apostila flexo
DESCRIPTION
Apostila referente a flexografiaTRANSCRIPT

1 Introdução
1.1 Histórico
1.2 Evolução
1.3 Características da Banda Estreita
2 Porta-Clichê
2.1 Número de dentes da Engrenagem
2.2 Diâmetro Primitivo
2.3 Diâmetro do Porta-Clichê
2.4 Comprimento da Circunferência Primitiva
3 Facas Rotativas
3.1 Como confeccionar
3.2 Número de carreiras
3.3 Número de repetições
3.4 Manutenção e cuidados
3.5 Facas Magnéticas
4 Clichê
4.1 Como são feitos
4.2 Quais os tipos de clichês
4.3 Como separar cores
4.4 Manutenção e cuidados
5 Distorção
5.1 O que é e como se calcula
1
1

6 Fita Dupla-Face
6.1 Quais são os tipos e como selecionar corretamente
7 Anilox
7.1 Como são gravados
7.2 Anilox cerâmica e cromado
7.3 B.C.M.
7.4 Lineatura
7.5 Manutenção e cuidados
7.6 Sistema Doctor-Blade
8 Tintas
8.1 Quais são os tipos e Principais características
8.2 Tintas Especiais
9 Aditivos e Vernizes
9.1 Quais são
9.2 Para que servem
9.3 Como usar
9.4 Cura UV (intensidade da lâmpada x velocidade da máquina)
10 Substratos
10.1 Tipos e Usos
11 Máquinas Modulares
11.1 Como funciona (desbobinador, rolo de pressão, doctor roll, doctor blade, ...)
11.2 Principais características
11.3 Manutenção e cuidados
2
2

12 Máquinas Tambor Central
12.1 Como funciona (desbobinador, roletes guia, rolo de pressão, doctor roll, ...)
12.2 Principais características
12.3 Manutenção e cuidados
13 Impressão
13.1 Tipos de Equipamentos
13.2 Sistema de Distribuição de Tinta
13.3 Tintas de Impressão
13.4 Seqüência de Cores
13.5 Condições de Impressão
13.6 Substratos
13.7 Clichês para Impressão
13.8 Dupla-face
13.9 Controle de Processo
3
3
1 - INTRODUÇÃO
HISTÓRICO
Alguns historiadores afirmam que o uso de impressoras tipo anilina se iniciou em 1860 nos Estados Unidos. Outros que seu surgimento ocorreu em 1890, quando Bibby, Baron and Sons de Liverpool, Inglaterra, construíram um dispositivo com unidades de impressão em torno de um único cilindro de impressão. As tintas empregadas não eram químicas e as cores se dissolviam em água. O invento, chamado de “a loucura de Bibby”, foi considerado uma monstruosidade tanto do ponto de vista mecânico quanto da tinta utilizada.
A maioria dos dados cronológicos, porém, indicam que a primeira impressora para o processo flexográfico foi construída em 1905, pôr C. A. Holweg, a quem foi concedida a patente britânica.Esse tipo de impressão foi em linha, empregando-se materiais caloríficos diluídos em azeites voláteis para impressão sobre papel. A tinta secou rapidamente e a impressão foi sincronizada manualmente com uma máquina de fazer sacos de papel, obtendo-se, assim, sacos impressos numa única operação.
A impressão anilina – expressão adotada na América devido ao emprego de corantes com base de alcatrão, da mesma família dos azeites de anilina – foi introduzida em grande escala nos Estados Unidos na década de 20. As primeiras impressoras foram trazidas da Alemanha, onde o processo conserva o nome “gummidruck” (impressão com clichê de borracha).
Durante os anos 40, muitos converteres produziam uma grande variedade de materiais para embalagens impressas com esse processo, porém, havia objeções quanto à terminologia anilina, pôr significar derivado de alcatrão, cuja conotação era de substância perigosa e tóxica. Muitos compradores de embalagens, principalmente para alimentos, recusavam-se a colocar seus produtos em embalagens impressas pôr esse sistema. Mas, em 1949, um grupo representativo da indústria apresentou provas para a FBAI – Federal Bureau of Animal Industries, que demonstraram a utilização dos mesmos pigmentos para outros processos de impressão. Estas provas foram aceitas pelo FBAI, porem o estigma permaneceu.
Em outubro de 1952, durante o 14o Fórum do Instituto de Embalagens dos Estados Unidos, foi anunciado que o nome flexografia fora escolhido para substituir a expressão impressão anilina. A terminologia foi mundialmente aceita e, numa primeira definição, significava “método de impressão tipográfico rotatório que emprega clichês e tintas fluidas de rápida secagem”.
A partir dos anos 80, o termo foi definido como “método de impressão rotativa direta, que usa clichês resistentes com imagem em alto relevo,
4
4

ajustados a cilindros Porta-Clichê com longitudes de repetições variáveis, entintados pôr um cilindro provido ou não de uma racle (doctor blade), que transporta tintas fluidas ou pastosas a qualquer substrato”.
5
5
EVOLUÇÃO
No início eram dois rolos de borracha que eram chamados de pescadores e entintadores. Era um conjunto formado pôr tinteiros, rolos pescadores, entintadores, Porta-Clichê e contrapressão ou tambor central, esse era o conjunto impressor de uma máquina Flexográfia. Quando esse conjunto imprimia, gerava muito “Squash”, dando ao processo uma conotação de carimbo.
Com o passar dos tempos, foram criadas melhorias, como rolos de ferro substituindo os rolos entintadores de borracha, posteriormente rolos cromados começaram a dar uma aparência melhor na impressão Flexográfia.Mas foi com o desenvolvimento do rolo anilox que a Flexográfia começou a ganhar novos horizontes, rolos que eram gravados quimicamente e que não passavam de 100 lpc (linhas pôr centímetro) devido à limitação das lineaturas, desenvolveu-se o anilox com gravação mecânica que ajudou muito na melhoria do processo.Com a melhoria do anilox houve também melhoria na qualidade do rolo de borracha, não só na qualidade da borracha, como também na sua dureza e então se começou a balancear os rolos.
Mas a evolução não parava, começou-se a usar lâmina para raspar os excessos de tinta, que passam com a pressão que a tinta exerce entre o rolo anilox e o rolo de borracha.Com o desenvolvimento do rolo cerâmico gravado a laser, controlou-se a capacidade volumétrica dos rolos anilox e o aumento significativo de suas lineaturas.Foram utilizadas lâminas no sistema doctor roll para melhoria, em máquinas modulares, que trabalham com o rolo de borracha mergulhado na tinta e lâmina no anilox.
PRINCIPAIS CARACTERISTICAS - BANDA ESTREITA
1) Largura até 20" (50 cm)2) Construções Modulares e Tambor Central3) Secagem individual por estágio de impressão4) Acabamento em Linha - verniz, corte e vinco, hot stamping, etc.5) Possibilidade de sair em folhas ou com cortes irregulares6) Pode-se unir outros processos de impressão - serigrafia, off-set, etc.7) Tipos diferentes de produtos - tags, etiquetas, rótulos, código de
barras, cupons, bilhetes, cartelas, cartuchos de pequenos formatos, embalagens flexíveis, etc.
8) Opcionais em linha - laminação a frio, delaminação / relaminação, inversão (impressão frente e verso), etc.
9) Serigráfia rotativa, e Cold-Stamping.
6
6

2 - PORTA-CLICHÊ
O porta-clichê é um cilindro de alumínio acoplado ou não a uma engrenagem, onde será colado o clichê.Será necessário conhecermos o diâmetro primitivo da engrenagem, o diâmetro do porta-clichê e o comprimento da circunferência primitiva, para confecção dos clichês e da faca.
O diâmetro do porta-clichê está ligado diretamente ao número de dentes da engrenagem.
porta-clichê = primitivo da - 2 * (espessura + espessura da)
engrenagem do clichê dupla-face
primitivo da = z * m
engrenagem
onde, z = número de dentes da engrenagemm = módulo da engrenagemm = p/onde,p = passo primitivo da engrenagem (varia de acordo com a máquina) = 3,1415192654 (constante matemática) = L /
Hoje no Brasil, temos dois tipos de máquinas flexográficas:
1) CP 1/8” o passo primitivo vale 1/8” (um oitavo de polegada) p = 3,175 mmm=3,175 / 3,141519654 m = 1,0106339
2) Módulo 1 o módulo vale 1 m = 1
7
7

