an investigation into the kinetics of liquid distribution and growth in high shear mixer...
TRANSCRIPT

TB]lll]l.01a'l' E LS EV I E R Powder Technology I)7 ( 1998 ) 246-257
An investigation into the kinetics of liquid distribution and growth in high shear mixer agglomeration
P.C. Knight '''1. T. lnstone a,,, J.M.K. Pearson h M.J. Hounslow i, "' I/nih, ver Re.w'arch, Port Stinlil,,ht l, xlhoratorv. Bclmtl,,ton. II'irra/./lh'r~ewith', I!K
"Department r~[Ctu'ntical Engim'erin.t,,. I/niver.,ity r!l (.'amhridiw, Penihrole Street. ('amhrhl~,,c. I/A"
Received 23 June 1997; r'cceivct.I ill re'. ~:;ctl lklrrll 8 Jiintlary 1998: accepted 17 I:¢blUal+ ', I qt)S
Abstract
A study is reported i l l tile agglonlel'lliion behaviiltir of comnlinuled t'alciuin carbonates II;i~ ill7 sizes ningiug Iroln 4 to 23 pill. A single it)x~ viscosity hinder was lisl2d and the mixer ( a vertical axis high shear inixerl and ci)ndilions i l l inixin 7 t~ eie kept ¢OilSlaUl. Particular elnpllasis was placed oq Ihe inelisureinenl of t'hanl~cs i)f size diMrihulion iu die initial :~1~i~12~ of ii~[2h)inel'01iou tiild llil lile Iiinescales I'l~i" t'oinpllClinn and liquid dislrihtlliOll. Gnmule ¢oinp;.iclilln was delerlnined direclly froln Inert'tlry inlru~.illu thill.i and lilt" hnpeller ioi'tliit" was used ll.i nlllnilor expi'es:~ion of liquid Io i~ive I1 Wel Stlrfaee. In all eases, a biintldal dislrit~ulilln i l l gr;iliille si/~2s ~.~.~1~. flirnled afler addilioii of Ihe liquid. The biniodalily could persist li)r Ioll[J niixin~ Iilnl2s ;.ind iliis was found hi t'l)rrehile with a non-uliifornl dislribulJon of liquid ill tvliich line t2ranules contained signilicantly less liquid lhan colirsc granules, t;'llilll Ilie proposed nlechanisui ill" liquid dislrihulJon, ii is argued lhai Ihe inithil fornialion of a bilnod:ll distribution is a previously unr¢coguisl:d, inlrinsit" fealurt' of ;ill processes in ~vliich liquid i ~, iliixed iulo a line .solid. Three different illelhod'4 were used Io add iht, liquid and it was l/itind lhal iht" nielhod tll' addition afli.'cled bolh the silt" dislrihulion alld the l~lowlh hehaviour. ]'he parlicle size of Ih¢ solid was lilund to he ii crilical pl.irillnelei'. With reduclioii of Ihe silt' of the solid. Ihe liquid Io solid ralill was increased, hinlodalily of Ihe site tli..irihuliOllS hecanle inert" Ilrilnotlnt.'¢d ~.ind the r;ile of t'oinp;.it'iitln ol'~rallule:., bet'allle slot&er. <i) 1998 Elsevier Science S.A. All rights rest'rvt, d.
Kl'llrold~: Ag~,iolrlCrlllilln; (irallulalit)n: Mixer; Particle size: Pollr,,il.% : t'lilllpilclillll: Mcrcur) illl/llklllll: Tillnile
I. In t roduc t ion
This paper is concerned with size enlargelocllt brought about by mixing a powder with a liquid in a nlcchanical mixer. The mixing action can be induced in three principal ways: iu a rotating mixer by gnlvity acting on the material causing it to tlow, by vibraling Ihe nlalerial or by impellers rotating within a mixing chamber and thus moving the material. In recent years, increasing industrial use has been made of impeller type of mixers. These have the advantages of being able to handle solids having a wide raugc of particle sizes, o f giving eflicient distribution of highly viscous liquids lute the solid and of giving good containment , q dusts and aerosols. Mixer designs can be divided into those where the impeller rotates about a vertical axis lind those in which it rotates about a horizontal axis. The mixers are often lifted with additional small "chopper" blades which rotate at several thousand rpm.
* Corresponding author. Unilcvcr Research, F'ort Sunlight I,aboralorv. Quarry Road Easl, Bebingion, WitTal [,63 3JW, UK.
' Present ~:ddress: School of Chemical Engineering, University of Bir- mingham. Birmingham, UK.
(1032-5910/98/$19.()0 (c) 1998 Elsevier Science S.A. All rights reserved. PII S0032-59 I 0 ( 98 ) 0003 I -X
The lip speeds of both impellers and choppers are high, typ- ically It) Ill s ' or greater, and for Ihis reason these arc sonlelinles kno~A n a~; high speed or high shear nlixer-granu- lalors. ]'lie research reported here was concerned with this class of mixers. There is a considerable body of knowledge on their applicalion for phammceutical agglomenition. reviewed by Krlstensen aud Schaefer I I I, and there have been detailed studies el i l ic kiTletics o f gn:nule growth 12.3 I. q'here have also been a number o f i l i~esiigations reported reeelll ly on the kinetics o f agglonleril l iOn in drum 1.4--81 and Iluidised drum ulixers [ 8 l. which have contributed to appre- ciation o f the fundanlenlal processes. Older work. niainly oil low shear ( drunl ) granulal ion has been the subject o f several revie~A..., parl icularly by Kapur 191 and Sherringlon and Ol iver I IOI.
Sherrington and Oliver. on pa le 175 o f their monogniph I I 0 I, noted thai "'Strictly conducted comparative exercises, in which either the same material is granulated in a variety of granulators or a variety of materials are granulated in the same machine, are at present lacking. There is currently no information on what properties of the feed may render one

P c Knight et aL /Powder Technob~gy 97 (199,~j 246-257 247
particular type of machine more suitable than others for its granulation". Despite continued research effort, these state- ments remain largely applicable today. The important mate- rial properties are the size, size distr:! 'tiou and shape of the solid(s), the surface tension and the ~ ~,,'osity of the liquid and the wetting of the solid by the liquid represented by a liquid-solid contact angle, in many commercial processes, the solids and liquids interact, The interaction frequentl~ involves crystallisation, absorption of water and chemical reactions. Such interactions, whether physical or chemical in nature add a large degree of complexity to the process and make interpretation particularly difficult. For fundamental studies, the use of model systems is very much preferred, Knight 121 reported a study of the effect of changing oper- ating conditions of a vertical axis high shear mixer on growth kinetics using a model system. H¢~rnaert et ah 131 reported a similar study but using a horizontal axis high shear mixer. in this case, however, a complex mixture of solids was used, in which solid hydration processes occurred during agglomeration.
