anton paar process instrumentation for the chemical industry
TRANSCRIPT

Process Instrumentation for the Chemical Industry

2
Innovation and tradition
Innovation builds on research and development, but goes beyond technology and involves all of Anton Paar’s employees. Innovation is the art of finding answers to tomorrow’s questions. Customers deserve reliable application solutions which are precise, economic and easy to use. Anton Paar customers can always expect more. Here are some of the reasons why:
4 Approx. 20 % of Anton Paar‘s turnover invested into Research & Development
4 Cooperation with leading universities and research institutes
4 Internal Research Center for Analytical Instrumentation
4 100 % of instrument production in-house following strict quality guidelines
4 Diversified portfolio: Extensive range of solutions from a single source
4 Traditionally close-knit contact with the international scientific community
4 Longstanding tradition of high-precision manufacturing
Anton Paar offers instruments which provide complete conformity and traceability to meet stringent reference standards and national and international regulatory requirements.
Close to your site, close to your experience
In addition to a broad product portfolio, Anton Paar meets your needs with its worldwide sales and service network. Experienced and dedicated specialists trained in-house are at your service at Anton Paar’s 20 sales and service subsidiaries, 10 sales offices and joint ventures as well as over 70 distribution partners around the globe.

3
On-site installation
Your measurement solution of choice is installed on-site by Anton Paar’s sales and service engineers in accordance with your individual requirements. Our engineers are at your service from the moment you choose an Anton Paar solution.
Anton Paar application support
Benefit from Anton Paar's application know-how for a measurement solution custom-tailored to your application. Anton Paar provides a wide range of application solutions embodying decades of technical expertise.
Dedicated training programs
Anton Paar offers customer trainings and qualification tailored to every knowledge level. You are provided with future-oriented tips and advice for your measuring requirements, as well as the opportunity to exchange information with Anton Paar engineers experienced in your field of application.
Anton Paar Certified Service
From the recommended preventive maintenance programs to repair coverage and emergency service, Anton Paar accompanies you with certified service programs throughout the whole life cycle of your instrument.

4
Trust, but …
raw materials, intermediates, products, concentrations, processes and quality.
Anton Paar’s instruments embody decades of technical know-how. This continuously growing knowledge at the cutting edge of technological development forms the basis for robust and reliable process instrumentation.
Anton Paar’s deep understanding of measurement principles results in precise process instrumentation with excellent performance and reproducibility. Openness to customer requirements, attention to new market trends and constant innovation ensure sustainability.
Technologies for the Chemical Industry

5
Increase Profitability�4 Control the process�4 Save raw material and energy�4 Save time�4 Increase production�4 Increase revenue�4 Reduce give-away�4 Real-time, continuous process measurement�4 Maintenance-free�4 Typical life cycle 170,000+ hours
Quality Control �4 Improve product quality�4 Control quality�4 Assure quality�4 Conform to specifications�4 Detect and prevent errors

6
1
28
2Innovation and
tradition
3
4 5
6Table ofcontents
25
Mn Fe
26 27
Co Ni
28
13Monitoring of pickling
baths
Rolling oil emulsion
14 15
Zr
40 41
Nb Mo
42 43
Tc Ru
44 45
Rh Pd
46
16Monitoring oil recovery
fluids
Mass balance in a tank farm
17 18Lubricant
production and
blending
Bitumen emulsions
19 20Bioethanol
plant – improving profitability
Nd
60 61
Pm Sm
62 63
Eu Gd
64
21Monitoring
viscose preparation
Viscose spinning-process sensors
22 23Characteri-
zation of starch adhesives
Ceramic slurry
preparation
24 25
U
92 93
Np Pu
94 95
Am
96
Cm
Technologies for the
Chemical industry
Process Solutions
Organic coating monitor
26Process
Instrumentation
27
7Sulfuric
Acid and oleum
Ammonia
8 9Chlor-Alkali
process monitoring
Phosphoric acid
production
10 11Diammon- ium sulfate
Acetic acid production
12