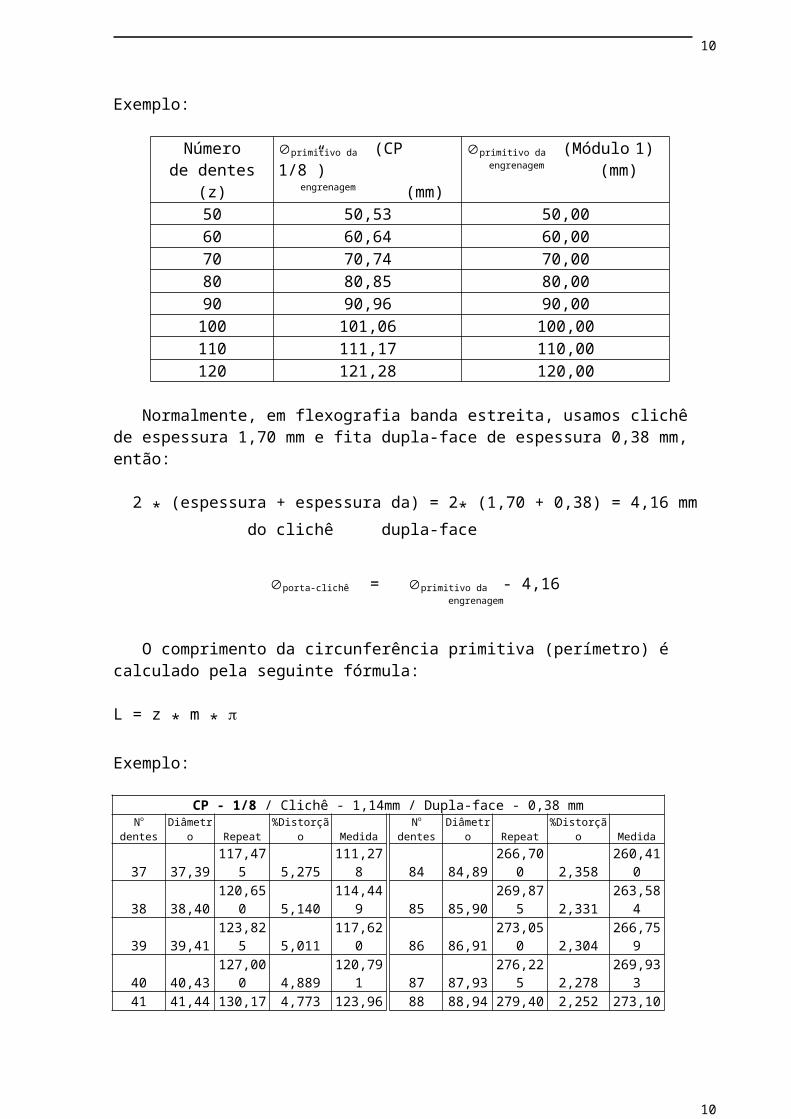
Exemplo:
Númerode dentes (z)
primitivo da (CP 1/8”)
engrenagem (mm)primitivo da (Módulo 1)
engrenagem (mm)50 50,53 50,0060 60,64 60,0070 70,74 70,0080 80,85 80,0090 90,96 90,00100 101,06 100,00110 111,17 110,00120 121,28 120,00
Normalmente, em flexografia banda estreita, usamos clichê de espessura 1,70 mm e fita dupla-face de espessura 0,38 mm, então:
2 * (espessura + espessura da) = 2* (1,70 + 0,38) = 4,16 mm
do clichê dupla-face
porta-clichê = primitivo da - 4,16
engrenagem
O comprimento da circunferência primitiva (perímetro) é calculado pela seguinte fórmula:
L = z * m *
Exemplo:
CP - 1/8 / Clichê - 1,14mm / Dupla-face - 0,38 mmNo dentes Diâmetro Repeat %Distorção Medida No dentes Diâmetro Repeat %Distorção Medida
37 37,39 117,475 5,275 111,278 84 84,89 266,700 2,358 260,41038 38,40 120,650 5,140 114,449 85 85,90 269,875 2,331 263,58439 39,41 123,825 5,011 117,620 86 86,91 273,050 2,304 266,75940 40,43 127,000 4,889 120,791 87 87,93 276,225 2,278 269,93341 41,44 130,175 4,773 123,962 88 88,94 279,400 2,252 273,10742 42,45 133,350 4,662 127,134 89 89,95 282,575 2,227 276,28143 43,46 136,525 4,556 130,305 90 90,96 285,750 2,203 279,45544 44,47 139,700 4,455 133,477 91 91,97 288,925 2,179 282,63045 45,48 142,875 4,358 136,649 92 92,98 292,100 2,155 285,80446 46,49 146,050 4,265 139,821 93 93,99 295,275 2,133 288,97847 47,50 149,225 4,176 142,993 94 95,00 298,450 2,110 292,15248 48,51 152,400 4,091 146,165 95 96,01 301,625 2,088 295,32749 49,52 155,575 4,009 149,338 96 97,02 304,800 2,067 298,50150 50,53 158,750 3,930 152,510 97 98,03 307,975 2,046 301,675
8
8

CUIDADOS COM O PORTA-CLICHÊ
Antes de iniciar a colagem da fita dupla-face devemos limpar o porta-clichê com álcool isopropílico, para retirar qualquer sujeira ou oleosidade que dificultaria a adesão da fita dupla-face e poderia causar algumas rugas ou bolhas, e nunca utilize estilete ou qualquer ferramenta que possa danificar o porta-clichê na hora de cortar a fita dupla-face. Lembre-se, qualquer dano na superfície do porta-clichê irá prejudicar a qualidade da impressão.
Após a utilização devemos retirar a fita dupla-face usada assim como qualquer resíduo de tinta, e sempre limpar a engrenagem para não deixar acumular graxa.
9
9
3 - FACAS ROTATIVAS
Para a confecção de uma faca, devemos primeiramente obter informações de como nosso cliente deseja o seu impresso.
1) Qual é a largura do impresso?
2) Qual é o comprimento do impresso?
3) Tipo de substrato a ser utilizado?
4) Qual é o raio de arredondamento dos cantos?
5) Qual é a distância mínima entre impressos?
6) Qual é a margem lateral do impresso?
Muitos de nossos clientes não saberão responder as três ultimas perguntas, pôr isso adotaremos algumas situações:
a) Raio de arredondamento, o fabricante de facas pede para se utilizar no mínimo 0,5 mm.
b) Distâncias entre impressos imaginem que nosso cliente irá usar uma rotuladeira automática, e o fabricante dessa máquina solicita um espaço mínimo de 2 mm entre impressos.
c) Margem lateral, esta distância quanto menor, melhor, pois não deixa o liner sozinho sem o frontal, evitando assim o rompimento do liner no caso de torção e tração, mas pôr outro lado se deixarmos uma margem muito pequena, podemos ter problemas com a quebra do esqueleto. Deixar em torno de 2 mm acima e abaixo do impresso.
Após responder estas perguntas, precisamos de uma lista dos Porta-Clichê que possuímos e do comprimento da circunferência primitiva de cada porta-clichê.
Primeiramente vamos entender alguns conceitos:
Repetição - número de impressos a ser colocado ao longo da circunferência do porta-clichê.
Carreira – número de impressos a se colocado na largura do porta-clichê.
10
10

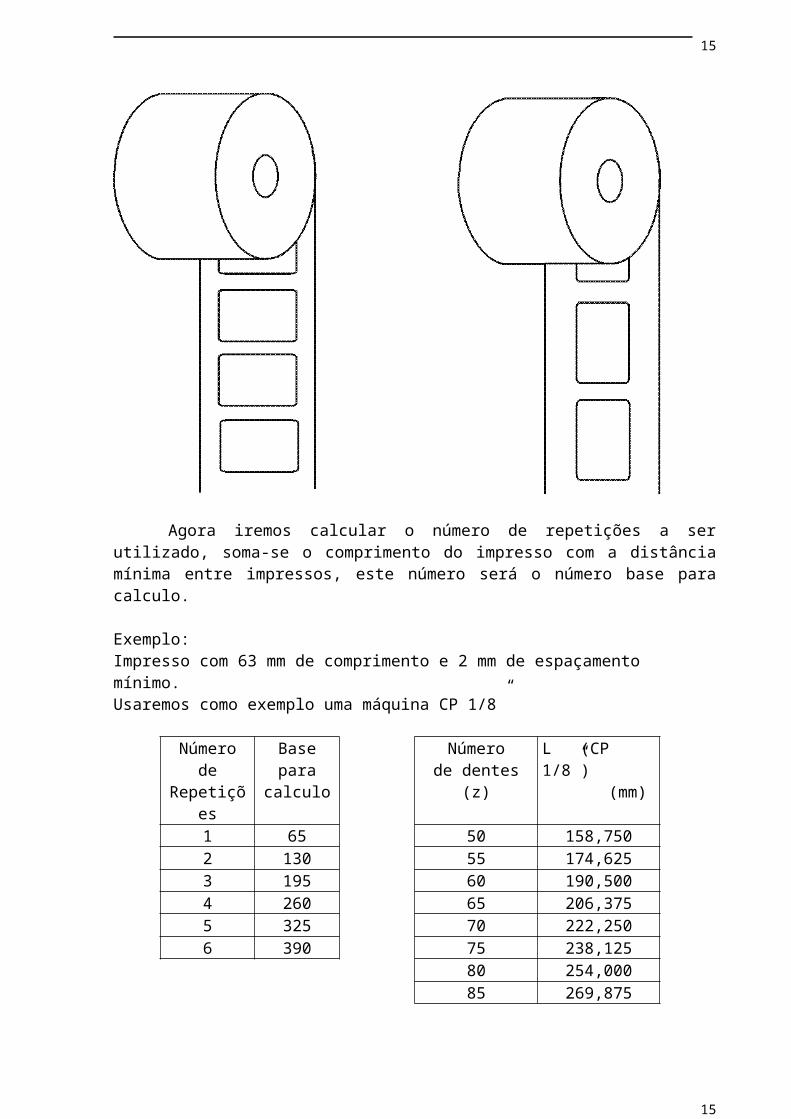
Agora iremos calcular o número de repetições a ser utilizado, soma-se o comprimento do impresso com a distância mínima entre impressos, este número será o número base para calculo.
Exemplo:Impresso com 63 mm de comprimento e 2 mm de espaçamento mínimo.Usaremos como exemplo uma máquina CP 1/8”
Número de
Repetições
Base para
calculo
Númerode dentes (z)
L (CP 1/8”) (mm)
1 65 50 158,7502 130 55 174,6253 195 60 190,5004 260 65 206,3755 325 70 222,2506 390 75 238,125
80 254,00085 269,87590 285,75095 301,625100 317,500105 333,375110 349,250115 365,125
11
11
120 381,000125 396,875
12
12
Agora iremos comparar o número de base com o comprimento da circunferência primitiva.
Com os Porta-Clichê que possuímos temos as seguintes possibilidades:
1) 3 repetições no porta-clichê de 65 dentes3 * 63 = 189, para um comprimento de 206,375 teremos um
espaço de 5,792 mm entre impressos
2) 4 repetições no porta-clichê de 85 dentes4 * 63 = 252, para um comprimento de 269,875 teremos um
espaço de 4,469 mm entre impressos
3) 5 repetições no porta-clichê de 105 dentes5 * 63 = 315, para um comprimento de 333,357 teremos um
espaço de 3,675 mm entre impressos
4) 6 repetições no porta-clichê de 125 dentes6 * 63 = 378, para um comprimento de 396,875 teremos um
espaço de 3,146 mm entre impressos
Podemos observar no exemplo acima, que a distância entre impressos varia de acordo com o número de dentes da engrenagem e o número de repetições utilizado, como nosso cliente havia solicitado um espaçamento mínimo de 2mm entre impressos a solução mais econômica será a de 6 repetições no porta-clichê de 125 dentes.
O exemplo acima é somente didático, pois o ideal é termos porta-clichê com tamanhos variados e não somente com variação de 5 dentes na engrenagem.
Para 6 repetições o porta-clichê “mais correto” seria de 123 dentes com comprimento de 390,525 e um espaço entre impressos de 2,0875 mm.
Agora iremos calcular o número de carreiras a ser utilizado, primeiramente temos de conhecer a largura máxima de impressão de nossa máquina para um melhor aproveitamento do equipamento.
Então se soma a largura do impresso com a margem, mas lembre-se que temos a margem de cima e a margem de baixo do impresso e a faca não poderá ocupar toda a área de impressão, pois temos de deixar o espaço para o “camerom”(em torno de 7 mm acima do primeiro corte e 7 mm abaixo do ultimo corte).
Exemplo:Impresso com largura de 28 mm e margem de 2 mm em um equipamento com largura máxima de impressão de 7,5” (sete e meio polegadas) (190,00 mm).
13
13

