antologia de matus
DESCRIPTION
Antologia de matus este archivo es dedicado al mantenimiento industrialTRANSCRIPT

UNIDAD 1 ADMINISTRACIÓN DEL MANTENIMIENTO
INTRODUCCIÓN AL MANTENIMIENTO INDUSTRIAL Y GENERALIDADES
1.1 Concepto e importancia del mantenimiento Industrial.
A lo largo de la historia el término calidad y mantenimiento ha sufrido numerosos cambios que conviene identificarlos en cuanto su evolución histórica, por lo que describiremos en cada una de las etapas el concepto que se tenía de la calidad y del mantenimiento y cuáles eran los objetivos a perseguir.
Etapa Concepto Finalidad
ArtesanalHacer las cosas bien independientemente del costo o esfuerzo necesario para ello.
Satisfacer al cliente.
Satisfacer al artesano, por el trabajo bien hecho.
Crear un producto único.
Revolución Industrial
Hacer muchas cosas no importando que sean de calidad
(Se identifica producción con calidad).
Satisfacer una gran demanda de bienes.
Obtener beneficios.
Segunda Guerra Mundial
Asegurar la eficacia del armamento sin importar el costo, con la mayor y más rápida producción (Eficacia + Plazo = Calidad).
Garantizar la disponibilidad de un armamento eficaz en la cantidad y el momento preciso.
Posguerra (Japón)
Hacer las cosas bien a la primera.
Minimizar costos mediante la Calidad.
Satisfacer al cliente.
Ser competitivo.
Postguerra (Resto del mundo)
Producir, cuanto más mejor.Satisfacer la gran demanda de bienes causada por la guerra.
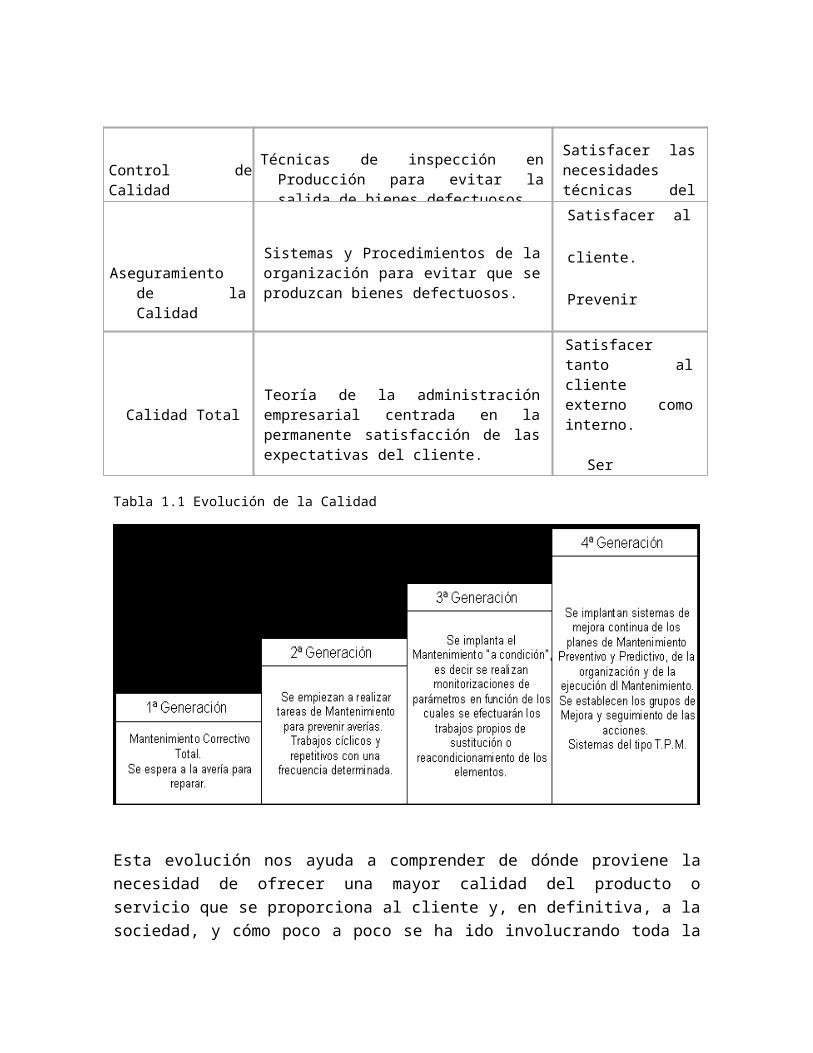
Control de CalidadTécnicas de inspección en Producción para
evitar la salida de bienes defectuosos.
Satisfacer las necesidades técnicas del producto.
Aseguramiento de la Calidad
Sistemas y Procedimientos de la organización para evitar que se produzcan bienes defectuosos.
Satisfacer al
cliente. Prevenir
errores. Reducir
costes.
Calidad TotalTeoría de la administración empresarial centrada en la permanente satisfacción de las expectativas del cliente.
Satisfacer tanto al cliente externo como interno.
Ser altamente competitivo.
Mejora Continua.Tabla 1.1 Evolución de la Calidad
Esta evolución nos ayuda a comprender de dónde proviene la necesidad de ofrecer una mayor calidad del producto o servicio que se proporciona al cliente y, en definitiva, a la sociedad, y cómo poco a poco se ha ido involucrando toda la organización en la consecución de este fin. La calidad no se ha convertido únicamente en uno de los requisitos esenciales del producto sino que hoy en día es un factor estratégico clave del que dependen la mayor parte de las
organizaciones, no sólo para mantener su posición en el mercado sino incluso para asegurar su supervivencia.
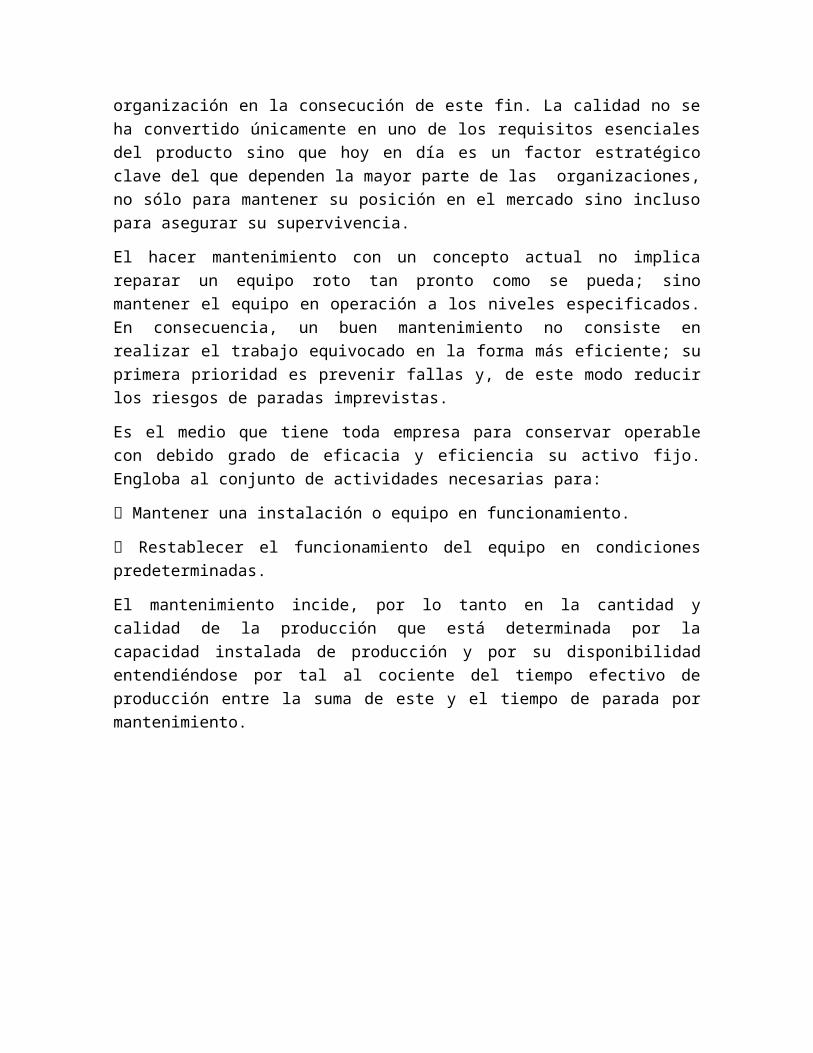
El hacer mantenimiento con un concepto actual no implica reparar un equipo roto tan pronto como se pueda; sino mantener el equipo en operación a los niveles especificados. En consecuencia, un buen mantenimiento no consiste en realizar el trabajo equivocado en la forma más eficiente; su primera prioridad es prevenir fallas y, de este modo reducir los riesgos de paradas imprevistas.
Es el medio que tiene toda empresa para conservar operable con debido grado de eficacia y eficiencia su activo fijo. Engloba al conjunto de actividades necesarias para:
Mantener una instalación o equipo en funcionamiento.
Restablecer el funcionamiento del equipo en condiciones predeterminadas.
El mantenimiento incide, por lo tanto en la cantidad y calidad de la producción que está determinada por la capacidad instalada de producción y por su disponibilidad entendiéndose por tal al cociente del tiempo efectivo de producción entre la suma de este y el tiempo de parada por mantenimiento.
Figura 1.1 Relación entre los objetivos de la organización, el proceso de producción y el mantenimiento.
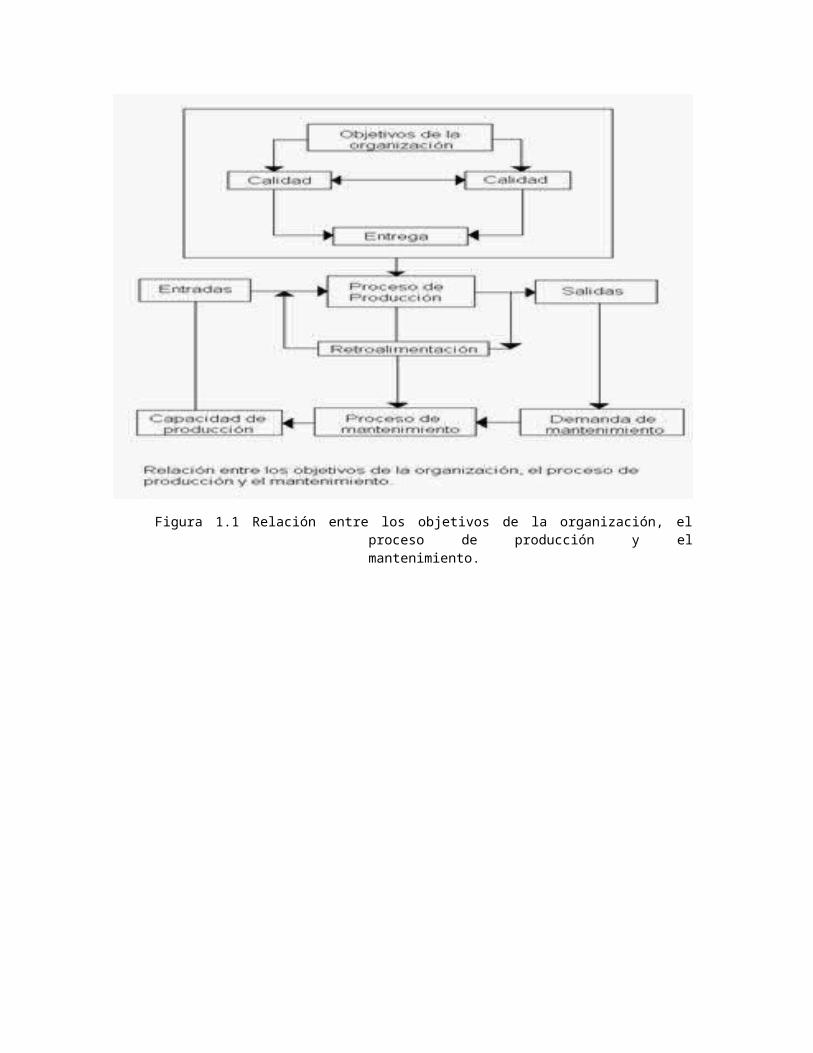
Figura 1.2 Estrategias de mantenimiento.
Con base al uso
Con base en el
tiempo
En línea
Fuera de línea
Con base en la
Estadística y la
Con base en las
Condiciones
Mantenimiento de oportunidad
Dirección
de fallas
Correctivo u
Operación hasta que falle
Modificación
Del diseño
Mantenimiento
Preventivo
Reparación
General
Reemplazo E
strategias de mantenimiento

Prioridades del trabajo de mantenimiento
Código Nombre Marco de tiempo en que debe comenzar el trabajo
Tipo de trabajo
1 Emergencia El trabajo debe comenzar inmediatamente.
Trabajo que tiene un efecto inmediato en la seguridad, el ambiente, la calidad o que parara la operación.
2 Urgente El trabajo debe comenzar dentro de las próximas 24 horas,
Trabajo que probablemente tendrá un impacto en la seguridad, el ambiente, la calidad o que podrá parar la operación.
3 Normal El trabajo debe comenzar dentro de las próximas 24 horas.
Trabajo que probablemente tendrá un impacto en la producción dentro de una semana.
4 Programado Según esta programado. Mantenimiento preventivo y de rutina todo el trabajo programado.
5 Aplazable El trabajo debe comenzar cuando se cuente con los recursos o en el periodo de un paro.
Trabajo que no tiene un impacto inmediato en la seguridad, la salud, ambiente o las operaciones.
Tabla 1.3 Prioridades de los trabajos de mantenimiento.
Las actividades de mantenimiento cuando se realizan con un enfoque de calidad, se realizan tomando como base el ciclo de Deming.

Figura 1.3 El ciclo de Deming enfocado a los trabajos de mantenimiento.

Figura 1.4 Relación entre los objetivos de la organización, el proceso de producción y el mantenimiento

Para lograr el mejoramiento de la calidad se debe pasar por un proceso, para así poder alcanzar niveles de mantenimiento sin precedentes. Los pasos de este proceso pueden resumirse así:
1. Probar la necesidad de mejoramiento.
2. Identificar los proyectos concretos de mejoramiento.
3. Organizarse para la conducción de los proyectos.
4. Prepararse para el diagnóstico de las causas.
5. Diagnosticar las causas.
6. Proveer las soluciones.
7. Probar que la solución es efectiva bajo condiciones de operación.
8. Proveer un sistema de control para mantener lo ganado.

