analisis vibracion
TRANSCRIPT
TECSUP – PFR Mantenimiento Predictivo
39
UNIDAD IV
ANÁLISIS VIBRACIONAL 1. INTRODUCCIÓN
La vibración es considerada el mejor parámetro de operación para juzgar las condiciones dinámicas tales como balance, estabilidad de los rodamientos y esfuerzos aplicados a los componentes. Muchos problemas de maquinaria se manifiestan como vibraciones. Solturas mecánicas, resonancia estructural, soltura en el anclaje o fundamento; desalineamiento, flexión del rotor o pérdida de alabes del rotor. Todos ellos pueden detectarse y evaluarse con las mediciones de vibración. La medición de la posición relativa de un rotor en relación a sus componentes estacionarios protege contra los cambios que puedan resultar debido a contactos catastróficos. La medición de la vibración total de la máquina, de un rotor en relación con una máquina o la estructura de la máquina y la comparación de la medición con su valor normal indica el estado de salud en que está se encuentra. Los instrumentos que se emplean son: Transductores, acelerómetro, detectores de impulsos, sondas ultrasónicas, medidores de vibraciones, detector de vibraciones, balanceadores, recopilador portátil de datos. La técnica empleada es medir las vibraciones en distintas direcciones (horizontal, vertical y axial) con el objeto de detectar un exceso que pueda provocar averías y se analiza las tendencias. Lo que se mide en realidad es la amplitud de la onda, lo cual nos va a indicar la severidad del problema, y esta amplitud puede estar dada en unidades de:
Desplazamiento de la onda, en unidades de longitud (mm, in, m...)
Velocidad de la vibración (mm/s: in/s) La aceleración de la onda (m/s2 : G)
1G = 9.8 m/s2
Y esta medida está en función de la velocidad de giro de la máquina.
Mantenimiento Predictivo TECSUP – PFR
40
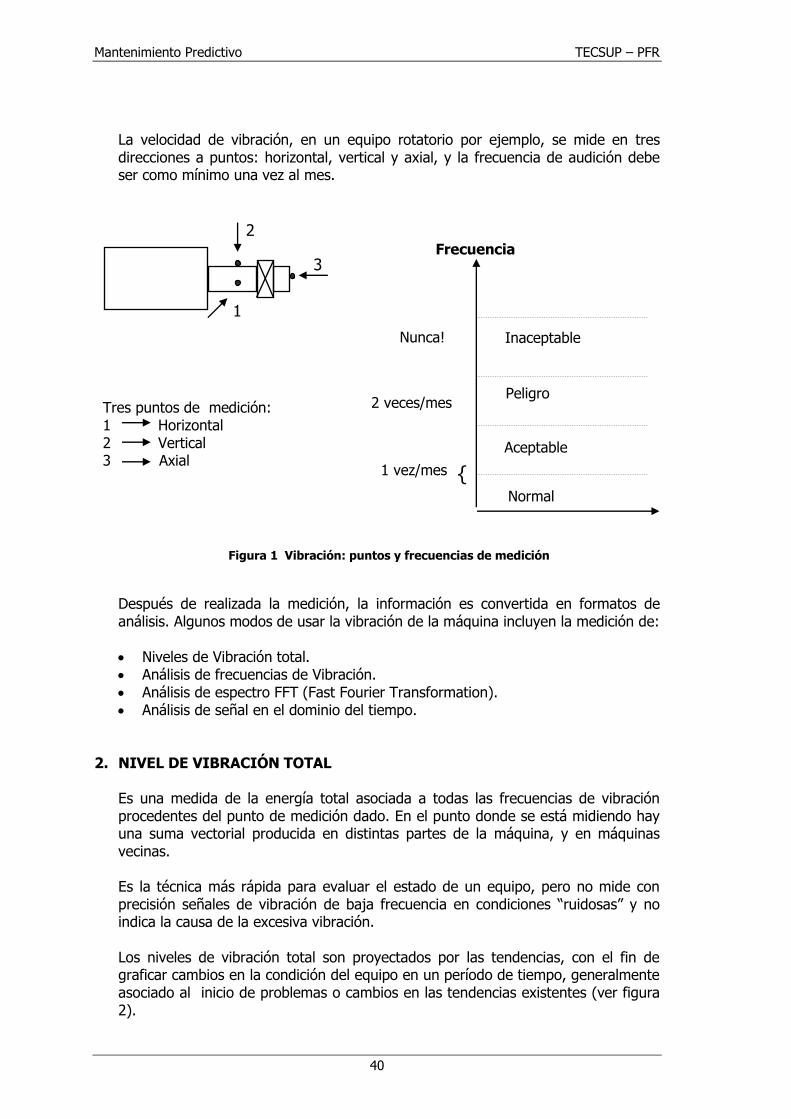
La velocidad de vibración, en un equipo rotatorio por ejemplo, se mide en tres direcciones a puntos: horizontal, vertical y axial, y la frecuencia de audición debe ser como mínimo una vez al mes.
Figura 1 Vibración: puntos y frecuencias de medición
Después de realizada la medición, la información es convertida en formatos de análisis. Algunos modos de usar la vibración de la máquina incluyen la medición de:
Niveles de Vibración total. Análisis de frecuencias de Vibración. Análisis de espectro FFT (Fast Fourier Transformation). Análisis de señal en el dominio del tiempo.
2. NIVEL DE VIBRACIÓN TOTAL
Es una medida de la energía total asociada a todas las frecuencias de vibración procedentes del punto de medición dado. En el punto donde se está midiendo hay una suma vectorial producida en distintas partes de la máquina, y en máquinas vecinas. Es la técnica más rápida para evaluar el estado de un equipo, pero no mide con precisión señales de vibración de baja frecuencia en condiciones “ruidosas” y no indica la causa de la excesiva vibración. Los niveles de vibración total son proyectados por las tendencias, con el fin de graficar cambios en la condición del equipo en un período de tiempo, generalmente asociado al inicio de problemas o cambios en las tendencias existentes (ver figura 2).
2
1
3
Tres puntos de medición: 1 Horizontal 2 Vertical 3 Axial
Inaceptable
Peligro
Aceptable
Normal
Nunca!
