apuntes diseño de sistemas productivos
DESCRIPTION
DSPTRANSCRIPT
Diseño de Sistemas Productivos.
Creación de unidades económicas que manufacturan un producto o que brindan un servicio a través de un conjunto de elementos que interactúan entre sí (personas, tecnología y materiales) para lograr la satisfacción de los clientes y ganar dinero.
Elementos de la producción:
Tierra Todo viene de la tierra Trabajo Transformación o proceso Capital Recursos para la transformación Tecnología Capacidad intelectual para modificar el entorno (Administración)
Para crear un sistema productivo:
1. Identificas o creas una necesidad.2. Hacer un estudio de factibilidad
a. Si no es factible puedes abandonar o regresar al paso anterior3. Ingeniería conceptual4. Ingeniería básica5. Ingeniería de detalle6. Instrumentación y puesta en marcha
Estudio de factibilidad
Aspectos económicos: Se define el producto o servicio, cantidad demandada, cantidad en el tiempo, comercialización (publicidad y venta, precio, distribución), ubicar la demanda, identificar a la competencia, disponibilidad de personal, ubicación y costo de los insumos
Aspectos técnico/jurídico: Tecnología disponible, macrolocalización, restricciones legales, organización jurídica fiscal.
Aspectos financieros: Fuentes de financiamiento, inversión inicial, capital de trabajo, costos financieros, costos fiscales.
Evalúa la rentabilidad de un proyecto mediante la técnica flujos descontados o valor presente.
Ingeniería Conceptual. Identificación de operaciones y actividades para producir bienes y/o servicios.
Ordenamiento lógico de ellas, dimensionamiento de entradas y salidas materia energía y personas, selección de maquinaria y equipo, eficiencia económica
Ingeniería Básica: Dimensionamiento físico
Ingeniería de detalle: Proyecto arquitectónico, proyecto estructurado, proyecto electromecánico, listado de maquinaria y equipo, especificaciones y cualidades obvias.
I Localización de Planta
Capacidad de tamaño de planta
Es lo que se puede producir por unidad de tiempo. Se entiende como la máxima cantidad de productos que emergen del proceso en un tiempo específico.
Capacidad Nominal: La capacidad de diseño de una producción para el que conceptualmente se diseño su funcionamiento.
Capacidad Efectiva o Real: Es una reducción de la capacidad de diseño para reflejar condiciones típicas de funcionamiento. Es un índice de la producción para condiciones existentes en un momento dado.
Utilización: Es una reducción en porcentaje respecto de la capacidad efectiva que nos denota una improductividad ocasionada por fallas en el proceso.
Rendimiento. Es la medida que se utiliza para indicarla cantidad de productos buenos que emergen de un proceso de producción comparada con la cantidad de materiales que entraron.
Ejemplo de las botellas.
Cuello de botella: Es la operación más lenta del proceso.
Economía de escala: Reducción de costo unitario de producción por el aumento en el volumen de producción, pues los costos fijos se reparten entre más productos. Es una U porque llega un momento en el que necesitas más máquinas, más personal, más inventario etc.
Punto de equilibrio. Cantidad mínima de unidades a vender para no perder, cubrir los costos fijos y variables.
El cuello de botella es el que limita el tiempo ciclo, el tiempo ciclo está definido por la demanda, cuando hay cuellos de botella hay esperas, por lo tanto la eficiencia es diferente de 1 y se calcula dividiendo la suma de los tiempos de maquinado entre la multiplicación de del número de máquinas por el tiempo ciclo.
Se decide en función de la demanda, no de la eficiencia, la eficiencia sólo indica cuan óptimamente están siendo utilizados tus recursos.
Técnicas para incrementar la capacidad en el corto plazo.
Incrementar recursos:
Usar tiempo extra Añadir turnos Emplear obreros de tiempo parcial Usar obreros flotantes Rentar instalaciones y personal Subcontatar.
Mejorar el uso de recursos
Traslapar y escalonar turnos Programar citas Acumular inventario, previo a la demanda Poner la demanda en la línea de espera
Modificar el producto
Estandarizar el producto Hacer que el receptor haga parte del trabajo Reducir la calidad
Modificar la demanda
Incrementando el precio Cambiando la promoción
O de plano no satisfacer la demanda
Factores de localización de planta.
