anomaly detection in production systems using ml techniques
TRANSCRIPT

Anno academico 2014/2015
UNIVERSITÀ DEGLI STUDI DI TRIESTE DIPARTIMENTO DI INGEGNERIA E ARCHITETTURA
Corso di Laurea Magistrale in Ingegneria Informatica
Tesi di laurea in
Intelligent technical systems
Un approccio combinato per la rivelazione di anomalie in sistemi di
produzione usando tecniche di machine learning
LAUREANDO RELATORE David Fanjkutić prof. Eric Medvet
CORRELATORI
dott. Alexander Maier
dott. Andreas Bunte

II

III
Abstract
In the present thesis a combined approach is presented for anomaly detection in
production systems using learned system models. It is important mainly because of the
big amount of time and money that could be saved by a fast reaction when a failure
occurs. Usually it is also very time consuming to make a model of the system. An
automated way of modelling is shown using algorithms OTALA (Online Timed
Automata Learning Algorithm) and PCA (Principal Component Analysis) in the context
of model-identification. After identifying the models anomaly detection is computed by
using a distance metric to classify a new observation.
The OTALA+PCA combination successfully detects anomalies, where OTALA also
gives additional information of where did the anomaly occur. Additional expansions to
the proposed approach could be done where the objective would be to identify the cause
of the anomaly.
Riassunto
La presente tesi tratta un approccio combinato per rivelare anomalie in sistemi di
produzione usando modelli costruiti con algoritmi di machine learning. E’ principalmente
importante per via degli enormi risparmi che comporta una pronta reazione ai guasti in
ambienti industriali. Di solito molto tempo viene investito anche nella modellazione dei
sistemi di produzione. Un modo automatico di modellare sistemi è presentato usando gli
algoritmi OTALA e PCA nel contesto di model-identification. Dopo l’identificazione la
rivelazione di anomalie viene eseguita basandosi sulla distanze tra una nuova
osservazione e i modelli appresi.
La combinazione OTALA+PCA è in grado di rivelare anomalie con successo, dove
OTALA dà anche informazione su dove è capitata l’anomalia. Una naturale espansione
all’ approccio proposto avrebbe come obiettivo di trovare la causa delle anomalie
rivelate.

IV

V
nonićima
Neli, Končeti, Stipetu, Zvonku

VI

VII
Table of Contents
1 Introduction ............................................................................................................. 1
2 Idea and objectives .................................................................................................. 2
3 Models – an introduction ......................................................................................... 4
3.1 Automaton ........................................................................................................... 5
3.2 PCA ..................................................................................................................... 6
4 Models – learning algorithms .................................................................................. 7
4.1 PCA ..................................................................................................................... 7
4.2 OTALA ................................................................................................................ 8
4.3 Learning scenario .............................................................................................. 10
5 Anomaly detection ................................................................................................. 12
6 Data acquisition ..................................................................................................... 16
6.1 Energy demonstrator ......................................................................................... 16
6.2 Dataset ............................................................................................................... 17
7 Experiments ........................................................................................................... 19
7.1 Qualitative comparison ...................................................................................... 19
7.2 Quantitative measures ....................................................................................... 24
8 Developed software ............................................................................................... 26
8.1 Parser ................................................................................................................. 26
8.2 Data analyser ..................................................................................................... 27
8.3 Rule generator.................................................................................................... 28
8.4 Plotter ................................................................................................................. 29
9 Conclusion ............................................................................................................. 32
References ...................................................................................................................... 33
Acknowledgments .......................................................................................................... 34

VIII
List of Figures
Figure 1: Data flow concept ............................................................................................. 2
Figure 2: Learning sequence of models ......................................................................... 11
Figure 3: Classification of normal behaviour ................................................................ 12
Figure 4: Anomaly detection scenario ........................................................................... 13
Figure 5: Energy demonstrator ...................................................................................... 16
Figure 6: Energy demonstrator’s high-level process diagram ....................................... 17
Figure 7: Box and Whisker-normal behavior 1 ............................................................. 20
Figure 8: Box and Whisker-normal behavior 2 ............................................................. 21
Figure 9: Box and Whisker-conveyor belt pressed ........................................................ 22
Figure 10: Box and Whisker-ball stolen ........................................................................ 23
Figure 11: Box and Whisker-second ball added ............................................................ 24
Figure 12: Example of a small dataset ........................................................................... 27
Figure 13: Plotter screenshot.......................................................................................... 29
Figure 14: Hue in HSB encoding of RGB ..................................................................... 31

IX
List of Algorithms
Algorithm 1: PCA ............................................................................................................ 8
Algorithm 2: OTALA without time ................................................................................. 9
Algorithm 3: Anomaly detection ................................................................................... 14

X
Terms
Observation– a vector of systems’ measurements at a point in time. The symbol used
throughout the thesis is u(k)
Normal behaviour – an ordered set (by time) of observations that occurred while the
system was functioning normally
Model – an abstract representation of a system learned from normal behaviour
Anomaly – an observation which is not coherent with the learned models. A classifier
will decide if an observation is not coherent with the models
Predicted behaviour – an observation which is not an anomaly

1
1 Introduction
Since the beginning of time human evolution is followed by technological
advancement. It is in our nature to find easier ways of doing things, techniques that are
going to be less time consuming and/or effort consuming than the current ones. In the
modern days human progress reached a point where the work doesn’t have to be done by
individuals any more. Highly complex technical systems are today’s labour power. When
you look in your living room or kitchen and think about the things that you see you will
probably notice that almost all of the things there are actually made by machines. It is
very uncommon that a piece of furniture or any other item present in your home was
made exclusively by human hands, as it once used to be. Clearly in a less personal space
things are even less hand made.
Employers prefer to have workers who work well instead of ones that don’t, of course.
But it is human to make mistakes, so as a consequence there are losses in time and money
for every bad decision or bad performance. That is why supervisors are needed. The work
needs to be controlled and monitored.
The same is with machines. Since automation occupies a major part in today’s
production plants, it is important that it works properly. Failures in automation systems
cause production losses which as an end result cost a lot of money. It is important to
detect them and possibly to detect the cause of the failure. There are multiple ways of
doing so for particular cases, and new effective approaches are always appreciated.
This thesis will discuss one possible approach to formally describe a production
system’s normal behaviour using model-identification algorithms and then use the
obtained models representing the production system to detect anomalies within its
behaviour. After a problem description and giving an insight into work related to the
topic, a more detailed section will introduce the models used in this thesis. The structure
of these models is a starting point for learning simple rules which can then be used as
intuitive references to the expected behaviour of the system.

