aplicaci¶on del control predictivo multivariable a una ... guillermo... · ventajas la facilidad...
TRANSCRIPT
SUBSECRETARÍA DE EDUCACIÓN E
INVESTIGACIÓN TECNOLÓGICAS
SEPSECRETARÍA DE
EDUCACIÓN
PÚBLICA
Centro Nacional de Investigacion y Desarrollo Tecnologico
Departamento de Ingenierıa Electronica
TESIS DE MAESTRIA EN CIENCIAS
“Aplicacion del Control Predictivo Multivariablea una Columna de Destilacion Binaria”
presentada por
Guillermo Valencia PalomoIng. Electronico por el I. T. de Merida
como requisito para la obtencion de grado de:
Maestrıa en Ciencias en Ingenierıa Electronica
Director de tesis:
Dr. Carlos Manuel Astorga Zaragoza
Co-Director de tesis:
Dr. Manuel Adam Medina
Jurado:Dr. Victor Vıctor Manuel Alvarado Martınez - Presidente
Dr. Enrique Quintero-Marmol Marquez - SecretarioDr. Alejandro Rodriguez Palacios - Vocal
Dr. Carlos Manuel Astorga Zaragoza - Vocal Suplente
Cuernavaca, Morelos, Mexico. 18 de Diciembre de 2006


Dedicatoria
A mis , por luchar siempre por mi y por ser el mejor ejemplo en mi vida. Los amo.
A mis , con quienes he pasado los mejores momentos de mi vida.
A mis , con toda mi admiración y respeto, gracias por estar siempre tan cerca de mi.
A , que siempre ha estado de mi lado.
Con todo mi amor y cariño, para ustedes:
“ El amor nunca dejará de ser. Un día cesarán las profecías, y no se hablará más en lenguas ni será
necesaria la ciencia. Porque la ciencia y la profecía son imperfectas.“
1 Corintios 13; 8:9.


Agradecimientos
Durante este tiempo en que realice mi maestrıa pude constatar el apoyo
de profesores, familiares y amigos, a los cuales quiero expresar mi mas sin-
cero agradecimiento.
A mis asesores el Dr. Carlos M. Astorga Zaragoza y el Dr. Manuel
Adam Medina, gracias por guiarme en este trabajo de investigacion mediante
sus invaluables consejos y observaciones, por su confianza y sobre todo por
su amistad.
A los miembros de mi comite revisor; el Dr. Victor Manuel Alvarado, el
Dr. Enrique Quintero-Marmol Marquez y el Dr. Alejandro Rodrıguez Pala-
cios, gracias por sus acertados comentarios y correcciones que contribuyeron
a enriquecer este trabajo.
Agradezco tambien a todos mis profesores de CENIDET, por su labor
dentro y fuera de las aulas. A mis companeros de potencia: Enrique Contre-
ras, Jorge A. Perez, Rosendo Flores, Alfonso Perez, Roberto Ovando, Palo-
ma E. Torres, Arnoldo Pacheco, Juan Carlos Tujillo y Francisco Pereyra;
y de control: Fernando A. Alegrıa, Leonel Alonso, Marcos A. Mendez, Juan
Carlos Gracia, J. Hector Ramirez, Eber J. Martınez, Jose E. Martınez y
Cesar A. Villanueva, con quienes compartı momentos agradables de trabajo
y la ilusion de algun dıa ver nuestros estudios concluidos, por esos ratos de
diversion y por su amistad.
Les agradesco al Dr. David Juarez Romero, a Fernando Rivas y a Fran-
cisco Ronay, con quienes pase horas en la columna, gracias por sus aporta-
ciones dentro del Grupo de Destilacion, por su amistad y por los ratos que
compartimos.
Agradezco profundamente a mis padres Guillermo y Marıa Lucıa, para
quienes sus hijos son la esencia de su vida, su dicha y la ilusion de su exis-
tencia ha sido verlos convertidos en personas de provecho. A mis hermanos
Jorge y Lizardo; ustedes son parte de mi inspiracion. Gracias por quererme
como solo ustedes podrıan hacerlo.

A mis abuelos, Papa Guillermo y Mama Mechita que han velado por
mi en todo momento.
Sin duda he dejado de mencionar a muchas otras personas que hicieron
mas placentera mi estancia en Cuernavaca, tanto los que aquı conocı como
a los que desde Merida y otros lugares siempre estuvieron pendientes de
mi. No obstante, a todos ustedes los tengo presentes y les reitero mi mas
profundo agradecimiento.
Agradezco al CONACYT y DGEST por el apoyo economico brinda-
do, sin el cual no hubiera sido posible dedicarme de tiempo completo al
desarrollo de este trabajo de tesis.
Finalmente, agradezco al Centro Nacional de Investigacion de Desarro-
llo Tecnologico por proporcionarme los medios necesarios para mi formacion
academica y por las facilidades otorgadas durante mi estancia.

Resumen
En un proceso, las variables pueden clasificarse en variables controladas
y variables manipuladas. La mayor parte de estas variables se encuentran
acopladas, como en el caso de una columna de destilacion. Para hacer
frente a esto, en la mayorıa de los casos, se busca desacoplar las variables
del proceso y disenar multiples controladores monovariables. En aquellos
casos en los que el controlador PI se usa para regular estos lazos de
control, la sintonıa normalmente se realiza en un punto de operacion.
Esta sintonıa no puede ser efectiva si los puntos de operacion cambian
considerablemente, pudiendo originar una degradacion del desempeno
del controlador. Esto podrıa incluso causar, en el caso mas extremo, la
inestabilidad del proceso.
Cuando estas interacciones entre variables no se pueden evitar, la plan-
ta, debe considerarse como un proceso multivariable en vez de un con-
junto de procesos monovariables.
En este trabajo se exponen las bases conceptuales para el diseno de un
controlador predictivo multivariable basado en modelo. El controlador
es formulado en espacio de estados y se programa en Matlabr para su
evaluacion. Este controlador combina la simplicidad de los modelos linea-
les con las no linealidades esenciales del proceso utilizando una tecnica
conocida como “linealizacion en lınea”. El controlador se desarrolla para
una planta piloto de destilacion binaria, presentando como principales
ventajas la facilidad de sintonıa y su adaptacion a los distintos puntos
de operacion de la planta sin necesidad de reajustar los parametros de
los controladores. Se presentan los resultados obtenidos en simulacion
para diversos casos estudiados. Entre estos se incluye la compensacion
de perturbaciones medibles que permite eliminar los errores de estado
estacionario.
Como caso particular del caso multivariable, se presenta la imple-
mentacion experimental de un controlador monovariable para regular el
flujo de agua al condensador de la planta piloto de destilacion.


Abstract
In a process, the variables can be classified in manipulated variables
and controlled variables. Most of these variables are coupled, as in the
case of a distillation column. In order to face this, the most popular
way of control the multivariable processes, is by designing decoupling
compensators to suppress the interactions and then designing multiple
monovariable controllers. In those cases in which PI controllers are used
to regulate these control loops, the tuning normally is made in a operating
point. As the set points are modified, the poor tuning originates a loss of
yield in the controller, causing a high variability in the controlled outputs
that even can arrived in instability.
When these interactions are not negligible, the process must be con-
sidered to be a multivariable process instead of a set of monovariable
process.
In this work the conceptual bases for the design of a multivariable
model-based predictive controller are exposed. The controller uses a space
state formulation and is programed in Matlabr for his evaluation. This
controller combines the simplicity of the linear models with the essen-
tial nonlinearities of the process using a technique known as “on-line
linearization”. The controller has been developed for a bench-scale disti-
llation column, presenting as main advantages the facility of tuning and
its adaptation to the different set points of the plant with no need of
readjusting the controller parameters. The results obtained in simulation
for diverse studied cases are exposed. Between these, the compensation of
measurable disturbances is included, this allows to eliminate the steady
state errors.
As particular case of the multivariable controller, appears the experi-
mental implementation of a monovariable controller to regulate the flow
of cooling water to the condenser of the bench-scale distillation column.


Indice general
Lista de figuras V
Lista de tablas IX
Notacion XI
1. Introduccion 1
1.1. Planteamiento del problema . . . . . . . . . . . . . . . . . . . . . . . . 4
1.2. Ventajas del control predictivo . . . . . . . . . . . . . . . . . . . . . . . 5
1.3. Hipotesis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
1.4. Objetivo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
1.5. Justificacion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
1.6. Estado del arte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
1.6.1. Temas abiertos a la investigacion . . . . . . . . . . . . . . . . . 10
1.7. Organizacion del documento . . . . . . . . . . . . . . . . . . . . . . . . 11
2. Conceptos basicos del control predictivo 13
2.1. Estrategia de los controladores predictivos . . . . . . . . . . . . . . . . 13
2.2. Elementos basicos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
2.2.1. Modelo de prediccion . . . . . . . . . . . . . . . . . . . . . . . . 16
2.2.2. Funcion objetivo . . . . . . . . . . . . . . . . . . . . . . . . . . 20
2.2.3. Obtencion de la ley de control . . . . . . . . . . . . . . . . . . . 22
2.3. Revision de los principales algoritmos . . . . . . . . . . . . . . . . . . . 23
2.3.1. Control por matriz dinamica (DMC) . . . . . . . . . . . . . . . 23
2.3.2. Control algorıtmico de modelo (MAC) . . . . . . . . . . . . . . 24
2.3.3. Control predictivo funcional (PFC) . . . . . . . . . . . . . . . . 25
i

ii Indice general
2.3.4. Control autosintonizado de prediccion extendida
(EPSAC) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
2.3.5. Control adaptable de horizonte extendido (EHAC) . . . . . . . 26
2.3.6. Control predictivo generalizado (GPC) . . . . . . . . . . . . . . 27
2.3.7. Control predictivo no lineal (NLMPC) . . . . . . . . . . . . . . 28
2.4. Conclusiones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
3. El control predictivo multivariable 31
3.1. El control multivariable . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
3.2. Formulacion del MPC en espacio de estados . . . . . . . . . . . . . . . 32
3.3. Estimacion de estados . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
3.4. Alternativas del vector de estados . . . . . . . . . . . . . . . . . . . . . 39
3.5. Restricciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
3.5.1. Restricciones en el control predictivo . . . . . . . . . . . . . . . 41
3.5.2. Solucion del problema . . . . . . . . . . . . . . . . . . . . . . . 42
3.5.3. Gestion de restricciones . . . . . . . . . . . . . . . . . . . . . . 46
3.6. Pruebas realizadas al controlador . . . . . . . . . . . . . . . . . . . . . 47
3.6.1. Caso 1: Control monovariable . . . . . . . . . . . . . . . . . . . 48
3.6.2. Caso 2: Modelo de prediccion diferente a la planta . . . . . . . . 50
3.6.3. Caso 3: Restricciones . . . . . . . . . . . . . . . . . . . . . . . . 52
3.6.4. Caso 4: Control multivariable . . . . . . . . . . . . . . . . . . . 53
3.7. Conclusiones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
4. Modelado matematico de una columna de destilacion binaria 57
4.1. Perspectiva historica . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
4.2. Hipotesis sobre el modelo . . . . . . . . . . . . . . . . . . . . . . . . . . 58
4.3. Relacion de equilibrio . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
4.3.1. Mezcla ideal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
4.3.2. Mezcla no ideal . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
4.3.3. Eficiencias de Murphree . . . . . . . . . . . . . . . . . . . . . . 60
4.3.4. Diagrama de equilibrio . . . . . . . . . . . . . . . . . . . . . . . 61
4.4. Flujos y masas molares . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
4.5. Parametros de alimentacion . . . . . . . . . . . . . . . . . . . . . . . . 62

Indice general iii
4.6. Balance de materia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
4.7. Balance de energıa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
4.8. Pruebas en la columna de destilacion . . . . . . . . . . . . . . . . . . . 65
4.8.1. Descripcion del la planta piloto de destilacion . . . . . . . . . . 65
4.8.2. Validacion del modelo matematico . . . . . . . . . . . . . . . . 74
4.9. Conclusiones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
5. Diseno e implementacion de controladores 79
5.1. Configuraciones de control en la CDD . . . . . . . . . . . . . . . . . . . 79
5.1.1. Configuracion de balance de energıa (L− V ) . . . . . . . . . . . 80
5.1.2. Configuracion de balance de materia (D − V ) y (L−B) . . . . 81
5.1.3. Otras configuraciones de control . . . . . . . . . . . . . . . . . . 81
5.2. Metodologıa para la implementacion de controladores predictivos en la
columna de destilacion . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
5.3. Controlador MPC para el flujo de agua al condensador . . . . . . . . . 83
5.3.1. Seleccion de variables . . . . . . . . . . . . . . . . . . . . . . . . 84
5.3.2. Obtencion de la respuesta temporal del proceso . . . . . . . . . 85
5.3.3. Obtencion del modelo de prediccion . . . . . . . . . . . . . . . . 85
5.3.4. Pruebas en simulacion . . . . . . . . . . . . . . . . . . . . . . . 86
5.3.5. Desarrollo de una interfaz operador-proceso . . . . . . . . . . . 89
5.3.6. Pruebas experimentales . . . . . . . . . . . . . . . . . . . . . . . 91
5.3.7. Validacion y analisis de resultados . . . . . . . . . . . . . . . . . 91
5.4. Controlador MPC para la columna de destilacion . . . . . . . . . . . . 94
5.4.1. Seleccion de variables . . . . . . . . . . . . . . . . . . . . . . . . 94
5.4.2. Obtencion de la respuesta temporal . . . . . . . . . . . . . . . . 95
5.4.3. Obtencion del modelo de prediccion . . . . . . . . . . . . . . . . 95
5.4.4. Pruebas en simulacion . . . . . . . . . . . . . . . . . . . . . . . 99
5.4.5. Analisis de resultados . . . . . . . . . . . . . . . . . . . . . . . . 109
5.5. Conclusiones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 109
6. Conclusiones generales y perspectivas 111
6.1. Conclusiones generales . . . . . . . . . . . . . . . . . . . . . . . . . . . 111
6.2. Trabajos futuros propuestos . . . . . . . . . . . . . . . . . . . . . . . . 114

iv Indice general
Bibliografıa 115
A. Tablas de parametros 119
B. Descripcion de los programas 121
B.1. El modelo de la columna de destilacion . . . . . . . . . . . . . . . . . . 121
B.2. El controlador MPC . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123

Lista de figuras
1.1. Diagrama esquematico de una columna de destilacion. . . . . . . . . . . 2
1.2. Columna de destilacion fraccionaria. . . . . . . . . . . . . . . . . . . . 2
1.3. Principio de operacion de la columna de destilacion. . . . . . . . . . . . 3
1.4. Esquema del objetivo de la tesis. . . . . . . . . . . . . . . . . . . . . . 7
2.1. Estrategia de control predictivo. . . . . . . . . . . . . . . . . . . . . . . 14
2.2. Estructura basica del control predictivo. . . . . . . . . . . . . . . . . . 15
2.3. Respuestas del sistema. . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
a. Respuesta al impulso. . . . . . . . . . . . . . . . . . . . . . . . . 17
b. Respuesta al escalon. . . . . . . . . . . . . . . . . . . . . . . . . 17
2.4. Estructura ARIMA. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
2.5. Respuestas libre y forzada. . . . . . . . . . . . . . . . . . . . . . . . . . 20
2.6. Puntos de coincidencia. . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
3.1. Estructura del control MPC en espacio de estados. . . . . . . . . . . . . 38
3.2. Estructura del control MPC en espacio de estados con observador. . . . 38
3.3. Punto de control optimo en un proceso. . . . . . . . . . . . . . . . . . . 41
3.4. Diagrama de flujo del controlador. . . . . . . . . . . . . . . . . . . . . . 48
3.5. Calentador de agua. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
3.6. Respuesta al escalon del calentador de agua. . . . . . . . . . . . . . . . 49
3.7. Caso 1. Respuesta a diferentes valores de λ y α. . . . . . . . . . . . . . 50
3.8. Caso 2. Modelo diferente de la planta. . . . . . . . . . . . . . . . . . . 51
3.9. Caso 3. Restricciones en el controlador. . . . . . . . . . . . . . . . . . . 52
3.10. Sistema de cuatro tanques. . . . . . . . . . . . . . . . . . . . . . . . . . 53
3.11. Caso 4. Respuesta del sistema. . . . . . . . . . . . . . . . . . . . . . . . 55
v

vi Lista de figuras
4.1. Diagrama de equilibrio lıquido-vapor. . . . . . . . . . . . . . . . . . . . 61
4.2. Esquema de un plato generico. . . . . . . . . . . . . . . . . . . . . . . . 63
4.3. Planta piloto de destilacion. . . . . . . . . . . . . . . . . . . . . . . . . 66
4.4. Diagrama de instrumentacion de la columna. . . . . . . . . . . . . . . . 67
4.5. Cuerpo de la columna. . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
a. Seccion del cuerpo de la columna. . . . . . . . . . . . . . . . . . 68
b. Plato. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
4.6. Alimentacion de la mezcla. . . . . . . . . . . . . . . . . . . . . . . . . . 68
a. Bomba de alimentacion. . . . . . . . . . . . . . . . . . . . . . . . 68
b. Termorresistencia de precalentamiento. . . . . . . . . . . . . . . 68
4.7. Tablero de control. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69
4.8. Interpolacion de los puntos de operacion de la bomba de alimentacion. 69
4.9. Adicion de calor. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
a. Termorresistencia de calentamiento. . . . . . . . . . . . . . . . . 70
b. Hervidor. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
4.10. Parte superior de la columna. . . . . . . . . . . . . . . . . . . . . . . . 71
a. Condensador. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
b. Valvula de control para el flujo del agua. . . . . . . . . . . . . . 71
c. Electrovalvula de reflujo. . . . . . . . . . . . . . . . . . . . . . . 71
4.11. Bomba de anillo lıquido. . . . . . . . . . . . . . . . . . . . . . . . . . . 72
4.12. Regulador Digitric 500. . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
4.13. Diagrama de equilibrio Metanol-Etanol. . . . . . . . . . . . . . . . . . . 74
4.14. Comparacion entre los datos del modelo y la planta piloto de destilacion. 76
5.1. Configuracion de control en la columna de destilacion. . . . . . . . . . . 82
a. Columna en lazo abierto. . . . . . . . . . . . . . . . . . . . . . . 82
b. Configuracion (L− V ). . . . . . . . . . . . . . . . . . . . . . . . 82
c. Configuracion (D − V ). . . . . . . . . . . . . . . . . . . . . . . . 82
d. Configuracion (L−B). . . . . . . . . . . . . . . . . . . . . . . . 82
5.2. Diagrama de instrumentacion de la seccion del condensador. . . . . . . 84
5.3. Variables manipulada y controlada para el control de flujo de agua de
alimentacion al condensador. . . . . . . . . . . . . . . . . . . . . . . . . 84

Lista de figuras vii
a. Valvula neumatica FV1. . . . . . . . . . . . . . . . . . . . . . . 84
b. Sensor de flujo FI1. . . . . . . . . . . . . . . . . . . . . . . . . . 84
5.4. Respuesta al escalon del flujo de agua de alimentacion. . . . . . . . . . 85
5.5. Esquema de simulacion para el control MPC de flujo de agua al conden-
sador. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87
5.6. Simulacion del control de flujo de agua al condensador. . . . . . . . . . 88
5.7. Pantalla principal del programa para el control en tiempo real. . . . . . 89
5.8. Jerarquıa de la interfaz operador-proceso. . . . . . . . . . . . . . . . . . 90
5.9. Programa del control interactuando con la planta piloto. . . . . . . . . 90
5.10. Control del lazo de flujo de agua al condensador (tiempo real). . . . . . 92
5.11. Parametros estimados (tiempo real). . . . . . . . . . . . . . . . . . . . 92
5.12. Control del lazo de flujo de agua al condensador (tiempo real). . . . . . 93
5.13. Respuesta al escalon de la CDD. . . . . . . . . . . . . . . . . . . . . . . 95
5.14. Esquemas de simulacion. . . . . . . . . . . . . . . . . . . . . . . . . . . 101
a. Esquema MPC. . . . . . . . . . . . . . . . . . . . . . . . . . . . 101
b. Esquema PID. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101
5.15. Caso 1. Modelo de prediccion lineal, Regulacion. . . . . . . . . . . . . . 103
5.16. Caso 1. Modelo de prediccion lineal, Seguimiento. . . . . . . . . . . . . 104
5.17. Caso 2a. R (apertura proporcional). MPC y PI, Regulacion. . . . . . . 105
5.18. Caso 2a. R (apertura proporcional). MPC y PI, Seguimiento. . . . . . . 106
5.19. Caso 2b. R (On/Off). MPC y PI, Regulacion. . . . . . . . . . . . . . . 107
5.20. Caso 2b. R (On/Off). MPC y PI, Seguimiento. . . . . . . . . . . . . . . 108
B.1. Simulador de la columna de destilacion en lazo abierto. . . . . . . . . . 122
B.2. Comparacion de la columna de destilacion en lazo abierto y la columna
de destilacion linealizada en lınea. . . . . . . . . . . . . . . . . . . . . . 122
B.3. Bloque del controlador MPC en Simulinkr. . . . . . . . . . . . . . . . 124
B.4. Cuadro de dialogo del controlador MPC. . . . . . . . . . . . . . . . . . 124
B.5. Simulador del control de flujo de agua al condensador. . . . . . . . . . 125
B.6. Cuadro de dialogo del bloque de estimacion de parametros. . . . . . . . 125
B.7. Programa en LabViewr para el control MPC en tiempo real. . . . . . . 126
a. Pantalla inicial. . . . . . . . . . . . . . . . . . . . . . . . . . . . 126

viii Lista de figuras
b. Salida del sistema. . . . . . . . . . . . . . . . . . . . . . . . . . . 126
c. Entrada al sistema. . . . . . . . . . . . . . . . . . . . . . . . . . 126
B.8. Programa en LabViewr para el control MPC en tiempo real, parametros
estimados. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127
a. Estimados a1 y a2. . . . . . . . . . . . . . . . . . . . . . . . . . 127
b. Estimados b0 y b1. . . . . . . . . . . . . . . . . . . . . . . . . . . 127
B.9. Simulador del control de flujo de agua al condensador. . . . . . . . . . 128

Lista de tablas
3.1. Dimensiones de las matrices y vectores involucrados en el calculo de u(k) 38
3.2. Valores de los parametros del sistema de cuatro tanques. . . . . . . . . 54
4.1. Calidad de la alimentacion q. . . . . . . . . . . . . . . . . . . . . . . . 62
4.2. Nomenclatura del diagrama de instrumentacion. . . . . . . . . . . . . . 66
4.3. Elementos monitoreados y controlados por los reguladores. . . . . . . . 73
4.4. Senales de entrada. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
4.5. Error del modelo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
5.1. Configuraciones de control. . . . . . . . . . . . . . . . . . . . . . . . . . 81
5.2. Parametros de los controladores del flujo de agua al condensador. . . . 87
5.3. Error medio cuadratico del control del flujo de agua de alimentacion. . 93
5.4. Parametros de sintonıa los controladores de la planta piloto de destilacion.101
5.5. Error medio cuadratico de las simulaciones. . . . . . . . . . . . . . . . . 109
6.1. Tabla comparativa entre el controlador programado y el toolbox de MPC
de Matlabr. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112
A.1. Caracterısticas fısicas de la planta piloto de destilacion. . . . . . . . . . 119
A.2. Propiedades termodinamicas de la mezcla Metanol-Etanol. . . . . . . . 120
A.3. Parametros iniciales de las simulaciones. . . . . . . . . . . . . . . . . . 120
ix

x Lista de tablas

Notacion
Letras mayusculas
Ac Constante de Antoine.
B Flujo molar del producto de fondo (mol/min).
Bc Constante de Antoine.
Cc Constante de Antoine.
Cpc Calor especıfico (kJ/moloC).
D Flujo molar del producto destilado (mol/min).
E Eficiencia de Murphree en la seccion de empobrecimiento.
F Flujo molar en la alimentacion (mol/min).
FC Flujo de agua al condensador (L/hr).
FPB Porcentaje de variacion en la frecuencia de la bomba.
FV Flujo volumetrico en la alimentacion (mL/min).
Hci Entalpıa de vapor (J/mol).
HC Horizonte de control.
HP Horizonte de prediccion.
Kci Coeficiente de equilibrio.
L Flujo molar lıquido (mol/min).
LR Flujo molar lıquido en la seccion de enriquecimiento (mol/min).
LS Flujo molar lıquido en la seccion de empobrecimiento (mol/min).
Mci Masa molar retenida en cada estado (mol).
MWc Peso molecular (gr/mol).
PT Presion total (kPa).
Pci Presion del componente c puro (kPa).
PAB Porcentaje de apertura de la valvula de fondo.
QB Potencia calefactora anadida al hervidor (Watt).
R Reflujo 0,1.T Perıodo de la senal aplicada a la valvula.
Ti Temperatura en cada estado (oC).
TF Temperatura de la alimentacion (oC).
Tbc Temperatura de ebullicion (oC).
xi

xii Notacion.
V Flujo molar de vapor (mol/min).
Vci Volumen de cada estado (mL).
VF Volumen de un componente en la alimentacion (mL).
VR Flujo molar de vapor en la seccion de enriquecimiento (mol/min).
VS Flujo molar de vapor en la seccion de empobrecimiento (mol/min).
Wtc Porcentaje de peso de un componente en la alimentacion.
Letras minusculas
e Eficiencia de Murphree en la seccion de enriquecimiento.
f Plato de alimentacion.
f 0ci Fugacidad del lıquido en un estado de referencia.
hci Entalpıa lıquida (J/mol).
n Numero total de estados.
q−1 Operador de desplazamiento hacia atras.
q Calidad de la alimentacion.
s Senal de salida deseada.
td Tiempo de duracion de la senal aplicada a la valvula de reflujo (s).
ton Tiempo de apertura de la valvula (s).
w Trayectoria interna o de referencia.
xFc Concentracion lıquida en la alimentacion.
xci Concentraciones molares lıquidas.
yci Concentraciones molares de vapor.
Letras griegas
∆Hvapc Entalpıa de vaporizacion (kJ/mol).
∆u Incremento en u.
λ Peso de la senal de control.
λf Factor de olvido.
γci Coeficiente de actividad.
Φci Coeficiente de fugacidad.
ρc Densidad (g/cm3).
Caracteres especiales
R Campo de los numeros reales.

Notacion. xiii
Subındices
c Componente.
i i-esima etapa de la columna.
F Etapa de alimentacion.
R Seccion de enriquecimiento.
S Seccion de empobrecimiento.
Superındices
equ En equilibrio.
min Valor mınimo.
max Valor maximo.
real Valor real.
set Valor deseado.
mod Valor calculado por el modelo.
vap En la fase de vapor.
Marcas diacrıticas
ˆ Predicho.
˜ Estimado.
Abreviaturas
CENIDET Centro Nacional de Investigacion y Desarrollo Tecnologico.
CDD Columna de destilacion.
EMC Error medio cuadratico.
EOH Etanol.
MeOH Metanol.
MIMO Multiples entradas, multiples salidas.
MPC Control predictivo basado en modelo.
PI Control proporcional-integral.
PID Control proporcional-integral-derivativo.
PWM Modulacion por ancho de pulso.
SISO Una entrada, una salida.

xiv Notacion.
Capıtulo 1
Introduccion
La destilacion se define como la separacion fısica de una mezcla lıquida en dos
o mas fracciones que tienen diferentes puntos de ebullicion. Esta operacion es la mas
empleada e importante en las refinerıas e industrias quımicas, aunque tambien encuentra
aplicaciones en otras areas como lo son la industria farmaceutica, alimenticia, perfumera
y licorera. El equipo utilizado para llevar a cabo este proceso es la columna de destilacion
y representa una fuerte inversion para las industrias en el mundo. Ademas, una gran
parte de la energıa usada en estas empresas se consume en los procesos de destilacion.
Es por ello que la destilacion es una de las areas de control de procesos mas investigada
en el mundo y se dice que es el proceso mas beneficiado por estas tecnicas (de control)
en las plantas industriales [Schmitz, 2001].
Los procesos de separacion alcanzan sus objetivos mediante la creacion de dos
o mas zonas (etapas) que coexisten y que tienen diferencia de temperatura, presion,
composicion y fase. Cada componente molecular de la mezcla que se vaya a separar
reaccionara de modo unico ante los diversos ambientes presentes en esas etapas. En
consecuencia, conforme el sistema se desplaza hacia el equilibrio, cada componente
establecera una concentracion diferente en cada etapa y esto da como resultado una
separacion entre los componentes.
El proceso de destilacion utiliza fases de vapor y lıquido, esencialmente a la misma
temperatura y a la misma presion, para las etapas coexistentes. Se utilizan varios tipos
de dispositivos, como, por ejemplo el hervidor, el condensador y las bandejas o platos
para que las dos fases entren en contacto ıntimo. Los platos se colocan uno sobre otro
y se encierran con una cubierta cilındrica para formar una columna. Una columna de
destilacion cuenta con n − 2 platos, se etiqueta al condensador como numero 1 y al
hervidor como numero n y los platos intermedios son numerados ascendentemente del
condensador al hervidor. En la Figura 1.1 aparece la representacion esquematica de
una columna caracterıstica de destilacion del tipo de platos, junto con sus principales
accesorios externos.
1

2 Capıtulo 1. Introduccion.
n
n-1
f
f+1
f-1
2
1
F
B
D
R
Condensador
Hervidor
Sección de
enriquecimiento
Sección de
empobrecimiento
Figura 1.1: Diagrama esquematico de una columna de destilacion.
C1 a C4 Gases
20º
Naftalina
70º
Petróleo
(Gasolina)
120º
Keroseno
170º
Diesel
270º
Lubricantes
Aceite
combustible
600º
Residuos
Petróleo
crudo
Combustible
para
vehículos
Combustible
para
aviones,
parafina,
etc..
Químicos
Diesel
Lubricantes,
aceites,
ceras, etc..
Betún para
caminos y
techos.
Petróleo liquado
Combustible
para barcos,
industrias
etc..
Figura 1.2: Columna de destilacion fraccionaria.

3
Flujo de vapor
Flujo líquido
Lixci
Viyci
Vi-1yci-1
Li+1Xci+1
Figura 1.3: Principio de operacion de la columna de destilacion.
En cada etapa de la columna se tienen diferentes concentraciones o grado de pureza
de los elementos (ver ejemplo en la Figura 1.2), para ello se emplea una variable
fısica denominada fraccion molar e indica la relacion que hay entre los moles de un
componente y los moles totales de la solucion. xci es la fraccion molar lıquida del
componente c en el plato i y yci es la fraccion molar de vapor del componente c en el
plato i.
La alimentacion se introduce en un punto situado a lo largo de la coraza de la
columna, conocido como plato de alimentacion y etiquetado con el numero f. La columna
se divide en una seccion superior, que se denomina con frecuencia seccion de rectificacion
o enriquecimiento, y otra inferior, que suele recibir el nombre de seccion de agotamiento
o empobrecimiento. Estos terminos se vuelven bastante indefinidos en columnas en las
cuales se retira una corriente lateral de producto en algun punto a lo largo de la columna,
ademas de las dos corrientes de productos de los extremos.
El material de alimentacion que se debe separar en fracciones, se introduce en uno
o mas puntos a lo largo de la coraza de la columna. Debido a la diferencia de gravedad
entre la fase de vapor y la lıquida, el lıquido corre hacia abajo de la columna, cayendo
en cascada de plato a plato, mientras que el vapor asciende por la columna, para entrar
en contacto con el lıquido en cada uno de los platos, como se muestra en la Figura 1.3.
El lıquido que llega al fondo de la columna se vaporiza parcialmente en un hervidor
para proporcionar vapor que asciende por la columna. El resto del lıquido se retira como
producto del fondo (B). El vapor que llega a la parte superior de la columna se enfrıa
y condensa como lıquido en el condensador superior. Parte de este lıquido regresa a la
columna como reflujo (R), para proporcionar un derrame lıquido en los platos. El resto

4 Capıtulo 1. Introduccion.
de la corriente superior se retira como producto destilado o superior (D).
Este patron de flujo en la columna de destilacion proporciona un contacto, a contra
corriente de la corriente de vapor y lıquido, en todos los platos de la columna. Las fases
de vapor y lıquido en un plato dado se acercan a los equilibrios de temperatura, presion
y composicion, hasta un punto que depende la eficiencia del plato de contacto.
Los componentes de punto de ebullicion mas bajo, llamados componentes ligeros,
tienden a concentrarse en la fase de vapor, mientras que los de punto de ebullicion
mas altos, llamados componentes pesados, tienden a la fase lıquida. El resultado es una
fase de vapor que se hace mas rica en componentes ligeros al ir ascendiendo por la
columna, y una fase lıquida que se va haciendo cada vez mas rica en los componentes
pesados conforme desciende en cascada. La separacion general que se logra entre el
producto superior y del fondo depende primordialmente de las volatilidades relativas
de los componentes, el numero de platos de contacto y la relacion de reflujo.
1.1. Planteamiento del problema
Aunque en el pasado podıa considerarse que el unico objetivo del control consistıa
en mantener una operacion estable del proceso, actualmente la industrias se enfrentan
a un mercado cambiante y difıcil de predecir, lo que les obliga a operar sus proce-
sos productivos en consonancia con la evolucion del mercado para poder mantenerse
competitivas y rentables.
La competencia en muchos sectores industriales ası como el creciente interes social
por los problemas medioambientales relacionados con los procesos de produccion provo-
ca la necesidad de disponer de tecnicas fiables que permitan la operacion del proceso
con gran eficiencia y alto grado de flexibilidad.
Actualmente los sistemas de control en la industria de procesos deben satisfacer
criterios economicos, asociados con el mantenimiento de las variables de proceso en
sus puntos de ajuste (set points) minimizando dinamicamente una funcion de costo
de operacion, criterios de seguridad, medioambientales, y de calidad en la produccion,
la cual debe satisfacer ciertas especificaciones sujetas a una demanda normalmente
variable.
Por ello, se puede considerar que en la actualidad el objetivo de todo sistema de
control consiste en actuar sobre las variables manipuladas de forma que puedan satis-
facerse multiples y cambiantes criterios de funcionamiento (economicos, de seguridad,
medioambientales o de calidad) en presencia de cambios en las caracterısticas del pro-
ceso.
La gran variedad de metodologıas actuales de control de procesos se enfrenta al
cumplimiento de este objetivo. La diferencia entre las diversas tecnicas radica basica-

1.2. Ventajas del control predictivo. 5
mente en los compromisos hechos en la formulacion matematica de los criterios de
funcionamiento y en la eleccion de la manera de representar el proceso.
Todas las operaciones de separacion requieren un suministro de energıa en forma
de calor o trabajo. En la operacion convencional de destilacion, la energıa requerida
para la separacion de los componentes se agrega en forma de calor al hervidor, en el
fondo de la columna, donde la temperatura es maxima. Ademas, se elimina calor del
condensador en la parte superior de la columna, donde la temperatura es mınima. Con
frecuencia, esto da por resultado un requerimiento elevado de energıa y una baja eficien-
cia termodinamica en general, que tenıa poca importancia (excepto para los procesos
criogenicos y de alta temperatura) cuando los costos de la energıa eran bajos. Con el
reciente incremento en los costos de energıa, las operaciones complejas de destilacion
requieren una eficiencia termodinamica mas elevada. La mejor manera de reducir gastos
de explotacion de unidades existentes, es mejorar la eficacia y operacion por medio de
la optimizacion y control del proceso para que los productos se obtengan con la pureza
deseada en el menor tiempo posible, y con la menor inversion en energıa aplicada al
sistema.
Adicionalmente, en la industria de procesos, los reguladores PID solucionan bien
la mayorıa de los problemas de control monovariable, como lo son flujo, presion, tempe-
ratura etc., sin embargo, en sistemas mas complejos con interaccion entre sus variables,
perturbaciones etc., como lo es una columna de destilacion, las llamadas estructuras de
control convencionales no siempre dan buenos resultados y son difıciles de mantener.
En consecuencia, a menudo la unidad se regula manualmente por un operador.
Para cada uno de todos los problemas mencionados, podemos encontrar en la li-
teratura trabajos que proponen alguna solucion, sin embargo en la mayorıa de estos
trabajos, las soluciones que se proponen no han sido probadas experimentalmente ni
mucho menos explotadas a nivel industrial. En el Centro Nacional de Investigacion y
Desarrollo Tecnologico se cuenta con una planta piloto de destilacion, que posee la
instrumentacion necesaria para poner en practica conceptos teoricos de control, con la
finalidad de obtener resultados en un caso real de manera experimental.
1.2. Ventajas del control predictivo
La tecnica de control predictivo parece constituir una poderosa herramienta para
afrontar los retos anteriormente planteados. El control predictivo es una de las areas
de control que mas exito ha tenido en la industria. Este exito se debe principalmente a
que [Maciejowsky, 2002]:
1. La idea general de funcionamiento no es difıcil de entender.

