analysis of a gasification plant fed by woodchips...
TRANSCRIPT

ANALYSIS OF A GASIFICATION PLANT FED BY WOODCHIPS
INTEGRATED WITH SOFC AND STIG CYCLES
Master thesis
Author: Andrea Mazzucco Supervisor: Masoud Rokni External supervisor: Anna Stoppato
September 2011 M. Sc. Student Study nr. : 103822
DTU- University of Denmark Thermal Energy System.
Università degli Studi di Padova, Italy - Laurea Magistrale in Ingegneria Energetica.

2

3
Preface
This project has been developed at DTU (Department of Mechanical Engineering, Kongens Lyngby, Denmark) under the supervision of Professor Masoud Rokni and Professor Anna Stoppato (Department of Mechanical Engineering, Padova, Italy). At first I want to thank my family for giving me the great chance to study in Denmark and to experience life and work with people from all over the world. I am also grateful to Professor Masoud Rokni, to the staff of D.T.U.‟s Mechanical Engineering Department and to Professor Anna Stoppato for helping me in carrying out the project. At the end I think about all the friends and people that I have met in Denmark and I thank them for all great moments we had together. Kongens Lyngby 21st of August 2011
Andrea Mazzucco

4
Nomenclature
HHV high heat value [kJ/kg]
LHV Low heat value [kJ/kg]
LHV0 dried biomass Low heat value [kJ/kg]
U moisture content [kgH2O/kg]
r water heat of vaporization [kJ/kg]
rc compressor ratio [-]
η energetic efficiency [-]
ψ exergetic efficiency [-]
T temperature [°C]
OT Operative temperature [°C]
ITT Inlet turbine temperature [°C]
p absolute pressure [bar]
ΔG variation in the Gibbs free energy [kJ/kg]
Ż component cost rate [€/h]
W work [kJ/kg]
R universal gas constant [kJ/(kg K)]
Uf utilization factor [-]
P power [kW]
q heat flow [kW]
h enthalpy [kJ/kg]
s entropy [kJ/kg]

5
x vapor quality [kgSteam/kgTOT]
U internal energy [kJ/kg]
Ċ cost rate [€/h]
ċ specific cost rate [€/kWh]
Ė exergy flow [kW]
y woodchips price
I investment cost
m mass flow [kg/s]
A surface area [m2]
K overall heat transfer coefficient [kW/(m2 K)]
int interest rate [%]
ri rate of inflection [%]
qi interest factor [-]
f annuity factor [-]
n equipment lifespan [years]
M maintenance factor [-]
CP construction period [years]
Hr operating hours [hours/year]
Δr cost difference factor [%]
f exergoeconomic factor [%]
ε relative exergy destruction [%]

6
Abreviations
DNA, Dynamic Network Analysis EES, Engineering Equations Solver SOFC, Solid Oxide Fuel Cell LHV, Low Heat Value HHV, High Heat Value HRSG, Heat Recovery Steam Generator TEC, Theory of the Exergetic Cost O&M, Operating and Maintenance PEC, Purchase Equipment Cost DC, Direct Cost IC, Indirect Cost LPT, Low Pressure Turbine HPT, High Pressure Turbine PV, Photovoltaic

7
Superscripts
0 reference state or ideal part r residual part CI investment cost OM operating and maintenance cost TOT total
Subscripts
0 dried biomass or ideal part irr irreversible el electric max maximum f factor GEN1 generator 1 GEN2 generator 2 amb ambient mean thermodynamic mean temperature m molar n reduced or iteration number l liquid v vapor k kth component P product F fuel q heat flow in inlet

8
out outlet L lost D destroyed

9
TABLE OF CONTENTS
Preface ..................................................................................................................................... 3
NOMENCLATURE...................................................................................................................................... 4
Abreviations ........................................................................................................................................ 6
Superscripts ........................................................................................................................................ 7
Subscripts ............................................................................................................................................. 7
1 INTRODUCTION ................................................................................................................................. 13
2 BIOMASS ENERGY ................................................................................................................. 15
2.1 Ligno-cellulosic biomass ..............................................................................................16
2.2 Price of ligno-cellulosic biomass ..............................................................................19
2.3 Woodchips .........................................................................................................................20
2.4 Cultivation area ...............................................................................................................23
3 GENERAL ASSUMPTIONS AND TECHNOLOGIES ................................................................... 25
3.1 Power plant bloch scheme ..........................................................................................25
3.2 General assumptions .....................................................................................................26
3.2.1 Plant efficiency, size and cultivation area estimate................................... 28
3.3 Gasification process and technologies ..................................................................31
3.3.1 Viking gasification plant (D.T.U.)…..……………………………………….....…33
3.3.2 Upscale of the Viking plant ...............................................................................34
3.4 Introduction to fuel cells and SOFC .........................................................................36
3.4.1 General fuel cells features: equations and reactions................................36
3.4.2 Solide Oxide Fuell Cells (SOFC)features ........................................................39
3.5 Introduction to STIG cycle ........................................................................................43
3.5.1 STIG cycle’s thermodynamic aspects ..........................................................43
3.5.2 STIG cycles’s efficiency ........................................................................................45
3.5.3 STIG cycle technical issues ................................................................................47
4 ANALYSED INTEGRATED POWER PLANT ............................................................................. 49
4.1 Layouts and DNA models ............................................................................................49
5 COMPARISON POWER PLANTS ............................................................................................. 57
s5.1 Two section power plants .........................................................................................57
5.1.1 Gas – SOFC cycles ....................................................................................................... 57
5.1.2 Gas – GT cycles ............................................................................................................. 59
5.1.3 Gas – STIG cycles......................................................................................................... 60
5.2 Three section power plants ........................................................................................63
5.2.1 Gas – SOFC – GT .......................................................................................................... 63
6 THERMODYNAMIC ANALYSIS RESULTS ............................................................................... 67
6.1 Optimized systems .........................................................................................................67

10
6.1.1 Comparison parameters ......................................................................................... 69
6.2 Thermodynamic results ...............................................................................................69
6.2.1 Comparison power plants’ results ...................................................................... 69
6.2.2 Integrated power plant’s results ......................................................................... 70
6.2.3 CO2 emission ................................................................................................................. 70
6.2.4 Comments and comparisons about results .................................................... 73
6.2.5 Best performing power plants ............................................................................. 74
7 EXERGETIC AND THERMOECONOMIC ANALYSIS................................................................. 76
7.1 Fundamentals of thermoeconomics .......................................................................76
7.2 Component equations ...................................................................................................78
7.2.1 Dryer ................................................................................................................................ 78
7.2.2 Gasifier ............................................................................................................................ 80
7.2.3 Gas cleaner .................................................................................................................... 81
7.2.4 Blowers ........................................................................................................................... 82
7.2.5 Heat exchangers ......................................................................................................... 83
7.2.6 Mixer ................................................................................................................................ 85
7.2.7 Throttle ........................................................................................................................... 85
7.2.8 Splitter ............................................................................................................................. 86
7.2.9 Burner ............................................................................................................................. 87
7.2.10 SOFC ............................................................................................................................... 88
7.2.11 Turbines ....................................................................................................................... 90
7.2.12 Electric generator ................................................................................................... 91
7.2.13 Condenser .................................................................................................................... 92
7.2.14 Pump ............................................................................................................................. 93
7.3 Other auxiliary equations ............................................................................................94
7.4 Cost rates ............................................................................................................................95
7.4.1 Estimate of total capital investment ................................................................. 95
7.4.2 Cost rates calculation ............................................................................................ 101
7.5 Thermoeconomic and exergetic results ............................................................. 103
7.5.1 Linear equation system ........................................................................................ 103
7.5.2 Exergetic analysis ................................................................................................... 103
7.5.3 Evaluation parameters......................................................................................... 105
7.5.4 Price of electricity ................................................................................................... 107
7.5.5 SOFC purchase cost analysis for an even price of electricity .............. 108
7.5.6 Price of electricity – future scenario .............................................................. 109
8 ECONOMIC ANALYSIS ......................................................................................................... 113
8.1 Economic data ............................................................................................................... 113
8.2 Calculated economic parameters .......................................................................... 114
8.2.1 Net Present Value (NPV) ...................................................................................... 114
8.2.2 Payback time (PB) .................................................................................................. 115
8.2.3 Profitability factor (Pf) ......................................................................................... 116
8.3 Economic results .......................................................................................................... 116
CONCLUSIONS ....................................................................................................................... 122

11
References ......................................................................................................................... 125
Appendix A ........................................................................................................................ 127
Appendix B ........................................................................................................................ 194

12

13
1. Introduction
The aim of the entire project is to evaluate whether analysed power plants
are both thermodynamic efficient and economically convenient. Indeed
profitable
power plants with a well known fossil fuels based technology, employing a
renewable source, could accelerate “green” electric power‟s spread within
the market. Furthermore it has to be noticed that such a plant may clear
the way for a larger use of a renewable source to produce energy in a both
sustainable and continous way.
Therefore admitting that woodchips and biogas (produced from them) can
be easily supplied and stored, only thermodynamic convenience and
economically competitiveness in energy production have to be proved.
Common power plants fed by biomass usually show low values for both
electrical efficiency and electrical power in comparison with standard fossil
fuels plants: Rankine cycle plants usually have a net electric power around
10-20 MW and efficiency around 25-28 %; lower values are obtained with
ORC and Stirling engines.
This fact becomes more important considering power plants fed by biogas
and high efficiency gas cycle fed by natural gas.
The main reasons is that biogas LHV is much lower than natural gas LHV
(up to five), so lower specific works occur and the electrical power could
not be so high in order to consider reasonable cultivation areas. Also
economic considerations should be made: with low power values, costs of
investment must be contained and, therefore, optimized systems can not
be constructed. At the end, plant efficiency and electrical power are linked:
high efficiency values could no be reached with low power common
technologies.
In order to maximize electrical power and plant efficiency with all the
“biomass restrictions” (low LHV, big cultivation areas) new technologies
should be studied. Technologies based on gasification are about to reach
the market; this will allow syngas production for fuel cells plants that should
be able to achieve higher efficiency.
Among different fuel cells under development today, solid oxide fuel cell
(SOFC) are particularly interesting because of their high operating
temperature (ca. 800 °C – 1000 °C).
High temperature allows the use of non-noble catalysts, which are less
expensive and insensitive to certain fuel contaminants. Furthermore, their
use contributes to suitability of integration with gas turbine (GT) cycles.
This enables improved overall efficiency with respect to an individual
system. However, the power ratio of SOFC to GT is high because SOFC is

14
more efficient than GT in terms of energy conversion. This makes the
combined system costly. Therefore, an improvement of GT efficiency is
essential from this point of view.
Because of all these reasons in this work a high efficient gas cycle has
been studied: steam injected gas turbine (STIG) cycle.
With a given electrical power value (referred to reasonable cultivation
areas values) in order to maximize plant efficiency, three different STIG
cycle layouts have been considered for the whole three sections plants:
gasification – SOFC – STIG cycles.
First part of the work is aimed to briefly present single technologies, STIG
cycle layouts and main assumptions considered for the analysis.
In the second part of the work simpler plants with different layouts have
been studied in order to thermodynamically comparise the achieved results
(comparisons have been carried out among plants with the same electrical
power).
Furthermore a thermoeconomic analysis of the chosen plants (best plants
in term of performances) for the comparison has been carried out.
Third part presents economic analysis and conclusions.
Design and calculations of gasification process are based on two-stage 70
kW gasifier developed at the Technical University of Denmark (DTU). Two
stage gasification process can be modified in order to upscale it for higher
powers.
Thermodynamic simulations have been run by means of DNA (Dynamic
Network Analysis) a component-based simulation tool for energy systems
analysis developed at the Thermal Energy Systems department (DTU).
Thermoeconomic analyses have been carried out with EES (Engineering
Equation Solver), a simultaneous equation solver suitable for power plants
analysis.
At the end of the project main DNA and EES codes used for the analysis
are reported.

15
2. Biomass energy
Biomass is a class of organic compounds, which originate from living
organisms with carbon matrix. The term biomass is introduced to indicate
all the organic materials (vegetable or animal) that has not undergone any
process of fossilization and could be used for energy production. Therefore
all fossil fuels (oil, coal, gas, etc. ..) can not be considered as biomass. The
process behind their formation is the "photosynthesis" by which these
organisms are capable of converting solar energy into chemical energy
necessary for their sustenance and growth (in the form of glucose:
C6H12O6).
This reaction protagonists on one side of the light energy from the sun, the
other the CO2 absorbed from the surrounding atmosphere (plus also some
substances absorbed from the soil through the roots, such as nitrogen,
phosphorus, and sulfide, in the form of hydrogen sulfide). Regarding the
simplified expression in chemical terms:
6CO2 + 6H2O + Energy → C6H12O6 + 6O2
From this point of view, therefore, it can be assumed as a solar energy
storage system, and it is in these terms that make sense talking about it as
directly coming from the sun.
Biomasses are also included among the renewable sources since the CO2
emitted by combustion does not increase carbon dioxide in the
environment, but it is the same that the plants have absorbed the first to
develop and that they would return, at the end of their life cycle, into
atmosphere through normal degradation processes of organic matter. So
the plant, during a subsequent combustion process consumes oxygen
previously released into the atmosphere and the carbon used for growth.
Basically, these emissions are within the normal carbon cycle and are in
equilibrium between CO2 emitted and absorbed.
You may then consider it as a system with outgoing thermal energy and
solar energy input balancing carbon dioxide at the local level (between
input and output). The use of biomass then accelerates the return of CO2
into the atmosphere, making it again available to plants. Basically, these
emissions are within the normal carbon cycle and are in equilibrium
between CO2 emitted and absorbed.
The difference with fossil fuels is so much deeper: the carbon released into
the atmosphere is carbon fixed in the ground that no longer belongs to the
carbon cycle, but it is permanently attached to the ground. In this case you
go to release into the atmosphere real "new" CO2.

16
Biomasse can be used to produce a wide range of fuels: solid fues (pellets,
chips), liquid fuels (ethanol, biodisel) and gaseous (biogas) too.
Application of those fuels is wide too; they can be used for electric power,
thermal energy productions or as a fuel in trasnsport systems.
Main benefits are: reduction of greenhouse gas emissions and less waste
to be sent to landfills.
It is also possible to reuse the ash output, selling it as a material for the
cement industry (as for coal ashes).
Another advantage in comparison to other renewable sources is that
biomasses could be easily stored (without thermodinamic or structural
problems, only problems of volume occur) so that their energy conversion
is not sensitive of reliability problems that penalize the energy production
from renewable sources as solar, wind and hydroelectric energy.
Draw energy from biomass reduces waste products from human activities
and dependence on fossil fuels such as natural sources of oil in order to
generate electricity. A source of “clean energy” on which the EU has
decided to invest like renewable source.
The energy recovery from organic materials contributes to the production
of thermal energy plants and with medium or large size can also produce
electricity, helping to limit emissions of carbon dioxide and then the
commitments of the Kyoto Protocol.
Finally, as already mentioned, it is correct to invalidate the overall
production of carbon dioxide by a single local point of view. In fact in order
to have a global energetic and environmental point of view, primary energy
consumption and emissions due to harvesting, transport, and conversion
processes must be considered.
2.1 Ligno-cellusosic biomass
Biomass includes various materials of biological origin, waste reuse of
agricultural activities in special power stations in order to produce electric
or thermal energy. It is usually farming and industry waste.
It is possible to consider:
• plant species cultivated for the purpose
• timber for firewood
• agricultural and forestry residues
• food industry waste
• farm waste
• municipal waste (only the organic fraction)

17
Among these, three kinds of biomasses are identified:
- Oil biomasses (for example: soia, rape-seed)
- Sugar biomasses (sugarcane, sorghum)
- Ligno-cellusosic biomasses
We can quickly say that oil biomasses are usually used in oil extraction
processes (both mechanical and chemical) in order to produce vegetable
oil for stationary engines or to produce bio-diesel for transportation
systems, while sugar biomasses are mostly used in a fermentation
processes to obtain bio-ethanol (gasoline natural substitute).
Ligno-cellulosic biomass refers to plant biomass that is composed of
cellulose, hemicellulose, and lignin. The carbohydrate polymers (cellulose
and hemicelluloses) are tightly bound to the lignin. Ligno-cellulosic
biomass can be grouped into four main categories: agricultural residues
(including corn stover and sugarcane bagasse), dedicated energy crops,
wood residues (including sawmill and paper mill discards), and municipal
paper waste.
Ligno-cellulosic biomasses are mostly utilized to feed boilers or steam
generators in place of conventional fuels (oil, gas, coal, etc.). Ligno-
cellulosic biomass conversion for electricity production is essentially done
both by internal combustion plants (such as gas turbines and gas engines)
and by external combustion systems (such as steam plants, organic
Rankine cycles or Stirling engines).
For large thermal size systems (starting from 10 MW) the main available
technology is the traditional steam plant.
Organic Rankine cycles (ORC) are utilized with medium size systems and
for small size plants (10-50 kW) some Stirling engines are marketed.
The use of biomasses in gasification and pyrolysis processes allow to
construct large or medium size fuel cells plant with high electric efficiency.
The biogas is mostly composed of CH4 and CO2 (plus other sulfide
compounds as H2S) so that it is suitable for SOFC and for gas turbines
feeding.
A simple production chain of electric energy by ligno-cellulosic biomass
shown in Figure 2.1-1.
18
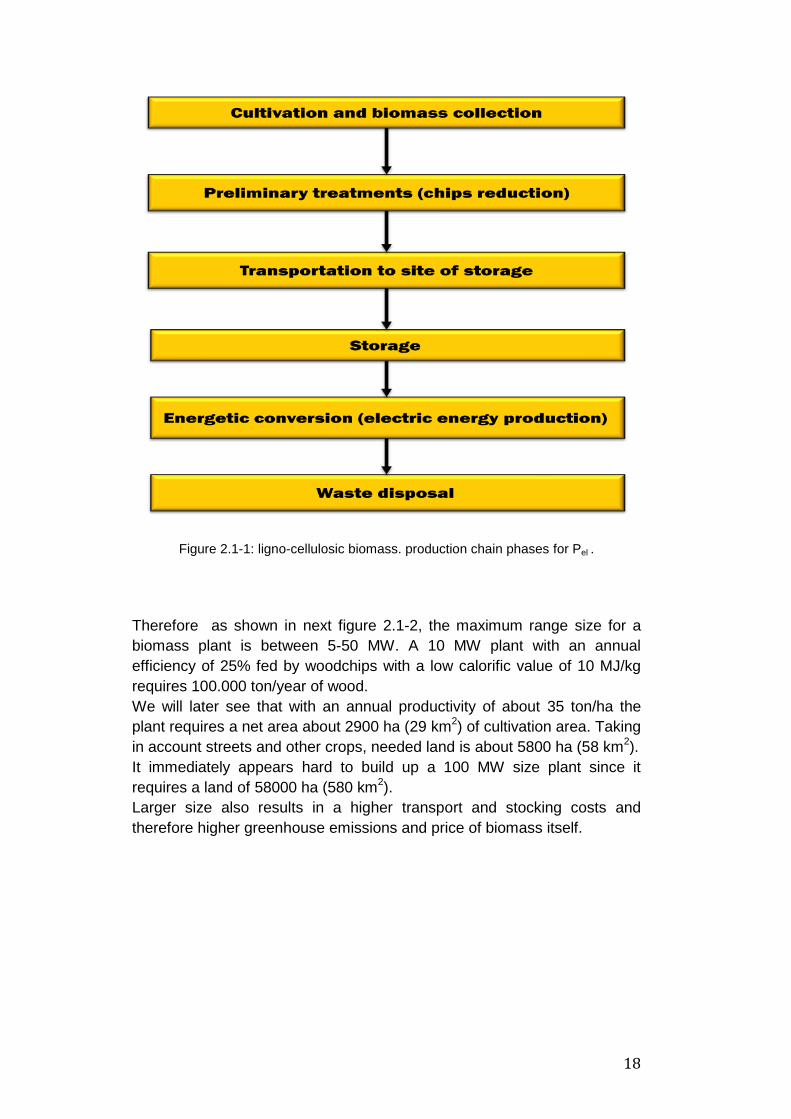
Figure 2.1-1: ligno-cellulosic biomass. production chain phases for Pel .
Therefore as shown in next figure 2.1-2, the maximum range size for a
biomass plant is between 5-50 MW. A 10 MW plant with an annual
efficiency of 25% fed by woodchips with a low calorific value of 10 MJ/kg
requires 100.000 ton/year of wood.
We will later see that with an annual productivity of about 35 ton/ha the
plant requires a net area about 2900 ha (29 km2) of cultivation area. Taking
in account streets and other crops, needed land is about 5800 ha (58 km2).
It immediately appears hard to build up a 100 MW size plant since it
requires a land of 58000 ha (580 km2).
Larger size also results in a higher transport and stocking costs and
therefore higher greenhouse emissions and price of biomass itself.

19
Figure 2.1-2: biomass plant classification for electrical production.
2.2 Price of ligno-cellusosic biomass
The price of ligno-cellulosic biomass is very hard to determinate since lots
of different conditions. Basically three main items can be distinguished:
- cultivation and biomass collection cost (or only collection cost for
residual/waste biomass);
- transportation cost;
- storage cost.
Storage cost is very difficult to determinate because it strongly depends on
the biomass material: different ligno-cellulosic biomasses may have
different collection periods and therefore different storage volumes.
In Table 2.2-1 are shown values (ref. [1]) for each item;
Cultivation and/or collection 15 – 150 [€/ton]
Transportation 6 – 15 [€/ton]
Tot (no storage cost is considered) 21 – 165 [€/ton]
Storage Unpredictable
Table 2.2-1: main values for each biomass cost items.
For the thermoeconomic analysis a total price of 85 [€/ton] will be
considered ref. [2].

20
2.3 Woodchips
Wood chips are a type of ligno-cellulosic biomass commonly utilized as a
solid fuel for buildings heating or in energy plants for electric power
generation. Referring to wood chips many sizes and compositions could
occur.
Figure 2.3-1: example of different wet wood chips shapes and sizes .
Dried wood chips composition and shape assumed in this paper is
acquired from ref. [3]. We consider wood chips made by “poplar” trees.
Figure 2.3-2: dried woodchips composition (mass base).