1.2 Principios de organización.
EMPRESA: Sistema complejo constituido por un proyecto, personas y tecnológicas que es capaz de:
Producir riquezas (bienes y servicios) en mayor medida de las que consume para satisfacer las necesidades individuales y colectivas de los consumidores al nivel más económico.
Adaptarse al entorno competitivo que la rodea. Sobrevivir y desarrollarse como entidad autónoma y responsable que tiene
riesgos y en consecuencia, posibilidades de desaparecer.
Su supervivencia depende de los ingresos que obtiene por la venta de sus productos y/o servicios. En efecto, para obtener éxito, la empresa debe ofrecer productos y/o servicios que:
Respondan a una necesidad. Uso o propósito bien definido. Satisfagan las expectativas de los consumidores. Cumplan con normas y especificaciones aplicables. Cumplan con requisitos reglamentarios y otros de la sociedad. Estén disponibles a precios competitivos. Sean suministrados a un costo que genere una ganancia.
GERENCIA
Órgano que dirige las personas, los distintos departamentos dentro de ellas, estableciendo metas y objetivos a través de una ejecución eficiente y económica de sus funciones.
DIRECCIÓN EJECUTIVA
Fuerza motivante que estimula y dirige a la organización para lograr satisfactoriamente los objetivos a través de una ejecución eficiente y económica de sus funciones.
FUNCIONES
Fases de un trabajo distinguido de las demás.
ESTRUCTURA
Relaciones entre grupos que combinan las distintas unidades de responsabilidad.
PRODUCCIÓN
Conjunto de actividades que consumen energía, tiempo y materia para transformar a esta desde una forma a otra utilizando tecnologías e instalaciones aportadas sin afectar negativamente al medio ambiente y terminando al menor costo un producto físico o de otro tipo, solicitando, demandando o necesitado por alguien.
MANTENIMIENTO
Comprenden todas aquellas actividades necesarias para mantener los equipos e instalaciones en una condición particular o volverlos a dicha condición.
FINALIDAD DEL MANTENIMIENTO
Conservar la planta industrial con el equipo, los edificios, los servicios y las instalaciones en condiciones de cumplir con la función para la cual fueron proyectadas con la capacidad y la calidad especificadas, pudiendo ser utilizados en condiciones de seguridad y economía de acuerdo aun nivel de ocupación y a un programa de uso definidos por los requerimientos de producción.
EQUIPO
Elemento que constituye el todo o parte de una maquinaria o instalación que, por sus características, tienen datos, historial y programas de reparación propios.
CRITICIDAD
La incidencia que tiene cada equipo o maquina dentro de la operación de la empresa.
PEDIDO DE TRABAJO
Es la solicitud verbal escrita de una tarea a ser ejecutada por mantenimiento requerida por producción, por calidad o, por el propio mantenimiento y que es ingresada al sistema para su concertación posterior.
ORDEN DE TRABAJO
Es el instructivo por el cual se indica a los sectores operativos de mantenimiento ejecutar una tarea.
DATOS TÉCNICOS
Es la suma de información referida a los datos de fabricación, operación, repuestos o planos de cada equipo y/o instalación de la planta.
RUBROS
Son los temas en que es posible dividir la ficha técnica de cada equipo para facilitar su consulta.
TALLERES
Son los sectores internos o externos de la empresa que efectúan mantenimiento.

TIPO DE CARGO
Es la imputación que tiene cada gasto efectuado. Por lo general son cinco a saber; mano de obra propia, mano de obra contratada, existencia de materiales en almacenes, otros cargos y ajustes.
ZONAS
Son los sectores de producción de la empresa en donde la incidencia de un desperfecto afecta significativamente en volumen y en calidad de la misma producción.
PLANIFICACIÓN Y CONTROL
Es el sector interno que recibe, procesa y emite información relativa a datos técnicos, fallas, solicitudes y órdenes de trabajo, mano de obra ocupada y materiales utilizados en las tareas de mantenimiento y eventualmente de corresponder en los servicios de Producción.
AUDITORÍA
Es una actividad documentada que se realiza para determinar mediante investigación, examen y evaluación de evidencias objetivas el cumplimiento de procesos establecidos, instrucciones, especificaciones, códigos, normas, programas operativos o administrativos y otros documentos aplicables, así como la efectividad de su implementación.
ORGANIGRAMA DEL DEPARTAMENTO DE MANTENIMIENTO
Depende de múltiples factores. Los más importantes son tamaño, Numero de plantas y su ubicación física, productos y procesos, desarrollo tecnológico disponibilidad de recursos, etc. Si bien no existe un modelo único de organización que sirva todas las empresas, obliga a cada una a desarrollar su propia organización, la cual debe permitir el cumplimiento de los objetivos fijados por la alta gerencia.
En empresas pequeñas, las distintas funciones pueden incluso, recaer en una persona pero, en empresas medianas y grandes es indispensable contar con un organigrama en el que todas las gerencias se encuentran a un mismo nivel de autoridad y jerarquía. En consecuencia, en caso de desacuerdo entre dos o más gerentes, estos pueden dirigirse a su superior inmediato para resolver la disputa y tomar la decisión más conveniente.
Si bien en empresas pequeñas el organigrama puede ser muy sencillo, deberá respetarse siempre el que mantenimiento esté en pie de igualdad con producción y con calidad, por cuanto esa estructura es la que permitirá un desarrollo más eficiente de los procesos con un mínimo de costos y rechazos. Esto es consecuencia de que el mantenimiento no es más la función que repara el equipo
roto lo más rápido posible; ahora trata de mantener los equipos en operación y que estos produzcan con la calidad especificada.
Figura 1.5 Ejemplo de estructura organizacional de una empresa.
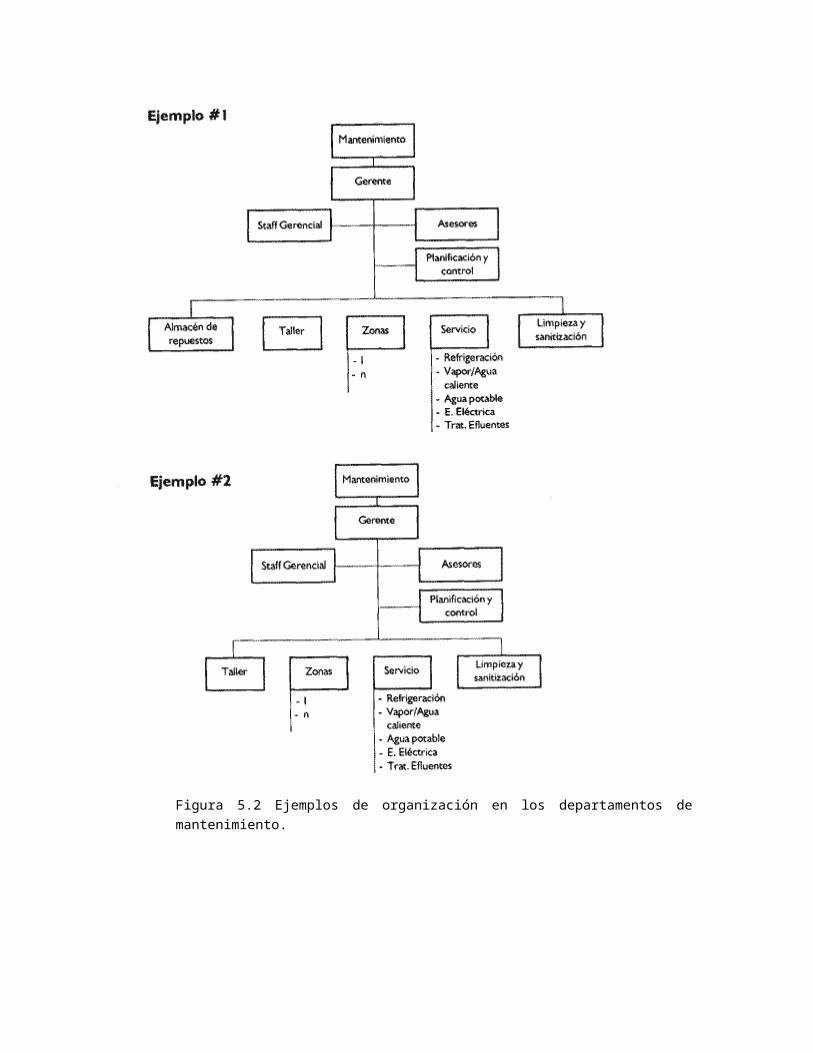
Es muy común que dentro de la gestión de mantenimiento se incluyan, además de las actividades tendientes a asegurar la disponibilidad máxima planificada de los equipos al menor costo dentro de los requisitos de seguridad, la atención de los servicios al establecimiento. Como tales, se entienden los servicios requeridos para disponer de la energía eléctrica, calórica bajo sus distintas formas (vapor, agua caliente, tibia), agua (en la industria alimenticia potable), aire comprimido, refrigeración, vacío, etc., en las cantidades y calidades solicitadas por la actividad de la empresa y, también de la colecta, tratamiento y disposición de los residuos sólidos, líquidos y gaseosos que se generan en ella.
Incluso en algunas plantas, mantenimiento también es responsable de las tareas de limpieza, higiene y sanitización del establecimiento. En consecuencia la organización del mantenimiento deberá contemplar la totalidad de las actividades bajo su responsabilidad buscando su desempeño eficiente, eficaz y al menor costo. Paralelamente debe tenerse presente que dentro de este concepto amplio
de la función de mantenimiento coexisten elementos de gestión (supervisión y control) y operativos (atención de los servicios, ejecución de las intervenciones, etc.).
A semejanza de lo ya expresado al analizar la organización de la empresa, tampoco existe a nivel de mantenimiento un organigrama tipo de aplicación general, cada empresa deberá crear el organigrama más conveniente y que mejor se adapte a sus características propias.
Es muy difícil lograr que en mantenimiento una sola persona pueda realizar satisfactoriamente todas las funciones propias del área, salvo que la empresa sea muy pequeña y que su responsable tenga condiciones excepcionales.
Para diseñar una estructura organizativa en mantenimiento se debe:
Determinar la responsabilidad, autoridad y el rol de cada persona involucrada en el área de mantenimiento.
Establecer las relaciones verticales y horizontales entre todas las personas.
Asegurar que el objetivo de mantenimiento ha sido interpretado y entendido por todos.
Establecer sistemas efectivos de coordinación y comunicación entre las personas.
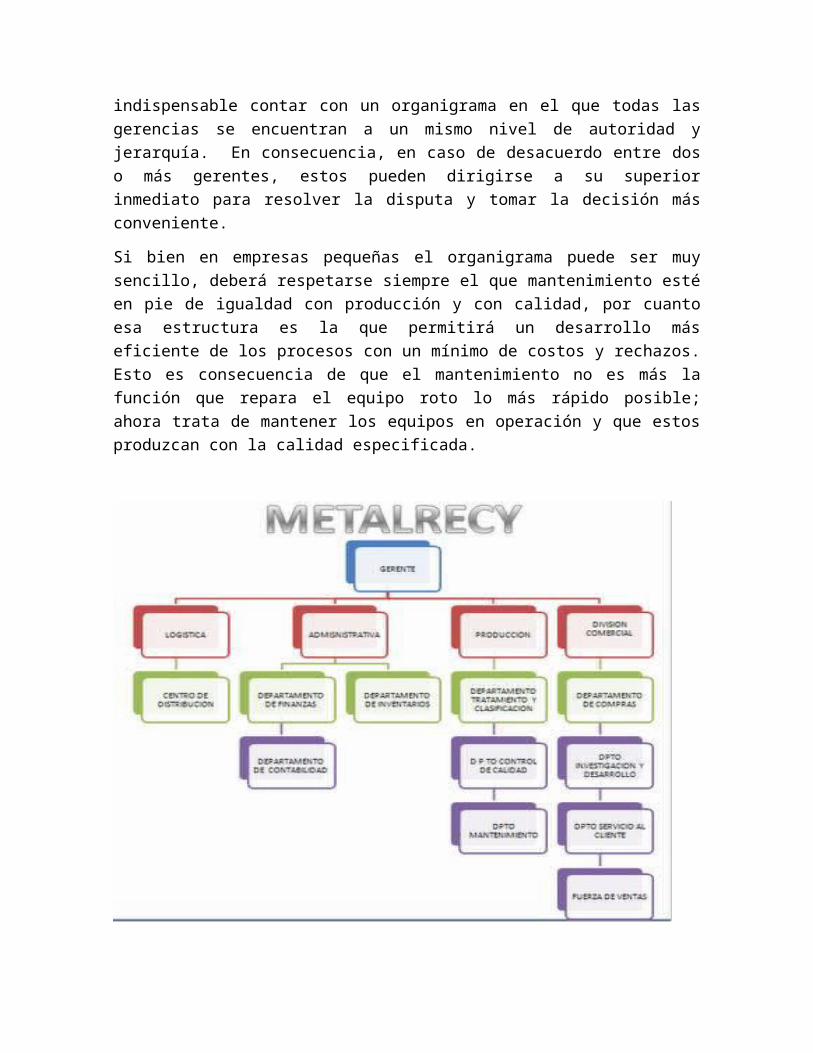
Figura 5.2 Ejemplos de organización en los departamentos de mantenimiento.