6 Capıtulo 1. Introduccion.
2. Las restricciones en las senales de control, debido a los actuadores ası como las
restricciones en los estados del proceso son faciles de incorporar al algoritmo de
control.
3. Es una tecnica de control mas poderosa que los PID, aun para los lazos de control
sencillos y sin restricciones.
4. Posee intrınsecamente compensacion del retardo.
5. La sintonizacion de estos controladores no es complicada, aun en los lazos de
control que presentan cierto grado de dificultad de sintonizacion (utilizando otras
tecnicas de control) debido a retardos de tiempo.
El control predictivo basado en modelo — Model (Based) Predictive Control (MBPC
o MPC) — constituye un campo muy amplio de metodos de control desarrollados en
torno a ciertas ideas comunes e integra diversas disciplinas como control optimo, control
estocastico, control de procesos con tiempos muertos, control multivariable o control
con restricciones.
Las ideas que aparecen en mayor o menor medida en toda la familia de contro-
ladores predictivos son basicamente:
• Uso explıcito de un modelo para predecir la salida del proceso en instantes de
tiempo futuros (horizonte).
• Calculo de las senales de control minimizando una cierta funcion objetivo.
• Estrategia deslizante, de forma que en cada instante el horizonte se va despla-
zando hacia el futuro, lo que implica aplicar la primera senal de control en cada
instante y desechar el resto, repitiendo el calculo en cada instante de muestreo.
Los distintos algoritmos de MPC difieren entre sı casi exclusivamente en (i) la
funcion de costo a minimizar y (ii) en el modelo usado para representar el proceso y los
ruidos. Aunque las diferencias puedan parecer pequenas a priori, pueden provocar dis-
tintos comportamientos en lazo cerrado, siendo crıticas para el exito de un determinado
algoritmo en una determinada aplicacion.
1.3. Hipotesis
Dado el problema planteado para este trabajo y las ventajas expuestas anteriormen-
te de los controladores predictivos, se plantea la siguiente hipotesis para este trabajo:
Con el control predictivo multivariable se obtendra una mejora en
el desempeno del proceso de una columna de destilacion binaria
comparado con un controlador convencional (PI).
1.4. Objetivo. 7
1.4. Objetivo
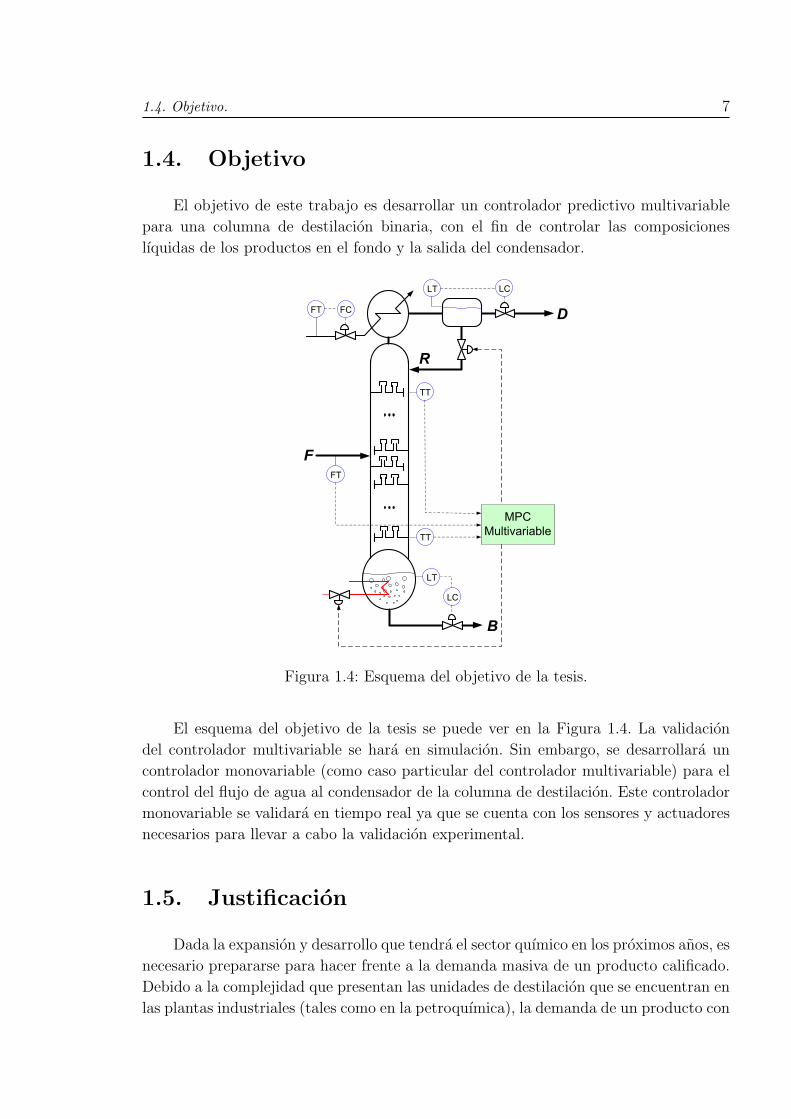
El objetivo de este trabajo es desarrollar un controlador predictivo multivariable
para una columna de destilacion binaria, con el fin de controlar las composiciones
lıquidas de los productos en el fondo y la salida del condensador.
F
B
D
R
FCFT
TT
TT
FT
LCLT
MPC
Multivariable
LT
LC
Figura 1.4: Esquema del objetivo de la tesis.
El esquema del objetivo de la tesis se puede ver en la Figura 1.4. La validacion
del controlador multivariable se hara en simulacion. Sin embargo, se desarrollara un
controlador monovariable (como caso particular del controlador multivariable) para el
control del flujo de agua al condensador de la columna de destilacion. Este controlador
monovariable se validara en tiempo real ya que se cuenta con los sensores y actuadores
necesarios para llevar a cabo la validacion experimental.
1.5. Justificacion
Dada la expansion y desarrollo que tendra el sector quımico en los proximos anos, es
necesario prepararse para hacer frente a la demanda masiva de un producto calificado.
Debido a la complejidad que presentan las unidades de destilacion que se encuentran en
las plantas industriales (tales como en la petroquımica), la demanda de un producto con

8 Capıtulo 1. Introduccion.
calidad y de bajo costo no podra satisfacerse si no se usan herramientas matematicas y
nuevas tecnicas para el control del procesos. Lo que conlleva un cierto tipo de ventajas
que han motivado fuertemente su estudio hoy en dıa en algunos paıses de Europa y de
Norteamerica. Estas ventajas pueden ser:
• Aumentar la eficiencia y confiabilidad de una unidad de destilacion.
• Optimizar el proceso a su maxima capacidad.
• Mejorar los procedimientos de operacion.
• Adiestramiento de operadores para la reduccion de riesgos e incremento de la
seguridad.
• Promover la investigacion de este campo en el paıs para lograr tener una tecnologıa
de vanguardia.
1.6. Estado del arte
El control predictivo fue introducido por [Richalet et al., 1978] presentando el con-
trol predictivo heurıstico basado en modelo (“Model Predictive Heuristic Control”,
MPHC), mas tarde conocido como control algorıtmico basado en modelo (“Model Al-
gorithmic Control”, MAC); y por otro lado, de forma independiente: Cutler y Ramaker,
ingenieros de la companıa Shell, presentaron en [Cutler y Ramaker, 1980] sobre control
con matriz dinamica (“Dynamic Matrix Control”, DMC). Ambos algoritmos utilizan
explıcitamente un modelo dinamico del proceso (obtenido de la respuesta impulso en el
primer caso y de la respuesta escalon en el segundo) para predecir el efecto de las futuras
senales de control en las variables a controlar. Estas formulaciones eran heurısticas.
Estos controladores estaban ıntimamente ligados al problema de control optimo
en tiempo mınimo y a la programacion lineal [Zadeh y Whalen, 1962]. El concepto de
horizonte deslizante, una de las ideas centrales del control predictivo, fue propuesto
por [Propoi, 1963], en el marco de realimentacion optima en lazo abierto (open-loop
optimal feedback) que fue utilizada extensamente en los anos 70.
El control predictivo llego a ser popular particularmente en la industria de procesos
quımicos debido a la simplicidad del algoritmo y a la utilizacion del modelo de respuesta
ante impulso que, aunque requiriendo muchos mas parametros que las formulaciones en
el espacio de estado o en el dominio de entrada y salida, resulta mas intuitivo y requiere
mucha menos informacion a priori para la identificacion.
La mayorıa de estas aplicaciones se llevaron a cabo en sistemas multivariables que
incluıan restricciones. A pesar de este exito, estas formulaciones carecıan de una teorıa
formal para proveer resultados sobre la estabilidad y robustez. De hecho, el caso de
horizonte finito parecıa demasiado difıcil de analizar excepto en casos muy especıficos.

1.6. Estado del arte. 9
Otra lınea de trabajo se desarrollo independientemente en torno a las ideas de con-
trol adaptable, desarrollandose estrategias de control predictivo para sistemas mono-
variables y formulada sobre modelos de entrada y salida. El control autosintoniza-
do basado en predictores (“Predictor-Based Self-Tuning Control”) en el trabajo de
[Peterka, 1984], el control adaptable de horizonte extendido (“Extended Horizon Adap-
tive Control”, EHAC) por [Ydstie, 1984], el controlador autosintonizado (“Extended
Prediction Self Adaptive Control”, EPSAC) [Keyser y Cuawenberghe, 1985], y el con-
trol predictivo generalizado (“Generalized Predictive Control”, GPC) desarrollado por
[Clarke et al., 1987] se pueden mencionar en este contexto. El GPC utiliza ideas de
los controladores de varianza mınima generalizada (“Generalized Minimum Variance”,
GMV) [Clarke y Gawthrop, 1979] y es en la actualidad uno de los metodos mas utiliza-
dos a nivel academico.
Existen numerosas formulaciones de control predictivo basadas en las mismas ideas
comunes, entre las que se puede incluir control adaptable multivariable multipaso (“Mul-
tistep Multivariable Adaptive Control”, MUSMAR) [Greco et al., 1984], control pre-
dictivo funcional (“Predictive Functional Control”, PFC) [Richalet, 1992]. El MPC,
tambien ha sido formulado en el espacio de estados [Morari, 1994], lo que permite una
utilizacion de resultados bien conocidos sobre estabilidad y tambien la generalizacion
a casos mas complejos como procesos multivariables, procesos no lineales y sistemas
con perturbaciones estocasticas. Aunque los primeros trabajos sobre GPC contienen
algunos resultados de estabilidad para el caso nominal, la falta de resultados generales
sobre la estabilidad de los controladores de horizontes finito y deslizante constituyo un
inconveniente para su utilizacion al principio. Para hacer frente a esto, aparecio en
los noventa una nueva lınea de trabajo sobre controladores predictivos con estabilidad
garantizada, imponiendo que la senal de salida alcanzara a la referencia al final del
horizonte.
Existen muchas aplicaciones del control predictivo en la industria. La mayor parte
de las aplicaciones estan en el sector petroquımico en el area de refinerıa
[Qin y Badgwell, 2003], pero tambien existen numerosas aplicaciones en los sectores
de pulpa y papel, procesado de alimentos, gas, mineral, hornos, metalurgia, industria
aeroespacial e industria automotriz. Una excelente revision sobre MPC dirigida princi-
palmente a personal de la industria con experiencia en control se puede encontrar en
[Rawlings, 2000].
Recientemente han aparecido en la literatura aplicaciones de los controladores pre-
dictivos a sistemas hıbridos1 [Camacho, 2004]. Donde los sistemas hıbridos se han mo-
delado de distintas formas, bien, como un grafo de transicion de estados (con dinamica
continua dentro de cada estado) o bien como un conjunto de ecuaciones diferenciales
con variables discretas.
1 Un sistema hıbrido es un sistema continuo con eventos discretos.
10 Capıtulo 1. Introduccion.
Para el caso de las columnas de destilacion, cuyo control es predictivo, existen
diferentes trabajos, en los que actualmente se trata el caso del control MPC aplica-
do a procesos mal condicionados [Pannocchia, 2003], [Waller et al., 2005]; y el caso del
MPC no lineal [Jana et al., 2005], [Volk et al., 2005], en los que la principal alternativa
esta basada en una linealizacion iterativa (linealizacion en cada instante de muestreo)
de la respuesta del modelo, para asegurar una solucion factible al problema de la mini-
mizacion. De igual forma se encuentran reportados en la literatura trabajos que presen-
tan resultados experimentales, como en [Alpbaz et al., 2002], donde se aplica el control
a una planta piloto de destilacion, pero usando el control predictivo multivariable en
su forma lineal, sin restricciones y trabajando dentro de una region de operacion.
1.6.1. Temas abiertos a la investigacion
No se puede considerar al control predictivo como una disciplina ya cerrada a la
investigacion, sino que, al contrario, es una rama del control de gran efervescencia. Esto
se puede constatar por el hecho de que en todos los congresos de control de estos ultimos
anos siempre hay sesiones especıficas de control predictivo y raro es el numero de las
revistas de control donde no aparezca algun artıculo sobre este tema.
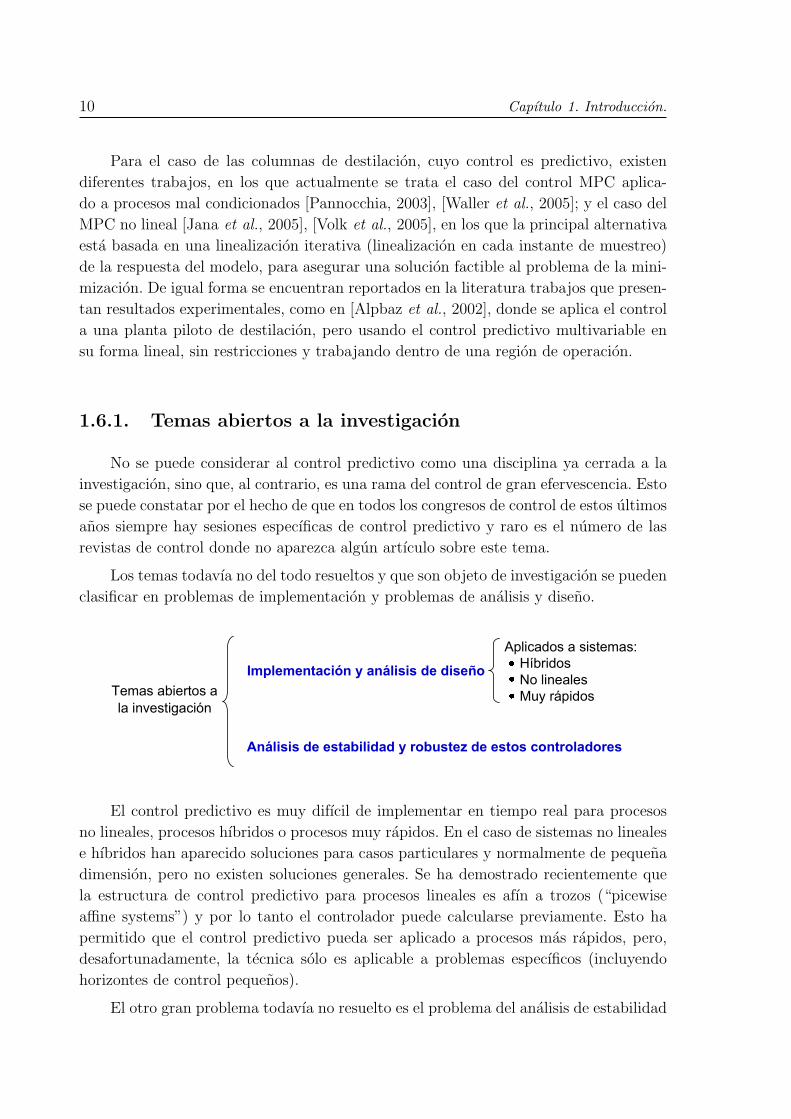
Los temas todavıa no del todo resueltos y que son objeto de investigacion se pueden
clasificar en problemas de implementacion y problemas de analisis y diseno.
Temas abiertos a
Análisis de estabilidad y robustez de estos controladores
Aplicados a sistemas:
Híbridos
No lineales
Muy rápidosla investigación
Implementación y análisis de diseño
El control predictivo es muy difıcil de implementar en tiempo real para procesos
no lineales, procesos hıbridos o procesos muy rapidos. En el caso de sistemas no lineales
e hıbridos han aparecido soluciones para casos particulares y normalmente de pequena
dimension, pero no existen soluciones generales. Se ha demostrado recientemente que
la estructura de control predictivo para procesos lineales es afın a trozos (“picewise
affine systems”) y por lo tanto el controlador puede calcularse previamente. Esto ha
permitido que el control predictivo pueda ser aplicado a procesos mas rapidos, pero,
desafortunadamente, la tecnica solo es aplicable a problemas especıficos (incluyendo
horizontes de control pequenos).
El otro gran problema todavıa no resuelto es el problema del analisis de estabilidad

1.7. Organizacion del documento. 11
y robustez de estos controladores. Es decir, aun en el caso de que los controladores sean
implementables, analizar como se puede asegurar su estabilidad en el caso nominal o
en el caso de que el modelo no sea exacto. Para el caso de restricciones, el analisis
de estabilidad parecıa ser un problema demasiado complicado de resolver. Aun en el
caso de que el optimizador fuera capaz de encontrar una solucion, no esta garantizada
la estabilidad del sistema en lazo cerrado. La utilizacion de penalizaciones terminales
y/o restricciones, funciones de Lyapunov, o conjuntos invariantes han dado lugar a una
familia de tecnicas que garantizan la estabilidad del sistema. Este problema ha sido
atacado desde distintos puntos de vista y han aparecido numerosas contribuciones en
anos recientes, siempre analizando el problema del regulador (llevar el estado al reposo)
y normalmente en espacio de estados. Se han obtenido resultados que utilizan tecnicas
de control robusto en el contexto de controladores predictivos. La idea basica es tener
en cuenta las incertidumbres sobre el proceso de una manera explıcita y disenar el
controlador predictivo para optimizar la funcion objetivo ante la peor situacion posible
de las incertidumbres. En cualquier caso, estos resultados exigen el computo de regiones
invariantes que, salvo en el caso de sistemas lineales, son difıcilmente calculables.
Estos avances prometedores permiten pensar que el control predictivo experimen-
tara una mayor diseminacion tanto en el mundo academico como en la comunidad
industrial en los proximos anos.
1.7. Organizacion del documento
El presente documento consta de 6 capıtulos y 2 apendices.
En el Capıtulo 2 se presentan los conceptos basicos del control predictivo basado
en modelo, se incluyen sus puntos clave y hace una revision de los principales algoritmos
presentando sus caracterısticas mas importantes.
En el Capıtulo 3 se desarrolla la formulacion en espacio de estados del control pre-
dictivo, siendo esta formulacion facilmente extendible al caso multivariable. Finalmente,
se integra este controlador a un programa y se realizan unas pruebas en simulacion de
su funcionamiento.
En el Capıtulo 4 se presenta el modelo dinamico de la planta piloto de destilacion,
se estudian los fenomenos involucrados en su dinamica, posteriormente se hace una
descripcion de la planta piloto utilizada para las pruebas y se valida modelo comparando
valores experimentales con los teoricos.
En el Capıtulo 5 se muestran los resultados obtenidos al aplicarle el control
predictivo al lazo de flujo de agua al condensador (caso SISO) en simulacion y de
forma experimental, ası como las simulaciones del control al modelo de la columna
(caso MIMO).

12 Capıtulo 1. Introduccion.
En el Capıtulo 6 se dan las conclusiones generales de la tesis, y los trabajos futuros
propuestos.
En el Apendice A se muestran los valores numericos de los parametros utilizados
en esta tesis para las simulaciones y los experimentos realizados.
En el Apendice B se da una descripcion de los programas utilizados y una pequena
guıa de su uso.

Capıtulo 2
Conceptos basicos del control
predictivo
En este capıtulo se presentan los conceptos basicos del control predictivo basado
en modelo y se describen los elementos que son comunes a todos estos controladores,
mostrando algunas alternativas que son utilizadas en diferentes implementaciones.
En la Seccion 2.1 se describe la estrategia general que siguen los controladores que
pertenecen a la familia de los controladores predictivos. En la Seccion 2.2 se detallan
los elementos comunes de los controladores predictivos, como lo son: el modelo utiliza-
do para la prediccion, la funcion objetivo y la obtencion de la ley de control. En la
Seccion 2.3 se presenta una revision general de los principales algoritmos reportados en
la literatura. Finalmente, en la Seccion 2.4 se dan las conclusiones del capıtulo en base
a lo estudiado.
2.1. Estrategia de los controladores predictivos
El principio de operacion de todos los controladores pertenecientes a la familia del
MPC se caracteriza por la estrategia siguiente, representada en la Figura 2.1:
1. En cada instante k y haciendo uso del modelo del proceso se predicen las futuras
salidas para un determinado horizonte, llamado horizonte de prediccion HP . Estas
salidas predichas yf (k + i|k) 1 (para i = 1, 2, ..., HP ), dependen de los valores
conocidos hasta el instante k (entradas y salidas pasadas) y de las senales de
control futuras u(k + i|k) (para i = 0, 1, ..., HP − 1) que se pretenden mandar al
sistema y que son las que se quieren calcular.
1 La notacion indica el valor de la variable en el instante k + i, calculado en el instante k. Ası comola marca diacrıtica ˆ denota prediccion.
13

14 Capıtulo 2. Conceptos basicos del control predictivo.
k k+HC
s(t)
w(k+i|k)
y(t)
k+HPk
y(k+i|k)^
yf (k+i|k)^
Hp
HcEntrada
Salida
u(t)u(k+i|k)
Figura 2.1: Estrategia de control predictivo.
2. El conjunto de senales de control futuras se calcula optimizando un determinado
criterio en el que se pretende mantener el proceso lo mas proximo posible a la
trayectoria de referencia w(k + i|k) (que puede ser directamente la salida deseada
s(k) o una suave aproximacion a esta). Este criterio suele tomar la forma de
una funcion cuadratica de los errores entre la salida predicha y la trayectoria de
referencia tambien predicha, incluyendo en muchos casos el esfuerzo de control.
Si el criterio es cuadratico, el modelo lineal y no existen restricciones se puede
obtener una solucion explıcita, de otra manera se debe usar un metodo iterativo
de optimizacion. Adicionalmente se hace alguna suposicion sobre la estructura de
la ley de control futura, como por ejemplo que va a ser constante a partir de cierto
instante HC .
3. La primera senal de control u(k|k) es enviada al proceso mientras que las siguientes
senales de control calculadas son desechadas. Puesto que en el siguiente instante
de muestreo ya se conoce y(k + 1), se repite el paso 1 con este nuevo valor y to-
das las secuencias son actualizadas. Se calcula por tanto la nueva senal de control
u(k + 1|k + 1) (que en principio sera diferente a la secuencia de salida anterior
u(k + 1|k), al disponer de nueva informacion), haciendo uso del concepto de hori-
zonte deslizante.

2.2. Elementos basicos. 15
s(k)
yf (k+i|k)^
u(k|k)y(k)
Predictor
Optimizador Proceso
v(k)
Figura 2.2: Estructura basica del control predictivo.
Para llevar a cabo esta estrategia, se usa una estructura como la mostrada en la
Figura 2.2. Se hace uso de un modelo para predecir las salidas futuras del proceso
basandose en las futuras senales de control propuestas. Estas senales son calculadas por
el predictor teniendo en cuenta la funcion de costo (donde aparece el futuro error de
seguimiento) ası como las restricciones.
Por lo tanto, el modelo del proceso juega un papel decisivo en el controlador.
El modelo elegido debe ser capaz de reproducir la dinamica del proceso para poder
predecir correctamente las salidas futuras. Al mismo tiempo, debe ser sencillo de usar
y de comprender.
El optimizador es otra parte fundamental de la estrategia pues proporciona las
acciones de control. Si la funcion de costo es cuadratica, el mınimo se puede obtener
como una funcion explıcita (lineal) de las entradas pasadas, las salidas pasadas y de
la trayectoria de referencia. Sin embargo, cuando existen restricciones de desigualdad
la solucion debe de ser calculada por metodos numericos con mas carga de calculo.
La complejidad del problema de optimizacion depende directamente del numero de
variables y el tamano de los horizontes elegidos.
2.2. Elementos basicos
Todos los controladores predictivos poseen elementos comunes y para cada uno de
estos elementos se pueden elegir diversas opciones, dando lugar a distintos algoritmos.
Estos elementos son:
• Modelo de prediccion.
• Funcion objetivo.
• Obtencion de la ley de control.

16 Capıtulo 2. Conceptos basicos del control predictivo.
2.2.1. Modelo de prediccion
La piedra angular del MPC es el modelo del proceso; un diseno completo debe de
incluir los mecanismos necesarios para la obtencion del mejor modelo posible, el cual
debe de ser lo suficientemente rico para capturar al maximo la dinamica del proceso y
debe de ser capaz de permitir el calculo de las predicciones. A la vez, debe ser intuitivo
y debe ser posible llevar a cabo en el un analisis teorico. El uso del modelo del proceso
viene determinado por la necesidad del calculo de la salida predicha en instantes futu-
ros yf (k + i|k). Las diferentes estrategias del MPC pueden usar distintos modelos para
representar la relacion de las salidas con las entradas medibles, que pueden ser compen-
sadas con una accion prealimentada. Ademas se debe de tener en cuenta un modelo de
las perturbaciones para intentar describir el comportamiento que no aparece reflejado
en el modelo del proceso, englobandose aquı el efecto de las entradas no medibles, el
ruido y los errores de modelado.
Para este fin, se puede separar el modelo en dos partes: el modelo del proceso
propiamente dicho y el modelo de las perturbaciones. Cualquier metodo utilizara ambas
partes para la prediccion.
Modelo del proceso
Casi todas las formas posibles de modelar un proceso aparecen en alguna formu-
lacion del MPC siendo las mas usadas las siguientes:
• Respuesta al impulso. Tambien conocida por secuencia de ponderacion o modelo
de convolucion. La salida viene relacionada con la entrada por la ecuacion:
y(k) =∞∑
j=1
hju(k − j)
donde hj son los valores muestreados obtenidos al someter al proceso a un impulso
unitario de amplitud igual a un perıodo de muestreo (ver Figura 2.3a). Esta suma
es truncada y solo se consideran N valores (por lo tanto solo permite representar
procesos estables y sin integradores), teniendo
y(k) =N∑
j=1
hju(k − j) = H(q−1)u(k) (2.1)
donde: H(q−1) = h1q−1 + h2q
−2 + · · · + hNq−N , siendo q−1 el operador de des-
plazamiento hacia atras. Un inconveniente de este metodo es el gran numero de
parametros que necesita, ya que N normalmente es de un valor elevado (del orden

2.2. Elementos basicos. 17
y(k)
k k+1 k+2 k+N. . .
h1
h2
hj
hN
a Respuesta al impulso.
y(k)
k k+1 k+2 k+N. . .
g1
g2
gj gN
b Respuesta al escalon.
Figura 2.3: Respuestas del sistema.
de 30-40) [Camacho, 2001]. La prediccion vendra dada por:
y(k + i|k) =N∑
j=1
hju(k + i− j|k)
= H(q−1)u(k + i|k)
Este metodo es ampliamente aceptado en la practica industrial debido a que es
muy intuitivo y no requiere de informacion previa del proceso, con lo que el pro-
cedimiento de identificacion se simplifica, a la vez que permite describir facilmente
dinamicas complejas como fase no mınima o retardos.
• Respuesta al escalon. Es muy similar al anterior solo que la senal de entrada es
un escalon. Para sistemas estables se tiene la respuesta truncada que sera (ver
Figura 2.3b):
y(k) = y0 +N∑
j=1
gj∆u(k − j) = y0 + G(q−1)(1− q−1)u(k) (2.2)
donde las gj son los valores muestreados ante la entrada escalon y ∆ u(k) =
u(k)− u(k − 1). El valor de y0 puede tomarse como 0 sin perdida de generalidad,
con lo cual el predictor sera:
y(k + i|k) =N∑
j=1
gj∆u(k + i− j|k)
Este metodo presenta las mismas ventajas y desventajas que el metodo anterior.