21
Main wood chips parameters are:
- ash content;
- chlorine, sulphur, nitrogen content;
- specific volume.
- moisture content; - heat value;
As it is shown in Table 2.3-1 and Figure 2.3-2., no chlorine is present.
Chlorine, sulphur, nitrogen traces are capable of forming sulphur and
nitrogen compounds (SOx, NOx) and hydrochloric and sulphuric acid (HCl,
H2SO4) in those situations problems of machines corrosion and erosion
may occur. High ash content results in high cost of ash disposal and
problems with fouling, corrosion and erosion of boilers and gasifiers.
Table 2.3-1: dried woodchips composition (mass base).
High specific volumes significantly affect transport and storage costs.
Since only dried part of the biomass is useful to energy production it is
important to define the RM ratio as in equation 2.3_1 to have an idea of
transport and storage costs that have a main influence on the total cost:
RM =mD + mW
mD
=1+U0 =1
1-U (2.3_1)
Moisture content is expressed by the following equations:
U =mW
mW + mD
; (2.3_2)
U0 =mW
mD
; (2.3_3)
Carbon (SOLID) 48,8 [%]
Oxygen 43,9 [%]
Hydrogen 6,2 [%]
Sulphide (SOLID) 0,02 [%]
Nitrogen 0,17 [%]
Ashes 0,91 [%]
TOT 100 [%]

22
U =
mW
mW + mD
=mW / mD
mW
mD
+mD
mD
=U0
U0 +1 ; (2.3_4)
They express water concentration of wood chips, referring to the total
mass (mW + mD) and to the dried mass (mD).
These parameters are useful to define the wet wood chips LHV. In fact
calorific value and moisture content are strictly connected; low and high
heat values expressed in MJ/kg are a linear function of moisture content.
The higher is moisture content the lower are both heat values.
It is demonstrated that wet wood chips low heat value (LHV) can be
expressed by the following equation:
LHV = LHV0 -U(LHV0 + r ) = LHV0 -U0
U0 +1(LHV0 + r )
(2.3_5)
With the dried low heat value (LHV0) given in Table 2.3-2 and a water heat
of vaporization (r) of 2.4 MJ/kg, a LHV value of zero is obtained for a 88 %
moisture (U). Therefore woodchips combustion can sustain itself with
moisture contents up to 65-70 %.
With those values the calculated LHV for this study is: LHV = 11,41
[MJ/kg].
Moisture (mass base) 33,2 [%]
LHV0 (dried wood chips) 18,28 [MJ/kg]
Specific heat 1,35 [kJ/(kg K)]
Table 2.3-2 important wood chips parameters.
In Figure 2.3-3 wood chips LHV and HHV are printed as a function of
moisture content with the parameters given upon.

23
Figure 2.3-3: LHV and HHV as a function of moisture content.
2.4 Cultivation area
Cultivation area is probably the most important parameter that affect on the
size of the plant to be chosen. With some previous hypothesis cultivation
area can be estimated from Eq. (2.4_1):
moisturencultivatioplant
el
ncultivatioLHV
HPA
36
(2.4_1)
The equation shows that some plant features, as electrical power Pel [MW],
operating hours per year (H), efficiency plant are needed for the
calculation. It means the power plant must be analysed to estimate a
reasonable efficiency value in order to estimate the cultivation area.
The dimension for the calculated cultivation area, Acultivation, would be in
km2.
Furthermore annual producivity of the cultivation area cultivation [ton.ha–
1year
–1] biomass LHV with considering moisture content must be known.
The dimensionless coefficient larger than unity is included in order to
consider additional occupied area such as new planted trees, non-grown
plants, streets, etc.

24
In order to be on the safe side, = 4 was assumed in this study.
Other assumed or calculated values are shown in the next Table 2.4-1:
Operating hours H 7000 [h/yr]
LHV 11,41 [MJ/kg]
cultivation 35 [ton.ha–1
year–1
]
Table 2.4-1: primary parameters values for eq. 2.4.1.
The efficiency of the plant will be calculated in the next paragraph, when
plant layouts will be discussed. The cultivation area will be printed as a
function of electrical power in order to determinate a reasonable range for
Pel suitable with a realistic value of Acultivation. The higher will be the
expected efficiency the lower will be the cultivation area.
We can briefly anticipate some observations: if Pel = 10MW and plant = 0.5
then the calculated cultivation area would be about 50.5 km2.
This value is realistic while the cultivation area for a 100MW plant and with
the same efficiency value would be unreasonable (approximately 505 km2).

25
3. General assumptions and technologies
In the first part of this chapter a basic three section power plant‟s block
scheme and general assumption for the analysis are presented.
In the second part an introduction to each single section‟s technology is
reported in order to give to the reader a larger point of view of their main
features and characterics.
3.1 Power plant block scheme
A general and basic block scheme for the whole integrated three section
plant is represented in Figure 3.1-1: inputs and outputs are reported in
order to depict most important mass flows and electric power exchanges
between in series sections and between each section and the
environment. As it is noticeable the power plant converts inlet moist
woodchips (plus air and water) into electric power by means of two
different units: SOFC and STIG sections. Indesired products of course are
generated: ashes, hydrogen sulfide and exhaust gases must be
considered as wastes.
Beside the inevitable heat loss associated to off gases (necessary for the respect of the second law of Thermodynamics) it should be noticed that in all proposed plants other energetic losses are caused by: - Ashes, tar;
- Hot hydrogen sulfide - Components heat losses.
Following figure is useful to understand general processes‟ order involved
in the energy conversion.
In next paragraphs all processes together with related general
assumptions used to carry out the analysis are presented.

26
Figure 3.1-1: block scheme of the integrated three section power plant.
3.2 General assumptions
STIG cycle was originally born in order to decrease NOx generation inside
the burner and of course emissions. That aspect is now almost useless
since outlet SOFC gases are almost completely N2 free.
Thus it is important to underline that we are interested (for thermodynamic
analysis) only in studying power‟s and efficiency‟s increases for the whole
system due to STIG cycle‟s introduction.
It is possible to distinguish between input data which are the same for all
layouts and data that depend on the particular studied model.
Indeed in order to reach a power close to 10 MWe for each layout main
data input values has to change (different efficiencies occur) as it will be
noticeable when each layout will be depicted.
Moreover for lall ayouts without the SOFC device a reasonable value of
1180 has been set for ITT in order to allow a correct functioning of the
turbine and considering the produced net power. For the same reason a
suitable value for injected water mass percentage has been considered.
For each layout different simulations have been carried out regarding
different values for the SOFC stack number SN. Considering a middle-way
between increasing power production (higher stack number) and
GAS SOFC STIG
Woodchips Pel cleaned
w-gas
usedfuel &
fluegas
Water
Off gases
Air
Air
Ash H2S
Pel

27
decreasing unit purchase cost (lower stack number) , stack number has
been set set in a range between 4000 and 6000. Furthermore different
reasonable values for utilization factor Uf have been considered too.
In following Tables 3.2-1 and 3.2-2 power plant‟s common data and
environment‟s data inputs are reported:
Section Parameter Value (range) Unit of measurement
Gasification pgasifier
OTgasifier
1
800
[bar]
[°C]
SOFC
SN
Uf
OTSOFC
(4000 – 6000)
(0,7 – 0,85)
650
[kgused-fuel/kginput-fuel]
[°C]
STIG
pin water - HRSG
Tin water - HRSG
mwater
Tcool-water in
Tcool-water out
1
15 (if no condenser)
<15%
15
35
[bar]
[°C]
[kgwaterl/kgmix]
[°C]
[°C]
Table 3.2-1: power plant’s common data inputs; all layouts.
State Parameter Value Unit of measurement
Environment (E) p0
T0
1
15
[bar]
[°C]
Table 3.2-2: ambient parameters’ data input; all layouts.
Environment‟s data input will be used also for the exergy calculation and
thus, as a starting point for thermoeconomic analysis.
Realistic pressure drops for heat exchangers (ref. [4]) have been
evaluated, considering fluids‟ density and viscosity. For SOFC device, it
has been been considered standard pressure drops, alredy included in
SOFC‟s DNA model (see Appendix A).
All pressure drops are listed in Table 3.2-3:

28
Pressure drop value [bar]
Component Hot side - fluid Cold side - fluid
Anode preheater 0,008 - usedfuel 0,008 - woodgas
Cathode preheater 0,008 - fluegas 0,008 - ambient air
Superheater 0,005 - exhaust gases 0,005 - steam
Vaporizer 0,006 - exhaust gases 0,005 - water/steam
Economizer 0,01 - exhaust gases 0,007 - water
Condenser 0,01 - steam 0,01 - water
Table 3.2-3: pressure drops for heat exchangers.
Even though water related pressure drops should be higher than gas ones,
as it will be noticed, a very small mass flow is associated to water streams
(about ten times smaller).
At the end power consumption (Pel,c) of auxiliary (blowers, pumps, control systems, etc.) is covered directly by means of the electric power production
(Pel,p); therefore the efficiency of such a plant is defined by the following equation:
h =Pel ,p - Pel ,c
Pw,in
(3.1_1)
Wood chips power input (Pw,in) can be calculated as the product of mass flow and low heat value. We already know LHV, Paragraph 3.2.1 woodchips mass flow will be estimated.
3.2.1 Plant efficiency, size and cultivation area estimate
We have already discussed about lignocellulosic biomass cultivation area
and about which parameters are involved in.
Regarding to Eq. 2.4_1 we need to define also efficiency plant and
electrical power in which we are interested.
For a plural sections plant in which it is possible to identify common
massive flows and energetic recovery, following equation 3.2_1 could be
used to calculate the efficiency that could be expected.
Plant efficiency is calculated as a function of components efficiency:

29
hplant =hgasification ×[hSOFC +hbottom.cycle ×(1-hSOFC)×e]
(3.2.1_1)
Where ηgasification, ηSOFC, ηbottom.cycle, ε, are defined by Eq. from 3.2.1_2, to
3.2.1_5:
hgasification =1-Ash, tar _ power _ losses
Woodchips_ power _ input (3.2.1_2)
hSOFC =Electric_ power _ SOFC
Woodgas_ power _ input (3.2.1_3)
hbottom.cycle =Electric_ power _bottom.cycle
Heat _ power _ input (3.2.1_4)
e =Exchanged_heat _ power
Heat _ power _ input (3.2.1_5)
The bottoming cycle we consider in here is obviously the STIG cycle.
The parameter ε is used to express heat transferred from SOFC cycle to
STIG cycle (where heat_power_input is the inlet heat power of the burner).
In next Table 3.2.1-1 parameters values assumed in this work, and typical
range values are reported.
Table 3.2.1-1:parameter values and usual range value .
As later we will discuss modelling of the gasification plant is based on the
high efficiency two-stage biomass gasification process developed at the
Technical University of Denmark (DTU). In order to obtain reasonable
cultivation areas low power are considered (Chapter 2.4), thus, small
power is needed for the STIG section so it cannot reach high efficiency
values typical of high power standard STIG cycles.
Parameter Range values Considered value
ηgasification (85 – 95 )% 90%
ηSOFC (45 – 60)% 50%
ηbottom.cycle (50 – 60)% 45%
ε (75 – 90)% 85%
ηplant / 62%

30
With an expected efficiency value of 62% we now can print Eq. 2.4_1 in
function of electrical plant power in order to identify a interesting balance
between power production and needed cultivation area.
Figure 3.2.1-1: Cultivation area estimate in function of produced electrical power
According to Figure 3.2.1-1 in order to obtain a reasonable value for the
cultivation area a plant size of 10 MW is selected. A cultivation area
In Table 3.2.1-2 main parameters values are reported for the selected
studied plant.
Gasification Section
ηgasification 90%
SOFC Section
ηSOFC 50%
STIG Section
ηbottom.cycle 45%
Whole Plant
ηplant (expected) 62%
Pel 10 [MW]
Cultivation Area
Acultivation 47,6 [km2]
Wood Chps Input
mwood chips 1,41 [kg/s]
Table 3.2.1-2: main plant parameters values.
020406080
100120140160180200220240260280300320340360380400420440
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100
Cultivation Area estimate [km2 ] - Elecrical Power [MW]

31
Wood chips mass flow could be calculated with eq. 3.2.1_6:
mwoodchips =Pel
hplant × LHVmoisture
(3.2.1_6)
Once again it is important to underline that these previous calculations
have been done with an estimated plant efficiency value. They are useful
as a starting point to identify a realistic cultivation area and a wood chips
mass flow used as input for the model.
Later optimized values will be determinated and real main parameters
values will be the output of the modelling.
3.3 Gasification process and technology
Thermochemical gasification is the conversion by partial oxidation at
elevated temperature of a carbonaceous feedstock such as biomass or
coal into gaseous energy carrier (Bridgewater, 1995). It converts
carbonaceous materials, such as coal, petroleum, biofuel, or biomass, into
carbon monoxide and hydrogen by reacting the raw material at high
temperatures with a controlled amount of oxygen and/or steam. The
resulting gas mixture is called synthesis gas or syngas and is itself a fuel.
Gasification is a method for extracting energy from many different types of
organic materials.
This process is carried out in three main steps:
- Drying: moisture inside biomass (woodchips) is reduced down to 10-15 %
before the feedstock enters the gasifier.
- Pyrolysis process: chemical boundaries are broken to form volatile
components at temperature below 600 °C. Biomass consists of 75-85
percent volatile matter, therefore this step plays an extremely important
part in the global process. This process occurs as the carbonaceous
particle heats up. Volatiles are released and char is produced. The
process is dependent on the properties of the carbonaceous material and
determines the structure and composition of the char, which will then
undergo gasification reactions.
- Gasification: solid char, pyrolysis tars and gases are oxidized.
Temperatures are up to 700-800 °C. The process occurs as the char
reacts with carbon dioxide and steam to produce carbon monoxide and
hydrogen, via the reaction: C + O2 → CO2 .

32
Major reactions are:
- combustion: C + 1/2O2 ↔ CO;
- water-gas reaction: C + H2O ↔ H2 + CO;
- bounded reaction: C+CO2 ↔ 2CO;
- water shift reaction: CO + H2O ↔ CO2 + H2;
- methane reaction: C+2H2 ↔ CH2.
Main parameters influencing gasification process are:
- Pressure: it does have a great influence on system design and cost.
The higher is the pressure the higher are processing rates. However
pressurized gasifiers are more expensive than ambient pressure ones.
Pressure has a modest effect on gasification chemistry.
- Temperature: it is a crucial parameter since it affects gasification rates
and reactor design. Ash disposal is strongly influenced by it. Most
biomass gasifiers utilize dry ash removal systems; therefore ash
melting temperature (1100-1200 °C) must be avoided.
- Type of oxidant: oxygen or air are commonly utilized in gasifiers.
Using oxygen produces a better quality gas. Air gasification produces a
gas with about half of the calorific value due to the diluting effect of the
nitrogen. Steam may be used to increase hydrogen content in the gas.
The advantage of gasification is that using the syngas is potentially more
efficient than direct combustion of the original fuel because it can be
combusted at higher temperatures or even in fuel cells, so that the
thermodynamic upper limit to the efficiency defined by Carnot's rule is
higher or not applicable. Syngas may be burned directly in internal
combustion engines, used to produce methanol and hydrogen or converted
via the Fischer-Tropsch process into synthetic fuel. Gasification can also
begin with materials that are not otherwise useful fuels, such as biomass or
organic waste. In addition, the high-temperature combustion refines out
corrosive ash elements such as chloride and potassium, allowing clean
gas production from “problematic” fuels.

33
3.3.1 Viking gasification plant (D.T.U.)
Modeling of the gasification plant is based on the two-stage biomass
gasification process developed at the Technical University of Denmark
(DTU). The process is a unique biomass gasfication process: It combine
stable unmanned operation, high coldgas efficiency (above95%) and low
tar content in the gas (<5 mg/Nm3).
Viking gasifier was established in 2002 and it had during 2003 more than
2000 hours of operation.
In Figure 3.3-1 (ref. [5]) the following components can be distinguished:
- drying and pyrolysis part;
- gasification part;
- exhaust superheater;
- air preheater;
- engine.
Figure 3.3-11: Basic layout of the Viking plant (ref. [5]).
In two-stage gasification process, the pyrolysis and the gasification
process are separated into two different zones. In between the pyrolysis
and the gasification zones, the volatiles from the pyrolysis are partially
oxidised. Hereby, most of the tars are decomposed into gas.
To enable high energy efficiency, the thermal energy in the gasification gas
and the exhaust gas is being used for drying, air preheating and for
pyrolysis.

34
Woodchips are entering drying and pyrolysis chamber reaching a
temperature of 500 °C. The gaseous mixture along with tars is partially
oxidized at 1000 °C in the gasification section. Ashes are separated from
the woodgas which comes out at 750 - 800 °C.
Drying, air preheating and pyrolysis are carried out by means of the
thermal energy inside the woodgas. In the exhaust superheat woodgas is
cooled down releasing its energy to warm up exhaust gases coming out
from the engine; then exhaust gases feed the drying and pyrolysis
chamber. To enable high energy efficiency, air for the oxidation is also
preheated by woodgas. After particles are removed, cleaned gas feeds a
Diesel engine where electric power is produced.
Main Viking plant features are listed below (ref. [5]):
- gasification at atmospheric pressure;
- low tar content in clean gas (< 5 [mg/Nm3]);
- stable unmanned operation;
- high coldgas efficiency of the gasification part (> 95 %);
- low environmental impact (clean condensate, high carbon conversion
ratio).
3.3.2 Upscale of the Viking plant
Since the Viking gasifier size is of about 70 kW (fuel), an upscale of the
plant is needed. A 1 MWe production and more could be reached in the
immediate future. In a medium size (3-10 MW thermal) two-stage
gasification plant, the pyrolysis and the gasification reactor can be of a
moving bed type, as the well known horizontal screw pyrolysis unit and a
vertical chamber.
Since produced steam from the dryer is used as the heat carrier for the
pyrolysis process, the two-stage gasification process is applicable for fuels
that are relatively wet. Fuels with moist content up to 60% can be gasified
with high efficiencies. This makes woodchips ideal for this process, which
however also will be able to use other biomass, sludge and selected solid
waste´s (ref [5]).
Drying process is carried out with superheated steam, so an external heat
source is needed for the purpose. In the upscaled gasification plant in
order to reach higher efficiency such a source is coincides with the engine
exaust gases.

35
The steam drying process offers following advantages (ref. [5]):
- Environment friendly drying: (no contamination of condensate) ;
- No fire hazards ;
- No loss of product ;
- Improved drying rate.
At the end other main features of the upgraded two-stage biomass
gasification process are reported:
- drying, pyrolysis and gasification with superheated steam;
- well suited for fuels with moist content of 40-60%;
- no fire hazards in dryer;
- low gasification temperature;
- higher H2 content in the clean gas;
- higher process rates.
Steam, as a gasification agent, also increases process rates; temperature
can be also lowered. In addition the hydrogen (H2) content is higher than
before and this make woodgas composition more suitable to feed a SOFC
plant.
The DNA model of previously described gasifier is represented in following
Figure 3.3.2-1:
Figure 3.3.2-1: DNA model for the gasification section.
Wood
SH GPH
Air
Steam
1 2
3 55
72
73
74
63
64
61
62
4
Dryer
GAS. Gas
Cl.
69
Splitter
Mixer
20
Ash
99
97
H2S

36
3.4 Introduction to fuel cells and SOFC
3.4.1 General fuel cells features: equations and reactions
A fuel cell is an electrochemical converting system. It could be considered
rather similar to a pile, but in the fuel cell there is no fuel storage: it needs
continuos fuel streams to correctly work.
Fuel cells operate a direct energy conversion from chemical fuel energy to
electrical energy. No thermal conversion is interposed between them, thus
the efficiency limit identified in the Second Law of Thermodynamics does
not affect the process performances, and high electrical effciency values
could be easily achieved.
Fuel cells working principle is rather simple: as shown in Figure 3.4.1-1
(ref. [6]), at the anode the hydrogen gas ionizes, releasing electrons and
creating H+ ions (protons).
2H2 4H+ + 4e-.
At the cathode, oxygen reacts with electrons taken from the electrode and
with H+ ions from electrolyte to form water.
O2 + 4H+ + 4e
- 2H2O.
To produce electricity anode and cathode are electrically connected. To
complete the circuit H+ ions must pass from anode to cathode; therefore
between them an ion conductor material (electrolyte) is placed. No
electrons should be allowed to pass through the electrolyte.
Fuel cell can be distinguished by the electrolyte that is used. The
electrolyte also affected the operating temperature. We now can consider
(ref. [4]) that six classes of fuel cell have emerged as viable systems for
the present and near future. Basic information about these systems is
given in next Table 3.4.1-1.
Fuel cell type Mobile ion Operating
temperature
[°C]
Applications
and notes
Alkaline (AFC) OH-
50-200 Space vehicles,
Proton exchange
membrane
(PEMFC)
H+
30-100
Vehicles and
mobile
applications and
for lower power
CHP systems

37
Direct methanol
(DMFC) H
+ 20-90
Suitable for
portable
electronic
systems of low
power, running
for long times
Phosphforic acid
(PAFC) H
+ ~220
Large numbers
of 200lW CHP
systems in use
Molten
carbonate
(MCFC)
CO32-
~650
Suitable for
medium- to
large-scale CHP
systems, up to
MW capacity
Solide Oxide
(SOFC) O
2- 500-1000
Suitable for all
sizes of CHP
systems, 2kW to
multi-MW
Table 3.4.1-1: Fuel cells’ general information.
Maximum work that an electrochemical cell can perform is equal to change
in the Gibbs energy as the reactants go to products.
Gibbs free energy is a function of temperature and pressure. For hydrogen
oxidation the change in the Gibbs energy can be written as (ref. [6]):
DG = Wel-max = DG0 (TSOFC)+ RTSOFC lnpH2O
pH2pO2
1
2
æ
è
ççç
ö
ø
÷÷÷ (3.4.1_1)
The maximum efficiency of a fuel cell is usually defined as:
hmax =Wel-max
LHVfuel
(3.4.1_2)
The higher is the temperature the higher is the theoretic efficiency.
Pressure can increase or decrease cell efficiency depending by the
number of moles of reactants and products.
The electric efficiency (stack efficiency) of a fuel cell is calculated as:
h =Wel
LHVfuel
(3.4.1_3)

38
Real efficiency is influenced by polarization, ohmic and activation losses;
therefore, in practice, fuel cells efficiency is higher at higher temperatures
and higher pressure.
Main electric carachteristcs are reported below:
Figure 3.4.1-1: General cuel cell electrical cachteristics.
For electric efficiency reasons not all the fuel reacts inside the fuel cell. To
guarantee the presence of non-oxidized fuel in all anode surface a fraction
of fuel input does not take part to the reaction. A utilization factor is
therefore defined:
U f =Mass_ reacted_ fuel
Mass_ input _ fuel (3.4.1_4)
Common values for utilization factor are between 0.75 and 0.90.