Então teremos 5 impressos, ocupando uma largura de 170 mm.Após a confecção da faca devemos passar todos os dados para o fotolito fazer os filmes e os clichês.
14
14
CUIDADOS COM AS FACAS ROTATIVAS
Para aumentar a durabilidade de sua faca evite qualquer tipo de batida ou choque, pois pôr menor que ele seja pode condena-la, e caso seja necessário um conserto não tente dar uma “batidinha” ao lado do fio de corte, envie para ser afiada por pessoa treinada e com as ferramentas apropriadas.
Após a utilização limpe-a com querosene e escova de latão retirando resíduos de cola e tinta, pois o acúmulo destes poderá causar falha no corte e oxidação do fio de corte, então secar com jato de ar, aplicar óleo lubrificante e guardar em local apropriado.
FACA MAGNÉTICA
A grande novidade do mercado nacional são as facas magnéticas, facas estas que não estavam sendo produzidas no Brasil até o primeiro trimestre de 2001.
A faca magnética é composta por duas partes distintas:
Um cilindro magnético que funciona como um porta-clichê e a lâmina flexível.
A lâmina flexível é fixada no cilindro pelo magnetismo do mesmo.
A grande vantagem deste sistema é o custo da lâmina flexível que é muito inferior ao custo de uma faca cilíndrica convencional, mas em contrapartida o custo do cilindro magnético é muito superior ao custo da faca cilíndrica convencional e como nos Porta-Clichê, necessitamos de diferentes diâmetros.
Uma grande economia para a empresa na confecção de facas cilíndricas ou magnéticas está em toda a equipe da área comercial possuir uma lista
15
15

atualizada das medidas das facas existentes, para caso seja possível aproveitar uma faca já pronta.
16
16

17
17
4 - FOTOPOLÍMEROS (CLICHÊ)
O clichê é criado a partir da arte final, assim que separadas as devidas cores, é obtido o fotolito original a partir deste original se tem, o filme mate. A partir deste filme é gravado o clichê ou fotopolímero, que consiste em uma placa de borracha específica para este tipo de trabalho, é formada por 4 partes:
Depois de gravado o clichê passa por uma serie de processos antes de ir para produção, estes processos determinam a qualidade e a durabilidade do clichê:
1- Exposição do verso;2- Exposição pela frente ou imagem;3- Gravação;4- Secagem;5- Estabilização;6- Acabamento;7- Pós-exposição;
A função de todos estes processos é determinar alguns pré-requisitos da qualidade do clichê, como:
1- Determinar a espessura do piso do clichê;2- Criar o ângulo de relevo;3- A vida útil do clichê;4- Faz com que o clichê retorne ao seu tamanho original;5- O processo faz com que se evapore todo o solvente absorvido pelo
clichê durante o processo de gravação;6- Determina a resistência a solventes e ao ozônio do clichê acabado;7- Banho de luz U.V. para polimerizar os resíduos não curados.
18
18
19
19
CLICHÊ DIGITAL
Consiste em um processo de gravação praticamente novo no mercado mais conhecido como CTP (computer-to-plate). No sistema convencional são utilizados filmes mate para gravar as chapas de fotopolímero, as áreas transparentes do filme mate deixam a radiação UV entrar em contato com o fotopolímero, enquanto que as áreas opacas impedem que a radiação UV entre em contato com o fotopolímero. O filme mate fica em contato com a superfície da chapa fotopolímero sob um vácuo criado por um vinil de cobertura.
Os pontos da chapa são definidos pela exposição principal, realizada com radiação UV que passa através das aberturas do filme mate. A chapa é revelada no processo subseqüente.
O fotopolímero para gravação digital distingue-se da convencional por incorporar uma camada de mascara de filme, parte integrante da chapa. A mascara de filme que vem já fixado a chapa é processada junto ao fotopolímero diretamente. Um feixe de laser infrared queima e remove a camada de mascara de filme sobre a chapa, mas somente nas áreas onde há imagem, expondo o fotopolímero a radiação UV. Uma vez criada a imagem, a chapa é submetida à exposição principal da UV.
Na mascara de filme é gravada a imagem, desempenhando a mesma função do filme mate na exposição convencional. Como a mascara de filme é uma parte integrante da chapa não há necessidade do filme mate sob a chapa com o vácuo, assim a exposição pode ser iniciada imediatamente. A consistência da gravação é melhorada pelo contato perfeito entre a chapa e a mascara de filme, o que não ocorre quando se utiliza filme mate convencional. Depois da exposição principal, a maioria das chapas digitais é processada convencionalmente com banho em solvente e acabamento. Algumas chapas digitais requerem a remoção da camada de filme antes do banho no solvente.
PROCESSO DE GRAVAÇÃO DIGITAL
O processo de gravação do clichê digital é diferenciado, pois sua gravação é feita através de feixes de laser, sem a necessidade do filme fotolito, mas o processo de acabamento ainda é o mesmo do convencional.
1. Determinar a espessura do piso do clichê;2. Criar o ângulo de relevo;3. A vida útil do clichê;4. Faz com que o clichê retorne ao seu tamanho original;5. O processo faz com que se evapore todo o solvente absorvido
pelo clichê durante o processo de gravação;6. Determina a resistência a solventes e ao ozônio do clichê
acabado;7. Banho de luz U.V. para polimerizar os resíduos não curados.
20
20
VANTAGENS DO CLICHÊ DIGITAL
Melhor definição da gravação das áreas de mínimas e meio tons. Melhor definição na gravação dos pontos. Qualidade de impressão. Grafismo. Tempo de processo de gravação.
DESVANTAGENS DO CLICHÊ DIGITAL
Não é muito recomendado para trabalhos de chapados e texto pesados. Para trabalhos que não exigem muita qualidade, neste caso pode se
usar o clichê convencional.
TIPOS DE CLICHÊS (FOTOPOLÍMEROS)
Há diversas marcas no mercado flexográfico, cada uma com suas características, as mais conhecidas são:
Produto Fabricante
Cyrel DuPontFlex-Light Mac DermidNyloflex Basf
Há também varias espessuras, cada uma com a sua finalidade de aplicação, observe abaixo:
21
21