18 Capıtulo 2. Conceptos basicos del control predictivo.
• Funciones de transferencia. Se utiliza el concepto de funcion de transferencia
G = B/A con lo que la salida viene dada por:
A(q−1)y(k) = B(q−1)u(k)
donde:
A(q−1) = 1 + a1q−1 + a2q
−2 + · · ·+ anaq−na
B(q−1) = b1q−1 + b2q
−2 + · · ·+ bnbq−nb
Por lo tanto la prediccion viene dada por:
y(k + i|k) =B (q−1)
A (q−1)u(k + i|k)
Esta representacion tambien es valida para procesos inestables y posee la ventaja
de necesitar pocos parametros, aunque es fundamental un conocimiento a priori
del proceso, sobre todo en cuanto al orden de los polinomios A y B.
• Espacio de estados. Tiene la siguiente representacion:
x (k + 1) = Ax (k) + Bu (k)
y (k) = Cx (k)
siendo x el estado y A, B y C las matrices del sistema, de entrada y salida respec-
tivamente. Para este modelo la prediccion viene dada por:
y(k + i|k) = Cx(k + i|k) = C[Aix(k) +i∑
j=1
Aj−1Bu(k + i− j|k)]
Posee la ventaja de que sirve tambien para sistemas multivariables a la vez que
permite analizar la estructura interna del proceso (aunque a veces los estados
obtenidos al discretizar no tienen ningun significado fısico). Los calculos pueden
ser complicados, con la necesidad adicional de incluir un observador si los estados
no son accesibles.
• Otros. Los modelos no lineales tambien pueden ser utilizados para representar al
proceso pero el problema de su uso radica en el hecho de que es muy complicado
encontrar la respuesta al problema de optimizacion. Las redes neuronales ası como
la logica difusa son otras formas de representacion usadas en algunas aplicaciones.
Modelo de perturbaciones
Tan importante es la eleccion de un determinado modelo del proceso como lo
es la eleccion del modelo utilizado para representar las perturbaciones. Un modelo

2.2. Elementos basicos. 19
q-nk B(q
-1)
C(q-1)
D(q-1)
1
A(q-1)
u(k) y(k)
e(k)
n(k)+
+
Figura 2.4: Estructura ARIMA.
bastante extendido es el Autoregresivo Integrado de Media Movil (Auto-Regressive
and Integrated Moving Average, ARIMA) mostrado en la Figura 2.4, en el que las
perturbaciones, es decir, las diferencias entre la salida medida y calculada por el modelo
vienen dadas por:
n(k) =C(q−1)e(k)
D(q−1)
donde el polinomio D(q−1) incluye explıcitamente el integrador ∆ = 1 − q−1, e(k) es
un ruido de media cero y normalmente el polinomio C se considera igual a uno. Este
modelo se considera apropiado para dos tipos de perturbaciones: cambios aleatorios
ocurridos en instantes aleatorios (por ejemplo la calidad del material) y movimiento
browniano (en procesos con balance de energıa) y es usado en varios metodos. Notese
que al incluir un integrador se consigue un control sin errores en el estado estable.
Respuestas libre y forzada
Una caracterıstica tıpica de los controladores predictivos es el empleo de los con-
ceptos de respuesta libre y forzada. La idea es expresar la secuencia de acciones de
control como la suma de dos senales:
u(k) = u(k)f + uc(k)
La senal u(k)f corresponde a las entradas pasadas (anteriores al instante k) y en el
futuro se mantiene constante e igual al ultimo valor de la variable manipulada. Es
decir:
uf (k − j) = u(k − j) para j = 1, 2, . . .
uf (k + j) = u(k − 1) para j = 0, 1, 2, . . .
20 Capıtulo 2. Conceptos basicos del control predictivo.
Proceso
u y
k
k k
k
k k
ucuf yf yc
Figura 2.5: Respuestas libre y forzada.
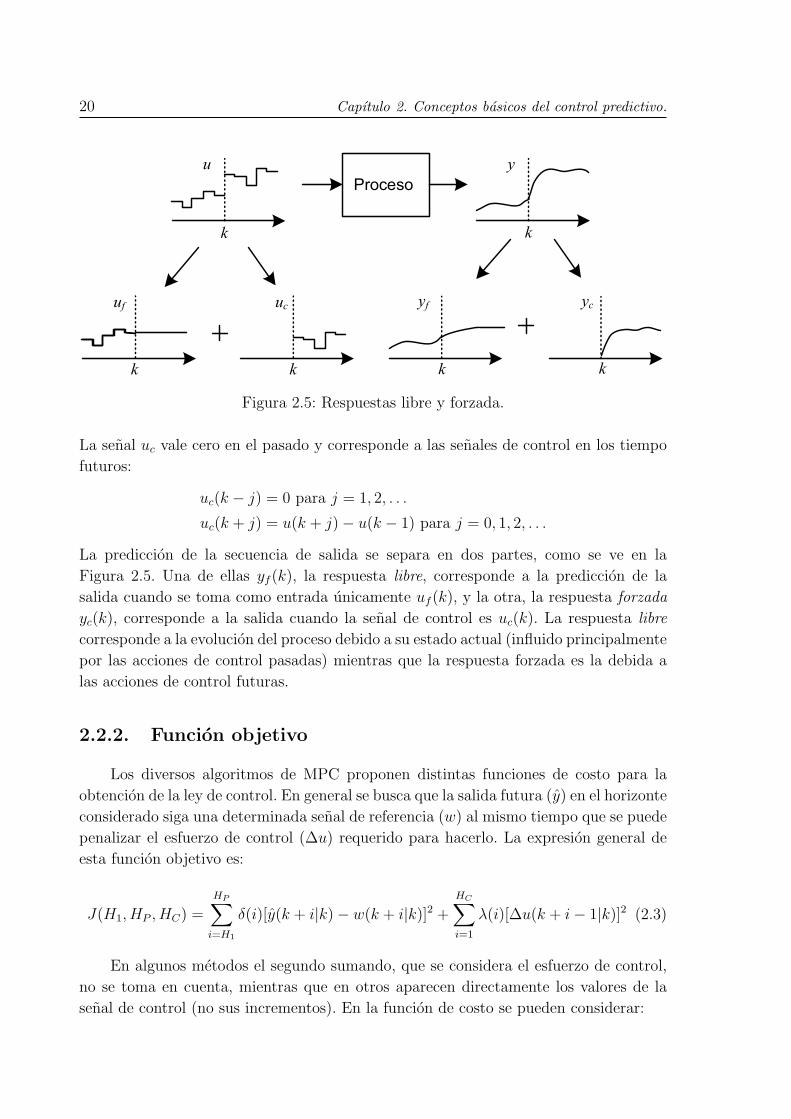
La senal uc vale cero en el pasado y corresponde a las senales de control en los tiempo
futuros:
uc(k − j) = 0 para j = 1, 2, . . .
uc(k + j) = u(k + j)− u(k − 1) para j = 0, 1, 2, . . .
La prediccion de la secuencia de salida se separa en dos partes, como se ve en la
Figura 2.5. Una de ellas yf (k), la respuesta libre, corresponde a la prediccion de la
salida cuando se toma como entrada unicamente uf (k), y la otra, la respuesta forzada
yc(k), corresponde a la salida cuando la senal de control es uc(k). La respuesta libre
corresponde a la evolucion del proceso debido a su estado actual (influido principalmente
por las acciones de control pasadas) mientras que la respuesta forzada es la debida a
las acciones de control futuras.
2.2.2. Funcion objetivo
Los diversos algoritmos de MPC proponen distintas funciones de costo para la
obtencion de la ley de control. En general se busca que la salida futura (y) en el horizonte
considerado siga una determinada senal de referencia (w) al mismo tiempo que se puede
penalizar el esfuerzo de control (∆u) requerido para hacerlo. La expresion general de
esta funcion objetivo es:
J(H1, HP , HC) =
HP∑i=H1
δ(i)[y(k + i|k)− w(k + i|k)]2 +
HC∑i=1
λ(i)[∆u(k + i− 1|k)]2 (2.3)
En algunos metodos el segundo sumando, que se considera el esfuerzo de control,
no se toma en cuenta, mientras que en otros aparecen directamente los valores de la
senal de control (no sus incrementos). En la funcion de costo se pueden considerar:

2.2. Elementos basicos. 21
• Parametros. H1 y HP son los horizontes mınimo y maximo de costo (o de predic-
cion) y HC es el horizonte de control, que no tiene que coincidir con el horizonte
maximo, como se vera posteriormente. El significado de H1 y HP resulta bastante
intuitivo: marcan los lımites de los instantes en que se desea que la salida siga la
referencia. Ası si se toma un valor grande de H1 es porque no importa que haya
errores en los primeros instantes, lo cual provocara una respuesta suave del pro-
ceso. Notese que para procesos con tiempo muerto d no tiene sentido que H1 sea
menor que dicho valor puesto que la salida no empezara a evolucionar hasta el
instante k+d. Ademas, si el proceso es de fase no mınima, este parametro permite
eliminar de la funcion objetivo los primeros instantes de respuesta inversa.
Los coeficientes δ(i) y λ(i) son secuencias que ponderan el comportamiento fu-
turo. Usualmente se consideran valores constantes o secuencias exponenciales. Por
ejemplo se puede conseguir un paso exponencial de δ(i) a lo largo del horizonte
usando:
δ(i) = αHP−i
Si α esta comprendido entre 0 y 1 significa que se penaliza mas a los errores alejados
del instante k que a lo mas proximos, dando lugar a un control mas suave y con
menor esfuerzo. Si, por el contrario, α > 1 es que se penalizan mas los primeros
errores, provocando un error mas brusco.
Todos estos valores pueden ser usados como parametros de sintonizacion, obtenien-
do muchas posibilidades con las que se puede cubrir una amplia gama de opciones,
desde un control estandar hasta una estrategia disenada especıficamente para un
proceso en particular.
• Trayectoria de referencia. Una de las ventajas del control predictivo es que si se
conoce de antemano la evolucion futura de la referencia, el sistema puede empezar
a reaccionar antes de que el cambio se haya efectivamente realizado, evitando los
efectos de retardo en la respuesta del proceso. En muchas aplicaciones la evolu-
cion futura de referencia es conocida de antemano, como en robotica, los servos o
procesos en lote; en otras aplicaciones aunque la referencia es constante, se puede
conseguir una sensible mejora de prestaciones simplemente conociendo el instante
de cambio de valor y adelantandose a esa circunstancia.
En el criterio de minimizacion (2.3), la mayorıa de los metodos suelen utilizar
una referencia w(k + i|k) que no tiene por que coincidir con la referencia real.
Normalmente sera una suave aproximacion desde el valor actual de la salida y(k)
a la referencia conocida s(k) mediante un sistema de primer orden:
w(k|k) = y(k) w(k + i|k) = αw(k + i− 1|k) + (1− α)s(k + i|k) i = 1...HP
(2.4)
α es un parametro comprendido entre 0 y 1 (mientras mas proximo a 1 mas suave
sera la aproximacion) que constituye un valor ajustable que influira en la respues-

22 Capıtulo 2. Conceptos basicos del control predictivo.
ta dinamica del sistema. Otra estrategia es la utilizada en el control predictivo
funcional, la cual es util para puntos de ajuste (set points) variables:
w(k + i|k) = s(k + i|k)− αi (y(k)− s(k)) (2.5)
• Restricciones. Una de las grandes bondades que proporciona el control predictivo es
la posibilidad de tomar en cuenta las restricciones propias del proceso. El principal
motivo para considerar restricciones en las variables del proceso consiste en que
violarlas puede ser muy costoso o peligroso, porque puede originar danos en los
equipos y perdidas en la produccion. Por ejemplo, en la mayorıa de los reactores
por lote, la calidad de la produccion requiere que las variables del proceso se
mantengan dentro de lımites durante la reaccion; violar estos lımites puede llevar
a una produccion de calidad inferior a la requerida. Cuando los lımites han sido
impuestos por razones de seguridad, la violacion de estos lımites puede producir
danos en los equipos, derrames de los productos nocivos o en la mayorıa de los casos
que se activen los dispositivos de seguridad produciendo paradas de emergencia.
2.2.3. Obtencion de la ley de control
Para obtener los valores de u(k + i|k) sera necesario minimizar la funcion de costo,
la ecuacion (2.3). Para ello se calculan los valores de la salida predicha y(k + i|k) en
funcion de los valores pasados de entradas y salidas y de senales de control futuras,
haciendo uso del modelo del proceso que se haya elegido y se sustituyen en la funcion
de costo, obteniendo una expresion cuya minimizacion conduce a los valores buscados.
Para el criterio cuadratico, si el modelo es lineal y no existen restricciones, se puede
obtener la solucion de forma analıtica; en otro caso se debe de usar un metodo iterativo
de optimizacion.
De cualquier manera, la obtencion de la solucion no resulta tan trivial pues existiran
HP −HC + 1 variables independientes, valor que puede ser elevado (del orden de 10 a
30). Con la idea de reducir estos grados de libertad se puede proponer cierta estructura
a la ley de control. Ademas se ha encontrado en [Clarke y Morari, 1989] que estructurar
la ley de control produce una mejora en la robustez y en el comportamiento general
del sistema. Lo anterior se debe fundamentalmente a que el hecho de permitir la libre
evolucion las variables manipuladas (sin estructurar) puede conducir a senales de control
de alta frecuencia no deseables y que en el peor de los casos podrıan conducir a la
inestabilidad. Esta estructura a la ley control se plasma en el uso del concepto de
horizonte de control HC , que consiste en considerar que tras un cierto tiempo HC
(0 < HC < HP ) no hay variacion en las senales de control propuestas, es decir:
∆u(k + i− 1|k) = 0 i > HC

2.3. Revision de los principales algoritmos. 23
lo cual es equivalente a dar pesos infinitos a los cambios en el control a partir de HC .
El caso extremo serıa considerar HC igual a 1 con lo que todas las senales de control
futuras serıan igual a u(k|k) 2 .
Otra manera de estructurar la senal de control es mediante el uso de funciones base:
un procedimiento utilizado en el control predictivo funcional, que consiste en representar
la senal de control como una combinacion lineal de ciertas funciones predeterminadas.
2.3. Revision de los principales algoritmos
A continuacion se presentan los principales algoritmos de control predictivo, mos-
trando de manera general sus principales caracterısticas. Se pueden encontrar estu-
dios comparativos de las diferentes tecnicas en [Garcıa et al., 1989], [Kramer, 1991],
[Keyser et al., 1989] y [Qin y Badgwell, 2003].
2.3.1. Control por matriz dinamica (DMC)
Este metodo desarrollado por [Cutler y Ramaker, 1980], usa la respuesta ante un
escalon (2.2) para modelar el proceso, considerando solo los HP primeros terminos, asu-
miendo por tanto que el proceso es estable. En cuanto a las perturbaciones, se considera
que su valor permanece constante e igual al existente en el instante actual durante todo
el horizonte, es decir, igual al valor medido de la salida ym menos el estimado por el
modelo y(k + i|k).
n(k + i|k) = n(k|k) = ym(k)− y(k|k)
y por lo tanto el valor predicho sera:
y(k + i|k) =i∑
j=1
gj∆u(k + i− j) +
HP∑j=i+1
gj∆u(k + i− j) + n(k + i|k)
donde el primer termino contiene las acciones de control futuras (que seran calculadas),
el segundo los valores pasados de las acciones de control (conocidas) y el ultimo repre-
senta las perturbaciones. La funcion de costo puede considerar solo errores futuros o
incluir tambien el esfuerzo de control.
Una de las caracterısticas de este metodo que lo ha hecho muy popular en la
industria es la inclusion de restricciones, que se traduce en inecuaciones de la forma
2 Recuerde que en el control predictivo: se calculan HP movimientos de control durante cadainstante de muestreo; se le envıa al proceso solo la primera de estas senales calculadas; y, debido alconcepto de horizonte deslizante, en el siguiente instante de muestreo de repite el calculo con nuevainformacion.

24 Capıtulo 2. Conceptos basicos del control predictivo.
generica:
HP∑j=1
Cryj y (k + i|k) + Cr
uju (k + i− j|k) + cr ≤ 0 r = 1, ..., HC .
Donde:
Cyj Corresponde a la relacion que existe entre j-esima salida restingida y la
senal de control.
Cuj Corresponde a la relacion que existe entre j-esima entrada restingida y la
senal de control.
c Valor de la restriccion.
En este caso la optimizacion debe ser numerica y se lleva a cabo en cada periodo
de muestreo, enviandose la senal u(k|k) y recalculando todo en el nuevo periodo de
muestreo, como en todos los metodos MPC. Los principales inconvenientes de este
metodo son el tamano del modelo empleado y la imposibilidad de tratar procesos ines-
tables.
2.3.2. Control algorıtmico de modelo (MAC)
Este metodo fue presentado por [Richalet et al., 1978]. Se conoce tambien como
control predictivo heurıstico y el producto comercial se llama IDCOM3 (Identification-
Command). Es muy similar al DMC con la diferencia principal de usar un modelo de
respuesta al impulso (2.1). No utiliza el concepto de horizonte de control, por lo que
calcula todos los movimientos de control correspondientes al horizonte de prediccion.
Introduce el concepto de trayectoria de referencia como un sistema de primer orden que
evoluciona desde la salida actual a la salida deseada segun una determinada constante
de tiempo, utilizando la expresion (2.4). La varianza del error entre esta trayectoria y
la salida es lo que marca la minimizacion de la funcion objetivo.
Las perturbaciones se pueden tratar como en el metodo anterior o se pueden estimar
segun la siguiente expresion:
n (k + i|k) = αn (k + i− 1|k) + (1− α) [ym (k)− y (k|k)]
con:
n(k|k) = 0
siendo ym el valor medido de la salida y α un parametro ajustable (0 ≤ α < 1) rela-
cionado con el tiempo de respuesta, el ancho de banda y la robustez del sistema en lazo
cerrado.
El metodo tambien considera restricciones en los actuadores, en las variables in-
ternas o en salidas secundarias.3 Fabricado por la companıa Adersa.

2.3. Revision de los principales algoritmos. 25
2.3.3. Control predictivo funcional (PFC)
Este controlador fue desarrollado por [Richalet et al., 1987] para procesos rapidos.
Emplea un modelo en espacio de estados, por lo que permite el manejo de procesos
inestables, y tambien la extension al caso no lineal. Este esquema de control tiene dos
caracterısticas que lo distinguen del resto de controladores de la familia: el uso de puntos
de coincidencia y de funciones base.
El concepto de puntos de coincidencia (ver Figura 2.6) se emplea para simplificar
los calculos considerando solo un subconjunto de puntos en el horizonte de prediccion.
La salida deseada y la predicha deben coincidir en dichos puntos, no en todo el horizonte
de prediccion.
Figura 2.6: Puntos de coincidencia.
La otra idea innovadora de este metodo es la parametrizacion de la senal de con-
trol como una combinacion lineal de ciertas funciones base, que son elegidas segun la
naturaleza del proceso y la referencia:
u (k + i|k) =
nB∑j=1
µj (k) B (i)
Estas funciones se escogen de acuerdo a la naturaleza del proceso y normalmente son
de tipo polinomico: escalones (B1(i) = 1), rampas (B2(i) = i) o parabolas
(B3(i) = i2), ya que la mayorıa de referencias se pueden especificar como combinacion
de estas funciones. Con esta estrategia, un perfil de entrada complejo se puede especi-
ficar usando un numero pequeno (generalmente nB es del orden de 2 o 3) de parametros
desconocidos µj que son las incognitas del problema de minimizacion. De esta manera,
el concepto de horizonte de control, no existe en esta formulacion porque se reemplaza
por el numero de funciones base utilizadas.

26 Capıtulo 2. Conceptos basicos del control predictivo.
La funcion a minimizar es:
J =
HP∑j=1
[y (k + hj|k)− w (k + hj|k)]2
donde hj corresponde a los puntos de coincidencia elegidos. Notese que el numero
de puntos de coincidencia, debe de ser, al menos igual al numero de funciones base
utilizadas.
2.3.4. Control autosintonizado de prediccion extendida
(EPSAC)
El algoritmo EPSAC usa un modelo de funcion de transferencia
A(q−1)y(k) = B(q−1)u(k − d) + v(k) (2.6)
donde d es el retardo y v(k) la perturbacion a la salida. Este modelo puede am-
pliarse para tratar perturbaciones medibles d(k) anadiendo un termino D(q−1)d(k)
para incluir efecto de prealimentacion. La prediccion se obtiene segun se muestra en
[Keyser et al., 1989] y la estructura de la ley de control es muy simple, ya que se con-
sidera que la senal de control permanecera constante a partir del instante k (es decir,
horizonte de control igual a 1): ∆u(k + i|k) = 0 para i > 0. Para obtener la senal de
control se minimiza una funcion de costo de la forma:
J =
HP∑
i=d
γ(i)[w(k + i|k)− P (q−1)y(k + i|k)]2
donde P (q−1) es un polinomio de diseno con ganancia unitaria y γ(i) es una secuencia
de ponderacion similar a la de la ecuacion (2.3). La senal de control se puede calcular
analıticamente de la forma:
u (k|k) =
HP∑i=d
hiγ (i) [w (k + i|k)− P (q−1) y (k + i|k)]
HP∑i=d
γ (i)h2i
siendo hi los coeficientes de la respuesta al impulso del sistema.
2.3.5. Control adaptable de horizonte extendido (EHAC)
Esta formulacion tambien emplea un modelo de funcion de transferencia (2.6) sin
tomar en cuenta las perturbaciones v(k) y pretende minimizar la diferencia entre la

2.3. Revision de los principales algoritmos. 27
salida calculada y la referencia en el instante k + HP : y(k + HP |k)− w(t + HP |k), con
HP ≥ d. La solucion a este problema no es unica (a menos que HP = d) [Ydstie, 1984];
una posible estrategia es considerar horizonte de control igual a 1:
∆u (k + i + 1|k) = 0 1 < i ≤ HP − d
o minimizar el esfuerzo de control
J =
HP−d∑i=0
u2 (k + i|k)
Este metodo utiliza un predictor de HP pasos de la forma
y (k + HP |k) = y (k) + F(q−1
)∆y (k) + E
(q−1
)B
(q−1
)∆u (k + HP − d|k)
donde E(q−1) y F (q−1) son polinomios que satisfacen la relacion:
(1− q−1
)= A
(q−1
)E
(q−1
) (1− q−1
)+ q−HP F
(q−1
) (1− q−1
)
con el grado de E igual a HP −1. Una ventaja de este metodo es que se puede encontrar
facilmente una solucion explıcita, dada por:
u (k|k) = u (k − 1) +α0 [w (k + HP |k)− y (k + HP |k)]
HP−d∑i=0
α2j
siendo αi el coeficiente correspondiente a ∆u(k + i|k) en la ecuacion de prediccion.
Por lo tanto, la ley de control depende solo de los parametros del proceso y puede
hacerse facilmente adaptable si se emplea un identificador en lınea. El unico coeficiente
de ajuste es el horizonte de prediccion HP , lo cual simplifica el uso pero proporciona
poca libertad para el diseno. En este metodo no puede usarse trayectoria de referencia
porque el error se considera solo en un instante (k + HP ), ni tampoco la ponderacion
del esfuerzo de control.
2.3.6. Control predictivo generalizado (GPC)
El control predictivo generalizado fue desarrollado por [Clarke et al., 1987] y se ha
convertido en uno de los metodos mas populares en el ambito de control predictivo, sobre
todo en el mundo academico. Puede resolver muchos problemas de control diferentes
para un amplio campo de procesos con un numero razonable de variables de diseno, que
son especificadas por el operador dependiendo de los conocimientos previos del proceso
y de los objetivos de control.

28 Capıtulo 2. Conceptos basicos del control predictivo.
El GPC emplea un modelo CARIMA (Controlled Auto-Regressive Integrated Mo-
ving Average) para la prediccion de la salida:
A(q−1
)y (k) = B
(q−1
)q−du (k − 1) + C
(q−1
) e (k)
1− q−1
donde u(k) y y(k) son respectivamente la senal de control y salida del proceso y e(k) es
un ruido blanco de media cero. A, B y C son los siguientes polinomios en el operador
de desplazamiento hacia atras q−1:
A(q−1) = 1 + a1q−1 + a2q
−2 + · · ·+ anaq−na
B(q−1) = b0q−1 + b1q
−2 + · · ·+ bnbq−nb
C(q−1) = 1 + c1q−1 + c2q
−2 + · · ·+ cncq−nc
Como en la practica es difıcil encontrar el verdadero valor del polinomio C(q−1),
se puede emplear como parametro de diseno para rechazo de perturbaciones o mejora
de la robustez.
La prediccion optima se lleva a cabo resolviendo una ecuacion diofantina4 , lo
cual puede hacerse eficazmente de forma recursiva [Camacho, 2004]. Este algoritmo, al
igual que otros que usan el modelo de funcion de transferencia, se puede implementar
facilmente en forma adaptable usando un algoritmo de identificacion en lınea como los
mınimos cuadrados recursivos. El control predictivo generalizado usa una funcion de
costo cuadratica de la forma:
J (H1, HP , HC) =
HP∑i=H1
δ (i) [y (k + i|k)− w (k + i|k)]2 +
HC∑i=1
λ (k) [∆u (k + i− 1|k)]2
Las bases teoricas del algoritmo GPC han sido ampliamente estudiadas
[Clarke et al., 1987], [Clarke y Morari, 1989] y se puede demostrar que, para distin-
tos conjuntos de parametros, el algoritmo es estable y que otros controladores, como el
control por establecimiento finito (“dead beat”), son casos incluidos en este.
2.3.7. Control predictivo no lineal (NLMPC)
En general, los procesos industriales son no lineales, pero aun ası, la mayorıa de
aplicaciones del MPC estan basadas en el uso de modelos lineales. Existen dos impor-
tantes razones para ello: por un lado, la identificacion de un modelo lineal a partir de
datos de proceso es relativamente sencilla y por otro, los modelos lineales proporcio-
nan buenos resultados cuando la planta opera en las cercanıas del punto de operacion.
4 Una ecuacion diofantina es aquella que tiene solamente coeficientes enteros, exponentes enteros ycuyas soluciones son tambien numeros enteros.

2.3. Revision de los principales algoritmos. 29
Ademas, el uso de un modelo lineal junto con una funcion de costo cuadratica da lu-
gar a un problema convexo haciendo uso de la programacion cuadratica (Quadratic
Programming, QP), cuya solucion esta bien estudiada y existen numerosos productos
comerciales disponibles.
Sin embargo, la respuesta dinamica de los controladores lineales que resultan es
inaceptable cuando se aplican a procesos que son no lineales con distinto grado de
severidad. Aunque el numero de aplicaciones de control predictivo no lineal es aun
limitada [Qin y Badgwell, 2003], su potencial es realmente grande y acabarıa abriendose
camino en aquellas areas donde las no-linealidades son severas y la demanda de mercado
exige frecuentes cambios en el punto de operacion.
El desarrollo de modelos no lineales adecuados puede ser una tarea muy complicada
y en general no existe una forma claramente apropiada para representar este tipo de
sistemas.
Hay tres tipos de modelos que se usan en las formulaciones de modelos no lineales:
• Modelos empıricos, que se obtienen de datos reales y pueden tomar la forma de
modelos de entrada-salida (tales como NARX, modelos de Volterra, Hammerstein
o bilineales y redes neuronales) o modelos no lineales en el espacio de estados.
• Modelos fundamentales, que provienen de ecuaciones de balance, tambien llamados
de primeros principios. Las ecuaciones se obtienen por el conocimiento del proceso,
aplicando ecuaciones de balance de masa, energıa o momento. En este caso, la
prediccion se hace como una simulacion de las ecuaciones no lineales que describen
la dinamica del proceso. Para procesos industriales complejos, este tipo de modelos
es difıcil y costoso de construir, ya que se necesita un conocimiento experto del
proceso.
• Modelos de caja gris, que se desarrollan combinando los enfoques empırico y fun-
damental, haciendo uso de las ventajas de cada tipo de modelo. En este enfoque
hıbrido, la informacion de los modelos fundamentales se ve enriquecida con datos
empıricos.
El otro asunto crucial en NLMPC es la solucion del problema. Requiere la con-
sideracion (y al menos la resolucion parcial) de un problema no lineal no convexo
(programacion no lineal, NLP) que da lugar a una serie de dificultades computacionales
relacionadas con el costo y la habilidad de la resolucion del problema de optimizacion
en lınea. Esta perdida de convexidad hace que sea mucho mas difıcil encontrar una
solucion y que, una vez encontrada, no se pueda garantizar que sea un optimo global.
Normalmente el problema se resuelve haciendo uso de la Programacion Cuadratica
Secuencial (Sequential Quadratic Programming, SQP), que son extensiones de metodos

30 Capıtulo 2. Conceptos basicos del control predictivo.
de tipo Newton5 para lograr la convergencia a las condiciones de Karush-Kuhn-Tucker 6
(KKT) del problema de optimizacion. El metodo debe garantizar convergencia rapida
y debe tratar problemas de mal acondicionamiento y no linealidades extremas. SQP
es una tecnica iterativa en la cual la solucion en cada paso se obtiene mediante la
resolucion de una aproximacion al problema no lineal en la que el objetivo es sustituido
por una aproximacion cuadratica y las restricciones no lineales por aproximaciones que
sı lo son.
La solucion exacta del problema de optimizacion en cada instante de muestreo
es una tarea ardua. Por ello, en los ultimos anos ha aparecido una serie de formu-
laciones que pretenden evitar los problemas asociados a la optimizacion no convexa.
Estas formulaciones deben abordar la estabilidad y la factibilidad de la solucion que
debe calcularse durante el periodo de muestreo.
Una revision de las tecnicas existentes se puede encontrar en [Camacho, 2004],
donde se describen formulaciones como MPC lineal extendido, modelos locales, NLMPC
suboptimo, uso de horizontes cortos, descomposicion de la secuencia de control, lineali-
zacion por retroalimentacion, MPC basado en modelos de Volterra o NLMPC con redes
neuronales.
2.4. Conclusiones
En este capıtulo se presentaron nociones basicas del control predictivo basado en
modelo. Se puede observar que la estrategia general de estos controladores es muy sen-
cilla de entender y estan claramente definidos sus 3 elementos basicos: el modelo de
prediccion, la funcion objetivo y la obtencion de la ley de control. Estas nociones son
necesarias para estudiar la estructura de las diferentes implementaciones de contro-
ladores predictivos.
Aunado a lo anterior se presento un resumen general de las principales tecnicas
de varios tipos de controladores predictivos con el objetivo de mostrar la diversidad de
estos en la literatura. Y, expuestas sus ventajas y desventajas no se elige una tecnica
de control predictivo pura, sino una combinacion de ellas. Para el modelo de prediccion
se usa la representacion en espacio de estados, la funcion objetivo es la del control
predictivo generalizado (2.3), y en la obtencion de la ley de control se utiliza el concepto
de horizonte de control para la estructuracion de la senal de control. La formulacion
matematica completa del controlador sera desarrollada en el proximo capıtulo, para su
posterior aplicacion en un proceso de destilacion.
5 Metodos de solucion para problemas de programacion cuadratica, para mayor informacion ver[Fletcher, 1980].
6 Las condiciones de Karush-Kuhn-Tucker, son condiciones necesarias y suficientes que aseguran laoptimalidad global de la solucion de un problema de programacion cuadratica.
Capıtulo 3
El control predictivo multivariable
En este capıtulo se desarrolla el algoritmo de control predictivo propuesto en esta
tesis para resolver los problemas de control. El objetivo del desarrollo de este algoritmo
es que es capaz de controlar sistemas formulados en espacio de estados y por ello
facilmente extendible al caso multivariable.
En la Seccion 3.1 se expone brevemente la razon principal del uso de un controlador
multivariable. En la Seccion 3.2 se desarrolla la prediccion de estados, de salidas y el
calculo de la senal de control para el caso sin restricciones. Debido a que no en todos
los procesos se tiene el vector de estados completamente disponible, en la Seccion 3.3
se muestra la manera en que se hara la estimacion de estados para el control. En la
Seccion 3.4 se dan algunas alternativas a la eleccion del vector de estados utilizadas en
otros algoritmos. En la Seccion 3.5 se presenta la manera de incorporar restricciones al
calculo de la senal de control. En la Seccion 3.6 se integra el algoritmo en un programa
y se hacen algunas pruebas en simulacion para comprobar su comportamiento. Para
finalizar, en la Seccion 3.7 se dan las conclusiones del capıtulo.
3.1. El control multivariable
La mayorıa de las plantas industriales tienen diversas variables para ser contro-
ladas (salidas) y diversas variables para ser manipuladas (entradas). En ciertos casos el
cambio en una de las variables manipuladas afecta unicamente la variable controlada
correspondiente y cada uno de los pares de entrada-salida se puede considerar como una
sola planta de una entrada y una salida (“single input, single output”, SISO) y de esta
forma se puede controlar por lazos independientes. En muchos casos cuando alguna de
estas variables manipuladas cambia de valor, no solamente afecta a la correspondiente
variable controlada sino tambien afecta a otra u otras variables controladas. Estas in-
teracciones entre las variables del proceso llevan a un bajo rendimiento del control del
31

32 Capıtulo 3. El control predictivo multivariable.
proceso e incluso a la inestabilidad. Cuando estas interacciones entre variables no se
pueden evitar, la planta, debe de considerarse como un proceso de multiples entradas
y multiples salidas (“multiple input, multiple output”, MIMO) en vez de un conjunto
de procesos SISO.
El control de procesos multivariables ha sido ampliamente tratado en la literatura;
y el modo mas popular de controlar un sistema de este tipo es mediante el diseno de
compensadores que desacoplen las variables para suprimir las interacciones entre ellas
y posteriormente disenar multiples controladores monovariables. Para esto, primero se
requiere relacionar las variables de entradas y salidas, esto es, determinar cual variable
de entrada estara asociada a cierta variable de salida y ademas de que la planta debe
de tener el mismo numero de entradas que de salidas. El desacoplo total es difıcil de
lograr para procesos con dinamica compleja o con tiempos muertos.
Una de las ventajas del control predictivo formulado en espacio de estados es que los
procesos multivariables pueden ser tratados facilmente, al ser el controlador extendible
al caso multivariable de forma directa.
3.2. Formulacion del MPC en espacio de estados
La formulacion del control predictivo se hace en base a la eleccion de un modelo,
como se vio anteriormente. Varios modelos pueden ser usados: modelos de convolucion,
de funcion de transferencia o modelos en espacio de estados.
La formulacion del MPC en el espacio de estados es una metodologıa unificada
para entender y generalizar los algoritmos de MPC. Esta formulacion permite hacer
un estudio sistematico de las propiedades de los sistemas en el lazo cerrado desde el
punto de vista del control optimo. Ademas, el MPC formulado en espacio de estados se
puede extender al caso no lineal. Basta con cambiar a modelos no lineales en espacio de
estados. En este trabajo, se presenta la formulacion del control predictivo en espacio de
estados como se muestra en [Maciejowsky, 2002]. Ademas que esta formulacion puede
ser usada tanto para problemas monovariables como multivariables.
Considere el sistema discreto sin perturbaciones ni errores de medicion:
x (k + 1) = Ax (k) + Bu (k) (3.1)
y (k) = Cx (k) (3.2)
donde x(k) es el vector de estados y en el caso monovariable y(k), u(k) ∈ R. Un pro-
ceso multivariable tiene la misma descripcion pero con u(k) ∈ Rm y y(k) ∈ Rn. Por
simplicidad en la notacion solo se considera el primer caso, la extension al caso MIMO
es directa.
Para predecir la evolucion de los estados en los siguientes HP instantes de muestreo

3.2. Formulacion del MPC en espacio de estados. 33
(horizonte de prediccion), se considera el vector de estados completamente medible, por
lo que solo se necesita iterar sobre la ecuacion de estado (3.1):
x (k + 1|k) =Ax (k) + Bu (k|k) (3.3)
x (k + 2|k) =Ax (k + 1|k) + Bu (k + 1|k) (3.4)
=A2x (k) + ABu (k|k) + Bu (k + 1|k) (3.5)
...
x (k + HP |k) =Ax (k + HP − 1|k) + Bu (k + HP − 1|k) (3.6)
=AHP x (k) + AHP−1Bu (k|k) + . . . + Bu (k + HP − 1|k) (3.7)
En la primera lınea se utilizo u (k|k) en lugar de u (k), esto por que en el momento en
el que se necesite calcular las predicciones de los estados se desconoce cual sera la u(k).
Tambien se utilizara el concepto: “horizonte de control HC”, lo que significa que la
entrada solamente cambia en los tiempos: k, k + 1, ..., k + HC − 1. Por lo que se tiene
u (k + i|k) = u (k + HC − 1|k)
para
HC ≤ i ≤ HP − 1.
De igual forma se sabe que:
∆u (k + i|k) = u (k + i|k)− u (k + i− 1|k)
y para cada tiempo k se conoce u(k − 1), por lo que:
u (k|k) =∆u (k|k) + u (k − 1)
u (k + 1|k) =∆u (k + 1|k) + ∆u (k|k) + u (k − 1)
...
u (k + HC − 1|k) =∆u (k + HC − 1|k) + . . . + ∆u (k|k) + u (k − 1)
Y por lo tanto sustituyendo en la prediccion de estados:
x (k + 1|k) =Ax (k) + B [∆u (k|k) + u (k − 1)]
x (k + 2|k) =A2x (k) + AB [∆u (k|k) + u (k − 1)]
+ B [∆u (k + 1|k) + ∆u (k|k) + u (k − 1)]︸ ︷︷ ︸u(k+1|k)
=A2x (k) + (A + I) B∆u (k|k) + B∆u (k + 1|k)
+ (A + I) Bu (k − 1)
...
x (k + HC |k) =AHCx (k) +(AHC−1 + . . . + A + I
)B∆u (k|k)
. . . + B∆u (k + HC − 1|k) +(AHC−1 + . . . + A + I
)Bu (k − 1)