1.3 Funciones y responsabilidades del departamento de mantenimiento.
a) MANTENIMIENTO CORRECTIVO
Comprende el que se llevará a cabo con el fin de corregir (reparar) una falla en el equipo. Se clasifica en:
No planificado:
Es el mantenimiento de una emergencia (reparación de roturas). Debe efectuarse cuando se presente una emergencia ya sea imprevista y que se debe reparar lo más pronto posible o por una condición que hay que satisfacer (problemas de seguridad, de contaminación, de aplicación de normas legales, etc.).
Planificado:
Se sabe con antelación qué es lo que debe hacerse de modo que cuando se pare el equipo para efectuar la reparación, se disponga del personal, repuesto y documentos técnicos necesarios para realizarla correctamente.
b) MANTENIMIENTO PREVENTIVO
Cubre todo el mantenimiento programado que se realiza con el fin de:
Prevenir la ocurrencia de fallas. Se conoce como “mantenimiento preventivo directo o periódico”. FTM (Fixed Time Maintenance) por cuanto sus actividades están controladas por el tiempo. Se basa en la “confiabilidad” de los equipos sin considerar las peculiaridades de una instalación dada, Ejemplos: limpieza, lubricación, recambio programados.
Detectar las fallas antes de que se desarrollen en una rotura u otras interferencias en producción. Está basado en inspecciones, medidas y control del nivel de condiciones de los equipos. También conocido como mantenimiento predictivo, preventivo directo o mantenimiento por “condición”. A diferencia del mantenimiento predictivo directo, que asume que los equipos e instalaciones siguen cierta clase de comportamiento estadístico, el mantenimiento predictivo verifica muy de cerca la operación de cada máquina operando en su entorno real. Sus beneficios son difíciles de cuantificar ya que no se dispone de métodos tipo para el cálculo de los beneficios o del valor derivado de su aplicación. Por ello muchas empresas usan sistemas informales basados en los costos evitados indicándose que por cada dólar gastado en su empleo, se economizaron 10 dólares en costos de mantenimiento.
c) CONTROL DE CONDICIÓN
Es la medida de interpretar periódicamente o continúa de un componente para determinar las condiciones de funcionamiento y la necesidad de mantenimiento de los equipos. El control del nivel de condición de los equipos puede ser subjetivo (basado en los sentidos) y objetivo (mediante medidas periódicas o continuas de uno o varios parámetros). Entre estas últimas, se destacan análisis vibracional (equipos rotatorios). Análisis de aceites detección de partículas metálicas residuales). Medidas de pulsos de choque (rodamientos), termografía (detección de “zonas calientes” en planta), y varias técnicas de ensayos no destructivos (ultrasonido, rayos x) para ubicar fisuras o fallas.
d) MANTENIMIENTO DE MEJORA
Consiste en modificaciones o agregados que se pueden hacer a los equipos, si ello constituye una ventaja técnica y/o económica y si permiten reducir, simplificar o eliminar operaciones de mantenimiento.
e) MANTENIMIENTO DE OPORTUNIDAD
Aprovechando la parada de los equipos por otros motivos y según la oportunidad calculada sobre bases estadísticas, técnicas y económicas, se procede a un mantenimiento programado de algunos componentes predeterminados de aquellos.
f) CONFIABILIDAD
Características de un equipo, instalación o línea de fabricación que se mide por el tiempo promedio en que puede operar entre faltas consecutivas.
g) MANTENIBILIDAD
Es el tiempo promedio requerido para reparar la falla ocurrida, está influencia por el diseño del equipo y el modo en que se encuentre instalado.
h) EFICIENCIA DE LA ORGANIZACIÓN DE MANTENIMIENTO
Es el tiempo promedio que se espera por la llegada de los recursos de mantenimiento cuando ocurre una parada. Está influenciada por la organización y estrategias usadas por producción y mantenimiento.
I) DISPONIBILIDAD
Es el tiempo de un equipo, instalación, línea de fabricación que expresa su habilidad para operar sus problemas. Depende de los atributos del sistema técnico y de la eficiencia de la gestión de mantenimiento.
1.4. Papel del mantenimiento industrial.
La organización de mantenimiento de hoy, como muchos departamentos, está bajo una presión continua para recortar costos, mostrar resultados, y apoyar la misión de la organización. Después de todo, son expectativas lógicas desde el punto de vista del negocio.
La operación evolutiva del mantenimiento ha recibido la responsabilidad de apoyar los esfuerzos más amplios de la Manufactura de Clase Mundial, tales como Seis Sigma, Manufactura Esbelta y otras grandes iniciativas de calidad. La habilidad de ser exitoso en esta responsabilidad está dentro de las prácticas y sistemas que constituyen la función de mantenimiento. Nos es solo lo que hacemos, es qué tan bien lo hacemos.
De hecho, sin importar quién realice el mantenimiento, ya sea un técnico especializado o con múltiples habilidades, o un altamente entrenado operador/mecánico, las prácticas sólidas de mantenimiento son el pilar principal para el Mantenimiento de Clase Mundial, que conduce a las Operaciones de Clase Mundial.
De acuerdo a Paul Thomlingson, en "Mantenimiento de Efectividad", los objetivos de una buena función de mantenimiento son:
Apoyar las operaciones manteniendo el equipo de producción en buena condición para que las metas de producción puedan ser alcanzadas.
Mantener las instalaciones de la planta conservando el sitio de la planta y sus edificios, servicios, y pisos en un estado atractivo y funcional.
Dirigir proyectos de ingeniería como modificación de equipos, construcción, instalación y reubicación.
Desarrollar un programa para llevar a cabo sus servicios. Organizarse a sí misma para apoyar las necesidades de mantenimiento de
equipo de producción mientras se conducen proyectos de ingeniería esenciales. Ejecutar sus programas mientras utiliza sus recursos productivamente.
Desempeñar trabajo de calidad. Anticipar y prepararse para trabajo futuro. Alcanzar mejora continua por medio de evaluar desempeño, tomar acciones
correctivas y medir el progreso. Prepararse para cambios futuros anticipando necesidades y organizándose
flexiblemente.

Todo esto sería adicional a realizar las actividades proactivas para prevenir la ocurrencia de fallas. El Mejor Mantenimiento tiene sus cimientos en las Mejores Prácticas de Mantenimiento.
Estas prácticas incluyen las siguientes doce áreas:
1. Despliegue de Liderazgo y Política.
2. Estructura Organizacional.
3. Control de Inventario.
4. Sistemas Computarizados de Administración de Mantenimiento.
5. Mantenimiento Preventivo.
6. Mantenimiento Predictivo.
7. Planeación y Programación.
8. Flujo de Trabajo.
9. Control Financiero.
10. Participación Operacional.
11. Dotación de Personal y Desarrollo.
12. Mejoramiento Continuo

UNIDAD II TAXONOMÍA DE LOS TIPOS DE MANTENIMIENTO INDUSTRIAL
2.1. Concepto y aplicación de la conservación, preservación y mantenimiento como nueva tendencia.
La conservación es toda acción humana que, mediante la aplicación de los conocimientos científicos y técnicos, contribuye al óptimo aprovechamiento de los recursos existentes en el habitad humano y proporciona con ello, el desarrollo integral del hombre y de la sociedad.
La conservación se divide en dos grandes ramas: una de ellas es la preservación, la cual atiende las necesidades de los recursos físicos y la otra es el mantenimiento, que se encarga de cuidar el servicio que proporcionan estos recursos.
Es importante notar la diferencia que existe entre estas dos ramas de la conservación, ya que ambas se aplican a cualquier clase de los recursos existentes en la naturaleza. Así, una máquina puede estar sujeta a trabajos de limpieza y lubricación, reparación o pintura, los cuales pueden ser catalogados como labores de preservación si sirven para evitar que la máquina sea atacada por agentes nocivos: sin embargo serán clasificados como de mantenimiento si son hechos para que esta proporcione o continúe proporcionando un servicio de calidad estipulada. En otras palabras, mientras la preservación se enfoca al cuidado del recurso, el mantenimiento se enfoca al cuidado del servicio que proporciona dicho recurso. Por estas razones, podemos comprender que algunas grandes empresas mexicanas, como es el Instituto Mexicano del Seguro Social (IMSS), se tiene un gran organismo llamado Jefatura de conservación ya que, por la cantidad y variedad de recursos a su cuidado, tiene que desarrollar un alto número de trabajos de preservación, en recursos tales como alimentos, productos químicos o biológicos que, por su propia naturaleza, tienden a degenerarse o a ser atacados por otros elementos. Esta gran cantidad de trabajos de prevención, unida a los numerosos trabajos de mantenimiento, es lo que ha logrado que el concepto se universalice en la conservación de la empresa.
En la práctica, cualquier departamento de mantenimiento, por pequeño que sea, lleva a cabo trabajos tanto de preservación (cuidado del servicio que proporciona el recurso); por lo que estos departamentos deberían llamarse Departamentos de conservación y, en caso necesario, si el volumen e importancia de trabajos de preservación lo aconsejan, dividir en dos sus funciones (preservación y mantenimiento). Esta sería un buen paso, ya que ayuda a comprender la nueva filosofía; el servicio es el que se mantiene, y el recurso (equipo, instalación o construcción) el que se preserva.

El funcionamiento normal de cualquier sistema, máquina o equipo, tiende a deteriorar más su estado físico. Para que estos lleguen a cumplir su tiempo de vida útil, es necesario pensar cuidadosamente cómo debe uno protegerlos; por ejemplo, si se trata de un grupo electrógeno, veremos que, entre otras cosas, necesita lubricación para disminuir el desgaste, limpieza para evitar daños debidos al polvo y cambio de escobillas, baleros, etc. Por desgaste; es decir; hay que hacer una serie de trabajos que hacen posible que la máquina regrese a su estado físico inicial. Otro ejemplo es un bosque, donde necesitaremos quitar árboles muertos, viejos o caídos para plantar árboles nuevos, además de otras labores como regar los árboles y fumigar. Por ellos, debemos analizar cualquier recurso que deseamos proteger y planear con cuidado los trabajos que realizamos (a esta labor se le llama preservación y está dirigida exclusivamente al recurso y no al servicio que este ofrece).
Preservación es la acción humana encargada de evitar daños de los recursos existentes. Existen dos tipos de preservación: la preventiva y la correctiva; la diferencia estriba en si el trabajo se hace antes o después de que haya ocurrido un daño en el recurso; por ejemplo, pintar una tolva recién instalada, es un trabajo de preservación preventiva, pero este mismo trabajo se califica como preservación correctiva si fue hecho para repararla.
Preservación periódica, se refiere al cuidado y protección racional del equipo durante y en el lugar donde está operando. La preservación periódica, a su vez, se divide en dos niveles: el primero se refiere al nivel del usuario del recurso, y el segundo al de un técnico medio.
a) Primer nivel. Corresponde al usuario del recurso, el cual tiene como primera responsabilidad conocer a fondo el instructivo de operación y la atención cuidadosa de las labores de preservación asignadas a su cargo, (limpieza, lubricación, pequeños ajustes y reparaciones menores).
b) Segundo nivel. Corresponde a los trabajos asignados al técnico medio, el cual necesita un pequeño taller, con aparatos de prueba y herramientas indispensables para poder proporcionarle al equipo los “primeros auxilios” que no requieren de mucho tiempo para su elección.
Es conveniente referirnos a las administraciones de comunicaciones eléctricas y electrónicas, ya que las máquinas aquí empleadas tienen un alto grado de evolución, con respecto a la mayor parte de la maquinaria que se utiliza en la industria común de cualquier país; por eso, es fácil corroborar que en las administraciones telefónicas estos trabajos de preservación son ejecutados, ya sea por personal de producción, operación o mantenimiento, debido a la gran automatización y versatilidad de los equipos, lo que ocasiona la necesidad de técnicos con conocimientos y habilidades cada vez más enfocados al software de las máquinas, ya que la preservación en primero y segundo nivel se sigue minimizando y el mantenimiento ( al servicio), se debe maximizar.

Preservación progresiva, después de un largo funcionamiento, los equipos deben ser revisados y reparados más a fondo, por lo que es necesario hacerlo fuera de lugar de operación del equipo. En algunos casos y para que algunos tipos que exigen frecuentes labores artesanales, resulta económico para las empresas tener personal y talleres propios que atiendan estos trabajos; en otras ocasiones cuando se necesita un trabajo de preservación más especializado, se prefiere contratar talleres en áreas cercanas, esta forma de preservación se divide en tercero y cuarto nivel.
c) Tercer nivel. Labor atendida por el taller general de la fábrica, con personal de características de muy alta destreza, en donde la mano de obra es más importante que el trabajo de análisis.
d) Cuarto nivel. Labor atendida por terceros con personal y talleres especializados, que realizan labores de preservación enfocada a áreas específicas de la empresa (aire acondicionado, arreglo de motores de combustión interna o eléctrica y trabajos de ingeniería civil eléctrica, entre otros.).
e) Quinto nivel. (Preservación total) Este es ejecutado generalmente por el fabricante del equipo en sus propios talleres, los cuales pueden hacer cualquier tipo de reparación, reconstrucción o modificación. Labor que depende del equipo, del tiempo transcurrido en funcionamiento y que, a pesar de practicarse los trabajos adecuados en los otros cuatro niveles de preservación, es necesario realizar en la mayor cantidad de sus partes, haciéndole una rehabilitación total.
En máquinas o equipos de alta tecnología, como los de comunicaciones, su evolución ha originado que, después de instalar una central telefónica, durante varios años no haya necesidad de hacer trabajos de preservación, sino exclusivamente de mantenimiento, y este se logra por lo general con la constate vigilancia del buen funcionamiento del software o, en ocasiones, con el cambio de “tarjetas” que integran los sistemas, subsistemas o circuitos telefónicos según sea el caso, las cuales son proporcionadas por el proveedor (por lo regular vienen varias encapsuladas con materiales aislantes, tanto para mejorar su preservación como para evitar la remoción o corrección de sus partes, pues una reparación de estas tarjetas exige del personal de preservación una alta y evolutiva preparación tecnológica, además de herramientas y laboratorios muy avanzados y actualizados en una tecnología cambiante, que el proveedor se ve obligado a seguir durante la búsqueda de su mercado); por ello, esta labor del quinto nivel debe realizarse en las fábricas del proveedor y no en los lugares de operación y conservación.

Figura 2.1 Trabajos de conservación efectuados por proveedores y administraciones.
En otras palabras, en los recursos evolucionados, como los de comunicaciones, ya se está viviendo lo óptimo de la conservación; el proveedor preserva y la administración mantiene, por lo que entre ambos realizan la conservación del recurso.
Es importante considerar que el tiempo de vida útil de estos equipos es relativamente corto debido a los avances técnicos o demanda de servicios nuevos o mejorados (que en la actualidad se tienen nivel mundial); esto obliga al cambio frecuente de nuevos equipos y a una actualización constante del personal de preservación, por lo tanto, cada vez es más difícil que en equipos de alta tecnología se pueda tener el operario “mil usos” de hace diez años, que se hacía cargo al mismo tiempo de la preservación y el mantenimiento de cualquier recurso.
El hacer mantenimiento con un concepto actual no implica reparar equipo roto tan pronto como se pueda, sino mantener el equipo en operación a los niveles especificados. En consecuencia, el buen mantenimiento no consiste en realizar el trabajo equivocado en la forma más eficiente; su primera prioridad es prevenir fallas y, de este modo reducir los riesgos de paradas imprevistas.
Recibiendo la máquina ideal
del proveedor y proporcionado a su clientes
el servicio que tenga entrega, sin tener problemas
de Preservación, solo vigilando que la “cadena” de
subsistemas que integran dicha máquina en servicio, conserven la “Fiabilidad”
adecuada y en caso negativo subir esta,
reforzando los eslabones
USUARIO DEL RECUROPROVEEDOR DEL
RECURSO
MANTENIMIENTO
CONSERVACIÓN
PRESERVACIÓN
E
n la búsqueda de la
máquina ideal por lo que todo el tiempo está
ocupado en la elaboración del mejor diseño de su producto para que este cubra
todas las exigencias de un mercado cambiante y a un nivel mundial y no tenga necesidad de ser

El mantenimiento no empieza cuando los equipos e instalaciones son recibidos y montados, sino en la etapa inicial de todo proyecto y continua cuando se formaliza la compra de aquellos y su montaje correspondiente.
El propósito del mantenimiento debe ser visto como el medio que tiene toda empresa para conservar operable con debido grado de eficacia y eficiencia su activo fijo. Engloba al conjunto de actividades necesarias para:
Mantener una instalación o equipo en funcionamiento. Restablecer el funcionamiento del equipo en condiciones predeterminadas.
El mantenimiento incide, por lo tanto en la cantidad y calidad de la producción.
En efecto, la calidad de producción a un nivel de calidad dado está determinada por la capacidad instalada de producción y por su disponibilidad entendiéndose por tal al cociente del tiempo efectivo de producción entre la suma de este y el tiempo de parada por mantenimiento.

