air-classified
Ground

0
10
20
30
40
50
0 20 40 60 80 100
AGE, days
Original
63 µm sieved
Air-classified
GroundCO
MP
RE
SS
IVE
ST
RE
NG
TH
, N
/mm
2
COMPRESSIVE STRENGTH DEVELOPMENT
w/c ratio 0.53, fly ash level 30%

INITIAL SURFACE ABSORPTION
POND 1 POND 2 STOCKPILE0
10
20
30
40
50
60
70
80
90
Original
63 µm sieved
Air-classified
Ground
ISA
T-1
0,
ml/
m2×
10 -
2
w/c ratio 0.53, fly ash level 30%

• Literature Review
• Survey of Stockpile Material Characteristics
• Laboratory Processing Tests
• Reactivity / Concrete Tests
• Pilot / Full-scale Trials
RESEARCH PROJECT : PROCESSING OF
STOCKPILE FLY ASH (UKQAA / EPSRC)

Fly ash tends to coarsen / agglomerate when wet-
stored in a stockpile. The effects tend to be greatest
around 10% moisture addition and increase with time
Water requirement and reactivity of fly ash were
correspondingly affected with wet storage
By minor adjustment to the concrete mix via w/c
ratio, equivalent hardened concrete properties to
dry fly ash could be achieved
Trials have been carried out which indicate that
concrete can be produced with the material at
full-scale. There may be issues with handling
CONCLUDING REMARKS

CONCLUDING REMARKS
Details of initial tests to consider processing of
stockpile fly ash are described
By sieving, air classifying and grinding
enhancements in strength and other properties
were achieved
A new project is extending this work, with a view
to enabling processed stockpile material use in
concrete

SOURCES FOR FURTHER INFORMATION
McCarthy, M.J., Jones, M.R., Zheng, L., Robl, T.L. and Groppo, J.G. Characterizing long-term
wet-stored fly ash following carbon and particle size separation. Fuel Journal, Vol 111, pp 430 -
441, 2013.
McCarthy, M.J., Dhir, R.K., Halliday, J.E and Wibowo A. Role of PFA quality and conditioning in
minimising damaging ASR in concrete. Magazine of Concrete Research. Vol 58, No 1, pp 49 -
61, 2006.
McCarthy, M.J., Tittle, P.A.J., Dhir, R.K. and Kii, K.H. Mix proportioning and engineering
properties of conditioned PFA concrete. Cement and Concrete Research, Vol 31, pp 321 - 326,
2001.
McCarthy, M.J., Tittle, P.A.J and Dhir, R.K. Influences of conditioned PFA as a cement
component in concrete. Magazine of Concrete Research, Vol 52, No 5, pp 329 - 343, 2000.
Dhir, R.K., McCarthy, M.J. and Tittle, P.A.J. Use of conditioned PFA as a fine aggregate
component in concrete. Materials and Structures, Vol 33, No 1, pp 38 - 42, 2000.
McCarthy, M.J., Tittle, P.A.J. and Dhir, R.K. Characterisation of conditioned PFA for use as a
cement component in concrete. Magazine of Concrete Research, Vol. 51, No 3,
pp 191 - 206, 1999.

ACKNOWLEDGMENTS
The UKQAA and its members, Aggregate Industries
UK Ltd, BAA plc, Castle Cement, DETR, EPSRC, John
Doyle Ltd, QPA, RMC Environment Fund and WS
Atkins Ltd are thanked for supporting the work
described / now in progress.
Thanks are also given to colleagues at the University
of Dundee, Professor R K Dhir and Drs P A J Tittle,
K H Kii, L Zheng, J E Halliday and G Tella for their
contributions to the research described.