34 Capıtulo 3. El control predictivo multivariable.
x (k + HC + 1|k) =AHC+1x (k) +(AHC + . . . + A + I
)B∆u (k|k)
. . . + (A + I)B∆u(k + HC − 1|k)
+ (AHC + . . . + A + I)Bu(k − 1)
...
x (k + HP |k) =AHP x (k) +(AHP−1 + . . . + A + I
)B∆u (k|k)
. . . +(AHP−HC + . . . + A + I
)B∆u (k + HC − 1|k)
+(AHP−1 + . . . + A + I
)Bu (k − 1)
Finalmente escribiendo de forma matricial:
x (k + 1|k)...
x (k + HC |k)
x (k + HC + 1|k)...
x (k + HP |k)
=
A...
AHC
AHC+1
...
AHP
x (k) +
B...∑HC−1
i=0 AiB∑HC
i=0 AiB...∑HP−1
i=0 AiB
u (k − 1)
︸ ︷︷ ︸Pasado
+
B · · · 0...
......
∑HC−1i=0 AiB
. . . B∑HC
i=0 AiB · · · AB + B...
......∑HP−1
i=0 AiB · · · ∑HP−HC
i=0 AiB
∆u (k|k)...
∆u (k + HC − 1|k)
︸ ︷︷ ︸Futuro
(3.8)
Por ultimo el calculo de las salidas predichas, estan dadas por:
y (k + 1|k) =Cx (k + 1|k) (3.9)
y (k + 2|k) =Cx (k + 2|k) (3.10)
...
y (k + HP |k) =Cx (k + HP |k) (3.11)
De forma matricial:
y (k + 1|k)
y (k + 2|k)...
y (k + HP |k)
=
C 0 · · · 0
0 C · · · 0...
.... . .
...
0 0 · · · C
x (k + 1|k)
x (k + 2|k)...
x (k + HP |k)
(3.12)
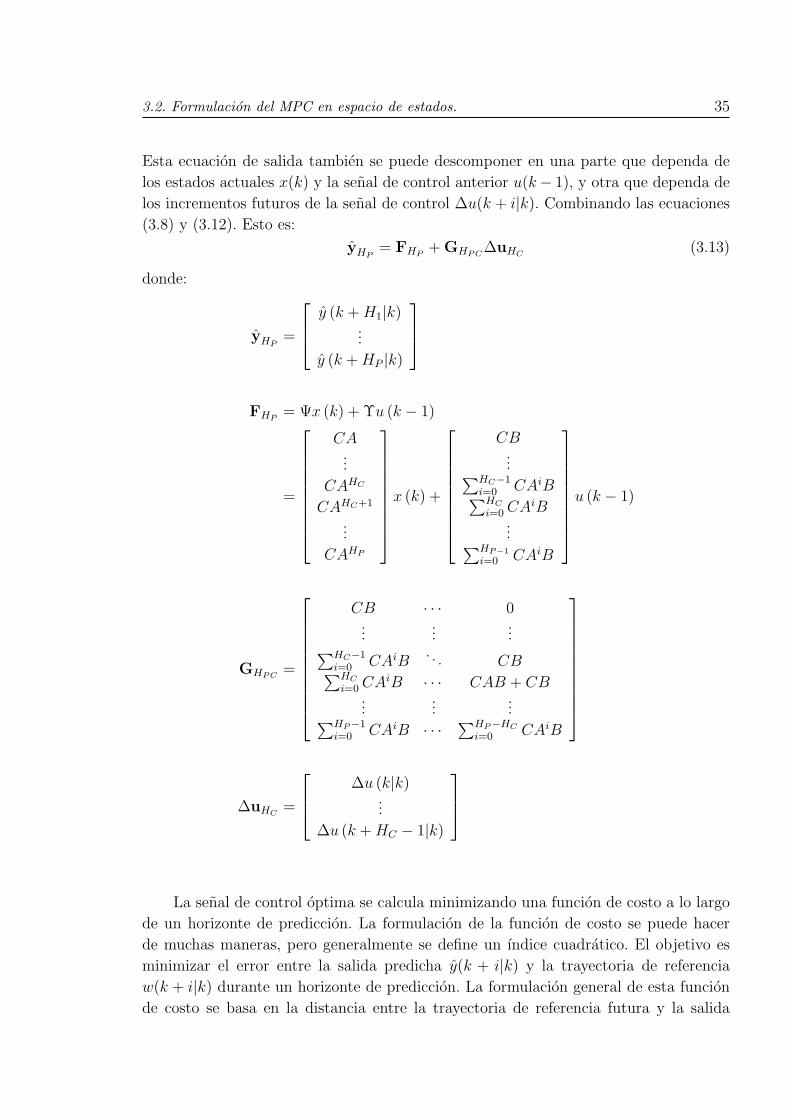
3.2. Formulacion del MPC en espacio de estados. 35
Esta ecuacion de salida tambien se puede descomponer en una parte que dependa de
los estados actuales x(k) y la senal de control anterior u(k− 1), y otra que dependa de
los incrementos futuros de la senal de control ∆u(k + i|k). Combinando las ecuaciones
(3.8) y (3.12). Esto es:
yHP= FHP
+ GHPC∆uHC
(3.13)
donde:
yHP=
y (k + H1|k)...
y (k + HP |k)
FHP= Ψx (k) + Υu (k − 1)
=
CA...
CAHC
CAHC+1
...
CAHP
x (k) +
CB...∑HC−1
i=0 CAiB∑HC
i=0 CAiB...∑HP−1
i=0 CAiB
u (k − 1)
GHPC=
CB · · · 0...
......
∑HC−1i=0 CAiB
. . . CB∑HC
i=0 CAiB · · · CAB + CB...
......∑HP−1
i=0 CAiB · · · ∑HP−HC
i=0 CAiB
∆uHC=
∆u (k|k)...
∆u (k + HC − 1|k)
La senal de control optima se calcula minimizando una funcion de costo a lo largo
de un horizonte de prediccion. La formulacion de la funcion de costo se puede hacer
de muchas maneras, pero generalmente se define un ındice cuadratico. El objetivo es
minimizar el error entre la salida predicha y(k + i|k) y la trayectoria de referencia
w(k + i|k) durante un horizonte de prediccion. La formulacion general de esta funcion
de costo se basa en la distancia entre la trayectoria de referencia futura y la salida

36 Capıtulo 3. El control predictivo multivariable.
predicha del proceso y una penalizacion al esfuerzo de control:
J =
HP∑i=H1
[w (k + i|k)− y (k + i|k)]2 +
HC∑i=1
λ [∆u (k + i− 1|k)]2 (3.14)
Donde:
H1 y HP son los lımites en el horizonte de prediccion (se toma H1 = 1).
HC es el horizonte de control.
λ es el factor de peso de los incrementos de senal de control.
La trayectoria de referencia w(k + i|k), es la respuesta deseada en lazo cerrado del
sistema y tiene que ser considerado en la sintonıa del controlador. La construccion de
esta senal esta basada en un modelo de referencia, el cual puede ser de cualquier orden;
esto depende de las necesidades del control de proceso. Cabe mencionar que a medida
que el orden sea mayor, el numero de calculos aumentara.
Los criterios para determinar que modelo usar son: tiempo de respuesta, no sobrepa-
so, etc. Su naturaleza es generalmente diferente del modelo del proceso. Por facilidad
de calculo, el modelo que se utiliza es de primer orden, dejando abierta la opcion de
usar modelos de orden mayor:
w (k + i|k) = s (k + i|k)− αi [s (k)− y (k)] 1 ≤ i ≤ HP (3.15)
Donde:
s(k) Es la senal de salida del proceso deseada.
y(k) Es la salida actual del proceso.
α Determina la suavidad de aproximacion de la senal de salida actual a la
salida deseada, por lo general es una constante (0 ≤ α ≤ 1).
Definiendo:
w =
w (k + 1|k)...
w (k + HP |k)
la funcion de costo (3.14) puede ser reescrita en terminos de (3.13) de la siguiente
manera:
J = (GHPC∆uHC
+ FHP−w)T (GHPC
∆uHC+ FHP
−w) + ∆uTHC
λ∆uHC(3.16)
Derivando esta expresion con respecto a ∆uHCe igualando a cero, podemos obtener
los incrementos optimos de la senal de control a lo largo de HC :
δJ
δ∆uHC
= 0

3.3. Estimacion de estados. 37
(GHPC∆uopt + FHP
−w)T GHPC+ ∆uT
optλI = 0
Finalmente la expresion de los incrementos optimos en senal de control esta dado
por:
∆uopt =(GT
HPCGHPC
+ λI)−1
GHPC(w− FHP
) (3.17)
Como se usa una estrategia de control deslizante, solo se envıa el primer elemento de la
secuencia ∆uopt, y se vuelven a repetir los calculos en el siguiente perıodo de muestreo.
Notese que en caso de no tener el vector de estados completamente medible, se requerirıa
de un observador.
La estructura de este controlador puede ser representado como se muestra en las
Figuras 3.1 y 3.2 donde se muestran los casos del vector de estados completamente
medible y con el uso del observador de estados respectivamente. El bloque KMPC
esta definido por:
KMPC = [I 0 0 . . . 0] (GTHPC
GHPC+ λI)−1GHPC
Para el caso multivariable en donde se tiene una planta con m entradas, l estados
y n salidas controladas las dimensiones de las matrices y vectores involucrados en el
calculo de la ley de control se resumen en la Tabla 3.1.
3.3. Estimacion de estados
El algoritmo para obtener la senal de control optima en cada tiempo de muestreo,
considera el vector de estados x(k) completamente medible. Dado que este no siempre
es el caso, se requiere en ocasiones estimar el estado1 . Para este proposito, se utilizara el
filtro de Kalman:
x(k + 1) = Ax(k) + Bu(k) + K(y(k)− Cx(k)) (3.18)
donde x es el estado estimado, y A, B y C las matrices del sistema, de entrada y salida
respectivamente. Si se asumen las matrices de covarianza de los estados (W ) y del ruido
a la salida (V ) conocidos; la matriz de ganancia K puede ser obtenida resolviendo la
ecuacion algebraica de Riccati [Astrom y Wittenmark, 1990]:
K = (BT SB + V )−1BT SA
donde S satisfase la ecuacion:
AT SA− S − AT SB(BT SB + V )−1BT SA + W = 0.
1 Estimar se refire al hecho de calcular el valor del estado en el tiempo actual, mientras que, predecires calcular como evolucionara el estado en instantes futuros.

38 Capıtulo 3. El control predictivo multivariable.
Planta
Z-1
Z - 1
Z
KMPC
u(k)
u(k-1)
w(k) (k) y(k) = x(k)u(k|k)
Figura 3.1: Estructura del control MPC en espacio de estados.
Planta
Z-1
Z - 1
Z
KMPC
u(k)
u(k-1)
u(k|k)w(k) (k) y(k)
Observadorx(k|k)x(k|k)~
Figura 3.2: Estructura del control MPC en espacio de estados con observador.
Tabla 3.1: Dimensiones de las matrices y vectores involucrados en el calculo de u(k)
Matriz Dimensiones
λI mHC ×mHC
Ψ n(HP −H1 + 1)× l
Υ n(HP −H1 + 1)×m
GHPCn(HP −H1 + 1)×mHC
(w− FHP) n(HP −H1 + 1)× 1
(GTHPC
GHPC+ λI) mHC ×mHC
GTHPC
(w− FHP) mHC × 1

3.4. Alternativas del vector de estados. 39
3.4. Alternativas del vector de estados
Como es usual, el modelo de la planta: ecuaciones (3.1) y (3.2), expresa a los
estados x de la planta en terminos de la entrada u, sin embargo la funcion de costo
(3.14) penaliza los incrementos de la senal de control (∆u) en vez de los valores de la
senal de control (u) por sı mismos e incluso el controlador MPC calcula incrementos de
la senal de control y no la senal propiamente. Es por ello que en ocasiones es conveniente
redefinir el vector de estados. Una manera de hacer esto es:
ξ =
[x(k)
u(k − 1)
](3.19)
lo cual nos lleva a un modelo incremental de la planta:
[x(k + 1)
u(k)
]=
[A B
0 I
] [x(k)
u(k − 1)
]+
[B
I
]∆u(k)
y(k) =[
C 0] [
x(k + 1)
u(k)
]
Otra forma menos obvia de definir el estado es:
ξ =
∆x(k)
y(k)
z(k)
(3.20)
donde ∆x(k) = x(k) − x(k − 1), y(k) son las salidas del sistema y z(k) corresponde a
las salidas controladas, puesto que se considera que no todas las variables de salida son
variables controladas. De la ecuacion (3.1) tenemos:
x (k + 1) = Ax (k) + Bu (k)
x (k) = Ax (k − 1) + Bu(k − 1)
∆x (k + 1) = A∆x (k) + B∆u (k)
Por lo que tenemos la representacion:
∆x(k + 1)
y(k + 1)
z(k + 1)
=
A 0 0
CyA I 0
CzA 0 I
∆x(k)
y(k)
z(k)
+
B
CyB
CzB
∆u(k)
y(k) =
[0 I 0
0 0 I
]
∆x(k)
y(k)
z(k)
A partir de estas nuevas representaciones es posible hacer un procedimiento similar
que el presentado en la Seccion 3.2 y encontrar una nueva ley de control equivalente a

40 Capıtulo 3. El control predictivo multivariable.
la que se muestra en la ecuacion (3.17). Ambas representaciones han sido utilizadas en
la literatura de MPC, la primera representacion (3.19) fue utilizada en la formulacion
del PFC2 [Richalet, 1992], mientras que la segunda representacion (3.20) fue propuesta
por [Morari y Ricker, 1998] y es la que actualmente utiliza el Model Predictive Control
Toolboxr de Matlabr.
3.5. Restricciones
En los puntos anteriores, el problema de control fue formulado considerando que
todas las senales en el proceso tienen un rango ilimitado, sin embargo en la practica
todos los procesos estan sujetos a restricciones. Los actuadores tienen un campo limitado
de accion ası como una determinada velocidad de cambio (slew rate), como es el caso
de las valvulas, limitadas por las posiciones de totalmente abierta o cerrada y por
la velocidad de su respuesta. Razones constructivas, de seguridad o medioambientales
o bien los propios alcances de los sensores pueden causar lımites en las variables de
proceso, tales como niveles en depositos, flujo en tuberıas o temperaturas y presiones
maximas. Considere la Figura 3.3 donde se ilustra el punto de operacion usual de un
proceso cuando es controlado por una tecnica de control convencional (como lo pudiera
ser un PI). El proceso trabaja dentro de una region de confort para el operador. Esto
para evitar violar alguna de las restricciones marcadas para el proceso. Sin embargo,
el punto de operacion, no es el punto en donde se pueden obtener los maximos bene-
ficios economicos, ya que este punto se ubica cerca de las restricciones. Para operar
en este punto sin peligro de violar alguna restriccion, el sistema de control, tiene que
“anticiparse” a las violaciones de las restricciones, y corregirlas de manera apropiada.
En la practica, la forma mas comun de manejar esto es calculando la senal de
control u(k) sin tomar en cuenta las restricciones. Si u(k) viola la restriccion, se satura
a sus lımites, ya sea por el programa de control o por el mismo actuador. La capacidad
de predecir es una de las grandes ventajas del control predictivo y no se utiliza a todo
su potencial con esta manera de operar, ademas que no se garantiza que se obtendra la
senal optima u(k) cuando se violen las restricciones.
Las restricciones de un proceso pueden originar, lımites en la senal de control
(Umin,Umax), limites en el slew rate en el actuador (∆umin,∆umax) y lımites en las
senales de salida (ymin,ymax), y pueden ser descritas respectivamente por:
Umin ≤ u (k) ≤ Umax
∆umin ≤ u (k)− u (k − 1) ≤ ∆umax
ymin ≤ y (k) ≤ ymax
(3.21)
2 PFC, por sus siglas en ingles: Control Predictivo Funcional. Ver pagina 25.

3.5. Restricciones. 41
Aperturas de las válvulas
PresiónFlujos de líquidos
Niveles
Máximas temperaturas
Agua de
enfriamiento
Región de confortpara el operador
Óptimo económico
Beneficiosobtenidos
Punto deoperación usual(No óptimo)
Regiónoperativa aceptable
Figura 3.3: Punto de control optimo en un proceso.
3.5.1. Restricciones en el control predictivo
Parece logico que al disponer de un modelo dinamico del proceso se pueda conocer
la evolucion futura de su salida y por tanto se pueda saber si esta va a violar o no las
restricciones y poder actuar en consecuencia.
Para formular el algoritmo MPC con restricciones hay que expresar estas en funcion
de la variable sobre la que se puede actuar, es decir, en funcion de u. Las restricciones
en la entrada estan ya expresadas en funcion de u y para las restricciones en la salida
se hace uso de las ecuaciones de prediccion que expresan el valor futuro de las salidas
en funcion de las senales de control futuras y valores conocidos en el instante k.
El controlador calcula la prediccion como lo expresa la ecuacion (3.13), por lo que
tanto entradas como salidas se pueden expresar en funcion del vector de incrementos
de la senal de control, ası para un proceso de m entradas, n salidas y restricciones en
los horizontes HP y HC , las restricciones de las inecuaciones (3.21) se pueden expresar
como:
1mUmin ≤ T∆uHC+ 1mu(k − 1) ≤ 1mUmax
1m∆umin ≤ ∆uHC≤ 1m∆umax
1nymin ≤ FHP+ GHPC
∆uHC≤ 1nymax
(3.22)
donde 1m es una matriz de dimension (HC×m)×m formada por HC matrices identidad
de m×m; 1n es una matriz de dimension (HP×n)×n formada por HP matrices identidad
de n× n; y T es una matriz de dimension HC ×HC , con forma triangular inferior por

42 Capıtulo 3. El control predictivo multivariable.
bloques cuyos elementos no nulos son matrices identidad de m×m. Es decir:
1m =
Im×m
Im×m
...
Im×m
; 1n =
In×n
In×n
...
In×n
; T =
Im×m 0 · · · 0
Im×m Im×m...
.... . . 0
Im×m · · · Im×m
Las restricciones, en forma condensada se pueden expresar como:
Ru ≤ c (3.23)
siendo:
R =
IHC×HC
−IHC×HC
T
−T
GHPC
−GHPC
; u = ∆uHC; c =
1m∆umax
1m∆umin
1mUmax − 1mu(k − 1)
−1mUmin + 1mu(k − 1)
1nymax − FHP
−1nymin + FHP
Aparte de las restricciones en amplitud, a la salida se le pueden aplicar otro tipo de
restricciones para forzar un determinado comportamiento temporal (movimiento dentro
de una banda, comportamiento monotono, evitar respuesta inicial inversa, etc.) como se
muestra en [Camacho, 2004], pudiendo expresarlas tambien de la forma generica (3.23).
3.5.2. Solucion del problema
Con la adicion de restricciones el problema general de control predictivo cambia.
Se puede formular ahora como:
minu
J(u) = minu
1
2uTHu + fTu + b (3.24)
sujeto a Ru ≤ c (3.25)
con:
H = 2(GT
HPCGHPC
+ λI)
fT = 2 (FHP−w)T GHPC
b = (FHP−w)T (FHP
−w)
Por lo que la solucion se convierte en un problema de optimizacion con una funcion
objetivo cuadratica y restricciones lineales, es decir se requiere la solucion de un proble-
ma de programacion cuadratica (QP). Como se sabe que el Hessiano3 de J(u) es una
3 El Hessiano o discriminante de una funcion es la doble derivada de dicha funcion.

3.5. Restricciones. 43
matriz definida positiva (H > 0), este problema es convexo, tiene solucion y existen
metodos suficientemente probados, como lo es el metodo de conjuntos activos que se
describe a continuacion.
Conjuntos activos
El metodo de solucion utilizado para la resolucion del problema de programacion
cuadratica en esta tesis es un metodo iterativo de optimizacion llamado: conjuntos
activos [Fletcher, 1980].
En esta seccion se considerara el problema general de programacion cuadratica4 :
minθ
J(θ) = minθ
1
2θT Φθ+φT θ (Φ = ΦT ≥ 0) (3.26)
sujeto a Hθ = h (3.27)
Ωθ ≤ ω (3.28)
Como resultado de que el problema es convexo (Φ = ΦT ≥ 0) las condiciones
necesarias y suficientes para que θ sea el optimo global, estan dadas por las condiciones
de Karush-Kun-Tucker : deben existir vectores (multiplicadores Lagrangianos) λ ≥ 0 y
ζ, ası como un vector τ ≥ 0, tal que
Φθ + HT ζ + ΩT λ = −φ (3.29)
−Hθ = −h (3.30)
−Ωθ − τ = −w (3.31)
τT λ = 0 (3.32)
El metodo de conjuntos activos asume un punto inicial en la variable de decision θ
que cumpla con las restricciones. Para tal solucion, las restricciones de igualdad (3.27)
por supuesto se cumplen y un subconjunto de restricciones de desigualdad (3.28) estan
activas5 . Este subconjunto de restricciones se llama conjunto activo. Es posible que
este subconjunto este vacıo si ninguna de las restricciones se encuentra activa en el
punto factible. Se usa el sufijo a para denotar las filas de (3.28) que se encuentran en
el conjunto activo, por lo que
Ωaθ = ωa
Suponga que en la r-esima iteracion se tiene una solucion factible θr. El metodo de
conjunto activo encuentra una posible solucion en θr+∆θ la cual minimiza la funcion de
4 Note que este problema es el mismo problema que el presentado en las ecuaciones (3.24) y (3.25).Solamente se cambian las variables (u = θ, H = Φ, fT = θ, R = Ω, c = w) y se aumenta una restriccionde igualdad (3.27) para tratar el problema general de programacion cuadratica.
5 La restriccion esta activa si la posible solucion se encuentra en la restriccion.

44 Capıtulo 3. El control predictivo multivariable.
costo (3.26) que cumple con las restricciones de igualdad Hθ = h y Ωaθ = ωa, sin tomar
en cuenta las restricciones de desigualdad que no estan activas. Si la solucion es factible,
esto es si Ω(θr +∆θ) ≤ ω, entonces se acepta la siguiente iteracion θr+1 = θr +∆θ. Si no
es factible, entonces se hace una busqueda en la direccion de ∆θ para encontrar donde
se perdio la factibilidad (donde alguna restriccion se volvio activa). La solucion en este
punto se acepta como la siguiente iteracion θr+1 = θr + αr∆θ, donde 0 ≤ αr ≤ 1, y una
nueva restriccion activa se suma al conjunto activo.
Solamente falta saber cuando se tiene una solucion global del problema de progra-
macion o cuando se puede tener otra respuesta que reduzca J(θ). Esta decision puede ser
tomada verificando si las condiciones de Karush-Kun-Tucker (3.29)-(3.32) se cumplen
en θr+1. Note que la condicion complementaria (3.32) implica que los elementos de λ
correspondientes a las restricciones inactivas son cero, ya que los elementos de τ son
positivos. Ası, solo los elementos de λ correspondientes a las restricciones activas nece-
sitan ser evaluados; si λ ≥ 0 la solucion global ha sido encontrada, si no, se requiere
de otra iteracion. Suponga que λq < 0. Ya que λq es un multiplicador Lagrangiano co-
rrespondiente a la q-esima restriccion de desigualdad activa (por suposicion), su valor
negativo indica que la funcion de costo puede ser reducida haciendo esta restriccion
inactiva, por lo que la q-esima restriccion se remueve del conjunto activo (si mas de un
elemento de λ es negativo, entonces solamente se remueve la correspondiente restriccion
mas negativa).
Notese que J(θr+1) < J(θr) por lo que el proceso de iteracion garantiza llegar
al optimo global, debido a la convexidad del problema. Una ventaja del metodo de
conjuntos activos sobre otros metodos de solucion en el control predictivo es que las
iteraciones permanecen factibles una vez que la solucion factible inicial se haya encon-
trado. En muchos problemas de control predictivo la factibilidad es mas importante que
el hecho que la solucion sea optima.
Ahora se considera con mas detalle la minimizacion de la funcion de costo en la
r-esima iteracion. La nueva funcion de costo es
J (θr + ∆θ) =1
2(θr + ∆θ)T Φ(θr + ∆θ) + φT (θr + ∆θ) (3.33)
= J(θr) +1
2∆θT Φ∆θ + (φT + θT
r Φ)∆θ (3.34)
Por lo que el problema de minimizacion a resolver se puede escribir como
min∆θ
J(∆θ) = min∆θ
1
2∆θT Φ∆θ + φT
r ∆θ (3.35)
sujeto a H∆θ = 0 (3.36)
Ωa∆θ = 0 (3.37)
donde φr = φ + Φθr. Este es un problema convexo de programacion cuadratica pero
ahora solamente con restricciones lineales. Se resuelve mediante el metodo de multi-
plicadores Lagrangianos — esto es, usando las condiciones de Karush-Kun-Tucker —

3.5. Restricciones. 45
pero como solo hay restricciones lineales unicamente se necesitan (3.29) y (3.30). Sin
embargo es conveniente separar el vector ζ en aquellas restricciones correspondientes
a H∆θ = 0 y a las correspondientes a Ωa∆θ = 0. A las que se llamaran ∆ζ y ∆λ
respectivamente. Por lo que las condiciones Karush-Kun-Tucker son que deben existir
vectores ∆ζ y ∆λ tal que
Φ∆θ + HT ∆ζ + ΩTa ∆λ = −φr (3.38)
−H∆θ = 0 (3.39)
−Ωa∆θ = 0 (3.40)
Las cuales se pueden poner de forma matricial
Φ HT ΩTa
H 0 0
Ωa 0 0
∆θ
∆ζ
∆λ
=
−φr
0
0
y puede ser resuelta por una version de la eliminacion Gausiana, la cual involucra la
factorizacion de la matriz del lado izquierdo en el producto de una matriz triangular
inferior L y una matriz triangular superior U :
Φ HT ΩTa
H 0 0
Ωa 0 0
= LU
Obteniendose la factorizacion, la solucion de la minimizacion de J (∆θ) se obtiene rapi-
damente ya que se requiere la solucion (para η) de
Lη =
−φr
0
0
seguido por la solucion de
U
∆θ
∆ζ
∆λ
= η
obteniendose el valor buscado de ∆θ.
Punto inicial factible
Para iniciar el algoritmo se requiere un punto inicial que cumpla con la restric-
ciones (3.27) y (3.28), claro, este punto no es unico. El punto es facilmente encontrado
haciendolo igual a la ultima senal de control aplicada al proceso u(k + i) = u(k − 1),

46 Capıtulo 3. El control predictivo multivariable.
suponiendo de que u(k − 1) se encuentre en una region permitida. Sin embargo, este
no es un buen punto inicial sobre todo si la salida deseada cambia en el instante k, y
puede verse reflejado en la eficiencia del algoritmo.
Si se encuentran presentes restricciones complejas, como lo pueden ser las restric-
ciones de salida, el punto inicial no puede calcularse utilizando la ultima senal de control.
Una manera de encontrar este punto es usando el siguiente algoritmo [Camacho, 2004]:
1. Proponer cualquier punto inicial u0.
2. Calcular r = Ru0 − c.
3. Si r ≤ 0 ALTO, el punto es factible.
4. rmax = max(r).
5. Resuelva el problema aumentado de optimizacion usando conjuntos activos
minu
J(u) = minu
[0 0 . . . 0 1] u
sujeto a Ru ≤ c
con:
u =
[u
z
], R =
[R
−1
]
y el punto inicial
u =
[u0
rmax
]
Este punto inicial es factible para este problema.
6. Si J(uopt) ≤ 0 se ha encontrado una solucion inicial para el problema original
(3.24), de otra manera, el problema original no es factible.
3.5.3. Gestion de restricciones
Durante la etapa de optimizacion pueden aparecer problemas de no existencia de
una solucion optima para un conjunto restricciones dadas. La factibilidad de un pro-
blema de optimizacion significa que la funcion objetivo esta acotada y que todas las
restricciones se cumplen.
El problema de la falta de solucion puede ser debido a cambios en referencias que
hagan incompatibles las restricciones (se quiera llevar alguna variable a un punto que es
imposible de alcanzar con una entrada que este acotada). Restricciones que no causan
problemas en operacion normal pueden producir problemas bajo ciertas circunstancias.

3.6. Pruebas realizadas al controlador. 47
Puede que una perturbacion o cambio de referencia grande force a una variable fuera
de su lımite y sea imposible introducirla de nuevo en su zona permitida con senales
de control de energıa limitada. En estos casos las restricciones se hacen temporalmente
incompatibles.
Las posibles soluciones para este problema, son [Camacho, 2001]:
1. Desconexion del controlador. Consiste en la posicion manual cuando aparecen
las incompatibilidades de restricciones y volver a operacion automatica cuando se
recupera la admisibilidad de la solucion. Este metodo tiene la seria desventaja de
depender de la habilidad del operador para llevar al proceso de vuelta a la region
permitida de operacion.
2. Eliminacion de restricciones. La factibilidad se analiza en cada perıodo de muestreo,
por lo que la eliminacion de restricciones se realiza de forma temporal. La elimi-
nacion de un grupo de restricciones ha de realizarse en aquellos casos en que el
conjunto completo de restricciones que se imponen sobre el sistema sea incom-
patible. Cada vez que existe un problema de incompatibilidad de restricciones, se
forma un conjunto de restricciones no admisibles que no se tienen en cuenta en el
proceso de optimizacion.
3. Relajacion de restricciones. Se puede hacer una relajacion de los lımites de forma
temporal o convertir restricciones duras (Ru ≤ c), cambiandolas en restricciones
blandas (Ru ≤ c + ε, con ε ≤ 0). Esto para asegurar la existencia de solucion. Se
anade un termino εT ε a la funcion de costo de forma que se penalice la violacion
de la restriccion y ası obtener un mejor comportamiento del sistema controlado.
A largo plazo, el termino de penalizacion en la funcion objetivo llevara al proceso
de vuelta a la region permitida de operacion.
3.6. Pruebas realizadas al controlador
El controlador MPC propuesto en la Secciones 3.2 a 3.5 fue programado en una
funcion S discreta. Una funcion S es la descripcion mediante lıneas de codigo de un
bloque de Simulinkr y utilizan una sintaxis especial para interactuar con los algoritmos
internos de Simulinkr para solucionar los diversos tipos ecuaciones y otras funciones
propias de Matlabr.
El programa se resume en el diagrama de flujo de la Figura 3.4 que se ejecuta
en cada instante de muestreo. Donde con ayuda del modelo del proceso formulado en
espacio de estados (parametros A, B, C, D) se predice la evolucion futura de la salida y
con la ecuacion (3.13). Al mismo tiempo se genera una trayectoria de referencia w con
la ecuacion (3.15), para tener una suave aproximacion al punto de ajuste (set point).
y y w se sustituyen en la funcion de costo (3.16) y finalmente, si existen restricciones

48 Capıtulo 3. El control predictivo multivariable.
A, B, C, D
Fin(u)
Generación
de predicciones (Ec. 3.13)
Inicio
Modelo
Interno(Ecs. 3.1, 3.2)
Generación
de trayectoria
interna
(Ec. 3.15)
Optimización (Ec. 3.17/conjuntos activos)
Función
objetivo
(Ec. 3.24/3.25)
x, y, u, v
y
u(k)
w, y
Figura 3.4: Diagrama de flujo del controlador.
se resuelve el problema de optimizacion con el metodo de conjuntos activos, si no, se
utiliza la solucion explıcita (3.17).
Se presentan a continuacion algunas pruebas realizadas con el controlador pre-
dictivo con el objetivo de mostrar mediante simulaciones de que manera afectan los
parametros de sintonıa del controlador α y λ a la respuesta en lazo cerrado; el hecho de
que el modelo de prediccion sea diferente del “modelo real” del proceso; la incorporacion
de restricciones al problema de control; y la extension al caso multivariable.
3.6.1. Caso 1: Control monovariable
Considere un calentador de agua donde la temperatura de salida depende de la
energıa suministrada al agua a traves de un quemador, vea la Figura 3.5. Entonces la
temperatura y(z) puede ser controlada a traves de la valvula u(z) que manipula el flujo
de gas que alimenta al quemador. La funcion de transferencia que describe al sistema
es [Camacho, 2001]:
G(z) =y(z)
u(z)=
0.16278
z3 − 0.8351z2(3.41)
con un tiempo de muestreo de 1 minuto.

3.6. Pruebas realizadas al controlador. 49
Agua calienteAgua fría
Válvula de
control
Gas
Figura 3.5: Calentador de agua.
El sistema puede ser descrito en espacio de estados como:
x (k + 1) =
0.8351 0 0
1 0 0
0 1 0
x (k) +
1
0
0
u (k)
y (k) =[
0 0 0.16278]x (k)
La eleccion de los horizontes de prediccion y de control se hacen con base en las
constantes de tiempo del sistema y el tiempo de muestreo. La respuesta al escalon
(unitario) de G(z) se muestra en la Figura 3.6, donde se aprecia que la constante de
tiempo del sistema es de alrededor de 10 min. Se escoge un horizonte de prediccion
igual a la constante de tiempo del sistema. Ya que el tiempo de muestreo es de 1 min,
HP = 10. El horizonte de control se escoge menor al horizonte de prediccion, HC = 5.
Con lo que obtenemos las respuestas del sistema mostradas en la Figura 3.7.
Los parametros λ y α son los correspondientes a las ecuaciones (3.14) y (3.15)
respectivamente. Se observa que a medida que el factor de peso de la senal de control
λ decrece, se tienen cambios en la senal de control mas grandes, y a medida de que el
parametro de ajuste de la trayectoria de referencia α aumenta, la convergencia de la
salida con la salida deseada es mas suave.
0 5 10 15 20 25 300
0.5
1
1.5
2 Respuesta al escalón
Tiempo (min)
Tem
pera
tura
(oC
)
Figura 3.6: Respuesta al escalon del calentador de agua.