2 veces/mes
1 vez/mes {
Frecuencia
(mm/seg)
TECSUP – PFR Mantenimiento Predictivo
41
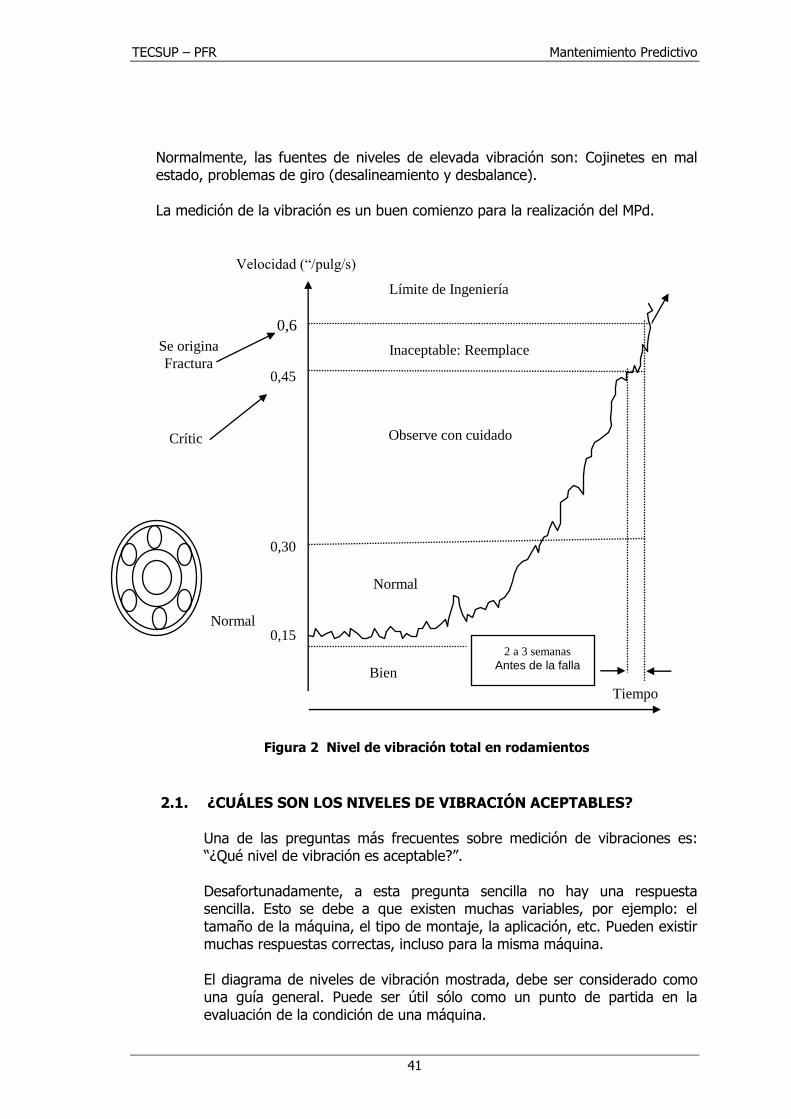
Normalmente, las fuentes de niveles de elevada vibración son: Cojinetes en mal estado, problemas de giro (desalineamiento y desbalance). La medición de la vibración es un buen comienzo para la realización del MPd.
Figura 2 Nivel de vibración total en rodamientos
2.1. ¿CUÁLES SON LOS NIVELES DE VIBRACIÓN ACEPTABLES?
Una de las preguntas más frecuentes sobre medición de vibraciones es: “¿Qué nivel de vibración es aceptable?”. Desafortunadamente, a esta pregunta sencilla no hay una respuesta sencilla. Esto se debe a que existen muchas variables, por ejemplo: el tamaño de la máquina, el tipo de montaje, la aplicación, etc. Pueden existir muchas respuestas correctas, incluso para la misma máquina. El diagrama de niveles de vibración mostrada, debe ser considerado como una guía general. Puede ser útil sólo como un punto de partida en la evaluación de la condición de una máquina.
Velocidad (“/pulg/s)
0,6
0,45
0,30
0,15
Límite de Ingeniería
Inaceptable: Reemplace
Observe con cuidado
Normal
Bien
Crític
o
Normal
2 a 3 semanas
Antes de la falla
Se origina
Fractura
Tiempo
Mantenimiento Predictivo TECSUP – PFR
42
Muchos factores pueden afectar esas lecturas; las siguientes son algunas de ellas:
Rigidez de la estructura de soporte. Los números mostrados en el diagrama se refieren principalmente a equipos de tamaño estándar montados rígidamente sobre base rígida. Si el equipo está montado en una base flexible, las lecturas podrán ser mayores para condiciones relativamente similares.
Lecturas horizontal vs. Lectura vertical. En algunos casos,
una lectura de vibración horizontal puede ser hasta el doble del nivel de vibración en el plano vertical para un punto dado en una máquina.
Los niveles mostrados en el diagrama son para lecturas tomadas en el plano vertical. Ajustar las lecturas correspondientemente. Observe la tendencia de sus lecturas. Una lectura específica no es suficiente.
Frecuencia de Vibración. Los valores mostrados en el diagrama son para vibraciones medidas en el rango de 1000 a 100,000 RPM (16 a 1666 Hz). Para máquinas operando a valores menores que 1000 rpm, los niveles de vibración disponibles deben ser reducidos. Una regla sencilla es un 10% de reducción por cada 100 rpm. Por ejemplo, para el rango de medida “aceptable”, para una máquina a 900 rpm puede ser entre 0,09 a 0,18 pulg/s en vez de 0,1 a 0,2 pulg/s. Si el transductor de vibración que emplea es sensible a vibraciones sobre los 100,000 rpm (1666 Hz) puede ajustar sus valores superiores disponibles.
Máquinas reciprocantes. Debido a su diseño básico, las máquinas reciprocantes, tales como bombas y compresores, normalmente tienen valores de vibración superiores a las máquinas rotativas. Tenga en cuenta esto cuando determine la condición relativa de estas máquinas.
Fuerzas externas. Normalmente, las máquinas no son montadas solas, en el medio del piso de una planta; usualmente hay otros equipos cerca. Los otros equipos pueden afectar la máquina que analiza. Tuberías conectadas, ductos y estructura montadas transmiten vibraciones de máquina en máquina. Una precaución: No descuente totalmente estas fuerzas externas. Vibraciones causadas por ductos pueden atribuirse a vibraciones generadas internamente a un componente de la máquina.
Puntos de medición. Los valores mostrados en el diagrama son para
lecturas tomadas en o cerca de la chumacera, en la dirección radial. En el caso de máquinas verticales, las lecturas deberán ser tomadas en el cojinete que dé las
TECSUP – PFR Mantenimiento Predictivo
43
lecturas máximas. Condiciones de Operación. Las mediciones deberán realizarse
cuando la máquina alcance su temperatura normal de operación. La máquina debe operar en su flujo y presión normal. En máquinas con cargas o velocidades variables, las mediciones se deben tomar en todas las condiciones de carga y velocidad. La lectura mayor será la más representativa.
Instrumentación. Siempre emplee el mismo tipo y modelo de instrumento para poder comparar las lecturas, ya que 2 instrumentos no son exactamente iguales. Cada instrumento tiene su propio rango de operación y sensibilidad a varias frecuencias de operación.
Lecturas relativas. La razón de cambio en los niveles de vibración
puede ser tan importante como los valores absolutos de vibración de 0,08 pulg/s. El diagrama indica que se encuentra en un “buen” nivel de vibración.
Si el nivel de vibración fue 0,04 pulg/s ayer, el nivel de vibración se ha duplicado durante la noche. Esto puede significar que se ha desarrollado un problema muy serio. Observe la tendencia de su lectura, una lectura específica no es suficiente.
Sentido común. Emplee experiencias pasadas y la sensación de un sonido mecánico bueno cuando evalúe un equipo. Si la experiencia indica que la máquina no está operando adecuadamente, es probable que así sea, aunque las lecturas de velocidad parezcan OK! Tome lecturas de otros modos, desplazamiento y aceleración, y en diferentes puntos de la máquina. Las lecturas de vibración pueden complementar su juicio, no reemplazarlo.
2.2. DIAGRAMA DE NIVELES DE VIBRACIÓN
Factores de Corrección: Las lecturas de vibración pueden ser mayores para máquinas montadas sobre base flexible. Lecturas de vibración en el plano horizontal pueden ser el doble que las lecturas en el plano vertical en una misma máquina. Para máquinas debajo de 1000 rpm. Reducir los niveles de vibración disponible en 10% por cada 100 rpm.