7
Chemicals
How to monitor sulfuric acid and oleum production continuously
SPRn 4115 GoldSound velocity sensor
Sulfuric acid (H2SO4) and oleum (SO3 in H2SO4) are produced from sulfur, oxygen and water in the continuous contact process. In the first step, sulfur is burned to produce sulfur dioxide (SO2) and further oxidized to sulfur trioxide (SO3) in the presence of a vanadium (V) oxide catalyst. The sulfur trioxide is absorbed by highly concentrated H2SO4 (approx. 97 % to 99 %) to form oleum (H2S2O7), also known as fuming sulfuric acid. The oleum is then diluted with water to produce H2SO4.
Anton Paar density and sound velocity sensors ensure continuous and highly precise (accuracy 0.05 %) monitoring of sulfuric acid and oleum production. They cover the entire concentration range (0 % to 110 % H2SO4). Wetted parts are built of highly resistant materials such as tantalum, Hastelloy or gold.
The combination of density and sound velocity measurement in Anton Paar’s sensors allows highly accurate and reliable monitoring of the concentration in the critical range between 90 % and 110 % after the dilution tank.
Sound velocity sensors are used to measure H2SO4 between 90 % and 100 %, which is of interest for the measurement before the absorption tower. Density measurement is ideally suited to measure sulfuric acid concentrations between 0 % and 90 %, as well as in the oleum range (0 % to 45 % free SO3).
The Anton Paar sensors are suitable wherever H2SO4 measurement is required. Some examples are the production of lead-acid batteries for cars and other vehicles, catalytic alkylation, mineral processing, fertilizer manufacturing, oil refining (spent acid regeneration), wastewater processing and chemical synthesis (hydrochloric, phosphoric and citric acid).
For specs and more: www.anton-paar.com | [email protected]
D
S
DS
Density
Sound velocity
Density and Sound velocity
Oxygen Sulfuric acid
Air
Sulfur WaterAbsorption
tower
Dilutiontank
Sulfuricacid
Oleum
Burner
D
DS
ConverterSO2 SO3
S
Chemicals
8
How to measure ammonia continuously
L-Dens 417 Density sensor
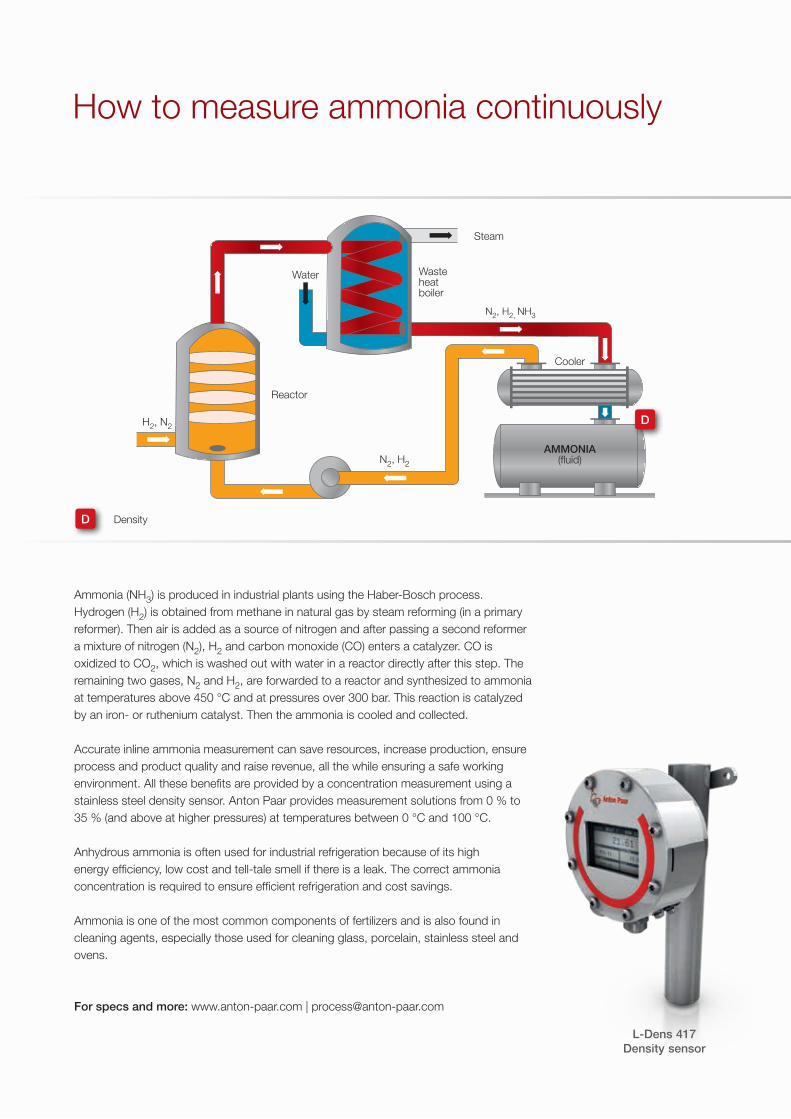
Ammonia (NH3) is produced in industrial plants using the Haber-Bosch process. Hydrogen (H2) is obtained from methane in natural gas by steam reforming (in a primary reformer). Then air is added as a source of nitrogen and after passing a second reformer a mixture of nitrogen (N2), H2 and carbon monoxide (CO) enters a catalyzer. CO is oxidized to CO2, which is washed out with water in a reactor directly after this step. The remaining two gases, N2 and H2, are forwarded to a reactor and synthesized to ammonia at temperatures above 450 °C and at pressures over 300 bar. This reaction is catalyzed by an iron- or ruthenium catalyst. Then the ammonia is cooled and collected.
Accurate inline ammonia measurement can save resources, increase production, ensure process and product quality and raise revenue, all the while ensuring a safe working environment. All these benefits are provided by a concentration measurement using a stainless steel density sensor. Anton Paar provides measurement solutions from 0 % to 35 % (and above at higher pressures) at temperatures between 0 °C and 100 °C.
Anhydrous ammonia is often used for industrial refrigeration because of its high energy efficiency, low cost and tell-tale smell if there is a leak. The correct ammonia concentration is required to ensure efficient refrigeration and cost savings.
Ammonia is one of the most common components of fertilizers and is also found in cleaning agents, especially those used for cleaning glass, porcelain, stainless steel and ovens.
For specs and more: www.anton-paar.com | [email protected]
D Density
Cooler
Waste heat boiler
Reactor
Water
Steam
AMMONIA(fluid)N2, H2
N2, H2, NH3
H2, N2D
9
Chemicals
Chlor-alkali process monitoring
DPRn 427 Tantalum Density sensor
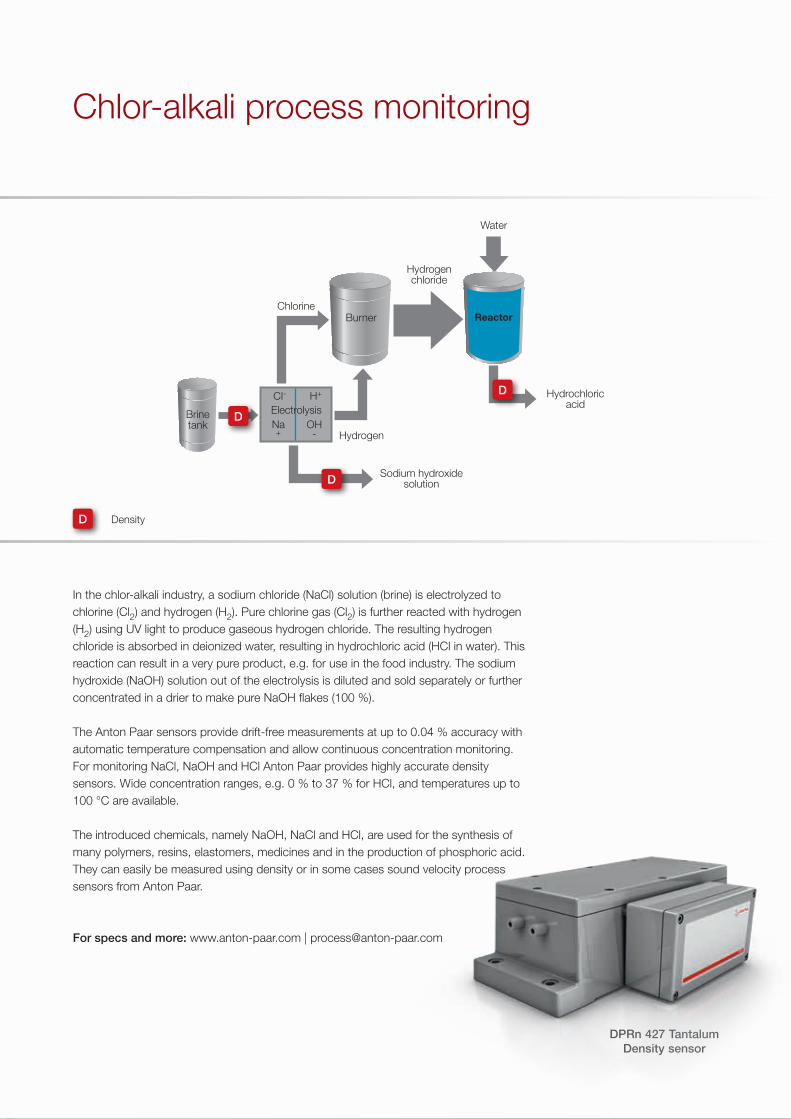
In the chlor-alkali industry, a sodium chloride (NaCl) solution (brine) is electrolyzed to chlorine (Cl2) and hydrogen (H2). Pure chlorine gas (Cl2) is further reacted with hydrogen (H2) using UV light to produce gaseous hydrogen chloride. The resulting hydrogen chloride is absorbed in deionized water, resulting in hydrochloric acid (HCl in water). This reaction can result in a very pure product, e.g. for use in the food industry. The sodium hydroxide (NaOH) solution out of the electrolysis is diluted and sold separately or further concentrated in a drier to make pure NaOH flakes (100 %).
The Anton Paar sensors provide drift-free measurements at up to 0.04 % accuracy with automatic temperature compensation and allow continuous concentration monitoring. For monitoring NaCl, NaOH and HCl Anton Paar provides highly accurate density sensors. Wide concentration ranges, e.g. 0 % to 37 % for HCl, and temperatures up to 100 °C are available.
The introduced chemicals, namely NaOH, NaCl and HCl, are used for the synthesis of many polymers, resins, elastomers, medicines and in the production of phosphoric acid. They can easily be measured using density or in some cases sound velocity process sensors from Anton Paar.
For specs and more: www.anton-paar.com | [email protected]
D Density
Water
Reactor
Sodium hydroxidesolution
Hydrochloricacid
Burner
Hydrogenchloride
Hydrogen
Brinetank
Chlorine
CI- H+
OH-
Na+
Electrolysis
D
D
D