2.2. Concepto de servicio de calidad.
“La calidad está determinada por el cliente, no por el ingeniero ni por la mercadotecnia, ni modo menos aún por la gerencia general, ya que está basada en la experiencia real del cliente con el producto o servicio, medida contra sus requisitos (definidos o tácticos, conscientes o solo sentidos, operacionales técnicamente o por el completo subjetivos) y siempre representa un objetivo que se mueve con el mercado competitivo.
Así, la calidad del producto y servicio puede definirse como:
“La resultante total de las características del producto y servicio de mercadotecnia, ingeniería, fabricación y mantenimiento, a través de las cuales el producto o servicio satisfará las esperanzas del cliente.”
Una herramienta útil, para medir la calidad de un proceso son los indicadores. El término "Indicador" en el lenguaje común, se refiere a datos esencialmente cuantitativos, que nos permiten darnos cuenta de cómo se encuentran las cosas en relación con algún aspecto de la realidad que nos interesa conocer. Los indicadores pueden ser medidos, números, hechos, opiniones o percepciones que señalen condiciones o situaciones específicas. Los indicadores deberán reflejar adecuadamente la naturaleza, peculiaridades y nexos de los procesos que se originan en la actividad económica – productiva, sus resultados, gastos, entre otros, y caracterizarse por ser estables y comprensibles, por tanto, no es suficiente con uno solo de ellos para medir la gestión de la empresa sino que se impone la necesidad de considerar los sistemas de indicadores, es decir, un conjunto interrelacionado de ellos que abarque la mayor cantidad posible de magnitudes a medir.
Importancia de los indicadores;
1. Permiten medir cambios en una condición o situación a través del tiempo.
2. Facilitan mirar de cerca los resultados de iniciativas o acciones.
3. Son instrumentos muy importantes para evaluar y dar surgimiento al proceso de desarrollo.
4. Son instrumentos valiosos para orientarnos de cómo se pueden alcanzar mejores resultados en proyectos de desarrollo.
Algunos criterios para la construcción de buenos indicadores son:
Mensurabilidad: Capacidad de medir o sistematizar lo que se pretende conocer.
Análisis: Capacidad de captar aspectos cualitativos o cuantitativos de las realidades que pretende medir o sistematizar.
Relevancia: Capacidad de expresar lo que se pretende medir.
Tipos de indicadores:
Indicadores Cuantitativos: Son los que se refieren directamente a medidas en números y cantidades.
Indicadores Cualitativos: Son los que se refieren a cualidades. Se trata de aspectos que no son cuantificados directamente. Se trata de opiniones, percepciones o juicio de parte de la gente sobre algo.
Indicadores Directos: Son aquellos que permiten una dirección directa del fenómeno.
Indicadores Indirectos: Cuando no se puede medir de manera directa la condición económica, se recurre a indicadores sustitutivos o conjuntos de indicadores relativos al fenómeno que nos interesa medir o sistematizar.
Indicadores Positivos: Son aquellos en los cuales si se incrementa su valor estarían indicando un avance.
Indicador Negativo: Son aquellos en los cuales si su valor se incrementa estarían indicando un retroceso.
El sistema de indicadores debe caracterizar el nivel técnico - organizativo de desarrollo de la empresa, los recursos que posee y los resultados generales de la actividad productiva con una alta calidad, los recursos que posee y la eficiencia de su empleo. De la correcta aplicación de estos indicadores depende la localización y movilización de la reserva internas.
Los indicadores básicos de la gestión del mantenimiento son:
Figura 2.2 Indicadores básicos de la gestión del mantenimiento.

Figura 2.3 Relación entre los indicadores básicos de la gestión del mantenimiento.
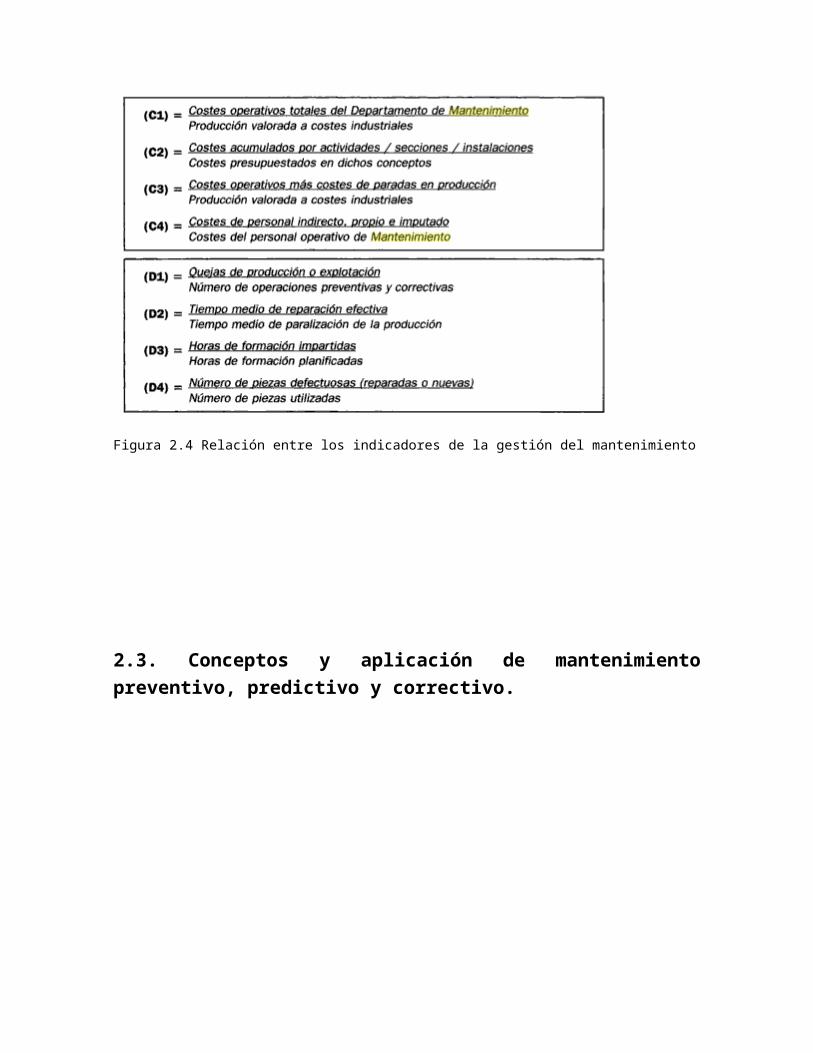
Si los indicadores anteriores están debidamente controlados, se tiene la primera base científica y estadística del servicio de mantenimiento. Si se desea una visión complementaria y holística de esta función, se debe hacer uso de los indicadores elaborados o indicadores de gestión como los denominan diversos autores.
Figura 2.4 Relación entre los indicadores de la gestión del mantenimiento

2.3. Conceptos y aplicación de mantenimiento preventivo, predictivo y correctivo.
Figura 2.5 Tipos de mantenimiento.
Figura 2.6 Tipos de mantenimiento y su relación con el equipo para su aplicación.

2.4. Mantenibilidad y fiabilidad de los equipos.
Desde hace varios años se practican estudios y pruebas con objeto de minimizar todas las funciones de la conservación industrial, como el tiempo dedicado al mantenimiento programable, los tiempos de paro, la cantidad de refacciones o repuestos, la falta de conocimientos y habilidades del personal que interviene en la máquina (instalación, operación y conservación) y, en fin, todo aquello que de una u otra forma tiene que hacerse para permitir que los recursos sujetos a conservación continúen operando satisfactoriamente y económicamente durante todo su ciclo de vida dentro de la calidad esperada. Esto produce, como consecuencia, que los fabricantes y diseñadores de equipo formen sus criterios de especificación y diseño utilizando un conjunto de ciencias como administración, ingeniería y finanzas, y a esta combinación se le llama “terotecnología” cuya aplicación trata de llevar al máximo dos de los más importantes atributos que deben tener los activos fijos de una empresa: su mantenibilidad y fiabilidad.
Mantenibilidad
Es la rapidez con la cual las fallas, o el funcionamiento defectuoso en los equipos son diagnosticados y corregidos, o el mantenimiento programado es ejecutado con éxito.
Durante el diseño, debe procurarse que el equipo cuente, en lo posible, con lo siguiente:
1. Las partes y componentes deben ser estandarizados, para permitir su minimización e intercambio en forma sencilla y rápida.
2. Las herramientas necesarias para intervenir la máquina deben ser, en lo posible, comunes y no especializadas, ya que esto último haría surgir la necesidad de tener una gran cantidad de herramientas, con los consiguientes problemas de mano de obra y control complicados.
3. Los conectores que unen a los diferentes subsistemas deben estar hechos de tal modo, que no puedan ser intercambiados por error.
4. Las labores de operación y conservación deben poder ser ejecutadas sin poner en peligro a las personas, al equipo o a otros equipos cuyo funcionamiento depende del primero.
5. El equipo debe tener soportes, asas, apoyos y sujetadores que permitan mover sus partes con facilidad y apoyarlas sin peligro, mientras se interviene.
6. El quipo debe poseer ayudas de diagnóstico o elementos de autodiagnóstico que permitan una rápida identificación de la causa de la falla.
7. El equipo debe contar con un sistema adecuado de identificación de puntos de prueba y componentes que sean fácilmente vistos e interpretados.
La mantenibilidad depende de factores como la habilidad del personal de instalación, preservación, mantenimiento y operación; el espacio de trabajo para ejecutar la conservación; la facilidad de acceso a los equipos; la disponibilidad de refacciones, la eficacia de los equipos de prueba, etc.
Está en nuestras manos aumentar la optimización de los recursos de la empresa, aumentando su mantenibilidad, lo cual es posible lograr si, por ejemplo, dividimos un equipo en submontajes y tenemos uno o más submontajes preparados para su instalación en el momento oportuno, ya que es más rápido y fácil cambiar el carburador a una máquina de combustión interna por uno nuevo o arreglado, que tener el motor parado mientras se arregla el carburador descompuesto. En forma similar, la instalación de las máquinas debe facilitar su mantenimiento (cuando la herramienta para atender a la máquina es de uso común, cuando el equipo se desarma con facilidad, cuando éste no necesita o tiene instalados sus propios aparatos de pruebas, etc.).
Fiabilidad
Un concepto similar al de mantenimiento es el de fiabilidad o confiabilidad del equipo. Para indicar que tenemos confianza en una persona, decimos que ésta es “confiable”; en forma parecida, para referirnos a la confianza que le tenemos a la máquina o cualquier recurso físico mencionemos que es “fiable”.
La fiabilidad se define como la probabilidad de que un equipo no falle, es decir, funcione satisfactoriamente dentro de los límites de desempeño establecidos, en una determinada etapa de su vida útil y para un tiempo de operación estipulado, teniendo como condición que el equipo se utilice para el fin y con la carga para la que fue diseñado.
Conforme un equipo está operando, su fiabilidad disminuye, es decir, aumenta la probabilidad de que falle; las rutinas de preservación y mantenimiento preventivo tienen la misión de diagnosticar y restablecer la fiabilidad perdida.
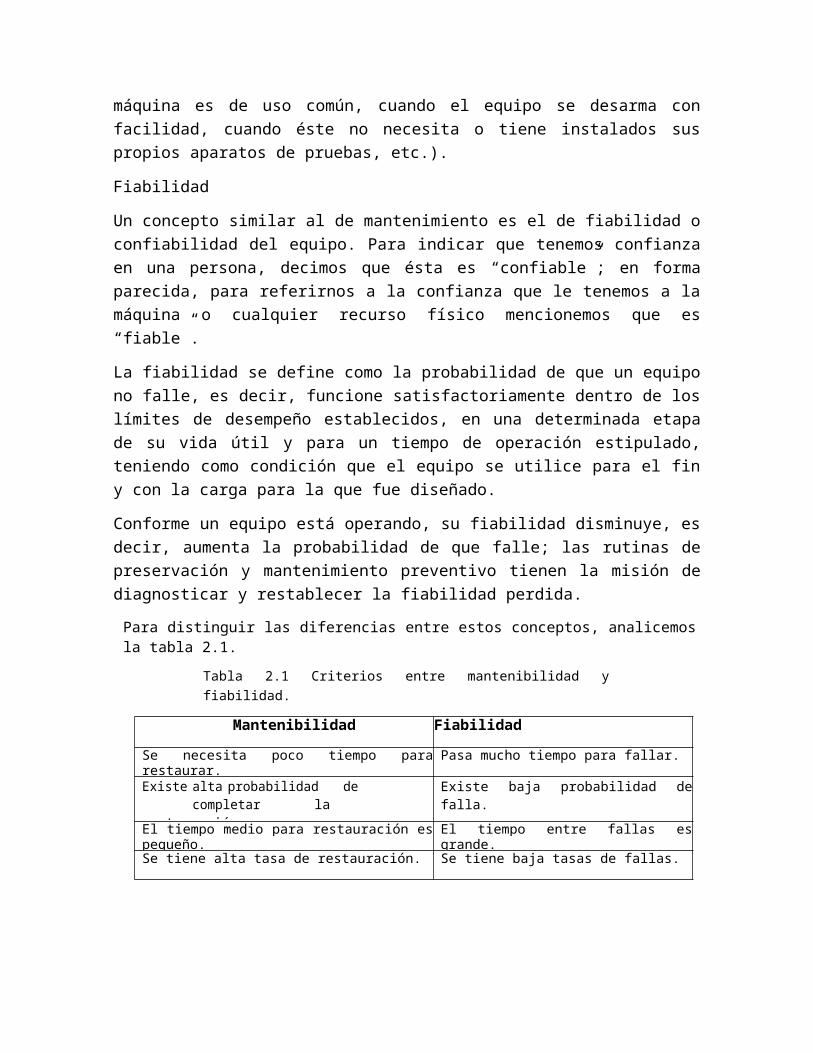
Para distinguir las diferencias entre estos conceptos, analicemos la tabla 2.1.
Tabla 2.1 Criterios entre mantenibilidad y fiabilidad.
Mantenibilidad Fiabilidad
Se necesita poco tiempo para restaurar. Pasa mucho tiempo para fallar.
Existe alta probabilidad de completar la restauración.
Existe baja probabilidad de falla.
El tiempo medio para restauración es pequeño. El tiempo entre fallas es grande.

Se tiene alta tasa de restauración. Se tiene baja tasas de fallas.
El comportamiento de la fiabilidad en nuestros recursos es muy importante con respecto a la calidad de servicio, por lo cual se analiza a continuación:
a) Fiabilidad ideal
El valor ideal es el 100%; con esto se señala que si un equipo es 100% fiable durante un tiempo predeterminado, este equipo sin ninguna duda está trabajando durante ese tiempo considerado; por lo tanto:
Fiabilidad ideal = 1
En la práctica, esta fiabilidad no existe, pues siempre hay la posibilidad de que un equipo falle.
La no fiabilidad es la probabilidad de que un equipo falle; por lo tanto es el complemento de la fiabilidad:
Fiabilidad de un equipo= Fiabilidad ideal – No Fiabilidad del equipo
Si llamamos a la fiabilidad de un equipo F y a la no Fiabilidad N tenemos:
F = 1 - N
b) Fiabilidad en serie
Se le llama máquina o equipo en serie al que está instalado a continuación de otro, por lo que el servicio pasa del primero al segundo y así sucesivamente; con esta disposición, si cualquiera de los equipos deja de funcionar, se afecta de inmediato el servicio.
Se le llama máquina o equipo en paralelo (redundante), al que está instalado junto con otro y ambos suministran el mismo servicio, de tal manera que si cualquiera de ellos deja de funcionar, el servicio continúa suministrándose sin pérdida de calidad.
Figura 2.8 Equipos, máquinas o componentes conectados en paralelo.