2
2 Idea and objectives
The aim is to find an effective method to detect anomalies in a production system by
combining the information that can be extracted from models representing it. Data
needed to learn the models is retrieved from the production system and given as input to
multiple learning algorithms such as OTALA, PCA, Clustering and others.
Source: Fraunhofer IOSB-INA
Figure 1: Data flow concept
In the present thesis a distinction is made between low-level data and high-level data.
Low-level data are quantities like energy consumption or signal changes, so technically
measurements obtained using sensors and actions made through actuators. The
algorithms elaborate low-level data and produce high-level data which is then used to
learn the rules for anomaly detection. The anomaly detection algorithm will then
elaborate directly the high-level data.
In a classical approach detecting anomalies would be done already after gathering the
low-level data. The main difference between the classical approach and the approach here
presented is the additional layer of elaboration whose purpose is to abstract the type of
data gathered from sensors and actuators to conceptually obtain an independent layer of
elaboration which will then work exclusively with high-level data, not taking into
consideration the way in which it was constructed nor what type of data is it based on.
The additional layer is not aware of this distinction between the data or the layered
architecture, it treats the high-level data as it would any other data.

3
Using such an approach an abstraction is obtained where the initial data used, the low-
level data, would not be taken into consideration any more. We call the obtained
abstraction “model”. Abstracting the production system using models like automatons for
example, can significantly simplify the understanding of its behaviour because instead of
being a set of physical components, it becomes a set of states which captures better the
different stages of a production cycle. Additionally, automatons for example have a very
intuitive graphical representation.
4
3 Models – an introduction
It is often difficult to understand certain behavioural aspects of production systems, so
many measurements need to be carried out on the physical system. Often a lot of
important measurements are not applicable in practice because of various reasons, for
example the variable that needs to be measured could be inaccessible, like the inner
temperature of an engine.
Given an input a system produces an output. Giving the same input to a model
describing that system can be used to simulate the expected behaviour of the system.
Such models can be used for detecting anomalies. An anomaly is detected when the
system’s behaviour is different from the simulated one. This method of detecting
anomalies is called model-based anomaly detection.
Usually production systems are modelled using Ordinary Differential Equations (ODE)
or Differential Algebraic Equations (DAE), mathematical models that are derived from
physical processes. A model is usually constructed by a domain expert who has a large
theoretical and practical knowledge about the physical system. Depending on the level of
detail needed, the expert makes an appropriately specific model. Low level of detail
doesn’t need a very specific model. Sometimes a very general model suffices, and is
often better than a very detailed one. It is always important to find the right trade-off
between generality and specification to fulfil the requirements of a task.
As stated above, a domain expert is needed to provide the knowledge for modelling
such a system. But is it possible to model a system automatically? Or at least reduce to
some extent the need for a domain expert? This is one of the modern-day challenges, to
give to a machine the knowledge needed to model a system. It is very unlikely that a
machine models a complex system with different discrete and continuous variables and
manages to relate dependencies that exist between them using mathematical modelling.
As an alternative approach there is data-driven modelling which is based on machine
learning techniques.
Using sensors, values of different variables of interest can be measured and saved in a
database or simply logged. Usually data regarding the output of the system is stored and
data regarding the input is usually known. The database will then contain the data
representing the behaviour of the whole system, which is observed as a black box (the
physical structure of the system is not known to the machine). For the purpose of data-
driven modelling the content of the box is not relevant. Data regarding input and output
variables can be used as a training dataset to find the relations between the input and

5
output variables using machine learning (ML) techniques. Since machines do not
understand data, but do know how to elaborate it, this is probably the right direction for
automatizing modelling of production systems.
In machine learning training examples are usually given as vectors in the n-
dimensional Euclidean space. This is arguably the most widely practiced methodology.
However, there are other approaches, such as providing learning information via
relations, constraints, functions, and even models (Japkowicz & Shah, 2011). In the
present thesis a model-based approach to machine learning is proposed where the training
examples will be vectors in the Euclidean space to learn models, and then use those
models as training examples for a rule-based system. The 2 models used are described in
the sequent subsections.
3.1 Automaton
In computer science, an automaton or a finite state machine is an abstract machine used
to solve computational problems. It is usually defined as a 5-tuple in the following way:
Q is a finite set of states.
Σ is a finite set of symbols, called the alphabet of the automaton.
δ is the transition function, that is, δ: Q × Σ → Q.
q0 is the start state, that is, the state of the automaton before any input has been
processed, where q0∈ Q.
F is a set of states of Q (i.e. F⊆Q) called accept states
The current state of an automaton can be retrieved by simulating all the transitions that
occurred starting from the state q0 and given all the symbols (inputs) to the automaton in
the correct sequence. It can be used in various contexts like string matching for example
where an automaton constructed in a particular way will accept certain sequences of
symbols from the alphabet, in order to match particular strings.
A transition function can be seen as a mechanism that reacts to certain inputs and ignores
other. While being in a state, it defines which are the possible input symbols that trigger
the mechanism (transition function) to move from one state to another. Now, there are
multiple alphabets that can be used as the set of acceptable symbols, and they don’t
always have to be alphanumerical. They could be intervals for example or even signals,
see (Niggemann, Stein, Maier, Vodenčarević, & Kleine Büning, 2012). Based on the type
of alphabet that an automaton is partially defined by, there are different types of

6
automata. One of these, the State-based Timed Automata (Maier, 2014), will be discussed
in more detail in Models – learning algorithms chapter.
3.2 PCA
In statistics, Principal Component Analysis is a way of identifying patterns in data.
These patterns are then used to express data so that its similarities and differences are
highlighted. It is usually hard to find patterns in data, especially when it is in a dimension
higher than 3 where graphical representation is not an option, so a human cannot use its
sight and observation capabilities to identify it visually. That is why PCA is a very useful
tool for pattern identification.
Also, beside pattern identification, PCA is useful for dimension reduction. In general,
when data from an n-dimensional space gets mapped to a k<n space, then the data is not
containing the same information any more. More precisely, information is lost due to not
taking into consideration the m=n-k data dimensions that were present in the higher
dimension. The higher is m the more information is lost. But, this loss of information can
be minimized and the data will be transformed to fit the lower dimension space with the
least loss of information by using simple matrix algebra that will be explained in the
Models – learning algorithms chapter.
When performed on a dataset, where the rows are the different observations and the
columns are the different variables of interest, the PCA will identify the most important
variables of that dataset and map them to a lower dimension. In this thesis we refer to the
data in the lower dimension as PCA model. The reason for choosing this model is that the
computational cost of performing anomaly detection (explained in the chapter Anomaly
detection) on a dataset of reduced dimension is lower. It is natural to realize that it is
easier to compute the sum of 2 scalars than of 2 vectors. In this case the latter isn’t that
difficult, but if the vector contains many variables than it is more difficult. And when it is
a matrix is even more difficult, and when it is multiplication instead of sum then even
more.
Now, since the principal aim of the work here presented is to detect anomalies in real-
time, the higher the computational cost the longer it takes to compute it. If it takes too
long then the anomaly would be detected too late, and though not in real-time. For this
reason PCA is used to reduce the dataset by keeping only the most important variables
among hundreds or even thousands of them. A real production plant can easily have a
few thousand of variables of interest, and making a computation among for example 80%
of them really makes a difference.