Mantenimiento Predictivo TECSUP – PFR
44
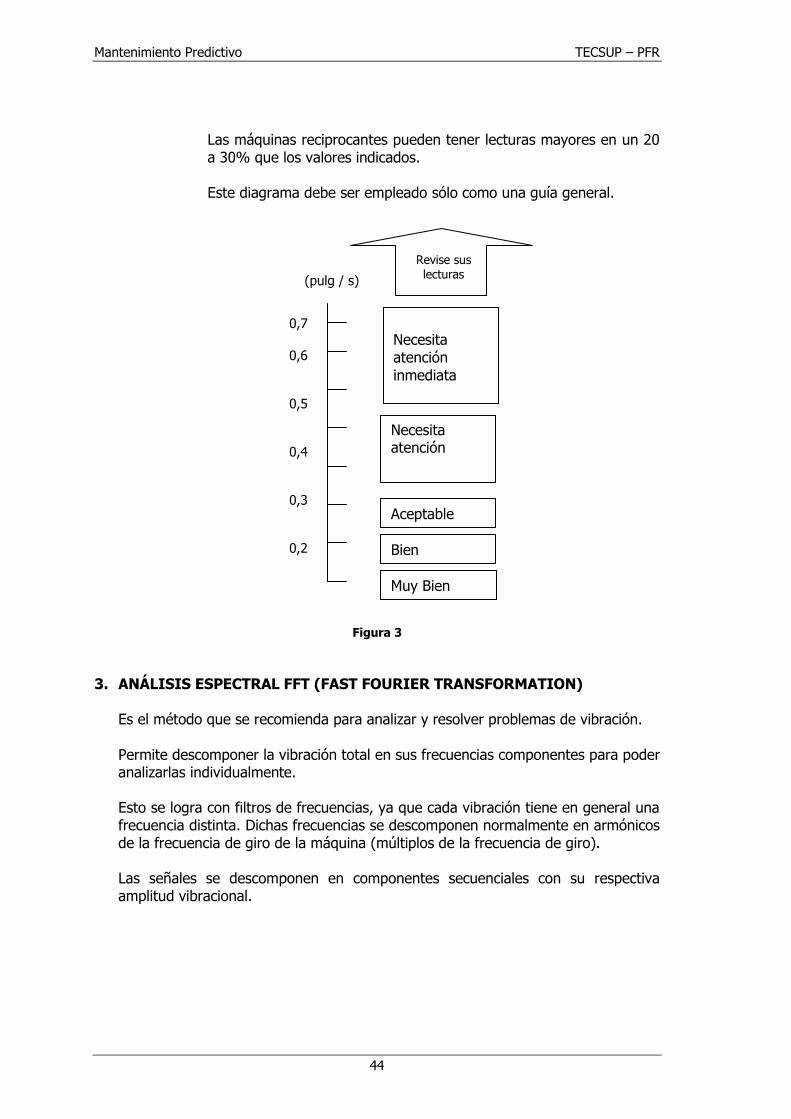
Las máquinas reciprocantes pueden tener lecturas mayores en un 20 a 30% que los valores indicados. Este diagrama debe ser empleado sólo como una guía general.
Figura 3
3. ANÁLISIS ESPECTRAL FFT (FAST FOURIER TRANSFORMATION)
Es el método que se recomienda para analizar y resolver problemas de vibración. Permite descomponer la vibración total en sus frecuencias componentes para poder analizarlas individualmente. Esto se logra con filtros de frecuencias, ya que cada vibración tiene en general una frecuencia distinta. Dichas frecuencias se descomponen normalmente en armónicos de la frecuencia de giro de la máquina (múltiplos de la frecuencia de giro). Las señales se descomponen en componentes secuenciales con su respectiva amplitud vibracional.
Revise sus lecturas
Necesita atención
inmediata
Necesita atención
Aceptable
Bien
Muy Bien
0,7
0,6
0,5
0,4
0,3
0,2
0,1
(pulg / s)
TECSUP – PFR Mantenimiento Predictivo
45
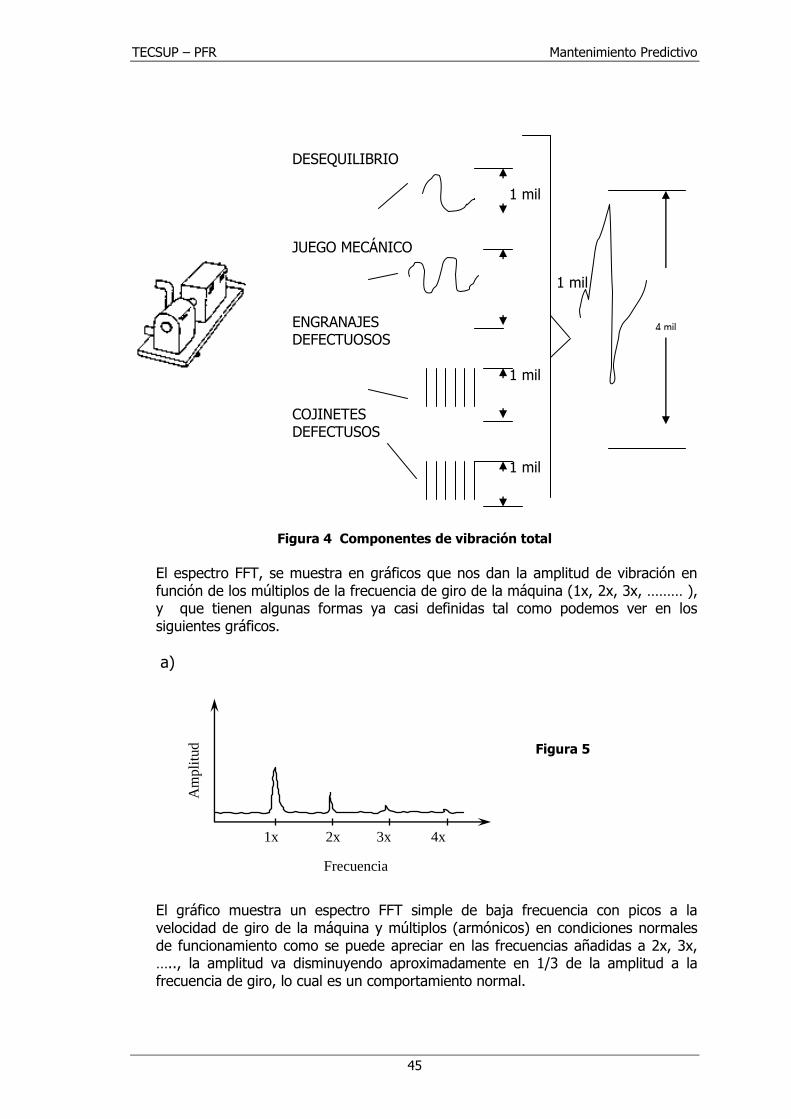
DESEQUILIBRIO 1 mil JUEGO MECÁNICO 1 mil
ENGRANAJES DEFECTUOSOS 1 mil
COJINETES DEFECTUSOS
1 mil
Figura 4 Componentes de vibración total
El espectro FFT, se muestra en gráficos que nos dan la amplitud de vibración en función de los múltiplos de la frecuencia de giro de la máquina (1x, 2x, 3x, ……… ), y que tienen algunas formas ya casi definidas tal como podemos ver en los siguientes gráficos.
a)
El gráfico muestra un espectro FFT simple de baja frecuencia con picos a la velocidad de giro de la máquina y múltiplos (armónicos) en condiciones normales de funcionamiento como se puede apreciar en las frecuencias añadidas a 2x, 3x, ….., la amplitud va disminuyendo aproximadamente en 1/3 de la amplitud a la frecuencia de giro, lo cual es un comportamiento normal.