10
Chemicals
How can phosphoric acid production be monitored?
DPRn 427 TantalumDensity sensor
For industrial production of phosphoric acid (H3PO4), the mineral apatite and sulfuric acid are used. At first the ore-bearing mineral is concentrated by flotation. Then the apatite is forwarded to a reactor to which sulfuric acid is added. In the reactor the two ingredients react to form phosphoric acid and calcium sulfate.
The acids described in the process can easily be controlled by Anton Paar’s process sensors. Sulfuric acid can be measured using a density sensor or sound velocity sensor. Phosphoric acid is measured in the concentration range from 0 % to 100 % at temperatures between 0 °C and 60 °C with a density sensor made of tantalum.
H3PO4 is widely used, e.g. for hydrogen halide production, as a food additive (E338), as an electrolyte in phosphoric acid fuel cells, for copper-electropolishing and as an etching agent for semiconductors.
For specs and more: www.anton-paar.com | [email protected]
D Density
S Sound velocity
Reactor D
D S
Sulfuricacid
Calciumsulfate
PhosphoricacidApatite

11
Chemicals
Ensuring the right composition for diammonium sulfate production
L-Dens 437 HastelloyDensity sensor
The production of diammonium sulfate (DAS, (NH4)2SO4) requires a two-stage reactor system in order to prevent loss of ammonia (NH3). After a preneutralization step, a granulation process follows with completion of the reaction in a rotary drum. In this process, control of the pH (acidity/alkalinity) determines which of the ammonium sulfates will be produced. The concentration of the raw materials NH3 and H2SO4 can easily be measured using Anton Paar density sensors. Furthermore, the DAS purity of the liquid phase can be monitored with an L-Dens 437 density senor made of Hastelloy. This ensures increasing efficiency concerning raw material, quality and yield.
The DAS salt is mainly used as fertilizer and as a fire retardant to lower the combustion temperature of the material. DAS is also used in wine production and in the brewing of mead and as an additive in some cigarettes. Furthermore, DAS serves as a flux for soldering tin, copper, zinc and brass. DAS is also used to control precipitation of alkali-soluble and acid-insoluble colloidal dyes on wool. Ammonium sulfates are also used in baking powders, in animal feeds, for controlling the acidity of dye baths, and in certain kinds of ceramics.
For specs and more: www.anton-paar.com | [email protected]
D Density
Vaporizedwater
Sulfuric acidAmmonia
Preneutralizer
Rotarygranulator
Rotarycooler
SlaveGranular
ammoniumsulfate
D
DD

12
Chemicals
Production of acetic acid at a high level of quality
SPRn 4115 L 2T GoldInline sound velocity sensor
The most common way to produce acetic acid is via catalytic carbonylation of methanol with carbon monoxide (CO). The two base materials are reacted in the presence of water and an iridium-containing (Cativa process) or rhodium-containing catalyst. The reaction typically proceeds at temperatures around 150 °C and pressures between 30 and 60 bar. After separation of the catalyst a distillation is carried out to separate acetic acid from byproducts, e.g. ethyl acetate, formic acid and propionic acid.
Using a density sensor from Anton Paar, highly accurate monitoring of methanol is ensured. Furthermore, the concentration of acetic acid, and hence its quality, can easily be monitored with a sound velocity sensor. Both measuring devices are made of chemically resistant materials such as Hastelloy or gold. This ensures a long and maintenance-free life.
Subsequent industrial uses of acetic acid are the production of vinyl acetate monomer (VAM) and vinegar. Furthermore, the esters of acetic acid are commonly used for inks, paints and coatings (ethyl acetate, n-butyl acetate, isobutyl acetate and propyl acetate). Another important application is the condensation to acetic anhydride which is used for cellulose acetate production (textiles, photographic films). Often acetic acid is applied as a solvent in polyethylene production (PET).
For specs and more: www.anton-paar.com | [email protected]
D Density
S Sound velocity
D
S
Seperation of catalyst
Destillationcolumn
Reactor
Acetic acid bank
Catalyst
Acetic acid
Carbonmonoxide
Methanol

13
Steel industry
Monitoring the composition of a pickling bath
DPRn 427 TantalumDensity sensor
Pickling baths for steel are typically filled with sulfuric acid (H2SO4) or hydrochloric acid (HCl). Phosphoric acid (H3PO4) and other acidic mixtures are used in special cases, such as for pickling stainless steel or aluminum. Over time the metal ion concentration of the pickling bath increases and the acid concentration decreases. This can be corrected to a certain extent by adding fresh acid to the bath. The acid and iron salt concentration of the pickling bath is a decisive factor for achieving a clean surface without damaging the base material. This damage to the metal is called ’etching’, a process in which hydrogen is released which can cause the steel to become brittle.
To ensure the required acid concentration, the density of the pickling bath is monitored with an Anton Paar process system. The monitor achieves a measuring accuracy of ±0.3 %, depending on the acid, temperature range, measuring range and contamination. This means the acid consumption and water for rinsing can be reduced while simultaneously increasing quality and achieving continuous process monitoring.
Besides the steel industry, pickling baths are commonly used whenever removing of impurities, rust or contaminants is necessary. Similar solutions are provided in the semiconductor and electronics industry for etching processes.
For specs and more: www.anton-paar.com [email protected]
Hot rolled plate Pickling bath Cleaned plate
DC
D Density
C Conductivity

14
Steel industry
How the oil content in rolling oil emulsions is monitored
SPRn 4115 Sound velocity sensor
Rolling oil emulsions are used in the cold rolling process of ferrous and non-ferrous metals. Rolling is a forming process in which the rolled piece is deformed between two rollers. It is mostly used to reduce the thickness of a strip or sheet. The friction between the rollers and the material is a very important factor for the success of the rolling process. Therefore, an important parameter in the rolling process is the oil content of the rolling oil emulsion.
Typical oil content is between 1.5 % and 8 %. The optimal oil content must be maintained. The oil content directly relates to the sound velocity of the fluid. The accuracy achieved is up to ± 0.1 %, depending on the oil type, the measurement range, the temperature and the contamination.Concentration measurement with a sound velocity sensor from Anton Paar makes a significant contribution to optimizing the rolling process. In detail, oil and energy consumption as well as the risk of slipping marks and sliding rollers are remarkably decreased.
A typical installation is in the supply pipe to the rolling mill. Highly accurate oil monitoring ensures increased rolling speed and reduced roller wear as well as lower oil and energy consumption.
Rolling processes are required for various metals, e.g. steel, aluminum and copper. Every metal is rolled best when the correct oil concentration is applied. Anton Paar provides various solutions for a wide range of oils in different solvents.
For specs and more: www.anton-paar.com | [email protected]
S Sound velocity
Rolling oil emulsion
S