Clima Cercanía a la materia prima Cercanía al mercado Mano de obra Disponibilidad de Terreno Condiciones legales Acceso a vías de comunicación Acceso a servicios Competencia Cultura Factores político sociales Seguridad
Logística: Es la manera de obtener y distribuir materiales de manera eficiente y económica. Los productos se distribuyen y los servicios se instalan
Procesamiento de Recursos Naturales.
Las empresas que procesan recursos naturales se ubican cerca del recuso si se da una de las siguientes condiciones:
Hay una pérdida muy grande en tamaño o peso durante el proceso Existen grandes economías de escala para el producto (Petróleo) Materia prima perecedera ( Fruta o pescado) Productos no móviles (Infraestructura)
Medios de transporte
a) Marítimo: Ideal para viajes largos con artículos voluminosos y no perecederos. Maneja la mayor parte de las toneladas-milla de tráfico, la desventaja es su poca accesibilidad.
b) Ferrocarril: Se puede manejar artículos pequeños como grandes con una mayor accesibilidad y servicios especializados. Maneja el mayor tonelaje en tránsito.
c) Camiones: ideales para envíos cortos, pequeños volúmenes a localizaciones específicas.d) Aviones: Para artículos pequeños de gran valor y/o perecederos, Ventaja: Velocidad de entrega a
través de grandes distancias.
Factores a considerar en decisiones sobre transportación
Accesibilidad Costo por unidad embarcada Costo total Tiempo de embarque Capacidad para llenar el vehículo Protección de los contenidos Disponibilidad de seguros Dificultad para efectuar el embarque (reglamentación gubernamental, transportación al sitio) Servicio de entrega Condiciones de temporada
Modelo de localización de Planta
Modelo de centro de gravedad
La distancia ponderada en cualquier dirección z es:
z=∑ T iV iZ i
∑T iV i
T: Costo de transporte por unidad de volumen por la distancia para cada punto i
Vi: Volumen o peso que se va a transportar o desde el punto i
Zi: Distancia desde cualquier origen hacia cada punto i.
El modelo centro de gravedad logra obtener coordenadas que equidistan de los puntos, según la ponderación de importancia que le demos. Si son de igual importancia bastará hacer un promedio simple.
Si lo que se desea es alejar al punto de más importancia, se usan inversos.
Modelo del Costo de transportación TVD
El modelo se basa en ubicar la instalación en un sitio y determinar el costo del suministro a los receptores, moverla a otro sitio y ver si el costo es menor y así sucesivamente.
T: Costo para el tipo de transportación necesaria en unidad monetaria por unidad de volumen o peso por unidad de distancia
V: Volumen o peso que se transporta
D: Distancia de la instalación hasta los lugares de demanda de los receptores.
Se usa cuando tienes que escoger entre sitios establecidos que surtirán diferentes demandas:
CT=∑T iV iDi
Consideraciones adicionales:
Pueden sustituirse o no incluirse algunas variables
Si el costo es independiente del peso o volumen puede ignorarse
Si no se da una tasa, el tiempo ocupado puede ser una medida importante
Análisis incremental o de sensibilidad: De los puntos donde se encuentra evalúas los puntos arriba-abajo, derecha- izquierda, y las esquinas o sea 8 puntos en dos dimensiones.
Modelo del punto de equilibrio para la comparación de costos fijos o variables.
Se tienen diferentes opciones para ubicar la planta y se hacen sistemas de ecuaciones para ver cuándo es la mejor opción cuál.
Método de las calificaciones ponderadas.
Combina mediadas de costo, de ganancia y otras mediadas tanto cualitativas como cuantitativas. Se basa en la asignación de un peso o factor que depende de la importancia para el evaluador del proyecto. Los factores más importantes reciben pesos proporcionalmente más altos, la calificación ponderada total se calcula como:
CPT=∑W iS i
Wi: Peso de importancia
Si: Calificación de esa localización en ese factor.
II Distribución de planta.