Espessura em Milímetros
Aplicação mais usual
0,76 flexíveis
1,14e
1,70
envelopesetiquetas
auto adesivosflexíveis
2,84flexíveis
papel em geralpapelão
multifolhados
Outros fatores muito importantes na qualidade de um clichê são, a dureza e a espessura do piso do clichê.A dureza do clichê tem relação de trabalho para trabalho, por exemplo, trabalho com chapado, traços grossos o ideal é um clichê de dureza baixa, para que haja melhor transferência de tinta do grafismo para o substrato. Texto e retículas o ideal é um clichê com alta dureza, principalmente em retícula para que não haja ganho de ponto demasiado, pois, isto irá comprometer a qualidade do impresso. A espessura do piso do clichê é muito importante, para se obter um impresso com qualidade. Quando a espessura do piso está fora do padrão pré-determinado, haverá problema no grafismo do clichê. Para se evitar este problema deve-se tomar muito cuidado no tempo de exposição do verso do clichê, que ira determinar a espessura do piso. Todos estes processos devem ser devidamente controlados através de instrumentos próprios de medição.
SEPARAÇÃO DE CORES
Para fazer a separação de cores em trabalho de flexografia usa-se o seguinte critério, para um impresso simples separa-se a arte em 4 cores, mais conhecida como cromia seguindo esta ordem de cores CMYK (Cyan, Magenta, Yellow, Black).Há trabalhos que precisam de cores extras ou especiais, nestes casos, não tem regras para a seqüência de cores, isto é definido conforme a necessidade do impresso.No caso de cromia se envolve outro item a se observar, nos trabalhos de meio-tom são a angulação da retícula, porcentagem e ganho de ponto, tudo isso ira determinar a qualidade da impressão. É aconselhável antes de se gravar um clichê, fazer um Test-Form em máquina para que se determine até onde chega as áreas de mínimas e o percentual de ganho de ponto da retícula.
MANUTENÇÃO E CUIDADOS COM O CLICHÊ
22
22
A limpeza é necessária principalmente após o uso, a limpeza e mais alguns cuidados irão determinar a durabilidade do clichê. Deve-se sempre utilizar produtos que não agridam o clichê, como em flexografia banda estreita, hoje praticamente só se usam tintas base d’água, o ideal é usar produtos com base água. Mas não se aplica o mesmo tipo de limpeza a todos os clichês, no caso de clichê com retícula há um cuidado todo especial, pois o importante é não prejudicar as retículas.Nunca deixe a tinta secar sobre o clichê isto ira criar uma casca, podendo haver substâncias na tinta que poderão prejudicar a vida útil e causando rachaduras.
Após usa-los e limpos passe um algodão com álcool isopropílico, para neutralizar qualquer reagente que esteja sobre o clichê. Para acondiciona-los o melhor é uma pasta suspensa, e sempre com uma folha de papel ou espuma entre um clichê e outro.
23
23
5 - DISTORÇÃO
Distorção é a correção que devemos fazer no comprimento do filme para que, quando colado o clichê ao porta-clichê com a fita dupla face, possa imprimir no formato desejado.
A imagem gravada no clichê sofre um alongamento quando impressa, este alongamento é compensado pela redução dada ao filme.
Para termos o formato do impresso correto, devemos "encolher" a imagem.
porta-clichê + 2 * (espessura + espessura)
clichê dupla faceDistorção (%) = ___________________________________________________ (- 1 ) * 100
porta-clichê + 2 * (espessura + espessura)
poliéster dupla face
Iremos adotar alguns exemplos de valores das espessuras mais utilizadas:
Espessura do clichê = 1,7 mm
Espessura da dupla-face = 0,38 mm
Espessura do poliéster = 0,127 mm
porta-clichê + 4,16Distorção (%) = ___________________________________ (- 1 ) * 100
porta-clichê + 1,014
6 - FITAS DUPLA-FACE
As fitas adesivas são produtos que contem na sua composição um filme adesivo que pode ou não estar combinado a um suporte (dorso), e pode ser utilizada para união, fixação, colagem, emendas de superfícies, selagem, etc.
As fitas dupla-face acolchoadas são constituídas de um dorso coberto com adesivo em ambas as faces.
24
24
O dorso de espuma tem diferentes espessuras, por isso precisamos saber para qual espessura foi confeccionado nosso porta-clichê.
A espuma do dorso possui diferentes densidades, e para cada tipo de trabalho devemos utilizar uma densidade diferente.
Fitas duras (alta densidade) – melhor cobertura de tinta e maior ganho de ponto – ideal para traço e chapados
Fitas macias (baixa densidade) – menor cobertura de tinta e menor ganho de ponto – ideal para retículas
Fitas de média densidade – equilíbrio entre a cobertura de tinta e ganho de ponto – ideal para traço e retícula
A escolha da fita dupla-face para a montagem do clichê pode ser tão importante na obtenção da qualidade do trabalho de impressão quanto trabalho de arte ou a seleção de tinta apropriada.
Conhecendo o desempenho da sua fita dupla-face e como esse desempenho pode mudar à medida que outros componentes do trabalho de preparação mudam, a fita poderá evitar problemas e melhorar a qualidade geral do seu trabalho de impressão.
Antes de aplicar a fita dupla-face certifique-se que o porta-clichê e a base do clichê estão limpas, sem graxa ou óleo e secos.
Cada um dos lados da fita dupla-face possui um tipo de adesivo diferente, a forma ideal de aplicar a fita dupla-face é, desenrole-a
25
25

coloque primeiro no cilindro porta-clichê, retire o papel de proteção e cole o clichê sobre o adesivo.
26
26

7 - ANILOX
A finalidade do cilindro anilox é de controlar a quantidade da camada de tinta a ser transferida para o clichê em termos de uniformidade e espessura.
COMO SÃO GRAVADOS
Há dois tipos de gravação de anilox para flexografia, o anilox de gravação mecânica e o de gravação a raio laser (cerâmica), com células em ângulo específico, com número de linhas e volume de transferência de tinta pré-determinados, objetivando o adequado entitamento do clichê.
Gravação MecânicaNo processo de gravação mecânico, uma matriz em alto relevo é pressionada contra um cilindro de aço, gravando os alvéolos sobre pressão, os alvéolos serão responsáveis pela quantidade de tinta aplicada sobre o grafismo do clichê. Ainda recebe um revestimento de cromo metálico para maior durabilidade. Há quatro tipos de alvéolos gravados mecanicamente, Piramidal, Tronco Piramidal Externo, Tronco Piramidal Interno, Trielicoidal.Hoje já existem anilox gravados mecanicamente com altas lineaturas, e com tratamento externo que lhe oferecem uma maior durabilidade, e uma melhor performance em maquina. Podendo ser utilizado com uma racle especifica.
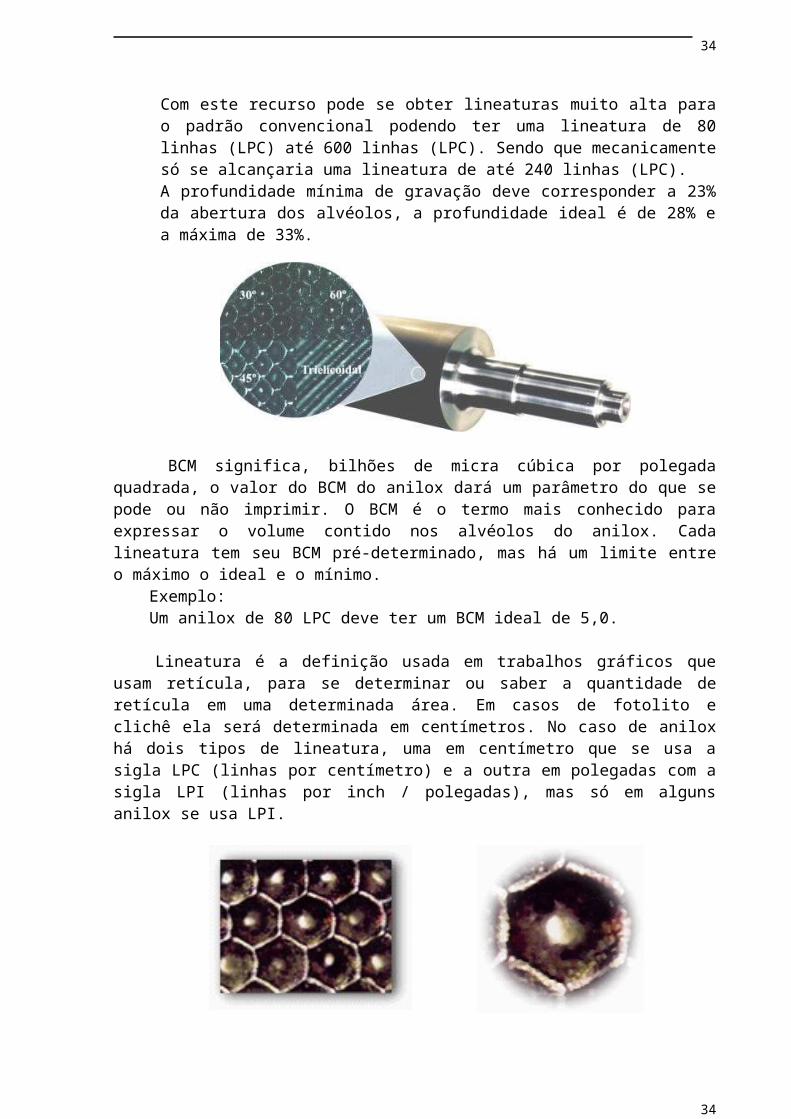
Gravação a Laser (cerâmico)O cilindro metálico ou de alumínio duro, recebe um revestimento de um plasma (cerâmica) sobre a superfície do cilindro, após esta etapa será aplicado um feixe de laser, responsável por definir a lineatura do anilox, com uma incrível precisão.No caso do anilox cerâmico o tipo ideal de alvéolo é o hexagonal 60 graus, os alvéolos com formato hexagonal e ângulo de 60 graus, são os mais usados em maquinas flexográficas modulares, permitem uma melhor distribuição da tinta e maior durabilidade da gravação, pois o número de alvéolos por área é 15% maior do que nas outras formas geométricas. Com este recurso pode se obter lineaturas muito alta para o padrão convencional podendo ter uma lineatura de 80 linhas (LPC) até 600 linhas (LPC). Sendo que mecanicamente só se alcançaria uma lineatura de até 240 linhas (LPC).A profundidade mínima de gravação deve corresponder a 23% da abertura dos alvéolos, a profundidade ideal é de 28% e a máxima de 33%.
27
27

BCM significa, bilhões de micra cúbica por polegada quadrada, o valor do BCM do anilox dará um parâmetro do que se pode ou não imprimir. O BCM é o termo mais conhecido para expressar o volume contido nos alvéolos do anilox. Cada lineatura tem seu BCM pré-determinado, mas há um limite entre o máximo o ideal e o mínimo.
Exemplo:Um anilox de 80 LPC deve ter um BCM ideal de 5,0.
Lineatura é a definição usada em trabalhos gráficos que usam retícula, para se determinar ou saber a quantidade de retícula em uma determinada área. Em casos de fotolito e clichê ela será determinada em centímetros. No caso de anilox há dois tipos de lineatura, uma em centímetro que se usa a sigla LPC (linhas por centímetro) e a outra em polegadas com a sigla LPI (linhas por inch / polegadas), mas só em alguns anilox se usa LPI.
LIMPEZA E CONSERVAÇÃO DO CILINDRO ANILOX
Na limpeza utilize escovas de aço inox (anilox cerâmico) ou escova de latão (anilox cromado), como a maioria das tintas são a base d’água, use produtos com mesmo principio, mas cuidado com os solventes e ácidos abrasivos, pois quando usados sem controle podem diminuir a vida útil do anilox.Execute a limpeza com a escova sempre fazendo movimentos circulares. Nunca limpe o anilox com a maquina em movimento ou com a bateção ligada, não utilize estopa ou panos que soltem fiapos. Em máquina ative, sempre, a bateção na parada da impressora.
28
28