Simons et ~d. 141 employed a model system consisting of silicone fluids and glass beads to investigate the effect of changing the liquid viscosity in agglomeration using a drum mixer. The advantage of using silicone fluids is that they arc available with a very wide range of viscosities. Keningley et al. I I I I reported a study of high shear mixer agglomeration of calcium carbonate powders with such fluids, in which the viscosity was varied over nearly five orders of ntagnitude. It was found that the liquid to solid ratio required for granulation was unaffected by viscosity below a critical binder viscosity value of I Pa s. Below this viscosity, compaction of the granules is controlled by frictional lbrces, generated priuci- pall'.' by the action of capillary pressure,
The study reported here investigated the effect on the proc- ess of agglomeration of changing the size of the solid using a melt binder in a vertical axis high shear mixer operated under constant conditions. The model system employed con- sisted of non-porous calcium carbonate powders as the solid and molten polyethylene glycol as the liquid. Three sizes of calcium carlxmate powder were used, having weight median sizes of 4. 15 and 23 p.m. A melt binder has the advantage over a liquid or solvent binder of being readily solidilied by cooling, thus facilitating particle characterisation. A potential major problem with non-solidifying liquid binders is contin- ued agglomeration during sieving. The viscosity of the mof ten binder used was 81 mPa s at 21 s-L at 60°C and was therefore well below the critical value of I Pa s reported by Keningley et al. at which binder viscosity affects rate of compaction. Hence, the process would be expected not to be sensitive to changes in viscosity brought about by changes of temperature, it is accepted [91 that after addition of liquid, the rate of compaction decreases with reduction in the size of the particles. Ouchiyama and Tanaka [ 121 advanced some theoretical reasons for this; essentially increased friction aris- ing from increased capillary pressure for small primary par- ticles. As a result, under constant processing conditions of
mixing rate and process time, the liquid to solid ratio has to be increased as the particle size is reduced to obtain the same degree o" agglomeration. A second, and associated, effect is that ,vitn reduction in size of the solid, foll~ wing slow com- p:~ction, when growth does occur it happens rapidly [ 9,13 I and is consequently difficult to control. The influence of par- ticle size has never been wel ~' ",lonstrated for either drum or high shear mixer granulation. One of the aims of this study wt:,, *o obtain detailed data to delineate these effects,
Secondly, the study aimed to characterise the liquid distri- bution and granule nucleation stages of the process. There have been a few published studies on the mechanisms by which a liquid becomes distributed throughout a powder 1141. The stages of nucleation, transition and growth eluci- dated by Kaput 191 for low shear drum granulation have generally been applied to high shear systems without further experimental validation. The lirst stage of liquid distribution is often carried out by spraying or sparging the liquid onto the powder. Mechanical mixing then provides mixing over finer scales, down to the size of the individual particles. The ratio of powder surface available to a spray to the volume of the powder decreases as the capacity and corresponding fill of the mixer is increased. Consequently, as a pnv,:ess is scaled up, initial liquid distribution becomes poorer and the contri- bution of mechanical mixing to achieving uniformity becomes greater. Although the poorer liquid distribution can in principle be offset by increasing the time of liquid addition. such an increase in batch cycle time is generally unacceptable. It was therefore decided to study the effect on the agglom- eration process of using different methods of liquid distribution.
Note added alter submissien: Schaefer and Mathiesen have recently published a series of papers 115-171 on the effects of the viscosity of meh binders on high shear mixer agglom- eration. The rationale behind their investigation appears somewhat similar to that of the present work.
2. Experimental
Tile calcium carbonate powders used were substantially non-porous and had been produced by comminution and clas- sification of a calcite mineral. Their particle size distributions were measured by dispersion in air and presentation to a laser light :;cattering instrument (Sympatec). Mean size values and the spans of the distributions are given in Table I. The den- sities of the powders, measured with a helium pycnometer, were approximately 2730 kg m ~. The moisture content of the 4 vtm solid was 0.6%. That of the 15 and 23 p,m solids was 0.3%. For the purposes of expressing the liquid to solid ratio, L/S, the moisture present in the powders was neglected. i.e., the ratio quoted is the ratio of weights of added liquid to the moisture-containing solid.
Polyethylene glycol, said by the manufacturer to have an average molecular mass of 1500 Da, had a melting range of 43-46°C and a viscosity at 60°C of 81 mPa s ( 21 s " ~ ) and

248 P.C. Knight et aL / Powder Technology 97 ( 19981246-257
Table I Mean sizes and span values |br size distributions of calcium carbonate powders
Weight median. DI r,0.51 ~' p.m ) Volume-surface mean. DI 3.21 ( p.m ) Span, ( D[ r.O.91 - d l r.0. I J )/DI r.I).5 J
4 2 4.0 15 4 4.0 23 6 4.2
density of approximately 1100 kg m - 3. The contact angle of polyethylene glycol on a polished calcite surface was fimnd to be 60 ° .
The granulator used was a vertical axis machine with a stainless steel bowl having an internal diameter of 600 mm and a nominal volume of 30 I. The mixer was fit;.ed with a centrally mounted, three blade impeller. The blades c,:ared the bottom of the bowl by approximately I mm and the depth of the blades was approximately 25 ram. The torque to turn the blade could be measured. A set of four 'tulip-shaped" chopper blades of diameter 105 mm were fitted on a shaft projecting through the side of the bowl and rotating about a horizontal axis. During the experimentation the rotational speeds of the impeller and chopper blades were kept constant at 150 rpm and 3000 rpm, respectively.
Experiments were conducted with contents of the mixer at a temperature of 55--60°C. To achieve this, the mixer bowl was maintained at a temperature of 55'~C by means of a water jacket. The powder to be agglomerated ( 20 kg I was placed in the bowl and heated to 55°C. The binder was added in three ways.
( I ) Pour-on: the molten binder (6(Y'C) wits poured directly onto the surface of the powder with the impeller and chopper stationary. After addititm, the lid of the mixer was closed and the mixer started. The mixing time wits taken from the start of mixing.
(2) Spray-on: the nlohen binder wits sprayed onto the surface of the powder with the impeller and chopper rotating at the speeds given above. A pressure atomizer was u~ed, giving a fan pattern and the liquid wits added over approxi- mately 30 s. The mixing tim,." was taken from the time at which all the liquid had been added.