7
4 Models – learning algorithms
In general, when any algorithm is first developed the author was initially looking for a
systematic solution to a specific problem. That is what an algorithm does actually, that’s
its whole purpose. It is often the case that algorithms are then used in application
scenarios that are different from the originating one. For example if an algorithm can
compute the sum of a number of apples, it can probably perform well enough also when
summing a number boats. Also, the very specific scenario can sometimes be generalized,
like for example instead of summing just apples or boats, it could be generalized to sum
any fruit or transportation vehicle. The other way around is also common because
sometimes some restrictions can be introduced in general algorithms that would make
them perform better on specific cases and maybe give better results.
This chapter will introduce the 2 learning algorithms that are used to learn models that
have origins in a completely different application scenario or were much more general.
The algorithm PCA was originally used for simplification, data reduction and variable
selection. It is now applied also to classification, prediction, unmixing, and 2 more
important for this thesis – modelling and outlier detection (Wold, Esbensen, & Geladi,
1987).
Automata on the other hand has its roots in early computer science where
mathematicians wanted to mathematically describe complex mechanical machines to be
able to understand better their functionality and limitations. We can say that the initial
application scenario for automata was similar to the current one. Other than to give a
formal description (model) of a machine, automata are also used in text processing,
compilers, hardware design, programming languages, artificial intelligence and so forth.
The models are defined in this thesis as abstract representations of a system. The
system can be any production system, so any physical machine that has different
components like conveyor belts, wheels, or any other component. To give a formal
description of a system using only data related to its variables at a given time, 2 data-
driven modelling techniques are used: PCA (for the PCA model) and OTALA (for the
automaton model).
4.1 PCA
An important aspect is that PCA has to be computed on a training set that is describing
only the normal behaviour of the system because on a later step anomaly detection will
be performed, where it has to correctly classify anomalies, so those must not be present in

8
the training set. A more “machine learning” way of saying this would be that only
positive examples are allowed in the training set, so the classifier will later classify as
negative examples (anomalies) all future examples (new observations) that do not fit the
learned model. The learning is done as follows:
(1) Input: highMat
(2) mean = meanPerColumn(highMat)
(3) zeroMeanMat = highMat – mean
(4) covMat = cov(zeroMeanMat)
(5) tranMat = sortEigVecsByEigVals(covMat)
(6) tranMat = chooseNumbOfPC(tranMat)
(7) lowMat = zeroMeanMat * tranMat
(8) Output: tranMat, lowMat
Algorithm 1: PCA
where highMat is the training dataset with columns representing the variables and rows
the observations, tranMat is the transformation matrix which is used to map observations
to the lower dimension, lowMat is the learned PCA model (the training data mapped to
the lower dimension).
Note that tranMat and lowMat have to be saved to be used later for anomaly detection.
The anomaly detection algorithm in chapter Anomaly detection refers to this matrices
with this exact names.
4.2 OTALA
One of the additional supervisors of this thesis, Alexander Maier, has recently
developed the Online Timed Automata Learning Algorithm as part of his PhD
dissertation (Maier, 2014). The algorithm identifies the model of the system by taking
into consideration only its discrete input and output variables. The identified model is
called State-based Timed Automaton.
State-based Timed Automaton It is a 4-tuple A = (S, Σ, T, δ), where S is a finite set of
states. Each state s ∈ S is a tuple s = (id, z), where id is a current numbering and z is an
observation containing only values of the discrete monitored variables.
- Σ is the alphabet, the set of events.

9
- T is a set of transitions. A transition is represented with (s, a, δ, s’), where s, s’ ∈ S
are the source and destination states, a ∈ Σ is the symbol and δ is the clock constraint.
The automaton changes from state si to state sj triggered by a symbol a if the current
clock value satisfies δ. The clock c is set to 0 after executing a transition, so that the
clock starts counting time from executing this transition.
- A transition timing constraint δ: T → I where I is a set of intervals. δ always refers to
the time spent since the last event occurred. It is expressed as a time range or as a
probability density function (PDF), i.e. as probability over time.
Below is the OTALA learning algorithm (without time):
(1) Input: z
(2) Initialize automata = {}
(3) currentState = createNewState(z)
(4) WHILE(not modelLearned)
(5) z = getNewObservation()
(6) FOR(s in States of automata)
(7) IF(z == getSignalVector(s))
(8) stateExists == true
(9) IF(not transitionExists(currentState, s))
(10) createNewTransition(currentState, s)
(11) END IF
(12) END IF
(13) currentState = s
(14) END FOR
(15) IF(not stateExists)
(16) s_new = createNewState()
(17) createNewTransition(currentState, s_new)
(18) currentState = s_new
(19) END IF
(20) END WHILE
(21) Output: automata
Algorithm 2: OTALA without time
where automata is the learned model (a state-based automata), z is the observation
containing only the discrete variables. Since this is an online learning algorithm, the input
z is iteratively fed to the algorithm, until the model is learned.

10
Since the input of the algorithm are discrete values, in the case where there are n binary
variables, the following holds:
2n is the maximum number of states generable by OTALA
It is the case that many of the sensors and actuators of a production system are binary.
Such sensors are most often distance sensors used to indicate the position of a relevant
physical component. On the other hand, binary actuators indicate if a physical component
is active or inactive, like for example is the magnet on, or is the conveyor belt moving.
This data is something that can definitely characterize the different phases in a production
system which makes OTALA a good candidate for modelling production systems.
4.3 Learning scenario
These 2 models are learned in different ways. PCA is learned offline on a final dataset.
That requires that the system runs a number of production cycles to store the observations
from the normal behavior to be accessed later by the PCA algorithm. OTALA on the
other hand is an online learning algorithm which will update its currently learned model
every time that a new signal vector u(k) is observed. The following illustration shows the
scenario:

11
Offline
OnlineOTALA
Is automaton learned?
PCA for each state
Learningcompleted
Turn ON SystemStart
learning
New observation
Logs
NO
YES
N
u(k)
u(k)
Figure 2: Learning sequence of models
where u(k) is the k-th observation, and N represents the normal behaviour of the system.
It is the set of all observations that occurred while the system was functioning normally.