Am
pli
tud
Frecuencia
1x 2x 3x 4x
Figura 5
4 mil
Mantenimiento Predictivo TECSUP – PFR
46
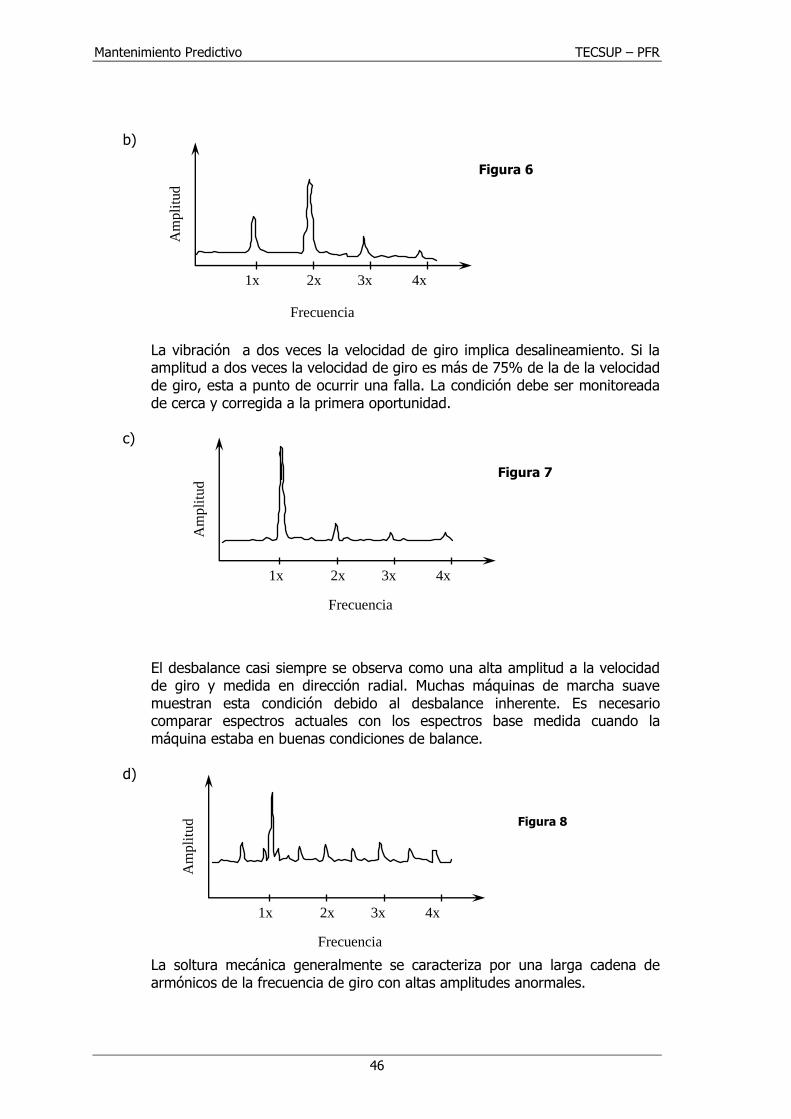
b)
La vibración a dos veces la velocidad de giro implica desalineamiento. Si la amplitud a dos veces la velocidad de giro es más de 75% de la de la velocidad de giro, esta a punto de ocurrir una falla. La condición debe ser monitoreada de cerca y corregida a la primera oportunidad.
c)
El desbalance casi siempre se observa como una alta amplitud a la velocidad de giro y medida en dirección radial. Muchas máquinas de marcha suave muestran esta condición debido al desbalance inherente. Es necesario comparar espectros actuales con los espectros base medida cuando la máquina estaba en buenas condiciones de balance.
d)
La soltura mecánica generalmente se caracteriza por una larga cadena de armónicos de la frecuencia de giro con altas amplitudes anormales.
Frecuencia
Am
pli
tud
Frecuencia
1x 2x 3x 4x
Am
pli
tud
1x 2x 3x 4x
Figura 6
Figura 7
Am
pli
tud
Frecuencia
1x 2x 3x 4x
Figura 8
TECSUP – PFR Mantenimiento Predictivo
47
Así mismo, antes de convertir la señal en un espectro de frecuencia, se puede obtener la onda de la vibración total en función del tiempo, por un breve período de tiempo. El análisis de estas ondas provee información adicional sobre el estado de la máquina la cual no siempre es evidente en el espectro de frecuencia.
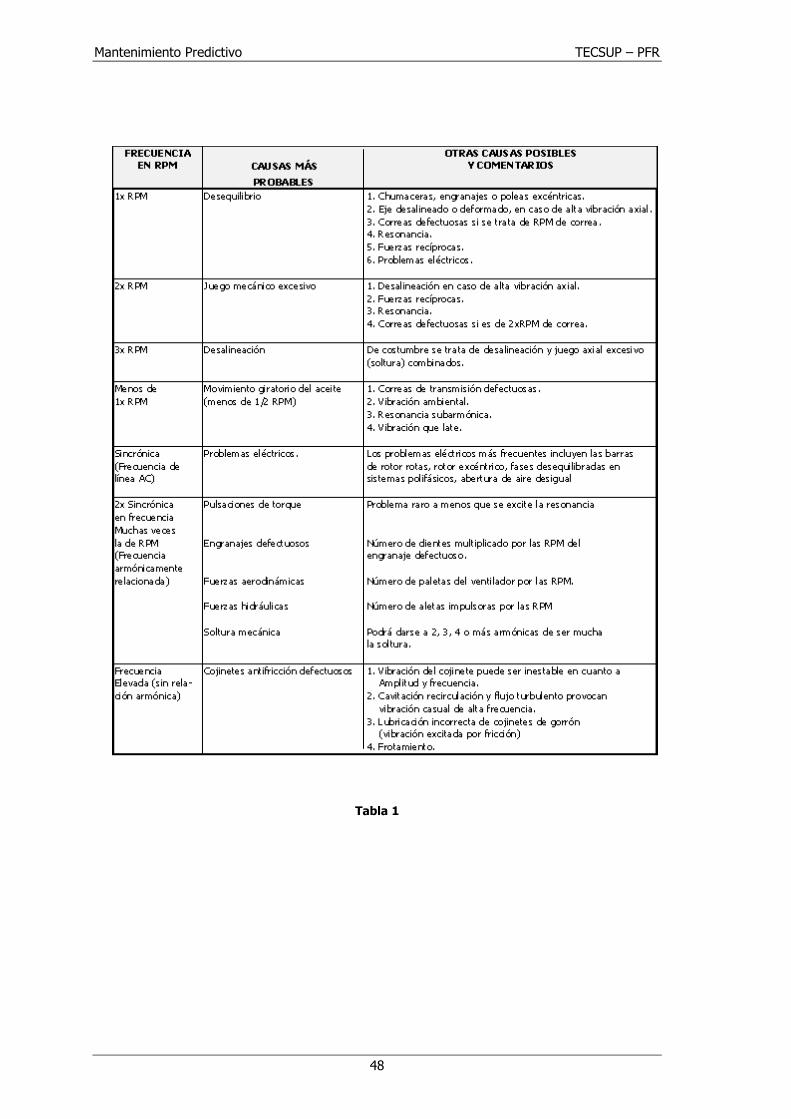
A continuación se da una lista de algunos espectros de frecuencia con sus causas más probables.