39
3.4.2 Solide Oxide Fuel Cells (SOFC) features
A Solid Oxide Fuel Cell (SOFC) is a high temperature fuel cell. It makes it
suitable to operate directly on natural gas, biogas, propane, hydrogen, coal
bed methane or other similar light hydrocarbons. The electrolyte consists
of a solid, nonporous metal oxide, typically Y2O3 (yttra) stabilized ZrO2
(Zirconia) with the anode made from CoZrO2 or NiZrO2 cermet, while the
cathode is made from Sr doped LaMnO3. The cell operates at 650 to 1000
°C such that conduction by oxygen ions through the electrolyte may occur.
Typically the state of art Zirconia based SOFC operates between 800 and
1100 °C.
The SOFC produces electricity electrochemically by converting the
chemical energy of the fuel directly into electrical energy thus increasing
the efficiency of power production: fuel streams and oxidant do not mix or
burn.
According to theory electrical efficiencies close to 70% are possible,
however units being sold on the market are demonstrating 60% electrical
efficiency or less. This however has proven already to be competitive with
incumbent technologies. Due to SOFC systems operating at between 500
– 950 °C they also enable onsite production of heat as well as power which
is being effectively utilized for residential and industrial combined heat and
power applications (ref [7]).
At the moment SOFC are starting to reach early commercial markets in the
portable power and micro CPH market due to the foresight of early
adopters, however the larger mega watt systems have yet to progress
beyond global demonstrations with strategic channel to market partners.
Channel to market partners sought in the following markets:
• Portable ;
• Micro CHP ;
• Generators ;
• Auxiliary power units for vehicles (APU).
Regarding construction features, high SOFC temperature, places stringent
requirements on the suitable materials. Nowadays SOFC with its solid
state components may in principle be constructed in two main
configurations:
• Planar cell technology: it has a superior stack performance (lower ohmic
losses) and a much higher power density. Another advantage is that low-
cost fabrication methods such as screen printing and tape casting can be
used. One of the major disadvantages is the need for gas-tight sealing

40
around the edge of the cell components. With this technology operating
pressure values are limited. Increasing temperature using an opposite-
stream configuration is now still in a development status.
Companies pursuing these concepts in the U.S. are Allied Signal
Aerospace Company, Ceramatec, Inc., Technology Management, Inc., and
Ztek, Inc. There are a number of companies also in Japan, in Europe, and
one in Australia developing these fuel cells (ref. [5]).
• Tubular cell technology: high temperature gas tight seals are eliminated;
thermal robustness and SOFC life are increased. Higher operating
pressure values could be easier reache than planar SOFC technology.
It has been developed at Westinghouse Electric Corporation since the late
1950s. This tubular SOFC is being demonstrated at user sites in a
complete, operating fuel cell power unit of nominal 25 kW (40 kW max)
capacity.
In next Figure 3.4.2-1 both technology configurations are shown.
Figure 3.4.2.-1 :Tubular and planar technology for SOFC
Referring to Figure 3.4.2 we now can briefly describe how it works.
The air is carried to the cathode, where oxygen is dissociated, yielding O2
anions. These migrate through the crystal structure of the electrolyte, going
on to oxidize the hydrogen atoms carried to the anode by the fuel. This
reaction yields electrons, heat and water.
Main cathode and anode reactions are:
Cathode: O2 + 4e- → 2O2
-
Anode: 2H2 + 2O2- → 2H2O + 4e
- 2CO + O2

41
2H2O + 4e- 2CO + O2
- → 2CO2 + 4e
-
Figure 3.4.2-1.: general SOFC scheme
Other advantages of the SOFC are that there is no liquid electrolyte with its
associated corrosion and electrolyte management problems, and with an
operating temperature much high and internal reforming can be achieved.
In fact as it has been anticipate SOFC can be fed by many different
gaseous fuels: methane (CH4), natural gas and woodgas. Operative
temperature provides the hydrogen needed at the anode by means of
reforming and water-gas shift reaction. The fuel reforming reaction
produces hydrogen and carbon monoxide from methane according to the
following equation:
CH4 + H2O ↔ 3H2 + CO
The water-gas shift reaction provides hydrogen and carbon dioxide from carbon monoxide and water according to the following equation:
CO + H2O ↔ H2 + CO2
Overall thermal efficiencies are high, typically in the 45 to 50% range for
conversion of the fuel (natural gas) bound energy to electricity on an LHV
basis. Also, the exhaust heat from the SOFC is at very high temperatures
(up to 1000 °C) and may be used in a bottoming cycle or recovered for the

42
generation of steam for cogeneration purposes which further increases the
efficiency.
With the addition of a bottoming cycle, the efficiency for converting the fuel
bound energy to electricity may be as high as 60% (on an LHV basis).
The bottoming cycle may consist of a gas turbine (may be fired) in the case
of an SOFC operating at high pressure (200 psi), while high temperature is
also conducive to fast reaction kinetics, and producing high quality exhaust
heat for cogeneration or for use in a bottoming cycle. High operating
pressure has not influence only in bottoming cycle performances: SOFC
show an enhanced performance with increasing cell pressure the
improvement is mainly due to the increase in the change of the free Gibbs
energy of reactants and products (Eq. 3.4.1_1).
Regarding to temperature, it has a strong influence in the conductivity of
materials. Ohmic losses decrease at high temperature and therefore SOFC
efficiency is increased.
On the contrary one of the main advantages of operating at lower
temperature is the possibility of using cheaper construction materials and
methods. Figure 3.4.2-2 shows the general SOFC DNA model:
Figure 3.4.2-2.: general SOFC DNA model.
Burner
CP
SOFC
AP
21 22 23
24
260
27
28
29
30
Air
25
20

43
3.5 Introduction to STIG cycle
STIG (Steam Injected Gas Turbine) systems have been at first developed
at General Electric and then studied by I. G. Rice and by Cheng (early
90ies).
STIG technology‟s primary aim was to reduce NOx both production, inside
the burner, and its emissions into the environment by mixing water or
steam with the inlet fuel stream of the burner.
Later the state of art of STIG‟s technology focused on the stem injection
directly into the burner (steam pressure in this cycle is slightly higher by 2–
3% than the pressure level in the CC for the purpose of steam injection).
The steam is produced with an energy recovery in HRSG by the off gases.
Therefore it means that steam inside the exhaust gases entering in the
HRSG, directly participates into itself production.
Thus it is important to underline that in a traditional CHP plant the
combination between cycles only results in a thermal integration, while in a
STIG cycle that integration is both thermal and massive.
Such a cycle is a particular mixed one called auto-CHP cycle.
Other important operating results in applying STIG tecnology are both
electrical power production and efficiency increases.
3.5.1 STIG cycle thermodynamic aspects
The term auto-CHP cycle was born in order to underline that steam stream
almost sustain itself by an heat ecxhange inside the HRSG. It also means
that the expanded flow inside the turbine both of a steam and of a gases
stream.
We may operate a thermodynamic approach to STIG cycle considering two
different ideal cycles (one for the steam and one the air/gases) in which
some processes are shared. This aspect results in a heating and
expansion of a mixing air/gases and steam flows inside the same
components‟ group.
Such processes have different thermodynamic resutls considering
distinguished elementary cycles and mixed stream cycle. However this
kind of analysis is useful to give simple informations about performances
improvement of the whole plant.
For steam cycle following processes may be distinguished:
44
Pumping and evaporation processes (as in a traditional Rankine cycle) ;
Superheating process to ITT (Inlet Turbine temperature) in the burner ;
Turbina expansion ;
Cooling process in the HRSG partecipating to itself production.
For air/gases cycle following processes may be considered:
Pressure increase in the compressor ;
Mixing with fuel and combustion inside the burner: superheating to ITT ;
Turbine expansion ;
Cooling process in the HRSG partecipating to steam production.
Regarding the major massive flow to be preheated inside the burner an
increased thermal input is required depending on the water content in the
mixed flow.
Since the evaporation pressure is equal to the burner pressure, the higher
is the water content the lower is the possibility to increase compressor
ratio, because it would mean an icreasing in the thermal input, as Eq.
3.5_1 shows:
DH = mw × r (3.5.1_1)
In other words a major compressor ratio means a higher burner pressure
and so a higher evaporating pressure and temperature, thus a lower heat
recovery occurs (exhaust gases are realeased outside HRSG at high
temperature).
It follows that the higher is the compresor ratio the lower is the water
massive flow that evaporates, so the lower is the moisture content. These
observations obviously result in different temperature profiles in the HRSG.
Depending on moisture content in the mixed stream, thus, both the amount
of the excheanged heat and the quality of the thermal couplingare
modified.
Main advantage of the STIG cycle is linked to the heat recovery in the
HRSG from the exhaust gases. This particular heat recovery occurs in an
auto-combination of the steam cycle: concept of partial auto-sustainment
cycle.

45
3.5.2 STIG cycle efficiency
Distinguished thermodynamic cycles approach has as a starting point the
analysis of the elementary cycles efficiency, considering both air/gases
and steam cycles fed by an external heat source (no internal heat
exchange is admitted) depending on the moisture content and different TIT
and pressure ratio values. Referring to a simple STIG cycle layout (Fig.
3.5.1-1) separate cycles efficiency may be defined:
hth,a/g =Pa/g,HTT - Pa/g,C
Qa/g,Burner
(3.5.2_1)
hth,steam =Psteam,HTT - Psteam,P
Qsteam,Burner +Qsteam,SG
(3.5.2_2)
Where a/g is the air/gases cycle, steam refers to steam cycle and where
electric powers‟ direction is defined by their corresponding components
such as HTT (High Temperature Turbine), C (Compressor), P (Pump:
steam of course in water state), SG (Steam Generator, with an external
source) and Burner. Thermal power Qa/g,Burner refers to the part of heat
exchange inside the burner which involves only the air/gases stream.
Others parameters in Eq. 3.5.2_1 and Eq. 3.5.2_1 could be now easily
understood.
Considering two cycles composition, a base-line efficiency may be defined:
hth,base =ya × (Pa/g,HTT - Pa/g,C)+ (1- ya) × (Psteam,HTT - Psteam,P)
ya ×Qa/g,Burner + (1- ya) × (Qsteam,SG +Qsteam,Burner )
(3.5.2_3)
The base-line efficiency combines net powers (ya is the air content in mass
base) with thermal powers, considering distinguished cycles and external
heat sources. It overlooks thus, heat recovery.
Therefore the base-line efficiency means a minimum limit value for the real
STIG efficiency which depends on separate cycles efficiencies, massive
moisture fraction and heat recovery.
Real STIG‟s efficiency is calculated from the base-line efficiency

46
considering the term (1 - ya) Qsteam,HRSG equal to zero. This fact represent,
thus, the saved heat power when heat recovery from exhaust gases in
HRSG occurs.
Real STIG‟s efficiency may be calculated as shown in Eq. 3.7.2_3:
hth =ya × (Pa/g,HTT - Pa/g,C)+ (1- ya) × (Psteam,HTT - Psteam,P)
ya ×Qa/g,Burner + (1- ya) ×Qsteam,Burner
(3.5.2_4)
Two conditions must be verified in order to use Eq. 3.5.2_2:
- Heat recovery in the HRSG must be less than or equal to available
thermal power from the cooling of the exhaust gases:
(1- ya)×Qsteam,SG £ ya ×Qa,rec + (1- ya)×Qsteam,rec (3.5.2_5)
- Heat exchange in the HRSG must be enough to have water
evaporated:
(1- ya)×Qsteam,SG ³ (1- ya) ×(hsteam,Sh[pBurner ]-hwater[p0;T0 ]) (3.7.2_6)
Where hsteam,Sh is enthalpy of the super-heated steam inside the burner,
while hwater is the enthalpy of the water at pressure and temperature of the
available water source (usually environment pressure and temperature
values).
Other general considerations are reported below:
- Steam cycle‟s efficiency is lower than a standard Rankine cycle, since
the steam is expanded to a pressure value a little higher than the
environment value (because of pressure losses inside the HRSG), so
higher than the usual pressure value in a standard steam plant‟s
condenser (tipically 0,05 bar).
- Steam cycle‟s efficiency is lower than air/gases cycle‟s efficiency.
It follows that lower STIG cycle‟s efficiency is expected for high
moisture content.
- STIG cycle efficiency is maximum for the highest heat recovery in the
HRSG, corresponding to the ideal condition: DTap = DTpp = DTmin (so
to the best thermal coupling) while maximum heat recovery

47
corresponds to the maximum moisture content to guarantee the
sustainment of the cycle itself.
- The highest is the IIT and also the lower is the rc and the lower is the
most suitable moisture content value.
- The ratio between compressor power absorption and turbine power
production reduces. Therefore compressor influences much less the
gas cycle efficiency, whether operative condition would be
3.5.3 STIG technical issues
Regarding main technical aspects of the STIG‟s technology they may be
distinguished such as problems regarding steam cycle, whole combined
cycle or turbine performances. All these aspects are, of course, linked
together, therefore, they are listed below:
- Water must be extremely pure as in a standard Rankine cycle in order
to avoid heavy particles (such as salt particles) which may, first of all,
damage the turbine.
- In the turbine minimum cross section a high massive flow occurs. It
means velocity increases over the sonic speed and there could be the
risk of dangerous operative condition. Such condition is defined, for a
general gas turbine GT, by the following equation (Mach=1):
min,GT =pin,GT × Amin
Tin,GT
×k
Rg
×2
k+1
æ
èç
ö
ø÷
k+1
2(k-1)
(3.5.3_1)
Two options may be considered: cross section increase of the first
nozzle stages or higher compressor ratio values.
- Changes in massive flow values result important mechanical stresses.
- Changes in isentropic turbine efficiency occur.
- The higher is the massive flow at the same ITT, the higher is the
needed turbine cooling.
- Because of steam injection, the massive flow which regards the turbine
is much higher than the massive flow which regards the compressor.

48
It means that the working point (common point in turbine and
compressor maps) gets close to the surge curve, and for high
compressor ratio values the operative conditions may be unstable.
That is why all STIG cycle„s components are designed to be used in
this cycle itself.
49
4. Analysed integrated power plant
4.1 Layouts and DNA models
For each layout shown in following figures, three sections could be seen;
among standard components some devices are shown with their name for
an easy explanation of their features and of the processes they are
involved in. Between them, numbered nodes for massive flow rates are
represented for an immediate comprehension of integration flows between
sections.
First two sections (gasification and SOFC ones) have been maintened the
same since the aim of the thermodynamic analysis is to evaluate how
performances can be improved by recovering related wasted energy by
means of different STIG cycle solutions.
Regarding to Figure 3.1-1 three integrated layouts have been studied
differing only by STIG cycle structure. Moreover for each layout two
simulations have been carried out: one ITT controlled (set at 1180 °C –
case 1) and one with no fixed ITT (STIG section follows – case 2).
STIG cycle solutions can be distinguished for processes the wasted gases
(HRSG outlet) are involved in.
Figures from 5.1-1 to 5.1-6 show DNA models used for the analysis:
For Layout 1) no water recovery is admitted: wasted gases are released
into the environment after HRSG.
50
- ITT controlled case:
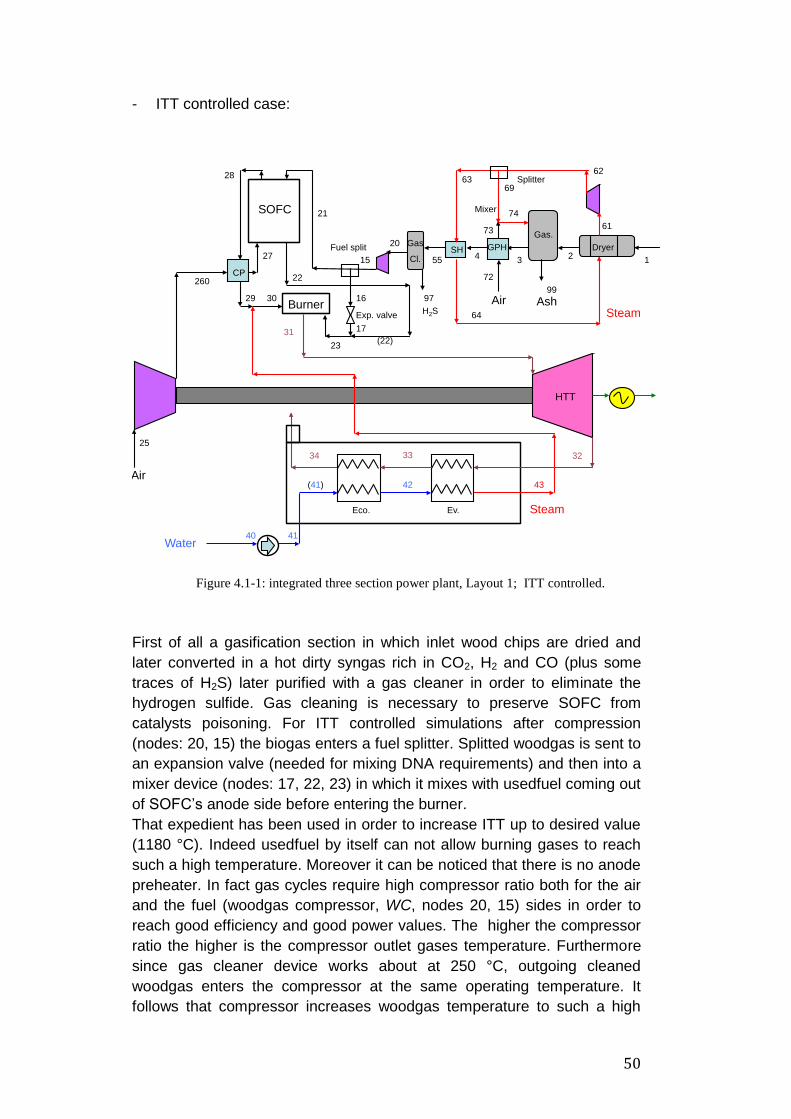
Figure 4.1-1: integrated three section power plant, Layout 1; ITT controlled.
First of all a gasification section in which inlet wood chips are dried and
later converted in a hot dirty syngas rich in CO2, H2 and CO (plus some
traces of H2S) later purified with a gas cleaner in order to eliminate the
hydrogen sulfide. Gas cleaning is necessary to preserve SOFC from
catalysts poisoning. For ITT controlled simulations after compression
(nodes: 20, 15) the biogas enters a fuel splitter. Splitted woodgas is sent to
an expansion valve (needed for mixing DNA requirements) and then into a
mixer device (nodes: 17, 22, 23) in which it mixes with usedfuel coming out
of SOFC‟s anode side before entering the burner.
That expedient has been used in order to increase ITT up to desired value
(1180 °C). Indeed usedfuel by itself can not allow burning gases to reach
such a high temperature. Moreover it can be noticed that there is no anode
preheater. In fact gas cycles require high compressor ratio both for the air
and the fuel (woodgas compressor, WC, nodes 20, 15) sides in order to
reach good efficiency and good power values. The higher the compressor
ratio the higher is the compressor outlet gases temperature. Furthermore
since gas cleaner device works about at 250 °C, outgoing cleaned
woodgas enters the compressor at the same operating temperature. It
follows that compressor increases woodgas temperature to such a high
25
Steam
Water
34
Eco. Ev.
41 40
Air 43 (41) 42
33
HTT
Burner
CP
SOFC
15
21
22
23
260
27
28
29 30
32
SH GPH
Air Steam
1 2
3 55
20
72
73
74
63
64
61
62
4 Dryer
Gas. Gas
Cl.
69 Splitter
Mixer
16
17
Exp. valve
(22)
Fuel split
GAS + SOFC + STIG 1 LAYOUT (Supplementary firing)
31
97 99
Ash H2S

51
value that the anode preheater is no more required and that it may be
higher than SOFC‟s operating temperature (set at 650 °C). For all ITT
controlled cases presenting both SOFC and STIG cycles then, all
simulations have been carried out adding operating SOFC‟s temperature
as an input data for woodgas coming out of compressor.
On the other part ambient air is compressed and warmed in a cathode pre-
heater as input for the SOFC cathode. This compressor is directly
connected to the STIG turbine. The SOFC plant fed by woodgas produces
both electrical power and heat (contained in cathode‟s and anode‟s off
gases).
Outlet SOFC gases are the input for the burner but a previous mix between cathode outlet gases and steam from the STIG‟s HRSG is needed. It is important to underline that in the proposed plants the mixing between cathode outlet gas and steam occurs before the burner in order to use a simple burner component (with 4 nodes: one for heat loss and three for massive flows) included in the DNA library. Same pressure of the traditional STIG‟s cycle steam is considered so that same will be the results. After burner, combustion gases and superheated steam are expanded in a
STIG turbine and then sent to a HRSG with one pressure level, as in
standard STIG‟s cycle. Heat recovery from exhaust gases is used in a
cuntercurrent configuration to produce steam (demineralized water is
supplied by an external source) for injection (auto-combined system).
It allows to increase both efficiency and power of the entire power plant.
Since no steam turbine exists before injection and no partcular
temperature conditions are requested for it, steam superheater is missing,
within the HRSG, in order to decrease component investment cost.

52
- No ITT controlled case:
Figure 4.1-2: integrated three section power plant, Layout 1; no ITT controlled model.
All previous comments made for the ITT controlled case about single
sections‟ operation and components are still valid. No fuel splitter,
expansion valve and neihter fuel mixer are now necessary. Indeed no fixed
burning temperature is set and STIG‟s turbine just follows operating
conditions determined by first two plant sections.
Regarding Layout 1), Table 4.1-1 lists main data input:
Layout 1
Parameter Case 1 Case 2
mwoodchips [kg/s] 1,90 1,70
mwater [kg/s] 2 2
Rc air comp. 15 /
Tburn [°C] 1180 /
Table 4.1-1: main data input for integrated power plant, Layout 1; case 1 and 2.
Burner
CP
SOFC
Wood
SH GPH
Ash Air Steam
1 2
3 55 20
72
73
74
63
64
61
62
97
21
22 260
27
28
29
25
Steam Water
4
32 34
Eco. Ev.
41 40
Air
(43)
Dryer
(41) 43
H2S
99
42
33
Gas. Gas
Cl.
69 Splitter
Mixer
30
GAS + SOFC + STIG
1 LAYOUT (GASBUR3)
31

53
Regarding Layout 2), superheated steam flows into a high pressure
turbine before mixing with hot outlet cathode gases.
- ITT controlled case:
Figure 4.1-3: integrated three section power plant, Layout 2; ITT controlled model.
Layout 2) differs from Layout 1) only for two units. Indeed it presents the
insertion of a steam turbine just before the injection into the mixer. Turbine
involves the steam flow coming out of the HRSG. A three exchangers
HRSG with a superheater is now introduced in order to produce good
quality steam: suitable temperature, pressure and vapor quality values for
the purpose of steam expansion.
The introduction of the high pressure turbine allows to increase power and
heat recovery.
Steam expansion is terminated (node 45) at the same temperature and
pressure values of previous Layout 1)‟s case because of mixing
requirement.
In other words the steam mixed with cathode preheater‟s outlet gases is
always at the same thermodynamic state for each proposed plant.
31
25
Steam
Water
33 35
Eco. Ev.
41 40
Air 44
(44)
(41) 43
Sh.
42
34
HPT
HTT
Burner
CP
SOFC
15
21
22
23
260
27
28
29 30
32
SH GPH
Air Steam
1 2
3 55
20
72
73
74
63
64
61
62
4 Dryer
Gas. Gas
Cl.
69 Splitter
Mixer
16
17
Exp. valve
(22)
45
Fuel split
GAS + SOFC + STIG 2 LAYOUT (Supplementary firing)
97
H2S
99
Ash

54
- No ITT controlled case:
Figure 4.1-4: integrated three section power plant, Layout 2; no ITT controlled model.
Regarding Figure 4.1-4 as it is noticeable no fuel splitter, expansion valve
and fuel mixer are present. Same general observations made for previous
case (ITT controlled) can be considered.
Main data input for Layout 2) are reported below in Table 4.1-2:
Layout 2
Parameter Case 1 Case 2
mwoodchips [kg/s] 1,80 1,70
mwater [kg/s] / 1,80
Rc air comp. 15 /
Tburn [°C] 1180 /
Tsteam (node 44) [°C] 500 350
psteam (node 44) [ bar] 50 40
Table 4.1-2: main data input for integrated power plant, Layout 2; case 1 and 2.
Burner
CP
SOFC
Wood
SH GPH
Ash Air Steam
1 2
3 55
20
72
73
74
63
64
61
62
97
21 22
260
27
28
29
4
45
Dryer
H2S
99
Gas. Gas
Cl.
69 Splitter
Mixer
30
25
Steam
Water
32 33 35
Eco. Ev.
41 40
Air 44
(44)
(41) 43
Sh.
42
34
HTT
HPT
GAS + SOFC + STIG
2 LAYOUT (GASBUR 3)
31