12
5 Anomaly detection
Once that the models have been learned they can be used for anomaly detection. This is
achieved by using a binary classifier that classifies new observations as predicted
behaviour or anomaly. But how does the classifier decide upon an observation if it is an
anomaly or predicted behaviour? The classifier also needs to be learned.
The learning of the 2 models was consisting of multiple phases that involved many
different types and sources of data. On the other hand, we can say that the classifier is
already learned because the data that the classifier needs to make decisions upon is
normally distributed as a pre-processing step in the PCA algorithm. When elaborated
using the anomaly detection algorithm presented in Algorithm 3, all the observations
from the normal behaviour will be classified as predicted behaviour of course, because
the Marr wavelet function used for classification will be given input data that is normally
distributed. The below picture shows values of all observations of the normal behaviour
dataset (later presented in 6.2 Dataset) where the y axis is the output of the Marr wavelet
function and the x axis is the distance of the observation from the origin:
Figure 3: Classification of normal behaviour

13
An idea of how anomaly detection is done is here shown in the below illustration:
Retrieve current state
Map tolower
dimension
Calculate distance fromNormal behaviour
Close enough?
NO
Anomaly!
u(k)Get
corresponding PCA
w(k)
|w(k)|
Figure 4: Anomaly detection scenario
1. A new observation u(k) is used to retrieve the current state of the automaton. The
values of the discrete signals are compared to those that would trigger a state
change. If there is no such transition, the state does not change.
2. The current state SX is used to retrieve the corresponding learned PCA model,
every state of the automaton has a PCA model associated with it
3. The transformation matrix (tranMat) from the corresponding PCA model is used to
map the observation to the lower dimension

14
4. Euclidean distance is then calculated from the normal behaviour (from the origin)
5. A Marr wavelet function is used to classify the new observation:
𝑓(𝒙) =2
√3𝜎𝜋14
∗ (1 −𝑘
𝜎2) ∗ 𝑒
−(𝑘
2𝜎2)
where x is the new observation transformed to the lower space, σ is the standard
deviation, 𝜎2 is the variance, and k is the Euclidean distance from the origin:
𝑘 = √∑ 𝑥𝑖2
𝑑
𝑖=1
where d is the dimension of the lower space.
The anomaly detection algorithm is the following:
(1) Input: u(k), PCA, automata,
(2) currentState = getState(automata, u(k))
(3) PCAcurrentState = getPCA(PCA, currentState)
(4) tranMat = getTranMat(PCAcurrentState)
(5) x = u(k) * tranMat
(6) IF( f(x) > 0 )
(7) classification = predicted_behaviour
(8) ELSE
(9) classification = anomaly
(10) END IF
(11) Output: classification
Algorithm 3: Anomaly detection
where PCA = {PCA𝑖}𝑖=1|𝑆|
is a set of PCA models where each model is associated to one
of the |S| states of automata, where |S| is its number of states, u(k) is the new observation
which is classified as classification.
The distance is measured from the origin because the original data was centred in the
PCA computation by subtracting the mean from each observation. The Marr wavelet

15
function’s particular shape allows to have a natural boundary of zero that simplifies the
classification; an observation is said to be coherent with the normal behaviour if its value,
after being applied to Marr wavelet function, is positive. Otherwise will be classified as
anomaly.

16
6 Data acquisition
In general, production systems include a lot of different sensor types, actuators and
controllers used for controlling and monitoring different components. Monitoring the
condition of a production system requires collecting process data from its sensors and
components and continuously feed this data to the elaboration software. The elaboration
software used in the present thesis is called proKNOWS, developed by Fraunhofer IOSB-
INA, a large research institute in Germany. It is a framework for diagnosis, model
identification and optimization in industrial environments. It is still under development
and not yet implemented in real production plants, but a prototype is implemented in the
Lemgo Model Factory (Modellfabrik, n.d.).
Using proKNOWS data was collected from a physical system called Energy
demonstrator.
Source: Fraunhofer IOSB-INA
Figure 5: Energy demonstrator
6.1 Energy demonstrator
The components are common to all production systems and the signals that are present
are also coherent with the real world scenario. However the number of variables is indeed
a lot smaller than the one in a real production system so the results obtained in this small
testing environment could be different than the ones that would be produced using a more
complex system.

17
The demonstrator’s discrete variables of interest are listed and shown in Figure 5:
Energy demonstrator. The components 1-3 are binary sensors used to determine if the
ball or the magnet head is present. The components from 4-6 are actuators whose values
indicate if the conveyor belt is moving and if so in which direction, and if the magnet is
on. The components 1-6 are all binary.
Additionally, there are 2 other sensors which are continuous. One is used to measure
the power and the other is for energy.
The binary components are used to learn the automaton model using OTALA and the
continuous components are used to learn the PCA model.
The below illustration show the simple processes that are occurring while the
demonstrator is on.
Ball waiting?Magnet head left?
Magnet off?
Magnet on!Move right!
Magnet head right?
Magnet off!Move left!
YES
YES
Figure 6: Energy demonstrator’s high-level process diagram
6.2 Dataset
The data was collected in a total period of 35 minutes. A production cycle for the small
system used (Energy demonstrator) lasts for approximately 8.95 seconds, which means
that the data was collected for approximately 235 production cycles:
- 2 minutes (13 prod. cycles) for learning using OTALA and then offline using PCA
- 33 minutes (222 prod. cycles) for testing normal behaviour and simulated anomalies
18
The system registers an observation approximately every 0.25 seconds, which means
that the automaton was learned on 480 observations (which turned out to be correct). The
PCA was then computed over the same dataset.
For what regards testing, there were 8175 observations that were used to test different
simulated anomalies and to confirm that observations would be classified as predicted
behaviour when anomalies would not be simulated.
The Experiments chapter discusses the approaches taken to test if the classifier is
successful in detecting anomalies.