( 3 ) Melt-in: the binder was added its a solid flake to the surface of the powder with the impeller and chopper station- ary. Immediately after addition, the lid of the mixer was closed and the mixer started. The mixing time was taken from the start of mi×ing. It was estimated from torque and temper- ature chant.es thai complete melting occurred in less than 3 rain.
The granules were sampled with the impeller stationary by scooping small (e.g., 25 g) quantities of material from dif- ferent positions within the bowl, These samples were then combined to make one sample. The hot granules were cooled by successively pouring them through a metallic sample split- ter until the binder had solidified. The sample was then sub- divided to give a size of sample (e.g., 25 g ) suitable for sieve analy::is. An alternate procedure was also used in which a
sample of about 500 g was conled in a small Iluidised bed, using air at 25°C. The two methods of sampling and cooling gave. within experimental errors, identical particle size dis- tributions. Since the two methods of cooling were quite dif- ferent, it was infen-ed that either method was reliable.
The final stages of granulation experiments with the 4 la, m solid were characterised by a rapid increase in mean granule diameter and wet. adhesive granules. Once this stage had been reached, the experinlent had to be terminated as there was sufficient melt at the surface of the granules to enable for- mation of strong solid bridges on coaling. This meant that the particle sizes measured by sieving were no longer char- acteristic of the granules during the experiment.
The size distribution was determined by use of air-swept sieving at and below 125 p, tn, using equipment manufactured by Alpine, and by standard sieving in the range 125 to 56(X) ttm. All sie,,'es were manufactured from stainless steel mesh t~ BS410. A mercury intrusion pore size analyser ( Micrmn- critics 9320) was used to determine granule porosity. The intrusion data were interpreted using the Washbunk equation [ !~ ], taking the surface tension of .nerculy to be 485 mN m ~ and the advancing contact angle to Iv,., 13IF. The binder content of granules was determined from their loss in weight after heating for 2 h at 6()(FC,
The investigation wits carried out in two stages, h) tile first stage, the kinetics of tile process were studied in stone detail using the pour-on method of liquid addition. In the second stage, it conlpilrison was inade be~,ween ihe three nlethods of liquid addition.
3, Results
3. I, Stage I : L iqu id a<hhtion hy pour-on
. ~. I. I. Kinet ics q l g r a n u h ' growf l t A comparison was made of the agglomeration character-
istics of the three solids, which had simihtr span values, indi- cating similar widths of the size distributions (Table I ). In dlis lirst set of experiments, molten PEG was poured onto the pre-heated calcite prior to granulation. Consider first the behaviour of the 23 I.Lm solid. It was found that controllable granule growth could be obtained with liquid to solid ratios, L/S, in the region of O. 12 to O. 15 ( w/w ). Fig. l a shows how the size distribution changed with mixing time for L/S = O. 12 and Fig. Ib shows corresponding data for L/S=O.15. it is striking that at all times the size distributions were bimodal.

P.C, Knight et aL I P+m-der Techm~h~gy 97 ( 1~8~ 246-257 249
%Welght Retained
4O
2O
100
%We~t R~n~
80
: • 6©
4t~
. ~ ~ ~ " ~ . min 2~
50 100 200 500 1,0002,000 5,000 20 Granule size (microns)
I I 50 100 200 500 1,0002,000 5,000
Gramt~ size (microns)
_ J ' °
t ++ I1o ++ ,oJ " o; 5 lo (s '2o ° o; i ' i g l l i ' ; °
Time (rains) T.ne (rains)
(a) (b) Fig. I. Site distributions, mean size ~md impeller torque v,,,, time for ugglomeratkm of the 23 p.m solid with liquid pour-on, (a) L/S =0.12 and I bl L/S =0.15.
The growth rate was very sensitive to L/S ratio: the granule size distribution alter 4 min with L/S = 0.15 was similar to that alter 22 rain with L/S = O. 12.
Consider first the changes in size distribution for agglom- eration of the 23 p,m solid at L/S=O.12 (Fig. la) . Alter mixing for I rain, the popflation was bimodal, having modal sizes of about I00 and 2000 Ixm, respectively. Note that the content of unagglomerated feed powder was negligible. With continued mixing up to 6 rain, the content of granules above 1500 I~m decreased, indicating breakage of coarse granules. The content of granules in the size range 50 to 200 v,m decreased markedly between I and 4 min, indicating growth. In the case of agglomeration at L/S=O.15 (Fig. Ib) . there was no evidence for breakage of coarse granules, nor for increase in the content of fine granules. In both sets of data, it is striking that the distributions retained bimodal character I'm a considerable period of mixing.
Fig. la and b also include curves for the variation of the weigLt mean size. D4.:, and impeller torque with time. The mean si,~,~: initially decre,~sed during an induction period of about 2 min (L /S=O.12) or i rain (L /S=O.15) and then increased monotonically in time. The torque increased rap-
idly during the initial mixing and nucleation stage, which lasted for less than I min with L/S = O. 12 and for much less than I min with L/S =0.15. Thereafter. the torque increased slowly with time of mixing. The magnitude of the torque was somewhat higher (35 N m) at L/S=O.15 than that (30 N m) at L /S=0 .12 .
It is known that torque increases with liquid addition during granulation 119,20]. It is thought that the increase in torque results from free liquid present at the surface of the granules, owing to energy dissipation involved in overcoming viscous and capillary (surface tension) forces. To confirm this, melt was added to a powder which was too coarse (weight median size 230 I~m) to agglomerate, so that the liquid was present at the surface of the particles. The results are shown in Fig. 2. it was found that, for liquid additions in excess of 2%, the torque increased with addition of liquid. The torque values were of a similar magnitude to values obtained with agglom- erating systems during the rapid growth phase. The initial sharp increase of torque with time of mixing shown in Fig. I a and b can therefore be attributed to compaction of granules and ,heir saturation causing expression of liquid to the granule surface (porosity measurements, described below, confirm

250 P.C. Knight el el. / Powder Technology 97 (I 998) 246-257
40
,P. 1
-0 0.02 0.04 0.06 0.08 Liquid/solid ratio (-)
Fig, 2. Vuriati~n of Ic~rque with addition of liquid to 23n ~m solid.
that the granules were saturated, or near saturated, with liq- uid). The slow increase in torque during the granulation can be attributed to continued slow compaction of the granules.
Consider next the behaviour of the 15 ~m solid. It was found that with this system a higher liquid to solid ratio, in the region of 0.14 to 0.16 ( w / w ) was required to obtain comparable granule growth. This result is consistent with the theoretical expectation 1121 that the rate of compaction is reduced with reduction in size of the particles and that Is
achieve a given compaction rate the liquid to solid ratio has to be increased. Fig. 3a shows how the size distribution changed with mixing time with L/S = 0.14 and Fig. 3b shows corresponding data with L/S = 0.16. The time required for agglomeration at L /S=O. 14 was about twice that at L /
S = O. 16. Again, the size distributions were initially bimodal and the content of unagglomerated powder was negligible.