15
Steel industry
Monitoring the organic coating concentration of surface treatment baths
SPRn 4115 L 2T SS 316Ti Sound velocity sensor
To improve or change the surface properties of metal sheets a coating is applied to the top and bottom surface using a roller coater. In most cases, before the coating is applied the steel strip is electroplated or hot galvanized to improve corrosion resistance. In the coating plant the steel strip first goes through the cleaning and pretreatment section. After drying, rollers apply the coating directly to the surface of the strip in the coating section. In drying ovens, the applied coating is then dried and cured. The coating fluid is delivered as a master batch and diluted before use. The concentration of the fluid is a very important factor for the quality of the surface treatment.
Determining the concentration with sound velocity, Anton Paar's process sound velocity sensor makes a significant contribution to optimizing the quality of the surface treatment. To determine the concentration requires measurement of sound velocity. Anton Paar’s process system achieves an accuracy of ± 0.1 %, depending on the fluid type, measurement range and temperature. However, inline concentration determination avoids waste, insufficient surface protection and waste of coating material.
Coated metal sheets can be found in all areas of daily life. These composite materials are used in white goods, office furniture, cars and buildings. They consist of a metal core and compactly applied organic coatings. The metal core defines the stability. The layers determine the appearance and resistance to corrosion, weather and chemicals. Additional requirements can be abrasion and scratch resistance, weldability and conductivity.
For specs and more: www.anton-paar.com | [email protected]
S Sound velocity
Rolling coater
+
+
S
Top side coater
+
S
Bottom side coater
+
16
Petroleum, (bio-) fuels and lubricants
Monitoring chemically enhanced oil recovery fluids
L-Vis 510Inline viscosity sensor
V Viscosity
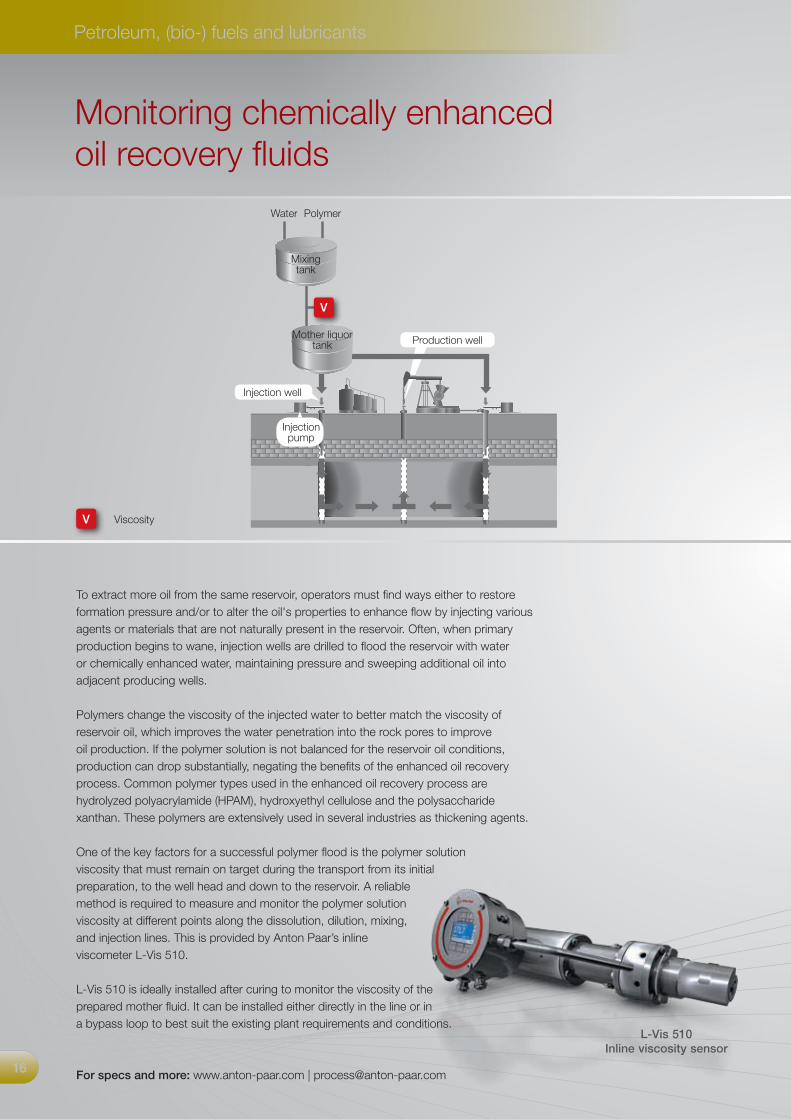
To extract more oil from the same reservoir, operators must find ways either to restore formation pressure and/or to alter the oil's properties to enhance flow by injecting various agents or materials that are not naturally present in the reservoir. Often, when primary production begins to wane, injection wells are drilled to flood the reservoir with water or chemically enhanced water, maintaining pressure and sweeping additional oil into adjacent producing wells.
Polymers change the viscosity of the injected water to better match the viscosity of reservoir oil, which improves the water penetration into the rock pores to improve oil production. If the polymer solution is not balanced for the reservoir oil conditions, production can drop substantially, negating the benefits of the enhanced oil recovery process. Common polymer types used in the enhanced oil recovery process are hydrolyzed polyacrylamide (HPAM), hydroxyethyl cellulose and the polysaccharide xanthan. These polymers are extensively used in several industries as thickening agents.
One of the key factors for a successful polymer flood is the polymer solution viscosity that must remain on target during the transport from its initial preparation, to the well head and down to the reservoir. A reliable method is required to measure and monitor the polymer solution viscosity at different points along the dissolution, dilution, mixing, and injection lines. This is provided by Anton Paar’s inline viscometer L-Vis 510.
L-Vis 510 is ideally installed after curing to monitor the viscosity of the prepared mother fluid. It can be installed either directly in the line or in a bypass loop to best suit the existing plant requirements and conditions.
For specs and more: www.anton-paar.com | [email protected]
Injection well
Production well
Water Polymer
Mixing tank
Mother liquortank
V
Injection pump
17
Petroleum, (bio-) fuels and lubricants
How to optimize the mass balance of the tank farm
L-Dens 427E Ex Density sensor
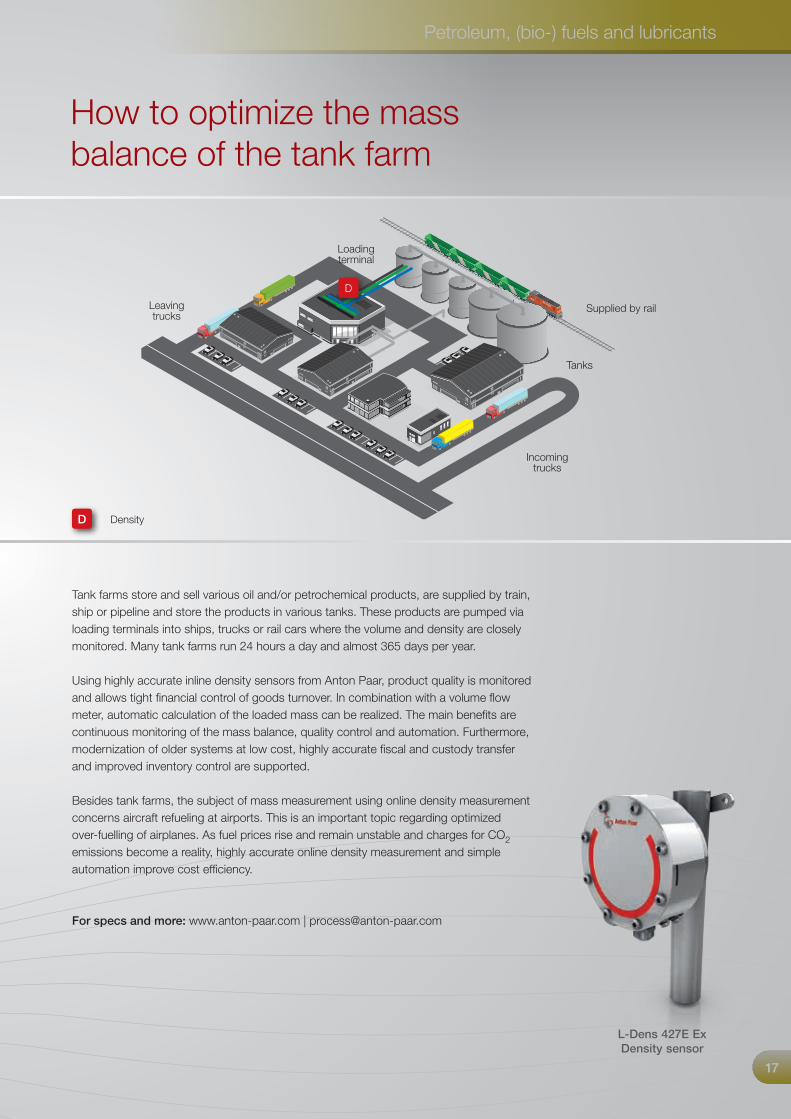
Tank farms store and sell various oil and/or petrochemical products, are supplied by train, ship or pipeline and store the products in various tanks. These products are pumped via loading terminals into ships, trucks or rail cars where the volume and density are closely monitored. Many tank farms run 24 hours a day and almost 365 days per year.
Using highly accurate inline density sensors from Anton Paar, product quality is monitored and allows tight financial control of goods turnover. In combination with a volume flow meter, automatic calculation of the loaded mass can be realized. The main benefits are continuous monitoring of the mass balance, quality control and automation. Furthermore, modernization of older systems at low cost, highly accurate fiscal and custody transfer and improved inventory control are supported.
Besides tank farms, the subject of mass measurement using online density measurement concerns aircraft refueling at airports. This is an important topic regarding optimized over-fuelling of airplanes. As fuel prices rise and remain unstable and charges for CO2 emissions become a reality, highly accurate online density measurement and simple automation improve cost efficiency.
For specs and more: www.anton-paar.com | [email protected]
Leaving trucks
Incomingtrucks
Tanks
Supplied by rail
D
Loading terminal
D Density
18
Petroleum, (bio-) fuels and lubricants
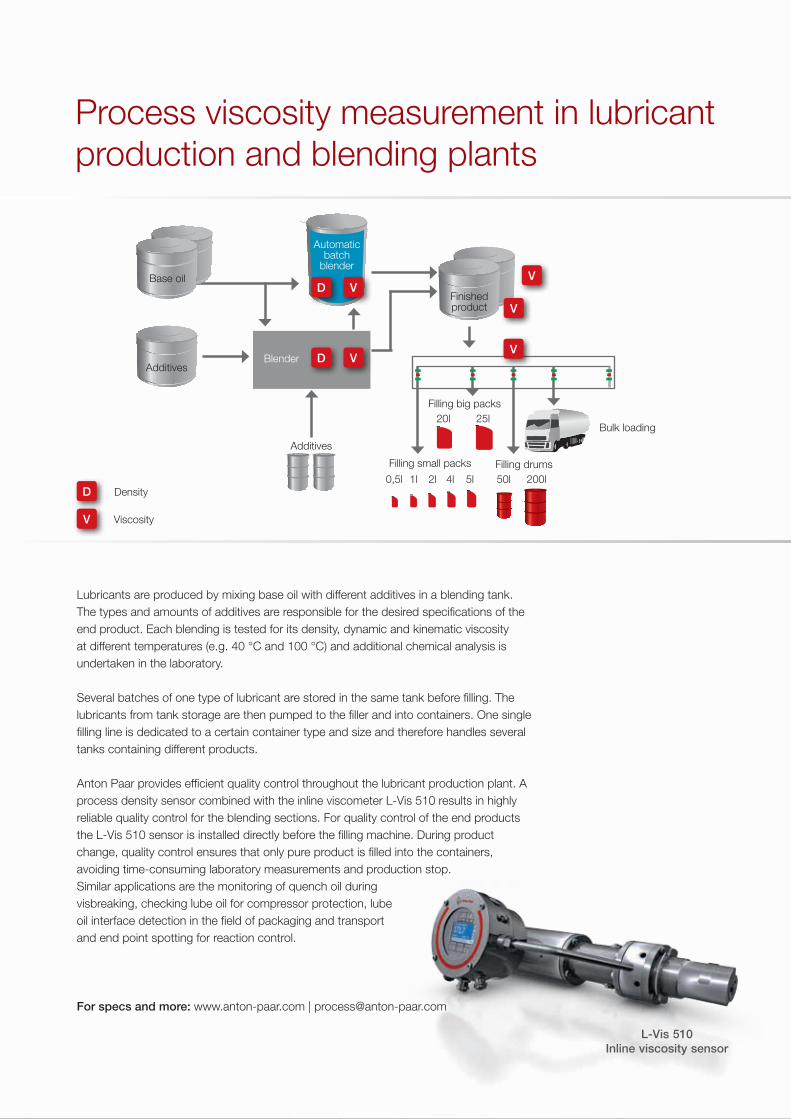
Process viscosity measurement in lubricant production and blending plants
L-Vis 510 Inline viscosity sensor
Lubricants are produced by mixing base oil with different additives in a blending tank. The types and amounts of additives are responsible for the desired specifications of the end product. Each blending is tested for its density, dynamic and kinematic viscosity at different temperatures (e.g. 40 °C and 100 °C) and additional chemical analysis is undertaken in the laboratory.
Several batches of one type of lubricant are stored in the same tank before filling. The lubricants from tank storage are then pumped to the filler and into containers. One single filling line is dedicated to a certain container type and size and therefore handles several tanks containing different products.
Anton Paar provides efficient quality control throughout the lubricant production plant. A process density sensor combined with the inline viscometer L-Vis 510 results in highly reliable quality control for the blending sections. For quality control of the end products the L-Vis 510 sensor is installed directly before the filling machine. During product change, quality control ensures that only pure product is filled into the containers, avoiding time-consuming laboratory measurements and production stop.Similar applications are the monitoring of quench oil during visbreaking, checking lube oil for compressor protection, lube oil interface detection in the field of packaging and transport and end point spotting for reaction control.
For specs and more: www.anton-paar.com | [email protected]
D Density
V Viscosity
Finishedproduct
Additives
Base oil
Additives
Automaticbatch
blender
Blender
D
D
V
V
V
V
V
Filling big packs
Filling small packs Filling drums
Bulk loading20l 25l
50l 200l5l4l2l0,5l 1l