UNIDAD III PLANEACIÓN Y PROGRAMACIÓN DEL MANTENIMIENTO EN LAS EMPRESAS
3.1. Definición de Administración y el proceso administrativo del mantenimiento Industrial.
Según Idalberto Chiavenato, la administración es "el proceso de planear, organizar, dirigir y controlar el uso de los recursos para lograr los objetivos organizacionales".
Para Robbins y Coulter, la administración es la "coordinación de las actividades de trabajo de modo que se realicen de manera eficiente y eficaz con otras personas y a través de ellas".
Hitt, Black y Porter, definen la administración como "el proceso de estructurar y utilizar conjuntos de recursos orientados hacia el logro de metas, para llevar a cabo las tareas en un entorno organizacional".
Según Díez de Castro, García del Junco, Martín Jiménez y Periáñez Cristóbal, la administración es "el conjunto de las funciones o procesos básicos (planificar, organizar, dirigir, coordinar y controlar) que, realizados convenientemente, repercuten de forma positiva en la eficacia y eficiencia de la actividad realizada en la organización".
Para Koontz y Weihrich, la administración es "el proceso de diseñar y mantener un entorno en el que, trabajando en grupos, los individuos cumplan eficientemente objetivos específicos".
Reinaldo O. Da Silva, define la administración como "un conjunto de actividades dirigido a aprovechar los recursos de manera eficiente y eficaz con el propósito de alcanzar uno o varios objetivos o metas de la organización".
“La administración es el proceso de planificar, organizar, dirigir y controlar el uso de los recursos y las actividades de trabajo con el propósito de lograr los objetivos o metas de la organización de manera eficiente y eficaz.”
La fase mecánica, es la parte teórica de la administración, en la que se establece lo que debe de hacerse, es decir, se dirige siempre hacia el futuro. Y se divide en: Previsión, Planeación y Organización. La fase dinámica, se refiere a cómo manejar de hecho el organismo social. Y se divide en: Control, Dirección e Integración.

Figura 3.1 Etapas del proceso administrativo
Figura 3.2 Etapas del proceso administrativo aplicadas a una empresa.

Sistema de órdenes de trabajo de mantenimiento.
El primer paso en la planeación y el control del trabajo de mantenimiento se realiza mediante un sistema eficaz de órdenes de trabajo. En la industria se hace referencia a ella con diferentes nombres, como solicitud de trabajo, requisición de trabajo, solicitud de servicio, etc. El propósito del sistema de órdenes de trabajo es proporcionar medios para:
1. Solicitar por escrito el trabajo que va realizar el departamento de mantenimiento.
2. Seleccionar por operación el trabajo solicitado.
3. Asignar el mejor método y los trabajadores mas calificados para el trabajo.
4. Reducir el costo mediante una utilización eficaz de los recursos (mano de obra, material).
5. Mejorar la planeación y la programación del trabajo de mantenimiento.
6. Mantener y controlar el trabajo de mantenimiento.
7. Mejorar el mantenimiento en general mediante los datos recopilados de la orden de trabajo que serán utilizados para el control y programa de mejora continua.
La administración del sistema de órdenes de trabajo es responsabilidad de las personas que están a cargo de la planeación y programación. La orden de trabajo debe diseñarse con cuidado tomando en consideración dos puntos:
El primero consiste en incluir toda la información necesaria para facilitar una planeación y una programación eficaces, y el segundo punto consiste en hacer énfasis en la claridad y facilidad de uso.
En los sistemas de mantenimiento hay dos tipos de órdenes de trabajo:
El primer es el orden de trabajo general (ocasiones denominada orden de trabajo permanente o establecida) que se utiliza para pequeños trabajos de rutina y repetitivos, cuando el costo de procesar una orden de trabajo individual podría exceder el costo del trabajo mismo o cuando este es un trabajo fijo, de rutina, como el trabajo del conserje. En este caso, el conserje hace las mismas cosas todos los días y el trabajo es repetitivo y planeado con anterioridad. En ambos casos, la orden de trabajo general proporciona un costo global de tareas genéricas en los costos acumulados hasta la fecha y anuales. La unidad de planeación y programación del manteniendo necesita definir claramente que clases de trabajos se deben manejar utilizando la orden de trabajo general.
El segundo tipo es la orden de trabajo especial que se elabora para todos los demás trabajos individuales para los cuales es necesario reportar todos los hechos acerca del trabajo.
Diseño de la orden de trabajo.
La orden de trabajo, cuando se emplea en toda su extensión, puede ser utilizada como una forma de solicitud de trabajo, un documento de planeación, una gráfica de asignación de trabajos, un registro histórico, una herramienta para monitoreo y control, y una notificación de trabajos. Esta debe contener dos tipos de información: la información requerida para planear y programar, y la información necesaria para el control.
La información requerida para la planeación y la programación incluye lo siguiente:
Número del inventario, descripción de la unidad y ubicación. Persona o departamento que solicita el trabajo. Descripción del trabajo. Especificación del trabajo y número de código. Prioridad del trabajo y fecha en que se requiere. Refacciones y materiales requeridos. Herramientas especiales requeridas. Procedimientos de seguridad. Información técnica (planos y manuales).
La información necesaria para el control incluye:
Tiempo real consumido. Códigos de costos para las habilidades y conocimientos. Tiempo muerto u hora en que se terminó el trabajo. Causa y consecuencias de la falla.
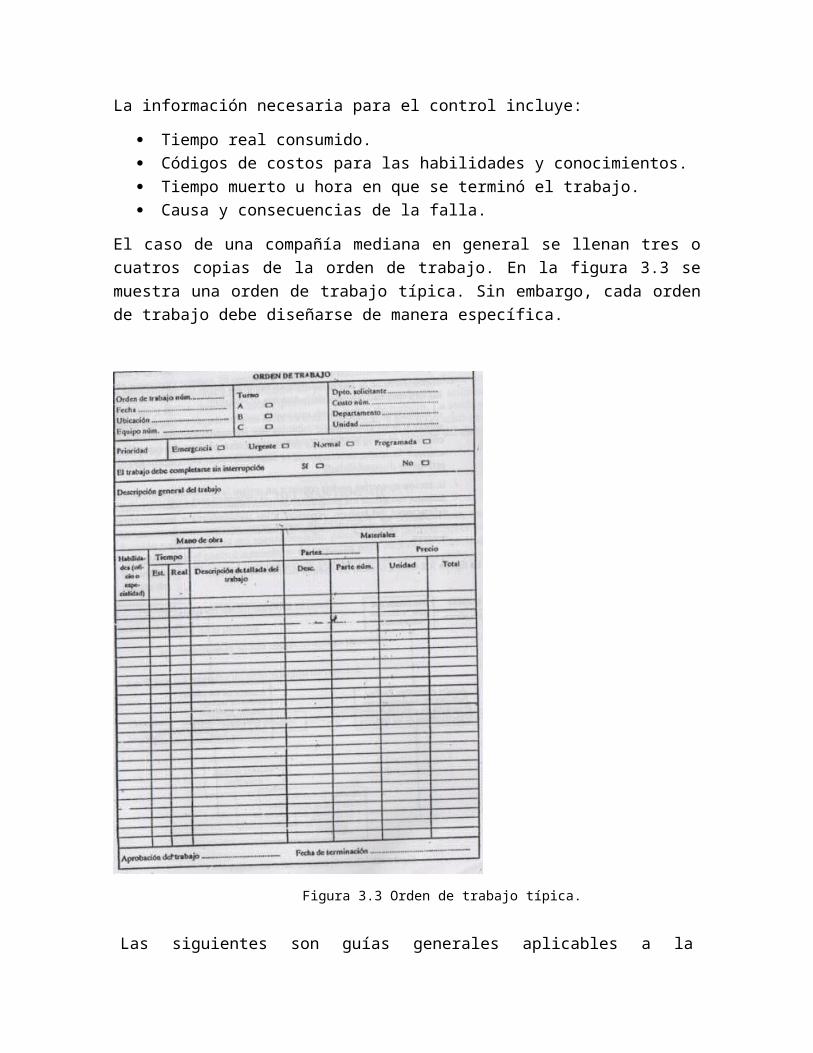
El caso de una compañía mediana en general se llenan tres o cuatros copias de la orden de trabajo. En la figura 3.3 se muestra una orden de trabajo típica. Sin embargo, cada orden de trabajo debe diseñarse de manera específica.
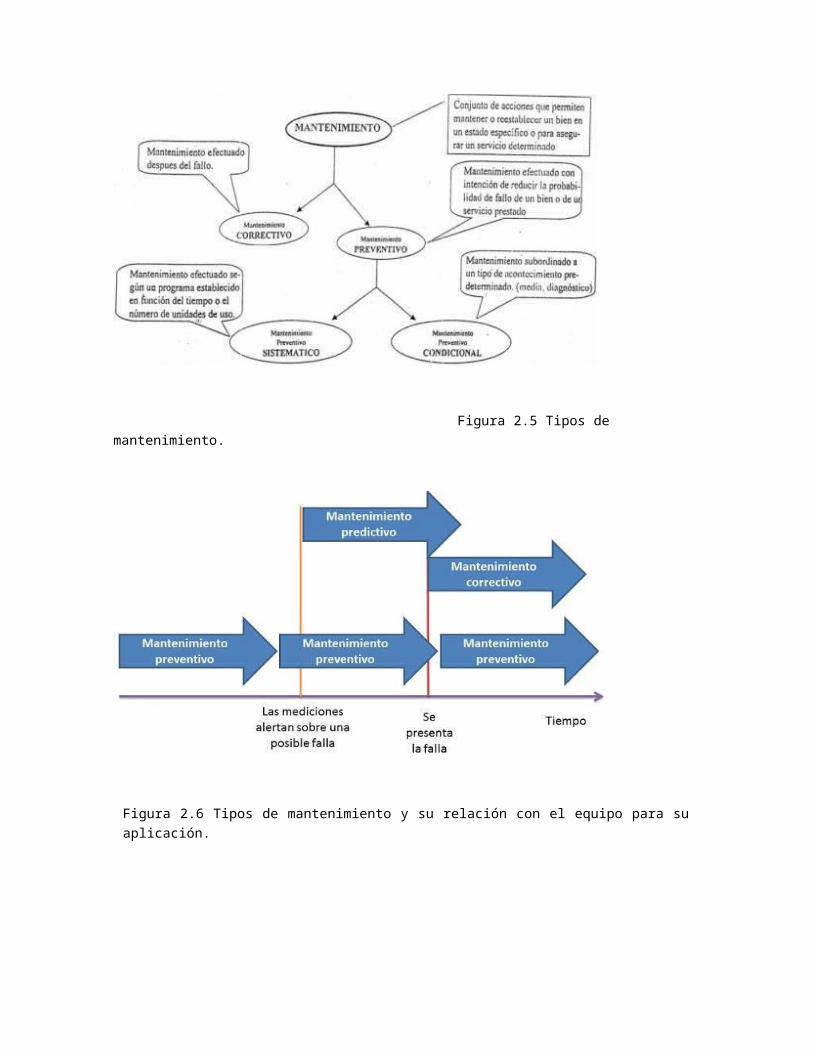
Figura 3.3 Orden de trabajo típica.
Las siguientes son guías generales aplicables a la mayoría de los sistemas de mantenimiento:
Todos los departamentos de mantenimiento deben contar con una orden de trabajo para la planeación y ejecución de su trabajo de mantenimiento.
Las órdenes de trabajo deberán comunicarse, y se requiere por lo menos tres copias para el control del mantenimiento.
Las solicitudes de órdenes de trabajo pueden ser iniciadas por cualquier persona en la organización y deben ser examinadas por el planificador de coordinador del mantenimiento.
Flujo de sistemas de orden de trabajo.
El flujo de sistemas de órdenes de trabajo se refiere a los procedimientos para la