At L /S=0 .14 , the content of granules over 1500 p,m decreased between 2 and 6 rain. At L/S =0.16, the content of granules over 2000 pin decreased between I and 4 rain. Thu.:. there is evidence of breaks, go of coarse granules. The size distributions also display a second signilicant feature, At I , /S =0.14, the content of granules in the size range 200 to 5(,0 Ixm increased between 12 and 18 miq. Similarly, at L/ S = 0.16, the content of gra.mles in the size range 200 to 500 Ixm increased between 6 and 8 rain. Such increases in the content of line granttles can only occur by breakage processes, as there is iusufncient mas:; of liner materi~ll to grow into the range 21)0 to 5(X) p,m.
The weight median size, D.a,~, (also shown in Fig. 3a and b) initially decreased slightly during an induction period of
%Weight Retained %Weight Retained
1001 1001
80 80
60 60
40 40
20 20
, , , 20 50 100 200 500 1,0002,000 5,00020 50 100 200 500 1,0002,000 5,000
Granule size (microns) Granule size (microns)
2 ,000[ ~ 4 0 2,0001. ~ ~ . ~ 4 0
.~. 1,500 t ~-- t 30 A ~' 1,5P0 l/M.., ,',,r I / 13o .~
~ 1,0001 v j , 120~ ~ 1,000 1 ~ 120~"
o l d , , Lo 0 5 10 15 20
Time (mlns) Time (milts) (a) (b)
Fig. 3. Size distributimls, mean size and impeller torque vs. tinle l~.}r agglmneration of tile 15 ~,1111 st)lid with liquid lat)ur-tm, (a) L/S = O. 14 and (b) L/S = 0.16,

P.~: Knight (,t aL / Powder Technology 97 t 199,~ 246 257
about 5 min ( L /S = O. 14) or 2 min ( L/S = O. 16). The mean size then increased steadily until it reached a maximum towards the end of the process time. The maximum coincides with the change from a nearly monomodal to a markedly bimodal distribution with an increase in the content of line granules caused by breakage.
The torque values for agglomeration of the 15 i, tm solid were of a :;imiiar magnitude to those for the 22 gm solid, but showed a slightly greater increase in magnitude with time of mixing, indicating a greater tendency to liquid expression to the granule su,-face.
Consider next the behaviour of the 4 i.tm solid, the ,,,mallest primary particles used in this study. It was found that with this system a~a appreciably higher liquid to solid ratio, L/S, in the nmge 0.17 to O, 19, was required to obtain comparable granule growth to that obtained with the coarser solids. Again, a small change in liquid to solid ratio produced a large change in the extent of agglomer;:tion. Fig. 4a shows how the size distribution changed with mixing time with L/S = O. 17 and Fig. 4b shows corresponding data with L/S = O. 19, With both liquid to solid ratios, the size distributions were distinctly bimodal. The size distributions after the shortest mixing times
%Weight Retained
,oo
80 16 men 80
20 S0 100 200 500 1,0002,000 5,00020 Granule size (microns)
showed a large content of coarse ( l(~)-2(X~) p,m ) granules and a relati~'ely small content of line granules. At L/S = O. i 7, the content of granules over 1500 p,m decreased between l and 8 min, indicating breakage. In the same time inter~al, the content of granules bet~',een 200 and 500 p.m increa~d sub- stantially, At L/S =0.19, there is little direct evidence l'~r breakage of coarse granules, but the content of granules between 200 and 500 I, tm increased between 0.5 and 1.5 min. This can only occur by mass transfer from coarse granules, presumably by a breakage mechanism.
The curves for D4,~ show pronounced induction periods of 12 min at L/S=O.17 and 3 min at L I S = O . 1 9 . In both sets of data, the two modes remained well separated during the induction period. When growth did occur, it occurred sud- denly and the distribution changed to monomodal ( Fig. 4b), or appa)aching monomodal ( Fig. 4a). This may simply be a coincidence of the two modes rather than true monomodal behaviour: the experiment had to be terminated shortly after rapid growth started because the high degree of surface wet- ness caused the granules to adhere during cooling.
The torque was found to go through a small maximum at a short mixing time, alter which it declined slightly belbre
%Weight Retained
4.5 mi
50 100 200 500 1,0002,000 5,000 Granule size (microns)
. j r ° "~° I / ~ ~ -71" 1 ~
o; s 1'o l's 2'0 ° o; 1 ~ 3 i ' ; ° Time (rains) Tune (rains)
(a) (b)
Fig. 4. Size distributions, mean size and impeller torque x's. time for agglomeration of the 4 p.m solid with liquid pour-on. (a) L/S = 0.17 and ( b ) L/S = O. ~ 9.

252 P.C. Kn(ght et al. I Pnwth,r Techmdogy 97 (1998) 246-257
beginning a continuous, although erratic, increase with mix- ing time. This continuous increase continued whilst there wax little change in mean size or size distribution. The continuous increase in torque can be inferred to be the resnlt of granule compaction and expression of liquid to the surface. The torque values (30-35 N m) at which rapid growth started were similar to those found during agglomeration of the coarser solids. At long granulation times, when the granules became visually very wet, the torque values were higher (40 N m) than those obtained with the coarser solids.
The agglomeration behaviour of the 4 Ixm solid therefore diftbred substantially from that of the coarser solids in (i) the coarse size of the granular mass after short mixing times, (it) very slow compaction whilst retaining a slowly changing bimodal distribution and ( iii ) eventual rapid growth, change to nearly monomodal distribution and formation of granules with a very wet surface. The slow compaction and rapid growth behaviour is similar to that reported lbr drum agglom- eration of line powders 19,13 I.
3.1.2. LiquM distribution
The liquid to solid ratio of size fl'actions was measured as a function of mixing time by heating the granules to 600~'C to remove the binder by volatilisation and combustion. A correction was made for tile small amount of moisture which was present and which was also removed by heating. C:m- sider lirst the resulls Ibr 23 txm solid (Fig. 5). The liquid to solid ratio afte, 2 rnin mixing wax found to vary signilicantly with granule size. Moreover, this variation remained large even after 12 rain mixing. Referring back to Fig. la and the size distribution at 12 min and using the data in Fig. 5, the liquid to solid ratio of tile granules of modal size 3(1(I Ixm wax about 0.10 and that of the granules of modal size 11100 btlll was about 0.14. This difference in liquid to solid ralio is sufficient to give very different growth rates of the line and coarse aggh)merates. As discussed later, the retention of the bimodal character of the distribution as granule growth occurred may be attributed to the inhomogeneous liquid distribution.