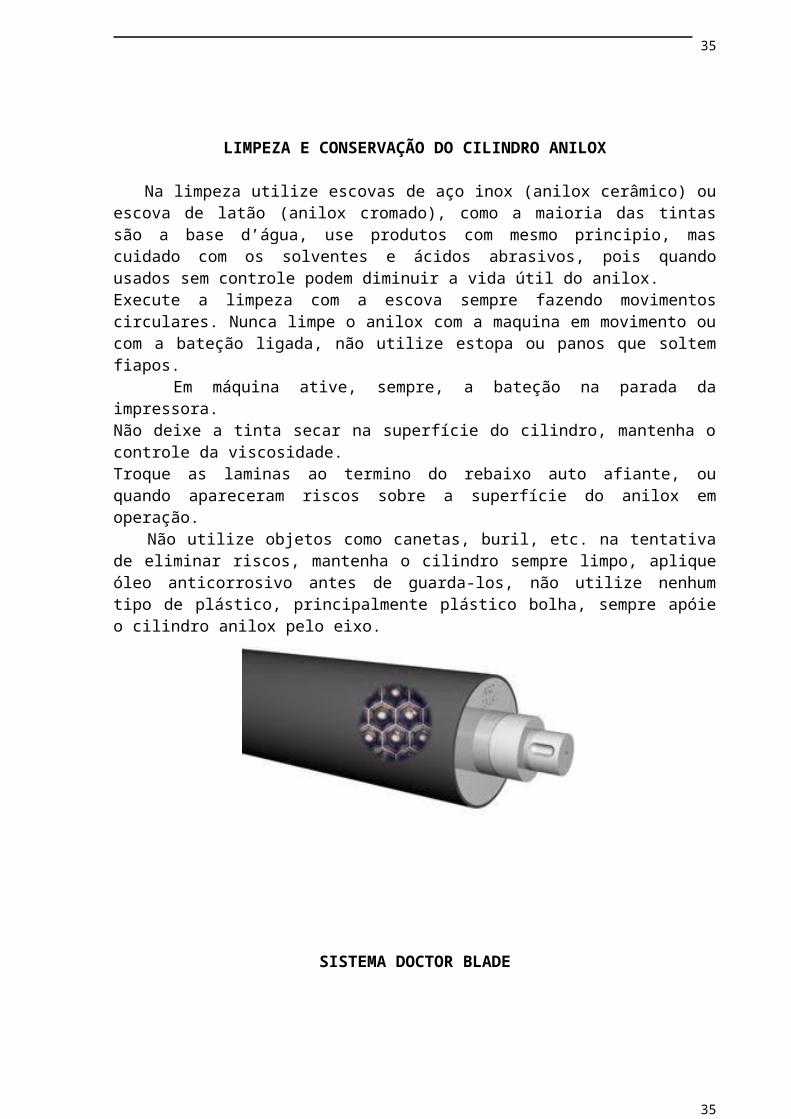
Não deixe a tinta secar na superfície do cilindro, mantenha o controle da viscosidade.Troque as laminas ao termino do rebaixo auto afiante, ou quando apareceram riscos sobre a superfície do anilox em operação. Não utilize objetos como canetas, buril, etc. na tentativa de eliminar riscos, mantenha o cilindro sempre limpo, aplique óleo anticorrosivo antes de guarda-los, não utilize nenhum tipo de plástico, principalmente plástico bolha, sempre apóie o cilindro anilox pelo eixo.
SISTEMA DOCTOR BLADE
Doctor Blade é um sistema provido de uma racle (lâmina) que trabalha em cima do cilindro anilox. Sua função é controlar a quantidade de tinta a ser transferida do cilindro anilox para o clichê, e somente deixar passar o suficiente de tinta depositado nos alvéolos do cilindro anilox.
O mecanismo Doctor Blade que é responsável pelo trabalho da racle (lâmina), e de controlar o ângulo e a pressão da racle sobre o cilindro anilox.
29
29

MANÍPULOS: Controlam o paralelismo e a pressão da racle. SUPORTE: Sustenta a racle e a contra-racle. CONTRA-RACLE: Evita que a racle fique flexível de mais. RACLE: Lâmina de aço ou de material plástico. REBAIXO DA RACLE: Parte da lâmina que é rebaixada e auto-
afiante.
RACLE
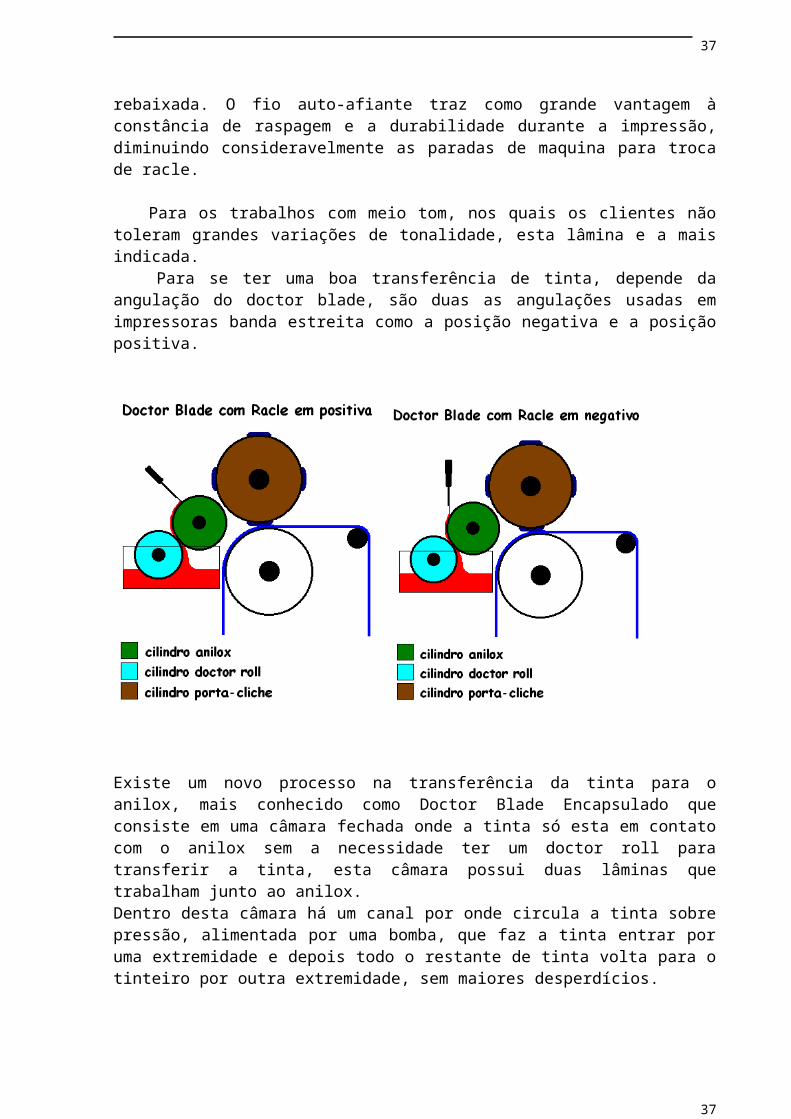
Há vários tipos de racle disponíveis no mercado, a mais usada em banda estreita é a racle auto-afiante, é um tipo de lâmina com um rebaixo com fio auto-afiante. Esta lâmina apresenta uma espessura entre 0,065 mm a 0,095mm na parte rebaixada. O fio auto-afiante traz como grande vantagem à constância de raspagem e a durabilidade durante a impressão, diminuindo consideravelmente as paradas de maquina para troca de racle.
Para os trabalhos com meio tom, nos quais os clientes não toleram grandes variações de tonalidade, esta lâmina e a mais indicada. Para se ter uma boa transferência de tinta, depende da angulação do doctor blade, são duas as angulações usadas em impressoras banda estreita como a posição negativa e a posição positiva.
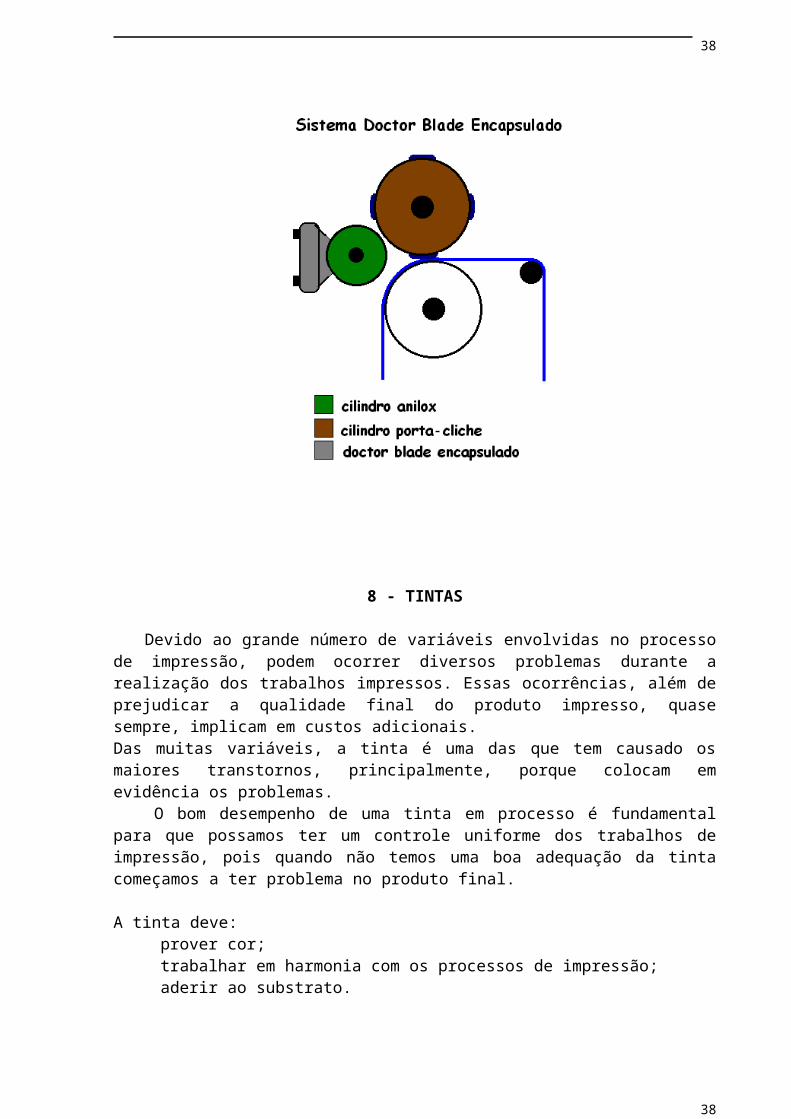
Existe um novo processo na transferência da tinta para o anilox, mais conhecido como Doctor Blade Encapsulado que consiste em uma câmara
30
30