55
Layout 3) presents water recovery from HRSG‟s wasted gases by means
of a condenser. Only incondensable gases are realesed into the
environment.
- ITT controlled case:
Figure 4.1-5: integrated three section power plant, Layout 3; ITT controlled model.
According to Figure 4.1-5 a condenser is now introduced in order to
recover the demi-water within HRSG‟s outlet gases (node 35). The aim is
to operate in a close water cycle because of the large amount of money
associated to the waste of demineralized water in standard STIG cycles.
Furthermore a steam splitter (nodes 45, 46, 47) has been inserted in order
to maximize the steam turbine‟s power by increasing the water mass flow
rate: all steam produced within HRSG is expanded inside the turbine and
then surplus steam (regarding water injection limit: 15%) is splitted and
mixed with HRSG‟s outlet gases. Then mixed flow is sent to the condenser
for water recovery. Condensed steam is then pumped into the HRSG‟s
water circuit and retraces entire cycle.
Water discharge is provided by the “Excess water” named device (nodes
54, 56, 40) modeled as a water splitter in Figure 4.1-5.
- No ITT controlled case:
31
25
Steam
Water
33 35
Eco. Ev.
41 40
Air 44
(44)
(41) 43
Sh.
42
34
HPT
HTT
36
50
51
52
Burner
CP
SOFC
15
21
22
23
260
27
28
29 30
32
SH GPH
Air Steam
1 2
3 55
20
72
73
74
63
64
61
62
4 Dryer
Gas. Gas
Cl.
69 Splitter
Mixer
16
17
Exp. valve
(22)
53
Off gases
Exp.
valve
45
46 47
48
49
50
SEP
Media
ch.
Excess
water
56
Fuel split
GAS + SOFC + STIG 3 LAYOUT (Supplementary firing)
97
H2S
99
Ash
54

56
Figure 4.1-6: integrated three section power plant, Layout 3; no ITT controlled model.
Regarding Figure 4.1-6 no fuel splitter, expansion valve and fuel mixer are
represented. No further information has to be noted. Same main nodes
numbers and same general observations made for previous model (ITT
controlled) have to be considered.
Main data input for LYOUT 3) are listed in following Table 4.1-3:
Layout 2
Parameter Case 1 Case 2
mwoodchips [kg/s] 1,80 1,70
mwater [kg/s] / 1,80
Rc air comp. 15 /
Tburn [°C] 1180 /
Tsteam (node 44) [°C] 500 350
psteam (node 44) [ bar] 50 40
Table 4.1-3: main data input for integrated power plant, Layout 3; case 1 and 2.
25
Steam
33 35
Eco. Ev.
Air 44
32
(41) 43
Sh.
42
34
HTT
Burner
CP
SOFC
20 21 22
260
27
28
29
H2S
30
SH GPH
Ash Air Steam
1 2
3 55
72
73
74
63
64
61
62
97
4 Dryer
H2S
99
Gas. Gas
Cl.
69 Splitter
Mixer
Water 41 40
HPT
36
51
52
53
Off gases
Exp.
valve
45
47
48
49
50
SEP
Media
ch.
Excess
water
54
46
GAS + SOFC + STIG 3 LAYOUT (GASBUR3)
31
56

57
5. Comparison power plants
In order to have a correct comprehension of the achieved results,
comparisons with similar simpler plants have been carried out. A number
of 11 comparison plants have been studied.
Selected power plants for the comparison are basic ones: two sections
power plants or with gas turbine instead of STIG device in a three sections
plant. Differences regard both layout solutions and in some cases ITT
control.
In following paragraphs each comparison plant will be briefly described,
since for each single plant section the related functioning has already been
explained in Chapter 3. and Chapter 4.
5.1 Two section power plants
5.1.1 Gas – SOFC cycles
Two different Gas – SOFC layouts have been studied. Both of them
present a blowers instead of woodgas and air compressor devices.
Figures 5.1.1-1 and 5.1.1-2 show the DNA models used for the analysis:
Figure 5.1.1-1.: Gasification - SOFC plant scheme; Layout 1.
Burner
CP
SOFC
AP
20 21 22
23
24
260
27
28
29
30
Air
GAS + SOFC 1 LAYOUT
25
Wood
SH GPH
Air Steam
1 2
3 55
72
73
74
63
64
61
62
4 Dryer
Gas. Gas
Cl.
69 Splitter
Mixer
99 97
Ash
H2S
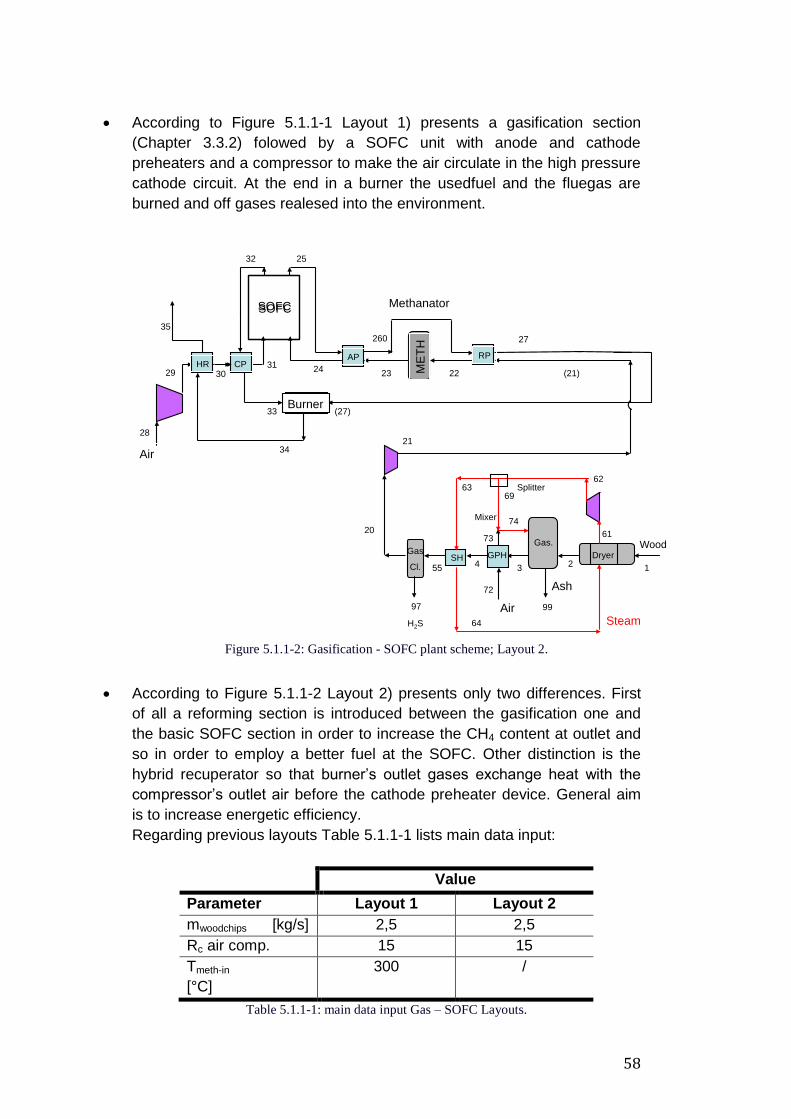
58
According to Figure 5.1.1-1 Layout 1) presents a gasification section
(Chapter 3.3.2) folowed by a SOFC unit with anode and cathode
preheaters and a compressor to make the air circulate in the high pressure
cathode circuit. At the end in a burner the usedfuel and the fluegas are
burned and off gases realesed into the environment.
Figure 5.1.1-2: Gasification - SOFC plant scheme; Layout 2.
According to Figure 5.1.1-2 Layout 2) presents only two differences. First
of all a reforming section is introduced between the gasification one and
the basic SOFC section in order to increase the CH4 content at outlet and
so in order to employ a better fuel at the SOFC. Other distinction is the
hybrid recuperator so that burner‟s outlet gases exchange heat with the
compressor‟s outlet air before the cathode preheater device. General aim
is to increase energetic efficiency.
Regarding previous layouts Table 5.1.1-1 lists main data input:
Value
Parameter Layout 1 Layout 2
mwoodchips [kg/s] 2,5 2,5
Rc air comp. 15 15
Tmeth-in
[°C]
300 /
Table 5.1.1-1: main data input Gas – SOFC Layouts.
GAS + SOFC (CPO) 2 LAYOUT
Air
Burner
Methanator
HR CP
SOFC
RP AP
ME
TH
(21) 22 23 24
25
260 27
28
29 30 31
32
33 (27)
34
35
Wood
SH GPH
Air Steam
1 2
3 55
72
73
74
63
64
61
62
4 Dryer
Gas. Gas
Cl.
69 Splitter
Mixer
20
21
SOFC
99 97
Ash
H2S

59
5.1.2 Gas – GT cycles
One Gas – GT layout has been studied. Two different models are related
to that: one with and one without ITT control (included as a data input).
Figure 5.1.2-1 shows the DNA models used for the analysis (no ITT control
can be seen from it):
Figure 5.1.2-1.: Gasification - GasTurbine plant scheme; case 1 and 2.
According to Figure 5.1.2-1 the layout is a very basic one. Gasification
section is followed directly by a burner using woodgas as a fuel and the
outlet air from the compressor as a combustive agent. Burned gases are
expanded in a gas turbine.
Regarding previous layout models Table 5.1.2-1 lists main data input:
Value
Parameter Case 1 Case 2
mwoodchips [kg/s] 2,85 2,85
Rc air comp. 15 15
Tburn [°C] 1180 /
Table 5.1.2-1: main data input Gas – GT layout models.
SH GPH
Air Steam
1 2
3 55
72
73
74
63
64
61
62
4 Dryer
Gas. Gas
Cl.
69 Splitter
Mixer
20
Burner
25
260
21
30
31
GAS + GT - 1L LAYOUT (Gasbur2 and Gasbur3)
99 97
Ash
H2S

60
5.1.3 Gas – STIG cycles
Three Gas – STIG layouts have been studied, differing by STIG‟s section
solution. For these cases an ITT control has always been considered.
Since they all presents the same basic structure that has already been
depicted (gasification section followed by a burner) only the STIG section
will be explained.
Figures from 5.1.3-1 to Figure 5.1.3-3 show DNA models used for the
analysis.
Figure 5.1.3-1: Gasification - STIG plant scheme; Layout 1.
STIG section showed in previous Figure 5.1.3-1 presents the basic STIG
model. STIG turbine has been modeled as a simple gas turbine in which
burned gases are expanded. Because of DNA lybrary limits (no four ports
burner component exists) it is not possible to realize the steam injection
directly into the burner as it occurs for real devices.
To be more precise steam injection occurs just before the burner within a
mixer into which the air stream coming out of the compressor is entering.
Expanded gases flow into the HRSG and exchange heat with a
countercurrent demineralized water stream in order to produce steam fo
the injection (auto-combined system). Since no steam turbine exists before
injection and no partcular temperature conditions are requested for it,
20 21
30
25
Steam Water
31 33
Eco. Ev.
41 40
Air
(43)
(41) 43 42
32
BURNER
GAS + STIG 1 LAYOUT
HTT
260 27
Wood
SH GPH
Air Steam
1 2
3 55
72
73
74
63
64
61
62
97
4 Dryer
99
Gas. Gas
Cl.
69 Splitter
Mixer
Ash H2S

61
steam superheater is missing within the HRSG in order to decrease
component investment cost.
Figure 5.1.3-2: Gasification - STIG plant scheme; Layout 2.
According to Figure 5.1.3-2 Layuot 2) presents the insertion of a steam
turbine just before the injection into the mixer. Turbine involves the steam
flow coming out of the HRSG. For that reason a superheater is now
introduced in order to produce steam carachterized by suitable
temperature, pressure and vapor quality values.
20
21
30
25
Steam Water
31 32 34
(34)
Eco. Ev.
41 40
Air 44
(44)
(31)
(41) 43
Sh.
42
33
BURNER
GAS + STIG 2 LAYOUT
45
HPT
HTT
260 27
Wood
SH GPH
Ash Air Steam
1 2
3 55
72
73
74
63
64
61
62
4 Dryer
99
Gas. Gas
Cl.
69 Splitter
Mixer
97
H2S

62
Figure 5.1.3-3: Gasification - STIG plant scheme; Layout 3.
According to Figure 5.1.3-3 main differences between Layout 3) and
Layout 2) are: the insertion of a condenser in order to recover demi-water
contained in HRSG outlet gases (node 34, related figure) and a steam
splitter after the steam turbine. Steam splitter has been inserted in order to
maximize the steam turbine produced power by increasing water mass
flow rate: all steam produced within HRSG is expanded inside the turbine
and then surplus steam (regarding injection limits) is splitted and mixed
with HRSG‟s outlet gases; then mixed flow is sent to the condenser for
water recovery.
Regarding previous layout models Table 5.1.3-1 lists main data imput:
Value
Parameter Layout 1 Layout 2 Layout 3
mwoodchips [kg/s] 2,50 2,10 2,60
Rc air comp. 15 15 15
Tburn [°C] 1180 1180 1180
Tsteam [°C] / 500 500
psteam [bar] / 80 80
Table 5.1.3-1: main data input Gas – STIG; all layouts.
21
30
25
Steam
31 32 34
Eco. Ev.
Air 44 (41) 43
Sh.
42
33
BURNER
GAS + STIG 3 LAYOUT
HTT
260 27
Wood
SH GPH
Air Steam
1 2
3 55
72
73
74
63
64
61
62
4 Dryer
Gas. Gas
Cl.
69 Splitter
Mixer
Water 41
40
HPT
35
51
52
53
Off gases
Exp.
valve
45
46 47
48
49
50
SEP
Media
ch.
Excess
water
54
20
56
Ash
99 97
H2S

63
5.2 Three section power plant
5.2.1 Gas – SOFC – GT
Two layouts have been studied and for each one two different simulations
have been carried out: with and without a control on ITT.
Figures from 5.2.1-1 to 5.2.1-4 show all four solutions. Layouts with a
control on ITT can be easily identified by noticing a fuel splitter (nodes: 15,
21, 16), an expansion valve (nodes 16, 17) and a fuel/usedfuel mixer
(nodes: 17, 22, 23).
- ITT controlled case:
Figure 5.2.1-1: Gasification – SOFC - GT plant scheme; Layout 1 and ITT controlled.
Figure 5.2.1-1 shows that this layout is obtained from GAS – SOFC – STIG
(Layout 1) by replacing STIG turbine with a simple gas one. As we have
already seen (Chapter 4), layouts with ITT contolled (Inlet Turbine
Temperature as an input data) present a fuel splitter (and an expansion
30
25
Air
HTT
Burner
CP
SOFC
20
21 22
260
27
28
29
H2S
SH GPH
Ash Air Steam
1 2
3 55
72
73
74
63
64
61
62
97
4 Dryer
H2S
99
Gas. Gas
Cl.
69 Splitter
Mixer
31
GAS + SOFC + GT
1 LAYOUT (Supplementary firing)
15
Exp. valve
Fuel split
16
17
(22) 23

64
valve, for DNA functioning requirement) and a mixer in which fuel and
usedfuel (SOFC‟s anode outlet) are mixed before entering the burning
device.
- No ITT controlled case:
Figure 5.2.1-2: Gasification – SOFC - GT plant scheme; Layout 1 and no ITT controlled.
Regarding Figure 5.2.1-2, related model differs only by a free burning
temperature (ITT) so that no fuel splitter, expansion valve and fuel mixer
are required. All previous comments are valid for this model as well.
30
25
Air
HTT
Burner
CP
SOFC
20
21
22 260
27
28
29 H2S
SH GPH
Ash Air
Steam
1 2
3 55
72
73
74
63
64
61
62
97
4 Dryer
H2S
99
Gas. Gas
Cl.
69 Splitter
Mixer
31
GAS + SOFC + GT
1 LAYOUT (Gasbur3)

65
- ITT controlled case:
Figure 5.2.1-3: Gasification – SOFC - GT plant scheme; Layout 2 and ITT controlled.
Regarding Figure 5.2.1-3, Layout 2) presents the insertion of a hybrid
recuperator (Gas Hybrid Recuperator; nodes 31, 32, 25, 260) in order to
recover heat still contained inside exhaust gases (node 31) to warm up the
air coming into cathode preheater. The aim is to achieve higher effciency
than related Layout 1) model (ITT controlled).
GAS + SOFC + GT - 2 LAYOUT (Supplementary
firing)
Burner
GHR CP
SOFC
22
(21)
25 260
27
28
29 23
30
32
Wood
SH GPH
Air Steam
1 2
3 55
72
73
74
63
64
61
62
4 Dryer
Gas. Gas
Cl.
69 Splitter
Mixer
24
Air
HTT
31
20
21
Exp. valve
16
15
17
SOFC
H2S Ash
99 97

66
- No ITT controlled case:
Figure 5.2.1-4: Gasification – SOFC - GT plant scheme; Layout 2 and no ITT controlled.
Considering Figure 5.2.1-4, all comments made for Figure 5.2.1-3 are still
valid but no ITT control is present.
Regarding previous layouts and cases Table 5.2.1-1 lists main data input:
Value
Layout 1 Layout 2
Parameter ITT control. no ITT control. ITT control. no ITT control.
mwoodchips [kg/s] 1,90 1,75 1,60 1,60
mair [kg/s] / 20 / 22,50
Rc air comp. 15 / 10 /
Tout,WC [°C] 650 650 650 650
Tburn [°C] 1180 / 1180 /
Table 5.2.1-1: main data input Gas – SOFC – GT; all layouts and cases.
GAS + SOFC + GT - 2 LAYOUT (Gasbur3)
Burner
GHR CP
22
(21)
25 260
27
28
29 (22)
30
32
Wood
SH GPH
Air Steam
1 2
3 55
72
73
74
63
64
61
62
4 Dryer
Gas. Gas
Cl.
69 Splitter
Mixer
24
Air
HTT
31
20
21
SOFC
H2S Ash
97

67
6. Thermodynamic analysis results for optimized
systems
6.1 Optimized systems
In next paragraphs results for thermodynamic optimized systems are
reported. Omptimization has been carried out by running simulations with
different values for main input parameters in a reasonable range,
considering plant size, technical technologies features, operation limits and
economic-related aspects. Since seventeen different solutions have been
consdered and for each one at least three simulations have been run
(changing sn, Uf for the SOFC device), in order to simplify the treatment
only thermodynamic optimizatized main inputs are considered. They have
already been reported in previous chapters (Ch. 4 and Ch. 5) for each
plant solution (considering both “layouts” and “cases”).
Optimized solutions have been run considering following general
observations:
- for “Gas-SOFC” plants the whole power production depends on the
SOFC component. Power increase can be reached only by increasing
woodchips mass flow, stack number and pressure ratio (blower). In
order to have reasonable values for pressure and woodchips mass flow
rate, mainly SOFC‟s stack number has been raised. If a methanation
process occurs (layout 2) increasing methanator inlet gases‟
temperature from 300 °C to 400 °C causes a slight decrease in plant
performances (from 9,57 MWe to 9,55 MWe and from 33,58% to 33,56%
for energetic efficiency);
- for “Gas-GT” systems the higher is the rc, ITT and total mass flow and
the higher is the power production. However mass flow can not be
increased too much: the turbine is a small one (about 10 MWe of net
power) and also an increase in air mass flow should be followed by an
increase in fuel (woodchips) quantity. Indeed with constant woodchips‟
mass flow, increasing air quantity causes a decrease in ITT and a larger
energy consumption for compressor (not balanced by an increase in fuel
mass flow) and so a decrease in gas turbine power production and
efficiency occurs;
- regarding “Gas-STIG” systems apart from general GT‟s operating
features (see previous observation) also water mass flow rate for
injection has to be considered. Indeed increasing the air flow (with
constant woodchips‟ quantity) brings ITT to decrease and also lower
temperature is associated with exhaust gases and less water mass flow
can be produced. Increasing rc causes a bigger water flow rate‟s

68
production. It follows that in order to increase power production for the
entire plant, high compressor ratio and small air mass have to be
provided (within a reasonable range of values of course);
- “Gas-SOFC-GT” solutions present one more issue regarding the air
compressor. Its pressure ratio can not be increased as much as in
simple two section plants with no SOFC. Indeed the SOFC component
can not operate under a that high pressure (set equal to 15 bars for
previous solutions). It follows that also the gas turbine will not work with
high efficiency and it will not produce high power. Moreover as it has
alredy been explained, both “Gas-SOFC-GT” and “Gas-SOFC-STIG”
layouts have no anode pre-heater because of high fuel‟s temperature for
woodgas compressor outlet. In order to have the same pressure for
anode and cathode the air compressor must have the same pressure
ratio of the woodgas one. That is why for these plants type the rc for air
compressor has been considered as an output value, in order to allow
the system to reach an equilibrium, considering woodgas compressor
ratio. Apart from that all general comments about ITT and air mass flow
are still valid;
- regarding “Gas-SOFC-STIG” plants all remarks made for “Gas-SOFC-
GT” systems are perfectly valid. Only water generation has now to be
considered. The lower evaporating pressure is the higher is the
vaporized water mass, but a worse steam quality occurs: an equilibrium
has to be found for evaporating pressure between 40 and 50 bars.
Furthermore with a constant fuel mass flow, decreasing air flow rate
causes both an increase in ITT (if it is not an input data) and so an
increase in water production and in power produced by steam turbine;
and a decrease in SOFC‟s power (since not all fuel can be oxidised in
it). The effect on the whole power plant‟s power production is generally
not balanced: STIG turbine operates with higher efficiences if ITT is high
and also power produced by STIG and steam turbines is greater than
power lost by the SOFC. That aspect allows to reduce SOFC‟s stack
number and so its investment cost. However in order not to operate with
a too low air flow rate and in order to have the SOFC to operate with
high efficiency values, an equilibrium between those aspect should be
found, mostly variating inlet air mass flow. It also follows that best
performing solutions, for this plant type, regard simulations with low Uf.
After all simulations have been run, achieved results have been compared
for each plant solution and best performing three among them have been
chosen to carry out the thermoeconomic and economic analysis.