19
7 Experiments
The testing phase was divided in 15 slots, where each of them was used to test a
different simulated anomaly or a normal behaviour. The results of the experiments are
first going to be interpreted qualitatively and then quantitatively.
7.1 Qualitative comparison
This section will focus on the visual interpretation of the experiments’ results by
showing their graphs and comparing them between them.
7.1.1 Graphs
To give a graphical representation of the overall performance of the classifier, box and
whisker plots are used. To understand these plots 4 elements need to be defined:
1 red line in the blue box represents the median of the data
1 blue box where the bottom and top of it represent the 1st and 3rd quartile of data,
respectively. In fact the interval from the bottom to the median contains 25% of
data, the same amount as the interval from the median to the top of the box
2 black whiskers represent the 2nd and 98th percentile of data – the interval from the
lower whisker to the bottom of the box contains 23% of the data, the same amount
as the interval from the top of the box to the higher whisker, so they both contain a
total of 46% of data
Multiple red crosses represent outliers1 – these are some data points that
accumulate a maximum of 4% of data. Outliers can be located in 2 groups, the 1st
above the higher whisker and the 2nd below the lower whisker where each group
accumulates a maximum of 2% of data
Each of the graphs in the following sections represent 1 of the 15 slots in which the
dataset was divided. In each slot a particular anomaly was simulated or normal behaviour
was tested.
The x axis has only positive discrete values xi ∈ ℕ+ which represent automaton states.
The y axis has continuous values yi ∈ [0, 1] ⊂ ℝ which can be interpreted as a confidence
measure of an observation being part of the normal behaviour. This measure is obtained
by scaling each of the output values of the Marr wavelet function by dividing it by the
highest of all outputs of the function, so that a scaled set is obtained where the element
1 Outliers must not be mixed with anomalies. In this thesis the term outlier will be used only as a point in the box
and whisker graph

20
with the highest value will be 1. This is done to give a more intuitive understanding of the
graphs.
This graph type was chosen because even when the system is function normally there is
always some noise or sensor failure where wrong measures are recorded. When it
happens it is useful to plot outliers because if the number of outliers on the y axis with
value zero is very small in an interval of monitoring, then one can conclude that there
was some noise or sensor failures, instead of anomalies, because anomalies usually come
in groups, not as individual observations. Remember that the system registers an
observation every 0.25 seconds, which means that if the system functions in an
anomalous way for 3 seconds there would be a group (sequence) of 3/0.25 =12
anomalies.
7.1.2 Normal behaviour
To test if normal behaviour is classified correctly 5 slots out of 15 were used. The
optimal expectation was to have all observations classified as predicted behaviour
because no anomalies will be simulated. Since all 5 test slots showed very similar results,
only 2 are shown.
Figure 7: Box and Whisker-normal behavior 1
The graph shows as expected that the number of anomalies is insignificant. Only 2 out
of 545 observations are classified as anomalies. This might be sensor failures or real

21
anomalies, but since anomalies usually come in groups these are probably sensor failures
or measurements affected by noise.
Figure 8: Box and Whisker-normal behavior 2
The 2nd graph shows again a very high accuracy when testing normal behaviour.
7.1.3 Simulated anomalies
Maybe simulated anomalies is not the best name for this chapter. The anomalies were
not simulated in a classical way, where for example an arbitrary observation would be
given as input or an observation that does not deviate too much from the learned models.
The anomalies actually happened for real. The following anomalies were “forced” by
human hand:
The conveyor belt was pressed
The metal ball was taken away from the running magnet head
A second ball was introduced

22
Figure 9: Box and Whisker-conveyor belt pressed
The number of anomalies in states 2 and 3 has clearly increased from the normal
behaviour. Also state 3 shows an increment in the number of observations that are
classified as normal and are relatively further away from the “perfect” normal behaviour.
In fact the bottom of the box is at around 0.80 where in normal behaviour is at around
0.95, not to mention that the whisker reaches 0.7.
The bottom of the box in state 4 reaches even 0.35. The important thing to notice is that
the lower whisker reaches point zero which implies that outliers will not be drawn
because they overlap with it. One conclusion that can be made is that > 2% of data are for
sure anomalies (the outliers). The other is that very probably a little less than 25% of data
are anomalies. This is a heuristic thesis based on the looks of the graphs of the normal
behaviour where all observations in state 4 are classified as predicted behaviour with
confidence 1.

23
Figure 10: Box and Whisker-ball stolen
Simulated anomalies are detected much better in this case than the others. The lower
group of outliers nor the lower whisker is drawn because they overlap with the bottom of
the box which expands to point zero. This means that at least 25% of observations in this
slot are anomalies.
From a high-level perspective this means that a lot of observations differ significantly
from normal behavior. From a low-level perspective, what actually happened, the ball
never arrived at the sensor position which would trigger a transition to a sequent
automaton state. So the automaton remained in state 3 for a much longer time. Since one
of the variables of interest is the energy consumption, as a consequence of being in a state
for a longer period, the value of this variable became too high and not coherent with the
learned model any more.
24
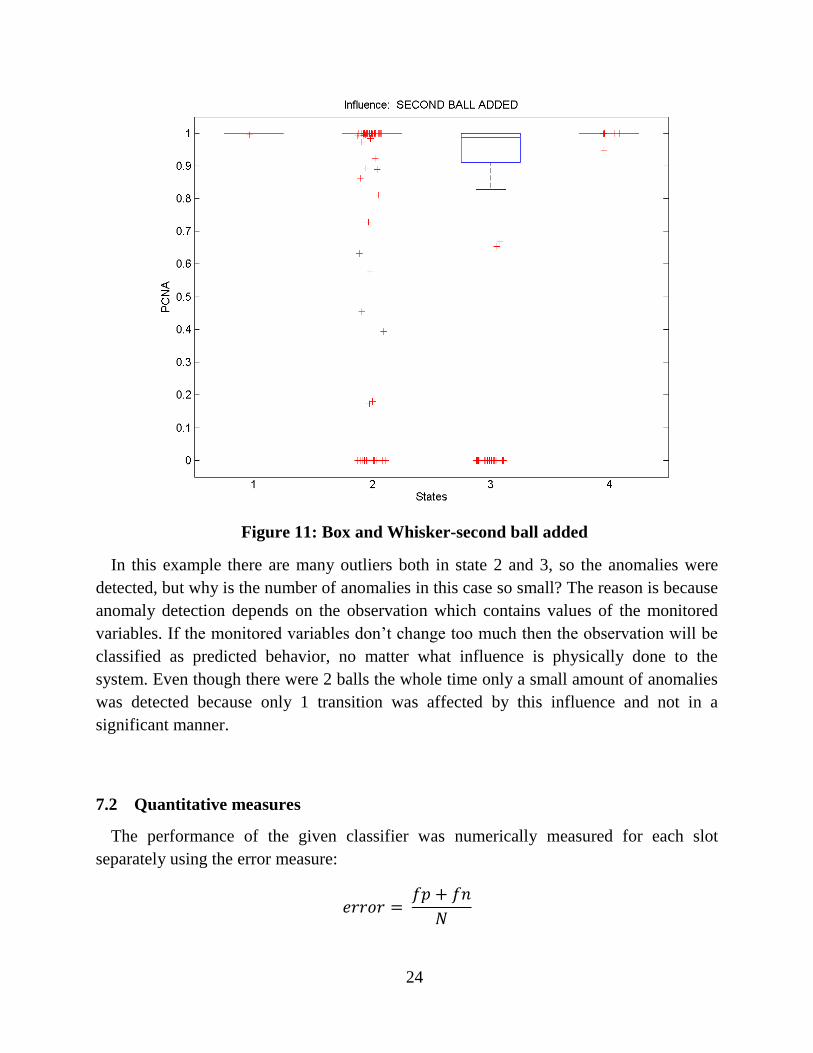
Figure 11: Box and Whisker-second ball added
In this example there are many outliers both in state 2 and 3, so the anomalies were
detected, but why is the number of anomalies in this case so small? The reason is because
anomaly detection depends on the observation which contains values of the monitored
variables. If the monitored variables don’t change too much then the observation will be
classified as predicted behavior, no matter what influence is physically done to the
system. Even though there were 2 balls the whole time only a small amount of anomalies
was detected because only 1 transition was affected by this influence and not in a
significant manner.
7.2 Quantitative measures
The performance of the given classifier was numerically measured for each slot
separately using the error measure:
𝑒𝑟𝑟𝑜𝑟 = 𝑓𝑝 + 𝑓𝑛
𝑁