realización del trabajo y el orden en que un trabajo procesa desde su inicio hasta su terminación. A continuación se presenta un flujo básico:
1. Cuando el planificador recibe la solicitud de trabajo (que puede iniciarse por teléfono, terminal de computadora o forma escrita en papel), esta se examina y se planea, y se completa una orden de trabajo que contiene la información requerida para la planeación, ejecución y control. Generalmente se llenan tres o cuatro copias y se envían a través del sistema.
2. 2. La orden de trabajo se anota en un registro que incluye todos los datos pertinentes para cada orden de trabajo.
3. 3. Una copia (generalmente la copia 1) se archiva por número de orden de trabajo en el departamento de control de mantenimiento. Dos copias (las copias 2 y 3) se entregan al encargado correspondiente y una copia (copia 4) se envía a quien originó el trabajo.
4. 4. El encargado del departamento de mantenimiento asigna el trabajo al técnico apropiado y le entrega una copia (puede ser la copia 2 o la copia 3). Supongamos que es la copia 3. El trabajador efectúa el trabajo requerido y completo la información necesaria acerca del trabajo que realmente se llevó a cabo (como tiempo real, material real utilizado, etc.) y entrega la copia al encargado.
Conservación de los registros de los trabajos de mantenimiento. a) Tarjeta de trabajo (reporte)
Para obtener los datos correctos para el trabajo, el costo y el control de la condición de la planta, es esencial contar con medios exactos para la recopilación de datos y el mantenimiento de los registros. Es necesario informar tres aspectos importantes: 1) tiempo de reparación,2) costos, y 3) tiempo muerto. La forma para el reporte del trabajo (tarjeta de trabajo) es un documento donde se registra el trabajo realizado y la condición del equipo. Se puede entregar una tarjeta de trabajo a cada empleado que participe en cada trabajo. La forma puede ser manual o automatizada. La mayor parte de la información que se requiere en la tarjeta puede observarse en la orden de trabajo. En algunas compañías, cada empleado registra su trabajo diario en una tarjeta de tiempo de trabajo diario, en donde se anota el tiempo consumido en cada orden de trabajo. La figura 3.4 presenta un ejemplo de una tarjeta de tiempo de trabajo diario.
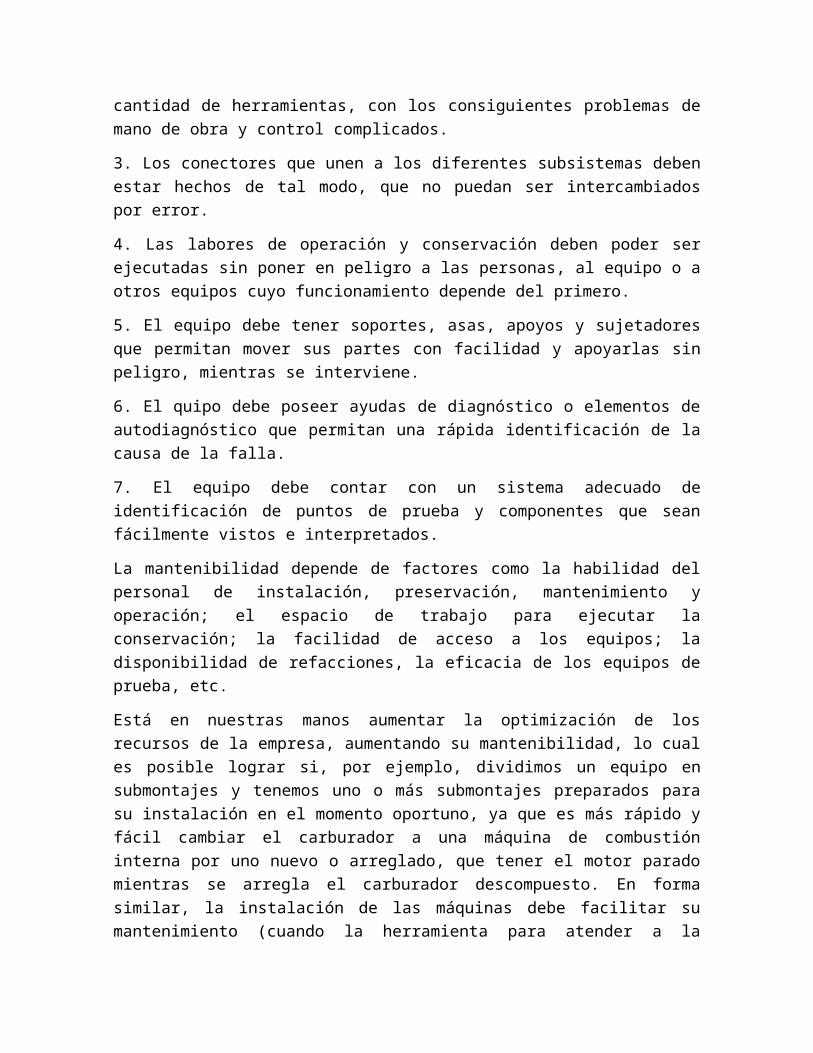
Figura 3.4 Ejemplo de formato de tiempo de trabajo diario
b) Registro de la historia del equipo.
El archivo de historia del equipo es un documento en el que se registra información acerca de todo el trabajo realizado en un equipo/instalación particular. Contiene información acerca de todas las reparaciones realizadas, el tiempo muerto, el costo de las reparaciones y las especificaciones del mantenimiento planeado. Es necesario registrar lo siguiente:
1. Especificaciones y ubicación del equipo.
2. Inspecciones, reparaciones en el equipo, componentes reparados o reemplazados, condición de desgaste o rotura, erosión o corrosión, etc.
3. Trabajo realizado en el equipo, componentes reparados o reemplazados, condiciones de desgaste o rotura, erosión.
4. Mediciones o lecturas tomadas, tolerancia, resultados de pruebas e inspecciones.
5. Hora de la falla y tiempo consumido en llevar a cabo las reparaciones.
Existen muchos sistemas para registrar y almacenar información. El punto más importante es que la información debe ser completa y estar registrada en una forma organizada para su uso y acceso futuros.
3.2. Planeación estratégica del Mantenimiento industrial.
La Planeación comprende tanto el programa de acción normativo del consejo directivo y/o alta dirección de una empresa, como sus metas y objetivos.
El programa de acción define los objetivos, metas, políticas y prioridades a mediano y largo plazo, para cada uno de los niveles de decisión de la empresa (áreas sustantivas y adjetivas). El proceso de planeación consta básicamente de las siguientes etapas:
Establecimiento de objetivos. Formulación de estrategias. Desarrollo de los planes de operación. Establecimiento de presupuestos financieros. Ejecución de las operaciones.
En cada etapa de este proceso se hace una serie de suposiciones; por ejemplo, para una empresa los resultados financieros pronosticados se basan en suposiciones de venta y de costos, las cuales a su vez se basan en suposiciones de demanda, de competencia, de programas de desarrollo de productos, de programas de reducción de costos de planes de adquisición y así sucesivamente.
Es difícil trazar una línea divisoria exacta entre los planes de trabajo y la estrategia. En numerosos casos, un plan de trabajo establecido tiende a modificar un plan recientemente formulado. En tal caso, el plan establecido tiene una ventaja estratégica sobre el nuevo.
Algunos planes de trabajo se establecen corno guía de alguna acción determinada, como la compra de nueva maquinaria o la ampliación de la negociación abriendo otra tienda. Otros planes se establecen como guías estratégicas y, por tanto, por sí mismos modifican todos los demás que tienen alguna relación con ellos.
La estrategia, en otras palabras, es un tipo de plan formulado o usado con objeto de interpretar o disminuir la importancia y significado de otros planes.
La estrategia es un concepto que abarca la preocupación por "qué hacer" y no por "cómo hacer", es decir, busca que se implementen todos los medios necesarios para ponerla en práctica. Una estrategia da lugar a muchas tácticas y por ello la estrategia empresarial es básicamente una actividad racional que implica poder identificar las oportunidades y amenazas del ambiente donde oferta la empresa, así como evaluar las limitaciones y fortalezas.
La estrategia es un plan (generalmente a largo plazo) que es el resultado (planeación táctica) de una decisión ejecutiva (tomado por los más altos niveles de autoridad) cuyo objeto consiste en desarrollar total o parcialmente los recursos humanos y materiales de la empresa para desarrollarla o lograr su crecimiento total o parcial a través de:
Una ampliación, y consolidación de su situación financiera. Una ampliación de su mercado potencial. Una ampliación de sus actuales líneas de crecimiento.
Para que la planeación sea sumamente práctica y eficaz, deberá tomar en cuenta y adaptarse a las reacciones de las personas a quienes afecta. Esto implica el uso de estrategia en la planeación.
La táctica por su parte, es un esquema específico para emplearse algunos recursos en una estrategia general. Por ejemplo en el plano gerencial, el presupuesto anual o el plan anual de inversión es un plan táctico dentro de una estrategia global a largo plazo. Sin embargo, estos medios incluyen a toda la empresa y para ello hay que atribuir responsabilidades a los diferentes niveles o subsistemas de la organización.
Figura 3.5 Etapas planeación estratégica.

Figura 3.6 Tipos de planes.

Figura 3.7 Ejemplo del uso de indicadores para el planteamiento de objetivos y estrategias

3.3. Determinación y propósito del periodo del mantenimiento.
Sin dudas, el desarrollo de nuevas tecnologías ha marcado sensiblemente la actualidad industrial mundial. En los últimos años, la industria mecánica se ha visto bajo la influencia determinante de la electrónica, la automática y las telecomunicaciones, exigiendo mayor preparación en el personal, no sólo desde el punto de vista de la operación de la maquinaria, sino desde el punto de vista del mantenimiento industrial. No remediamos nada con grandes soluciones que presuponen diseños, innovaciones, y tecnologías de recuperación, si no mantenemos con una alta disponibilidad nuestra industria.
Es decir, la Industria tiene que distinguirse por una correcta explotación y un mantenimiento eficaz. En otras palabras, la operación correcta y el mantenimiento oportuno constituyen vías decisivas para cuidar lo que se tiene.
Para determinar el periodo para realizar un trabajo de mantenimiento, se debe hacer uso de una técnica para pronosticar el punto futuro de falla de un componente de una máquina, de tal forma que dicho componente pueda reemplazarse, con base en un plan, justo antes de que falle. Así, el tiempo muerto del equipo se minimiza y el tiempo de vida del componente se maximiza. Esta técnica supone la medición de diversos parámetros que muestren una relación predecible con el ciclo de vida del componente. Algunos ejemplos de dichos parámetros son los siguientes:
Vibración de cojinetes Temperatura de las conexiones eléctricas Resistencia del aislamiento de la bobina de un motor
Para poder realizar esta actividad, es necesario establecer, en primer lugar, una perspectiva histórica de la relación entre la variable seleccionada y la vida del componente. Esto se logra mediante la toma de lecturas (por ejemplo la vibración de un cojinete) en intervalos periódicos hasta que el componente falle. La figura 3.8 muestra una curva típica que resulta de graficar la variable (vibración) contra el tiempo. Como la curva lo sugiere, deberán reemplazarse los cojinetes subsecuentes cuando la vibración alcance 1,25 in/seg (31,75 mm/seg).
Figura 3.8 Ejemplo de aplicación de datos históricos.
3.4. Principios y métodos de programación
a) GANTT
El diagrama de Gantt, gráfica de Gantt o carta Gantt es una popular herramienta gráfica cuyo objetivo es mostrar el tiempo de dedicación previsto para diferentes tareas o actividades a lo largo de un tiempo total determinado. A pesar de que, en principio, el diagrama de Gantt no indica las relaciones existentes entre actividades.
Figura 3.9 Ejemplo de gráfica de Gantt.
b) PERT Y CPM
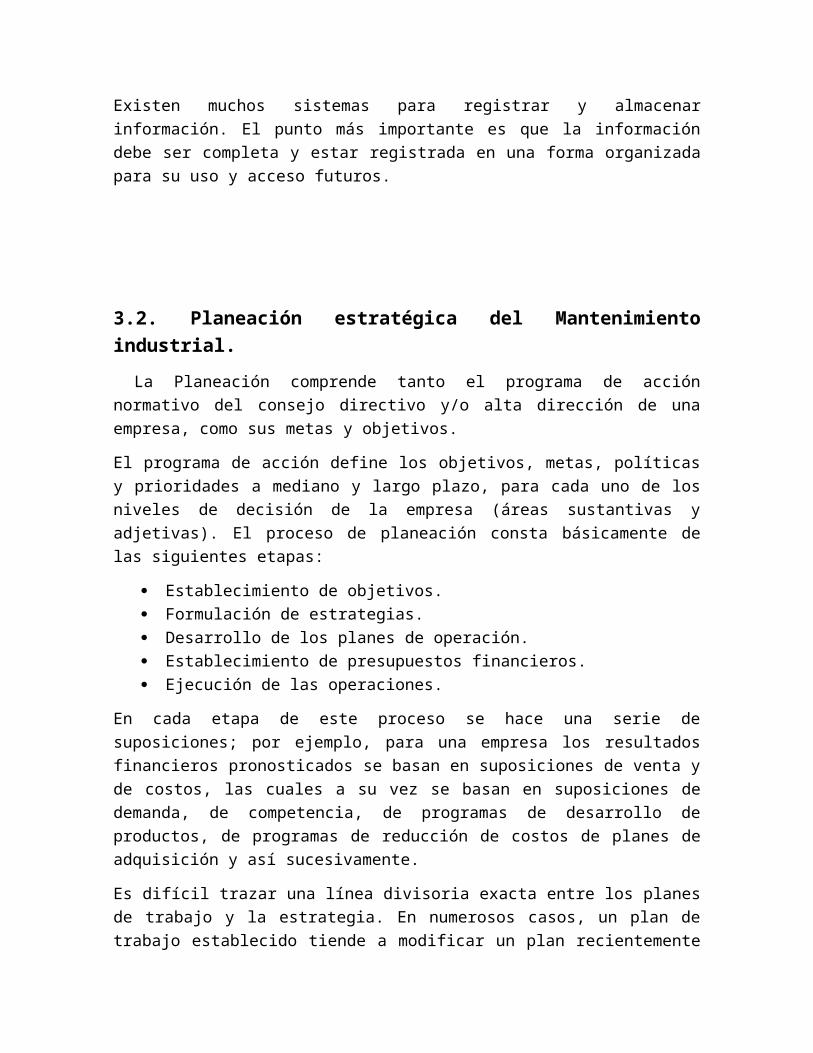
Una malla PERT permite planificar y controlar el desarrollo de un proyecto. A diferencia de las redes CPM, las redes PERT trabajan con tiempos probabilísticos. Normalmente para desarrollar un proyecto específico lo primero que se hace es determinar, en una reunión multidisciplinaria, cuáles son las actividades que se deberá ejecutar para llevar a feliz término el proyecto, cuál es la precedencia entre ellas y cuál será la duración esperada de cada una. Para definir la precedencia entre actividades se requiere de una cierta cuota de experiencia profesional en el área, en proyectos afines. Estos tres principios deben respetarse siempre a la hora de dibujar una malla PERT:
Principio de designación sucesiva: se nombra a los vértices según los números naturales, de manera que no se les asigna número hasta que han sido nombrados todos aquellos de los que parten aristas que van a parar a ellos.
Principio de unicidad del estado inicial y el final: se prohíbe la existencia de más de un vértice inicial o final. Sólo existe una situación de inicio y otra de terminación del proyecto.

Principio de designación unívoca: no pueden existir dos aristas que tengan los mismos nodos de origen y de destino. Normalmente, se nombran las actividades mediante el par de vértices que unen. Si no se respetara este principio, puede que dos aristas recibieran la misma denominación.
Figura 3.10 Ejemplo de una red de actividades.
3.5. Determinación de costos de Mantenimiento y reparación
Los departamentos de conservación de la mayoría de las empresas carecen de un sistema de control que les permita orientar al personal de planeación de la conservación sobre el aspecto económico de los trabajos que día a día se lleva a cabo. Como es sabido, la calidad del servicio que debe proporcionarnos un recurso (equipo, instalación, o construcción), está ligada fundamentalmente al costo-beneficio que se obtiene mediante las labores o cuidando que se le suministren al recurso en cuestión; mientras mayor sea el número y calidad de dichas labores, el funcionamiento del recursos es mejor, hasta llegar a cierto límite, que mas adelante estudiaremos.
Cualquier método que se emplee para determinar la cantidad y calidad de las labores que deben proporcionarse, está sujeto a una serie de factores, con la habilidad de su personal de conservación y producción, la obsolescencia de sus equipos, la calidad de los mismos, etc.
Para obtener un punto confiable de referencia, es necesario conocer dos factores:
1. Los costos de conservación.
2. Los costos de tiempo de paro.
La interacción de éstos nos da el costo combinado, y éste nos muestra cuál es el costo mínimo de conservación.
Llamamos costos de conservación a todos los ocasionados por el material y la mano de obra utilizados en el cuidado de los recursos, para permitir que estén adecuadamente preservados y proporcionen el nivel de servicio estipulado.
Es costumbre que dichos costos se presenten cada año como el presupuesto de conservación y que, ya en operación, se informe mensualmente a la jefatura de conservación de los gastos incurridos, con el fin de que se puedan comparar con lo presupuestado y, en caso necesario, tomar las medidas correctivas que considere conveniente.
Llamamos costos de tiempo de paro a los incurridos por un funcionamiento fuera de la calidad estipulada de una máquina, instalación o construcción, a cargo del departamento de conservación, y en ellos se tiene en cuenta lo siguiente:
a) Producción perdida. Aquí debe considerarse el valor de lo que se dejó de percibir por haber quedado el recurso fuera de la calidad de servicio estipulada.
b) Desperdicio y reelaboración. En este caso consideramos el valor del producto que se considera no aceptado o que es necesario reelaborar por estar funcionando mal el recurso, restando todo aquello que pueda recuperarse.
c) Deterioro del equipo, instalación o construcción. Aquí consideramos la depreciación excesiva del recurso causada por la mala calidad de la mano de obra de conservación o de operación.
Es imprescindible que en la empresa se cuente con los costos de paro de todas las maquinas vitales y de algunas importantes; de estas últimas, las calificadas con “código máquina”. Este código se obtiene haciendo un análisis entre especialistas de conservación, producción y contabilidad, para que determinen el costo por paro (aproximado) en el que incurrirá si algún equipo, instalación o construcción entrega una calidad de servicio fuera de la norma.
Si se consideran estos factores, se puede construir una gráfica que oriente sobre cuál es la cantidad óptima de conservación que se debe suministrar a un recurso específico o, en forma integral, a todos los recursos de la empresa, para conocer, en este último caso, la calidad de los trabajos de conservación, se obtienen y que con base en esto, se establece el nivel de costos de conservación:
Nivel de costos de conservación = Costo de paro X 100
Costos de conservación
Cuando esta razón sea igual a la unidad, estaremos en el punto de equilibrio, por lo que nuestra labor debe ser conseguir dicho punto, mediante los trabajos de conservación.
Las curvas de la figura 3.11 (Costo mínimo de conservación) se construyen de la siguiente manera: Supongamos que se recibe del departamento de contabilidad la información de los costos de conservación y tiempo de paro de una máquina en particular, a la que se daba escasa atención, por lo que registraba paros muy frecuentes; al darnos cuenta en esto, mejoramos nuestra atención a dicha máquina y, al siguiente periodo, se incurrió en menos costos de paro, pero en
mayores costos de conservación; en esta forma se continuó mes a mes, hasta obtener los valores mostrados en la tabla 3.1 (Costo de operación de una máquina).
Figura 3.11 Costo mínimo de conservación
Tabla 3.1 Costo de operación de una máquina.
Costos de operación máquina diésel M 501 (cifras en miles)
Reporte
Costos por
Paro Conservación Total
1º 260 0.8 260.8
2º 220 11 231
3º 172 20 192
4º 130 31 161
5º 99 42 141
6º 80 53 133
7º 66 66 132
8º 55 81 136
9º 48 97 145
10º 42 111 153