50 Capıtulo 3. El control predictivo multivariable.
0 5 10 150
20
40
60
80
Tiempo (min)
Tem
p (o
C)
Salida
Set point
λ =1 α=0.7
λ =1 α=0
λ =0.5 α=0.7
0 5 10 150
20
40
60
80
100
120
140
Tiempo (min)
Ape
rtur
a de
la v
álvu
la (
%)
Entrada
Figura 3.7: Caso 1. Respuesta a diferentes valores de λ y α.
3.6.2. Caso 2: Modelo de prediccion diferente a la planta
El caso anterior, es el caso mas sencillo puesto que se tiene un modelo de prediccion
identico al “modelo real” de la planta, esto implica que se tiene un modelado perfecto.
Sin embargo, en la practica es imposible tener un modelo que logre representar la
dinamica de la planta al cien por ciento. Por ello, en este caso se plantea un modelo de
prediccion diferente al “modelo real”. El modelo de prediccion sera ahora la funcion de
transferencia discreta muestreada a 1 min:
G(z) =0.18
z3 − 0.8351z2(3.42)
Note que ahora el modelo de la planta (3.41) difiere del modelo utilizado para la
prediccion (3.42) por una ligera variacion en el numerador, que pudiera corresponder a
una variacion en el flujo de agua frıa (ver Figura 3.5). Para este caso, la respuesta en
lazo cerrado no va a ser la que se quiere lograr debido a que no se predice la salida del
calentador correctamente. Se puede corregir este problema introduciendo a la prediccion
un termino de correccion que consiste en la diferencia entre la salida actual de la planta y

3.6. Pruebas realizadas al controlador. 51
la salida del predictor para posteriormente introducirla al calculo de la senal de control.
yP (k + i + 1|k) = yM (k + i + 1|k) + [yS (k)− yM (k|k)] (3.43)
Donde yM (k|k) es la primera prediccion con el modelo en el tiempo de muestreo k;
yP (k + i|k) es la i-esima prediccion corregida en el tiempo de muestreo k; yS (k) es
la salida del sistema en el tiempo de muestreo k. Esta nueva prediccion yP se conoce
tambien como prediccion en lazo cerrado.
Se observa en la Figura 3.8, la comparacion del control del calentador de agua
(3.41) con un modelo de prediccion diferente al modelo de la planta (3.42). En el primer
controlador no se toma en cuenta esta variacion, por lo que la respuesta en lazo cerrado
de la planta no converge a la salida deseada; mientras que en el segundo controlador se
toma en consideracion la diferencia que existe entre el modelo de prediccion y la planta
mediante (3.43). En donde se puede apreciar, que haciendo uso de la prediccion en lazo
cerrado se puede llegar a la salida deseada, a pesar de la diferencia del modelo. Los
parametros de sintonıa de ambos controladores son HP = 10, HC = 5, λ = 1 y α = 0.7.
0 2 4 6 8 10 12 14 16 18 200
10
20
30
40
50
60
70
Tiempo (min)
Tem
p (o
C)
Salida
Set point
Controlador 1
Controlador 2
0 2 4 6 8 10 12 14 16 18 200
20
40
60
80
100
Ape
rtur
a de
la v
álvu
la (
%)
Tiempo (min)
Entrada
Figura 3.8: Caso 2. Modelo diferente de la planta.

52 Capıtulo 3. El control predictivo multivariable.
3.6.3. Caso 3: Restricciones
En la Figura 3.7, se aprecia que todas las senales de control aplicadas demandan
que la valvula supere el 100 % de apertura. Desde un punto de vista practico esto no
es posible, por lo que en este caso se introduce una restriccion a la senal de control:
0 ≤ u (t) ≤ 100
En la Figura 3.9 se aprecia la comparacion del control del calentador de agua (3.41)
cuando se tiene en cuenta la restriccion en la senal de control. En el primer controlador
se hace el calculo de la senal de control como fue calculada en la Seccion 3.2 y si u(k)
viola la restriccion se satura a sus lımites. Para el segundo controlador se toma en cuenta
la restriccion en la optimizacion y la senal de control u(k) se calcula con el metodo de
conjuntos activos. Ambos controladores fueron sintonizados con los mismos parametros
(HP = 10, HC = 5, λ = 1, α = 0.7).
Se dice que la familia de controladores predictivos son un tipo de control optimo
porque optimiza el proceso tomando en cuenta algun criterio (el error en este caso) y
esto se puede comprobar sacando el area bajo la curva de las senales de control aplicadas
0 5 10 15 20 25 300
10
20
30
40
50
60
70
Tiempo (min)
Tem
p (o
C)
Salida
Controlador 1
Controlador 2
Setpoint
0 5 10 15 20 25 300
20
40
60
80
100
Tiempo (min)
Ape
rtur
a de
la v
álvu
la (
%)
Entrada
Figura 3.9: Caso 3. Restricciones en el controlador.

3.6. Pruebas realizadas al controlador. 53
al proceso que son proporcionales al gas suministrado al quemador. En el caso cuando
se consideran las restricciones en el calculo de la senal de control, el area bajo la curva
es menor (5, 682.1 < 5, 705.8) y la senal controlada se estabiliza antes que cuando no se
toman en cuenta las restricciones del proceso, pues el controlador logra “anticiparse” a
la violacion de las restricciones.
3.6.4. Caso 4: Control multivariable
Finalmente se tiene como ultimo caso, un sistema multivariable. Como se ha men-
cionado, la extension de la formulacion del caso monovariable al caso multivariable del
controlador predictivo es directa.
Considere el proceso mostrado en la Figura 3.10, el proceso consiste en cuatro
tanques, organizados en parejas (derecha e izquierda), donde el agua de los tanques de
arriba fluye hacia los tanques de abajo. Se utilizan dos bombas para alimentar a los
tanques. Cada una bombea agua a un tanque superior y uno inferior de lados opuestos,
con una valvula de tres vıas se regula el flujo de agua hacia cada tanque. Las variables
de control son los voltajes de las bombas que van de 0 a 10 V.
Tanque
3
Tanque
4
Tanque
1Tanque
2 Bomba 2
u2
Bomba 1
u1
Figura 3.10: Sistema de cuatro tanques.

54 Capıtulo 3. El control predictivo multivariable.
Los estados del sistema son los niveles de agua en cada tanque (expresados en cm)
x1, x2, x3 y x4 respectivamente, siendo el maximo nivel de cada tanque 19.8 cm. La
dinamica del sistema esta dada por [Johanson, 2006]:
dx(t)
dt=
− 1
T1
0A4
A1T3
0
0 − 1
T2
0A4
A2T4
0 0 − 1
T3
0
0 0 0 − 1
T4
x(t) +
γ1k1
A1
0
0γ2k2
A2
0(1− γ2)k2
A3
(1− γ1)k1
A4
0
u(t)
y(t) =
[1 0 0 0
0 1 0 0
]x(t)
donde:
Ti =Ai
ai
√2x0
i
g
Los parametros del sistema se presentan en la Tabla 3.2. Los valores escogidos para
las aperturas de las valvulas hacen que el sistema sea de fase no mınima6 , los polos se
encuentran en -0.0196, -0.0090, -0.0270 y en -0.0133; mientras que los ceros en -0.0654 y
0.0251. El objetivo de control es mantener los niveles de los tanques inferiores de forma
independiente y sin que el agua sobrepase la capacidad de los tanques.
Tabla 3.2: Valores de los parametros del sistema de cuatro tanques.
Parametros Valor Unidad Descripcion
A1, A2 28 cm2 Area transversal de los tanques 1 y 2.
A1, A2 32 cm2 Area transversal de los tanques 3 y 4.
a1, a2 0.071 cm2 Area transversal de los orificios de los
tanques 1 y 2.
a3, a4 0.057 cm2 Area transversal de los orificios de los
tanques 3 y 4.
k1, k2 3.33, 3.35 cm3/V s Relacion de flujo/voltaje de las bombas.
γ1, γ2 0.25, 0.35 Apertura de las valvulas.
g 981 cm/s2 Gravedad.
x01, x0
2, x03, x0
4 8.2,19.1,4.3,8.8 cm Punto de linealizacion.
6 Un sistema de fase mınima es un sistema dinamico que tiene todos sus ceros en la region deestabilidad (semiplano izquierdo para sistema continuos e interior del cırculo unitario para sistemas detiempo discreto). Si no se cumple dicha condicion se dice que el sistema es de fase no mınima.

3.6. Pruebas realizadas al controlador. 55
Los valores de restricciones introducidos al controlador son las que marca el sistema,
19.8 cm de nivel maximo para los tanques (salidas) y el rango de operacion de la bomba
(senal de control 0-10 V).
La eleccion de los horizontes de control y prediccion, fueron escogidos en base a
las constantes de tiempo del sistema (como en el primer caso). Horizontes muy cortos
pueden causar inestabilidad. Sin embargo, tampoco deben de ser escogidos muy grandes
ya que las operaciones se harıan mas complejas. El horizonte de prediccion es de 30 y
el de control es de 10. El tiempo de muestreo es de 3 segundos. Los valores de λ y α
son 0.1 y 0.7 respectivamente.
Como no todos los estados son medibles (x3 y x4 no son medibles), se debe de usar
un observador, que en este caso es el filtro de Kalman de la Seccion 3.3, para estimar los
estados. La matriz de covarianza de los estados W es una matriz identidad y la matriz
de covarianza ruido a la salida V es una matriz diagonal cuyos elementos no nulos son
0.01.
0 10 20 30 400
5
10
15
Tiempo (min)
Niv
el d
el ta
nque
1 (
cm)
Nivel
0 10 20 30 400
5
10
Tiempo (min)
Niv
el d
el ta
nque
2 (
cm)
Nivel
0 10 20 30 405
10
15
Tiempo (min)
Niv
el d
el ta
nque
3 (
cm)
Nivel
Setpoint
0 10 20 30 4012
14
16
18
20
Tiempo (min)
Niv
el d
el ta
nque
4 (
cm)
Nivel
Setpoint
0 10 20 30 400
2
4
6
8
Tiempo (min)
Señ
al a
la b
omba
1 (
Vol
ts)
Voltaje
0 10 20 30 400
2
4
6
8
Tiempo (min)
Señ
al a
la b
omba
2 (
Vol
ts)
Voltaje
Figura 3.11: Caso 4. Respuesta del sistema.

56 Capıtulo 3. El control predictivo multivariable.
Los resultados del control se muestran en la Figura 3.11. Como se logra apreciar
en la simulacion, el nivel inicial del segundo tanque se encuentra cerca de la restriccion.
La combinacion de un sistema de fase no mınima, multivariable, y operando cerca de
las restricciones, constituye un gran reto de control.
3.7. Conclusiones
En este capıtulo se presento la formulacion del control predictivo propuesto es esta
tesis para resolver los problemas de control. El modelo de prediccion es un modelo
en espacio de estados por la facilidad para la extension al caso multivariable. Para
la funcion de costo, se elige una funcion que minimiza los errores al cuadrado entre
la salida predicha (3.13) y una trayectoria de referencia (3.15); esta funcion de costo
(3.16) tambien penaliza los esfuerzos de control. La obtencion de la senal de control se
puede dividir en 2 casos:
1. Cuando no se toman en cuenta las restricciones del proceso. Entonces, la solucion
a la minimizacion se puede hallar de manera explıcita (3.17).
2. Cuando se toman en cuenta las restricciones. Para poder obtener la senal de control
se requiere de un metodo iterativo de optimizacion. Este metodo se presenta en la
Seccion 3.5.
Por ultimo, se programa el algoritmo de control para realizar algunas pruebas de
su funcionamiento. Para los cuatro casos presentados se observa un buen desempeno
del controlador, inclusive, cuando el modelo de prediccion difiere del “modelo real” del
proceso controlado o cuando el proceso es multivariable, de fase no mınima y opera
cerca de las restricciones.

Capıtulo 4
Modelado matematico de una
columna de destilacion binaria
El objetivo principal de este capıtulo es presentar el modelo dinamico de la colum-
na de destilacion binaria que sera utilizada para las pruebas finales del controlador
predictivo expuesto en el Capıtulo 3.
En la Seccion 4.1 hace una pequena resena historica del estudio de las columnas de
destilacion. En la Seccion 4.2 se enumeran las suposiciones hechas para la formulacion
del modelo. En la Seccion 4.3 se describe la relacion de equilibrio que existe entre las
fases lıquida y de vapor correspondiente a la mezcla binaria. Las Secciones 4.4 y 4.5
tratan el calculo de los flujos molares, masas molares y los parametros fısicos de la
mezcla en la etapa de alimentacion. En la Secciones 4.6 y 4.7 se describen los balances
de materia y energıa mediante ecuaciones diferenciales. La Seccion 4.8 contiene la des-
cripcion de la planta piloto donde se realizan pruebas experimentales y la validacion de
modelo obtenido. Por ultimo, en la Seccion 4.9 se dan las conclusiones del capıtulo.
4.1. Perspectiva historica
En 1832, Coffey fue uno de los primeros en fabricar alambiques comerciales o desti-
ladores para la produccion de alcohol utilizando solamente sus principios fundamentales.
Fue hasta 1893 que Sorel, Rayleigh y Lewis empezaron con el estudio sistematico de
las columnas de destilacion. Estos primeros estudios se resolvieron manualmente por
medio de algoritmos cortos y soluciones graficas.
Con la introduccion de la computadora digital y el desarrollo del control en las
cuatro ultimas decadas se han realizado estudios mas profundos sobre la dinamica de
sistemas de destilacion. Uno de los primeros en formalizar un algoritmo matematico
en una computadora fue Peiser en 1962. Otros estudios importantes fueron los de
57
58 Capıtulo 4. Modelado matematico de una columna de destilacion binaria.
[Rosenbrock, 1960], [Rademarker et al., 1975]. Estas personas se consideran los pioneros
en la investigacion del modelado dinamico, estabilidad, algoritmos de control y posibles
soluciones del proceso de destilacion.
En la decada de los setenta [Rademarker et al., 1975] escribio un artıculo sobre la
dinamica y control de columnas de destilacion donde presenta un excelente material
describiendo los balances de masa y de energıa para cada plato o etapa.
En la decada de los ochenta [Tolliver y Waggoner, 1980] presentaron una clasi-
ficacion de las investigaciones existentes dependiendo del tipo de control: clasico o
moderno. Se presento un estudio similar en [McAvoy y Wang, 1986].
En la decada de los noventa [Luyben, 1992] presento un libro sobre el modelado
y control del proceso de destilacion haciendo comentarios importantes en su imple-
mentacion por la gran experiencia que tenıa en el proceso. [Skogestad, 1997] presento una
recopilacion de la literatura existente, comentando la importancia de trabajar con mo-
delos complejos y validados para la obtencion de resultados eficientes.
Las investigaciones mas recientes estan basadas en el diseno y mejoras de los al-
goritmos de control y optimizacion inteligente. Y existen en la actualidad diferentes
modelos basandose en diferentes teorıas e hipotesis sobre la relacion de equilibrio que
debe existir entre las dos fases existentes.
4.2. Hipotesis sobre el modelo
El modelo dinamico de una columna de destilacion consiste en un conjunto de ecua-
ciones diferenciales derivadas de balances de masa y energıa en cada plato de la columna,
y un conjunto de ecuaciones algebraicas utilizadas para describir las propiedades fısicas
y termodinamicas.
Considerense las siguientes hipotesis de trabajo:
H1 La mezcla es binaria e ideal.
H2 La pureza de los componentes se considera del 100 %.
H3 La presion es constante a lo largo de la columna.
H4 La masa molar de vapor es insignificante comparada con la masa molar lıquida.
H5 La masa volumetrica y la masa molar lıquida retenidas en cada etapa son cons-
tantes.
H6 El condensador es total, por lo que la composicion del vapor que abandona la
columna por la cabeza sera la misma que la corriente de reflujo y destilado.
H7 No hay perdidas de calor, la columna es adiabatica.

4.3. Relacion de equilibrio. 59
4.3. Relacion de equilibrio
Definicion 1. Equilibrio lıquido-vapor. Si un vapor y un lıquido estan en ıntimo con-
tacto por un largo periodo de tiempo se alcanza el equilibrio entre las dos fases. Esto
significa que no ocurre ningun flujo de calor, ni de masa ni de momentum entre las dos
fases.
La relacion de equilibrio entre las fases lıquida y de vapor se representa por una
constante Kci. De esta relacion dependen los calculos de las concentraciones molares
lıquidas y de vapor si se consideran como grados de libertad a la temperatura y a la
presion total del proceso [Poling et al., 2001]. En general la constante de equilibrio se
define como:
Kci =yequ
ci
xequci
=γcif
0ci
ΦciPT
(4.1)
donde:
yequci Fraccion molar de vapor del componente c en equilibrio.
xequci Fraccion molar lıquida del componente c en equilibrio.
γci Coeficiente de actividad.
f 0ci Fugacidad del lıquido en un estado de referencia.
Φci Coeficiente de fugacidad.
PT Presion total del proceso.Es preciso conocer las propiedades termodinamicas de la mezcla para calcular esta
constante de equilibrio. Las mezclas se clasifican, de acuerdo a sus propiedades ter-
modinamicas en: ideales y no ideales.
4.3.1. Mezcla ideal
Una mezcla se considera ideal cuando cumple con las siguientes leyes:
• Ley de Raoult. Establece que la presion de vapor de un componente de una
mezcla P vapci es proporcional a la fraccion molar lıquida de dicho componente
xci y a la presion de vapor del componente puro Pci:
P vapci = Pcixci
• Ley de Dalton. Establece que la presion parcial de un componente en una
mezcla de gases P gci es proporcional a la fraccion molar de dicho componente
yci y a la presion total del sistema PT :
P gci = PT yci
Cuando el gas esta en equilibrio con el lıquido, las presiones P vapci y P g
ci deben ser
iguales pues hacen referencia al mismo valor (la presion del componente c como gas),

60 Capıtulo 4. Modelado matematico de una columna de destilacion binaria.
de modo que igualando ambos valores se obtiene:
Kci =yci
xci
=Pci
PT
(4.2)
Estrictamente, no existen mezclas ideales, sin embargo, bajo ciertas condiciones
se pueden considerar como tales. Muchas operaciones de separacion se realizan a baja
presion o en un vacıo parcial donde las leyes de las mezclas ideales son validas, en estas
condiciones tanto γci como Φci en la ecuacion (4.1) son iguales a uno. Ademas, a bajas
presiones f 0ci tiende a la presion de vapor del componente, y entonces resulta que el
calculo de la constante de equilibrio para este caso, es equivalente a calcular la Kci de
una mezcla ideal. El calculo de la presion de vapor de un componente Pci se puede
realizar con la ecuacion de Antoine:
log Pci = Ac − Bc
Ti + Cc
4.3.2. Mezcla no ideal
La no idealidad de los sistemas lıquido-vapor se presenta por diversas causas. La
causa mas frecuente de no idealidad de la mezcla es la no idealidad de la fase lıquida,
es decir, cuando no se cumple la ley de Raoult. Si la presion del sistema es alta, ademas
existira no idealidad de la fase vapor, es decir, que no se cumple con la ley de Dalton.
En consecuencia, se deberan usar modelos especialmente disenados para representar
sistemas no ideales cuando: la presion es elevada o la fase lıquida es no ideal.
4.3.3. Eficiencias de Murphree
Las fracciones molares en cada plato pueden calcularse a partir de la relacion de
equilibrio, pero existen limitaciones como el propio diseno de los platos que afectan
la transferencia de masa e impiden al vapor saliente estar en equilibrio preciso con el
lıquido en cada plato. Para reforzar el concepto de equilibrio y pasar de platos ideales
a platos reales, se utiliza la eficiencia de Murphree, que esta definida en la seccion de
empobrecimiento (enriquecimiento), como la variacion de la fraccion de vapor (lıquido)
al pasar de un plato al siguiente, dividida por la variacion que tendrıa lugar si el vapor
(lıquido) que sale estuviese en equilibrio con el lıquido (vapor) que sale.
La eficiencia de Murphree para la seccion de empobrecimiento es:
Eci =yci − yci+1
yequci − yci+1
(4.3)
La eficiencia de Murphree para la seccion de enriquecimiento es:
eci =xci − xci−1
xequci − xci−1
(4.4)

4.4. Flujos y masas molares. 61
4.3.4. Diagrama de equilibrio
El diagrama de equilibrio entre las fases lıquida y de vapor es una herramienta
grafica util en el modelado de columnas de destilacion. En ella se muestran las curvas
obtenidas a partir de la relacion entre la fraccion molar lıquida, fraccion molar de vapor
y la temperatura a una presion constante. El diagrama de equilibrio de una mezcla
binaria cualquiera es mostrado en la Figura 4.1.
Temperatura
Líquido
Vapor
Concentración
x y
Figura 4.1: Diagrama de equilibrio lıquido-vapor.
4.4. Flujos y masas molares
En la columna de destilacion fluyen tasas molares de lıquido y vapor internas y
provenientes del exterior. Estos flujos varıan en cada estado. Con las suposiciones reali-
zadas, el calculo de estos flujos molares [Halvorsen y Skogestad, 1997], [Luyben, 1992],
se obtienen con las siguientes expresiones1 :
• Seccion de enriquecimiento.
VR = VS + (1− q) F (4.5)
LR = (1−R) VR (4.6)
• Seccion de empobrecimiento.
VS =QB
∆Hvap1 x1n + ∆Hvap
2 (1− x1n)(4.7)
LS = LR + qF (4.8)
1 Vea la Seccion de Notacion (pagina xi) para la definicion de cada una de las variables.

62 Capıtulo 4. Modelado matematico de una columna de destilacion binaria.
• Flujos externos.
F = FV [ρ1Wt1 + ρ2 (1−Wt1)]
[xF1
MW1
+1− xF1
MW2
](4.9)
D = (1−R)VR (4.10)
B = (LS − VS) PAB (4.11)
El calculo de la masa molar lıquida con respecto al componente mas ligero se
considera constante y puede calcularse mediante [Murray, 2003]:
M1i = V1i
[(ρ1
MW1
− ρ2
MW2
)Wt1 +
ρ1
MW2
](4.12)
4.5. Parametros de alimentacion
La calidad del flujo de alimentacion q es el parametro que indica en que fase se en-
cuentra un componente en la alimentacion antes de entrar al proceso (ver la Tabla 4.1).
Este parametro se obtiene mediante:
q = 1 +Cpc (Tbc − TF )
∆Hvapc
(4.13)
Tabla 4.1: Calidad de la alimentacion q.
Alimentacion Calidad
Alimentacion subenfriada. q > 1
Alimentacion en el punto de burbuja (lıquido saturado). q = 1
Alimentacion parte vapor, parte lıquido. 0 < q < 1
Alimentacion al punto de rocıo (vapor saturado). q = 0
Alimentacion sobre calentada. q < 0
La concentracion molar lıquida de la alimentacion con respecto al componente
ligero, es calculada a partir de [Murray, 2003]:
xci =MW2Wt1
(MW2 −MW1) Wt1 + MW1
(4.14)
donde el porcentaje en peso del componente ligero se obtiene de:
Wt1F =ρ1VF1
ρ1VF1 + ρ2VF2
(4.15)
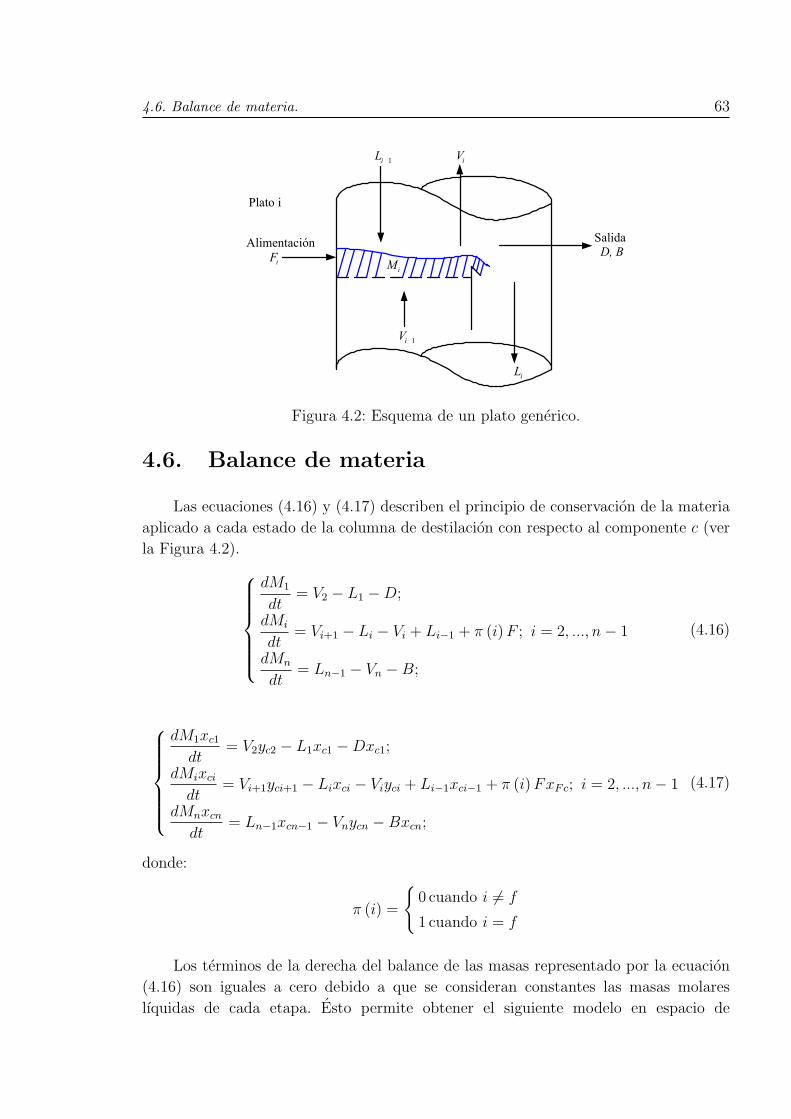
4.6. Balance de materia. 63
iMi
F
1iV
1iL
iL
iV
AlimentaciónD, B
Salida
Plato i
Figura 4.2: Esquema de un plato generico.
4.6. Balance de materia
Las ecuaciones (4.16) y (4.17) describen el principio de conservacion de la materia
aplicado a cada estado de la columna de destilacion con respecto al componente c (ver
la Figura 4.2).
dM1
dt= V2 − L1 −D;
dMi
dt= Vi+1 − Li − Vi + Li−1 + π (i) F ; i = 2, ..., n− 1
dMn
dt= Ln−1 − Vn −B;
(4.16)
dM1xc1
dt= V2yc2 − L1xc1 −Dxc1;
dMixci
dt= Vi+1yci+1 − Lixci − Viyci + Li−1xci−1 + π (i) FxFc; i = 2, ..., n− 1
dMnxcn
dt= Ln−1xcn−1 − Vnycn −Bxcn;
(4.17)
donde:
π (i) =
0 cuando i 6= f
1 cuando i = f
Los terminos de la derecha del balance de las masas representado por la ecuacion
(4.16) son iguales a cero debido a que se consideran constantes las masas molares
lıquidas de cada etapa. Esto permite obtener el siguiente modelo en espacio de

64 Capıtulo 4. Modelado matematico de una columna de destilacion binaria.
estados2 :
M1dx11
dt= V2 (y12 − x11)
Midx1i
dt= Vi+1y1i+1 − Viy1i + Li−1x1i−1 − Lix1i; i = 2, ..., f − 1
Mfdx1f
dt= Vf+1y1f+1 − Vfy1f + Lf−1x1f−1 − Lfx1f + FxFc
Midx1i
dt= Vi+1y1i+1 − Viy1i + Li−1x1i−1 − Lix1i; i = f + 1, ..., n− 1
Mndxcn
dt= Ln−1x1n−1 − Lnx1n − Vn (y1n − xn)
(4.18)
Finalmente, si se consideran flujos molares constantes en cada seccion (enriqueci-
miento y empobrecimiento), esto es:
Vi = Vi−1 = V
Li = Li+1 = L
El modelo anterior en terminos del componente ligero queda de la siguiente manera:
M1dx1
dt= VR (y2 − x1) ; En el condensador.
Midxi
dt= VR (yi+1 − yi) + LR (xi−1 − xi) ; i = 2, ..., f − 1
Mfdxf
dt= VSyf+1 − VRyf + LRxf−1 − LSxf + FxFc;
Midxi
dt= VS (yi+1 − yi) + LS (xi−1 − xi) ; i = f + 1, ..., n− 1
Mndxn
dt= VS (xn − yn) + LS (xn−1 − xn) ; En el hervidor.
(4.19)
4.7. Balance de energıa
El balance de energıa para cada etapa de la columna se expresa por medio de las
siguientes ecuaciones diferenciales:
dM1(hc1)
dt= V2Hc2 − L1hc1 −Dhc1
dMi(hci)
dt= Vi+1Hci+1 − Lihci − ViHci + Li−1hci−1 + π (i) FhFc; i = 2, ..., n− 1
dMn(hcn)
dt= Ln−1hcn−1 − VnHcn −Bhcn
(4.20)
2 Utilizando las relaciones: D = V1 − L1 y B = Ln − Vn.

4.8. Pruebas en la columna de destilacion. 65
donde:
π (i) =
0 cuando i 6= f
1 cuando i = f
Por ultimo, la suposicion de un flujo de vapor constante a traves de la columna de
destilacion vuelve insignificante al balance de energıa, el cual entonces puede eliminarse
de la formulacion del modelo [Torres-Ortiz, 2005]. La justificacion de cuando se pueden
utilizar estas suposiciones, que son bastante comunes en la simulacion de columnas de
destilacion, se puede encontrar en [Skogestad, 1997].
De esta forma, las ecuaciones algebraicas (4.5) a la (4.15) y el sistema de ecuaciones
diferenciales (4.19) representan al modelo dinamico de una de columna de destilacion
binaria y es el que se usara en el Capıtulo 5 para el control multivariable.
4.8. Pruebas en la columna de destilacion
Para comprobar que un modelo matematico representa el comportamiento dinami-
co de una columna de destilacion, es necesario que la respuesta de este sea capaz de
reproducir lo mejor posible la respuesta dinamica del proceso.
En la Subseccion 4.8.1 se hace una descripcion de la planta piloto de destilacion em-
pleada para la validacion del modelo mostrando algunas de sus caracterısticas tecnicas
proporcionadas en el manual de usuario [E.Veneta, 1998]. La Subseccion 4.8.2 describe
el procedimiento utilizado para la realizacion de la validacion y se hace una compara-
cion entre los resultados obtenidos de manera experimental y la respuesta del simulador
basado en el modelo matematico.
4.8.1. Descripcion del la planta piloto de destilacion
La planta piloto de destilacion utilizada para la validacion experimental se mues-
tra en la Figura 4.3. En la Figura 4.4 se muestra el diagrama de instrumentacion. El
diagrama utiliza la nomenclatura mostrada en la Tabla 4.2.
El cuerpo principal
El cuerpo principal de la planta piloto (ver Figura 4.5a) consiste en un recipiente
vertical cilındrico de vidrio tipo PIREX transparente, para que se aprecie el efecto de
transferencia de masa. El contacto de las dos fases se realiza en los 10 platos perforados
(ver Figura 4.5b) distribuidos a lo largo de la columna. El diseno de los platos es
fundamental, pues de ellos dependera la eficiencia de la separacion de los productos.
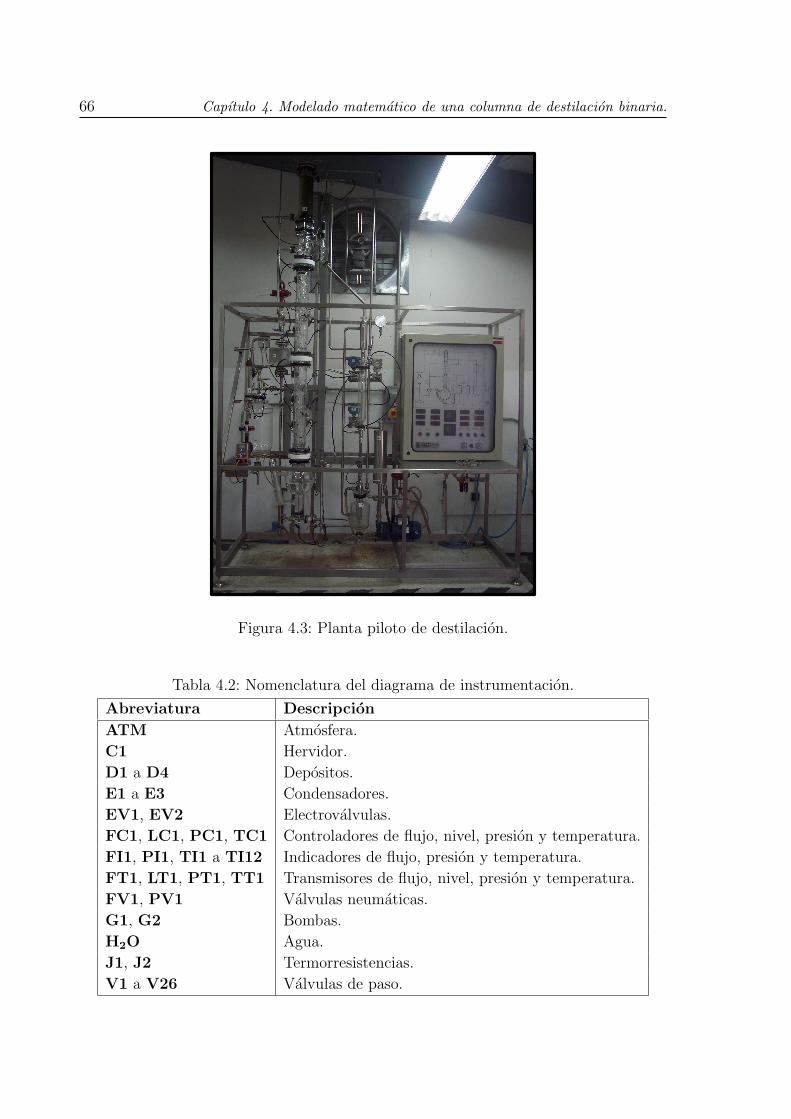
66 Capıtulo 4. Modelado matematico de una columna de destilacion binaria.
Figura 4.3: Planta piloto de destilacion.
Tabla 4.2: Nomenclatura del diagrama de instrumentacion.
Abreviatura Descripcion
ATM Atmosfera.
C1 Hervidor.
D1 a D4 Depositos.
E1 a E3 Condensadores.
EV1, EV2 Electrovalvulas.
FC1, LC1, PC1, TC1 Controladores de flujo, nivel, presion y temperatura.
FI1, PI1, TI1 a TI12 Indicadores de flujo, presion y temperatura.
FT1, LT1, PT1, TT1 Transmisores de flujo, nivel, presion y temperatura.
FV1, PV1 Valvulas neumaticas.
G1, G2 Bombas.
H2O Agua.
J1, J2 Termorresistencias.
V1 a V26 Valvulas de paso.

4.8. Pruebas en la columna de destilacion. 67
V17
V21
V23
V3
V26
V25
V24
V20
V19
V15
V18
V16
V14
V10
V12
V11
V1
V2
V6
V4
V5
V9
V8
V7
V27
H2O
H2O
FC1
FT1
FI1
FV1
TI10
TI9
TI8
TI7
TI6
TI5
TI4
TI3
TI2
TI1
TT1
TC1
D1
C1
J1
J2
G1
E1EV1
EV2
TI11
TI12
PI1
PSV1
LT1
LC1
H2O
H2O
G2
PT1
PC1
PI1
PV1
Pdl1
E2
E3
D2
D4
D3
ATM
Figura 4.4: Diagrama de instrumentacion de la columna.