Consider next the results ibr the 4 t-tin solid. Again, the binder content varied with granule size. Alter a mixing time of I min, the binder content of the lines was much lower ( L/ S = 0.12) than the nominal ( 0.17) value. However, it can be seen from Fig. 4a that the amount of lines present at I rain was quite low and that most of the material was present as coarse granules, which had a binder content (0.18) which was only slightly above the nominal level. With continued mixing, the size and proportion of the line granules incn;ased as a result of breakage of coarse granules. Also, Ibr this reason, the liquid content of the li.)e granule fraction incrersed. The binder content of the coarse granules changed little as it wax already close to the nominal level. When rapid growth occurred, at about 16 rain, tile liquid had become unilormly distributed.
3.1.3. Gramde compa('tirm The pore throat size distribution and pore volume of coarse
granules ( 1000-1400 p,m ) were measured by mercury intru- sion. Coarse granules were used so that the regions of intra- aud inter-particle intrusion were well separated. Two regions of intra-particle intrusion were observed. The lirst occurred at pressures in the range 0.01-1 MPa. and was attributed to intrusion into open pores. Tile pore vohnne was obtained directly I'ron~ the intrusion versus pressure curve. The second region of intrusion occurred at pressures above 30 MPa, and was attribnted to con|paction of blind pores, brought about by yielding of tile calcium carbonate particles. "File volume of blind pores was small t 0.01-4).02 tul g ~ ) and could not be determined with precisiou. It was obtained by sutnming the measured intrusion at pressures above 30 MPA and the pore volulnc calculated from the difference between the den- sity measured at the muxinluni instrument pressure (ca. 200 MPa) and tile calculated material density of tile granules,
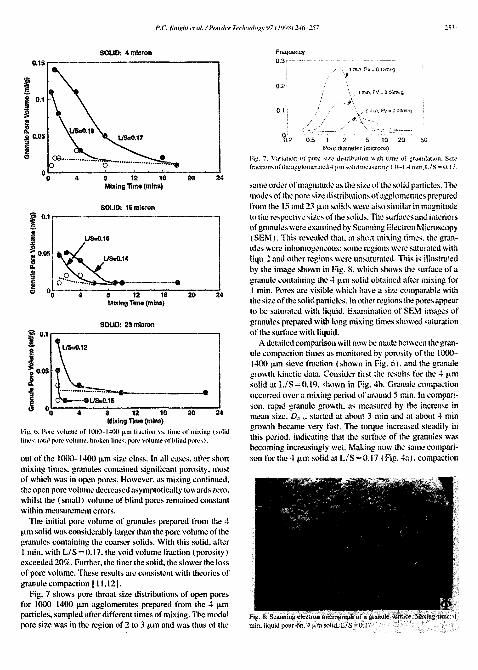
Fig. 6 shows how tile total pore volume ( solid curve) and volume of blind pores ( broken curve) of the IIX)O-I4(X) Ixm fraction of gramiles changed with mixing time for tile three sizes of solids. In interpreting the data, it is important to appreciate that both tile size and the porosity of the granules were changing: hence, granules were moving both into and
i 0.15
32 0.1 "6
"~ 0.05
p3 micro, s o . ~ ~
45-63 125-180 355-500 1400-2000 Granule size fraction (microns)
DP mm-1---l ~1:? tilth I
0.2 r
-~ o.
g
mi~-On-~Ga~ a~,era~ U s ~ - o 17
[~1 min ~B Ulln [] 16 Intn
45-63 125-180 355-500 1400-2000 Granule size fraction (microns)
Fig. 5. Variation of liquid binder content v, ith size fraction and time ol"granulation for agglomeration of 23 and 4 I.tm solids,
P.C. Knight et .L /Po~tder Techmdogy 97 ( 199,~ 246 257 253
SOLID: 4 n~¢ron
0.15
~ 0.1
g _ ~ ' _ ~ , - - - L _ ~ I
0 4 0 12 16 Mixing Time (mini)
20 24
SOLID: lS micron
i
i o o o i ~ T~ ~ 2o
Mixing Tim (mini)
SOLID: 23 mlcmn ~
0"11 !4
Mixing Tim (ndnl) Fig. (~. Pore ~'olmue of 101)0--1401) Fm fraclinn vs. lime of mixing (solid lilies: Io|al l~)re volume, broken lines: pore ','olume of blind pores ).
out of the 10(D--1400 p,m size class. In all cases, aPer short mixing times, granules contained significant porosity, most of which was in open pores. However, as mixing continued, .'he open pore volume decreased asymptotically towards zero, whilst the (small) volmne of blind pores remained constant within measurement errors.
The initial pore volume of granules prepared from the 4 p,m solid was considerably larger than the pore volume of the granules containing the coarser solids. With this solid, after I min, with L/S = O. 17, the void volume fraction (porosity) exceeded 20%. Further, the finer the solid, the slower the loss of pore volume. These results are consistent with theories of granule compaction [ I l, 12 ].
Fig. 7 shows pore throat size distributions of open pores tbr 1000-1400 p,m agglomerates prepared from the 4 p,m particles, sampled after different times of mixing. The modal pore size was in the region of 2 to 3 ~,m and was thug of the
Fr~quercy
02 / "~
01~ '/ ,/" -~!% o PV OO~ ' g
Po~e d~ozneter (m~eron~) |:i~. 7. Variation of p~re size distribulion ~ilh lime of ~ranulatkm. Size fra,:lkms of Ihe agglomerated 4 pan ~,olid measurhl~ 1.0- 1.4 ram. L/S = O. t 7.
same order of magnitude as II~e size of the solid particles. The modes of the t~re size disldbulions of agglomerates prepared from the 15 and 23 txm solids were also similar in magnitude to the respective sizes of the solids. The surfaces and interio~ of granules were examined by Scanning Electron Micro,~opy ( SEM 1. This revealed that, at sh~;1 mixing times, the gran- ules were inhomogeneous: some regions were saturated with liqu I and other regions were unsaturated. This is illustrated by the hnage shown in Fig, 8, which shows the surface of a granule containing the 4 p,m solid obtained alter mixing f~n" I min. Pores are visible which have a size comparable with the size of the solid particles. In other regions zhe pores appear to be saturated with liquid. Examination of SEM images of granules prepared with long mixing times showed saturation of the surface with liquid.