69
6.1.1 Comparison parameters
In order to have a larger view about results‟ significance, mostly
thermodynamic outputs, economically-related and environmental-affective
parameters and have been considered for comparisons. Indeed, as it has
already been explained, the aim of the project is to evaluate whether
analysed power plants are both thermodynamic efficient and economically
convenient in energy production.
For all seventeen plant solutions mainly five parameters have been
considered for results evaluation:
- SOFC‟s stack number, sn ;
- Net power production, Pn ;
- Energetic efficiency (LHV based), ηLHV ;
- Exergetic efficiency, Ψ ;
- CO2 emission.
Stack number is of course related both to investment cost and power
production. Next three parameters mostly regard thermodynamic aspect
even though they can be related also to an economic point of view
(quantity of producted energy, electricity production cost and so sell price).
At the end CO2 generation regards environment impact (no CO2 emission
fees are considered since, employing a renewable source, its production
and absorbtion are balanced). Other significant comparative parameters,
such as temperature of environment-released gases, have been
considered as well but just in order to set them within a reasonable range
of values. However in Appendix A together with the three chosen systems‟
DNA codes all their results will be reported.
6.2 Thermodynamic results
At first only thermodynamic results are reported, immediately
understandable, then in Paragraph 6.3 some comments about most
important operation features will be considered.
6.2.1 Comparison power plants’ results
In Table 6.2.1-1 comparison parameters for all comparison power plants
are listed:

70
Plant type Layout Case sn Pn [MWe] η [%] ψ [%] [kmolCO2/kmolgas]
Gas-SOFC 1 / 50.000 9,63 33,78 29,37 2,353 %
2 / 50.000 9,57 33,58 29,19 2,827 %
Gas-GT 1 1 / 9,4 28,93 25,25 6,244 %
2 / 9,41 29,11 25,18 5,621 %
Gas-STIG
1 / / 9,78 34,3 29,83 7,001 %
2 / / 9,57 40 34,75 6,845 %
3 / / 9,5 39 33,9 8,520 %
Gas-
SOFC-GT
1 1 4.000 9,86 45,52 39,57 8,409 %
2 6.000 9,81 49,19 42,74 5,827 %
2 1 5.000 9,86 52,64 45,76 6,330 %
2 4.000 9,66 52,94 46,04 4,881 %
Table 6.2.1-1: main results parameters for comparison power plants.
6.2.2 Integraded power plant’s results
In Table 6.2.2-1 comparison parameters for all “Gas – SOFC – STIG”
solutions are reported:
Plant type Layout Case sn Pn [MWe] η [%] ψ [%] [kmolCO2/kmolgas]
Gas-SOFC-
STIG
1 1 4.000 9,84 45,45 39,49 8,485 %
2 5.000 9,77 50,39 43,81 5,055 %
2 1 4.000 9,97 48,58 42,23 8,492 %
2 4.000 9,72 50,17 43,59 5,066 %
3 1 4.000 10,17 49,55 43,07 8,163 %
2 4.000 9,62 49,65 43,14 6,253 %
Table 6.2.2-1: main results parameters for integrated power plants.
6.2.3 CO2 emission
Regarding to Tables 6.2.1-1 and 6.2.2-1 carbon dioxide emission results
are reported in terms of “kmolCO2/kmolgas”. Considering different plant
solutions also different exhaust gases compositions (and so Molecular
Weight, MM) occur.
In order to understand CO2 and compare emission resullts, we need to
transform those values from molar base (kmolCO2/kmolgas) to a comparitive
unit of measurement (kgCO2/kWh) by means of following equations:
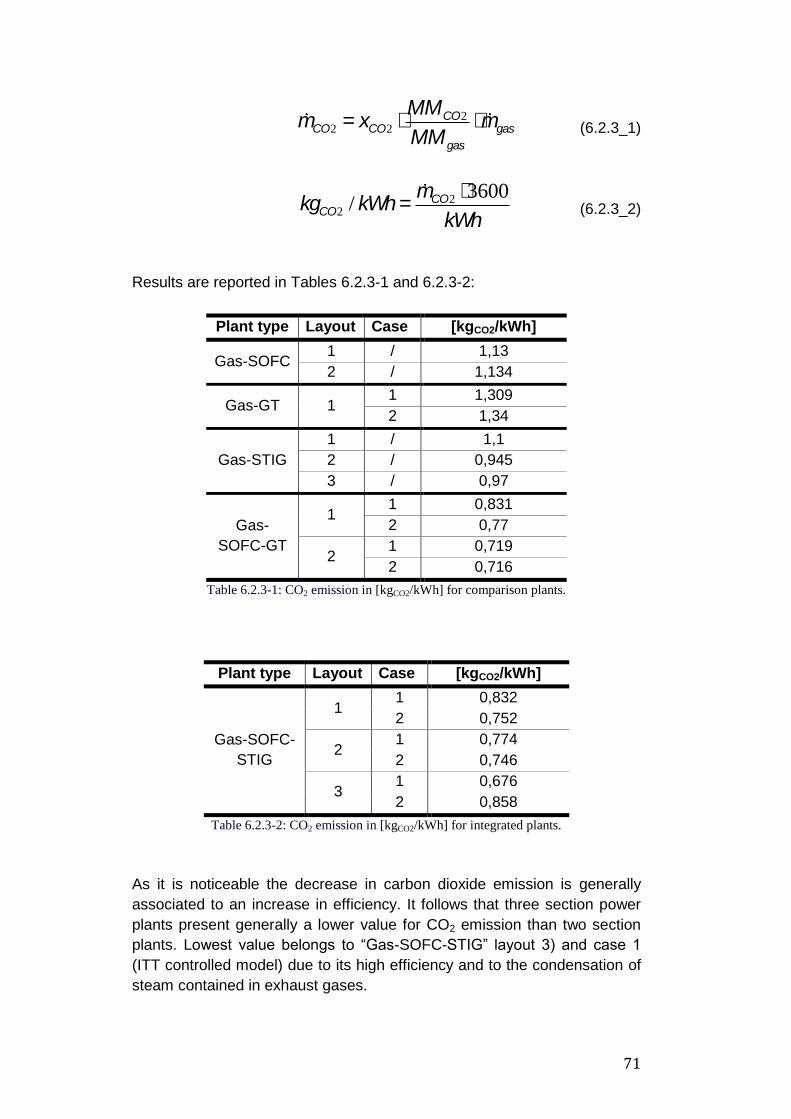
71
mCO2 = xCO2 ×MMCO2
MMgas
×mgas (6.2.3_1)
kgCO2 / kWh=mCO2 ×3600
kWh (6.2.3_2)
Results are reported in Tables 6.2.3-1 and 6.2.3-2:
Plant type Layout Case [kgCO2/kWh]
Gas-SOFC 1 / 1,13
2 / 1,134
Gas-GT 1 1 1,309
2 1,34
Gas-STIG
1 / 1,1
2 / 0,945
3 / 0,97
Gas-
SOFC-GT
1 1 0,831
2 0,77
2 1 0,719
2 0,716
Table 6.2.3-1: CO2 emission in [kgCO2/kWh] for comparison plants.
Plant type Layout Case [kgCO2/kWh]
Gas-SOFC-
STIG
1 1 0,832
2 0,752
2 1 0,774
2 0,746
3 1 0,676
2 0,858
Table 6.2.3-2: CO2 emission in [kgCO2/kWh] for integrated plants.
As it is noticeable the decrease in carbon dioxide emission is generally
associated to an increase in efficiency. It follows that three section power
plants present generally a lower value for CO2 emission than two section
plants. Lowest value belongs to “Gas-SOFC-STIG” layout 3) and case 1
(ITT controlled model) due to its high efficiency and to the condensation of
steam contained in exhaust gases.

72
In following Fig. 6.2.3-1 single layout‟s average value for CO2 emission and
the lowest value for each plant solution are reported. For “Gas-SOFC” and
“Gas-GT” plants two values are very similar, so only the average one has
been reported:
Figure 6.2.3-1: CO2 emission for all plants; layout’s average CO2 value and layout’s lowest
value.
At the end looking at generation CO2 it should be remembered that using a
renewable source, its production and absorbtion (cultivation-growth
process) are balanced and so total emissioni s set equal to zero.
Gas-SOFC GasS-GT Gas-STIGGas-SOFC-
GTGas-SOFC-
STIG
average 1,13 1,325 1 0,76 0,773
lowest 0,945 0,716 0,676
00,10,20,30,40,50,60,70,80,9
11,11,21,31,4
kg
CO
2/
kW
h
CO2 emission

73
6.2.4 Comments and comparisons about results
According to Tables 6.6.1-1 and 6.2.2-1 and considering Chapters 4 and 5
following observations should be made:
- in order to achieve almost the same power production than three section
plants, two section power plants need more energy inputs and so bigger
quantities of woodchips. Obviously the third section allows to recover
much energy from off gases, expecially for those systems which include a
GT instead of a SOFC device. Indeed burner‟s off gases for SOFC‟s
systems are set between 230 °C and 275 °C, instead GT‟s exhaust gases
temperature is set between 513 °C and 578 °C.
- “Gas-SOFC” systems present slightly higher efficiency than “Gas-GT”
ones: the SOFC is a higher efficient component (energy yield about 45%-
50% in a stand alone case) than gas turbines (energy yield usually
around 35%). That is the reason why efficiency increases by 4,45%-
4,85% for those systems. As it is well known about 55%-60% of turbine‟s
producted energy is directly absorbed by the compressor. That is the
major factor that forbids simple gas turbine systems to reach high
efficiency values.
However it can be noticed that both systems can not reach their own
standard efficiency values. There are two reasons for that: first one
regards the fuel, and second one is about gasification section. Standard
efficiences for both systems regards CH4 or H2 (for SOFCs). Biogas is
rich in methane, carbon-dioxide and nytrogen and its LHV is lower than
pure CH4 and H2. Then, gasification section must be considered as an
energy consumer.
Absorbing producted energy that section causes a decrease in terms of
entire system‟s efficiency.
- An option to raise efficiency‟s values is to use a STIG cycle in order to
recover the large amount of energy contained in exhaust gases, coming
out of the turbine. Results show a rise of 5%-10% compared to GT
models and of 1%-6,5% compared to SOFC ones. For two section plants,
generally comparison parameters slightly change between different
layouts and cases. On the other hand for “Gas-STIG” systems efficiency
increases of 5% from layout 1) to layout 2) and layout 3). Indeed the
steam turbine produces about 1,25 MWe for both layouts and that aspect
allows to maintain the same whole power production decreasing
woodchips input. The introduction of a condenser causes the loss of 1%
in efficiency for layout 3) compared to layout 2) but allows to save most of
demineralized water (except for discharge).

74
- “Gas-SOFC-GT” solutions present greater possibilities of power
production than two section power plant because of the energy recovery
provided by the GT. The whole plant‟s efficiency is high but not as high as
it would be by summing each section‟s efficiency. That reason is related
to those limits for compressors and SOFC‟s power, already explained in
Paragraph 6.1. However results show an increase between average
efficiencies by 16,5% compared to “Gas-SOFC” plants and by 21%
compared to “Gas-GT” sloutions. More precisely it can be noticed that
best performing solution regards Layout 2) case 2: the recovery provided
by hybrid recuperator and related outlet air temperature is well combined
with exhaust gases temperature (lower for case 2, no ITT controlled
model, than for case 1)
- In the end, results for “Gas-SOFC-STIG” solutions show performing
parameters values to be similar to “Gas-SOFC-GT” ones. The aspected
increase in efficiency (as it occured between “Gas-GT” and “Gas-STIG”
solutions) is not present due to rc and SOFC‟s power limits and to
producted water limits. Best performing results are achieved by Layout 1)
case 2 and Layout 3) case 1. More precisely for Layout 3), case 1
presents almost same values for energetic efficiency than case 2, but
much higher electric power (+0,5 MW). Indeed for case 1 (ITT controlled
model) exhaus gases are much hotter than they are for case 1, so
produced steam is characterised by much better quality conditions for
steam turbine (500 °C and 50 bars for case 1; 215,56 °C and 40 bars for
case 2).
6.2.5 Best performing power plants
Regarding Tables 6.2.1-1 and 6.2.2-1 three best power plants in terms of
performance are listed below:
Plant type Layout Case sn Pn [MWe] η [%] ψ [%] xco2 [] (x102)
Gas-SOFC-
GT 2 2 4.000 9,66 52,94 46,04 4,881
Gas-SOFC-
STIG
1 2 5.000 9,77 50,39 43,81 5,055
3 1 4.000 10,17 49,55 43,07 8,163
Table 6.2.5-1: main results parameters for the three chosen power plants.
In the following in order to simplify the treatment we will refer to chosen
power plants as:

75
Plant type Layout Case Name
Gas-SOFC-GT 2 2 L1
Gas-SOFC-STIG 1 2 L2
3 1 L3
Table 6.2.5-2: name changing for the three chosen power plants.
As it has already been noticed best parameters‟ values belong to three
section plant and how much meaningful those parameters are. Moreover,
except for “Gas – GT” and “Gas – STIG”, three sevtion plants present
lowest investment cost (since SOFC is the most expensive component).
It follows that the choice has to be made between them.
Regarding Table 6.2.4-1, reported power plants have been chosen first of
all because they all present a good combination of high energetic and
exergetic efficiencies and high power values. Moreover it may be
interesting to study how much electricity cost production is affected by
stack number (and so SOFC purchase cost: L2) and by demineralized
water‟s cost (L2 compared to L1 and L3)

76
7. Exergetic and thermoeconomic analysis
Thermoeconomic analysis combines exergy analysis and economic
principles to provide information not available through conventional energy
analysis and economical evaluations, but essential to the design and
operation of a cost-effective system. The Second Law of thermodynamics
has an important role in the design of thermal systems, as it provides
relevant information to the designer about the real available energy
(exergy), which would be impossible to obtain carrying out a conventional
energy analysis.
The aim of this thermoeconomic analysis is to calculate costs of the
different mass flows within the system.
7.1 Fundamentals of thermoeconomics
For each component “k” of the system operating at a steady state, the cost
balance expresses that the cost rate associated with the “product” of the
system (ĊP [€/h]) equals the total rate of expenditures made to generate
the product, namely the “fuel” cost rate (ĊF [€/h]), and the cost rate
associated with capital investment (ŻOM
[€/h]) and operating and
maintenance (ŻOM
[€/h]), as shown in equation (7.1).
CP,k = CF,k + ZTOT,k
CI + ZTOT,k
OM
(7.1_1)
A single “product” and “fuel” for each component of the system must be
defined. Thus, a system of equations can be built with a cost-balance
equation for each unit (proposition 1), unit cost equations for external flows
into the system for which costs are externally defined (proposition 2), and
losses for which the unit cost is set equal to zero (proposition 3).
In this way a linear system is built up. The solution is possible when
auxiliary equations, based on the two following propositions, are added.
1) If definition of “fuel” of a component includes a stream that goes
through another component and is used in it, then the unit cost of
stream flowing into and out of the component is the same;
2) if the product of a component is composed of two or more streams
then the unit cost of those streams is equal.
The method requires to know exergy for each node of the plant.
Exergetic analysis of the plant is carried out by DNA setting a
thermodynamic state for environment (Tamb: 15 °C and Pamb : 1 bar).

77
The input and output cost rates Ċ (expressed in €/h) for the kth component
result from the product of exergy flow Ė (expressed in GJ/h) and the
specific exergy cost c (expressed in €/GJ), as shown in following
equations:
Cin,k = cin,kEin,k = cin,k(min,kein,k) (7.1_2)
Cout,k = cout,kEout,k = cout,k(mout,keout,k) (7.1_3)
CW,k = cW,kWk (7.1_4)
CQ,k = cQ,kEQ,k (7.1_5)
For a system operating at steady state, there may be a number of entering
and exiting material stream as well as both heat and work interactions with
the surroundings. Associated with this transfers of matter and energy are
exergy transfers. Associating a cost to each energy steam it is possible to
perform the thermoeconomic analysis using an approach called “exergy
costing”.
For each component the equation (7.1_1) has been applied, by means of
exergy flow and specific exergy cost.
To identify sources of thermodynamic inefficiencies, exergy destruction
(ĖD) for the kth component of the plant is calculated. Equation is:
ED,k = SinEin,k - SoutEout,k (7.1_6)
where Ėk is the flow rate of exergy for the jth material or energy stream at
the inlet and outlet of the kth component. When exergies of fuel and
product are identified, equation 7.1_6 can be written as:
ED,k = EF,k - EP,k - EL,k (7.1_7)
where ĖL,k represents the exergy loss in the kth component. This parameter
is set equal to zero for most components.
For each component of the plant the following equations have been set:
- investment cost;
- cost-balance;
- exergy-balance;
- auxiliary equations (if needed: depending on the particular device).

78
Collecting all the those equations, linear system has been created and
solved by means of “EES” (Engineering Equation Solver).
7.2 Component equations
We now briefly present each component with its own exergetic balance,
model figure for easily applying equations seen in paragraph 7.1.
Investment cost formulas or assumptions and potential auxiliary equations
will be reported for each component.
Regarding every device within the gasification plant section and the SOFC
unit, each nodes‟ number is always the same, no matter which layout is
considered, so the related figures will be presented with correct nodes‟
numbers.
7.2.1 Dryer
Its own aim is to dry the inlet moist woodchips. The “fuel” is made up of
difference between outlet and inlet steam‟s cost rates.
Figure 7.2.1-1: dryer model scheme.
Referring to Figure 7.2.1-1, cost and exergy balances are expressed by the
following equations:

79
E64 - E61 + E1 = E2 + ED,dryer (7.2.1_1)
c64E64 -c61E61 +c1E1 + Zdryer = c2E2 (7.2.1_2)
EL,dryer = 0 (7.2.1_3)
Two auxiliary equation are needed: 7.2.1_4 and 7.2.1_5.
Indeed the price of woodchips in €/kWh must be given as an input to the
system.
c1 = cwoodchips (7.2.1_4)
c61 = c64 (7.2.1_5)
Price of woodchips (€/ton) is acquired from Paragraph 2.2 and converted in
€/kWh by means of the following equation:
cwoodchips =3,6 × ywoodchips
1000 × LHV (7.2.1_6)
Dryer purchase cost is assumed to be 130500 € for all layouts (ref. [8]).

80
7.2.2 Gasifier
Component outputs are: woodgas and ashes. Only woodgas is the
product. The fuel is made up of steam-air mixture and dried woodchips.
Figure 7.2.2-1: gasifier model scheme.
Referring to Figure 7.2.2-1, cost and exergy balances are expressed by the
following equations:
E74 + E2 = E3 + E99 + ED,gasifier (7.2.2_1)
c74E74 +c2E2 + Zgasifier = c3E3 +c99E99 (7.2.2_2)
EL,gasifier = E99 (7.2.2_3)
One auxiliary equation is needed: as equation 7.2.2_4 asserts, cost of ash
disposal in €/kWh is set equal to zero.
c99 = 0 (7.2.2_4)
Atmospheric gasifier purchase cost ($) is given as a function of woodchips
mass flow input (ref. 9]):
I gasifier = 2,9 ×106 × (3,6 ×mwoodchips)0,7
(7.2.2_5)
Calculated purchase costs in € for the three layouts are reported in the
following table 7.2.2-1:
GASIFIER
Dried woodchips
Steam & air
74
2
3
99
Ashes
Woodgas

81
Layout Gasifier purchase cost [€]
Gas-SOFC-GT 7.158.378
Gas-SOFC-STIG_L1 7.468.698,12
Gas-SOFC-STIG_L3 7.773.586,14
Table 7.2.2-1: Gasifier purchase cost.
7.2.3 Gas cleaner
Component outputs are: cleaned woodgas and hydrogen sulfide. Just the cleaned woodgas is the product. The fuel results in the difference between inlet dirty woodgas and outlet cleaned woodgas.
Figure 7.2.3-1: gas cleaner model scheme.
Referring to Figure 7.2.3-1, cost and exergy balances are expressed by the
following equations:
E55 = E20 + E97 + ED,gas-cleaner (7.2.3_1)
c55E55 + Zgas-cleaner = c20E20 +c97E97 (7.2.3_2)
EL,gas-cleaner = E97 (7.2.3_3)
One auxiliary equation is needed: as equation 7.2.3-4 asserts, cost of
hydrogen sulfide disposal in €/kWh is set equal to zero.
c97 = 0 (7.2.3_4)
Gas cleaner purchase cost is assumed to be 727.000 € from ref. [10]) and
it is the same for each layout.
GAS CLEANER
Clean woodgas Woodgas
5
97
55
H2S

82
7.2.4 Blowers
A gas blower is a mechanical device that increases the pressure of a using
mechanical energy as fuel. Figure 7.2.1-1 shows the exergy streams for a
generic blower used to overcome pressure drops in the related pipes
circuit.
Blowers studied with the same set of equations are:
- Steam blower (gasification plant section)
- Woodgas blower (SOFC plant section)
- Air blower (SOFC/Gas-cycle plant section)
Figure 7.2.4-1: blower model scheme.
Referring to Figure 7.2.4-1, the exergy and thermoeconomic balances is
shown by the following equations:
EW = E2 - E1 + ED,Blower (7.2.1_1)
cWEW + ZBlower = c2E2 -c1E1 (7.2.1_2)
EL,Blower = 0 (7.2.1_3)
No auxiliary equation is needed. Blower purchase cost ($) is calculated using equation 7.2.1_4 (from ref. 11]
and [12])
IBlower =75 ×m
(0,9 -hmhis)× b ln(b) (7.2.1_4)
W
2
1
Blower

83
7.2.5 Heat exchangers
A heat exchanger is a device built for efficient heat transfer from one
medium to another.
Figure 7.2.5-1: Heat exchanger model scheme.
Depending on the particular layout, different heat exchange devices could
be considered. Regarding all heat exchangers considered whitin the
layouts involved in the thermoeconomic analysis, we are now going to
present the formulas valid for all of them.
Gasification pre-heater
Steam generator
Anode pre-heater
Cathode pre-heater
Gasification pre-heater
Hybrid recuperator
E2in - E2out = E1out - E1in + ED,heat-exchanger (7.2.5-1)
c2inE2in -c2outE2out + Zheat-exchanger = c1outE1out -c1inE1in
(7.2.5_2)
EL,heat-exchanger = 0 (7.2.5_3)
Hybrid recuperator releases the off gases to the environment,
consequently only for this component equation (7.2.5_3) must be replaced
by (7.2.5_4):
EL,heat-exchanger = E2out (7.3.5_4)
HEAT EXCHANGER
Hot stream
Cold stream
1 in 1 out
2 out 2 in

84
Heat exchangers need an auxiliary equation, which equals the unit cost of
hot stream inlet and outlet, as described in equation (7.2.5_5):
c2in = c2out (7.2.5_5)
Equation (7.2.5_6) state the heat exchanger purchase cost, expressed in
$, (ref. [13]):
I heat-exchanger =130Aexchange
0,093
æ
èç
ö
ø÷
0,7
(7.2.5_6)
Aexchange is the heat exchanger area, calculated by means of equation
(7.2.5_7), where K is the overall heat transfer coefficient and it is equal to
35 W/(m2K), since a gas-gas heat exchanger is considered. For the
economizer and the water pre-heaters, the value of 130 W/(m2K) has been
set for K, because the heat exchange occurs between a liquid and a gas
phase:
ml
exchangeTK
hmA
(7.2.5_7)
HRSG purchase cost has been calculated as asserted by equation, from [13]:
IHRSG = 4745msteam ×Dhsteam
log(T2 in -T2out
æ
èç
ö
ø÷
0,8
+11820 ×msteam + 658 ×mgas
(7.2.5_8)

85
7.2.6 Mixer
The aim is mixing of two streams (fuel) in order to obtain a new stream
(product).
Figure 7.2.6-1: Mixer model scheme.
c2E2 +c1E1 + ZMixer = c3E3 (7.2.6_1)
E1 + E2 = E3 + ED,Mixer (7.2.6_2)
EL,Mixer = 0 (7.2.6_3)
No auxiliary equation is needed. Purchase cost for all mixers is set equal to zero.
7.2.7 Throttles
Throttles are used to generate a pressure drop in the stream in order to
have the right condition of mixing the outlet fluid with another one into the
mixer device. This situation occurs quite often using “DNA”. Indeed all the
mixer components work with the same pressure for the inlet fluids and the
otulet one. It follows then that some throttles inserted in this project were
useful only to run the simulation, but they don‟t have a physic meaning.
Figure 7.2.7-1: Throttle model scheme.
The equations describing the throttle cost and exergy balance are:
1 2
MIXER
1 3
2