Fig. 9.- Gráfica de onda en el Dominio del Tiempo mostrando desalineamiento
Mantenimiento Predictivo TECSUP – PFR
48
Tabla 1
TECSUP – PFR Mantenimiento Predictivo
49
NATURALEZA DEL
DEFECTO
FRECUENCIA DE LA VIBRACIÓN PREDOMINANTE (Hz = rpm/60)
DIRECCIÓN
OBSERVACIONES
Elementos giratorios desequilibrados
1 x RPM Radial para Frecuente causa de vibraciones excesivas en
(Desbalanceados) desbalance las máquinas. Amplitud proporcional al
dinámico. desbalance y a las RPM
Desalineación y eje flexado Normalmente: 1 x RPM Radial Vibración axial y 2da. armónica severa.
Frecuentemente: 2 x RPM y Defecto corriente
A veces: 3 y 4 x RPM Axial
Elementos rodantes de los cojinetes
Regímenes de impacto para los Niveles de impacto desiguales de vibración, a
Sueltos en alojamientos Componentes singulares Veces con choques, a regímenes de impacto
de los cojinetes
También vibraciones a frecuencias
muy altas (20...60 Hz)
Cojinetes de fricción sueltos en Sub-armónicos de las RPM Principal- La holgura puede producirse solo a la
alojamientos del eje, exactamente 1/2 a mente radial velocidad y temperatura de trabajo.
1/3 RPM (p.e. turbomáquinas)
Giro o batido de la película de Algo menor de la mitad de la Principal- Aplicable a máquinas de alta velocidad
aceite en los cojinetes de fricción
velocidad del eje (40 a 50%) mente radial Fase fluctuante.
(p.e. Turbomáquinas)
Giro de Histéresis Velocidad crítica del eje Principal- Las vibraciones son excitadas al pasar por la
mente radial velocidad crítica del eje y se mantienen a
velocidades mayores. A veces se pueden
eliminar mejorando la fijación de los
componentes del rotor.
Engranajes dañados o desgastados
Frecuencias de encuentro Radial Las bandas laterales de las frecuencias de
entre las RPM del eje y el y encuentro de los dientes indican modulación
número de dientes del engranaje Axial (p.e. excentricidad) a una frecuencia igual a la
separación de las mismas. Solo puede ser
detectable con análisis de bandas muy
estrechas.
Holgura Mecánica 2 x RPM
Arrastre de correa defectuoso 1, 2, 3 y 4 x RPM de la correa Radial
Fuerzas y pares alternativos 1 x RPM y/o múltiplos para Principal- Recomendaciones adicionales: Combinar
desequilibrados. desequilibrios de orden superior mente radial medidas de RPM y velocidad de la faja para
chequear deslizamiento de la faja.
Turbulencia creciente Frecuencias de paso y armóni- Radial Los niveles crecientes indican turbulencias
Cavitación cos de álabes y vanos y crecientes.
Axial Recomendación para bombas: medir el pulso
de choque en el cuerpo de la bomba.
Vibraciones inducidas eléctricamente
1xRPM; 1 ó 2 veces la Radial Bandas laterales ocurren al pasar por
frecuencia síncrona y múltiplos de las RPM.