A detailed comparison wilt now be made between the gran- ule compaction times as monitored by porosity of the I000- 1400 Ixm sieve fraction (shown in Fig. 6L and the granule growth kinetic data. Consider first :he results for the 4 p.m solid at L/S=O.19, shown in Fig. 4b. Granule compaction occulred over a mixing period of around 5 rain. In compari- son. rapid granule growth, as measured by the increase in mean size, D~3, started at about 3 rain and at about 4 rain growth became very last. The torque increased steadily in this period, indicating that the surface of the granules was becoming increasingly wet. Making now the same compari- son lbr the 4 ~m solid at L /S = 0.17 (Fig. 4a), compaction
Fi rain. liquid [
~'~4 P.C Knight et al. / Powder Tz'chnology 97 (1998) 246-257
took about 15 min, whereas growth began after about 12 min and became very rapid after 16 min. In boil! ca~s, therelbre, there is a correspondence between the time of compaction and the time of mixing required to obtain growth. A second important observation is that the proportion of coarse gran- ules decreased rapidly/in the period of time in which their porosity was high, indicating breakage.
Consider next the agglomeration kinetics of the 15 gm solid ( Fig. 3a and b). At both liquid to solid ratios, there was an induction period followed by growth. The induction per- iods are of a similar magnitude to the times of granule com- paction. It is also notable that, again, the content of coarse granules only decreased, i.e., net breakage occurred, when the granules were porous. Making the same comparison for the kinetics of the 23 I~m solid (Fig. la and b), there was a short induction period followed by growth. Again, the induc- tion periods are of a similar magnitude to the times of granule compaction. The overall conclusion is that net growth was only observed when the granules were saturated, or near saturated, with liquid and that net breakage of coarse granules occurs when they contain significant porosity.
3.2. Stage 2: Effect o f method tSf liquid addition on kinetics t6t'granule growth
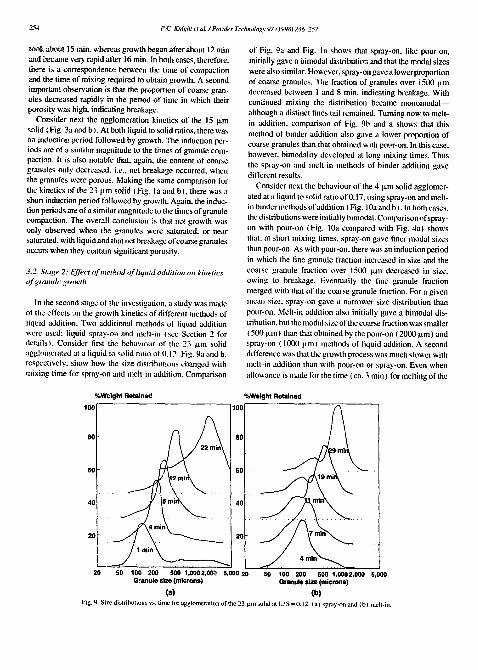
in the second stage of the investigation, a study was made of the effects an the growth kinetics of different methods of liquid addition. Two additional methods of liquid addition were used: liquid spray-on and melt-in (see Section 2 for details). Consider first the behaviour of the 23 I~m solid agglomerated at a liquid to solid ratio of O. 12. Fig. 9a and b, respectively, show how the size distributions changed with mixing time for spray-on and melt-in addition. Comparison
%Weight Retained
100
80
6O
40
20
of Fig. 9a and Fig. la shows that spray-on, like pour-on, initially gave a bimodal distributio~ and that the modal sizes were also similar. However, spray-on gave a lower proportion of coarse granules. The fraction of granules over 1500 rtm decreased between I and 8 min, indicating breakage. With continued mixing the distribution became monomodal-- although a distinct fines tail remained. Turning now to melt- in addition, comparison of Fig. 9b and a shows that this method of binder addition also gave a lower proportion of coarse granules than that obtained with pour-on. In this case, however, bimodality developed at long mixing times. Thus the spray-on and melt-in methods of binder addition gave different results.
Consider next the behaviour of the 4 Ixm solid agglomer- ated at a liquid to solid ratio of O. 17, using spray-on and melt- in binder methods of addition ( Fig. I 0a and b). In both cases. the distributions were initially bimodal. Comparison of spray- on with pour-on (Fig. 10a compared with Fig. 4a) shows that, at short mixing times, spray-on gave finer modal sizes than pour-on. As with pour-on, there was an induction period in which the fine granule fraction increased in size and the coarse granule fraction over 1500 Ixm decreased in size, owing to breakage. Eventually the fine granule fraction merged with that of the coarse granule fraction. For a given mean size, spray-on gave a narrower size distribution than pour-on. Melt-in addition also initially gave a bimodal dis- tribution, but the modal size of the coarse fraction was smaller ( 500 Ixm ) than that obtained by the pour-on ( 2000 IJ, m) and spray-on ( 1000 I.tm) methods of liquid addition. A second difference was that the growth process was much slower with melt-in addition than with pour-on or spray-on. Even when allowance is made lbr the time (ca. 3 rain) for melting of the
%Weight Retained
lOO t
20 50 100 200 500 1,0002,0~J 5,00020 50 100 200 500 1,0002,000 5,000 G.,enule size (microns) Granule size (microns)
(a) (b) Fig. 9. Size distributions vs. time for agglomeration of the 23 I~m solid at L/S = O. 12, (a) spray-on and (b) melt-in.
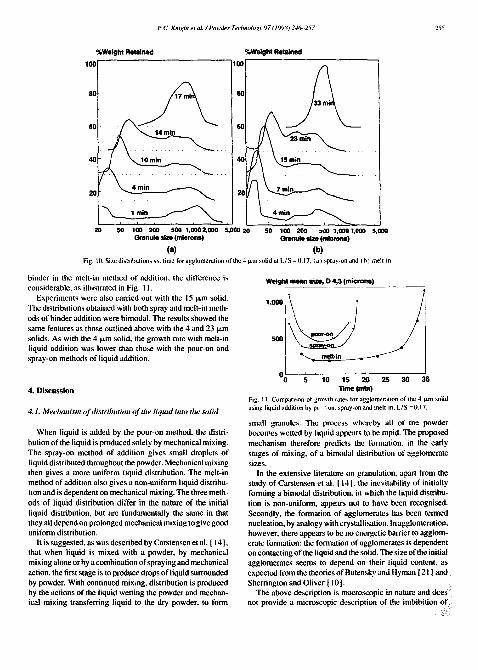
P.C. Knight et aL / Powder Technology 97 t 1998~ 246..257 255
%Weight Retained
100 ,oo I
8O
6O
2O
50 100 200 500 1,0002,000 5,00020 Granuie size (microns)
(a)
%W~g~t Retah~ed
So 100 200 =0o 1,ooo.?,oo0 S,OOo Granu~ size (microns)
(b) Fig. 10. Size distributions vs. time for agglomeration of the 4 I, tm solid at L/S = O. 17, ( a ) spray-on and (b) melt-in.
binder in the melt-in method of addition, the difference is considerable, as ilhtstrated in Fig. I 1.