fechada onde a tinta só esta em contato com o anilox sem a necessidade ter um doctor roll para transferir a tinta, esta câmara possui duas lâminas que trabalham junto ao anilox.Dentro desta câmara há um canal por onde circula a tinta sobre pressão, alimentada por uma bomba, que faz a tinta entrar por uma extremidade e depois todo o restante de tinta volta para o tinteiro por outra extremidade, sem maiores desperdícios.
8 - TINTAS
Devido ao grande número de variáveis envolvidas no processo de impressão, podem ocorrer diversos problemas durante a realização dos trabalhos impressos. Essas ocorrências, além de prejudicar a qualidade final do produto impresso, quase sempre, implicam em custos adicionais.Das muitas variáveis, a tinta é uma das que tem causado os maiores transtornos, principalmente, porque colocam em evidência os problemas. O bom desempenho de uma tinta em processo é fundamental para que possamos ter um controle uniforme dos trabalhos de impressão, pois quando não temos uma boa adequação da tinta começamos a ter problema no produto final.
A tinta deve:prover cor;trabalhar em harmonia com os processos de impressão;
31
31
aderir ao substrato.
A tinta é uma substância química constituída basicamente por um agente de cor (pigmento ou corante), um agente aglutinante (resina), um agente diluente (solvente) e aditivos, que formam um revestimento após a evaporação de seus componentes voláteis e eventual secagem, que adere a uma superfície para lhe conferir uma proteção estética durável.
Pigmentos / Corantes - são os responsáveis pela cor da tinta.
Resina - componente responsável pelo transporte e aderência do pigmento ao substrato
Solventes - é o elemento responsável pela diluição da resina e secagem. Cuidado com o grau de agressividade de alguns solventes que podem atacar o clichê.
Aditivos - são os "temperos" das tintas, que proporcionam características especiais de resistência específica a sua aplicação, secagem, aderência, etc.
Se analisarmos as tintas em relação a sua viscosidade, podemos separá-las em dois grupos distintos:
Tintas Pastosas – Offset e Letterpress/Tipografia.Tintas Líquidas – Serigrafia, Flexografia e Rotogravura.
Quanto ao tipo de secagem:Métodos Convencionais – Evaporação e OxidaçãoRadiação – Ultravioleta (UV) e Electron Bean (EB)
Em flexografia banda estreita, praticamente utilizamos dois tipos distintos de tintas:
tintas a base d'águatintas UV
As tintas a base d'água tem a sua secagem por evaporação, são líquidas e são distintas para papel e filme.As tintas UV têm a sua cura por polimerização e sua reação é iniciada pela luz ultravioleta e são pastosas.
TINTAS ESPECIAIS
Tintas Fotocromáticas: são as tintas que são ativadas com uma forte fonte de luz, apresentando uma coloração esverdeada e quando desligada a fonte de luz ela retorna ao estado original.
Tintas Termocromáticas: são as tintas que trocam de tonalidade com a troca de temperatura, de colorido em baixa temperatura para
32
32

transparente em temperatura mais alta, o processo é reversível e trabalha na faixa de –10 a +65 graus centígrados.
Tintas Reativas: são as tintas que quando em contato com o material reagente sofrem alterações irreversíveis. Por exemplo, as tintas reativas a metal, trocam a cor branca por cinza. As tintas podem ser reativas a:
MetalÁguaSolventesCloro
Tintas Invisíveis: são as tintas que se apresentam invisíveis à luz normal e visível a luz negra (luz UV) seu processo é reversível quando desligada a fonte de luz UV.
Tintas Metálicas: são as tintas com pigmentos de magnésio (Prata) e cobre (Ouro).
Tintas Fluorescentes: são as tintas formuladas com pigmentos especiais com forte luminosidade e baixa resistência a luz.
Tintas para Papeis Termoreativos: são as tintas que tem como característica não descolorir e não causar danos às cabeças térmicas.
PRINCIPAIS CUIDADOS COM AS TINTAS
1) ao estocar manter longe de fontes de calor e luz solar2) agitar antes de utilizar3) ao utilizar verificar o pH e corrigir caso necessite4) ao utilizar verificar a viscosidade e corrigir caso necessite
9 - ADITIVOS E VERNIZES
33
33
Uma das diferenças entre impressão flexográfica de banda larga e banda estreita é de que a maioria das tintas já chega aos convertedores prontas para utilização, não sendo necessário aplicar aditivos ou solventes.E sempre que for utilizar um aditivo verifique com seu fornecedor qual a quantidade correta a ser utilizada, para não alterar as propriedades químicas da tinta.
Para se corrigir uma tinta a base d'água temos os seguintes aditivos:
COLOR BOOSTER aumenta a viscosidade da tinta
REDUCER diminui a viscosidade
REFRESHNER repõe componentes que se evaporam quando a tinta fica muito tempo no tinteiro e mantém o pH
RETARDER evita a secagem da tinta nos rolos e clichês, para tintas para filme.
PROPYLENE GLYCOL evita a secagem da tinta nos rolos e clichês, para tintas para papel.
ANTIESPUMANTE evita que a tinta fique espumando no tinteiro, quando agitada.
PRIMER auxilia a ancoragem da tinta quando aplicada em filmes
CLEAN PRINT auxilia na transferência da tinta do anilox para o clichê
ALCOOL ISOPROPÍLICO acelera a secagem da tinta
Atualmente usamos dois tipos de vernizes em flexografia, a base d’água e UV.
A função de ambos e dar brilho e proteção ao impresso, sendo que o verniz UV possui um brilho maior em relação ao verniz base d’água e possibilita uma maior resistência à gordura e álcool.
Antigamente, em rótulos que seriam impressos número de lote ou validade tínhamos de deixar uma área de reserva no verniz UV, pois o verniz não era compatível com impressão jato de tinta, e hoje já existe no mercado vernizes totalmente compatível com este processo.
34
34
O verniz é uma tinta sem o corante e por isso que deve ser tratado normalmente como uma cor a mais, sujeita aos mesmos problemas das tintas.
Um grave problema é de que como o verniz não tem corante, às vezes ocorre falha de impressão e não é percebida pelo impressor.
Outra consideração importante é em relação à carga do verniz, a velocidade da máquina e a temperatura do forno ou intensidade das lâmpadas UV, esta relação de três possibilidades precisa ser analisada com cautela para não termos problemas de blocking.
35
35