19
Petroleum, (bio-) fuels and lubricants
How to measure the characteristics of bitumen emulsion
L-Vis 510 Inline viscosity sensor
Bitumen emulsions are made by mixing hot bitumen with water containing emulsifying agents and applying mechanical energy sufficient to break up the bitumen into droplets. It is clear that the manufacturing process not only affects the physical properties of the emulsion but also its performance.
Emulsification is opposed by the internal cohesion and viscosity of the bitumen and the surface tension of the droplets, which resists the creation of new interfaces. Smaller droplets are favored by a high energy input, a low bitumen viscosity at the emulsification temperature and by the choice and concentration of emulsifier (which reduces the interfacial tension). In the most common process, the emulsifier is dissolved in the water phase of the emulsion. This water solution or “soap” is mixed with the hot liquid bitumen in a colloid mill.
L-Vis 510 provides real-time, inline measurements of the viscosity for the final bitumen emulsion at the production site. It operates at up to three different shear rates. Having data for apparent viscosity values, the shear-thinning nature of the bitumen emulsion is monitored inline. The best installation is after the bitumen emulsion cooler. The chemical resistance is remarkable since the compounds of the emulsion do not harm the sensor. Bitumen emulsions are widely used for road construction and repair. Such materials are also used as building protection materials.
For specs and more: www.anton-paar.com | [email protected]
V Viscosity
Bitumen Emulsion
Water
Colloid mill
V
Bitumen Solvent Emulsion
VWater
Colloid mill Dwell tank Heater
AcidStabilizer Emulsifier
AcidStabilizer Emulsifier
20
Petroleum, (bio-) fuels and lubricants
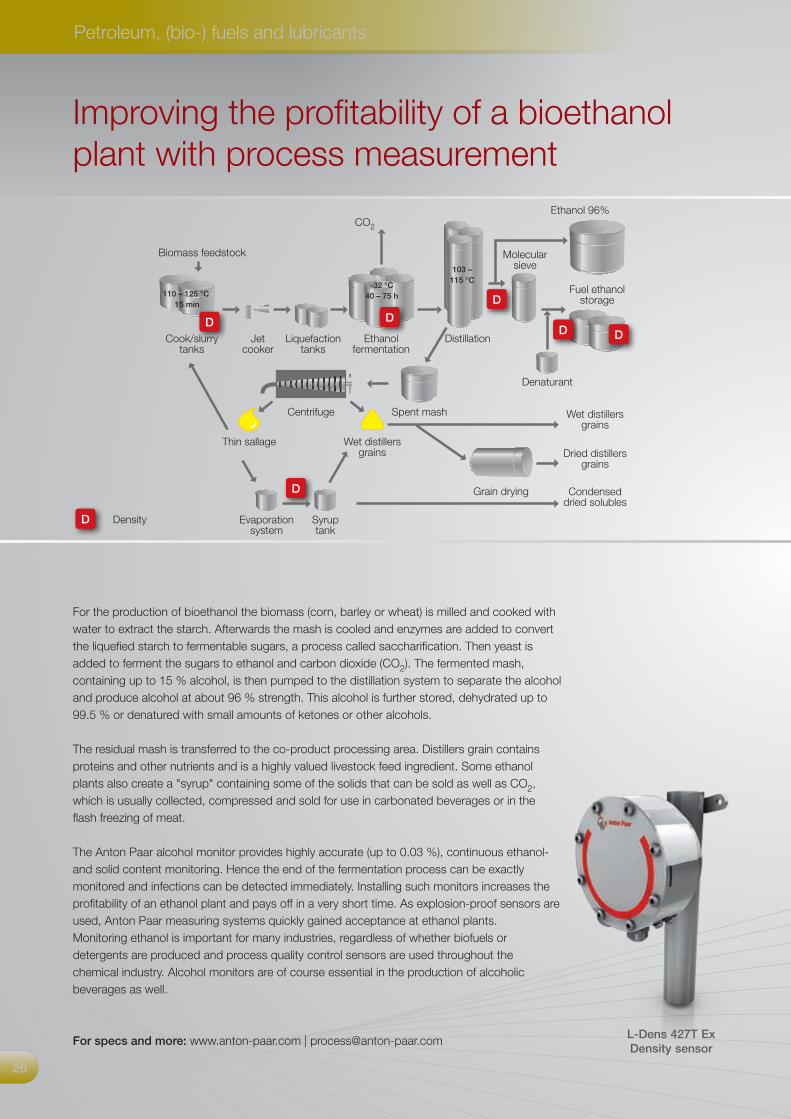
Improving the profitability of a bioethanol plant with process measurement
L-Dens 427T Ex Density sensor
For the production of bioethanol the biomass (corn, barley or wheat) is milled and cooked with water to extract the starch. Afterwards the mash is cooled and enzymes are added to convert the liquefied starch to fermentable sugars, a process called saccharification. Then yeast is added to ferment the sugars to ethanol and carbon dioxide (CO2). The fermented mash, containing up to 15 % alcohol, is then pumped to the distillation system to separate the alcohol and produce alcohol at about 96 % strength. This alcohol is further stored, dehydrated up to 99.5 % or denatured with small amounts of ketones or other alcohols.
The residual mash is transferred to the co-product processing area. Distillers grain contains proteins and other nutrients and is a highly valued livestock feed ingredient. Some ethanol plants also create a "syrup" containing some of the solids that can be sold as well as CO2, which is usually collected, compressed and sold for use in carbonated beverages or in the flash freezing of meat.
The Anton Paar alcohol monitor provides highly accurate (up to 0.03 %), continuous ethanol- and solid content monitoring. Hence the end of the fermentation process can be exactly monitored and infections can be detected immediately. Installing such monitors increases the profitability of an ethanol plant and pays off in a very short time. As explosion-proof sensors are used, Anton Paar measuring systems quickly gained acceptance at ethanol plants. Monitoring ethanol is important for many industries, regardless of whether biofuels or detergents are produced and process quality control sensors are used throughout the chemical industry. Alcohol monitors are of course essential in the production of alcoholic beverages as well.
For specs and more: www.anton-paar.com | [email protected]
Ethanol 96%CO2
D D
D
D D
Fuel ethanolstorage
Denaturant
Distillation
Wet distillersgrains
Ethanolfermentation
Liquefactiontanks
Cook/slurrytanks
Jetcooker
Biomass feedstock
Thin sallage
Centrifuge Spent mash
Grain drying
Molecularsieve
Dried distillers grains
Wet distillers grains
Condensed dried solubles
110 – 125 °C 15 min
-32 °C40 – 75 h
103 – 115 °C
D
Evaporationsystem
Syruptank
D Density
Ceramics, starch and viscose
21
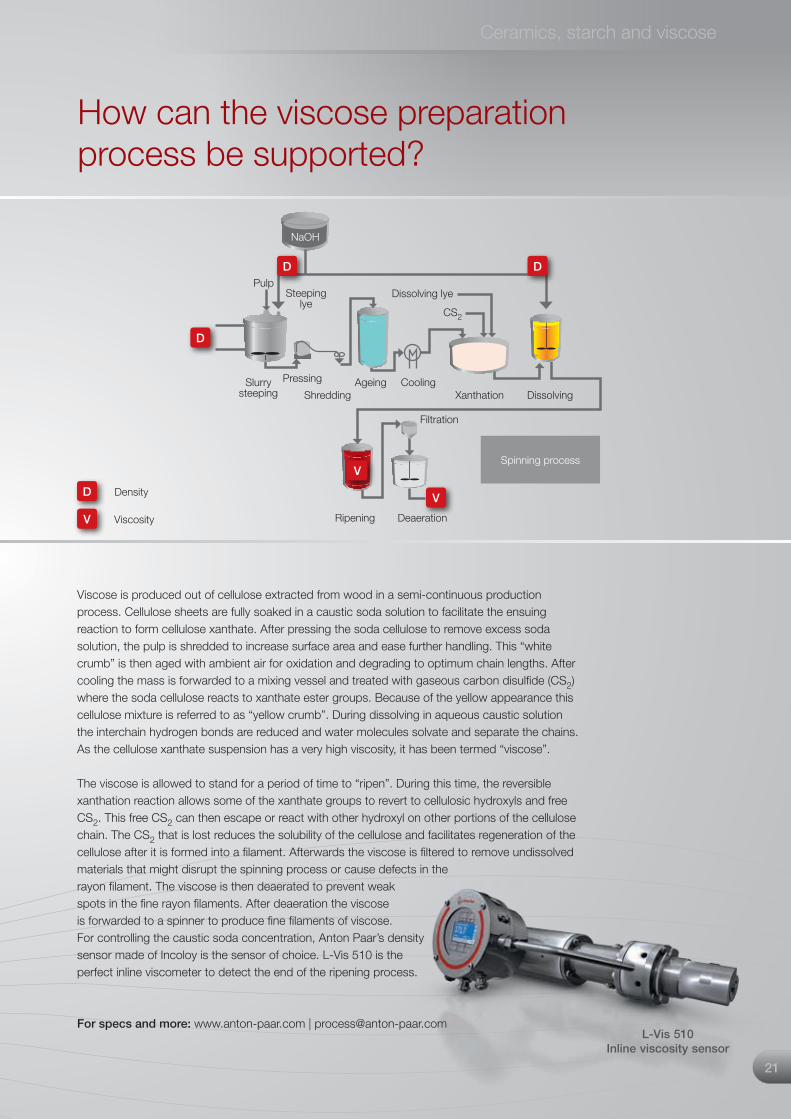
How can the viscose preparation process be supported?
L-Vis 510 Inline viscosity sensor
Viscose is produced out of cellulose extracted from wood in a semi-continuous production process. Cellulose sheets are fully soaked in a caustic soda solution to facilitate the ensuing reaction to form cellulose xanthate. After pressing the soda cellulose to remove excess soda solution, the pulp is shredded to increase surface area and ease further handling. This “white crumb” is then aged with ambient air for oxidation and degrading to optimum chain lengths. After cooling the mass is forwarded to a mixing vessel and treated with gaseous carbon disulfide (CS2) where the soda cellulose reacts to xanthate ester groups. Because of the yellow appearance this cellulose mixture is referred to as “yellow crumb”. During dissolving in aqueous caustic solution the interchain hydrogen bonds are reduced and water molecules solvate and separate the chains. As the cellulose xanthate suspension has a very high viscosity, it has been termed “viscose”.
The viscose is allowed to stand for a period of time to “ripen”. During this time, the reversible xanthation reaction allows some of the xanthate groups to revert to cellulosic hydroxyls and free CS2. This free CS2 can then escape or react with other hydroxyl on other portions of the cellulose chain. The CS2 that is lost reduces the solubility of the cellulose and facilitates regeneration of the cellulose after it is formed into a filament. Afterwards the viscose is filtered to remove undissolved materials that might disrupt the spinning process or cause defects in the rayon filament. The viscose is then deaerated to prevent weak spots in the fine rayon filaments. After deaeration the viscose is forwarded to a spinner to produce fine filaments of viscose.For controlling the caustic soda concentration, Anton Paar’s density sensor made of Incoloy is the sensor of choice. L-Vis 510 is the perfect inline viscometer to detect the end of the ripening process.
For specs and more: www.anton-paar.com | [email protected]
Ripening Deaeration
D
NaOH
PulpSteeping
lye
Slurrysteeping
Ageing CoolingPressing
Shredding Xanthation Dissolving
Filtration
Dissolving lye
CS2
Spinning processV
V
D D
D Density
V Viscosity