68 Capıtulo 4. Modelado matematico de una columna de destilacion binaria.
a Seccion del cuerpo de lacolumna.
b Plato.
Figura 4.5: Cuerpo de la columna.
a Bomba de alimentacion. b Termorresistencia deprecalentamiento.
Figura 4.6: Alimentacion de la mezcla.
Alimentacion de la mezcla
La mezcla se almacena en el deposito D1 (con capacidad de 15 L), y se sumi-
nistra de manera intermitente por la bomba de alimentacion G1 (Figura 4.6a) que
se manipula desde el tablero de control de la planta (Figura 4.7). Debido a que la

4.8. Pruebas en la columna de destilacion. 69
alimentacion es intermitente, se hace una interpolacion de varios puntos de operacion
de la bomba (Figura 4.8), con el fin de conocer una funcion para calcular el flujo
volumetrico FV (L/hr) suministrada a la columna en funcion de la frecuencia de los
pulsos FPB (0− 100 %). La funcion obtenida es
FV = 0.0201FPB − 0.0481 (4.21)
La temperatura a la cual se introduce la mezcla se controla por medio de la resistencia
electrica de precalentamiento J1 (Figura 4.6b) que puede alcanzar hasta 500 Watts.
Figura 4.7: Tablero de control.
0 20 40 60 80 1000
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
2
Flu
jo v
olum
étric
o (L
t/hr)
Porcentaje de frecuencia de bombeo (%)
Flujo volumétrico de alimentación
Datos experimentalesInterpolación lineal
Figura 4.8: Interpolacion de los puntos de operacion de la bomba de alimentacion.

70 Capıtulo 4. Modelado matematico de una columna de destilacion binaria.
Adicion de calor
La energıa calorıfica necesaria para llevar a cabo la destilacion en la planta piloto
de destilacion, se controla por medio la termorresistencia electrica de calentamiento J2
(Figura 4.9a), la cual se encuentra alojada en el hervidor C1 (Figura 4.9b). La potencia
maxima de la termorresistencia es de 2500 Watts y la capacidad del hervidor es de 6L.
La temperatura transferida a la mezcla almacenada en el hervidor sirve para lograr la
evaporacion del componente mas ligero.
a Termorresistencia decalentamiento.
b Hervidor.
Figura 4.9: Adicion de calor.
Condensador
El condensador E1 (Figura 4.10a) de la planta piloto de destilacion lo compone un
recipiente que contiene el lıquido refrigerante (agua). El lıquido refrigerante se suminis-
tra por una bomba externa a la planta piloto y su flujo se regula por la valvula neumatica
FV1 (Figura 4.10b). El vapor a condensar fluye a traves de un tubo helicoidal. El lıquido
refrigerante y el vapor a condensar estan separados por una superficie de intercambio
de calor tubular.
Ademas del condensador principal existe un segundo intercambiador de calor E3
a la entrada del recipiente que colecta los condensados D3 para enfriar al producto
destilado y ası evitar perdidas por evaporacion durante el almacenamiento. Este segundo
intercambiador no se considera en el modelo debido a que no interviene directamente
en el proceso.

4.8. Pruebas en la columna de destilacion. 71
Reflujo
El reflujo se controla mediante la electrovalvula de tres vıas EV1 (Figura 4.10c)
que se localiza a la salida del condensador. Esta valvula permite que parte del vapor
condensado se colecte como producto destilado y otra parte se envıe a la columna como
reflujo para favorecer la destilacion. Los tiempos de apertura y cierre de la valvula de
reflujo se controlan por medio de dos temporizadores.
a Condensador. b Valvula de control para el flujodel agua.
c Electrovalvula de reflujo.
Figura 4.10: Parte superior de la columna.

72 Capıtulo 4. Modelado matematico de una columna de destilacion binaria.
Manipulacion de la presion
El parametro fısico que afecta directamente la volatilidad de los componentes es
la presion. La mayorıa de sistemas de control aplicados a columnas de destilacion,
mantienen el valor de la presion en un valor constante, ya al que variar la presion se
cambian las condiciones de equilibrio en la columna. La planta piloto del CENIDET
ademas de operarse a presion atmosferica, existe la posibilidad de operar la columna a
presiones menores a la de la atmosfera. Para esto, se cuenta con una bomba de vacıo
de anillo lıquido G2 (Figura 4.11).
Figura 4.11: Bomba de anillo lıquido.
Instrumentacion de medicion
Finalmente la columna de destilacion cuenta con:
• 12 sensores de temperatura de tipo RTD de platino PT100.
• 12 indicadores de temperatura (TI1 a TI12) asociados a los RTD’s.
• 1 indicador de flujo volumetrico (FI1) para el agua de enfriamiento del conden-
sador.
• 1 sensor de presion diferencial (Pdl1) para conocer la diferencia de presion entre
el hervidor y el condensador.
• 1 sensor de presion (PT1) que indica la presion a lo largo de la columna.
• 1 sensor de nivel (LT1) para el deposito de recogida de destilado (D2).
Los sensores y actuadores de la planta piloto se encuentran gobernados por dos regu-
ladores Digitric 500 (se muestra uno de ellos en la Figura 4.12). Estos reguladores tienen
una interfaz RS485 para comunicacion entre el controlador y la PC usando el protocolo
denominado MODBUS, para la conexion de sistemas de alto nivel. Mediante estos

4.8. Pruebas en la columna de destilacion. 73
Figura 4.12: Regulador Digitric 500.
Tabla 4.3: Elementos monitoreados y controlados por los reguladores.
Regulador 1 Regulador 2Variable Temperatura del flujo de entrada. Potencia en la
controlada Flujo de agua al condensador. termorresistencia delPresion en la columna. hervidor.
Variable Temperaturas 1 a la 6. Temperaturas 7 a la 12.monitoreada Flujo de agua al condensador.
Presion en la columna.Variable Potencia en la termorresistencia J1. Potencia en la
manipulada Apertura de valvula FV1. termorresistencia J2.Apertura de valvula PV1.
reguladores y el programa desarrollado en [Rivas et al., 2006] se pueden monitorear
las variables que intervienen en el proceso de destilacion, manipular los actuadores y
modificar la configuracion de los parametros de sintonıa de los controladores (FC1,
LC1, PC1, TC1).
El regulador 1, contiene cinco dispositivos que pueden ser controlados, ocho para
monitoreo, y dos dispositivos que operan en estado encendido-apagado. El regulador 2,
tiene una salida de tipo analogica, ocho variables capaces de ser monitoreadas, dos
entradas digitales y un dispositivo con dos estados encendido-apagado.
En la Tabla 4.3 se muestran las variables que son monitoreadas y/o controladas con
el programa desarrollado en [Rivas et al., 2006], dependiendo de las conexiones al regu-
lador. Se indican los dispositivos conectados fısicamente a cada uno de los reguladores,
ası como la sigla con que se identifican en el diagrama de instrumentacion (Figura 4.4).

74 Capıtulo 4. Modelado matematico de una columna de destilacion binaria.
64 66 68 70 72 74 76 78 800
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Temperatura ºC
Fra
cció
n m
olar
Fracción molar líquidasFracción molar de vapor
Figura 4.13: Diagrama de equilibrio Metanol-Etanol.
4.8.2. Validacion del modelo matematico
Para la validacion del modelo se elige una mezcla formada por Metanol-Etanol cuyas
propiedades termodinamicas la clasifican como una mezcla ideal. Estas propiedades se
muestran en la Tabla A.2 (del Apendice A). Es necesario mencionar que la pureza de
los componentes no son del 100 %. Sin embargo, se toman como componentes puros
para no involucrar un tercer elemento (agua) en la relacion de equilibrio.
A partir de las mediciones de temperatura en los platos 2, 4, 6, 7, 9, en el condensador
y el hervidor se pueden obtener las fraciones molares de alguno de los componentes
mediante la relacion de equilibrio.
Se desean obtener las fracciones molares del componente ligero, en este caso el
Metanol. Para calcular el valor de las fracciones molares a partir de las mediciones de
temperatura, es necesario graficar el diagrama de equilibrio correspondiente a la mezcla
Metanol-Etanol con el objetivo de obtener una relacion sencilla entre la temperatura
en funcion de las fracciones molares.
En la Figura 4.13 se puede observar el diagrama de equilibrio de la mezcla Metanol-
Etanol donde las fracciones molares lıquidas y de vapor corresponden al componente
ligero (Metanol). Las curvas mostradas en el diagrama pueden ser interpoladas para
obtener las fracciones molares lıquidas en funcion de las temperaturas. La interpolacion
que se utiliza es un polinomio de tercer orden:
xi = −1.8408× 10−5T 3i + 0.0051057T 2
i − 0.51947Ti + 18.209
Para la realizacion de las pruebas se consideran las caracterısticas fısicas de la planta
piloto de destilacion mostradas en la Tabla A.1 (del Apendice A).

4.8. Pruebas en la columna de destilacion. 75
Los valores de las entradas fısicas del proceso (QB, FV y R ) se utilizan para calcular
los flujos molares (VR, LR, VS, LS, F , D y B). La relacion que existe entre las entradas
fısicas y los flujos molares puede apreciarse en las ecuaciones (4.5) a la (4.11).
Los parametros utilizados en las pruebas se detallan en la Tabla A.3. Los parametros
VF1, VF2 y TF de esta tabla, estan involucrados en la obtencion del porcentaje en peso
del componente ligero (Metanol), calculado con la ecuacion (4.15). Los parametros V112
y V212, son utilizados para calcular la masa molar lıquida de metanol en el hervidor con
la ecuacion (4.12).
El periodo de muestreo de las mediciones de temperatura es de 1 minuto y las mues-
tras se toman a partir del momento en el que todas las etapas de la columna han
alcanzado el equilibrio, es decir, cuando todos los platos contengan a la mezcla en ebu-
llicion. El tiempo que tarda el proceso para llegar a este punto se desprecia, por lo tanto
se considera el instante en que se obtiene la primera gota de reflujo como tiempo inicial
(t = 0) de la prueba.
Las senales de entrada aplicadas a la planta piloto se muestran en la Tabla 4.4.
En esta tabla se senala la entrada manipulada, la senal de excitacion y el tiempo de
aplicacion. Las senales de entrada al modelo son una simulacion de las entradas reales
a la planta piloto. Los resultados de la comparacion entre el modelo matematico y los
datos experimentales se aprecian en la Figura 4.14.
Tabla 4.4: Senales de entrada.
Entrada Senal TiempoPotencia calefactora (QB) Escalon 0-1250 Watts 0 minFlujo de alimentacion (FV ) Escalon 0-57.1433 mL/min 16 minPotencia calefactora (QB) Escalon 1250-1500 Watts 30 minFlujo de alimentacion (FV ) Escalon 57.1433-49.5117 mL/min 47 minFlujo de alimentacion (FV ) Escalon 49.5117-21.8983 mL/min 59 minReflujo (R) Pulso (T = ton = 600 seg) 67 minPotencia calefactora (QB) Escalon 1500-1750 Watts 73 minReflujo (R) Pulso (T = 24 seg, ton = 4 seg) 84 minPotencia calefactora (QB) Escalon 1750-1250 Watts 94 min
Se puede apreciar, en las graficas de la Figura 4.14 que el modelo simulado numeri-
camente sigue la dinamica del proceso real aunque no existe un ajuste perfecto, sin
embargo el modelo se toma como valido.
En la Tabla 4.5 se puede apreciar el error en cada etapa de la columna de acuerdo
con la expresion:
ε =
(N∑
j=1
∣∣∣∣∣xreal
cij − xmodcij
xrealcij
∣∣∣∣∣ /N
)× 100 (4.22)

76 Capıtulo 4. Modelado matematico de una columna de destilacion binaria.
10 20 30 40 50 60 70 80 90 1000.55
0.6
0.65
0.7
0.75
0.8
0.85
0.9
0.95
1
Condensador
Tiempo (min)
Conc
entra
ción
mol
ar (M
eOH)
Modelo de la CDDDatos experimentales
10 20 30 40 50 60 70 80 90 1000.5
0.55
0.6
0.65
0.7
0.75
0.8
0.85
0.9
0.95
1
Plato 2
Tiempo (min)
Conc
entra
ción
mol
ar (M
eOH)
10 20 30 40 50 60 70 80 90 1000.55
0.6
0.65
0.7
0.75
0.8
0.85
0.9
0.95
1
Plato 4
Tiempo (min)
Conc
entra
ción
mol
ar (M
eOH)
10 20 30 40 50 60 70 80 90 1000.55
0.6
0.65
0.7
0.75
0.8
0.85
0.9
0.95
1
Plato 6
Tiempo (min)
Conc
entra
ción
mol
ar (M
eOH)
10 20 30 40 50 60 70 80 90 1000.55
0.6
0.65
0.7
0.75
0.8
0.85
0.9
0.95
Plato 7
Tiempo (min)
Conc
entra
ción
mol
ar (M
eOH)
10 20 30 40 50 60 70 80 90 1000.55
0.6
0.65
0.7
0.75
0.8
0.85
0.9
Plato 9
Tiempo (min)
Conc
entra
ción
mol
ar (M
eOH)
10 20 30 40 50 60 70 80 90 1000.2
0.3
0.4
0.5
0.6
0.7
0.8
Hervidor
Tiempo (min)
Conc
entra
ción
mol
ar (M
eOH)
Figura 4.14: Comparacion entre los datos del modelo y la planta piloto de destilacion.

4.9. Conclusiones. 77
donde N es el numero de muestras. Esta expresion calcula el error proporcional entre
los valores reales y los calculados.
Tabla 4.5: Error del modelo.
Etapa de la columna Error del modeloCondensador 2.44%Plato 2 2.43%Plato 4 2.15%Plato 6 1.38%Plato 7 1.42%Plato 9 1.56%Hervidor 2.60%
El error entre los valores reales y los calculados depende de muchos factores, prin-
cipalmente por las suposiciones hechas en la Seccion 4.2. El modelo se puede mejorar
tomando en cuenta el balance de energıa, un modelo mas completo del condensador,
la dinamica del hervidor, las perdidas de calor al medio ambiente y ajustando algunos
parametros en los que se tiene cierta incertidumbre (por ejemplo: eficiencia de Mur-
phree) o que no se conocen (por ejemplo: coeficiente de efervescencia de la mezcla)
como se propone en [Juarez et al., 2006].
4.9. Conclusiones
En este capıtulo se presento la formulacion de un modelo matematico para una colum-
na de destilacion binaria. La formulacion del modelo esta basada en ciertas hipotesis
de trabajo presentadas en la Seccion 4.2. Estas hipotesis determinan en gran medida
la complejidad y precision del modelo. El modelo presentado es un modelo simplificado
que es apto para estrategias de control y es ampliamente usado en la literatura para
representar columnas de destilacion para mezclas binarias e ideales.
La validacion del modelo descrito se llevo a cabo mediante la comparacion de los datos
obtenidos con el modelo y datos obtenidos de la medicion de temperatura tomadas en
diferentes etapas de una planta piloto (para despues calcular las fracciones molares
lıquidas del componente ligero). La mezcla utilizada para llevar a cabo este experimen-
to fue una mezcla formada por Metanol y Etanol. La descripcion de la planta piloto
donde se hicieron las pruebas se encuentra en la Subseccion 4.8.1. Una caracterıstica
importante de esta planta piloto es su configuracion en la parte superior, debido a que
no cuenta con un acumulador entre el condensador y la valvula de reflujo. Esto es im-
portante ya que casi no se encuentran reportados trabajos en la literatura (tanto para
el modelado como para el control) de esta configuracion.

78 Capıtulo 4. Modelado matematico de una columna de destilacion binaria.

Capıtulo 5
Diseno e implementacion de
controladores
En este capıtulo se muestran los resultados obtenidos al aplicarle el control predictivo
al lazo de flujo de agua al condensador (caso monovariable) en simulacion y de forma
experimental; ası como las simulaciones del control a la planta piloto de destilacion (caso
multivariable). El desempeno de estos controladores se compara con controladores PI.
En la Seccion 5.1 se presentan las principales configuraciones de control que se aplican
a columnas de destilacion. En la Seccion 5.2 se presenta la metodologıa que se propone
para implementar algoritmos de control predictivo a una columna de destilacion. En
la Seccion 5.3 se aplica la metodologıa propuesta para la implementacion del control
de flujo de agua de alimentacion al condensador y se compara un controlador PI de
manera experimental. En la Seccion 5.4 se presenta el diseno de un controlador pre-
dictivo multivariable aplicado al modelo de la columna de destilacion presentado en el
Capıtulo 4. Por ultimo, en la Seccion 5.5 se dan las conclusiones del capıtulo.
5.1. Configuraciones de control en la CDD
Para una columna de destilacion, es muy comun descomponer el problema de control
en al menos dos subsistemas, control de inventario1 (niveles en los tanques, presion
en la columna), necesario para mantener la operacion de forma continua y el control
de productos finales (composicion de los productos). En la practica, cada uno de estos
subsistemas se descomponen en sistemas SISO. La principal razon radica en que es
mucho mas facil controlar multiples lazos SISO que un sistema MIMO.
1 Control de inventario es un termino utilizado en [Luyben, 1992] para referirse al control de lasvariables secundarias, llamadas variables de inventario. Las variables secundarias son variables que nointervienen directamente en el control del producto final (las composiciones o temperaturas en el casode una columna de destilacion).
79

80 Capıtulo 5. Diseno e implementacion de controladores.
En terminos de la teorıa de control, los grados de libertad de un proceso son el numero
de variables que pueden o deben de ser controladas. Siempre es necesario conocer estas
variables con el fin de no sobrecontrolar o subcontrolar algun proceso.
Una columna de destilacion con alimentacion constante y sin reflujos intermedios
(como la que se muestra en la Figura 5.1a), tiene cuatro grados de libertad. Es decir,
cuatro flujos que pueden ser utilizados para el control de la columna: flujo molar lıquido
L, flujo molar de vapor V , flujo molar de producto destilado D, flujo molar de producto
de fondo B.
Sin embargo, hay que considerar que se tienen que controlar los niveles en el hervidor
y en el acumulador (salidas secundarias). Por lo que, en estado estable, la suposicion
de presion constante y perfecto control de nivel en el acumulador y hervidor (sin es-
tancamiento ni vaciamiento de lıquido), reduce el grado de libertad a dos (puesto que
se utilizaran las otras dos variables para controlar los niveles en el hervidor y en el acu-
mulador). Estos dos grados de libertad se utilizan para el control de las composiciones
de los dos productos: el producto en el condensador (x1) y producto en el hervidor (xn).
Los dos grados de libertad son las variables independientes que controlan el sistema,
pueden ser los flujos L, V , D o B; siendo estos usados por la caracterıstica de ser de
facil manipulacion. A la combinacion de estos dos flujos manipulados para el control de
la columna se le conoce como configuracion de control.
Usualmente se utilizan combinaciones de (L − D) cuando el producto que se desea
obtener es el producto destilado D y combinaciones de (V − B), cuando el producto
deseado es el producto de fondo de la columna B. Para el control de una columna
de destilacion de dos productos, hay tres configuraciones de control comunes, la con-
figuracion de balance de energıa (L − V ) y las configuraciones de balance de materia
(D − V ) y (L−B). Estas configuraciones se describen a continuacion.
5.1.1. Configuracion de balance de energıa (L− V )
La configuracion de balance de energıa (Figura 5.1b) se puede considerar la confi-
guracion estandar de control para el control de composicion dual en una columna de
destilacion. En esta estructura de control, el flujo de lıquido L y el flujo de vapor V (que
puede ser cualquier variable que afecte directamente a L o V , como la potencia aplicada
a la resistencia calefactora, para V ), se usan para controlar las salidas asociadas con las
especificaciones del producto (salidas primarias), que usualmente son las composiciones
o las temperaturas de la mezcla en la columna.
El nivel en el tanque de reflujo y en el hervidor (salidas secundarias) se controlan por
el flujo del destilado D y el flujo en el fondo de la columna B. Su principal ventaja es que
las variables manipuladas afectan directamente la composicion y es independiente del
control de nivel en el acumulador y en el hervidor, a diferencia de otras configuraciones,
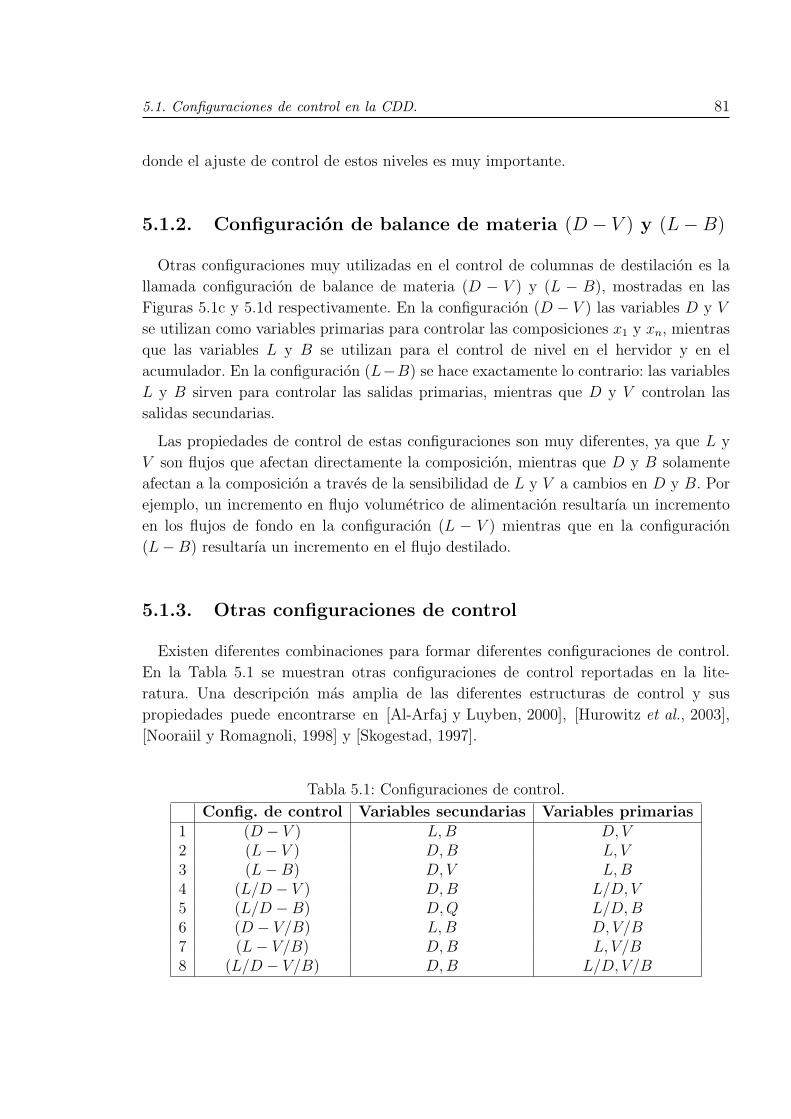
5.1. Configuraciones de control en la CDD. 81
donde el ajuste de control de estos niveles es muy importante.
5.1.2. Configuracion de balance de materia (D − V ) y (L−B)
Otras configuraciones muy utilizadas en el control de columnas de destilacion es la
llamada configuracion de balance de materia (D − V ) y (L − B), mostradas en las
Figuras 5.1c y 5.1d respectivamente. En la configuracion (D − V ) las variables D y V
se utilizan como variables primarias para controlar las composiciones x1 y xn, mientras
que las variables L y B se utilizan para el control de nivel en el hervidor y en el
acumulador. En la configuracion (L−B) se hace exactamente lo contrario: las variables
L y B sirven para controlar las salidas primarias, mientras que D y V controlan las
salidas secundarias.
Las propiedades de control de estas configuraciones son muy diferentes, ya que L y
V son flujos que afectan directamente la composicion, mientras que D y B solamente
afectan a la composicion a traves de la sensibilidad de L y V a cambios en D y B. Por
ejemplo, un incremento en flujo volumetrico de alimentacion resultarıa un incremento
en los flujos de fondo en la configuracion (L − V ) mientras que en la configuracion
(L−B) resultarıa un incremento en el flujo destilado.
5.1.3. Otras configuraciones de control
Existen diferentes combinaciones para formar diferentes configuraciones de control.
En la Tabla 5.1 se muestran otras configuraciones de control reportadas en la lite-
ratura. Una descripcion mas amplia de las diferentes estructuras de control y sus
propiedades puede encontrarse en [Al-Arfaj y Luyben, 2000], [Hurowitz et al., 2003],
[Nooraiil y Romagnoli, 1998] y [Skogestad, 1997].
Tabla 5.1: Configuraciones de control.
Config. de control Variables secundarias Variables primarias1 (D − V ) L, B D, V2 (L− V ) D, B L, V3 (L−B) D,V L,B4 (L/D − V ) D, B L/D, V5 (L/D −B) D, Q L/D, B6 (D − V/B) L, B D, V/B7 (L− V/B) D, B L, V/B8 (L/D − V/B) D, B L/D, V/B

82 Capıtulo 5. Diseno e implementacion de controladores.
D
xn
B
F
z
V
D
B
V
L
L
Q
x1
Acumulador
a Columna en lazo abierto.
TC
TC
LC
LC
Dx1
xn
B
F
z
V
D
B
V
L
L
Acumulador
b Configuracion (L− V ).
TC
TC
LC
LC
D
B
F
z
V
D
B
V
L
L
xn
x1
Acumulador
c Configuracion (D − V ).
TC
LC
D
B
F
z
V
D
B
V
L
L
TC
LC
xn
x1
Acumulador
d Configuracion (L−B).
Figura 5.1: Configuracion de control en la columna de destilacion.

5.2. Metodologıa para la implementacion de controladores predictivos en la columna dedestilacion. 83
5.2. Metodologıa para la implementacion de contro-
ladores predictivos en la columna de destilacion
La metodologıa utilizada para la implementacion de controladores en la columna de
destilacion es la siguiente:
1. Seleccion de variables. Involucra la seleccion de variables manipuladas, contro-
ladas y prealimentadas. Aunque estas variables pudieran cambiar durante el diseno
del controlador, este estara fuertemente afectado por las decisiones iniciales.
2. Obtencion de la respuesta temporal del proceso. Se deben verificar los
tiempos de respuesta del proceso para escoger el tiempo de muestreo.
3. Obtencion del modelo de prediccion. El modelo de prediccion es lo mas
importante en este tipo de controladores, debe de ser formulado dependiendo de
la complejidad de la dinamica del proceso y la capacidad de procesamiento del
“hardware” donde se implementara el controlador.
4. Pruebas en simulacion. En esta etapa se ajustan los parametros del controlador
y se procede a la simulacion para verificar su funcionamiento.
5. Desarrollo de una interfaz operador-proceso. Con la simulacion completa,
se desarrolla el software necesario para el control en tiempo real.
6. Pruebas experimentales. El controlador se pone a trabajar en tiempo real en
“modo de prediccion”. En este momento se observan las predicciones hechas, ası co-
mo los movimientos de control calculados, para asegurarse de que sean razonables.
7. Validacion y analisis de resultados. Finalmente se cierra el lazo y se observa
su funcionamiento. Los resultados de los controladores MPC se cuantifican gene-
ralmente en mejoras al rendimiento del proceso.
5.3. Controlador MPC para el flujo de agua al con-
densador
Antes de pasar al control de las composiciones de los productos de la columna, se
necesitan fijar algunas variables como lo son la presion, la temperatura de entrada
de la mezcla, los niveles en los tanques y el flujo de agua al condensador. Esto para
asegurar ciertas condiciones de operacion. Y aunque en realidad en la planta piloto de
destilacion ya se tienen controladas estas variables por medio de controladores PIs y,
en las suposiciones hechas en la Seccion 4.2 se asume que el condensador es total; se
realiza el control de flujo de agua de alimentacion al condensador para mostrar el diseno
e implementacion experimental de un controlador a la columna de destilacion.

84 Capıtulo 5. Diseno e implementacion de controladores.
V8
V7
H2O FI1
FV1
E1
Figura 5.2: Diagrama de instrumentacion de la seccion del condensador.
5.3.1. Seleccion de variables
El flujo de agua al condensador E1 se suministra por una bomba externa a la planta
piloto de destilacion. El lıquido fluye a traves de un tubo de acero inoxidable y se regula
mediante una valvula neumatica FV1. El flujo volumetrico de agua se sensa por un
medidor electronico de area variable FI1 de rango 100-1000 Lts/hr. El diagrama de
instrumentacion de esta seccion de la columna se muestra en la Figura 5.2 2 .
Por lo que la variable manipulada es la valvula neumatica FV1 (mostrada en la
Figura 5.3a) y la variable controlada es la medicion del flujo volumetrico mediante el
sensor FI1 (mostrado en la Figura 5.3b).
a Valvula neumatica FV1. b Sensor de flujo FI1.
Figura 5.3: Variables manipulada y controlada para el control de flujo de agua dealimentacion al condensador.
2 Vea la nomenclatura de este diagrama en la Tabla 4.2 de la pagina 66.

5.3. Controlador MPC para el flujo de agua al condensador. 85
5.3.2. Obtencion de la respuesta temporal del proceso
En esta etapa, mediante la aplicacion de un escalon de 0 a 100% de apertura a
la valvula neumatica FV1, se obtiene la respuesta temporal del sistema mostrada en
la Figura 5.4. En esta figura se aprecia que la constante de tiempo del sistema es
aproximadamente 0.5 segundos, lo que indica que el sistema es rapido. Por lo que el
tiempo de muestreo elegido es de 0.05 segundos (tomando en cuenta que se requiere un
tiempo de muestreo de aproximadamente entre 4 y 10 veces la constante de tiempo del
sistema).
Adicionalmente, en esta etapa se pudo verificar que las variables elegidas en la etapa
de “seleccion de variables” son utilizables.
0 0.25 0.5 0.75 1 1.25 1.5 1.75 2 2.25 2.5 2.75 330
0.05
0.1
0.15
0.2
0.25
0.3
0.35
Tiempo (seg)
Flu
jo d
e ag
ua a
l con
dens
ador
(L/
hr)
x 10
00
Respuesta al escalón
Figura 5.4: Respuesta al escalon del flujo de agua de alimentacion.
5.3.3. Obtencion del modelo de prediccion
Habiendose desarrollado en Simulinkr el bloque MPC, el control del flujo es una
tarea trivial, donde unicamente bastarıa obtener el modelo de prediccion en una repre-
sentacion de espacio de estados discreto y fijar los parametros de sintonıa del contro-
lador. Sin embargo, como se sabe que el modelo es parte fundamental del controlador,
el modelo del proceso se estima mediante el algoritmo de mınimos cuadrados recursivos.

86 Capıtulo 5. Diseno e implementacion de controladores.
La respuesta temporal de la Figura 5.4 nos puede dar informacion adicional del
modelo, como son: el tiempo de establecimiento, sobretiro, etc. Esto principalmente
para conocer el orden del sistema a controlar. Y, debido a estas caracterısticas, se
concluye que el modelo del proceso (que se usara como modelo de prediccion) se puede
describir matematicamente por una funcion de transferencia de segundo orden:
F (z) =b0z + b1
z2 + a1z + a2
(5.1)
los parametros de la funcion de transferencia b0, b1, a1 y a2 se estiman con el algoritmo
de mınimos cuadrados recursivos descrito a continuacion.
Mınimos cuadrados recursivos
El algoritmo de mınimos cuadrados recursivos [Astrom y Wittenmark, 1995] se re-
sume en :
θ(k) = θ(k − 1) + K(k)[y(k)− ϕT (k)θ(k − 1)
](5.2)
K(k) = P (k)ϕ(k)
= P (k − 1)ϕ(k)[λfI + ϕT (k)P (k − 1)ϕ(k)
]−1(5.3)
P (k) =[I −K(k)ϕT (k)
] P (k − 1)
λf
(5.4)
Donde:
θ(k) Vector de parametros estimados en el instante k.
y(k) Valor de la salida del modelo en el instante k.
ϕ(k) Vector de regresion del modelo.
K(k) Vector de ganancias de identificacion.
P (k) Matriz de covarianza de θ(k) en el instante k.
λf Factor de olvido.
Si se restablece la matriz P (k) periodicamente a sus valores iniciales, hace que la
estimacion de parametros sea mas rapida y efectiva en el caso de que el proceso cambie
sus parametros. Ası como emplear un factor de olvido λf < 1 hace que los elementos
de la matriz P (k) calculados por la ecuacion (5.4) no decrezcan drasticamente durante
la estimacion.
5.3.4. Pruebas en simulacion
El esquema de simulacion del control MPC se muestra en la Figura 5.5 y se compara
con un controlador PI que fue sintonizado como esta actualmente en la planta piloto
de destilacion. Los parametros de sintonıa de los controladores se pueden apreciar en
la Tabla 5.2.

5.3. Controlador MPC para el flujo de agua al condensador. 87
Planta: Flujo de agua
al condensadorControl MPC
Estimación de
parámetros
Set Point
Entrada
Salida
Modelo del
proceso
Figura 5.5: Esquema de simulacion para el control MPC de flujo de agua al condensador.
Tabla 5.2: Parametros de los controladores del flujo de agua al condensador.
Control PI Control MPC Estimacion de parametros
Parametro Valor Parametro Valor Parametro Valor inicial
P 1 HP 5 θ(0) [0 0 0 0]T
I 5.5 HC 3 λf 0.98
α 0.7 P (0) 1× 104 I
λ 1 Reinicia cada 3 seg.
El modelo de prediccion es la representacion en espacio de estados discreto de la
ecuacion (5.1) con un tiempo de muestreo de 0.05 segundos.
El objetivo de control es que el flujo de agua se mantenga constante. Recomienda
[E.Veneta, 1998] un flujo aproximado de 300 L/hr en el flujo de agua del condensador
para un buen funcionamiento.
Para efectos de simulacion y observar el comportamiento del controlador ante cambios
de parametros, el modelo a controlar es:
F (s) =
0.33
0.3s + 10 ≤ t < 11
0.3
0.35s + 0.911 ≤ t
La unica restriccion incluida en la optimizacion para el calculo de la senal de control
en el MPC es la de la apertura de la valvula (variable manipulada) que va de totalmente
abierta a totalmente cerrada: 0 % ≤ u(k) ≤ 100 %. Para el caso del controlador PI, la
senal se calcula sin tomar en cuenta las restricciones y se satura en caso de que se llegara
a violar.