Experiments were also carried out with the 15 p.m solid. The distributions obtained with both spray and melt-in meth- ods of binder addition were bimodal. The results showed the same features as those outlined above with the 4 and 23 p,m solids. As with the 4 p,m solid, the growth rate with melt-in liquid addition was lower than those with the pour-on and spray-on methods of liquid addition.
4. Discussion
4. I. Mechanism of distribution o f the liquid into the solid
When liquid is added by the pour-on method, the distri- bution of the liquid is produced solely by mechanical mixing. The spray-on method of addition gives small droplets of liquid distributed throughout the powder. Mechanical mixing then gives a more uniform liquid distribution. The melt-in method of addition also gives a non-unifoml liquid distribu- tion and is dependent on mechanical mixing. The three meth- ods of liquid distribution differ in the nature of the initial liquid distribution, but are fundamentally the same in that they all depend on prolonged mechanical mixing to give good uniform distribution.
It is suggested, as was described by Carstensen et al. [ 14], that when liquid is mixed with a powder, by mechanical mixing alone or by a combination of spraying and mechanical action, the first stage is to produce drops of liquid surrounded by powder. With continued mix,ng, distribution is produced by the actions of the liquid wetting the powder and mechan- ical mixing transferring liquid to the dry powder, to form
Weight mean size, D 4,3 (microns)
00 S 10 15 2O 25 30 35 Time (min)
Fig. I I. Comparison of gr~th ra~es for agglomeration of the 4 p.m solid using liquid addition by la. "-on, spray-on and melt-in. L/S =0.17.
small granules. The process whereby all of the powder becomes wetted by liquid appears to be rapid. The p ropo~d mechanism therefore predicts the lbrmation, in the early stages of mixing, of a bimodal distribution of agglomerate sizes.
In the extensive literature on granulation, apart tYom the study of Carstensen et al. [ 141. the inevitability of initi',flly tbrming a bimodal distribution, in which the liquid distribu- tion is non-uniform, appears not to have been recognised. Secondly, the formation of agglomerates has been termed nucleation, by analogy with crystallisation. In agglomeration, however, there appears to be no energetic barrier to agglom- erate formation: the formation of agglomerates is dependent on contacting of the liquid and the solid. The size of the initial agglomerates seems to depend on their liquid content, as expected from the theories of Butensky and Hyman [ 2 ! ] and Sberrington and Oliver [ 10].
The above description is macroscopic in nature and d e e s not provide a microscopic description of the imbibition o f

256 P.c. Knight et aL / Powder Technoh~gy 97 (1998) 246-257
liquid into large agglomerates, of the porosity of agglomer- ates, nor of the mechanism by which liquid is transferred from coarse agglomerates to fine agglomerates. Neither is it clear why the fine (4 Ixm) solid at short mixing times, initially agglomerates to produce such a high proportion of coarse granules, which furthermore contain significant porosity. Broadly, this can be attributed to slow passage of the wetting liquid through the primary powocr bed arising from low hydraulic diameter for smaller particles. The presence of a liquid/air interface will give rise to attractive forces between the particles and hence, stable agglomerates. However, the details of this process need further elucidation.
4.2. Grantde compaction
The study of granule compaction was confined to coarse granules, whose internal porosity could be unambiguously determined by mercury intrusion. The coarse granules formed after short mixing times contain three phases: solid, liquid and air. It has also bee:l found that. initially, the liquid is not uniformly distributed and that there are porous regions which are deficient in liquid. The process of compaction is the rear- rangement of the primary particles within a granule to pack more closely. As this happens, gas will be squeezed out of the spaces between the particles which were lt~rmerly incom- pletely filled with liquid. When the liquid completely fills the interparticle space, further compaction expresses liquid to the surface of the granule. The porosity and torque data presented above show that growth by agglomeration coincides with loss of porosity and the presence of wet granule surfaces, it was also observed that the when the granules contain porosity. they undergo net breakage, as indicated by the decreasing content of coarse granules.
4.3. Granule t'oah,scence ttnd breakage
A number of agglomeration processes have been proposed. including coalescence, crushing and layering. ;~orasion trans- l'er and combinations of these. This study has revealed that the process is indeed very complex and that simple models, lot example, those for coalescence, cannot adequately describe the whole process. In the present work. the idealised models cannot be applied, because the initial size distribution was certainly not unimodal and because the liquid content was lound to vary with granule size. Granule breakage is neglected in the simplest theories, whereas direct evidence for breakage ( decrease in coarse fraction and increase in line fraction) was obtained in this study. The liquid distribution stage has always been regarded by practitioners as vitally important. The present results show that different methods of liqui,,! distribution give different effects, originating from the differmg sizes of the coarse and line fractions and from their liquid contents. The situation is therefore more complicated than may have been previously recognised. Many open ques- tions remain and the process requires detailed investigation.
In theories of agglomeration by coalescence 19,10,221, it is assumed that at time zero monosize agglomerates (nuclei) are present and that the liquid distribution is unilbrm. Theory for coalescence predicts that as growth occurs a self-preserv- ing distribution is obtained. These theories are probably most appropriately applied to the growth produced alter long mix- ing times and when a method of liquid addition is used which gives a tine dispersion, so as to give a distribution which approximates to the theoretical monomodal distribution. These conditions may have been approached, for example, in a previous study of high shear mixer granulation J 2 J as well as in the classical work on drurn granulation 19J.
In theories of agglomerate growth the probability of coa- lescence of two granules is taken to be a function of both the liquid content of the granules and their respective sizes. The liquid content is independent of size and it is implied that the packing density of the particles within a granule does not change with time, so that the surface wetness remains con- stant. With regard to the size dependence, for granu~e~ cff the same liquid content, coalescence may for exat,~ple be more probable between two small, or a small and a large granule than between two large granules 15,9,22,23 I. To extend this theory to the more general case in which the liquid content varies with granule size. the probability of coalescence of granules of sizes i and j./3,,,, may be written as the product of two terms:
[3 ,., =fl,.j L'fl,., t, ( I )
The first term,/3,,, z, represents the dependence of the prob- ability of coalescence on the degree of liquid saturation of the granules of sizes ij . The second term,/3,,, i~, represents the dependence of the probability of coalescence on the respective sizes of the two granules.