10 - SUBSTRATOS
Com o avanço da tecnologia na impressão flexográfica, podemos observar que houve uma grande evolução também nas matérias primas utilizadas, com esta evolução a flexografia ganhou uma grande flexibilidade, podendo atuar em diversas áreas com os mais diversos substratos.
Quando se falava em flexografia banda estreita, era sinônimo de “etiqueteiro”, mas com a diversidade de substratos existentes hoje, trabalhamos com papel cartão, papel off–set, papel couchê, laminados em geral, polipropileno, polietileno, poliéster, vinil, tecidos, auto-adesivos entre outros.
O material auto-adesivo continua ainda sendo o mais utilizado e, segundo os fabricantes, o Brasil ainda é um mercado pouco explorado nesta área.
O processo de fabricação do auto-adesivo é composto das seguintes etapas:
- siliconização do liner;- cura do silicone;- aplicação do adesivo;- secagem e reumidificação do adesivo;- laminação do liner com o frontal.
Auto-adesivo significa papel ou película que recebeu uma fina camada de adesivo sensível à pressão, ou seja, irá aderir quando submetido à pressão.
O principal objetivo do auto-adesivo é servir de meio de comunicação, ou seja, transmitir uma mensagem, seja ela de identificação, promocional, comercial, técnica ou simplesmente orientativa.
Para atender a este objetivo sua aplicação é simples, podendo ser afixado em qualquer lugar, produto ou veículo.
O auto-adesivo se compõe de 3 partes que são:
FRONTAL – suporte impressorADESIVO – sensível à pressãoLINER – papel protetor
1) - FRONTAL A escolha do suporte é relevante para que se obtenha os resultados desejados nos trabalhos impressos.As características de determinados frontais são responsáveis diretamente pelo custo dos mesmos, assim como, a qualidade final do impresso.Devemos escolher o frontal com cautela, pois não podemos nos arriscar e prejudicar a qualidade final, nem termos um custo superestimado, ou seja, tornando o produto inviável.
36
36
37
37
Tipos de Frontais:
Papel Off-set Papel Couchê - Brilho
- Fosco- Alto brilho
Papel Térmico Papel Termo-transfer Papel Fluorescente Laminados Metalizados Poliéster PVC (vinil) Polietileno Polipropileno Poliolefina
2) – ADESIVO Há vários tipos de adesivos para as mais diversas finalidades de aplicação, uma vez que todos conhecem o principio físico-químico de que: NÃO EXISTE UM ADESIVO UNIVERSAL.
Para se ter sucesso na correta aplicação de um rótulo ou etiqueta e obter o resultado desejado de comunicação visual, há necessidade de se observar à natureza do objeto ou superfície, que irá receber o auto-adesivo para poder se definir o tipo de adesivo em cada tipo de caso.
Por isso existem vários tipos de adesivos que se agrupam em algumas famílias como segue:
A) Adesivo hot-melt a base de borracha
B) Adesivo a base de resinas acrílicas
Como regra geral e apenas como indicativo de aplicação, podemos dizer que os adesivos acrílicos e hot-melt possuem mais afinidade aos seguintes grupos de substratos:
ACRÍLICOSVidros em geral, madeira, superfícies metálicas pintadas ou não, tecidos em geral, couro, cerâmica e papelão corrugado.
HOT-MELTPapéis, poliolefinas em geral, plásticos, sacos de materiais trançados, superfícies de borracha e papelão.
Os adesivos ainda se dividem quanto ao tipo de aplicação: Permanente; Removível; Reposicionável.
38
38
3) – LINERO papel protetor nada mais é do que o veículo portador e transportador do material (frontal) e o seu adesivo.
Apesar de ser jogado fora após a aplicação do auto-adesivo é a parte dotada de maior tecnologia para sua produção e também de maior custo, pois recebe um tratamento prévio chamado siliconização.
O papel com tratamento de silicone transforma-se em papel anti-aderente, ou seja, aquele que vai proteger o adesivo mantendo-o flexível e colante por muito tempo sem aderir definitivamente ao mesmo.
Em impressos por sistemas contínuos (flexografia) e aplicados através de sistemas mecânicos de rotulagem, usa-se papel tipo glassine, papel translúcido de alta resistência à tração e ao rasgo.
11 - MÁQUINAS MODULARES
Antes de avaliar a condição geral de uma impressora precisa-se observar que uma impressora consiste em:- estação de alimentação ou desbobinador.- estação de controle de tensão e alinhador.- estação de impressão ou grupo impressor.- estação de corte faca rotativa e unidade de corte de refile.- estação de rebobinamento.
Ainda há outras características a se considerar, como dependendo do trabalho a necessidade de outros acessórios tais como unidade de delaminação / relaminação, laminação, reversor, tratamento corona, unidade de alimentação para cartonagem, dentre outros.Deve-se também observar que cada marca e modelo de impressora tem suas características, por exemplo, algumas têm o grupo impressor melhor que outras, e outras a estação de corte melhor que outras e assim por diante. O melhor a fazer antes de adquirir uma impressora flexográfica é avaliar o trabalho a ser impresso e quais os recursos a serem utilizados, nem sempre o modelo básico e a melhor opção. Uma dica, antes de adquirir consulte alguém que conheça bem o processo flexográfico, antes de consultar o fabricante da impressora, pois ele poderá lhe indicar a maquina mais apropriada a suas necessidades.
Antes de iniciar a impressão, assim que a maquina estiver devidamente configurada e com os clichês.Deve-se fazer uma avaliação de toda maquina desde o desbobinador até o rebobinador verificando os seguintes itens:
39
39

DESBOBINADOR consiste em um mandril que suporta a bobina de substrato, normalmente ligado a sistema de freio que funciona como um controlador de tensão primaria.A dois tipos de controlador de tensão, um manual que consiste em uma válvula pneumática em que o impressor tem que controlar a tensão do substrato manualmente conforme a bobina vai terminando, mas este sistema não é muito utilizado e confiável e quase não se utiliza mais.O segundo é o mais utilizado na maioria das maquinas modulares de hoje. O de foto-célula que segue o mesmo conceito do primeiro, a bobina de substrato vai em um mandril, a diferença é que o substrato passa por um rolete que está ligado a uma foto-célula, o mesmo recebe a pressão e velocidade em que o substrato corre, está informação passa para um modulo que avalia as condições do substrato e corrige a tensão periodicamente no decorrer da impressão. Neste caso a única regulagem que necessita a ser feita é a de programação do modulo.
ALINHADOR consiste em um conjunto de roletes fixos a uma mesa móvel, controlado por foto-célula movido eletronicamente.Também há o pneumático, mas não é muito confiável, pois seu tempo de resposta é muito longo.Neste caso o de foto-célula é o mais confiável e seguro.A foto-célula detecta qualquer variação no substrato e envia a informação ao modulo eletrônico que faz a mesa com os roletes girar e manter o substrato alinhado.
ESTAÇÃO DE IMPRESSÃO (unidade de impressão)Uma impressora modular pode variar de 5 a 10 cores, independente de quantas cores for a maquina o processo é o mesmo de configuração e a preparação será a mesma.A preparação de uma unidade de cor começa pela configuração dos anilox que serão utilizados no trabalho a ser impresso.Verifique se a máquina trabalha com ou sem os Doctor Roll, é importante saber isto, pois é o que ira determinar a qualidade da impressão, em seguida os Doctor Blade sempre verifique o estado da Racle antes de colocar em maquina, pois se ela estiver danificada poderá prejudicar o anilox. Logo em seguida coloque a bandeja de tinta.O.B.S quando colocar tinta em maquina, só adicione o suficiente, cuidado para não encher o tinteiro demais, pois em alta rotação, a tinta ira sair do tinteiro, o ideal é colocar tinta deixando o anilox ou doctor roll submerso apenas 1,5 cm dentro da tinta.No caso do porta clichê é bom dar sempre uma conferida no diâmetro e no número de dentes da engrenagem para saber se estão corretos antes de iniciar a impressão, se eles não estiverem corretos poderão causa danos no clichê, procure sempre observar se a engrenagem do porta clichê esta devidamente sobreposta na engrenagem do padrão da maquina.
40
40

Com a tinta já em maquina e o porta clichê devidamente colocados, verifique se a racle do doctor blade está devidamente encostada no anilox, muito cuidado nesta operação, não exerça muita pressão sobre o anilox, pois isto poderá causar danos a vida útil do anilox.“Sistema de impressão”, é o mecanismo que desce o porta clichê, para entrar em contato com o substrato, há três tipos de mecanismo: manual, automático em serie e automático individual.MANUAL, onde o impressor tem que descer o sistema de impressão um a um, regulando o grafismo, carga, e a impressão, repete-se a mesma operação em todas as estação de cor.AUTOMÁTICO EM SERIE, onde há um botão no painel da maquina, que quando acionado desce todos os sistemas de impressão ao mesmo tempo, mesmo que se use só uma única estação de cor, e a regulagem só é feita no grafismo e carga de tinta.AUTOMÁTICO INDIVIDUAL, cada estação de cor é independente da outra, este é o melhor sistema para uma máquina modular, pois ela lhe oferece muitas vantagens.Exemplo: uma máquina modular de 10 cores, para em trabalho de cinco cores e outro com três cores, os dois trabalhos podem ficar montados em maquina, enquanto imprime o trabalho de cinco cores, deixe as unidades de impressão do trabalho de três cores desativadas, com isso já se ganha tempo no SET-UP.
ESTAÇÃO DE CORTE (unidade de corte), o mais importante em uma estação de corte é o contra faca, pois ele será responsável por um corte uniforme, ele deve estar sempre limpo. Mas também a qualidade da faca é importante.Outro item importante é o conjunto de rosca onde é exercida a pressão sobre a faca. O melhor sistema é o que trabalha com um conjunto de rolamentos sobre cada lado do batente da faca. Algumas maquinas modulares oferecem além do recurso longitudinal, o recurso lateral (para dentro e para fora). O refile é normalmente feito de duas maneiras, por facas canetas ou facas de eixo.
ESTAÇÃO DE REBOBINAMENTO há um cuidado muito grande com este recurso, normalmente as máquinas modulares têm um controle de tensão do rebobinador, nunca deixe a tensão maior que do restante da máquina, pois isto poderá causar variação no produto durante a produção.
12 - MÁQUINAS TAMBOR CENTRAL
As impressoras tambor central consistem em um sistema mais simples de impressão que nas modulares, como:
- desbobinador e rebobinador.
41
41
- roletes guia.- rolo de pressão. - tambor de impressão.- unidades de impressão.- sistema de secagem.- gaiola de faca.
Há outros acessórios que podem ser utilizados em conjunto com a impressora, como: laminação a frio, reversor, sheeter para corte em folha, entre outros, mas antes é bom se informar com o fabricante da máquina se é possível fazer tais adaptações.
Antes de se iniciar um trabalho deve-se fazer uma avaliação de todo o estado do equipamento, e se todos os sistemas estão em ordem e conhecer profundamente cada função.
DESBOBINADOR: Consiste em um mandril que suporta a bobina do substrato a ser impressa, normalmente provido de mecanismo que controla a tensão do substrato, seu funcionamento e muito simples, em uma das extremidades do mandril está o sistema de freio do mandril, que e provido de dois discos com uma lona ou feltro entre os discos e na outra extremidade há um manipulo com um sistema de mola e rolamentos, juntos eles tem a função de aumentar ou diminuir a tensão do substrato.O mandril tem mais um recurso que é o movimento lateral, que move a bobina do substrato para dentro e para fora, assim alinhando o substrato com o guia da entrada da impressão.
ROLETES GUIA: Tem como finalidade manter o substrato totalmente alinhado em máquina durante todo o seu percurso, consiste em um eixo que regula os movimentos de dentro para fora, com dois anéis reguláveis compatíveis com a largura do substrato. É um dos fatores mais importante para se ter um bom registro lateral do substrato.
ROLO DE PRESSÃO: Sua função é manter a tensão do substrato e também a tração do material a ser impresso, consiste em cilindro de borracha com um eixo excêntrico com uma trava, a pressão é controlada manualmente, cuidado com o excesso, pois pode causar problemas no registro da impressão.
TAMBOR CENTRAL: Consiste em um tambor que tem como finalidade, conduzir o substrato por todas as unidades de impressão, o único cuidado com o tambor central é com a limpeza e evitar deixar cair ferramentas no tambor para que não prejudique o mesmo.
UNIDADES DE IMPRESSÃO: São os mecanismo de impressão e de apoio e registro do porta-clichê, consiste em um cilindro anilox cromado ou cerâmico, um rolo pescador ou doctor-roll. O sistema de regulagem de passagem de tinta para o anilox é muito simples, o cilindro pescador de borracha tem em cada extremidade um manipulo de onde se controla a
42
42