25
where fp and fn stand for false positive and false negative, respectively. False positives
are observations that are erroneously classified as predicted behaviour, and analogously
false negatives are observations that are erroneously classified as anomalies. The overall
error is given by their sum divided by N, the total number of observations in the slot. The
following table summarizes the results:
Slot fp fn N error(%) accuracy(%)
1 0 40 545 7.3394 92.661
2 0 0 545 0 100
3 0 1 545 0.1835 99.817
4 0 1 545 0.1835 99.817
5 0 3 545 0.5505 99.45
6 2 0 545 0.367 99.633
7 23 4 545 4.9541 95.046
8 19 3 545 4.0367 95.963
9 20 0 545 3.6697 96.33
10 52 8 545 11.009 88.991
11 2 2 545 0.7339 99.266
12 13 5 545 3.3028 96.697
13 9 5 545 2.5688 97.431
14 20 5 545 4.5872 95.413
15 12 1 545 2.3853 97.615
For ease of use the table also contains the accuracy measure:
𝑎𝑐𝑐𝑢𝑟𝑎𝑐𝑦 = 1 − 𝑒𝑟𝑟𝑜𝑟
The slots 1-5 are tests of normal behaviour, which implies that there are no false
positives. Only 1 slot had a significant number of false negatives which could happen
because of multiple reasons, but the most plausible ones are related to sensor failures and
wrong measurements due to noise.
The other 10 slots were used to test different kinds of simulated anomalies described in
the previous chapter. In general, the classifier works very well when classifying predicted
behaviour and a little less well when classifying an anomaly. Still, the overall
performance is very satisfactory.

26
8 Developed software
An additional software module was developed to demonstrate in real-time the
behaviour of the system on a dynamic 2D plot, and to generate rules based on high-level
data, so only on the data retrieved from the learned models. All software was developed
in Java programming language. Two software modules were developed. The first module
consists of 3 main parts: parser, data analyser, rule generator. The second module was
developed to plot in real-time the state of the system.
8.1 Parser
A parser needed to be coded to extract the data logged in a certain format. The
following terms are introduced to refer to the data: A dataset is a text file containing the
records. A record is a line of text in the dataset. The parser extracts the valid records from
the given dataset. A valid record has 1 of the 2 following formats:
TYPE;Date;Time;Timestamp;MODEL_VALUE TYPE;Date;Time;Description
The attribute TYPE can have only 1 of the 4 possible values: DEBUG, ERROR,
WARN or INFO. If the value is DEBUG then the record will have the first format,
otherwise it will have the second one.
Some attributes have a particular meaning. When an error is detected in the behaviour
of the system an ERROR record is generated. WARNING records are analogical. An
INFO record is generated when some input is given through the user interface, like
restarting the learning process of the automaton. The Date and Time attributes describe
the moment in which a record was written to the dataset file. Timestamp is an attribute
describing the moment in which an event actually occurred, or more precisely when the
sensor detected the event. The MODEL_VALUE attribute can have a value which is
characterized by the model in question. The current implementation uses only 2 models:
Automaton and PCNA. Therefore, the MODEL_VALUE attribute can have as value a
PCNA value or an automaton state. To be valid, an automaton state must match the
regular expression S[0-9]+ and a PCNA value must belong to the interval [0,1] ∈ ℝ.
If the record is not valid, for example if the state doesn’t match the regular expression
or the PCNA value is not included in the specified interval or if the format of the record
is not correct, then the record will be ignored and not taken into consideration for the
training of the rules.