A striking observation made in the present work is that size distributions remain bimodal for long mixing times and may also become bimodal after having become monomodal. A possible explanation lor the persistence or development of a bimodal distribution is a size dependent probability of coa- lescence, in which coalescence between large granules is greater than that between small or small and large granules. This could be the case when the liquid content of large gran- ules is higher than that of small granules. The term/3,,,t, would then vary. strongly with the sizes i andj. However, in those cases in which distributions became bimodal alter long mix- ing times, the mechanism is probably quite different, in these cases, the liner mode appears to result directly or indirectly from breakage of coarse granules.
The way forward to clarify this area will be experimenta- tion using tracers in granules of various size classes and porosity to enable the breakage and growth parameters to be measured directly.
5. Conclusions
A comparison has been made of the agglomeration behav- iour of three solids of the same material, differing in mean

P,C. Knight et al. I Powder Techmdogy 97 (199b~9 246.~257 257
size (4, 15 and 23 Ixm) but having similar spans and using a single low viscosity binder. A vertical axis high shear mixer was used and the conditions o f mixing were kept constant. Particular emphasis was placed on the changes of size distri- bution in the initial stages of mixing and on the timescale and mechanism whereby liquid was distributed throughout the granular mass. The rate of compaction of coar,~e granules was also measured. Various methods of liquid addition were used (pour-on, spray-on and melt-in) so as to explore the effects,
For each solid, agglomeration at a controllable ntte could only be obtained over a narrow range of liquid to solid ratios. The liquid to solid ratio required increased with decrease in size of the solid. The impeller torque values at which growth occurred were similar for all the solids and liquid to solid ratios and evidence is presented to show that the magnitude of the torque value can be used to monitor surface wetness.
In all methods of liquid addition and for all solids, a bimodal distribution of granule sizes was formed after addi- tion of the liquid, From the mechanism of liquid distribution, it is argued that the initial formation of a bimodal distribution is a previously unrecognised, intrinsic feature of'all processes in which liquid is mixed into a line solid.
Examination of the change in size distributions with mix- ing time showed that in some cases the content o f coarse granules decreased with mixing time and that the content o f fine granules increased with mixing time. Such results were observed with all three solids and showed that granule break- age was a signilicant process.
The spray-on and melt-in methods of liquid addi tkn gave a lower content o f coarse granules than the pour-on method. The method of binder addition also affected the modal sizes of both the line and coarse fractions. Further, the melt-in method of addition gave signilicantly lower rates of growth of D4,~. The method of liquid addition therefore has a pro- nounced effect on the growth kinetics
The liquid content was found to vary with granule size, with line granules containing significantly less liquid that coarse granules. The variation of liquid content with granule size remained alter long mixing times, it is proposed that the persistence of a bimodal distribution is attributable to the different probabilities o f coalescence o f fine and coarse gran- ules, resulting from their differences in liquid content.
Mercury intrusion was used to measure granule pore vol- ume and hence to detect granule compaction. There was a strong correlation between the time of granule compaction and the induction time in which the mean size decreases or remains constant, in the case of the coarse solid, compaction
to a saturated state was rapid, as a result of which ~rowth by coalescence occurred soon after the start of mixing. In the case o f the fine solid, compaction was much slower and growth was delayed.
Acknowledgements
We th~,nk Mr. D. Farnworth and Mrs. P. Farnworth of" Unilever Research Laborato%', Port Sunlight, UK, for their contributions, particularly for contact angle and mercury pt~rosimetry measurements, We also acknowledge the parti- cle characterisation and electron microscopy contributions made by Mrs. T. Naeem and Mrs. M. Carey, also of Unilever Research Laboratory, Port Sunlight, UK.
References
I I I H.G. Kri~ten~en, T. Schaefer, Drug Dev. Ind. Pharm. 13 c IqST~ 803. [ 2 ] P~C. Knishl. Po~der "rcchnoL 77 ! 1993 ~ 159 131 F. H~rnaert, G. Mccsters, S. Prat~ini~, B. Scarleu, Fir~! tntcrnalional
Panicle Tcchmdogy Forum, AIChE, 1994. p. 278. [41 S.J.R Simons, J,P.K. Sc~ilh:, M.J, Adams. Proc. 6th Int. Syrup.
Agglomeration, Nagoya, Iq93. p. 117. 15[ A.A. Adctayo.J.D. Litster, S,E. Prat~ini~, B.J. Enni~, Po~ der Technol.
82 C I'-~5 ~ 37. Ibl I.D.I.itslcr, R. Sarwono, Pox~dcr TcchnoL SS { I q ~ 165. 171 A.A. Adctayo, J.D. Litster, M. Desai, Chem. Eng. Sci. 48 ! 1993i
3q5 I. IS] S M I~enson. J D. Lilster, B.J, Enni~, Powder Technol. 8S ( t t~,)
15. I~l P.C. Kapur. Ad~.. Chem. Eng. I0 ( 19781 55.
[ I0] P.J. Sherringlon, R. Oli~'er, Granulation, Heydon and Son, London, 19Sl, p. 175.
[ I 1 I S.T. Keningley, P.C, Knight. A.D. Marson, h~vdcr TechnoL 91 ( 19971 95.
[ 121 N, Ouchiyama. T. Fanaka, Ind. Eng. Chem. P~od, Des. Dev. I t~ ~ 1980 b 555.
113] A.C. Herd, Powder TechnoL 24 11979~ 103. 1141 J.T- Carstenscn. T, Lai, D.W. Flickner, H.E. Huber, M.A. Zoglio. J.
Pharm. Sci. 65 ! 19761 992. 115 ] T. Schacli:r, C. Mathie~en, Int. J. Pharma, ! 3 t) ( 1996 ~ 105. [ 16] T. Schaefer, C. Mathiesen, Int. J. Pharma. 139 ~ 1996~ 125. [ 171 T. Schaefer. C. Mathie~en. Int. J. Pharma. 13 ~) I 1996 ~ 139. 118l E.W. Washburn. Phys. Rev. 17 ! 1921 ) 273. [ 19[ G.D. Alonzo, R.E. O'Connor, J.B. Schwartz, [)rug Dev Ind. Pharm.
16 i 1991)) I~31. [ 20] H. Leucnberger, B. [.uy, J, Studer, STP Pharum. 6 (19~}) 303, [ 21 ] M, Buten.~ky, D. Hyman. Ind. Eng. Chem. Fundam. I0 ~ 1971 ) 212. [ 22 ] N. Onchiyama, T. "l'anaka, Ind. Eng. Chem. Pried. Des. Dcv, 13 ( 1974 )
383. 1231 B. Pulvermacher. E. Ruckenstein, Chem. Eng. J. 9 I It175 } 2 I.