quantidade de tinta a ser transferida para o anilox. Outra coisa que é muito importante é a dureza do rolo pescador, o critério a ser seguido é simples, quanto maior a dureza menor será transferência de tinta e quanto menor a dureza maior será a transferência de tinta. A parte onde se coloca o porta-clichê tem duas funções uma é sustentação do porta-clichê, mas também tem em uma de suas extremidades o que chamamos de guia do porta-clichê que tem como função controlar o registro lateral da impressão e o registro longitudinal da impressão, todos estes recursos são feitos manualmente.
Ainda a unidade de impressão tem a finalidade de controlar e manter a pressão do anilox para o clichê (grafismo), e do clichê para o substrato. Através dos manípulos que estão localizados nas duas extremidades do tinteiro.
SISTEMA DE SECAGEM: Em máquinas de tambor central há dois tipos de sistema de secagem, uma com ar quente e a outra com resistência, os dois modos são eficientes, mas há uma coisa a se considerar a localização da secagem final e também verificar se há secagem entre as unidades.
GAIOLA DE FACAS: Sistema de sustentação das facas, provido das buchas da faca, do eixo de pressão e dos manípulos de pressão da faca. Aonde o maior cuidado deve ser quando se der pressão na faca, pois os dois manípulos devem ser abaixados juntos e exercer a mesma pressão ao mesmo tempo nos dois manípulos. Ainda há o sistema de corte longitudinal que pode ser com sistema de disco com caneta ou com uma lâmina, para que se retire o refile do material já impresso.
13 - IMPRESSÃO
Para atingirmos a qualidade desejada, os trabalhos impressos em flexografia, requerem o entendimento e o controle de diversos elementos críticos.
Quando dominarmos estes elementos, conseguiremos atingir níveis de qualidade e produtividade muito acima do que se obtém atualmente no mercado, com isso poderemos exigir de nossos fornecedores matérias-primas de melhor qualidade e máquinas mais modernas e com novas tecnologias.
Tipos de equipamentos de impressão 1. recursos e capacidade da maquina;2. sistema de impressão.
Sistema de distribuição de tinta 1. lineatura do anilox, volume em BCM;2. dureza dos rolos tomadores (doctor roll);
43
43

3. doctor blades, posição de ângulo, condição da racle;
Tintas de impressão 1. qualidade da tinta, informações;2. ancoragem;3. pH, viscosidade, secabilidade;4. temperatura, aditivos.
Seqüência de cores 1. cromia, CMYK;2. traço, chapado;3. impressão mista.
Condições de impressão 1. impressão, inspeção por vídeo scan;2. pressão, registro;3. sistemas de secagem;4. velocidade;5. faca ,degola.
Substratos 1. tipos de substratos;2. corte total, meio corte;3. tensão durante a impressão;4. tipos de adesivos.
Clichês para impressão 1. uniformidade da espessura do clichê;2. estrutura do ponto, ganho de ponto;3. qualidade do clichê;4. distorção;5. transferência de tinta, grafismo;6. dureza, durabilidade.
Dupla-face 1. tipos de dupla-face a ser usado;2. alta, media, baixa densidade;3. espessura.
Controle de Processo 1. Ficha técnica .2. Check List.3. Boletim de Produção.4. Identificação de Bobinas.5. Manual de Procedimentos.
44
44

HOT STAMPING
Hot Stamping parte do processo de acabamento em linha da flexografia, sistema de impressão direta. Provido de um cilindro com gravação em alto relevo, aquecido por uma resistência interna pressionado a um cilindro de borracha com uma alta dureza (shore) e uma película de Hot Stamping passando entre os dois cilindros.
O principio de aplicação é bem simples, o substrato passa entre os dois cilindros e a película ficara por cima do substrato, nesta ordem: 1-cilindro Hot, 2-película, 3-substrato e 4-cilindro de borracha. O cilindro de Hot está gravado em relevo o que se deseja imprimir, este cilindro esta provido de uma resistência interna ligado a um controle de temperatura que, casada à temperatura e a pressão exercida sobre o substrato transferem uma camada de impressão, como se fosse uma pequena camada de filme.
Sua aplicação mais comum hoje é em rótulos para as industrias de cosméticos e bebidas finas, em alguns casos em folhetos, as cores mais comuns são prata, ouro e holografia, mas existem outras cores.
CUIDADOS COM HOT STAMPING
Temperatura do hot stamping deve ser verificada durante o processo, cuidado com as temperaturas acima de 180°, pois acima desta temperatura o cilindro de relevo hot poderá ser prejudicado assim como a impressão e a película.
Escolha da película de boa qualidade.
Dureza do cilindro de contra pressão, que é fundamental para o tipo de impresso a ser realizado, por exemplo, impresso em negativo usar uma dureza alta, impresso em positivo usar uma dureza baixa.
45
45

46
46
RELEVO SECO
O processo em linha para se obter o relevo seco em flexografia, possui dois modos bem diferenciados. O relevo pode ser impresso em quase todos os tipos de substrato.
Para se conseguir o relevo é necessário um cilindro rotativo, o processo de desenvolvimento é similar a de faca de corte com hot stamping. No cilindro é gravado o relevo que se deseja, há dois modos de se produzir o relevo um é a partir de dois cilindros chamados macho e fêmea.Um cilindro tem a gravação em alto relevo e o outro em baixo relevo, eles possuem um encaixe preciso e o substrato passa entre os dois cilindros, neste caso é mais indicado para materiais com alta gramatura como papel cartão.
E o outro modo consiste em um cilindro com o mesmo sistema de gravação, mas com a diferença de não necessitar do cilindro fêmea, que será substituído por um cilindro com uma proteção de borracha, esta borracha tem uma dureza (shore) pré-determinada, dependendo do relevo a ser impresso.
CUIDADOS COM O RELEVO
Cuidado com a altura do relevo, no caso da flexografia, esta altura não pode ser elevada para não provocar pequenos rasgos no substrato, mais específico nos casos de relevo em positivo.
No caso de usar o sistema macho e fêmea verifique antes se há a real necessidade de se usar o sistema, no caso de materiais com alta gramatura este sistema será eficaz. Em materiais com uma baixa gramatura este processo não será eficaz, antes é bom avaliar o tipo de substrato a ser utilizado (bopp, polipropileno, couchê, e outros).
Para o sistema com o cilindro de borracha, deve-se avaliar como será o relevo seco, positivo ou negativo neste caso dependendo do processo terá que desenvolver o cilindro do relevo para baixo ou em cima do cilindro de borracha.
A pressão exercida no cilindro de relevo é muito importante, para que não se cause problemas com o substrato. Evitando assim o problema de quebra de material em máquina.
47
47

48
48
DELAMINAÇÃO - RELAMINAÇÃO
Consiste em um mecanismo que separa o frontal do liner (delaminação) e após a impressão do verso do frontal une novamente as partes (relaminação).
49
49

TRATAMENTO CORONA
Toda superfície de substrato plástico (BOPP, PP, PEBD, PE) exige uma preparação, a fim de possibilitar condições adequadas para o recebimento de cobertura, seja tinta ou adesivo.Os plásticos de um modo geral, são materiais de difícil tratamento superficial, principalmente as Poliolefinas (BOPP, PP, PEBD, PE), devido ao fato destas apresentarem uma estrutura molecular apolar.
EFEITO DO TRATAMENTO CORONA
Definição: Efeito corona é a formação de descargas em torno de um elemento energizado.Este processo consiste na descarga elétrica sobre a superfície do filme, modificando-a de modo a permitir uma boa ancoragem da tinta ou adesivo. Existem diversas teorias que explicam como funciona este fenômeno que ocorre na superfície do filme.
O sistema de tratamento “Corona“, consiste basicamente de uma fonte de alta freqüência, um transformador de alta voltagem e uma estação de tratamento que consiste de um cilindro de metal aterrado e coberto por uma camada de material isolante funcionando como um eletrodo, por onde o filme a ser tratado é conduzido, ficando este entre o cilindro isolado e um outro eletrodo paralelo. Quando esta alta freqüência do eletrodo paralelo atinge o filme e o isolado, o ar entre o eletrodo e o cilindro começa a ser ionizado, formando um gás condutor, produzindo então uma formação de descarga elétrica ou efeito “Corona”.
50
50

QUANDO USAR O TRATAMENTO CORONA
Sempre que o filme a ser impresso não tiver nenhum tipo de tratamento superficial, certifique–se antes com o fabricante do filme se há algum tipo de tratamento.
A casos em que, mesmo o material tendo tratamento top coating ou tratamento corona que já vem do fabricante, ocorre um problema de migração de lubrificantes para o tratamento, estes lubrificantes estão presentes no processo de extrusão do filme em uma porcentagem muito baixa, mas que pode acabar migrando para o tratamento.Outro problema é a migração do silicone do liner para o top coating, este problema causa má ancoragem da tinta no substrato, a fim de evitar estes problemas se aconselha a usar o tratamento corona.
51
51
52
52