Ceramics, starch and viscose
22
How can the spinning of viscose be monitored?
L-Vis 510 Inline viscosity sensor
For the production of viscous rayon the prepared viscose solution is pumped through a spinneret into a spin bath, which is a mixture of sulfuric acid (H2SO4), sodium- and zinc sulphate (Na2SO4 , ZnSO4) and where the cellulose xanthate is acidified. The high salt content of the bath is a precondition for rapid coagulation of viscose and to form zinc xanthate to cross-link the cellulose molecules. Due to this reaction, rapid coagulation of the rayon filaments is enabled. This is followed by stretching and decomposition of the cellulose. The two steps are vital for getting the desired tensile strength. Slow regeneration of the cellulose and stretching of the rayon will lead to greater areas of crystallinity within the fiber, as is done with high-tenacity rayons.
The freshly regenerated rayon contains many salts and other water-soluble impurities which need to be removed. A washing- or desulfurization step with NaOH is applied.Part of the multi-stage viscose fiber manufacturing process is traditionally a mild bleaching stage. Standard bleaching chemicals are an alkaline sodium hypochlorite solution or alkaline hydrogen peroxide solution.
The spinning process is perfectly supported by Anton Paar’s process sensors. The prepared viscose can be monitored via inline vicosity measurement directly before the spinning machine. For monitoring the H2SO4/Na2SO4/ZnSO4 mixtures in the spin- and stretch bath, a combination of online density and sound velocity sensors is used. The correct NaOH concentration is controlled using a density sensor. Furthermore, the optimum viscosity of the viscose during the spinning process can be easily monitored using the L-Vis 510 inline viscometer.
For specs and more: www.anton-paar.com | [email protected]
DS
D
V
Density
Viscosity
Density and Sound velocity Filaments
DS
D
Spinbath monitoring(H2SO4 + Na2SO4 +ZnSO4* + H2O)
Drying
Desulfurization bath
Bleach bath
VViscose
preparation
Drawing/stretch bath
Drying
Washing
Cutting
Staplefibers
Packing
Wet spinning
DS
DS
DS
* only measureable if traces of ZnSO4 are in the product. The ZnSO4 concentration cannot be measured.