11º 38 127 165
12º 32 141 173
13º 28 159 187
14º 25 175 200
15º 23 149 217
La suma de los dos costos es el total o combinado; el cual está presentado por una tercera curva en la figura 3.11. Se puede observar claramente que el menor costo total resulta cuando el costo de conservación es igual al costo de paro, ya que al aumentar después de este punto es el costo de conservación, no se logra disminuir el costo de paro en forma tal, que de la suma de éstos se obtenga un valor combinado menor que el anterior; lo mismo sucede si se reduce el costo de conservación, en cuyo caso se obtiene en el costo de paro una elevación tal, que el costo combinado es mayor que cuando ambos son iguales. Por lo anterior, si se desea tener un nivel óptimo de conservación, el departamento responsable debe estar atento de proporcionar a la máquina cuidados cuyo costo no baje del costo mínimo de conservación, o de una zona óptima definida por la empresa, pero teniendo cuidado de no llegar al punto de hiperpreservación, que a continuación veremos. Es conveniente aclarar que el punto que denota el costo mínimo de conservación debe ser manejado por la empresa como una zona óptima de costos.
Índice ICGM
Para establecer este índice en la empresa puede poner en práctica los siguientes pasos:
1. Se estructura un comité, compuesto por personas conocedoras de las funciones de conservación, producción y finanzas, ya que estos tres criterios deben tenerse presentes durante el tiempo que dure la elaboración del sistema ICGM.
2. Se levanta un inventario universal, que contenga todo lo que debe ser atendido para asegurar un funcionamiento adecuado de la empresa. Aquí se anotarán todo tipo de máquinas, edificios, jardines, caminos de acceso y, en suma, todos aquellos recursos físicos que integran la empresa.
3. El comité lleva a cabo las juntas que sean necesarias, con el fin de analizar cada una de las unidades contenidas en el inventario y asignarles un valor, de acuerdo con su importancia relativa. Con esto se obtiene el “código máquina”. Cuando decimos importancia que para la productividad y calidad del producto tiene el recurso analizado (equipo, instalación o construcción) con respecto a los demás, clasificándolo con puntuación del 1 al 10, por lo que el inventario de forma con diez grupos de recursos, cada uno con diferente valor. No hay que olvidar que

durante las juntas de análisis del código máquina, cada integrante del comité deben tener en mente factores como: rentabilidad del equipo, la relación que este tiene con respecto a otros, su grado de utilización y, en fin, todo lo que ayude a determinar el nivel de importancia del servicio que proporciona, con respecto a los demás.
Por ejemplo, si en una empresa se decidió que las máquinas herramientas, tales como fresadoras, cepillos, esmeriles y pulidoras, son de vital importancia para la producción, estas tendrán una calificación máxima dentro del grupo de 10 en que hemos dividido nuestro inventario. Si por ejemplo, las grúas, bandas transportadoras, hornos de temple, etc., forman un grupo cuya importancia sea inmediata inferior a la anterior, a este grupo le asignamos una calificación de 9. De esta manera, se continúa calificando todo el inventario. Con el objetivo de tener una idea más clara sobre el tercer paso, a continuación se muestra la tabla 3.2 Criterios a seguir para la elaboración del código máquina, que puede servir como guía durante las juntas de análisis código máquina que lleve a cabo el comité. Si analizamos esa tabla, se observa claramente que la calificación más alta se asigna a los artículos que proporcionan al servicio más importante, del cual no se puede prescindir; y que el comité que la elabore tiene que diseñarla de acuerdo con las necesidades de la empresa, el tipo de recursos, sus procesos de fabricación y, en suma todo aquello que la singularice; ya que no se tendría resultados adecuados si se trata de adaptar una tabla código máquina de una empresa a otra.
Tabla 3.2 Criterios para la elaboración del código máquina.
CÓDIGO MAQUINA
CONCEPTO
10
RECURSOS VITALES. Aquellos que influyen en más de un proceso, o cuya falla originan un problema de tal magnitud que la alta dirección de la empresa no está dispuesta a correr riesgos. Por ejemplo líneas de distribución de vapor, gas, calderas, hornos, o subestación eléctrica.
9
RECURSOS IMPORTANTES. Aquellos que, aunque están en la línea de producción, su función no es vital, pero sin ellos no puede operar adecuadamente el equipo vital y, además, no existen máquinas redundantes o de reserva, como montacargas, grúas, frigoríficos, transportadores de material hacía líneas de producción, etc.
8RECURSOS DUPLICADOS SITUADOS EN LA LÍNEA DE PRODUCCIÓN,similares a los anteriores (9), pero de los cuales existe reserva.
7RECURSOS QUE INTERVIENEN EN FORMA DIRECTA EN LA PRODUCCIÓN,como: dispositivos de medición para el control de calidad, equipos de prueba, equipo para manejo de materiales y máquinas de inspección, entre otros.
6RECURSOS AUXILIARES DE PROTECCIÓN SIN REEMPLAZO, tales como:equipo de aire acondicionado para áreas de pruebas, equipos móviles, equipo para surtimiento de materiales en almacén.
5RECURSOS AUXILIARES DE PRODUCCIÓN CON REEMPLAZO, similares alpunto anterior, pero que si tienen reemplazo.
4RECURSOS DE EMBALAJE Y PINTURA, como: compresoras, inyectores de aire, máquina
3EQUIPOS GENERALES, unidades de transporte de materiales o productos, camioneta de carga, unidad refrigeradora, equipos de recuperación de desperdicio, etc.
2EDIFICIOS PARA LA PRODUCCIÓN Y SISTEMAS DE SEGURIDAD, alarmaspasillos, almacenes, calles o estacionamientos.
1EDIFICIOS E INSTALACIONES ESTÉTICAS, Todo aquello que no participa directamente en la producción: jardines, campos deportivos, sanitarios, fuentes, entre otros.
Tabla 3.3 Criterios para la elaboración del código trabajo
CÓDIGO TRABAJO
CONCEPTO
10
PAROS: Todo aquello que se ejecute para atender las causas de pérdidas del servicio de la calidad esperada, proporcionado por las máquinas, instalaciones, vitales e importantes; o aquellos trabajos de seguridad hechos para evitar pérdidas de vidas humanas o afectaciones a la integridad física de los individuos.
9ACCIONES PREVENTIVAS URGENTES: Todo trabajo tendente a eliminar los paros o conceptos discutidos en el punto anterior (10), que pudieran seguir en inspecciones, pruebas, avisos de alarmas, etc.
8TRABAJOS DE AUXILIO A PRODUCCIÓN: Modificaciones tendentes a optimizar la producción, o surgidas por cambio de producto o para mejorar al mismo.
7 ACCIONES PREVENTIVAS NO URGENTES:
6ACCIONES PREVENTIVAS GENERALES: Todo trabajo tendente a eliminar paros, acciones preventivas urgentes, acciones preventivas no urgentes y donde no se hayan visualizado posibles fallas.
5ACCIONES RUTINARIAS: Trabajos en máquina o equipos de repuesto, en herramientas de conservación y en rutinas de seguridad.
4ACCIONES PARA MEJORÍA DE LA CALIDAD: Todo trabajo tendente a mejorar los resultados de producción y de conservación.

3
ACCIONES PARA LA DIMINUCIÓN DEL COSTO: Todo trabajo a minimizar los costos de producción y conservación que no esté considerando en ninguna de las anteriores categorías (mejora del factor de potencia eléctrica en la fábrica, disminuir la temperatura de la caldera de suministro de agua caliente en verano, etc.).
2
ACCIONES DE SALUBRIDAD Y ESTÁTICA: Todo trabajo tendente a asegurar la salubridad y conservación de muebles e inmuebles donde el personal de limpieza no puede intervenir, debido a los riesgos o delicadeza del equipo por atender (pintura, aseo o desinsectación de lugares como subestación eléctrica y salas de computación, entre otros).
1ACCIONES DE ASEO Y ORDEN: Trabajos de distribución de herramientas y aseo de instalaciones del departamento de conservación.
Cuando el comité determina el código máquina procede a hacer un listado de los diferentes trabajos que el departamento de conservación tiene que llevar a cabo: correctivo, preventivo, limpieza, auxilio a producción, hechura de relaciones, etc., y en la misma forma que en el caso anterior, estos trabajo se dividen en 10 grupos o códigos, cuidando de asignarles un valor de 1 al 10, de acuerdo con la importancia que guardan con respecto a la productividad. La tabla 3.3 (Criterios a seguir para la elaboración del código trabajo) sirve para facilitar el análisis del comité sobre este renglón.
Por último, se debe notar que los códigos del ICGM no son constantes durante toda la vida útil de las máquinas, ya que éstas pueden cambiar de labor, de producto, de volumen de producción y, en fin, tener cualquier cambio proporciona. Se deba hacer una publicación mensual sobre aquellas máquinas que han variado su código máquina; éste es un trabajo sencillo, que produce la continuidad necesaria para contar con un ICGM confiable. A fin de facilitar la aplicación del ICGM, se recomienda tener anotado el código máquina en las tarjetas de registro de las máquinas y el código trabajo en forma de lista (ambas a disposición del responsable de expedir las órdenes de trabajo de conservación).

3.6 presupuesto de mantenimiento
El cálculo del presupuesto de mantenimiento es una labor importante que asume el Responsable de Mantenimiento de una instalación como una de sus funciones. No es fácil realizar un presupuesto de mantenimiento, ya que se trata de realizar unos cálculos sobre previsiones futuras que pueden materializarse o no.
En el presupuesto anual de mantenimiento hay una parte del coste que es aproximadamente constante, como la mano de obra habitual o el coste de las reparaciones programadas, pero hay otros costes que son variables y están relacionados con las averías que se produzcan. No todos los años se producen las mismas averías ni de la misma gravedad, por lo que el apartado referente a materiales y a contratas puede variar sensiblemente de un año a otro.
Por otro lado, al realizar el presupuesto anual de mantenimiento es importante distinguir entre los costes iniciales de implantación, relacionados con la compra inicial de herramienta, la compra del stock de repuesto y el periodo de formación del personal, que no se repite, y el coste anual, que se repite un año tras otro con algunas variaciones.
Por último, en el presupuesto hay que tener en cuenta el coste de grandes revisiones u otros gastos cuya periodicidad es mayor que la anual, que no pueden computarse como gastos de un solo año y que hay que repartir entre los ejercicios que corresponda.
Todos estos aspectos habrá que tenerlos en cuenta al elaborar el presupuesto anual, teniendo en cuenta que si el presupuesto es más elevado de lo que realmente se requiere se estará afectando a la cuenta de resultados, pero si el presupuesto se queda corto y no aporta suficientes recursos para realizar un mantenimiento correcto no solo proliferarán las averías, sino que además
EPC) o incluso, del valor de la producción o de los ingresos anuales. El coste anual de mantenimiento puede estimarse entre el 2% y el 3% del coste de equipos + montaje. Tradicionalmente, hasta hace relativamente pocos años, el coste mayor lo suponía el personal, con casi la mitad de este presupuesto. Hoy en día, en las plantas de nueva construcción la vida útil de la planta disminuirá. Es pues un mal negocio calcular mal el presupuesto de mantenimiento, ya sea al alza o a la baja.
De forma aproximada y solo para obtener una referencia rápida previa, puede afirmarse que el coste anual de mantenimiento de una planta industrial es

proporcional al coste de las máquinas que contiene y de su montaje, y es independiente de otros conceptos, como los costes de terrenos, permisos, obras externas, beneficios y márgenes comerciales de los constructores (en contratos tipo, los materiales y los contratos externos suponen casi las 2/3 partes del presupuesto de mantenimiento de una planta industrial habitual.
UNIDAD IV SISTEMAS DE MANTENIMIENTO PRODUCTIVO TOTAL (MPT)
4.1 Definición del MPT
El MPT es el sistema japonés de mantenimiento industrial desarrollado a partir del concepto de "mantenimiento preventivo" creado en la industria de los Estados Unidos.
El MPT es una estrategia elaborada por un conjunto de actividades acomodadas de la manera correcta que una vez aplicadas ayudan a aumentar la competitividad de una organización industrial o de servicios.
El MPT permite diferenciar una organización en relación a su competencia debido al impacto en la reducción de los costes, mejora de los tiempos de respuesta, fiabilidad de suministros, el conocimiento que poseen las personas a la elaboración de la actividad que le corresponde y la calidad de todos los productos relacionados y servicios finales de dicha organización en la que se está planteando.
El MPT es sinérgico con otras estrategias relacionadas con todas las mejora de las operaciones como el sistema de producción Justo a Tiempo, Mass Customization, Total Quality Management, entre otros.
El MPT es un sistema de organización donde la responsabilidad no recae sólo en el departamento de mantenimiento sino en toda la estructura de la empresa "El buen funcionamiento de las máquinas o instalaciones depende y es responsabilidad de todos los colaboradores de dicha industrial o servicio, aquí actúa todo el personal de dichas instalaciones".
El MPT involucra a todos los empleados de un departamento y de todos los niveles; motiva a las personas para el mantenimiento de la planta a través de grupos pequeños y actividades voluntarias, y comprende elementos básicos como el desarrollo de un sistema de mantenimiento.

4.2 Las 6 grandes perdidas
Estas seis grandes pérdidas se hallan directa o indirectamente relacionadas con los equipos dando lugar a reducciones en la eficiencia del sistema productivo.
Fallas en los equipos principalesLas averías causan dos problemas, pérdidas de tiempo, cuando se reduce la producción, y pérdidas de cantidad, causadas por productos defectuosos.
Cambios y ajustes no programadosCuando finaliza la producción de un elemento y el equipo se ajusta para atender los requerimientos de un nuevo producto, se producen pérdidas durante la preparación y ajuste.
Ocio y paradas menoresUna parada surge cuando la producción se interrumpe por una falla temporal o cuando la máquina está inactiva. Puede suceder que alguna pieza bloquee una parte de un transportador como bandas.
Reducción de VelocidadLas pérdidas de velocidad reducida se refieren a la diferencia entre la velocidad de diseño del equipo y la velocidad real operativa.
Defectos en el procesoLos defectos de calidad y la repetición de trabajos son pérdidas de calidad causadas por el mal funcionamiento del equipo de producción.
Perdidas de arranqueLas pérdidas de puesta en marcha son pérdidas de rendimiento que se ocasionan en la fase inicial de producción, desde el arranque hasta la estabilización de la máquina.