88 Capıtulo 5. Diseno e implementacion de controladores.
0 5 10 15 20 250
0.1
0.2
0.3
Tiempo (seg)
Flu
jo d
e ag
ua (
L/h)
x10
00
Salida del sistema
RefPIMPC
0 5 10 15 20 250
20
40
60
80
100 Señal de control
Ape
rtur
a de
la v
álvu
la (
%)
Tiempo (seg)
0 5 10 15 20 25−1
−0.8
−0.6
−0.4
−0.2
0
Tiempo (seg)
Par
ámet
ros
Estimación de parámetros a1 a
2
a2
a1
0 5 10 15 20 25
0
0.01
0.02
0.03
Tiempo (seg)
Par
ámet
ros
Estimación de parámetros b0 b
1
b0
b1
Figura 5.6: Simulacion del control de flujo de agua al condensador.

5.3. Controlador MPC para el flujo de agua al condensador. 89
Los resultados de la simulacion se muestran en la Figura 5.6. Se puede apreciar
que para el controlador MPC los parametros del modelo (b0, b1, a1, a2) convergen3
rapidamente y la salida controlada sigue sin problema la referencia. Sin embargo, en el
momento en que varıa la dinamica de la planta (t = 11 seg), el control se ve severamente
afectado por unos instantes, hasta que convergen nuevamente los parametros. Esto se
debe a que el control depende directamente de las predicciones hechas con el modelo. El
controlador PI no se ve afectado visiblemente en el instante del cambio en la dinamica
de la planta. Sin embargo, sı varıa la respuesta en lazo cerrado afectando principalmente
el sobretiro y el tiempo de convergencia de la variable controlada a la referencia.
El analisis del error de forma cuantitativa se puede apreciar en la Tabla 5.3 de la
pagina 93.
5.3.5. Desarrollo de una interfaz operador-proceso
La implementacion experimental esta hecha en LabViewr en donde se programa
el controlador MPC y el estimador de parametros por mınimos cuadrados recursivos.
El programa se presenta al usuario en un ambiente grafico, la pantalla principal del
programa se puede apreciar en la Figura 5.7.
Figura 5.7: Pantalla principal del programa para el control en tiempo real.
Las mediciones de flujo hechas por el medidor electronico FI1 se envıan al regulador
Digitric 500 4 por medio del cual se tiene acceso a los datos. Se actua sobre la valvula
3 Los valores a los que se converge son para 0 ≤ t < 11: b0 = 0.0314, b1 = 0.0156, a1 = −0.4076,a2 = −0.4499; para t ≤ 11: b0 = 0.0247, b1 = −0.0002, a1 = −0.9337, a2 = 0.0074.
4 Vea la descripcion de este dispositivo en la pagina 72.

90 Capıtulo 5. Diseno e implementacion de controladores.
Formato
Manejador de registros
Programa
para el
control MPCMAESTRO
Ciclo petición-respuesta
Digitric 500ESCLAVOS
Red MODBUS
Actuador
FV1
Sensor
FI1
Figura 5.8: Jerarquıa de la interfaz operador-proceso.
Figura 5.9: Programa del control interactuando con la planta piloto.
5.3. Controlador MPC para el flujo de agua al condensador. 91
neumatica FV1 a traves del mismo regulador. La comunicacion entre el regulador
Digitric 500 y el programa que contiene el algoritmo de control es mediante el protocolo
de comunicacion MODBUS 5 . El diagrama jerarquico de la interfaz operador-proceso se
muestra en el Figura 5.8. La Figura 5.9 muestra al programa para el control en tiempo
real interactuando con la planta piloto de destilacion.
5.3.6. Pruebas experimentales
En esta etapa se pone a trabajar el controlador en tiempo real en “modo de predic-
cion” para verificar los calculos que el controlador realiza, tanto para la prediccion de
la salida como para la senal de control. Esta verificacion se hace con el fin de evitar que
un mal calculo en las predicciones (por un mal modelado o errores en la programacion)
pudiera originar una senal de control fuera de los lımites del proceso y danar algun
dispositivo del sistema, ya sea al actuador o al propio condensador.
Para el control en tiempo real del flujo de agua al condensador, se utiliza el mismo
esquema planteado en la simulacion del control (mostrado en la Figura 5.5), ası como
tambien la misma sintonizacion para ambos controladores (mostrada en la Tabla 5.2).
El resultado mas importante que arroja esta prueba es que no se podra controlar
este sistema con un tiempo de muestreo de 0.05 segundos. Esto no es posible porque
el regulador Digitric 500 permite como tiempo mınimo de muestreo 0.2 segundos. Adi-
cionalmente, el tiempo de calculo de la senal de control y la estimacion de parametros
del modelo en lınea es de aproximadamente 0.9 segundos. Debido a esto, el nuevo tiempo
de muestreo es de 1 segundo para el desarrollo experimental.
5.3.7. Validacion y analisis de resultados
Los resultados del control se muestran en la graficas de las Figuras 5.10 y 5.11. Es
evidente que con el controlador MPC se tiene un tiempo de establecimiento menor que
con el controlador PI 6 . Sin embargo, para el proceso de destilacion, donde se requiere
unicamente mantener el flujo de agua constante, no representa beneficios notables ya
que el proceso de destilacion es un proceso muy lento. Finalmente para apreciar mejor
el transitorio, se tiene la grafica mostrada en la Figura 5.12.
Ademas de estos resultados cualitativos, los resultados de control se pueden cuan-
5 El protocolo MODBUS es un estandar en las comunicaciones en entornos industriales y utilizauna tecnica maestro - esclavo, en la cual solo un dispositivo (el maestro) puede iniciar transacciones(llamadas ‘peticiones’). Los otros dispositivos (los esclavos) responden suministrando al maestro eldato solicitado, o realizando la accion solicitada en la peticion [Digitric, 2001].
6 El controlador PI que se utiliza para las pruebas experimentales es el controlador de la plantapiloto de destilacion FC (sigla en el diagrama de instrumentacion de la pagina 67). Este controladorse encuentra incorporado en el regulador Digitric 500.

92 Capıtulo 5. Diseno e implementacion de controladores.
0 200 400 600 800 1000 1200 1400 1600 1800
0
0.1
0.2
0.3
Flu
jo d
e ag
ua (
L/h)
x 1
000
Salida del sistema
SetpointPIMPC
0 200 400 600 800 1000 1200 1400 1600 18000
20
40
60
Señal de control
Ape
rtur
a de
la v
álvu
la (
%)
Tiempo (seg)
Figura 5.10: Control del lazo de flujo de agua al condensador (tiempo real).
0 2 4 6 8 10−2
−1
0
1
Par
ámet
ros
Parámetros estimados a1 a
2
a2
a1
0 2 4 6 8 100
0.05
0.1
0.15
0.2
Tiempo (seg)
Par
ámet
ros
Parámetros estimados b0 b
1
b0
b1
Figura 5.11: Parametros estimados (tiempo real).

5.3. Controlador MPC para el flujo de agua al condensador. 93
1540 1560 1580 1600 1620 1640 1660 1680 17000.2
0.22
0.24
0.26 F
lujo
de
agua
(L/
h) x
100
0
Salida del sistema
SetpointPIMPC
1540 1560 1580 1600 1620 1640 1660 1680 170035
40
45
50
55 Señal de control
Ape
rtur
a de
la v
álvu
la (
%)
Tiempo (seg)
Figura 5.12: Control del lazo de flujo de agua al condensador (tiempo real).
tificar mediante una evaluacion del error entre los valores deseados y los valores obtenidos
con cada uno de los controladores. El ındice de error utilizado para este fin es el error
medio cuadratico (EMC ) y se expresa de la siguiente forma:
EMC =
√√√√√N∑
j=1
(F set
Cj − F realCj
)2
N
donde FC es el flujo volumetrico de alimentacion de agua al controlador y el error medio
cuadratico tiene unidades de L/hr. Se toman datos cada periodo de muestreo, por lo
que N = 864 para las simulaciones y N = 1800 para la parte experimental. Este error
nos proporciona el error promedio a lo largo del experimento, los valores calculados se
muestran en la Tabla 5.3.
Tabla 5.3: Error medio cuadratico del control del flujo de agua de alimentacion.
Control MPC Control PI
Simulacion (Figura 5.6) 28.9 22.8
Tiempo real (Figura 5.10) 2.6 28.4

94 Capıtulo 5. Diseno e implementacion de controladores.
5.4. Controlador MPC para la columna de desti-
lacion
En esta seccion se hara el diseno de un controlador predictivo multivariable para una
columna de destilacion binaria. El objetivo de control es obtener los valores de salida
deseados para las composiciones en el condensador x1 y en el hervidor xn. El proceso
a controlar esta ampliamente descrito en el Capıtulo 4. El controlador se validara en
simulacion por lo que unicamente se abarcaran los pasos del 1 al 4 de la metodologıa
propuesta en la Seccion 5.2, para posteriormente pasar al analisis de los resultados.
5.4.1. Seleccion de variables
Debido al conocimiento del proceso y a las diferentes configuraciones de control pre-
sentadas en la Seccion 5.1, se escoge la configuracion (L − V ) ya que se considera un
estandar en el control de composicion dual.
Por las suposiciones hechas en la formulacion del modelo, se consideran como va-
riables secundarias: la presion a lo largo de la columna, flujo de agua al condensador,
temperatura de la mezcla de entrada, composicion de la mezcla de entrada y el nivel
en el hervidor7 . Estas variables se consideran perfectamente controladas.
Las variables que se consideran para cumplir los objetivos de control son:
• Variables controladas.
¦ Composicion en el condensador x1.
¦ Composicion en el hervidor xn.
• Variables manipuladas.
¦ Electrovalvula de reflujo R.
¦ Potencia calefactora en la termorresistencia de calentamiento QB.
• Variables prealimentadas.
¦ Flujo volumetrico de alimentacion FV .
Note de las ecuaciones (4.6), (4.7) y (4.9) que: la senal aplicada a la electrovalvula R
afecta directamente al flujo molar lıquido LR; la potencia aplicada a la termorresistencia
de calentamiento QB afecta directamente al flujo molar de vapor VS; y, el flujo molar de
vapor F es afectado directamente por FV y puede considerarse como una perturbacion
medible.
7 Recuerde que la planta piloto de destilacion no cuenta con un tanque de reflujo o acumulador, porlo que no es necesario hacer el control de nivel de dicho tanque, vea el diagrama de instrumentacionen la pagina 67.

5.4. Controlador MPC para la columna de destilacion. 95
5.4.2. Obtencion de la respuesta temporal
La respuesta al escalon (unitario) de la planta se muestra en la Figura 5.13. De estas
graficas se puede notar que los escalones que se aplican al flujo de alimentacion FV y
a la potencia de calefaccion QB tienen muy poco efecto sobre las composiciones x1 y
xn, si se comparan con el efecto que tiene un escalon aplicado en la electrovalvula de
reflujo. Estos efectos tendran que ser compensados cuando se asignen las penalizaciones
a la senal de control en la funcion de costo (3.14).
0 200 4000.942
0.942
0.942
0.9421
0.9421Escalón en la potencia calefactora
0 200 4000.565
0.565
0.565
0.565
0.565
0.565
0.565
t (min)
0 200 4000.9415
0.9416
0.9417
0.9418
0.9419
0.942Escalón en flujo de alimentación
0 200 400
0.565
0.5652
0.5654
0.5656
0.5658
0.566
0.5662
t (min)
0 200 4000.86
0.88
0.9
0.92
0.94
0.96
Com
posi
ción
mol
ar lí
quid
a en
el c
onde
nsad
or
Escalón en la electroválvula de reflujo
0 200 400-0.4
-0.2
0
0.2
0.4
0.6
Com
posi
ción
mol
ar lí
quid
a en
el h
ervi
dor
t (min)
Figura 5.13: Respuesta al escalon de la CDD.
5.4.3. Obtencion del modelo de prediccion
El modelo de la columna de destilacion, compuesto por las ecuaciones algebraicas
(4.5) a la (4.15) y el conjunto de ecuaciones diferenciales (4.19) componen un sistema
no lineal y, aunque sı se pueden predecir los estados futuros con un modelo no lineal, es
sumamente difıcil encontrar una solucion al problema de minimizacion para el calculo
de las futuras entradas al proceso. Esto principalmente por problemas de convexidad, ya
que no se puede garantizar una solucion global, ası como tampoco se puede garantizar
la busqueda de una solucion local dentro de un tiempo de calculo razonable.
En los ultimos anos el control predictivo no lineal ha sido objeto de estudio, tanto
desde el punto de vista de sus propiedades como de su implementacion. Y existen

96 Capıtulo 5. Diseno e implementacion de controladores.
algunas alternativas que buscan evitar la resolucion de un problema de programacion no
convexa, no lineal. En este caso, el controlador MPC propuesto, emplea una estrategia
conocida como “linealizacion en lınea”, es decir, una linealizacion del modelo del proceso
en cada perıodo de muestreo para calcular una “respuesta optimizada” con el modelo
linealizado en ese instante. Esta estrategia es una alternativa aproximada al control
predictivo no lineal y garantiza que el control presente una menor sensibilidad a los
cambios de punto de operacion.
La ecuacion de equilibrio vapor-lıquido describe la relacion entre las composiciones
de vapor yi y lıquido xi en cada plato de la columna y esta dado por la expresion no
lineal:
yi =αxi
1 + (α− 1) xi
, i = 1, ..., n. (5.5)
Donde α es la volatilidad relativa y depende de la mezcla.
Siendo x el vector de estados de dimension n (igual al numero de platos) cuyos
componentes son las composiciones xi y vector de entradas es u = ( LR VS F )T ; se
compone un sistema no lineal (4.19) de la forma:
x = f (x, u)
y = g (x, u)
Se linealiza el modelo alrededor del punto (u, x, y) = (u∗, x∗, y∗), que representa
el estado nominal o punto de operacion del sistema. Lo cual nos lleva a un sistema
continuo, lineal e invariante en el tiempo de la forma:
x = Ax + Bu
y = Cx + Du
Donde A =∂f
∂x(x∗, u∗), B =
∂f
∂u(x∗, u∗), C =
∂g
∂x(x∗, u∗) y D =
∂g
∂u(x∗, u∗).
Se comienza linealizando la ecuacion (5.5) de equilibrio vapor-lıquido:
∂yi
∂xi
=α
[1 + (α− 1) x∗i ]2
Linealizacion de la ecuacion condensador.
M1x1 = VR (y2 − x1)
Pasando la ecuacion en terminos de u∗, x∗:
M1x1 = [VS + (1− q) F ] (y2 − x1)

5.4. Controlador MPC para la columna de destilacion. 97
Linealizando:
∂f
∂LR
(x∗, u∗) = 0;∂f
∂x1
(x∗, u∗) = − 1
M1
[VS + (1− q) F ]
∂f
∂VS
(x∗, u∗) =1
M1
(y2 − x∗1) ; = − 1
M1
(LR + D) ;
∂f
∂F(x∗, u∗) =
1
M1
(1− q) (y2 − x∗1) ;∂f
∂x2
(x∗, u∗) =1
M1
VSy∗2.
Linealizacion de la seccion de enriquecimiento.
Mixi = VR (yi+1 − yi) + LR (xi−1 − xi) ; i = 2, ..., f − 1
Pasando la ecuacion en terminos de u∗, x∗:
Mixi = [VS + (1− q) F ] (yi+1 − yi) + LR (xi−1 − xi)
Linealizando:
∂f
∂LR
(x∗, u∗) =1
Mi
(x∗i−1 − x∗i
);
∂f
∂xi−1
(x∗, u∗) = − 1
Mi
LR;
∂f
∂VS
(x∗, u∗) =1
Mi
(yi+1 − yi) ;∂f
∂xi
(x∗, u∗) = − 1
Mi
(LR + VRy∗2) ;
∂f
∂F(x∗, u∗) =
1
Mi
(1− q) (yi+1 − yi) ;∂f
∂xi+1
(x∗, u∗) =1
Mi
VRy∗i+1.
Linealizacion de la ecuacion plato de alimentacion.
Mf xf = VSyf+1 − VRyf + LRxf−1 − LSxf + FxFc
Pasando la ecuacion en terminos de u∗, x∗:
Mf xf = VSyf+1 − VSyf − (1− q) Fyf + LRxf−1 − LRxf − qFxf + FxFc
Linealizando:
∂f
∂LR
(x∗, u∗) =1
Mf
(x∗f−1 − x∗f
);
∂f
∂xf−1
(x∗, u∗) = − 1
Mf
LR;
∂f
∂VS
(x∗, u∗) =1
Mf
(yf+1 − yf ) ;∂f
∂xf
(x∗, u∗) = − 1
Mf
(LS + VRy∗f
);
∂f
∂F(x∗, u∗) =
1
Mf
[− (1− q) yf − qx∗f + xFc
];
∂f
∂xf+1
(x∗, u∗) =1
Mf
VSy∗f+1.
Linealizacion de la seccion de empobrecimiento.
Mixi = VS (yi+1 − yi) + LS (xi−1 − xi) ; i = f + 1, ..., n− 1

98 Capıtulo 5. Diseno e implementacion de controladores.
Pasando la ecuacion en terminos de u∗, x∗:
Mixi = VS (yi+1 − yi) + (LR + qF ) (xi−1 − xi)
Linealizando:
∂f
∂LR
(x∗, u∗) =1
Mi
(x∗i−1 − x∗i
);
∂f
∂xi−1
(x∗, u∗) = − 1
Mi
LS;
∂f
∂VS
(x∗, u∗) =1
Mi
(yi+1 − yi) ;∂f
∂xi
(x∗, u∗) = − 1
Mi
(LS + VSy∗i ) ;
∂f
∂F(x∗, u∗) =
1
Mi
q(x∗i+1 − x∗i
);
∂f
∂xi+1
(x∗, u∗) =1
Mi
VSy∗i+1.
Linealizacion de la ecuacion del hervidor.
Mnxn = VS (xn − yn) + LS (xn−1 − xn)
Pasando la ecuacion en terminos de u∗, x∗:
Mnxn = (LR + qF ) xn−1 + VSyn − xn (LR + qF − VS)
Linealizando:
∂f
∂LR
(x∗, u∗) =1
Mn
(x∗n−1 − x∗n
);
∂f
∂xn−1
(x∗, u∗) = − 1
Mn
LS;
∂f
∂VS
(x∗, u∗) =1
Mn
(x∗n − y∗n) ;∂f
∂xn
(x∗, u∗) =1
Mn
[−LR − qF + VS − VSy∗n]
∂f
∂F(x∗, u∗) =
1
Mn
q(x∗n−1 − x∗n
); = − 1
Mn
[B + VSy∗n]
De esta forma, la matriz A es una matriz tri-diagonal y tiene dimension n× n y no
es cero para los siguientes terminos:
Ai,i−1 =
LR
Mi
i = 2, ..., f,
LS
Mi
i = f + 1, ..., n− 1,
LS
Mi
i = n
Ai,i+1 =
VRy∗i+1
Mi
i = 1,
VRy∗i+1
Mi
i = 2, ..., f − 1,
VSy∗i+1
Mi
i = f, ..., n− 1.

5.4. Controlador MPC para la columna de destilacion. 99
Ai,i =
−LR + D
Mi
i = 1,
−LR + VRy∗iMi
i = 2, ..., f − 1,
−LS + VRy∗iMi
i = f,
−LS + VSy∗iMi
i = f + 1, ..., n− 1,
−B + VSy∗iMi
i = n
La matriz B tiene dimension n× 3 y la i-esima fila esta dada por:
Bi =
1
Mi
[0 (yi+1 − x∗i ) (1− q) (yi+1 − x∗i )
]i = 1,
1
Mi
[ (x∗i−1 − x∗i
)(yi+1 − yi) (1− q) (yi+1 − yi)
]1 < i < f,
1
Mi
[ (x∗i−1 − x∗i
)(yi+1 − yi) xFc − qx∗i − (1− q) yi
]i = f,
1
Mi
[ (x∗i−1 − x∗i
)(yi+1 − yi) q
(x∗i−1 − x∗i
) ]f < i < n,
1
Mi
[ (x∗i−1 − x∗i
)(x∗i − yi) q
(x∗i−1 − x∗i
) ]i = n.
Finalmente para tener todos los estados disponibles, la matriz C es una matriz iden-
tidad de n× n y la matriz D = 0.
5.4.4. Pruebas en simulacion
El controlador MPC se aplicara al modelo de la columna de destilacion del Capıtulo 4
cuyas caracterısticas fısicas se muestran en la Tabla A.1 y la mezcla a separar sera
Metanol-Etanol. En la Tabla A.2 se muestran las caracterısticas termodinamicas de la
mezcla y los parametros iniciales de la planta piloto para las simulaciones se muestra
en la Tabla A.3. Todas estas tablas se encuentran en el Apendice A. La simulacion fue
hecha en Simulinkr de Matlabr.
Finalmente se escoge un tiempo de muestreo de 0.2 minutos (12 segundos), esto para
que el modelo lineal calculado en cada instante de muestro, no diverja del “modelo real”.
Y, para que se compense el efecto de manipulacion de la electrovalvula de reflujo con
la potencia calefactora (ver la Figura 5.13), se le pone un peso de 1 a la penalizacion de
esfuerzos de control de la electrovalvula y de 0.001 a la potencia de la termoresistencia.

100 Capıtulo 5. Diseno e implementacion de controladores.
Los esquemas de simulacion se muestran en la Figura 5.14, se consideran dos casos
basicos:
• Caso 1. MPC con modelo lineal de la columna para las predicciones.
• Caso 2. MPC con modelo de la columna linealizado en lınea (linealizacion en cada
instante de muestreo) para las predicciones:
a) La valvula de reflujo R puede abrirse proporcionalmente segun las necesidades,
para el control de la columna.
b) La valvula de reflujo R solamente puede tomar dos posiciones, totalmente
abierta, o totalmente cerrada, como es el caso de la planta piloto. Para este
caso, la senal a la valvula calculada por el MPC se convierte a una senal de
pulsos, de tipo PWM, para que pueda aplicarse a la valvula.
Se utilizan las mismas suposiciones de la Seccion 4.2, por lo que desde t = 0 los flujos
molares de las etapas de enriquecimiento y empobrecimiento son constantes; ası co-
mo las masas retenidas en cada plato son constantes. Las condiciones iniciales de las
concentraciones en cada plato de la columna de destilacion son:
x0 = [0.942, 0.915, 0.9, 0.865, 0.82, 0.81, 0.804, 0.73, 0.722, 0.65, 0.624, 0.565]T
Para todos los casos se hacen pruebas de regulacion y seguimiento, se comienza
trabajando sin alimentacion (destilacion por lote) para posteriormente perturbar el
sistema en con un flujo volumetrico de alimentacion de 50 mL/min.
Note que la dinamica de la columna es no lineal, dadas por las ecuaciones algebraicas
(4.5) a la (4.15) y el conjunto de ecuaciones diferenciales (4.19). Lo unico que cambia
para cada caso es el modelo que se utiliza para las predicciones. Para todos los casos se
utilizan los mismos parametros sintonıa, mostrados en la Tabla 5.4.
Para la sintonıa del controlador MPC, se toman horizontes de prediccion y control
cortos debido a que el modelo de prediccion es un modelo linealizado en ese instante
de muestreo y valido solamente para la vecindad de ese punto de linealizacion. Por las
caracterısticas fısicas del sistema, es necesario tomar en consideracion las restricciones
para el calculo de la senal de control:
0 % ≤ R ≤ 100 %
0 watt ≤ QB ≤ 2500 watts
Para el caso del controlador PI, la sintonıa fue hecha en un punto de operacion, como
generalmente se hace para este tipo de controladores, siguiendo las guıas de sintonıa
que se proporcionan en [Luyben, 1992]. Para este caso las restricciones no se toman en
cuenta en el calculo de la senal de control, en caso de que se viole alguna restriccion, la
senal se satura a sus lımites.

5.4. Controlador MPC para la columna de destilacion. 101
F
R
FCFT
FT
MPC
Multivariable
LC
LT
B
D
Txi
Txi
a Esquema MPC.
F
R
FCFT
LC
LT
B
D
PI-L
PI-V
Txi
Txi
b Esquema PID.
Figura 5.14: Esquemas de simulacion.
Tabla 5.4: Parametros de sintonıa los controladores de la planta piloto de destilacion.
Control PI (L) Control PI (V ) Control MPC
Parametro Valor Parametro Valor Parametro ValorP 200 P 2000 HP 20I 1 I 5000 HC 10
α 0.7λR 1λQB
0.001Ts 0.2 min

102 Capıtulo 5. Diseno e implementacion de controladores.
En las Figuras 5.15 y 5.16 se observan las simulaciones para el primer caso, cuando
se tiene un modelo de prediccion lineal. Se puede apreciar en ellas que, debido a las no
linealidades de la planta, solamente es posible controlarla bajo ciertas condiciones de
operacion, como por ejemplo el flujo de alimentacion constante, ası como operar dentro
de la region donde fue linealizado el modelo de prediccion.
En las Figuras 5.17 y 5.18 se observan las simulaciones para el caso 2a, con un
modelo de prediccion linealizado en cada instante de muestreo y la valvula de reflujo R
operando como una valvula de apertura proporcional segun las necesidades de control.
En el caso de regulacion (Figura 5.17) se observa la mutua dependencia de las variables
controladas: cuando una variable cambia de punto de operacion se afecta a la otra. Sin
embargo, el controlador MPC logra compensar ese efecto debido a que toma en cuenta
estas interacciones, ası como los efectos de la perturbacion generado por el cambio en
FV . Mientras que el controlador PI se ve afectado por estos efectos e incluso en ciertas
regiones presenta mayor error en estado estable y en el transitorio mayores sobretiros.
Para el caso de seguimiento (Figura 5.18), para ambos controladores es un poco mas
sencillo el control, debido a que las variaciones en los puntos de operacion es mas suave,
sin embargo, el PI sigue teniendo error en estado estable en algunas regiones.
En las Figuras 5.19 y 5.20 se observan las simulaciones para el caso 2b, con un
modelo de prediccion linealizado en cada instante de muestreo y la valvula de reflujo R
operando unicamente en las posiciones, totalmente abierta y totalmente cerrada. Para el
caso de regulacion (Figura 5.19) se aprecia que el control predictivo, toma mas tiempo en
estabilizarse que en el caso 2a, sobretodo en el control de xC , esto por el efecto de perdida
de informacion al momento de convertir la senal de control calculada por el controlador a
una senal de pulsos, sin embargo logra llevar a las salidas al punto deseado. El control PI
se pierde totalmente cuando hay cambios en los puntos de operacion grandes, pues en el
intento de llevar las salidas al punto deseado calcula senales de control que sobrepasan
los lımites permitidos de estas variables y se saturan a sus lımites, mientras que el
control MPC se “anticipa” a la violacion de estas restricciones y por ello logra hacer un
mejor control. En el caso de seguimiento (Figura 5.20) se puede apreciar que al igual
que el caso 2a es mas sencillo porque los cambios en los puntos de operacion son mas
suaves, y por ello PI calcula senales de control suaves, sin necesidad de violar alguna
restriccion.
Tanto para el caso 2a como para el caso 2b en regulacion y en seguimiento, el efecto
de la perturbacion FV se compensa debido a que esta es una variable medible y tomada
en cuenta para las predicciones en el control MPC, mientras que el control PI no lo
considera y por ello genera en esos puntos, errores en estado estable en las salidas
controladas.

5.4. Controlador MPC para la columna de destilacion. 103
0 50 100 150 200 250 300 350 400
0.85
0.9
0.95
1 Composición en el condensador
Tiempo (min)
xC
MPCSet Point
0 50 100 150 200 250 300 350 400
0.4
0.45
0.5
0.55
Composición en el hervidor
Tiempo (min)
xB
MPCSet Point
0 50 100 150 200 250 300 350 4000
50
100 Señal de entrada a EV1
R (
%)
Tiempo (min)
0 50 100 150 200 250 300 350 4000
20
40
60 Flujo volumétrico de alimentación
FV (
mL/
min
)
Tiempo (min)
0 50 100 150 200 250 300 350 4000
500
1000
1500
2000
2500 Potencia calefactora
QB
(W
atts
)
Tiempo (min)
Figura 5.15: Caso 1. Modelo de prediccion lineal, Regulacion.

104 Capıtulo 5. Diseno e implementacion de controladores.
0 50 100 150 200 250 300 350 4000.92
0.94
0.96
0.98
1 Composición en el condensador
Tiempo (min)
xC
MPCSet Point
0 50 100 150 200 250 300 350 400
0.4
0.45
0.5
0.55
Composición en el hervidor
Tiempo (min)
xB
MPCSet Point
0 50 100 150 200 250 300 350 4000
20
40
60
80 Señal de entrada a EV1
R (
%)
Tiempo (min)
0 50 100 150 200 250 300 350 4000
20
40
60 Flujo volumétrico de alimentación
FV (
mL/
min
)
Tiempo (min)
0 50 100 150 200 250 300 350 4000
500
1000
1500
2000
2500 Potencia calefactora
QB
(W
atts
)
Tiempo (min)
Figura 5.16: Caso 1. Modelo de prediccion lineal, Seguimiento.

5.4. Controlador MPC para la columna de destilacion. 105
0 50 100 150 200 250 300 350 400
0.92
0.94
0.96
0.98
1
Tiempo (min)
xC
Composición en el condensador
Set Point MPC PI
0 50 100 150 200 250 300 350 400
0.35
0.4
0.45
0.5
0.55
Tiempo (min)
xB
Composición en el hervidor
Set Point MPC PI
0 50 100 150 200 250 300 350 4000
50
100 Señal de entrada a EV1
R (
%)
Tiempo (min)
MPC PI
0 50 100 150 200 250 300 350 4000
20
40
60 Fujo volumétrico de alimentación
FV (
mL/
min
)
Tiempo (min)
0 50 100 150 200 250 300 350 4000
1000
2000
Potencia calefactora
QB
(W
atts
)
Tiempo (min)
MPC PI
Figura 5.17: Caso 2a. R (apertura proporcional). MPC y PI, Regulacion.

106 Capıtulo 5. Diseno e implementacion de controladores.
0 50 100 150 200 250 300 350 4000.94
0.95
0.96
0.97
0.98
0.99
1
1.01
Tiempo (min)
xC
Composición en el condensador
Set Point MPC PI
0 50 100 150 200 250 300 350 400
0.4
0.45
0.5
0.55
Tiempo (min)
xB
Composición en el hervidor
Set Point MPC PI
0 50 100 150 200 250 300 350 4000
50
100 Señal de entrada a EV1
R (
%)
Tiempo (min)
MPC PI
0 50 100 150 200 250 300 350 4000
20
40
60 Fujo volumétrico de alimentación
FV (
mL/
min
)
Tiempo (min)
0 50 100 150 200 250 300 350 4000
1000
2000
Potencia calefactora
QB
(W
atts
)
Tiempo (min)
MPC PI
Figura 5.18: Caso 2a. R (apertura proporcional). MPC y PI, Seguimiento.

5.4. Controlador MPC para la columna de destilacion. 107
0 50 100 150 200 250 300 350 400
0.92
0.94
0.96
0.98
1
1.02
Tiempo (min)
xC
Composición en el condensador
Set Point MPC PI
0 50 100 150 200 250 300 350 400
0.2
0.25
0.3
0.35
0.4
0.45
0.5
0.55
Tiempo (min)
xB
Composición en el hervidor
Set Point MPC PI
0 50 100 150 200 250 300 350 4000
50
100 Señal de entrada a EV1
R (
%)
Tiempo (min)
MPC PI
0 50 100 150 200 250 300 350 4000
20
40
60 Fujo volumétrico de alimentación
FV (
mL/
min
)
Tiempo (min)
0 50 100 150 200 250 300 350 4000
1000
2000
Potencia calefactora
QB
(W
atts
)
Tiempo (min)
MPC PI
Figura 5.19: Caso 2b. R (On/Off). MPC y PI, Regulacion.
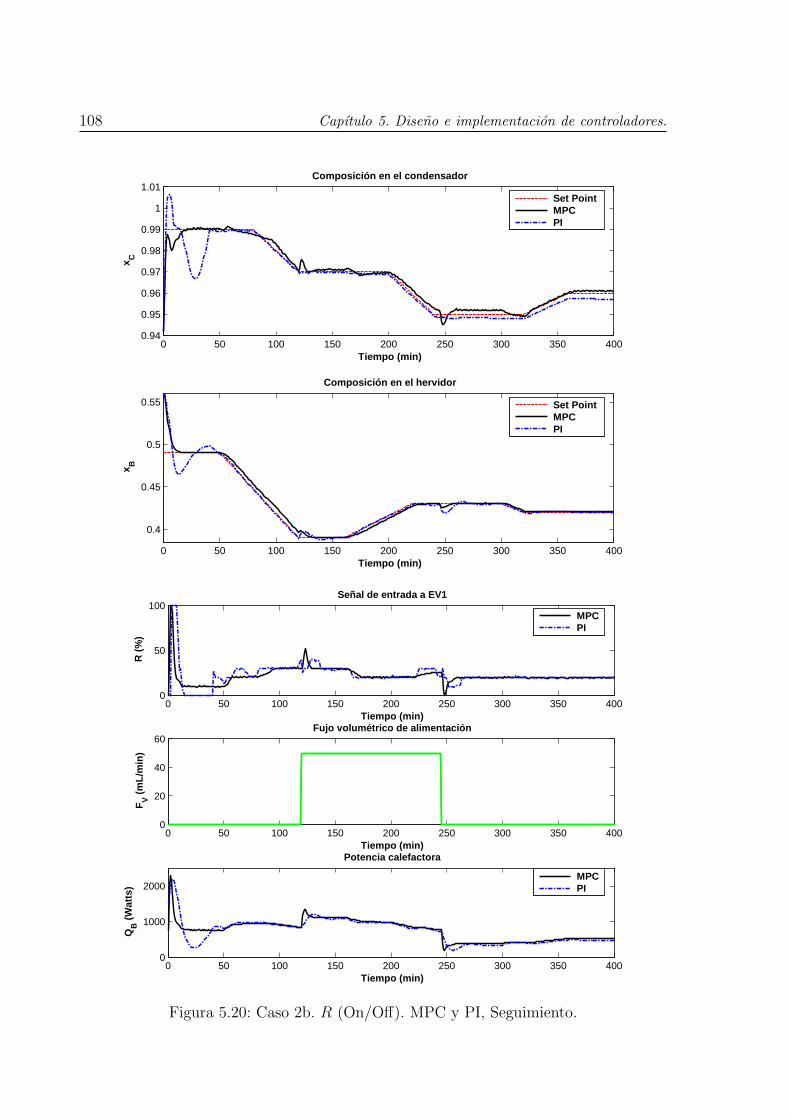
108 Capıtulo 5. Diseno e implementacion de controladores.
0 50 100 150 200 250 300 350 4000.94
0.95
0.96
0.97
0.98
0.99
1
1.01
Tiempo (min)
xC
Composición en el condensador
Set Point MPC PI
0 50 100 150 200 250 300 350 400
0.4
0.45
0.5
0.55
Tiempo (min)
xB
Composición en el hervidor
Set Point MPC PI
0 50 100 150 200 250 300 350 4000
50
100 Señal de entrada a EV1
R (
%)
Tiempo (min)
MPC PI
0 50 100 150 200 250 300 350 4000
20
40
60 Fujo volumétrico de alimentación
FV (
mL/
min
)
Tiempo (min)
0 50 100 150 200 250 300 350 4000
1000
2000
Potencia calefactora
QB
(W
atts
)
Tiempo (min)
MPC PI
Figura 5.20: Caso 2b. R (On/Off). MPC y PI, Seguimiento.