Ceramics, starch and viscose
23
How can starch adhesives be characterized and monitored?
L-Vis 510 Inline viscosity sensor
In the production of corrugated cardboard, the starch adhesive is produced batchwise. The starch is mixed with additives such as sodium borate and caustic soda. For production control the viscosity is measured. The mixture is pumped to a storage tank, where the adhesive is stirred continuously. There the quality is monitored via the target viscosity value. The viscosity is measured here from the batch tank wall (or optionally in a bypass). In the production of corrugated cardboard, single-point and/or multi-point circulation loops continuously transport the starch adhesive to and from the cardboard machines to prevent dead spots.
Anton Paar’s inline viscometer L-Vis 510 installed at the above-described measurement points allows continuous monitoring of quality and, connected to a PLC, immediate adjustment of the starch adhesive mixture.The viscometer shows high reliability concerning accuracy, repeatability and reaction time compared to tests carried out in the laboratory.
Starch is mixed with various additives for applications in the paper industry. There it is used as a binder for the paper fibers and inorganic fillers at the “wet end”. At the “dry end”, starch is used as a pretreatment for the coating of the paper surface. Starch is also widely used in the food industry, as wallpaper adhesive and in the production of paper sacks and glues.
For specs and more: www.anton-paar.com | [email protected]
V Viscosity
V
Starch adhesivebatch blending
V
Starch adhesivestorage
Corrugatedcardboardmachine
Circulating starch
adhesive
Starch, water, additives
Ceramics, starch and viscose
24
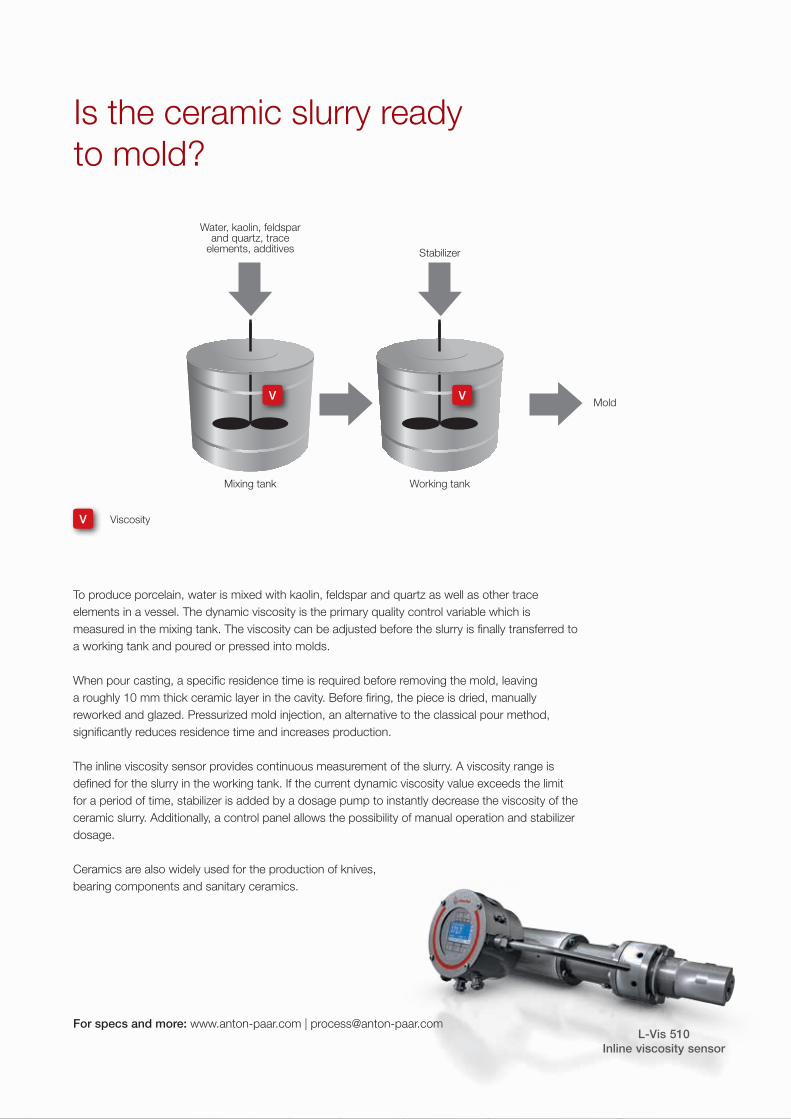
Is the ceramic slurry ready to mold?
L-Vis 510 Inline viscosity sensor
To produce porcelain, water is mixed with kaolin, feldspar and quartz as well as other trace elements in a vessel. The dynamic viscosity is the primary quality control variable which is measured in the mixing tank. The viscosity can be adjusted before the slurry is finally transferred to a working tank and poured or pressed into molds.
When pour casting, a specific residence time is required before removing the mold, leaving a roughly 10 mm thick ceramic layer in the cavity. Before firing, the piece is dried, manually reworked and glazed. Pressurized mold injection, an alternative to the classical pour method, significantly reduces residence time and increases production.
The inline viscosity sensor provides continuous measurement of the slurry. A viscosity range is defined for the slurry in the working tank. If the current dynamic viscosity value exceeds the limit for a period of time, stabilizer is added by a dosage pump to instantly decrease the viscosity of the ceramic slurry. Additionally, a control panel allows the possibility of manual operation and stabilizer dosage.
Ceramics are also widely used for the production of knives, bearing components and sanitary ceramics.
For specs and more: www.anton-paar.com | [email protected]
Mixing tank Working tank
Water, kaolin, feldspar and quartz, trace
elements, additives Stabilizer
MoldV V
V Viscosity