86
c1E1 -c2E2 = ZThrottle (7.2.7_1)
E1 = E2 + ED,Throttle (7.2.7_2)
EL,Throttle = 0 (7.2.7_3)
No auxiliary equations are needed. Purchase cost for all throttles is set equal to zero.
7.2.8 Splitter
Splitter‟s product is the sum the two streams‟ exergies coming out from the
component; fuel is assoiciated with the entering fluid.
Figure 7.2.8-1: Splitter model scheme.
Referring to Figure 7.2.8-1, cost and exergy balance are expressed by the
following equations:
c1E1 -c2E2 = ZThrottle (7.2.8_1)
E1 = E2 + ED,Throttle (7.2.8_2)
EL,Throttle = 0 (7.2.8_3)
Two products are coming out of the component and so one auxiliary equation
is needed.
c2 = c3 (7.2.8_4)
Splitter purchase cost is set equal to zero.
SPLITTER
1
2
3

87
7.2.9 Burner
A burner is a device used to generate heat from the combustion of a fuel,
using its chemical energy.
Figure 7.2.9-1: Burner model scheme.
Referring to previous figure 7.2.9, the cost and exergy balances are
expressed by the following equations:
c1E1 +c2E2 + ZBurner = c3E3 (7.2.9_1)
E1 + E2 = E3 + ED,Burner (7.2.9_2)
EL,Burner = 0 (7.2.9_3)
No auxiliary equation is needed.
Burner purchase cost is set equal to 168000 € from [8].
Burner
1
2
3
Off gases
Fuel
Air/steam-air
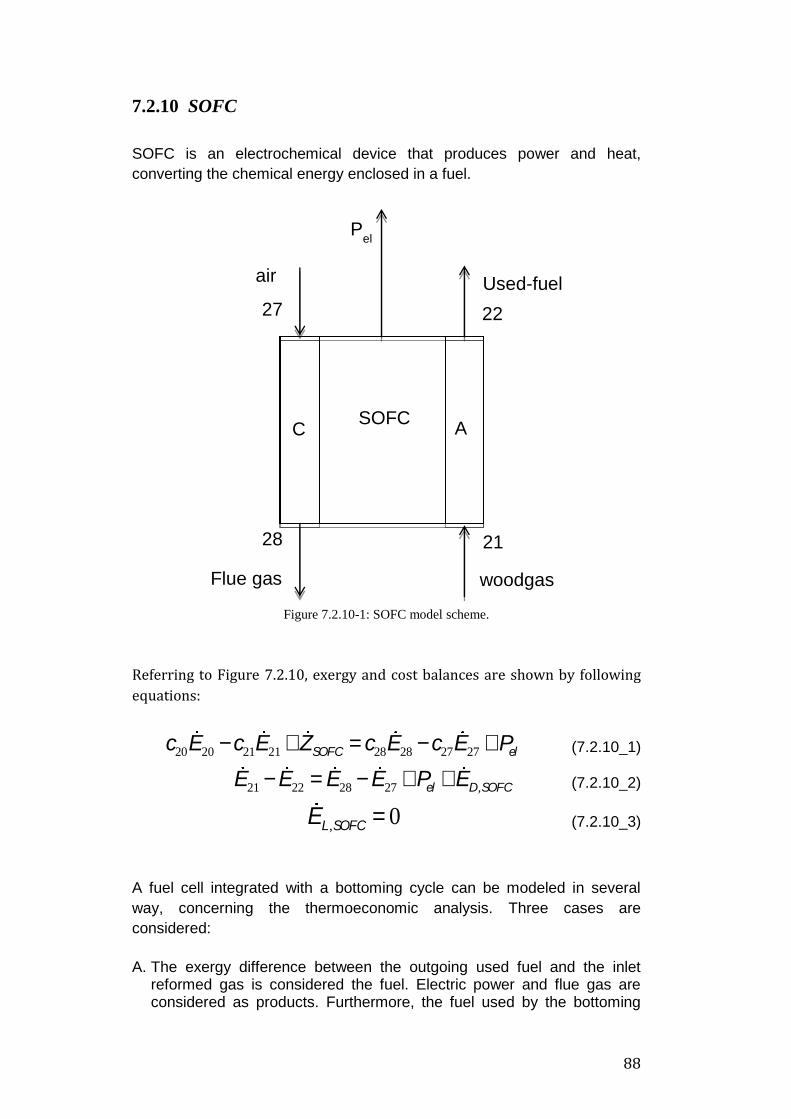
88
7.2.10 SOFC
SOFC is an electrochemical device that produces power and heat,
converting the chemical energy enclosed in a fuel.
Figure 7.2.10-1: SOFC model scheme.
Referring to Figure 7.2.10, exergy and cost balances are shown by following
equations:
c20E20 -c21E21 + ZSOFC = c28E28 -c27E27 + Pel (7.2.10_1)
E21 - E22 = E28 - E27 + Pel + ED,SOFC (7.2.10_2)
EL,SOFC = 0 (7.2.10_3)
A fuel cell integrated with a bottoming cycle can be modeled in several
way, concerning the thermoeconomic analysis. Three cases are
considered:
A. The exergy difference between the outgoing used fuel and the inlet reformed gas is considered the fuel. Electric power and flue gas are considered as products. Furthermore, the fuel used by the bottoming
Pel
SOFC
21
22 27
28
woodgas
Used-fuel air
Flue gas
A
C

89
cycle is not costless, therefore the steam cycle cannot be considered a recovery cycle. The auxiliary equations are:
c21 = c22 (7.2.10_4)
cPel=
c28E28 - c27E27
E28 - E27 (7.2.10_5)
B. The exergy difference between the outgoing used fuel and the inlet reformed gas is considered the fuel (as asserted by equation (7.2.10_4). Flue gas is considered as wasted, therefore its specific cost is set equal to zero, as explicated in equation (7.2.10_5). In this case the bottoming cycle is not considered completely costless. This assumption appears to be reasonable because some chemical energy is still enclosed in the flow (due to the uncompleted use of fuel in the SOFC), which can be burned afterwards to increase the exhausts temperature.
c28 = 0 (7.2.10_5)
C. The outgoing streams are considered as wasted. Therefore, their unit cost is set equal to zero, as asserted by equation (7.20) and (7.21).
c22 = 0 (7.2.10_6)
For our analysis we consider the first case (A) since it seems to better
describe a real SOFC device within a three sections plant.
However no important difference could be found for the results, chosing
one case model or another one.
SOFC purchase cost ($) is derived from ref. [14]. We need previously to
calculate the SOFC‟s stack cost by means of the next equation:
ISOFC-Stack = (ncells ×p × Dcell × Lcell )× (2,96 ×T ×cell -1907)
(7.2.10_7)
All important dimensions (as the cell diameter and the cell length) were
reported in paragraph 3.4.2. Regarding to the three different layouts the
stack number changes and so the entire SOFC purchase cost does.
Calculated purchase costs in € for entire SOFC device are reported in the

90
following table 7.2.10-1:
Layout SOFC purchase cost [€]
Gas-SOFC-GT 17.127.000
Gas-SOFC-STIG_L1 17.300.000
Gas-SOFC-STIG_L3 10.750.000
Table 7.2.10-1: SOFC purchase cost.
7.2.11 Turbines
A turbine is a rotary engine that converts into useful work the energy
extracted from a fluid flow, decreasing its enthalpy.
In this project two different turbines appear:
- Gas turbine
- Gas turbine with steam injection (STIG)
- Steam turbine
The working principle is the same and so it is for energy, exergy and cost
balances, since for such euations only the difference between streams is
considered, nor between medias.
Figure 7.2.11-1: Turbine model scheme.
Regarding previous figure 7.2.8 cost and exergy balances can be expressd
by following equations:
c1E1 -c2E2 + ZTurbine = cWEW (7.2.11-1)
E1 - E2 = EW + ED,Turbine (7.2.11_2)
W
1
2
Turbine
91
EL,Turbine = 0 (7.2.11_3)
One auxiliary equation is needed:
c1 = c2 (7.2.11_4)
Speaking about the turbine purchase cost ($) we must regard whether it is
a steam turbine or a gas/STIG turbine.
For the steam turbine the purchase cost is achieved from ref [17] and the
related equation is:
ISteam-turbine = 6000 ×WTurbine
0,7 (7.2.11_5)
For the gas/STIG turbine, the purchase cost ($) is derived from ref. [14].
The considered equation is:
IGas/STIG-turbine = -98,328× ln(WTurbine)+1318,5éë
ùû×WTurbine
(7.2.11_6)
Calculated purchase costs (€) for Gas/STIG turbines are reported in the
following table 7.2.11-1:
Layout Gas/STIG purchase cost [€]
Gas-SOFC-GT 3.387.185,75
Gas-SOFC-STIG_L1 3.138.458,269
Gas-sofc-STIG_L3 3.519.750,604
Table 7.2.11-1: Gas/STIG purchase cost.
7.2.12 Electric generator
An electric generator is a device that converts mechanical energy to
electrical energy. No heat loss is considered in this model.
Figure 7.2.12-1: Electric generator model scheme.
Pel
W

92
Referring to Figure 7.2.11-1, the equations used to describe the stream
balance are:
cWEW + ZGen. = cPelEPel
(7.2.12_1)
EW = EPel+ ED,Gen (7.2.12_2)
EL,Gen. = 0 (7.2.12_3)
No auxiliary equation are needed. Generators purchase cost ($) is determined from ref. [15]:
IGen. = 60 × Pel
0,5
(7.2.12_4)
7.2.13 Condenser
Condenser‟s aim is to cool down and condensate steam or a mixture of
water and steam usually by means of cold water (we here consider a
counter-current exchange). The product is defined as the exergy difference
between steam inlet and outlet water. The increasing of exergy between
outlet and inlet of the cooling water.
Figure 7.2.13-1: Condenser model scheme.
Referring to Figure 7.2.13, cost and exergy balance are expressed by the
following equations:
c1outE1out -c1inE1in + ZCondenser = c2outE2out -c2inE2in (7.2.13_1)
50
54
51
52
steam
Cooling water
water
93
E1out - E1in = E2out - E2in + ED,Condenser (7.2.13_2)
EL,Condenser = E1out (7.2.13_3)
Unit costs of the cooling water are set equal to zero. Two auxiliary
equations are added:
c1in = c1out = 0 (7.2.13_4)
In layout (Gas_SOFC_STIG_3L) since DNA requires the same media at
the condenser for inlet and outlet streams a separator device is introduced
first the condenser in order to separate exhaust gases from steam within
the off gases flow, coming out of the HRSG. In this analysis for the
separator device it is considered to be included inside the condenser.
Indeed in the DNA model the separator works as an ejector for
incondensable gas.
Condenser purchase cost ($) is given as a function of steam mass flow
(ref. [15]) according to equation 7.2.13.4:
ICondenser =1773×msteam (7.2.13_5)
7.2.14 Pump
Pump devices increase pressure of a liquid using mechanical energy as
fuel.
The product is of course the pressure increasing between inlet and outlet
fluid.
Figure 7.2.14-1: Pump model scheme.
41 40
Pel

94
Referring to Figure 7.2.14, cost and exergy balance are expressed by the
following equations:
cW
EW
+ ZPump = c2E2 -c1E1 (7.2.14_1)
EW= E2 - E1 + ED,Pump (7.2.14_2)
EL,Pump = 0 (7.2.14_3)
One auxiliary equation is needed for layouts 1 and 2 while for L3 it is not
necessary. The price of the demineralized water is achieved from ref. [16]
cwater,in = c1in = 0,000357 (7.2.14_4)
Pump purchase cost ($) is given by equation 7.2.14_5 (ref. [15]):
IPump = 3540 ×W0,7
Pump (7.2.14_5)
7.3 Other auxiliary equations
Equations described in previous Paragraphs 7.1 and from 7.2 to 7.2.14 are
not enough to solve the linear system. Some other auxiliary equation are
needed.
Theese equations involve cost assumptions for streams coming in and out
of the whole plant. Main related streams are: inlet air, inlet water, inlet
woodchips and all gases released to the environment.
We have already dealt with woodchips and off gases prices when we have
discussed about the related components.
Hereby we consider the inlet air flow at the compressor, which is taken
from the environment, consequently its cost is set equal to zero, and the
water entering the pump (for those layouts without a condenser):
cair ,in = 0 (7. 3_1)
cwater,in = c1in = 0,000357 (7. 3_2)
Since a large water need for the whole plant it is necessary (about
50.400.000 [kg/yr]), it is not possible to buy it from a desalination company,
though a demineralizing facility is needed.

95
Since the complexity for a cost estimate of such a facility, the considered
water price refers to a fictitious purchase cost for the demineralizing
facility. Hereby we directly regard the production price of demi-water, Eq.
7.3_2, as though we had calculated it starting from a the demi-facility
purchase cost.
The specific cost of power required by blowers and pumps is set equal to
the weighted average specific cost of electric power generated by the
turbines and the SOFC, according to Eq. 7.3_3:
cauxiliary =cSOFCESOFC + cturbinePel ,turbineturbine
åESOFC + Pel ,turbine
turbineå (7. 3_3)
7.4 Cost rates
In order to solve the equation expounded in Paragraph 7.1, cost rates Ż
have to be calculated. As asserted in Paragraph 7.1, cost rate Ż includes
both the cost rate associated with capital investment (ŻCI) and the cost rate
associated with operating and maintenance (ŻOM).
7.4.1 Estimate of total capital investment
At first we need to explain that no cultivation area purchase cost is
considered.
Indeed we have regarded a reasonable price for moist woodchips and we
lead the same idea we talked about for the demineralization facility and
demi-water.
It means that the thermoeconomic analysis is still effective and that the
achieved results well depict how much the electricity price is affected by
woodchips price.
The total capital investment cost not only depends on the purchase equipment cost (PEC) of each component expounded in Paragraph 7.2, but is the result of two major elements: direct and indirect cost (as asserted in [18]). Direct costs are the costs of all permanent equipment, materials, labor and other resources involved in the fabrication, erection and installation of the permanent facilities. Indirect costs do not become a permanent part of the facilities but are required for the orderly completion of the project. Other outlays (such as startup costs, working capital, cost of

96
licensing, R&D) are not accounted in this analysis. Table 7.1-1 shows a general list of items to be considered in the estimation of the total capital investment.
TOTAL CAPITAL INVESTMENT (TCI)
A. DIRECT COSTS (DC)
1. Onsite costs
a) Purchased – equipment costs (PEC)
b) Purchased – equipment installation 45% PEC
c) Piping: 35% PEC
d) Instrumentation + controls: 20% PEC
e) Electrical equipment + materials: 11% PEC
2. Offsite costs
f) Civil, structural + architectural work: 30% PEC
g) Sevice facilities: 50% PEC
B. INDIRECT COSTS (IC)
i) Engineering + supervision: 8% PEC
j) Construction costs + constructors profit: 15% PEC
k) Contingency: 15% PEC
Table 7.4-1: Total investmet cost estimate; direct and indirect costs
Total capital investment is thus calculated for each component according
to equation 7.4_1 (ref. [17]):
I k
TOT = I k
PEC + I k
DC + I k
IC = I k
PEC × 1+191
100
æ
èç
ö
ø÷× 1+
23
100× 1+
15
100
æ
èç
ö
ø÷
é
ëê
ù
ûú
(7. 4_1)
Purchase cost expressed in dollars are converted in euros assuming as exchange rate: 1 € = 1,38 US$. In the following Tables from 7.4-2 to 7.4-3 costs and capital investments for
each purchased component are shown.
L1
Components PEC [€] DC [€] TCI [€]
Dryer 130.500 379.755 480.200,85
Gasifier 7.158.378 20.830.879,98 26.340.683,53

97
Gasifier pre-
heater
42.086,25 122.470,9875 154.864,7741
Steam generator 31.946,56 92.964,4896 117.553,76
Steam blower 56 162,96 206,0632
Gas cleaner 725.000 2.109.750 2.667.782,5
Woodgas blower 7.940,22 32.010 4.0476,7
SOFC 15.125.000 44.013.750 55.655.462,5
AB 57.554,68 1.862.400 2.355.008
CP 125.740 365.903,4 462.685,48
HR 980.000 2.851.800 3.606.106
Burner 168.000 488.880 618.189,6
Gas turbine 3.385.185,75 9.850.890,533 12.456.468
Electric
generator
44.0895,78 1.283.006,721 1.622.364,20
TOT 28.378.283 84.284.624 106.578.052
Table 7.4-2: Total investmet cost estimate; direct and indirect costs; L1.
L2
Components PEC [€] DC [€] TCI [€]
Dryer 130.500 379.755 480.200,85
Gasifier 7.468.698,12 21.733.911,53 27.482.568,47
Gasifier pre-
heater 35.324,78 102.795,11 129.984,59
Steam generator 31.498 91.659,18 115.903,19
Steam blower 56 162,96 206,0632
Gas cleaner 725.000 2.109.750 2.667.782,5
Woodgas blower 8.825,05 32.010 40.476,7
SOFC 17.300.000 50.343.000 63.658.810
AB 51.626,95 1.862.400 2.355.008
CP 1.000 2.910 3.679,7
HRSG 1.748.167 5.087.165,97 6.432.730,11
Burner 168.000 488.880 618.189,6
STIG turbine 3.138.458,27 9.132.913,56 11.548.584,89
Electric
generator 392.946,06 1.143.472,99 1.445.923,56
Pump 540,23 1.572,07 1.987,89
TOT 31.200.640 92.512.358 116.982.036
Table 7.4-3: Total investmet cost estimate; direct and indirect costs; L2.

98
L3
Components PEC [€] DC [€] TCI [€]
Dryer 130.500 37.9755 480.200,85
Gasifier 7.773.586,14 22.621.135,67 28.604.464,92
Gasifier pre-
heater 37.118,4 108.014,54 136.584,5765
Steam generator 32.223,43 93.770,18 118.572,5554
Steam blower 56 162,96 206,0632
Gas cleaner 725.000 2.109.750 2.667.782,5
Woodgas blower 21.769,88 3.2010 4.0476,7
SOFC 10.750.000 3.1282.500 39.556.775
AB 73.588,32 1.862.400 2.355.008
CP 2.360 6.867,6 8.684,092
HRSG 1.700.750 4.949.182,5 6.258.249,775
Burner 168.000 488.880 618.189,6
STIG turbine 3.519.750,60 10.242.474,26 12.951.626,3
Electric gen. 455.154,67 1.324.500,09 167.832,638
Steam turbine 313.757,24 913.033,5709 1.154.532,519
Electric gen. 1 2.8004,83 81.494,06 103.049,3821
Condenser 2.570 7.478,7 9.456,829
Pump 433,45 1.261,35 1.594,98263
TOT 25.734.623 76.504.670 96.740.287
Table 7.4-4: Total investmet cost estimate; direct and indirect costs; L3.
In order to offer to the reader an immediate comprehension of the major
cost effective components, we now insert next three cake shaped charts
(from figure 7.4-1 to 7.4-3):

99
Figure 7.4-1: Percentage of component investment cost referred to TCI ; L1
Figure 7.4-2: Percentage of component investment cost referred to TCI ; L2
25%
3%
53%
3%
1% 12%
2%
Component investment Cost distribution
Layout 1
Dryer
Gasifier
Gas-PRE_H
Steam gen
St Blower
Gas Cleaner
WG Blower
SOFC
AB
CP
GHR
Burner
Turbine
El. Gen
24%
0%
2%
55%
6%
1% 10%
1%
Component investment Cost distribution
Layout 2
Dryer
Gasifier
Gas-PRE_H
Steam gen
St Blower
Gas Cleaner
WG Blower
SOFC
AB
CP
HRSG
Burner
Turbine
El. Gen
Pump

100
Figure 7.4-3: Percentage of component investment cost referred to TCI ; L3
As it is noticeable the most expensive component is the SOFC for all
layouts.
Its percentage investment cost differs within a range between 41% and
55%, that means a purchase cost set between 10 M€ an 17 M€.
The gasifier within a range set between 24% and 30% is the second most
expensive device. Its actual cost differs from 7,1 M€ to 7,4 M€.
At the end the Gas/STIG turbine affects the total investment cost by a
percentage set between 10% and 13% and a real cost between 3,1 M€
and 3,5 M€.
As predictable we can already notice that a future decrease in SOFC
investment cost would make the total investment cost (and so the
electricity price) significantly diminishes.
30%
0%
3%
41%
2%
6%
1% 13%
2% 1%
Component investment cost Distribution
Layout 3 Dryer
Gasifier
Gas-PRE_H
Steam gen
St. Blower
Gas Cl.
WG Blower
SOFC
AB
CP
HRSG
Burner
STIG T.
El. Gen
St. Turbine
El. Gen 1
Condenser
Pump

101
7.4.2 Cost rates calculation
In order to calculate cost rate Ż for each component we need to consider
both the investment cost ŻCI
and the operating and maintenance cost term
ŻOM
as shown in the following Eq. 7.4.2_1:
Z = ZCI + ZOM = ZCI × (1+ M) (7. 4.2_1)
For each component the cost rate ŻCI
has to be determined starting from
the definition of the term İTOT
(Eq. 7.4.2_2). The capital investment of the
kth component (IkTOT
) is amortized in n-years by means of the annuity factor
f (given in Eq. 7.4.2_3).
Interest factor qi in Eq. 7.4.2_4 is calculated by means of the interest rate
int and rate of inflation r. All the economic parameters assumed for
calculations, “M” term included [15], are provided in table 7.4.2-1.
I k
TOT = f × Ik
TOT (7. 4.2_2)
f =qi
(n+CP) -1
(qi -1) ×qi
(n+CP)-
qi
CP -1
(qi -1) ×qi
CP
é
ëê
ù
ûú (7. 4.2_3)
qi = 1+int
100
æ
èç
ö
ø÷× 1+
ri100
æ
èç
ö
ø÷ (7. 4.2_4)
Assuming annual operating hours Hr, we can easily calculate ŻCI
by means
of eq. 7.4.2_5:
Zk
CI =I k
TOT
Hr (7. 4.2_5)
Parameter Symbol Value
Operating hours Hr 7.000 [h/year]
Interest rate Int 6 %
Rate of inflation ri 2 %
Equipment lifespan N 20 [years]
Construction period CP 1
Operating and maintenance factor M 10 %
Table 7.4.2-1: economic values for cost rates assumed in the analysis.

102
In following table 7.4.2-2 for the kth component its cost rates are reported
for each layout.
Z [€/h]
LAYOUT
1 2 3 Component
Dryer 3,8078 3,8078 3,8078
Gasifier 208,8726 217,9274 226,8237
Gasifier pre-heater 1,2280 1,0307 1,0831
Steam generator 0,9321 0,9191 0,9402
Steam blower 0,0016 0,0016 0,00163
Gas cleaner 21,1546 21,1546 21,1546
Woodgas blower 0,32010 0,3210 0,3210
SOFC 441,3289 504,7927 313,6717
AB 18,6744 18,6744 18,6744
CP 3,6689 0,0291 0,0689
HR (1) / HRSG (2, 3) 28,5952 51,0093 49,6258
Burner 4,9020 4,9020 4,9020
GT (1) / STIG (2, 3) 98,7755 91,5763 102,7020
Electric gen. 12,8648 11,4657 13,2808
Steam turbine / / 9,1550 Electric gen. 1 / / 0,8171
Condenser / / 0,0750 Pump / 0,0158 0,0126
Table 7.4.2-2: cost rates values for each component, all layouts.