5.5. Conclusiones. 109
5.4.5. Analisis de resultados
El analisis cuantitativo de los resultados se hara nuevamente con el criterio del error
medio cuadratico (EMC ) que nos proporciona el error promedio a lo largo de las simu-
laciones. Para este caso el error se expresa mediante:
EMC =
√√√√√N∑
j=1
(xset
cij − xrealcij
)2
N× 100
donde el error medio cuadratico tiene unidades de porcentaje de concentracion (que
en este caso corresponde a la concentracion de Metanol). El numero de muestras es
N = 2000 al ser el perıodo de muestreo de 0.2 min.
Los resultados se aprecian en la Tabla 5.5. Se puede ver de estos valores de error que
para ambas variables controladas (composicion en el condensador y composicion en el
hervidor), en todos los casos donde se “linealiza en lınea” el modelo de la columna (Caso
2a y 2b), el controlador MPC tiene un mejor desempeno que los controladores PI. El
caso donde se tiene un modelo lineal del proceso (Caso 1) tiene un error mayor debido
a que el modelo utilizado para las predicciones solamente es valido para un punto de
operacion y no representa el comportamiento dinamico del proceso fuera de este punto.
Tabla 5.5: Error medio cuadratico de las simulaciones.
Control MPC Control PI
Condensador Hervidor Condensador Hervidor
Caso 1. Regulacion 1.44 3.03 – –
Caso 1. Seguimiento 1.11 1.21 – –
Caso 2a. Regulacion 0.78 1.15 1.05 1.52
Caso 2a. Seguimiento 0.32 0.70 0.54 0.85
Caso 2b. Regulacion 0.81 1.13 2.24 6.99
Caso 2b. Seguimiento 0.35 0.77 0.54 0.85
5.5. Conclusiones
En este capıtulo se presentaron los resultados obtenidos al aplicarle el control pre-
dictivo al lazo de flujo de agua al condensador en simulacion y de forma experimental;
ası como las simulaciones del control a la planta piloto de destilacion. El desempeno de
estos controladores se comparo con controladores PI. Para llevar a cabo el diseno e im-
plementacion de los controladores se utilizo la metodologıa planteada en la Seccion 5.2.

110 Capıtulo 5. Diseno e implementacion de controladores.
Para el control de flujo al condensador se presenta paso a paso el desarrollo del
sistema de control, siendo lo mas relevante la implementacion experimental, donde la
solucion tecnologica para la comunicacion entre la PC y la planta piloto es el protocolo
de comunicaciones MODBUS. Se compara el controlador desarrollado con el controlador
PI incorporado en el regulador Digitric 500. Los resultados de control nos muestran que
el control predictivo no es apto cuando los objetivos de control requieren una respuesta
rapida, principalmente porque el tiempo necesario para las predicciones y el calculo de
la senal de control es grande (hasta de 1 segundo para este caso, recordando que la
constante de tiempo del sistema es de 0.5 segundos).
La evaluacion del controlador multivariable se realizo mediante simulaciones
numericas, donde el proceso a controlar se represento por el modelo obtenido en el
Capıtulo 4 para una columna de destilacion y el modelo de prediccion fue un modelo
de la columna “linealizado en lınea”. Con este modelo de prediccion se evito la resolu-
cion de un problema de optimizacion no convexa, no lineal. Se mostro en este capıtulo
la efectividad del controlador en cuanto al rechazo de perturbaciones medibles y los
cambios en los puntos de operacion del proceso.
Los resultados del control para ambos casos fueron evaluados cuantitativamente me-
diante el criterio de error llamado: error medio cuadratico. El resultado de este criterio
de error representa el promedio de error a lo largo de la simulacion o experimento.

Capıtulo 6
Conclusiones generales y
perspectivas
Para finalizar este trabajo, se presentan a continuacion las conclusiones generales y
los trabajos futuros propuestos.
6.1. Conclusiones generales
En el actual documento se presenta el estudio de la tecnica del control predictivo desde
sus elementos basicos y las alternativas que se utilizan en diferentes formulaciones. Se
desarrolla un controlador predictivo en ambiente de Simulinkr utilizando la formulacion
en espacio de estados, tomandose en consideracion diferentes aspectos clave en estos
controladores, como lo pueden ser: la diferencia que pudiera existir entre el modelo de
prediccion y el proceso, ası como la incorporacion de restricciones en el calculo de la
senal de control. Evidentemente, existen diversas herramientas de control predictivo en
el mercado, entre las que destaca el toolbox de MPC 1 [Morari y Ricker, 1998], que es
mas potente que la presentada en este trabajo, al ser su orientacion y objetivo distintos.
La Tabla 6.1 muestra una comparativa de las dos herramientas, donde se han destacado
en cursiva aquellas caracterısticas del controlador programado.
Se presentan 4 casos de estudio en donde el controlador se pone a prueba. En estos
casos se aprecian: (i) los efectos que tienen los parametros de sintonıa, (ii) el control
con un modelo de prediccion diferente a la planta, (iii) la incorporacion de restricciones
y (iv) un caso mas complejo donde se controla una planta multivariable, de fase no
mınima y operando cerca de las restricciones, donde se puede ver mas de cerca las
ventajas que nos ofrece esta tecnica de control.
1 El toolbox de MPC no fue empleado en esta tesis.
111

112 Capıtulo 6. Conclusiones generales y perspectivas.
Tabla 6.1: Tabla comparativa entre el controlador programado y el toolbox de MPC deMatlabr.
Principales caracterısticas de las herramientas Programade MPC
Toolbox deMatlabr
Codigo fuente disponible para el usuario. X XFacil manejo (no necesita programacion para la reali-zacion de ejemplos).
X ×
Representacion de sistemas en funcion de transferencia(para el modelo de prediccion).
× X
Representacion de sistemas en espacio de estados (parael modelo de prediccion).
X X
Sistemas multivariables. X XTratamiento de restricciones fısicas. X XTratamiento de sistemas no lineales. X ×Rechazo de perturbaciones medibles. X XRechazo de perturbaciones no medibles. X XPermite analisis de estabilidad. × XIdentificacion de sistemas. × XDisponibilidad gratuita. X ×
Posteriormente, se da a conocer el modelo y la descripcion de la planta piloto de des-
tilacion. El modelo se hace en base a ciertas suposiciones como flujos molares constantes
en cada seccion, mezcla binaria e ideal, constante de equilibrio ideal, masas retenidas
constantes, etc. Estas suposiciones son muy comunes en la formulacion de modelos de
columnas de destilacion por su simplicidad para probar estrategias de control. La va-
lidacion demuestra de forma grafica que la simulacion numerica del modelo sigue la
dinamica de la planta y aunque no hay un ajuste perfecto se toma como valido.
Se pone en practica la metodologıa propuesta en la Seccion 5.2 para la implementacion
de un controlador predictivo monovariable para el control de flujo de agua al conden-
sador de donde se puede ver que el sistema presenta una dinamica rapida, su cons-
tante de tiempo es de 0.5 segundos aproximadamente, por lo que para una buena
discretizacion del sistema se requerirıa muestrear entre 4 y 10 veces la constante de
tiempo, esto es entre 0.05 y .125 seg. Sin embargo, debido a las caracterısticas del re-
gulador Digitric 500 (ya que el tiempo mınimo de muestreo es de 0.2 segundos) y que
el tiempo de calculo de la senal de control y de la estimacion de parametros en lınea,
no se pueden hacer lo suficientemente rapido, se utiliza un tiempo de muestreo de 1
segundo, que podrıa considerarse “mucho tiempo”. Pero recuerde que en el caso de
control de una columna de destilacion con configuracion de control (L − V ), el flujo
de agua al condensador es una variable de control de inventario (secundaria) y debe
permanecer constante a lo largo de todo el proceso, y durante el tiempo de arranque

6.1. Conclusiones generales. 113
de la columna se logra controlar perfectamente antes de que el vapor llegue al conden-
sador, que tarda aproximadamente 30 min. Cabe senalar que el control PI, con el que se
compara el control MPC, es el que se tiene en el lazo 2 del primer regulador Digitric 500
y los parametros de sintonıa son los que actualmente se tiene en dicho lazo y aunque
responde mas rapido el controlador MPC, es difıcil de mostrar todas las ventajas de
un controlador MPC comparado con un control PI ya que en este caso no se aprecian
las ventajas del caso multivariable ni cuando se tienen restricciones en la salida, en los
estados, etc.
El tiempo del calculo de la senal de control en tiempo real (casi 1 segundo para el
lazo SISO) nos demuestra que este tipo de control no esta hecho para controlar sistemas
rapidos, aunque existen alternativas, como el control predictivo funcional, que calcula
una senal de control suboptima para agilizar el tiempo de calculo.
En el control de la columna se pueden apreciar con mas detalle los beneficios del
control predictivo interactuando con una planta no lineal y en presencia de restricciones.
Para todos los casos estudiados, el control predictivo presenta un mejor comportamiento
que el controlador PI, ya que logra mantener un error en estado estable igual a cero y
puede compensar los efectos generados por los cambios de referencias en otras variables,
ası como el cambio en el punto de operacion de la planta debido a la “linealizacion en
lınea”.
Por otro lado, el controlador MPC, tambien puede rechazar mejor las perturbaciones
generadas por el cambio de flujo de alimentacion ya que las toma en cuenta al ser un
controlador multivariable. El efecto del ruido generado por la perdida de informacion en
la modulacion PWM de la senal de control a la electrovalvula genera oscilaciones de la
salida controlada sobre la referencia en cuanto al controlador MPC, pero el controlador
PI en el caso de cambios grandes en la referencia, no puede estabilizar la salida. La
incorporacion de restricciones al calculo de la senal de control garantizan que el MPC
calcule una senal de control acotada, mientras que para el PI, la saturacion de la senal
de control afecta su desempeno.
Finalmente para la validacion de la hipotesis se utiliza el criterio del error medio
cuadratico. Los resultados que nos proporciona este ındice de desespeno se encuentran
en las Tablas 5.3 y 5.5. Se puede apreciar por simple comparacion, que para los diversos
casos estudiados y en todas las variables controladas se tiene un mejor desempeno del
control MPC.
Como ha podido observarse en las ecuaciones que describen la formulacion de las
predicciones y el problema de control, los controladores predictivos tratan problemas
complejos de forma optima, siendo una herramienta de gran valor para abordar pro-
blemas donde se necesita una mejora de la regulacion, sin una complejidad conceptual
elevada. Utilizan una serie de parametros cuyo significado es facil de comprender y para
los que existen reglas de seleccion que hacen la sintonıa y el mantenimiento asequible al

114 Capıtulo 6. Conclusiones generales y perspectivas.
usuario. En todo caso, la sintonıa no suele ser un problema en control predictivo, donde
el esfuerzo y el tiempo de diseno, se pone en la obtencion y validacion de un modelo
utilizado para las predicciones. Siendo despues relativamente sencillo escoger el tipo de
respuesta deseada para el controlador.
6.2. Trabajos futuros propuestos
Existen diferentes aspectos que se pueden seguir investigando a raız de este trabajo,
los cuales se pueden dividir de la siguiente manera:
• El modelo de la columna de destilacion. El modelo de la columna de des-
tilacion presentado en el Capıtulo 4, es un modelo simplificado que es apto para
estrategias de control, sin embargo, puede mejorarse tomando en cuenta otros as-
pectos en el modelado, como pudieran ser: un modelo mas completo y detallado del
hervidor y del condensador, perdidas de calor en el medio ambiente etc. Ası como
ajustando parametros en los que se tiene incertidumbre (ej. la eficiencia de Mur-
phree) y calculando los que no se conocen (ej. coeficiente de efervescencia de la
mezcla).
• Implementacion en tiempo real. En este trabajo se presenta la implementacion
del control predictivo para el control de un lazo monovariable en la columna de
destilacion siguiendo la metodologıa propuesta en la Seccion 5.2, quedandose como
un trabajo futuro la validacion del control multivariable en tiempo real.
• Control predictivo no lineal. Para el control de la columna de destilacion se
utiliza una alternativa al control predictivo no lineal conocida como “linealizacion
en lınea”. Actualmente no existen soluciones generales para el control predictivo
no lineal puro, pero si existen soluciones especıficas para problemas particulares
y principalmente en simulacion, donde el inconveniente basico es la solucion de
un problema no lineal, no convexo. Se propone hacer un estudio de estas solu-
ciones especıficas para poder aplicar el control predictivo no lineal a la columna
de destilacion.
Bibliografıa
[Alpbaz et al., 2002] M. Alpbaz, S. Karacan, Y. Cabbar, H. Hapoglu (2002). Applica-
tion of model predictive control and dynamic analisis to a pilot distillation column
and experimental verification. Che. Eng. Journal 88, 163-174 .
[Astrom y Wittenmark, 1990] K. J. Astrom y B. Wittenmark (1990). Computer con-
troled system – Teory and design. Prentice Hall, Englewood Cliffs, New Jersey.
[Astrom y Wittenmark, 1995] K. J. Astrom y B. Wittenmark (1995). Adaptative con-
trol. Addison Wesley. Segunda edicion.
[Al-Arfaj y Luyben, 2000] M. Al-Arfaj and W. L. Luyben (2000). Comparison of al-
ternative control structures for an ideal two-product reactive distillation column.
Ind. Eng. Chem. Res. 39, 3298-3307.
[Camacho, 2001] E. Camacho y C. Bordons (2001). Control predictivo: pasado, presente
y futuro. Reporte tecnico. Escuela Superior de Ingenieros. Universidad de Sevilla.
[Camacho, 2004] E. Camacho y C. Bordons (2004). Model predictive control. Second
edition. Springer-Verlag, 2004.
[Clarke y Gawthrop, 1979] D.W. Clarke y P.J. Gawthrop (1979). Self-tuning control.
IEEE Proceedings. 123, 633-640.
[Clarke et al., 1987] D.W. Clarke, C. Morari, P.S. Tuffs (1987). Generalized predictive
control. Part I. The basic algorithm. Automatica 23(2), 137-148.
[Clarke y Morari, 1989] D.W. Clarke, C. Morari (1989). Generalized predictive control.
Automatica 25(6), 859-875.
[Cutler y Ramaker, 1980] C.R. Cutler, B.C. Ramaker (1980). Dynamic matrix control.
A computer control algorithm. Automatic Control Conference, San Francisco.
[Digitric, 2001] Digitric, Manual (2001). Protonic 100/500/550 Digitric 500, MODBUS
interface description. Clasificacion 42/62-50040 EN, ABB Group. Alemania.
[E.Veneta, 1998] Manual Profesor/Alumno (1998). Planta piloto automatizada y com-
puterizada de destilacion continua. MOD DCA/EV. ElettronicaVeneta. Italia.
[Fletcher, 1980] R. Fletcher (1980). Practical methods of optimization. John Wiley &
Sons Ltd.
115

116 Bibliografıa
[Garcıa et al., 1989] C.E. Garcıa, D.M. Prett y M. Morari (1989). Model predictive con-
trol: theory and practice - a survey. Automatica, 25(3), 335-348.
[Greco et al., 1984] C. Greco, G. Menga, E. Mosca y G. Zappa (1984). Performance im-
provement of self tuning controllers by multistep horizons: The musmar approach.
Automatica 20, 681-700.
[Halvorsen y Skogestad, 1997] I. J. Halvorsen , S. Skogestad (1997). Optimizing control
of petlyuk distillation: understanding the steady-state behavior. Computers chem.
Engng, 21, 249-254.
[Hurowitz et al., 2003] S. Hurowitz, J. Anderson, M. Duvall, J. B. Riggs (2003). Dis-
tillation control configuration selection. Journal of Process Control, 13, 357-362.
[Jana et al., 2005] Jana, K. Amiya, N. S. Amar, G. Saibal (2005). Globally linealized
control system design of a constrained multivariable distilation column. Journal
of Process Control. 15, 169-181.
[Johanson, 2006] K. H. Johanson (2006). Relay feedback and multivariable control. Tesis
de doctorado, Lund Institute of thecnology. Suecia.
[Juarez et al., 2006] D. Juarez-Romero, C.M. Astorga-Zaragoza, V.M. Alvarado-
Martınez, F.R. Lopez-Estrada (2006). A test-based methodology for parameter
estimation of a bench-scale distillation column. Conference on Dinamics, Instru-
mentation and Control CDIC06. Qeretaro, Mexico.
[Keyser y Cuawenberghe, 1985] R.M.C. De Keyser, A.R. Van Cuawenberghe (1985).
Extended prediction self-adaptive control. IFAC Symposium on Identification and
System Parameter Estimation. York, UK. 1317-1322.
[Keyser et al., 1989] R.M.C. De Keyser, Ph.G.A.Van deVelde, F.G.A. Dumortier
(1989). A comparative study of self-adaptive long-range predictive control methods.
Automatica, 24(2), 149-163.
[Kramer, 1991] K. Kramer, H. Ubehauen (1991). Predictive adaptive control. Compari-
son of main algorithms. Proceedings 1st European Control Conference, Grenoble,
327-332.
[Luyben, 1992] W. Luyben (1992). Practical distillation control. Van Nostrand-
Reynolds.
[Maciejowsky, 2002] J.M. Maciejowsky (2002). Predictive control with constraints.
Prentice Hall.
[McAvoy y Wang, 1986] T.J. McAvoy, Y.H. Wang (1986). Survey of recent distillation
control results. ISA Transactions, 24(1), 5-15.
[Morari, 1994] M. Morari (1994). Advances in model-based predictive control. Oxford
University Press.

Bibliografıa 117
[Morari y Ricker, 1998] M. Morari, N.L. Ricker (1998). Model predictive control toolbox
users guide. MathWorks.
[Murray, 2003] A.G. Murray (2003). Dynamical mathematical model of a distillation
column. Master’s thesis. University of Tennessee at Chatanooga. Tennesse, USA.
[Nooraiil y Romagnoli, 1998] AA. Nooraiil, J. A. Romagnoli (1998). Implementation
of advanced operational and control techniques for a pilot distillation column.
Computers chem. Engng. 22, 695-708.
[Pannocchia, 2003] G. Pannocchia (2003). Model predictive control with application to
multivariable ill-conditioned process. Journal of Process Control 13, 693-701.
[Peterka, 1984] V. Peterka (1984). Predictor-based self-tuning control. Automatica
20(1), 39-50.
[Poling et al., 2001] B.E. Poling, J.M. Prausnitz, J.P. O’Connell (2001). The properties
of gases and liquids. McGrawHill.
[Propoi, 1963] A.I. Propoi (1963). Use of LP methods for synthesizing sampled-data
automatic systems. Automatic Remote Control.
[Qin y Badgwell, 2003] S.J. Qin, T.A. Badgwell (2003). A survey of industrial model
predictive control technology. Control Engineering Practice, 11, pp. 733-764.
[Rademarker et al., 1975] O. Rademaker, J.E. Rijnsdorp, A. Maarleveld (1975). Dyna-
mics and control of continuous distillation columns. American Elsevier Publishing
Company, Inc., New York, New York.
[Rawlings, 2000] J. Rawlings (2000). Tutorial overview of model predictive control.
IEEE Control Systems Magazine 20(3), 38-52.
[Richalet et al., 1978] J. Richalet, A. Rault, J.L. Testud y J. Papon (1978). Model pre-
dictive heuristic control: application to industrial processes. Automatica 14(2),
413-428.
[Richalet et al., 1987] J. Richalet, S. Abu, C. Arber H.B. Kuntze, A. Jacubash,
W.Schill. (1987). Predictive functional control. Aplication to fast and accurate
robots. In Proc. 10th IFAC Congress, Munich.
[Richalet, 1992] J. Richalet (1992). Practique de la commande predictive. Hermes, Fran-
cia.
[Rivas et al., 2006] F. Rivas-Cruz, G. Valencia-Palomo, R. Longoria-Ramırez, F.R.
Lopez-Estrada (2006). Real-time monitoring and control of a distillation column
via MODBUS protocol. Congreso anual de la Asociacion Mexicana de Control
Automatico AMCA06. UNAM, Mexico D.F.
[Rosenbrock, 1960] H. Rosenbrock (1960). A Theorem of Dynamic Conservation for
Distillation. Trans. Instn. Chem. Engrs, 38, 20-35.

118 Bibliografıa
[Schmitz, 2001] E. Schmitz (2001). Modelado y simulacion de una torre de destilacion
multicomponente. Tesis de maestrıa, Universidad Politecnica de Valencia. Espana.
[Skogestad, 1997] S. Skogestad (1997). Dynamics and control of distillation columns. A
critical survey. Modeling, Identification and control, 18, 177-217.
[Torres-Ortiz, 2005] F.L. Torres-Ortiz (2005). Observacion y control no lineal de colum-
nas de destilacion. Tesis de Maestrıa, CENIDET.
[Tolliver y Waggoner, 1980] T. L. Tolliver, R. C. Waggoner (1980). Distillation column
control: a review and perspective from the control process industry. ISA Transac-
tions, 35, 83-106.
[Volk et al., 2005] U. Volk, D. Kniese, R. Hahn, R. Haber, U. Schmitz (2005). Optimized
multivariable predictive control of an industrial distillation column considering
hard and soft constraints. Control Engineering Practice 13, 913-927.
[Waller et al., 2005] J.B. Waller, J.M. Boling (2005). Multivariable nonlinear MPC of
an ill-condicioned distilation column. Journal of Process Control. 15, 23-29.
[Ydstie, 1984] B.E. Ydstie (1984). Extended horizon adaptive control. Proc. 9th IFAC
World Congress, Budapest, Hungary.
[Zadeh y Whalen, 1962] L.A. Zadeh, B.H. Whalen (1962). Optimal control and linear
programming. IRE Trans. Automatic Control, 45-46.

Apendice A
Tablas de parametros
En este apendice se muestran los parametros utilizados a lo largo de la tesis para las
simulaciones y los experimentos realizados. La Tabla A.1 muestra las caracterısticas de
la planta piloto de destilacion, la Tabla A.2 muestra las propiedades termodinamicas
de la mezcla Metanol-Etanol y finalmente la Tabla A.3 muestra las condiciones iniciales
utilizadas en la simulacion.
Tabla A.1: Caracterısticas fısicas de la planta piloto de destilacion.
Caracterıstica Valor Unidades
Etapas (n) 12 –
Platos 10 –
Plato de alimentacion (f) 7 –
Espacio entre platos 11 cm
Diametro de platos 10 cm
Diametro de vertedero 0.5 cm
Altura de vertedero 2.5 cm
Capacidad del hervidor 6 L
Capacidad de recogida de producto de fondo 4 L
Area de transferencia del condensador 0.5 m2
Capacidad de recogida de destilado 1 L
Potencia de termorresistencia de calentamiento 0-2500 Watts
Potencia de termorresistencia de precalentamiento 0-500 Watts
119

120 Apendice A. Tablas de parametros.
Tabla A.2: Propiedades termodinamicas de la mezcla Metanol-Etanol.
Parametro MeOH EOH Unidades
Densidad (ρc) 0.792 0.789 g/cm3
Peso molecular (MWc) 32 46.07 g/mol
Temperatura de ebullicion (Tbc) 64.7 78.5 oC
Entalpıa de vaporizacion (∆Hvapc ) 35.27 38.56 kJ/mol
Calor especıfico (Cpc) 0.0816 0.1124 kJ/moloC
Constante de Antoine Ac 8.08097 7.58670 –
Constante de Antoine Bc 1582.271 1281.590 –
Constante de Antoine Cc 239.726 193.768 –
Tabla A.3: Parametros iniciales de las simulaciones.
Parametro Valor Unidades
Volumen de MeOH en la alimentacion VF1 2000 mL
Volumen de EOH en la alimentacion VF2 2000 mL
Volumen de MeOH en el hervidor V112 2000 mL
Volumen de EOH en el hervidor V212 2000 mL
Eficiencia de Murphree (E) 0.9 –
Eficiencia de Murphree (e) 0.9 –
Temperatura de alimentacion (TF ) 26 CPresion del proceso (PT ) 101.3 kPa

Apendice B
Descripcion de los programas
En este apendice se hace una descripcion breve del uso de los programas utilizados
para las simulaciones y la reproduccion de las graficas de este trabajo. Incluye tambien
una descripcion del programa utilizado para el control en tiempo real del flujo de agua
al condensador.
Los archivos involucrados en las simulaciones y el control de tiempo real se encuentran
en el disco compacto anexo a este documento de tesis.
B.1. El modelo de la columna de destilacion
La programacion del software de simulacion se realizo utilizando Simulinkr v. 6.5 de
Matlabr v. 7.2. Simulinkr es un ambiente de programacion disenado para construir si-
muladores numericos mediante modulos representados por bloques. Cada bloque esta pro-
gramado para realizar una funcion en particular.
Modelo no lineal de la CDD
El software necesario para la simulacion del modelo no lineal de la planta piloto
de destilacion esta guardado bajo el nombre columna.mdl y requiere que el archi-
vo column.m este guardado en el mismo directorio. Para su simulacion unicamente
debera ejecutarse el programa (Figura B.1).
Modelo linealizado en lınea de la CDD
La programacion de la simulacion de la columna de destilacion linealizada en ca-
da instante de muestreo esta realizada en el programa Linealizaciononline.mdl y
121

122 Apendice B. Descripcion de los programas.
Figura B.1: Simulador de la columna de destilacion en lazo abierto.
requiere del archivo collinonline.m. La comparacion de las respuestas del mode-
lo no lineal y el modelo linealizado en lınea se puede ver ejecutando el programa
(Figura B.2).
Figura B.2: Comparacion de la columna de destilacion en lazo abierto y la columna de
destilacion linealizada en lınea.
Los parametros de la columna de destilacion, para ambos casos, tanto el modelo lineal
como el linealizado en lınea, en caso de que requieran ser modificados, se tienen que
hacer directamente desde la lınea de codigo de cada simulador.

B.2. El controlador MPC. 123
B.2. El controlador MPC
A diferencia del modelo no lineal y el modelo linealizado en cada instante de muestreo,
que estan programados en una funcion S continua, el controlador MPC desarrollado en
esta tesis se encuentra programado en una funcion S discreta.
El programa del controlador se encuentra distribuido en 3 archivos:
• MPCInicial.m Es una funcion de bajo nivel utilizada para la inicializacion del
controlador MPC. Las matrices requeridas para generar las predicciones, la trayec-
toria de referencia y las utilizadas para resolver el problema de optimizacion se
calculan en este bloque y son devueltas en una estructura llamada md.
• MPCSoloptimizada.m Es una funcion de bajo nivel utilizada para calcular la
senal de control dados los estados actuales (medidos o estimados) y el valor de las
salidas deseadas (set point).
• MPCControlador.m Es la funcion S que contiene el algoritmo principal del
controlador, manda a llamar al archivo MPCInicial.m para que se inicialice,
posteriormente genera las predicciones y la trayectoria de referencia y manda a
llamar al archivo MPCSoloptimizada.m para el calculo de la senal de control.
Estos archivos son almacenados en un directorio y son mandados a llamar durante
la ejecucion de la respectiva simulacion.
El bloque que llama a la funcion S (Figura B.3), tiene como entradas los esta-
dos medidos y las salidas deseadas. Las salidas del bloque son la senal de control
para las entradas manipuladas y los estados predichos. Los parametros de entrada
al controlador se introducen directamente desde un cuadro de dialogo en Simulinkr
(Figura B.4).
Para el modelo introducido al controlador se asume un modelo discreto con intervalo
de muestreo Ts en espacio de estados:
x (k + 1) = Ax (k) + Bu (k)
y (k) = Cx (k)
z (k) = Czx (k)
zc (k) = Ccx (k)
Donde y(k) son las salidas medidas, z(k) son las salidas controladas y zc(k) son las
salidas con restricciones. Las restricciones del sistema estan dadas por la ecuacion (3.21).

124 Apendice B. Descripcion de los programas.
Ejemplos con el bloque de MPC
Se realizaron algunas pruebas en el Capıtulo 3 con el fin de probar algunos aspectos
del controlador programado. Estas pruebas se encuentran en las carpetas bajo los nom-
bres Ejer01.mdl, Ejer02.mdl, Ejer03.mdl, RestriccionesSISO.mdl y por ultimo
Tanque.mdl. Basta con ejecutar estos programas para poder simularlos y obtener las
graficas correspondientes.
Señal de
control
Estados
predecidos
Estados
medidos
Set points
Figura B.3: Bloque del controlador MPC en Simulinkr.
Figura B.4: Cuadro de dialogo del controlador MPC.

B.2. El controlador MPC. 125
Control de flujo de agua al condensador
Simulacion
Para la simulacion del control de flujo de agua al condensador basta con ejecutar el
programa Flujoalcond.mdl (Figura B.5). La estimacion de parametros se encuentra
programada en estimacion.m, los parametros de la estimacion se pueden cambiar
directamente desde un cuadro de dialogo en Simulinkr (Figura B.6).
Figura B.5: Simulador del control de flujo de agua al condensador.
Figura B.6: Cuadro de dialogo del bloque de estimacion de parametros.

126 Apendice B. Descripcion de los programas.
Control en tiempo real
El programa de control en tiempo real del flujo de agua al condensador se encuentra
programado en LabViewr v. 8.0, el programa tiene dos partes principales: la referente al
control predictivo (Figura B.7) y la referente a la estimacion de parametros (Figura B.8),
en cada una de ellas se pueden modificar sus parametros para diferentes sintonizaciones
o estimaciones.
a Pantalla inicial.
b Salida del sistema. c Entrada al sistema.
Figura B.7: Programa en LabViewr para el control MPC en tiempo real.

B.2. El controlador MPC. 127
a Estimados a1 y a2. b Estimados b0 y b1.
Figura B.8: Programa en LabViewr para el control MPC en tiempo real, parametrosestimados.
Control de la planta piloto de destilacion
Las simulaciones del control de la planta piloto de destilacion (Figura B.9) se encuen-
tran divididas en 3 carpetas:
• Columna control 01 Esta carpeta contiene el control MPC lineal de la planta
piloto de destilacion, el archivo para la simulacion es CDDconMPC.mdl.
• Columna control 02 Esta carpeta contiene el control MPC mediante “lineali-
zacion en lınea” de la planta piloto de destilacion comparado con un control PI,
el archivo para la simulacion es CDDComparacion.mdl. La electrovalvula de
reflujo es considerada como una valvula de apertura proporcional.
• Columna control PWM Esta carpeta contiene el control MPC mediante “li-
nealizacion en lınea” de la planta piloto de destilacion comparado con un control
PI, el archivo para la simulacion es CDDComparacion.mdl. La electrovalvula
de reflujo es considerada como una valvula de apertura On/Off.
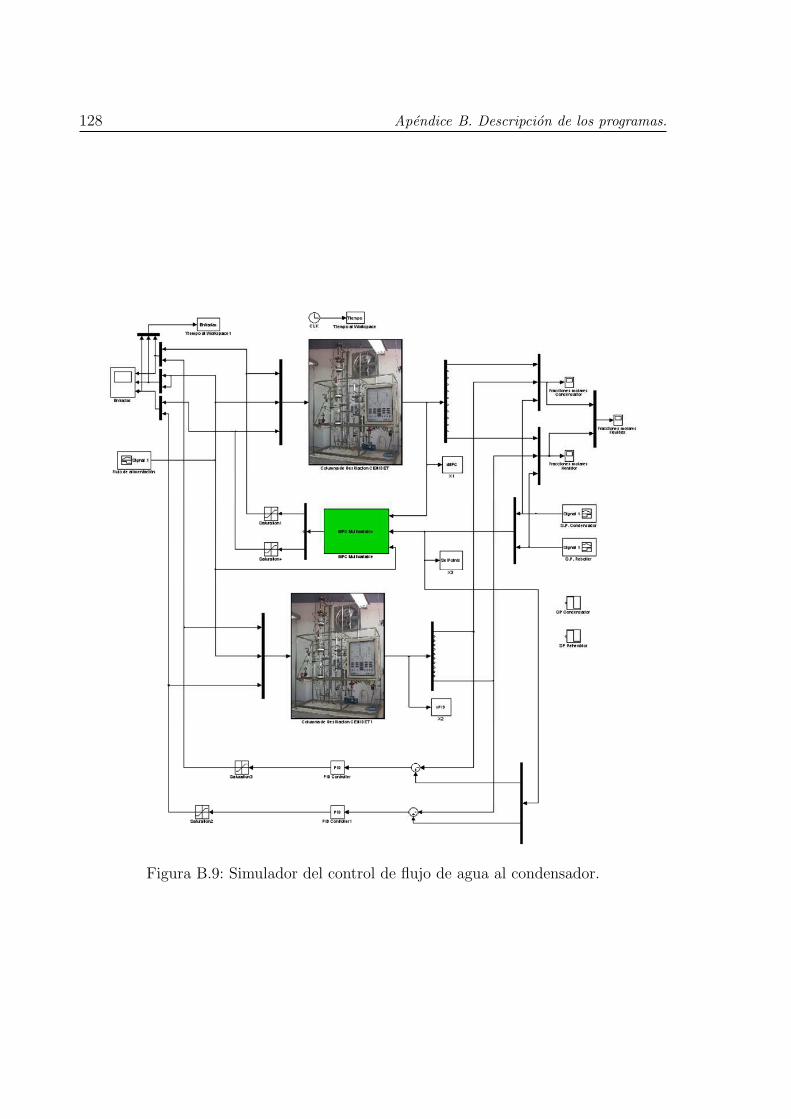
128 Apendice B. Descripcion de los programas.
Figura B.9: Simulador del control de flujo de agua al condensador.