27
8.2 Data analyser
Once that parsing is finished data needs to be pre-processed. Records of type INFO,
ERROR and WARN don’t have information about the models; they are used internally
for purposes that are not within the scope of this software module. These records are
filtered out. Only DEBUG records will be used since they carry information regarding the
models. Another useful information is the timestamp of a record, but for now it wasn’t
taken into consideration. As a first approach only data regarding PCNA and automaton
states is used. A relation needed to be found between the 2 models, so first data was
plotted in 2D with states on one axis and corresponding PCNA values on the other. If
system’s behaviour is normal then PCNA values should be close to 1. Since the idea is to
use the generated rules for anomaly detection, the data was collected from a running
system without any intentional rumours so the data would describe the normal behaviour
of the system.
Figure 12: Example of a small dataset
It is easy to notice that the occurrences of PCNA values per each state look like
clusters. Actually the figure is not precise because the abscissa is representing discrete
values so instead of having clusters as “circles” they should be “vertical lines”, so the
representation of a PCNA value is probably not in that exact point, but close to it. For
example all the values that seem to be close to zero in state S4 are actually equal to zero,
which is confirmed in the generated rules in the next chapter. This is because jitter was
added to put some focus on the number of occurrences and not only its value. For
28
example from the density of the clusters it’s easy to see that the system was in state S5
less time than in state S1.
The next step was implementing a clustering algorithm to assign the PCNA values that
are close to one another to the same cluster. This is done because the clusters are later
used to generate rules. For each cluster a rule will be generated, so the actual number of
generated rules will be equal to the number of clusters found by the clustering algorithm.
For this task Weka open source library was used. It offers a lot of different clustering
algorithms. The most suitable one is DBSCAN which, given a dataset, determines the
optimal number of clusters and does the actual clustering based on density. The
DBSCAN class in Weka doesn’t store information regarding cluster assignment. Since
that information is substantial, 3 methods and 2 fields were added to the source code of
the DBSCAN class to retrieve it.
8.3 Rule generator
Rules are generated in a simple way. After the data analysis phase a set containing the
clusters is formed. It is known which cluster belongs to which state. Every element
(cluster) in the set has its minimum and maximum PCNA value which is the lower and
upper bound of the cluster, or in this case since we deal with 1D numerical data, the
boundaries of the interval. A rule has the following format:
IF (state=SX) THEN (PCNA=[Low,High])
These rules are exported in a parser-friendly format:
state;low;high;probability
where probability is the number of occurrences of PCNA values in that particular interval
divided by the total number of occurrences in all the intervals of that particular state. The
rules for the dataset in the figure above are:
S4;0.0;0.0;60.0 S4;0.887208;0.994602;40.0 S1;0.89908;0.999756;100.0 S2;0.901303;0.999136;100.0 S3;0.79958;0.811546;1.6129032258064515 S3;0.890691;0.998726;98.38709677419355 S5;0.882169;0.882169;0.9708737864077669

29
S5;0.901736;0.999093;99.02912621359224 S6;0.0;0.0;5.6105610561056105 S6;0.169788;0.169788;0.33003300330033003 S6;0.900804;0.999382;94.05940594059405
8.4 Plotter
This software module was developed to visualize the behaviour of the system within
the implemented models in real-time. This is possible because each recorded event has its
timestamp which tells us when the event was observed. For now, only 2 models are
implemented, so a 2D graph is suitable. The ordinate represents the PCNA value and the
abscissa represents the state. The plotter is shown below:
Figure 13: Plotter screenshot
Before drawing a point its position needs to be calculated. The following formulas are
used for the x and y coordinates, respectively:

30
𝑥𝑖 = 𝑆 + 𝑠ℎ𝑎𝑘𝑒 ∗ (1 − 2 ∗ 𝑟𝑎𝑛𝑑)
𝑦𝑖 = 𝑃𝐶𝑁𝐴𝑖
where i ∈ ℕ+, S ∈ ℕ0, shake ∈ [0, 0.4], rand ∈ [0, 1].
Variables S and PCNAi are retrieved from the models. It is expected to draw each
PCNA value on the vertical line representing the corresponding state, indicated by the S
variable. But for reasons explained in the second paragraph of chapter 8.2, some noise
was introduced. The shake parameter is set by the user and it describes the maximum
offset, in both directions, from the vertical line representing the state. The rand variable
represents a random number generator which generates from its sequence a
pseudorandom uniformly distributed float value in [0, 1]. In this way more points will be
visible to the user and it is guaranteed that every PCNA value belongs to the state
represented by the closest vertical line. The x coordinate of every point will be in [S-
shake, S+shake]. In the screenshot above the shake variable was set to 0.4, its maximum
value. Theoretically, all values lower than 0.5 guarantee an unambiguous graph, but the
closest the value to 0.5 the harder it is for a human to distinct to which state the value
belongs.
Additionally, each point on the graph has its own colour (it doesn’t have to be unique).
Since this graph represents real-time plotting, a mono-coloured graph would not be very
useful because looking at a single point it wouldn’t be possible to tell the approximate
time when that point was drawn, or in other words when that particular event occurred.
For this reason points are coloured in the following systematic way:
𝑖𝑛𝑐𝑟𝑒𝑚𝑒𝑛𝑡 =𝑚𝑎𝑥𝐻𝑢𝑒
#𝑝𝑜𝑖𝑛𝑡𝑠
ℎ𝑢𝑒𝑖 = 𝑖𝑛𝑐𝑟𝑒𝑚𝑒𝑛𝑡 ∗ 𝑖
𝑐𝑜𝑙𝑜𝑢𝑟𝑖 = 𝐻𝑆𝐵𝐶𝑜𝑙𝑜𝑢𝑟(ℎ𝑢𝑒𝑖 , 100, 100)
where maxHue ∈ {0, 1, …, 359, 360}, #points ∈ ℕ+, i ∈ {1, 2, …, #points}.
The resulting colour is returned by the function HSBColour whose arguments define a
colour in the RGB colour model using the cylindrical-coordinate representation of points
called HSB, where “H” stands for hue, “S” for saturation, and “B” for brightness. In the
current implementation saturation and brightness are set to their maximum values, as a
choice of the developer to simplify the calculations and because a more precise colouring
is not needed for the purpose of the plotter.
31
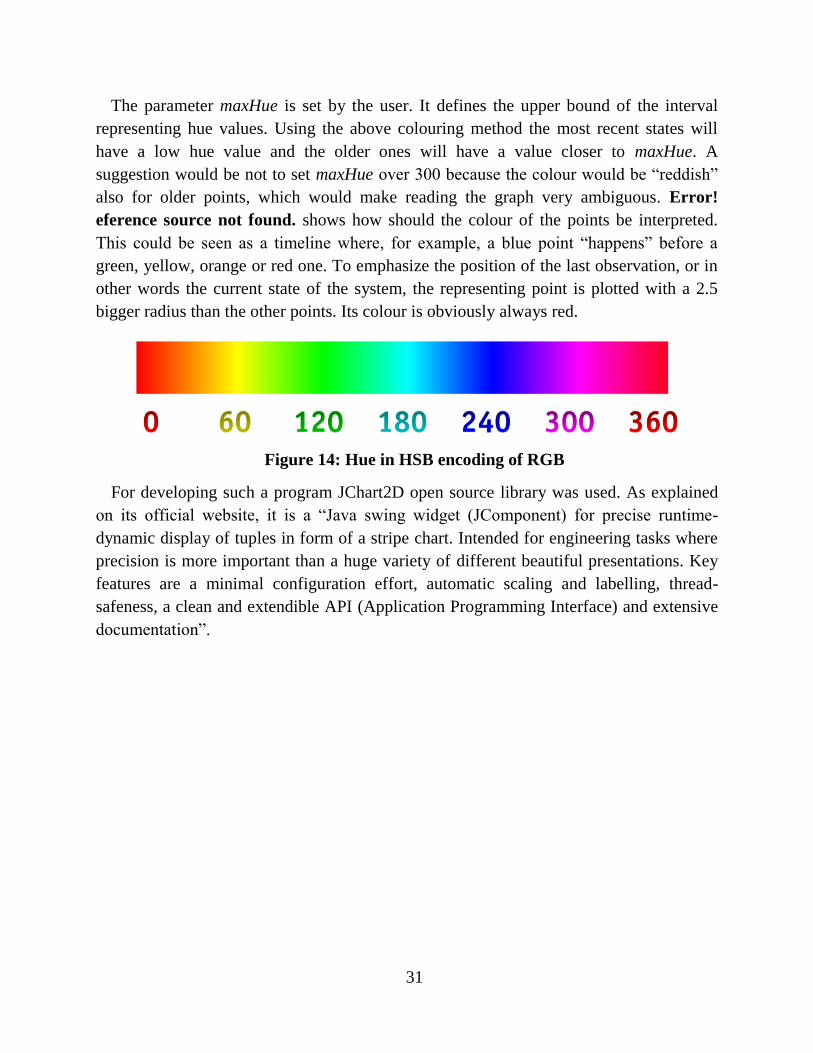
The parameter maxHue is set by the user. It defines the upper bound of the interval
representing hue values. Using the above colouring method the most recent states will
have a low hue value and the older ones will have a value closer to maxHue. A
suggestion would be not to set maxHue over 300 because the colour would be “reddish”
also for older points, which would make reading the graph very ambiguous. Error!
eference source not found. shows how should the colour of the points be interpreted.
This could be seen as a timeline where, for example, a blue point “happens” before a
green, yellow, orange or red one. To emphasize the position of the last observation, or in
other words the current state of the system, the representing point is plotted with a 2.5
bigger radius than the other points. Its colour is obviously always red.
Figure 14: Hue in HSB encoding of RGB
For developing such a program JChart2D open source library was used. As explained
on its official website, it is a “Java swing widget (JComponent) for precise runtime-
dynamic display of tuples in form of a stripe chart. Intended for engineering tasks where
precision is more important than a huge variety of different beautiful presentations. Key
features are a minimal configuration effort, automatic scaling and labelling, thread-
safeness, a clean and extendible API (Application Programming Interface) and extensive
documentation”.