Axial Deben desaparecer al cortar la energía.
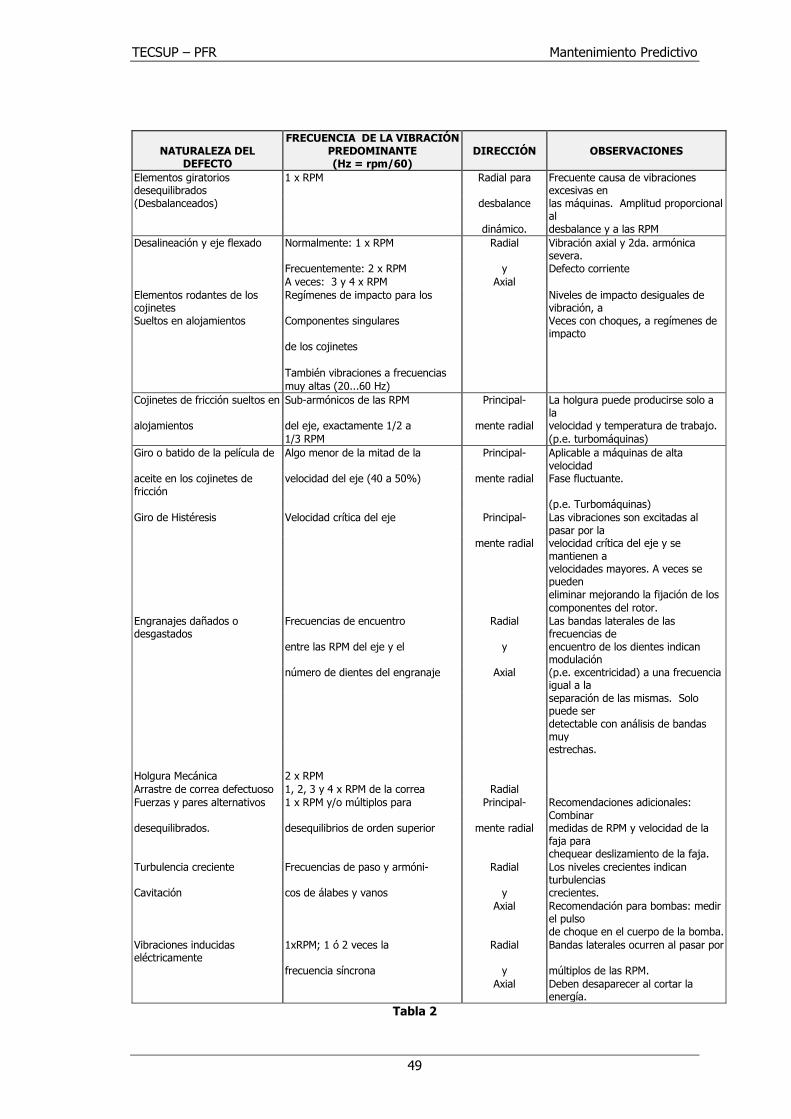
Tabla 2
Mantenimiento Predictivo TECSUP – PFR
50
4. TRANSDUCTORES (SENSORES)
Los transductores o sensores son los elementos que van a colocarse en el punto a ser medido y nos van a servir para la adquisición de datos los cuales estarán conectados a equipos que pueden ser de diferente naturaleza, por ejemplo, se tienen equipos portátiles con los cuales sólo se pueden tomar niveles de vibración total, y equipos recolectores y analizadores con los que se puede recolectar datos, analizar datos con espectros FFT y además, pueden conectarse con un software, lo cual va a ser posible que éstos sean analizados en una computadora personal, o es más, los transductores pueden conectarse en forma permanente y los datos van a llegar de manera continua a una central computarizada para su chequeo constante. 4.1. TIPOS DE MEDICIÓN DE VIBRACIONES
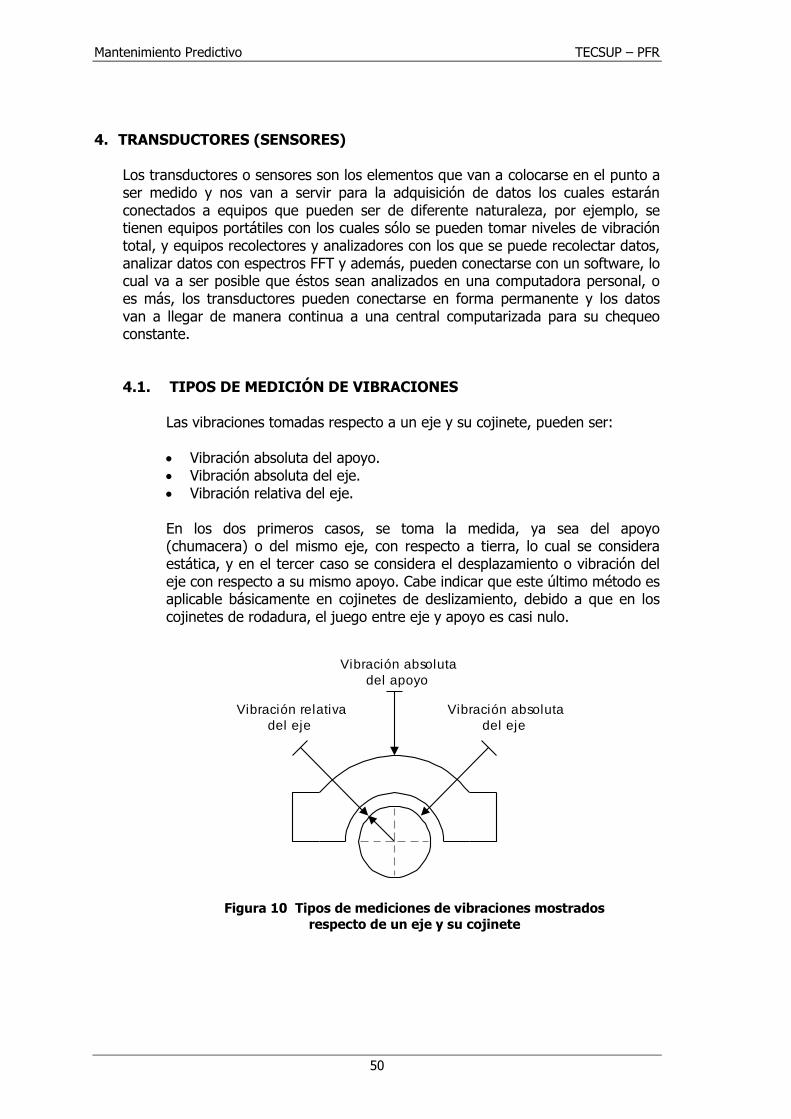
Las vibraciones tomadas respecto a un eje y su cojinete, pueden ser:
Vibración absoluta del apoyo. Vibración absoluta del eje. Vibración relativa del eje.
En los dos primeros casos, se toma la medida, ya sea del apoyo (chumacera) o del mismo eje, con respecto a tierra, lo cual se considera estática, y en el tercer caso se considera el desplazamiento o vibración del eje con respecto a su mismo apoyo. Cabe indicar que este último método es aplicable básicamente en cojinetes de deslizamiento, debido a que en los cojinetes de rodadura, el juego entre eje y apoyo es casi nulo.
Figura 10 Tipos de mediciones de vibraciones mostrados
respecto de un eje y su cojinete
Vibración relativa
del eje
Vibración absoluta
del eje
Vibración absoluta
del apoyo
TECSUP – PFR Mantenimiento Predictivo
51
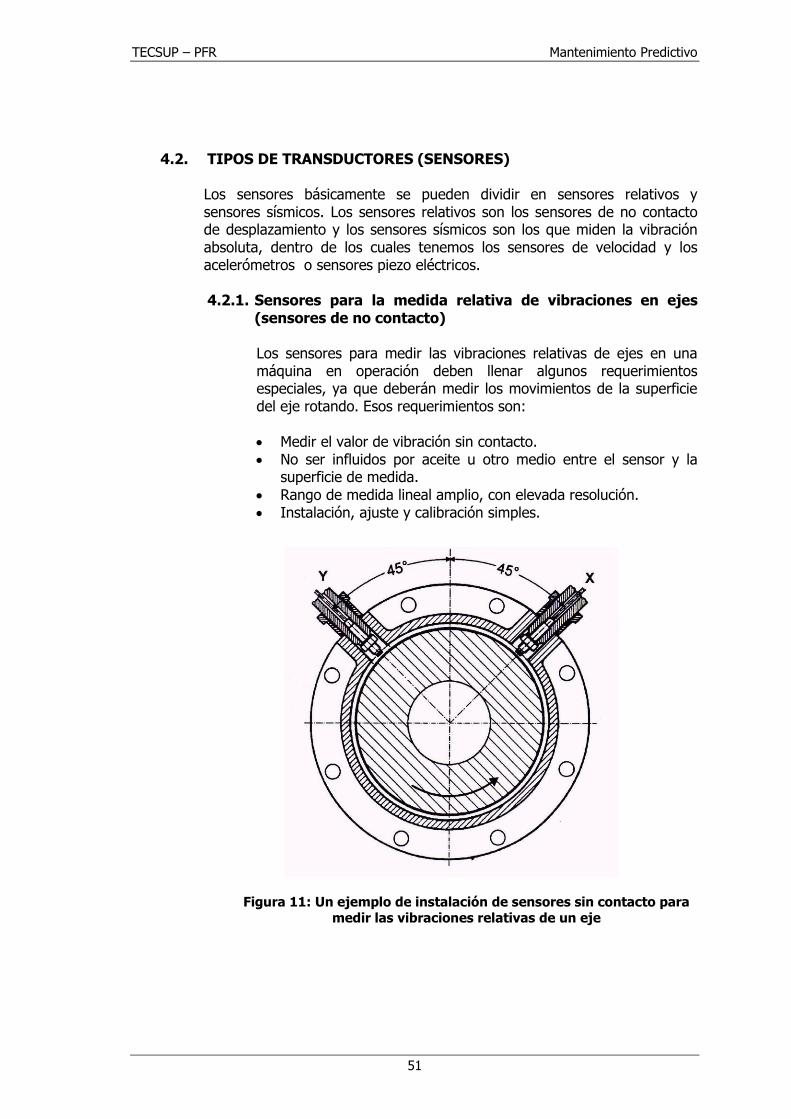
4.2. TIPOS DE TRANSDUCTORES (SENSORES)
Los sensores básicamente se pueden dividir en sensores relativos y sensores sísmicos. Los sensores relativos son los sensores de no contacto de desplazamiento y los sensores sísmicos son los que miden la vibración absoluta, dentro de los cuales tenemos los sensores de velocidad y los acelerómetros o sensores piezo eléctricos.
4.2.1. Sensores para la medida relativa de vibraciones en ejes
(sensores de no contacto)
Los sensores para medir las vibraciones relativas de ejes en una máquina en operación deben llenar algunos requerimientos especiales, ya que deberán medir los movimientos de la superficie del eje rotando. Esos requerimientos son:
Medir el valor de vibración sin contacto. No ser influidos por aceite u otro medio entre el sensor y la
superficie de medida.
Rango de medida lineal amplio, con elevada resolución. Instalación, ajuste y calibración simples.