103
7.5 Thermoeconomic and exergetic analysis results
In the next paragraphs we briefly intend to present all the thermoeconomic
results calculated in this project. The most important one results in the
electricity price, which will be helpful for the economic analysis. It will allow
us to calculate the economic parameters (NPV, TIR PB), ultimate values to
determine whether the investment is convenient.
7.5.1 Linear equation system
Regarding the equations reported in Paragraphs 7.1 and from 7.2 to
7.2.14, a linear system has been built up; solution is provided using EES
(Engineering Equation Solver).
The EES code is reported for each layout in Appendix B.
7.5.2 Exergetic analysis
By means of DNA and EES respectively, exergy values for each node and
main exergetic parameters have been calculated.
The analysis allows to calculate the major exergy losses of the power
plant, starting from the value of exergy for each node provided by DNA
simulation. Exergy losses are calculated in the thermoeconomic analysis
with the use of EES. Full exergetic results are shown in Appendix C.
Next equation from 7.5.2_1 to 7.5.2_3 are used in order to calculate
exergetic losses for each component:
eD =ED
Ewoodchips
(7. 5.2_1)
eL =EL
Ewoodchips
(7. 5.2_2)
eTOT =eD +eL =ED + EL
Ewoodchips
(7. 5.2_3)
Major losses are summarized in Table 7.5.2-1 while Figure 7.5.2-1 may be
helpful for an immediate view of most affective exergy losses components.

104
LAYOUT
1 2 3
Component εD
[%]
εL
[%]
εTOT
[%]
εD
[%]
εL
[%]
εTOT
[%]
εD
[%]
εL
[%]
εTOT
[%]
Dryer 1,59 0 1,59 1,59 0 1,59 1,59 0 1,59
Gasifier 12,69 0,04 12,73 12,7 0,04 12,74 12,69 0,04 12,73
Gasifier pre-heater 1,1 0 1,1 1,09 0 1,09 1,09 0 1,09
Steam generator 1,54 0 1,54 1,55 0 1,55 1,55 0 1,55
Steam blower 0 0 0 0,03 0 0,03 0,03 0 0,03
Gas cleaner 0 0,03 0,088 0,06 0,03 0,09 0 0 0
Woodgas blower 0,5 0 0,5 0,5 0 0,5 0,5 0 0,5
SOFC 5,54 0 5,54 4,94 0 4,94 1,78 0 1,78
AB 2,11 0 2,11 1,76 0 0 1,26 0 1,26
CP 1,2 0 1,2 2,95 0 0 0,91 0 0,91
HR / HRSG 0,46 15,6 16,07 3,55 9,62 13,17 3,56 0 3,56
Burner 7,3 0 7,3 7,88 0 7,88 9,67 0 9,67
GT / STIG 2,61 0 2,61 2,53 0 2,53 2 0 2
Electric gen. 1,14 0 1,14 0,95 0 0,95 1,05 0 1,05
Steam turbine / / / / / / 0,15 0 0,15 Electric gen. 1 / / / / / / 0,05 0 0,05
condenser / / / / / / 7,97 1,25 9,22
Pump / / / 0 0 0 0 0 0 Others / / / 4,83 0 4,83 4,48 0,25 5,73
TOT [%] 37,89 15,7 53,56 51,7 9,69 61,43 50,35 1,56 51,91
Table 7.5.2-1: exergy losses for each component.
Major losses can be identified in following equipments: - Gasifier and burner: oxidation of a fuel requires the conversion of
chemical energy into thermal energy;
- HR/HRSG: in addition to the exergy destruction, due to the off gases high mass flow and temperature other exergy is lost. For L3 the recovery of water inside the off gases reduces exergy losses for this component.
According to the second observation we can easily understand why L3
presents the lowest total exergy losses.

105
7.5.3 Evaluation parameters
Performing a thermoeconomic analysis, it is possible to use some parameter to evaluate and optimize a system component. Parameters commonly used are the relative cost difference (Δrk) and the exergoeconomic factor (fk). The range of values for both these parameters
is set between 0 and 1.
The relative cost difference rk, shown in Eq. 7.5.3_1 expresses the relative
increase in the average cost per exergy unit between “fuel” and “product” of the component.
Drk =cP,k - cF,k
cF,k
(7. 5.3_1)
where cP,k is the unit cost of fuel and cF,k is the unit cost of product for the kth component. Exergoeconomic factor fk for the kth component is defined as:
fk =Zk
Zk + cF,k × (ED,k + EL,k ) (7. 5.3_2)
As it is shown by the previous equation the exergoeconomic factor ia expressed as a ratio of the cost rate (non-exergy-related cost) to the total cost increase (exergy dependent). A low value of the exergoeconomic factor calculated for a major component suggests that cost saving of the entire system could be achieved by improving the component efficiency, even if the capital investment for this component will increase. On the other hand, a high value of the exergoeconomic factor may cause a decrease of the investment cost related to that component, at expense of its exergetic efficiency. Typical values of the exergoeconomic factor depend on component type. For instance suggested exergoeconomic factors for main components of energy systems are given the following table 7.5.3-1:
Component type Suggested value for fk
Turbines and blowers 35% < fk < 75%
Heat exchangers < 55%
Pumps >70%
Table 7.5.3-1: fk suggested values for component type
Analyzing a complex energy system, the improving of the exergoeconomic factor value does not automatically result in an enhance of system optimization: any modification on one component may have negative repercussions on others component, causing a worsening on the system.
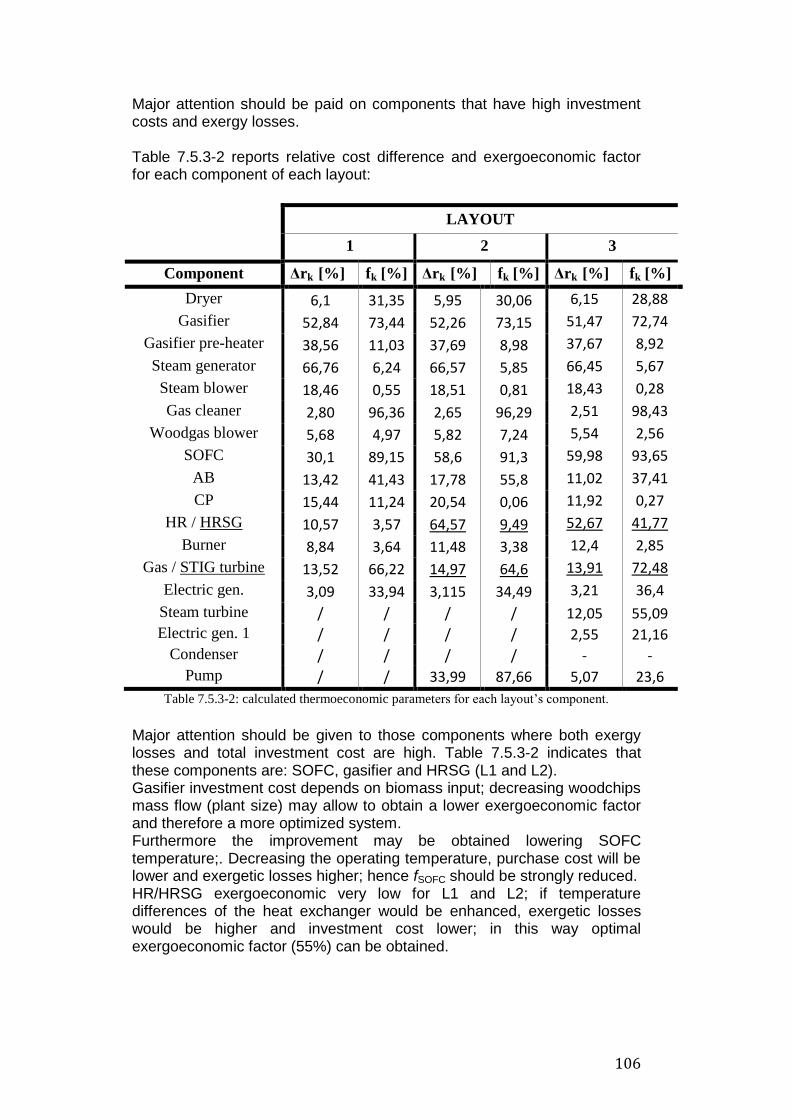
106
Major attention should be paid on components that have high investment costs and exergy losses. Table 7.5.3-2 reports relative cost difference and exergoeconomic factor for each component of each layout:
LAYOUT
1 2 3
Component Δrk [%] fk [%] Δrk [%] fk [%] Δrk [%] fk [%]
Dryer 6,1 31,35 5,95 30,06 6,15 28,88
Gasifier 52,84 73,44 52,26 73,15 51,47 72,74
Gasifier pre-heater 38,56 11,03 37,69 8,98 37,67 8,92
Steam generator 66,76 6,24 66,57 5,85 66,45 5,67
Steam blower 18,46 0,55 18,51 0,81 18,43 0,28
Gas cleaner 2,80 96,36 2,65 96,29 2,51 98,43
Woodgas blower 5,68 4,97 5,82 7,24 5,54 2,56
SOFC 30,1 89,15 58,6 91,3 59,98 93,65
AB 13,42 41,43 17,78 55,8 11,02 37,41
CP 15,44 11,24 20,54 0,06 11,92 0,27
HR / HRSG 10,57 3,57 64,57 9,49 52,67 41,77
Burner 8,84 3,64 11,48 3,38 12,4 2,85
Gas / STIG turbine 13,52 66,22 14,97 64,6 13,91 72,48
Electric gen. 3,09 33,94 3,115 34,49 3,21 36,4
Steam turbine / / / / 12,05 55,09 Electric gen. 1 / / / / 2,55 21,16
Condenser / / / / - - Pump / / 33,99 87,66 5,07 23,6
Table 7.5.3-2: calculated thermoeconomic parameters for each layout’s component.
Major attention should be given to those components where both exergy losses and total investment cost are high. Table 7.5.3-2 indicates that these components are: SOFC, gasifier and HRSG (L1 and L2). Gasifier investment cost depends on biomass input; decreasing woodchips mass flow (plant size) may allow to obtain a lower exergoeconomic factor and therefore a more optimized system. Furthermore the improvement may be obtained lowering SOFC temperature;. Decreasing the operating temperature, purchase cost will be lower and exergetic losses higher; hence fSOFC should be strongly reduced. HR/HRSG exergoeconomic very low for L1 and L2; if temperature differences of the heat exchanger would be enhanced, exergetic losses would be higher and investment cost lower; in this way optimal exergoeconomic factor (55%) can be obtained.

107
7.5.4 Price of electricity
The price of electricity have been calculated solving the linear system by
means of EES. As already noticed the SOFC purchase cost strongly affect
the price of electricity, produced by the SOFC and the gas/STIG and steam
turbines. Simulations were run with a fixed woodchips total price of 85 [€/ton] will be
considered ref. [2] which entails a value for the woodchips cost cwoodchips
[€/kWh] given by Eq. 7.2.5_2.
Table 7.5.4-1 reports calculated production cost of electricity for all three
layouts and figure 7.5.4 comparises these values with the electricity sell
price for both Italy and Denmark:
Layout Calculated electricity production cost [c€/kWh]
1 10,45 2 10,23 3 10,52
Table 7.5.4-1: calculated electricity production cost for all layouts.
Table 7.5.4-1 asserts that the price of electricity for L1, L2 and L3 does not
vary significantly. However it can be noticed that apparently L2 is the most
convenient, since the lower electricity production cost is related to it.
The following Table 7.5.4-2 reports electricity prices for different renewable
energy sources (ref. [20]).
Taxes are not included.
Renewable energy technology Price of electricity [c€/kWh]
Photovoltaic (PV) 0,410 - 0,501
Wind turbine 0,136 - 0,127
Hydroelectric 0,116 - 0,206
Biomass direct combustion (15-20
MWe)
0,234
Biogas combustion (0,5 MWe) 0,149
Table 7.5.4-2: price of electricity for some renewable sources.
Cost of electricity provided by thermoeconomic analysis is lower than any
renewable energy technology presented above.
Moreover we now have to determine whether the production cost is lower
also than the sell price of electricity for domestic users for those Countries

108
of interest: Italy and Denmark. It is fundamental to understand the
conveniency of such an investment in reaching an economic profit.
Figure 7.5.4-1: comparison between calculated electricity production cost and sell price.
Figure 7.5.4-1 explains immediately that the cost of electricity for all layouts
quite similar and that it is lower than the sell price for both studied
Countries. It follows that for all layouts the economic analysis, carried out
in next Chapter 8, will result in a positive NPV (Net Present Value) and so
that, regarding the investment, all layouts are covenient, since an
economic gain can be achieved.
At the end since in Denmark electricity sell price is much higher a bigger
profit has to be expected.
7.5.5 SOFC purchase cost analysis for an even price of electricity
We have already noticed how for all layout solutions the electricity price is
lower than the sell price both for Italy and Denmark, and how it means a
likely convenience of investment.
We have started from a purchase cost for all components and then we
have calculated the electricity price.
Since the SOFC is most cost effective unit in the whole system, we now
intend to determine a purchase cost for the SOFC device tracing that way
backwards: we now start from a price of produced electricity set equal to
10,45
10,23
10,52
20,19
28,64
[c€
/kW
h]
Electricity production costs (c) and sell prices (p)
c: Layout 1 c: Layout 2 c: Layout 3 p: Italy p: Denmark

109
the studied Countries‟ sell price and then we will calculate the SOFC cost
rate and at the end the SOFC purchase cost.
The EES model for L1 has been used to carry out the analysis since its
electricity price is a sort of average between the lower (L2) and the higher
value (L3).
Results are shown in following Table 7.5.5-1.
SOFC’s PEC [€/kW]
Italy Denmark
6780 8500
Table 7.5.5:-1 SOFC’s PEC related to cel = pel.
The result above is useful to understand that even though the real cost for
the SOFC would higher, the electricity production should be convenient up
to a SOFC‟s PEC increase by 270%.
That means that this kind of power plant can be conveniently used within a
wide range of unexpected expenditures not only regarding the SOFC‟s
PEC.
7.5.6 Price of electricity – future scenario
It is common sense to assume that SOFC purchase cost will consistently
decrease during the next future, thanks to a massive series production and
the development of a market.
Purchase cost is expected to diminish from 3000-2500 €/kW to 300 €/kW
[20] in next years decreasing the total investment cost for the whole power
plant.
This trend is shown in following Figure 7.5.6-1.

110
Figure 7.5.6-1: trend for SOFC’s PEC in next future.
After that we intend to present how most important thermoeconomic
parameters values would change, considering a reasonable future price in
the next few years for the SOFC device, here set equal to 1500 €/kW.
Figure 7.5.6-2: Percentage of component investment cost referred to TCI – future scenario; L1.
1%
31%
0%
3%
40%
3%
4%
1%
15%
2%
Component distribution's investment cost - future scenario
layout 1 Dryer
Gasifier
Gas-PRE_H
Steam gen
Steam Blower
Gas Cleaner
Wood Gas Blower
SOFC
AB
CP
GHR
Burner
Turbine
El. Gen

111
Figure 7.5.6-3: Percentage of component investment cost referred to TCI – future scenario; L2.
Figure 7.5.6-4: Percentage of component investment cost referred to TCI – future scenario; L3.
1%
31%
0%
3%
43%
7%
1% 13%
2%
Component distribution's investment cost - future scenario
layout 2 Dryer
Gasifier
Gas-PRE_H
Steam gen
Steam Blower
Gas Cleaner
Wood Gas Blower
SOFC
AB
CP
HRSG
Burner
Turbine
El. Gen
Pump
1%
35%
0%
3% 29%
3%
8%
1%
16%
2% 1%
Component distribution's investment cost - future scenario
layout 3 DryerGasifierGas-PRE_HSteam genSteam BlowerGas CleanerWood Gas BlowerSOFCABCPHRSGBurnerSTIG TurbineEl. GenSteam TurbineEl. Gen 1CondenserPump

112
As it was predictable the decrease in SOFC investment cost made the total
investment cost (and so the electricity price) significantly diminishes.
SOFC‟s percentage investment cost differs within a range between 29%
and 43%, that means a purchase cost set between 6,5 M€ an 10,4 M€.
The SOFC is still the most cost affective component for L1 and L2 while for
L3 the gasifier becomes the most expensive device.
Considering that the third Layout presents the lowest power production by
means of the SOFC (about 4,3 MWe) it is reasonable to admit that the
investment cost related to that device is lower than for L1 and L2. The
gasifier‟s PEC becomes then much more important.
With an investment cost equal to 31% and 35% is the second most
expensive device. Only the related percentage increases whereas the
actual cost does not differs from the previous scenario, since only the
SOFC‟s PEC (and the TCI) is changed.
At the end the Gas/STIG turbine affects the total investment cost by a
percentage set between 13% and 16% and a real cost between 3,1 M€
and 3,5 M€.
At the end Table 7.5.6-1 reports the electricity production cost for a
investment cost for the SOFC of 1500 €/kWh:
Layout Electricity production cost [c€/kWh] – Future scenario
1 8,16 2 7,86 3 9,47
Table 7.5.6-1: calculated electricity production cost for all layouts – future scenario.
Electricity production cost decreases and the economic profit that can be
reached increases. However the connection between SOFC‟s PEC and
electricity investment cost is not linear: a decrease in SOFC‟s purchase
cost of 40% results in electricity cost‟s diminution of 22% (L1) 23% (L2)
and 10% (L3).

113
8. Economic Analysis
Thermoeconomic analysis provides only general informations about costs
of different mass flows within the system. It has been used to determine
the electricity production cost which is a starting point to carry out a pure
economic analysis, which allows to acquire informations about the
conveniency of the investment.
Such a conveniency is expressed by some economic parameters mainly
regarding cash profit calculation in present value terms, and the period of
time to repay the sum of the original investment cost.
8.1 Economic data
Regarding the thermoeconomic analysis we have already seen some of
the major economic data input (Paragraphs 7.5.4, 7.5.5 , 7.5.6), that are
helpful also for the economic analysis:
- Investment cost (I0)
- system‟s lifetime (n)
- electricity production cost (cel)
- electricity sell price (pel)
Since the present analysis is carried out considering present value terms, a
parameter which expresses the discount rate is needed: the WACC
parameter.
WACC (Wheigthed Avarege Cost of Capital) is the rate that a company is
expected to pay on average to all its security holders in order to finance its
assets. The WACC is the minimum return that a company must earn on an
existing asset base to satisfy its creditors, owners, and other providers of
capital, The WACC is calculated taking into account the relative weights of
each component of the capital structure. The more complex the company‟s
capital structure, the more laborious it is to calculate the WACC.
It can be simply defined as in Eq. 8.1_1:
WACC= E × Re + D × Rd ×(1- tc) [%] (8.1_1)
Table 8.1-1 explains the meaning of such terms:
Parameter symbol Parameter meaning [%]
E portion of the own capital (in market value
terms) on the total investment capital

114
D debth portion on the total investment capital
Re cost of equity
RD cost of debth
tc tax rate
Table 8.1-1: parameters meaning for Eq. 8.1_1
A value of 8% is assumed for the courrent analysis (ref. [20]). In order to make the treatment clearer, all the economic data used for the analysis are reported in following Table 8.1-2:
Symbol Value
Layout
Parameter 1 2 3
Investment cost [M€] I0 28,38 31,2 25,73
Power plant lifetime [years] n 20
Electricity production cost [c€/kWh] cel 10,45 10,23 10,52
Electricity sell price [c€/kWh] pel Italy: 20,19 Denmark: 28,64
Weighted Average Cost of Capital [%] WACC 8
Table 8.1-2: economic parameter values
8.2 Calculated economic parameters
8.2.1 Net Present Value (NPV)
NPV (Net presen Value) is used in capital budgeting to analyze the profitability of an investment or project (ref. [21]). NPV analysis is sensitive to the reliability of future cash inflows that an investment or project will yield. To be more precise a NPV of a time series of cash flows, both incoming and outgoing, is defined as the sum of the present values (PVs) of the individual net cash flows (CF,t) at the tth year. A NPV includes all cash flows including initial cash flows such as the cost
of purchasing an asset (I0). A discount rate (WACC) needs to be used in order to adjust for risk and
time value and it is apllied as Eq. 8.2.1_1 shows:
NPV = -I 0 +CF,t
(1+WACC)t
t=1
n
å (8.2.1_1)
where:
CF,t = (pel -cel ) ×n× Pel[ ]t= CF = const (8.2.1_2)

115
In the simplified case when all future net cash flows are constant (time independent: CF,t =CF) and the only outflow of cash is the purchase price, the NPV is simply the PV of future cash flows minus the purchase price and Eq. 8.2.1_1 becomes Eq. 8.2.1_2:
NPV = -I 0 +CF ×1
(1+WACC)t
t=1
n
å (8.2.1_3)
NPV is an indicator of how much value an investment or project adds to
the firm. From its definition is seems clear to admit that an investment is
worth it only if it assumes a positive value at the end of the studied period
(n).
Table 8.2.1-1 lists all possibilities and clarifies their consequences:
Possibilit
y
Meaning Consequence
NPV > 0 the investment would add value to
the firm: Profit > 0
the project may be accepted
NPV < 0 the investment would subtract value
from the firm: Profit < 0
the project should be rejected
NPV = 0 the investment would neither gain
nor lose value for the firm: Profit = 0
This project adds no monetary value. Decision should be based on other criteria: strategic positioning or other factors not explicitly included in the calculation
Table 8.2.1-1: different NPV values, meaning and consequences
8.2.2 Payback time (PB)
PB (Payback Time) is a simple arithmetic average rate of return used in capital budgeting. It refers to the period of time required for the return on an investment in order to repay the sum of the original investment. It does not take into account the time value of money and so its value has to be considered only indicative of the real (discounted) period of return of the investment. It is define by means of Eq. 8.2.2_1:

116
PB =I 0
CF
(8.2.2_1)
8.2.3 Profitability factor (Pf)
Profitability factor is a simple and useful measure to evaluate the ratio (in percentage) in money return performance. The higher the value the higher is the economic gain. This parameter does not add no further information to previous parameters. Indeed it is used only to provide an immediate point view of how much the conveniency of the investment is. This concept is clarified by its definition as Eq. 8.2.3 shows:
Pf =NPV
I 0
×100[%] (8.2.3_1)
8.3 Economic results
In the following paragraph the economic results for calculated parameters
in this project are reported, the most important one resulting in NPV value.
All economic evaluated parameters are listed in Table 8.3-1 and 8.3-2 for
each Country:
ITALY
LAYOUT
Parameter 1 2 3
NPV
[€]
32.186.872 31.437.759 37.569.818
PB
[years]
4,31 4,5 3,73
Pf
[%]
113,42 100,76 146
Table 8.3-1: calculated economic parameters; Italy case
DENMARK
LAYOUT
Parameter 1 2 3
NPV
[€]
84.730.564 84.579.775 92.887.556
PB
[years]
2,31 2,48 2
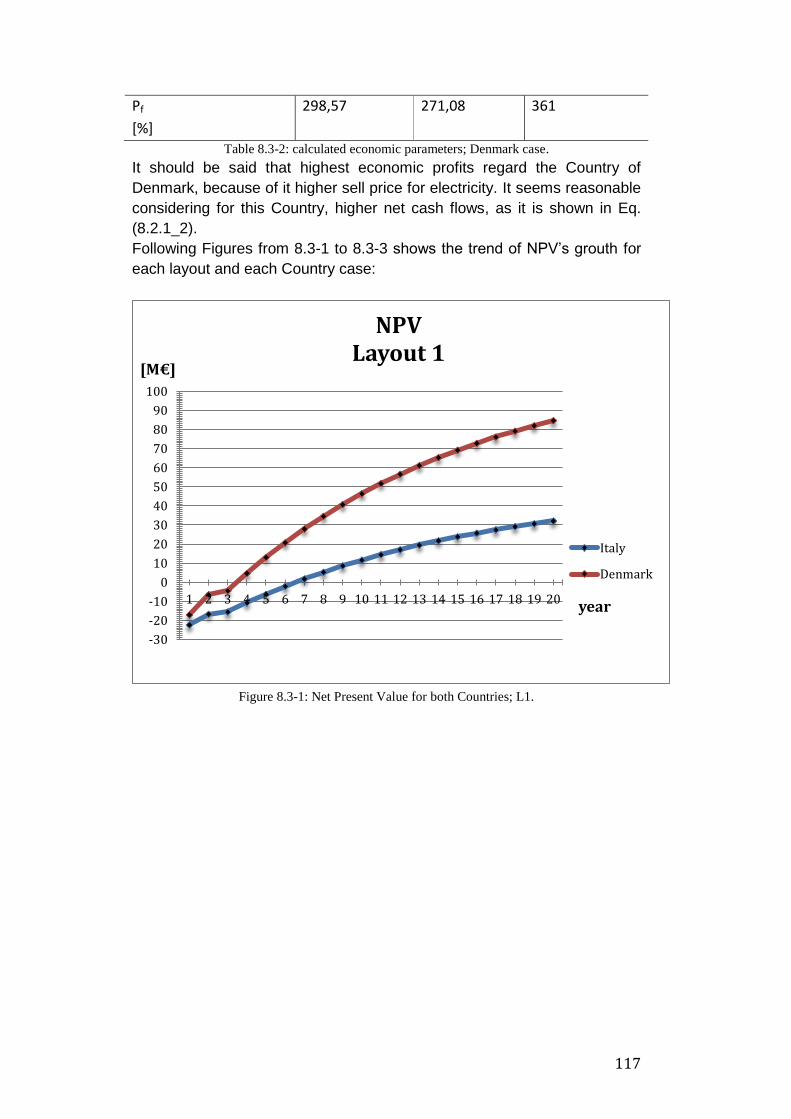
117
Pf
[%]
298,57 271,08 361
Table 8.3-2: calculated economic parameters; Denmark case.
It should be said that highest economic profits regard the Country of
Denmark, because of it higher sell price for electricity. It seems reasonable
considering for this Country, higher net cash flows, as it is shown in Eq.
(8.2.1_2).
Following Figures from 8.3-1 to 8.3-3 shows the trend of NPV‟s grouth for
each layout and each Country case:
Figure 8.3-1: Net Present Value for both Countries; L1.
-30
-20
-10
0
10
20
30
40
50
60
70
80
90
100
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
[M€]
year
NPV Layout 1
Italy
Denmark

118
Figure 8.3-2: Net Present Value for both Countries; L2.
Figure 8.3-3 Net Present Value for both Countries; L3.
Previous figures may be of help regarding the real periods to repay the
original investment: the time related to a NPV equal to zero could be
-40
-30
-20
-10
0
10
20
30
40
50
60
70
80
90
100
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
[M€]
year
NPV Layout 2
Italy
Denmark
-30
-20
-10
0
10
20
30
40
50
60
70
80
90
100
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
[M€]
year
NPV Layout 3
Italy
Denmark

119
considered a sort of a payback time that takes into account the time value
of money.
Following table 8.3-3 lists these values:
Estimate of time valued payback time [years]
LAYOUT
Country 1 2 3
ITALY 6,1 7 5,8
DENMARK 3,4 3,89 3
Table 8.3-3: time valued payback time estimate from Fig. 8.3, 8.3-1 and 8.3-2.
Furthermore following two Figures 8.3-4 8.3-5 provide an immediate point
of view about differences between Net Presen Values and profitability
factors for each layout and each studied Country:
Figure 8.3-4: Net Present Value and Pf; Italy case.
0
20
40
60
80
100
120
140
160
Layout 1 Layout 2 Layout 3
NPV and Pf - calculated values (Italy)
NPV
Pf

120
Figure 8.3-5: Net Present Value and Pf; Denmark case.
It is useful now to make the point on following observations:
- For both Countries L3 provides highest the values for NPV and
profitability factor and of course the lowest payback time. It follows that
this technology despite the major complexity of the system and the
highest electricity production cost is characterized by the highest profit.
That is reasonable considering that it presents the lowest investment
cost and that almost no demi-water supply and demineralization facility
are required. In an economic perspective then, L3 shoul be chosen as
the most convenient.
- Complexity and construction period (assumed the same for all layouts
in this project) may be criteria on which the decision may be based on.
In such a case L1 should be chosen: its NPV value is close to the L3‟s
NPV value even if the higher investment cost forbids the profitability
factor to grow. This solution may be chosen also because it regards the
use of a simple gas turbine with no water supply and no
demineralization facility.
- L2 does not present any good reason to be chosen: its complexity is
not so far from L3 (only a steam turbine and a little condenser are
missing) and however it is higher than L1; its investment cost is the
020406080
100120140160180200220240260280300320340360380
Layout 1 Layout 2 Layout 3
NPV and Pf - calculated values (Denmark)
NPV
Pf

121
highest one; its NPV and profitability factor are the lowest compared to
other layouts.

122
Conclusions
This project demonstrates that it is economically convenient to build up a
power plant with a fossil fuels based technology employing a renewable
source.
Therefore the studied general technology combines all the benefits coming
from a sustainable exploitation of a renewable source with an economically
competitive and high efficiency energy production.
Besides globally zero CO2 emissions indeed, the partitioning of the
cultivation area in four different growing zones provides a perfect balance
between inlet biomass (number of seeds) and outlet one (number of trees).
A suitable cultivation area is about 50 km2 for all layouts which refers to a
10 MWe power plant.
Thermodynamic analysis proves energetic efficiencies to be around 50%
or above (L1: η =53%; L2: η= 50,4%; L3: η= 49,6%). Exergetic yelds have
been calculated: L1: Ψ =46,44% ; L2: Ψ =38,57% ; L3: Ψ =48,1%). Actual
generated power barely differs from 10 MWe: L1: Pel = 9,66 MWe; L2: Pel
=9,77 MWe; L3: Pel =10,17 MWe.
In addition thermoeconomic analysis provides for all layouts an electricity
production cost lower than the sell price (L1: 10,45 [c€/kWh]; L2: 10,23
[c€/kWh]; L3: 10,52 [c€/kWh]) for both Italy and Denmark and also lower
than the average electricity cost for renewable sources (0.20 [€/kWh]).
The economic analysis that has been carried out confirms the conveniency
of the investment (NPV>0) for each layout.
At the end the profit for each layout has been calculated.
The analysis shows for each layout a higher economic gain for Denmark (if
same expenses are considered) since it is characterised by a higher
electricity sell price.
The most economically convenient solution for each Country regards L3.
Indeed it presents the highest Net Present Value and profitabiltiy factor and
the lowest payback time among studied solutions.
If complexity and construction period played an important role in decision
criteria though, L1 may be chosen: its NPV value is close to the L3‟s NPV
value. Its profitability factor instead is much lower because a higher
investment occures.
Regarding its simplicity, this solution may be chosen because it presents
the use of a simple gas turbine with a hybrid recuperator instead of a
HRSG with no water need neither production and water facilities.

123
L2 presents no reasonable cause to be chosen. its NPV and profitability
factor are the lowest compared to other layouts and its system‟s complexity
is a sort of middle-way between the other layouts.
In the nearly future a technology improvement and a decrease in purchase
costing for gasification, SOFC and GT/STIG technologies may provide a
better integration between plant sections and a lower electricity production
cost. For a given electric power output, it means that less area of
cultivation is required; transportation and storage cost are also lowered. On
the other hand with a fixed biomass input, more electric power may be
produced.
It follows that higher efficiencies and profits may be achieved.

124

125
References
[1] D. Cocco, C. Palomba e P. Puddu Tecnologie delle energie rinnovabili, SGE
Editoriali, Padova 2008.
[2] F. Burger and W. Sommer, Von der pappel bis zum Hackschnitzel,
LWF, Berlin 2003.
[3] Ahrenfeldt, J. et al., Energy & Fuels 2006, 20, 2672-2680.
[4] C. Bonacina, A. Cavallini and L. Mattaroli, Trasmissione del calore,
Cleup Editrice, Padove 1994.
[5] Jens Dall Bentzen, Reto M. Hummelshøj, Ulrik Henriksen, Benny Gøbel,
Jesper Ahrenfelt and Brian Elmegaard Upscale of the two-stage
gasification process, Technical University of Denmark, Department of
Energy Engineering, 2800 Lyngby, Denmark.
[6] James Larminie, Andrew Dicks Fuel Cell System Explained, John Wiley &
Sons.
[7] Masoud Rokni Fuel Cells in Power Plants, Department of Mechanical
Engineering (DTU).
[8] http://www.matche.com/EquipCost.
[9] S. B. Ferreir, thermoeconomic analysis and optimizatio of biomass
fuel gas turbines, Phd thesis, Cranfield University, Cranfield, 2002.
[10] F. Scapin Integrating a SOFC with a steam cycle, Department of
Mechanical Engineering (DTU).
[11] L. Pierobon, Analysis of a gasification plant fed by woodchips
integrated with SOFC and steam cycle, Department of Mechanical
Engineering (DTU), 2010.
[12 R. Tillner-Roth, F. Harms-Watzenberg, and H. D. Baehr, Eiene neue
Fundamentalgleichung für Ammoniak, Proceedings of the 20th DKV-
Tagung Heidelberg, Germany, Vol II, 1993, p. 167.
[13] J. L. Silveira and C.E. Tuna, Thermoeconomic analysis method for
optimization of power systems – part II, Sao Paulo State University,
Sao Paulo, 2002.
[14] A. Arsalis, Thermoeconomic modeling and parametric study of hybrid

126
SOFC–gasturbine–steam turbine power plants ranging from 1.5 to 10MWe,
Virginia polytechnic Institute and State University, Blacksburg, USA, 2007.
[15] Z. T. Lian, K. J. Chua and S.K. Chou A thermoeconomic analysis of
biomass energy for trigeneration, Department of Mechanical
Engineering, National University of Singapore.
[16] E. Curcio, E. Drioli and F. Macedonio, Integrated membrane systems for
seawater desalination: energetic and exergetic analysis, economic
evaluation, experimental study, University of Calabria, 2006.
[17] Bejan A., Tsatsaronis G., Moran M. (1996) Thermal Design &
Optimization, John Wiley & Sons Ltd.
[18] APER, Studio sui costi di generazione di energia elettrica da fonti
rinnovabili.
[19] http://my.epri.com Electric Power Research institute, EPRI.
[20] J. Hirschenhofer, D. Stauffer, R. Engleman, Fuel Cells Handbook, 5th
Edition, U.S. Department of Energy, Morgantown, PA, (2000).
[21] Investment decisions for baseload power plants, National Energy
Technology Laboratory, January 2010.
[22] P. Berra, L. De Paoli and G. Zingales, Economia delle fonti di energia,
Cleup Editrice, Padova, 1997.

127
Appendix A.
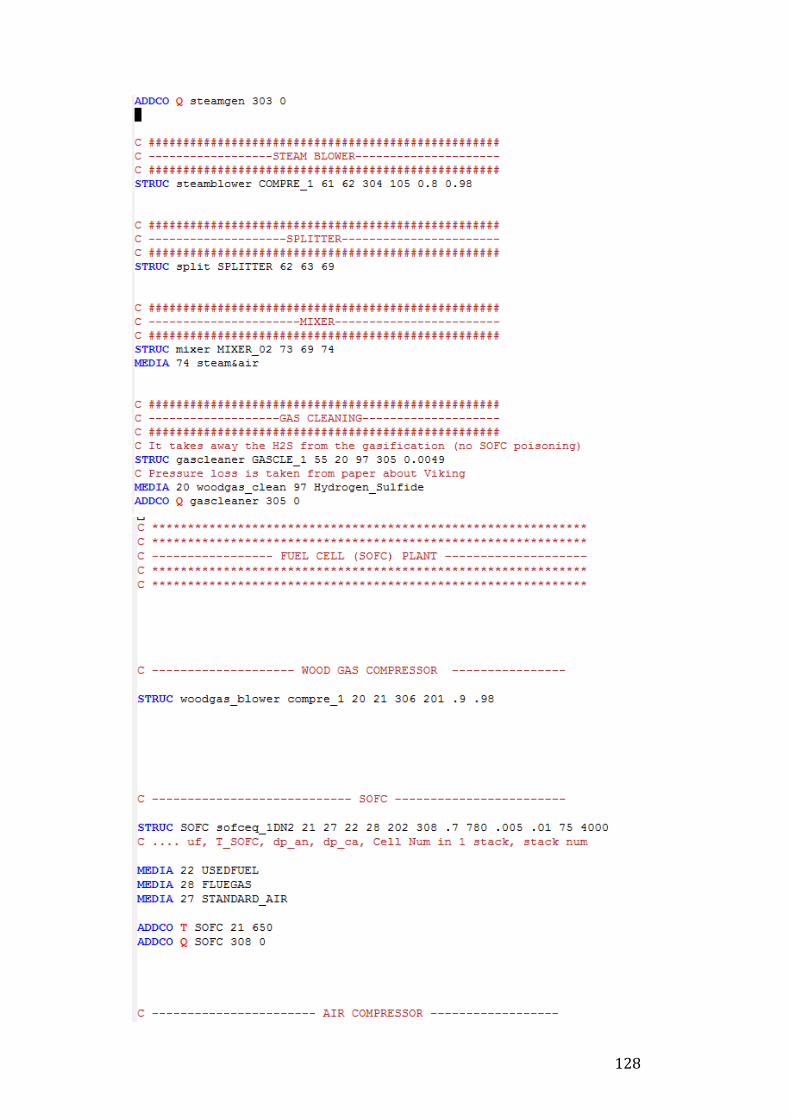
128

129

130

131

132
133

134

135

136

137
138

139

140

141

142

143

144
145

146

147

148
149

150

151

152

153

154

155

156

157
158

159

160

161

162

163

164

165

166

167

168

169

170
171

172

173

174
175

176

177

178

179

180
181

182

183

184

185

186
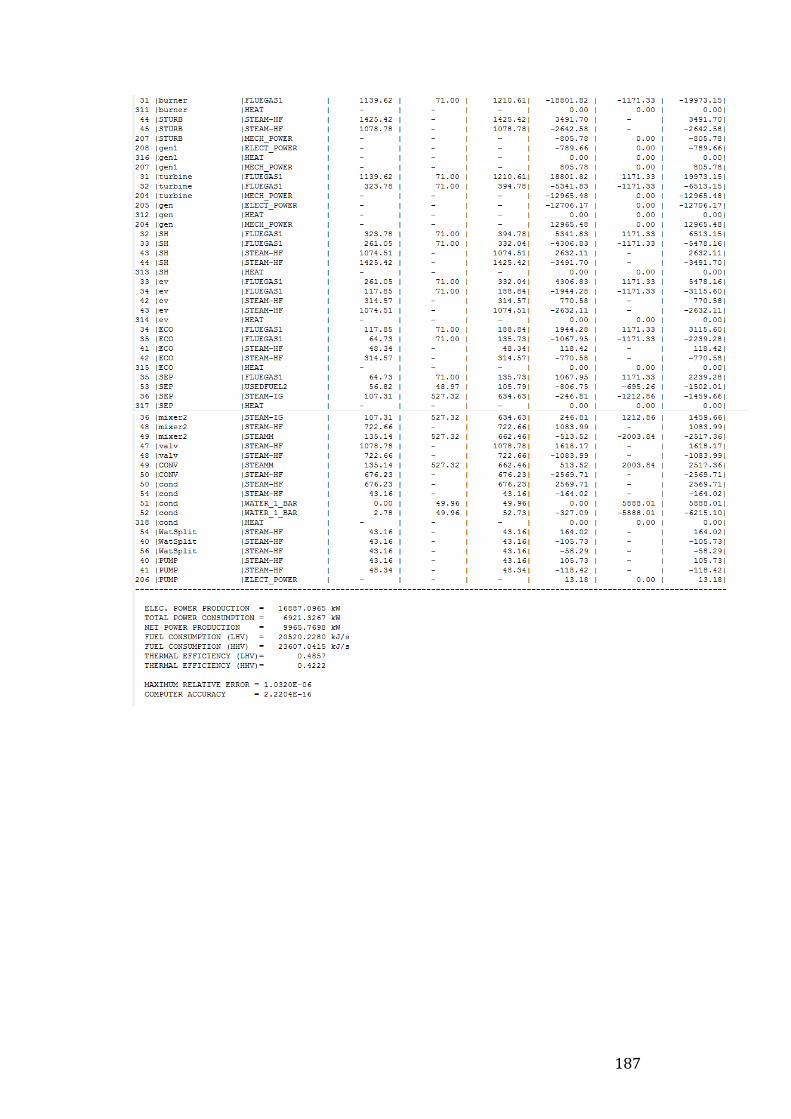
187

188

189

190

191

192

193

194
Appendix B.

195

196

197

198

199

200
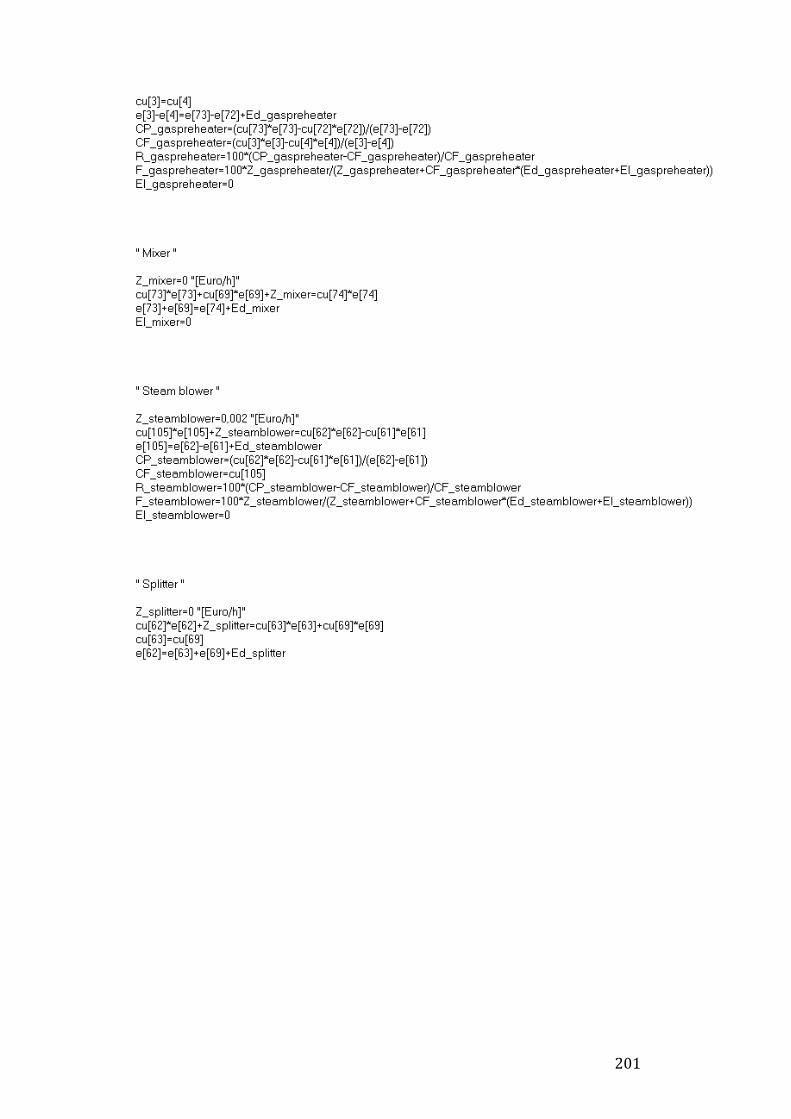
201

202

203

204

205

206
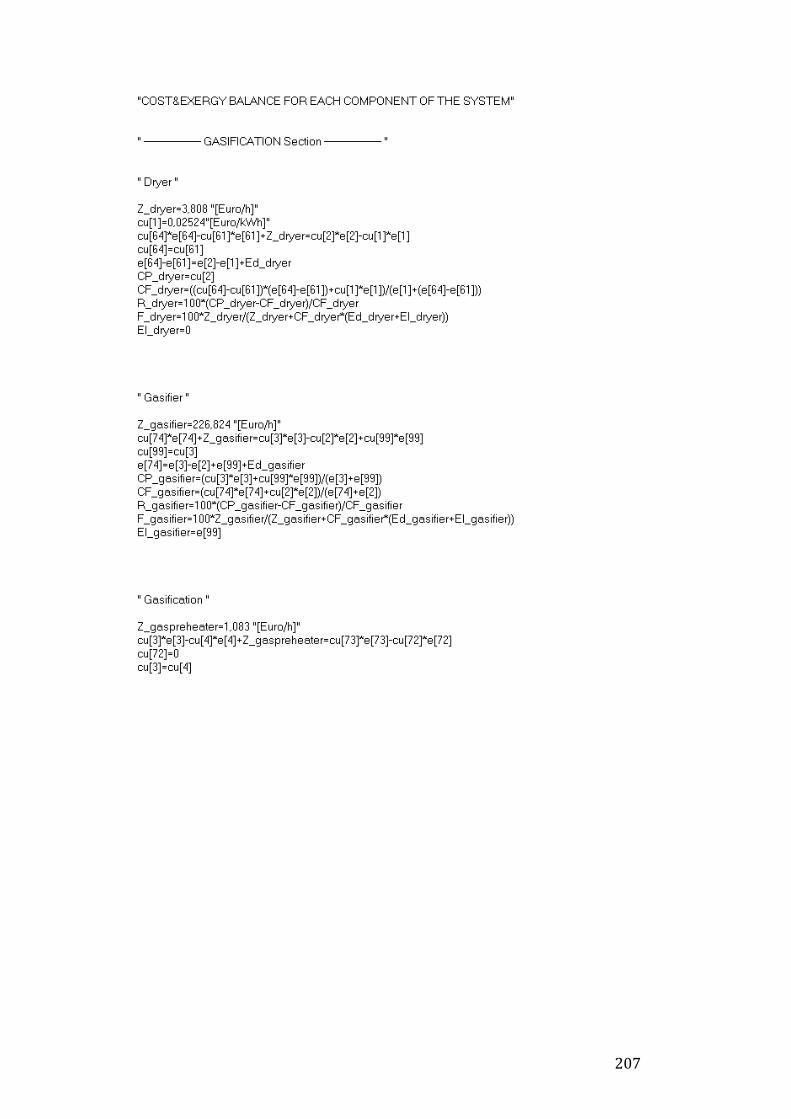
207

208

209

210

211

212

213

214

215