4.3 Calcular la efectividad global del equipo.
Es la medida clave básica asociada con el mantenimiento productivo total MPT. ETE (Efectividad Total del Equipo) no es únicamente una medida de lo bien que funciona el departamento de mantenimiento.
ETE pone de relieve que existen en todas las plantas industriales una capacidad oculta que en un alto porcentaje que no se usa.
El diseño e instalación del equipo, así como en la forma que se opera y se mantiene, afectan a la ETE.
ETE mide la eficiencia (hacer que las cosas salgan bien) y eficacia (capacidad para hacer las cosas correctamente) con el equipo. Incorpora tres indicadores básicos del rendimiento y confiabilidad del equipo, es una función de tres factores:
Disponibilidad o tiempo efectivo de funcionamiento. Eficiencia en el rendimiento. Velocidad de producción dentro de calidad.
ETE = D x EFv x Rc D= disponibilidad del equipo. Disponibilidad es la proporción de tiempo
máquina que está realmente en condiciones de ser usada después de restarle los tiempos que no se operar ya sea por inactividad planeada o no planeada.[list]
Disponibilidad = (tiempo planeado de producción - tiempo de inactividad no programado)/Tiempo planeado de producción
Disponibilidad = tiempo de producción / tiempo planeado de producción Tiempo de producción = tiempo planeado de producción - tiempo de
actividad no programado EFv = eficiencia de funcionamiento por velocidad. La segunda categoría de ETE es el funcionamiento. Esta eficiencia toma en cuenta todas las pérdidas de velocidad. La fórmula puede ser expresada: EFv = funcionamiento (velocidad) = (tiempo de ciclo x número de productos
procesados)/Tiempo de producción EFv = tiempo de ciclo ideal / (tiempo de producción / piezas totales)

4.4 El mantenimiento autónomo.
El mantenimiento autónomo es una de las etapas de la preparación de las condiciones de implantación del MPT por parte del comité de implantación.
Posteriormente en la etapa de implantación, en la formación del personal en la metodología del MPT es una actividad importante. Esto nos indica que se fija en el principio y se corrige más tarde.
El mantenimiento autónomo es un elemento del MPT el cual se basa en la participación de los operadores que realizan funciones básicas de mantenimiento e inspección en sus propios equipos como limpieza y lubricación, ajuste, regulación e inspección y del personal de mantenimiento quienes realizan labores no rutinarias esto se hace para que la vida útil de la maquinaria y equipo se alargue más de lo usual.
El Mantenimiento Autónomo es básicamente prevención del deterioro de los equipos y componentes de los mismos. El mantenimiento llevado a cabo por los operadores y preparadores del equipo, puede y debe contribuir significantemente a la eficacia del equipo.
El mantenimiento autónomo se debe considerar como un instrumento para intervenir una organización, esto significa, transformar su cultura, creencias y formas de actuar. En empresas que poseen procesos avanzados de mantenimiento autónomo, se pueden identificar las tres siguientes etapas de desarrollo de la organización:
Etapa 1. Mejora de la efectividad de los equipos. Las actividades de mantenimiento autónomo se dirigen a eliminar las pérdidas de los equipos con la participación del personal.
Etapa 2. Mejora de las habilidades y capacidades personales para realizar intervenciones superiores. Se crea un sentido de colaboración superior y alto compromiso del trabajador para mantener niveles de eficiencia sobresalientes en el sistema productivo
Etapa 3. Mejora del funcionamiento de la organización. Se crea una visión del trabajo autónomo, donde los ciclos de reflexión y aprendizaje se aplican a la mejora del funcionamiento de toda la empresa.

4.5 Reducción continúa del tiempo de Preparación de maquinaria y equipo.
Un departamento de Mantenimiento que actúe con eficiencia hará, inevitablemente, que los tiempos de reparaciones y los períodos de mantenimiento sean cada vez más cortos, así como el intervalo de tiempo existente entre ellos.
Todo reside en el TPM, y ello quiere decir que el último paso de todos es minimizar el mantenimiento que se proporciona a los equipos y maquinaria existente en la planta.
El objetivo de reducir constantemente el tiempo de reparaciones y mantenimiento es, por lo tanto, el de crear un departamento de mantenimiento más eficiente, que logre optimizar no sólo los equipos y las maquinarias de producción, sino también los recursos técnicos en pro de la calidad del producto terminado, tanto así también los recursos financieros, materiales y humanos con los que cuenta para el cumplimiento de sus obligaciones y responsabilidades, de modo que se maximicen los resultados.
Siguiendo éste camino, indudablemente se está cumpliendo con la definición de Administración, que es "El esfuerzo coordinado de un grupo social, para obtener un fin con la mayor eficiencia y el menor esfuerzo posibles", aplicada al Mantenimiento Industrial.
Un mejor mantenimiento implica no sólo reducir los costes de reparaciones y los costes por improductividades debidos a tiempos ociosos, sino también elimina la necesidad de contar con inventarios de productos en proceso y terminados destinados a servir de "colchón" ante las averías producidas.
Al mejorar los servicios a los clientes y consumidores reduce la rotación de estos y reduce el coste de obtención de nuevos clientes, facilitando las ventas de bienes y servicios con carácter repetitivo. Por supuesto que un mejor mantenimiento alarga la vida útil del equipo, como así también permite un mejor precio de reventa.
4.6 Tendencia a la eliminación de almacenes de refacciones
Al llevar a cabo el cumplimiento efectivo y satisfactorio de los programas de mantenimiento mínimos, pero eficientes, se trata ahora de eliminarlos almacenes de refacciones, si bien esto será por siempre una utopía.
Todo parte del nuevo modo de pensar que invade al planeta, en el cual no es tan importante la cantidad de un cierto concepto, o la cantidad de tiempo que se aplica una acción, sino en vez de lo anterior, la calidad de la acción aplicada.
Esto permite que la eficiencia de la planta se incremente grandemente, al tiempo que el esfuerzo aplicado sea mínimo, en todos los aspectos, redundando esto último en el la máxima explotación de la infraestructura existente sin explotar radicalmente la misma.
De hecho, el objetivo implícito de la limpieza diaria es realmente poner al descubierto las anormalidades existentes en las instalaciones como en el equipo y maquinaria de manufactura.
Del mismo modo, el objetivo implícito del mantenimiento predictivo y preventivo es reducir los plazos de aplicación de programas de mantenimiento correctivo, lo cual puede degenerar en paro o situación de emergencia.
Es claro desde el principio que el TPM no es un sistema ideal, como también es claro que por muy eficiente que sea el mantenimiento aplicado a la infraestructura fija de una planta siempre habrá un desgaste, por mínimo que éste sea. Ello, a la larga, provocará que inevitablemente (y mucha atención: es inevitable, pero al menos se puede retrasar el máximo tiempo posible) la máquina llegue a la condición de fallo funcional, si bien se logra que no llegue a un punto de necesidad de aplicar un programa de mantenimiento correctivo emergente.

4.7 Control de existencias mínimas
El Control de Existencias Mínimas está enfocado a la conservación en los almacenes del departamento de mantenimiento, de lo más estrictamente necesario. Pues la razón es tal vez más lógica que sencilla: Al no poder ser eliminados completamente los almacenes de refacciones, es un hecho que se cuenta con ellos en todo momento.
En igual medida, tampoco se puede contar con un almacén que tenga una cantidad de refacciones menor de las que sí se necesitan, porque esto definitivamente traería consigo como consecuencias el retraso en la ejecución de los programas de mantenimiento implementados.
Si el programa de mantenimiento que está siendo llevado a cabo en ése preciso instante es correctivo emergente, se puede correr un riesgo potencialmente muy grande, que además de todo, es innecesario y pudo haber sido evitado.
Es por ello que los almacenes del departamento de mantenimiento deben contar con un control de existencias riguroso, en orden de evitar que haya refacciones de más y que se echen a perder sin haber sido utilizadas (esto generalmente sucede con los consumibles), lo cual, desde luego, representa pérdidas para la empresa.
La implementación de un sistema de Control de Existencias Mínimas es, a últimas fechas, parte integral de una empresa que mantiene en constante implementación los conceptos de calidad y excelencia, por lo cual no es raro que se empleen este tipo de programas en ellas.
Un aspecto muy importante que debe cuidarse es que no debe haber superávit de existencias en el almacén y, desde luego, mucho menos déficit. Por último, este tipo de actividades es parte del programa de Mantenimiento Productivo Total.

UNIDAD V DOCUMENTACIÓN DEL SISTEMA DE ADMINISTRACIÓN DEL MANTENIMIENTO
5.1. Requisitos del mantenimiento de acuerdo a la norma ISO-9001 e ISO TS 16949.
Una vez que ha logrado el éxito del registro de su Sistema de Gestión a la norma TS 16949 y segur los requerimientos para la aplicación de la norma según la empresa a la que se esté aplicando el programa de mantenimiento, el Sistema debe mantenerse de forma eficaz. La forma de hacerlo y mantenerlo eficiente en costos y libre de preocupaciones, es dejar que los Asesores Profesionales y Expertos de del mantenimiento realicen el trabajo. Este trabajo es con el Programa de Mantenimiento en la norma TS 16949. Software de mantenimiento QSP puede actualizar su documentación, definir herramientas de apoyo clave de capacitación para su personal, llevar a cabo auditorías internas, definir acciones correctivas en maquinaria, herramientas, etc.
QSP puede llevar a cabo visitas a su instalaciones 2 veces por año, 6 a 8 semanas antes de cada auditoria de seguimiento del mantenimiento por parte de su organismo certificador, revisar su Sistema y hacer los cambios que se requieran necesarios. Sí se necesita, podemos efectuar auditorías internas de 2 a 4 veces al año. Aparte que sirve para ver si se cumple ya con lo establecido y se está haciendo lo que se debe de hacer y cuando se deba hacer.
Este plan de mantenimiento está diseñado para cubrir necesidades particulares y puede incluir uno o más de los siguientes pasos:
-Revisar la Documentación Actual. (Del programa del mantenimiento actual)
-Entrevistar a su personal clave para descubrir cambios importantes.
-Modificar el Manual y los Procedimientos, según sea necesario.
-Realizar Auditorías Internas, sí se requiere.
-Todas estas actividades se realizarán de 6 a 8 semanas antes de cada auditoria de seguimiento.
Metodología:
El asesor revisará en planta, conjuntamente con el personal responsable de cada

una de las áreas, los elementos que apliquen de acuerdo a la norma ISO TS 16949.
El asesor determinara el grado de conformidad en la estructura documental e implementación correspondiente, integrada por:
Manual Procedimientos Instrucciones de trabajos registros
El asesor evaluará de acuerdo a entrevistas con el personal de cada área, el grado de implementación y cumplimiento de cada elemento de la norma ya documentado en base al mantenimiento.
El propósito de la especificación técnica ISO/TS 16949 es el desarrollo de un sistema de gestión de calidad con el objetivo de una mejora continua enfatizando en la prevención de errores y en la reducción de deshechos de la fase de producción. TS 16949 se aplica en las fases de diseño/desarrollo de un nuevo producto, producción y, cuando sea relevante, instalación y servicio de productos relacionados con el mundo de la automoción. Está basado en el estándar ISO 9000.
5.2 UTILIZACIÓN DE SOFTWARE PARA ADMINISTRAR EL MANTENIMIENTO EN UNA EMPRESA.
Un software de mantenimiento se opera a través de hacer una la lista de los equipos que se tienen en la planta industrial y de generar rutinas de servicio. Una vez que se tiene la información, el ordenador calendariza las fechas de cuando se debe atender los equipos.
El software de mantenimiento convierte las buenas intenciones en órdenes de trabajo con resultados previstos y fiables.
La programación de las tareas puede enlistarse de la siguiente manera:
Las órdenes de trabajo y solicitudes de trabajo: pueden ser administradas fácil y eficientemente, utilizando el software de gestión de mantenimiento.
Mantenimiento Preventivo (PM): El software PM puede ser personalizado y calendarizar el mantenimiento de acuerdo con el kilometraje en el caso de mantenimiento de vehículos o de acuerdo con una programación diaria o semanal para computadoras.
Software de Gestión de Activos: implica el seguimiento de los elementos fundamentales de los bienes como garantía de información, especificaciones, licencias y contratos, así como cualquier otro dato pertinente.

Control de Inventario: le permite tomar el control de la situación de su inventario y evitar tener excedentes en existencia, así como asegurar que tiene todas las piezas que necesita en todo momento.
Gastos de seguimiento: tiene la capacidad para realizar un seguimiento de todos los gastos relacionados con el mantenimiento y la gestión desde un conjunto diverso de criterios. Por ejemplo, mantenimiento de una flota de vehículos, generar informes de costes de combustible, gastos de reparación, mantenimiento preventivo, las piezas, y cualquier otro que esté relacionado con este.
BENEFICIOS AL USAR UN SOFTWARE DE MANTENIMIENTO
1. Reducción de paros imprevistos en la producción.
2. Incremento de la vida útil de los equipos.
3. Reducción de los niveles de inventarios.
4. Prevención y/o reducción de costos en reparaciones.
5. Mejor organización de la mano de obra e información documentada de mantenimiento.
5.3 DISEÑO DE UN SISTEMA DE MANTENIMIENTO EN UNA EMPRESA LOCAL
Se trata de la Implementación del Sistema de Mantenimiento en una Empresa con el fin de realizar un mantenimiento adecuado, el rebajar los costos de mantenimiento y evitar mayores costos cuando se tiene que realizar un mantenimiento correctivo, el cual sale a costos muy elevados, evitar en lo posible la reposición total de Equipos, lo cual definitivamente da como resultado costos más elevados, que tienden a descapitalizar la empresa.
o El documentar todos los hechos sirve además como planeación para poder
asignar mantenimiento preventivo a los equipos, llevar un control y tener la información organizada para poder acceder a ella cuando más se necesite.
o Es importante también estar a la vanguardia y utilizar las herramientas que
la tecnología nos pone al alcance ya que esta facilita el trabajo del administrador y proporciona información más confiable.
CONCLUSIONES
Como ya se vio en unidades anteriores , el llevar a cabo un adecuado mantenimiento dentro de una organización es importante, y no solo por el hecho de optimizar la vida útil de los recursos materiales que se tienen dentro de la

empresa ; en esta unidad se habla de cuanto importante es el cumplir con los estándares y requisitos establecidos por las normas que nos rigen, es por ello que no solo se debe hacer el mantenimiento solo por cumplir , si no que el aplicarlo de la manera óptima , nos permitirá que la organización se haga de renombre ya que esto pues nos beneficia al entregar un producto con calidad y sobre todo entregarlo en el tiempo y fecha establecidos a nuestros clientes . También podemos determinar que el uso de software permitirá llevar a cabo y con eficiencia las tareas que el área de mantenimiento tiene asignadas.