Figura 11: Un ejemplo de instalación de sensores sin contacto para medir las vibraciones relativas de un eje
Mantenimiento Predictivo TECSUP – PFR
52
De los tipos de sensores disponibles y posibles (capacitivos, inductivos, a corrientes de Foucault o Eddy), el tipo de corrientes parásitas en el más ampliamente usado mundialmente como resultado de sus características. Método a corrientes Eddy El método de corrientes Eddy opera basado en el principio de que el campo magnético producido en una bobina por una corriente alterna induce corrientes parásitas en cualquier material conductor próximo a esa bobina. Esas corrientes parásitas tienen el efecto de extraer potencia de la bobina por medio del campo magnético. Esa extracción de potencia es mayor si el material conductor es más denso, o si una mayor parte del campo magnético actúa sobre el material por aproximarse a la bobina. Ese efecto se manifiesta como una pérdida en la amplitud de la tensión del convertidor (oscilador). Después de ser rectificada y procesada la señal, el efecto se convierte en una señal de medida normalizada proporcional a la distancia entre la bobina y el
material conductor. (típicamente del orden de 8 mV/m). Ventajas: Puede ser usado con cualquier material conductor, no es influído por cualquier material dieléctrico como aceite o agua en el entrehierro; el recambio del sensor es posible sin recalibraciones; y hay una mínima influencia de magnetismo residual. Desventajas: Las mediciones pueden ser alteradas por una estructura no homogénea del material del eje. Esto es conocido como “runout” o conocimiento de la excentricidad. Características: Las características mecánicas y eléctricas de las cadenas de medida a corrientes Eddy están detalladamente descritas en la Norma API 670 (8). Por lo tanto esa Norma es usada internacionalmente para evaluar las mediciones de este tipo. Otros requerimientos están contenidos en la Norma Din 45 670 (9). Hoy en día puede hacerse una distinción entre dos tipos constructivos de sensores a corrientes Eddy: La cadena de medida con componentes discretos, consistente
del sensor con un cable integral, un cable de extensión, y un convertidor (oscilador). (Fig. 12)
TECSUP – PFR Mantenimiento Predictivo
53
Figura 12
Ejemplo de una cadena de medida de corrientes Eddy como se usa en la vigilancia permanente de la vibración de ejes en máquinas.
El sensor con convertidor incorporado y cable de extensión. (Fig. 13).
Figura 13 Vista en corte de un sensor a corrientes Eddy con oscilador
incorporado (VIBRONECS). La bobina es visible en el extremo. El circuito miniaturizado contiene el oscilador (10).
Mantenimiento Predictivo TECSUP – PFR
54
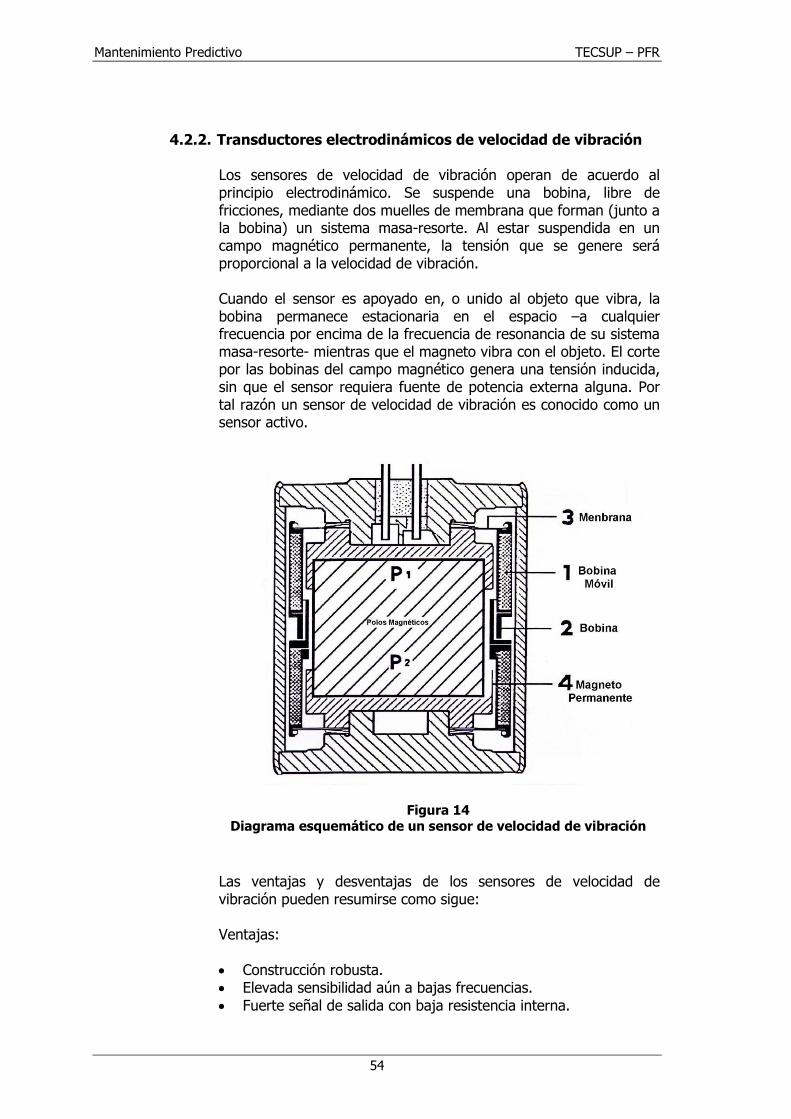
4.2.2. Transductores electrodinámicos de velocidad de vibración
Los sensores de velocidad de vibración operan de acuerdo al principio electrodinámico. Se suspende una bobina, libre de fricciones, mediante dos muelles de membrana que forman (junto a la bobina) un sistema masa-resorte. Al estar suspendida en un campo magnético permanente, la tensión que se genere será proporcional a la velocidad de vibración. Cuando el sensor es apoyado en, o unido al objeto que vibra, la bobina permanece estacionaria en el espacio –a cualquier frecuencia por encima de la frecuencia de resonancia de su sistema masa-resorte- mientras que el magneto vibra con el objeto. El corte por las bobinas del campo magnético genera una tensión inducida, sin que el sensor requiera fuente de potencia externa alguna. Por tal razón un sensor de velocidad de vibración es conocido como un sensor activo.
Figura 14 Diagrama esquemático de un sensor de velocidad de vibración
Las ventajas y desventajas de los sensores de velocidad de vibración pueden resumirse como sigue: Ventajas: Construcción robusta. Elevada sensibilidad aún a bajas frecuencias.
Fuerte señal de salida con baja resistencia interna.
TECSUP – PFR Mantenimiento Predictivo
55
Sensor activo, no requiere fuente de alimentación. Impermeable, estanco al aceite y al vacío, resistente a
productos químicos agresivos (carcaza de inoxidable).
Desventajas:
Frecuencia superior limitada a 2.000 Hz. Sensible a campos magnéticos fuertes.