32
9 Conclusion
The proposed approach of combining OTALA and PCA to learn models showed
successful results in detecting anomalies in the given production system, and what is also
important, not to make too many false alarms. But this also depends on the definition of
anomaly. Since in the given production system an observation can be read every 0.25
seconds, it would not be foolish to define as anomaly a sequence of 2 bad observations
instead of just 1, when due to noise or occasional sensor faults anomaly is declared more
often than it actually occurs.
The main advantages and benefits of the approach are the automatic modelling of any
production system without the need of expert knowledge, only using data recorded by
sensors and actuators. Furthermore, the ability to detect different types of anomalies that
is discussed in the Experiments chapter, and one very important feature is the ability to
know in which state of the automaton was the system when the anomaly was detected
which then leads to the actual physical components of the system because the transition
table of the automaton stores information about the discrete sensor values in each state.
One improvement to the proposed approach would be to extend it with an additional
model that would be learned from a different learning algorithm that might give more
potential to diagnosing the exact cause of anomalies.

33
References
Chen, T., & Zhang, J. (2010). On-line multivariate statistical monitoring of batch
processes using Gaussian mixture model. Computers and Chemical Engineering
34, 500-507.
Eickmeyer, J., Li, P., Givehchi, O., Pethig, F., & Niggemann, O. (2015). Data Driven
Modeling for System-Level Condition Monitoring on Wind Power Plants.
Japkowicz, N., & Shah, M. (2011). Evaluating learning algorithms. Cambridge
University Press.
Maier, A. (2014). Identification of Timed Behaviour Models for Diagnosis in Production
Systems.
Modellfabrik. (n.d.). Retrieved 8 14, 2015, from Wikipedia:
https://de.wikipedia.org/wiki/Modellfabrik
Niggemann, O., Stein, B., Maier, A., Vodenčarević, A., & Kleine Büning, H. (2012).
Learning Behavior Models for Hybrid Timed Systems. In Proceedings of the 26th
Conference on Artificial Intelligence (AAAI-12).
Pota, M., Esposito, M., & De Pietro, G. (2013). Transforming probability distributions
into membership functions.
Smith, L. I. (26. 02 2002). A tutorial on Principal Components Analysis.
Solomatine, D., See, L. M., & Abrahart, R. J. (2008). Data-Driven Modelling: Concepts,
Approaches and Experiences. U Computationl Intelligence and Technological
Developments in Water Applications.
Wold, S., Esbensen, K., & Geladi, P. (1987). Principal Component Analysis.
Chemometrics and Intelligent Laboratory Systems, 2, 37-52.
Yina, S., Dingb, S. X., Haghanib, A., Haob, H., & Zhangb, P. (2012). A comparison
study of basic data-driven fault diagnosis and process monitoring methods on the
benchmark Tennessee Eastman process. Journal of Process Control 22, 1567-
1581.

34
Acknowledgments
First of all I need to thank my parents for believing in me and being the best support
that one can possibly have. I made many decisions in my life which they weren’t fond of
but still supported me on every step of the way. I would not be anywhere close to where I
am now if it weren’t for them.
A special thanks goes to my grandmothers and grandfathers who I dedicate this thesis
to. The constant questioning about my exams and academic situation made me sometimes
prepare ahead of a visit, sometimes maybe even more than for an exam. Thank you for
pushing me forward and filling me with positive energy and infinite amounts of delicious
food. You’ve made many things in my life a lot easier.
Thank you Marijana for your limitless love, patience and support throughout our
studies and relationship during almost a third of our lives. I know that you believed in me
the most.
Thank you Alexander and Andreas for numerous technical discussions and for being
more than just supervisors.
Thank you professor Medvet for being always very available and professional. Your
comments helped a lot to shape this thesis.
Thank you Marco for giving me very valuable comments which had an impact on the
thesis itself.
In the end I’d like to thank my fellow colleagues from the course in Computer
Engineering for showing an outstanding collegiality in and out of the classroom. I am
very glad that I’ve been part of such a great team.