25
Overview of process instrumentation >>>

26
SpecificationsInline Viscometer
Immersed directly in the production liquid, inline viscometers continuously display viscosity and temperature data.By providing results of laboratory quality, these inline viscometers assist users in reducing rheology modifiers, reduce product losses and improve product quality, profitability and repeatability.
Process Density Sensors
Anton Paar‘s series of density sensors are used for the measurement of liquids, aggressive liquids, liquids with high temperatures or whenever the highest accuracy is needed.They continuously measure density, concentration or API gravity to optimize production processes and ensure a consistently high quality of product.
Example applications:Ceramic slips
ViscoseIndustrial starch
Oils and lubricantsHydraulic fracturing fluids
Bitumen emulsionsBlack liquor
Drilling fluidsChemically enhanced oil recovery
Foods
Example applications:Food and beveragesPharmaceuticalsOil and gasPetrochemicalsChemicalsMetallurgy and mining
Process Sound velocity Sensors
Anton Paar’s Sound velocity sensors are used for inline concentration measurements, phase separation or product identification. Depending on the sensor, the concentration is either calculated and displayed by an mPDS evaluation unit or calculated by the sensor and provided as a 4-20 mA signal. Sensors are available for aggressive and corrosive liquids and for low flow rates.
Example applications:Concentration measurement of
acids, bases, solvents, worts, chemicals, refrigerants, foods, etc.
Inline measurement of liquid purity
Inline detection of liquid interfaces
Process Instrumentation

27
Specifications
Process Instrumentation Process Instrumentation
DSRn 427 Density/Sound velocity Sensor
To determine three concentrations in a 3-component mixture, density and Sound velocity are determined simultaneously. The data are then processed using polynomial formulas.Temperature compensation is achieved using a Pt 1000 temperature sensor and all wetted parts are made of Hastelloy C276 to ensure high chemical resistance.
Process Evaluation Unit:mPDS 5
The mPDS 5 evaluation unit is required for all online/inline density and concentration measurements with process sensors. Anton Paar‘s mPDS 5 continuously converts the raw values from the sensors into density and application-specific concentration results.
The system’s various fieldbus interfaces include PROFIBUS DP, PROFINET, EtherNet/IP, Modbus TCP, DeviceNet.
Data Acquisition Software:Davis 5
Davis 5 continuously records all sensor-specific and product-specific data which are determined by the mPDS 5 evaluation unit. The modern interface design of the software makes it intuitive and extremely easy to use.
Example applications:- Concentration of bulk chemicals- Formaldehyde/methanol/water- Sulfuric acid (H2SO4) 90-110%- Anodization baths- Methanol/isopropylacetate/water- n-heptane/isopropylacetate/water- Aluminum sulfate/H2SO4/water... and many more mixtures
Intuitive operation via 8.4“ color touchscreen
Various screen layouts with graphical and
numerical output fields
Limit monitoring on the screen and via digital outputs
Numerous user programs preinstalled
Ethernet (LAN) interface to Davis PC software
Remote access via Ethernet
Display of trends and statistics
Statistics report
Product-specific target limits and alarms for up to 999 products
Simple adjustment of measurement values
LIMS connectivity
28
Chemicals
© 2015 Anton Paar GmbH | All rights reserved. | Specifications subject to change without notice. | XDPIP003EN-C
Anton Paar® GmbHAnton-Paar-Str. 20, A-8054 Graz
Austria - EuropeTel.: +43 (0)316 257-0
Fax: +43 (0)316 257-257E-mail: [email protected]: www.anton-paar.com