4.2.3. Transductores de aceleración de vibración (pieza eléctrica)
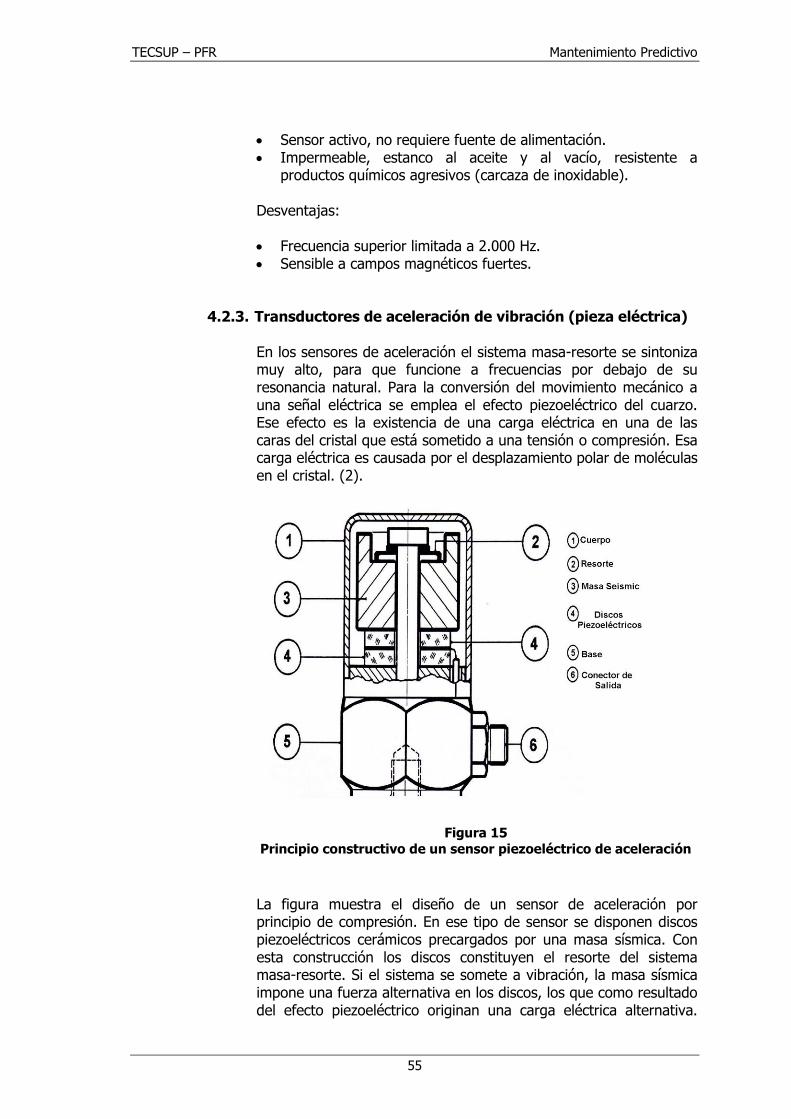
En los sensores de aceleración el sistema masa-resorte se sintoniza muy alto, para que funcione a frecuencias por debajo de su resonancia natural. Para la conversión del movimiento mecánico a una señal eléctrica se emplea el efecto piezoeléctrico del cuarzo. Ese efecto es la existencia de una carga eléctrica en una de las caras del cristal que está sometido a una tensión o compresión. Esa carga eléctrica es causada por el desplazamiento polar de moléculas en el cristal. (2).
Figura 15
Principio constructivo de un sensor piezoeléctrico de aceleración
La figura muestra el diseño de un sensor de aceleración por principio de compresión. En ese tipo de sensor se disponen discos piezoeléctricos cerámicos precargados por una masa sísmica. Con esta construcción los discos constituyen el resorte del sistema masa-resorte. Si el sistema se somete a vibración, la masa sísmica impone una fuerza alternativa en los discos, los que como resultado del efecto piezoeléctrico originan una carga eléctrica alternativa.
Mantenimiento Predictivo TECSUP – PFR
56
Esa carga es proporcional a la aceleración de la vibración, y se convierte en tensión mediante un amplificador de carga. Como resultado de la técnica constructiva se pueden obtener frecuencias de resonancia muy altas. En el caso de los acelerómetros para aplicaciones industriales el límite superior de frecuencias es de aproximadamente 20 kHz, y el inferior puede ser de 1 Hz. Las ventajas y desventajas de los sensores de aceleración pueden ser resumidas como sigue:
Ventajas:
Construcción robusta. Insensibles a campos magnéticos. No son unidireccionales. Reducidas dimensiones. Carcaza de inoxidable sellada herméticamente.
Desventajas:
Sensor pasivo, requiere potencia externa para operar. Baja sensibilidad a bajas frecuencias.
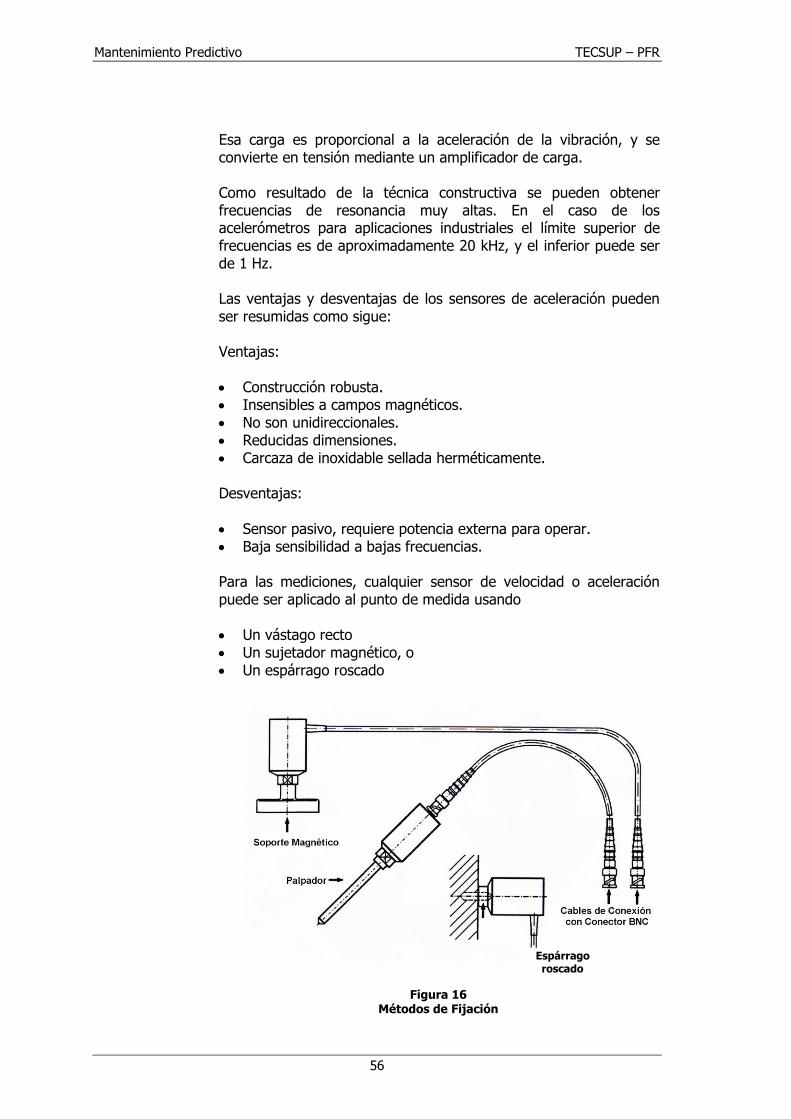
Para las mediciones, cualquier sensor de velocidad o aceleración puede ser aplicado al punto de medida usando
Un vástago recto Un sujetador magnético, o Un espárrago roscado
Figura 16 Métodos de Fijación
Espárrago roscado