Formas del proceso de transformación
Procesos u operaciones unitarias
Normalmente se hacen productos químicos sus características son operaciones altamente automatizadas, el proceso define por si mismo su distribución, hay laberintos de tuberías y transportadoras, bajo requerimiento de mano de obra, operaciones cuidadosamente balanceadas, mayormente son plantas de costos fijos porque el proceso es fijo, costos variables insignificantes, operaciones unitarias quiere decir que son especializadas.
Flujo o Líneas
Un ejemplo de una planta por flujo es una ensambladora, lo que se mueve es el producto a través de la línea.
Son operaciones altamente automatizadas o semiautomatizadas, con equipos grandes para propósitos específicos, los tiempos de operación son fijos, volumen alto de producción con una variedad pequeña de productos, se utilizan equipos de manejo de materiales, bajo costo por unidad, poca mano de obra, utilización eficiente de las instalaciones poco inventario en proceso administración simple, Desventajas: si se detiene una parte se detiene todo, poca posibilidad de incrementar la producción, ausentismo laboral y aburrimiento, costo alto de equipamiento con alto grado de obsolescencia

Trabajos
Es una planta flexible para la demanda de productos únicos: varios productos en poco volumen, por ejemplo: talleres de maquinado.
Las características son: Trabajos únicos, cada producto toma una ruta diferente, tiene operaciones diferentes en tiempos diferentes, es muy apropiado para servicios, utiliza equipos de propósito general.
Ventajas: Facilidad de acceso al equipo, poca obsolescencia del equipo, no hay problema si se detiene una parte del proceso, se pueden establecer programas de incentivos y estímulos
Desventajas: Proceso lento, con costos variables altos, no produce volúmenes altos y es necesario un control administrativo complejo.
Celdas
Es una combinación de flujos y trabajo, sobre todo en las ventajas obteniendo una alta variedad de productos con trabajos con los costos disminuidos y tiempo de respuesta cortos de la forma por flujo.
La gama de productos o servicios que se van a ofrecer se dividen en grupos o familias que requieren procesos similares, después se crea una celda para funciones específicas. Se basa en equipos de trabajo.
Ventajas: Flexibilidad en los productos, costo mínimo para moverse a la producción celular,
Desventajas: No hay especialización, necesita un manejo administrativo complicado, producción menor que por flujo, balanceo de líneas complicado.
Proyecto o Punto Fijo
Todos los recursos deben moverse hacia el producto pues este es fijo. Ejemplo de ello son todas las obras, infraestructuras, barcos, aviones, etc.
Entre sus características están: Operaciones de gran escala y duración limitada, para productos únicos, vida limitada del proyecto, con capacidad para desempeñarse bajo límites de tiempo y costo pero que requiere productos especializados.
Consideraciones de volumen y variedad
Entre más volumen menos variedad. Ordenando de mayor a menor variedad se tiene es proyecto, trabajos, celdas, flujos y proceso.
Selección del proceso:
En la mayoría de los casos se combinan diferentes tipos de procesos:
Se deben considerar:
Eficiencia a largo plazo: Cumple objetivos con mínimos recursos Efectividad: Cumple objetivos Cumplimiento en tiempos de entrega
Satisfacer capacidad de producción requerida Calidad Flexibilidad Costo- beneficio
Distribución de Planta.
El principal propósito del análisis de distribución es maximizar la eficiencia o efectividad u otros propósitos como la seguridad.
Los siguientes problemas producen indicaciones de la necesidad de redistribuir una planta:
Congestionamiento de materiales. Utilización ineficiente del espacio Cantidades excesivas de materiales en proceso Distancias excesivas en el flujo del trabajo Cuellos de botella Trabajadores capacitados haciendo en exceso un trabajo que no requiere capacitación Largos ciclos de operación y retraso en las entregas Ansiedad y cansancio en los obreros Dificultad en el mantenimiento del control operativo del trabajo o del personal
Solución al problema de distribución de planta se enfoca a la eficiencia de las operaciones:
Planta por proceso Los flujos de materiales son las interrelaciones críticas del proceso, requiere un conocimiento experto para el producto considerado. El punto crítico es el balance de materia y energía por lo tanto el diseño de la planta debe estar basado en la estequiometria del proceso.
Planta por flujo El aspecto crítico es el balanceo de operaciones
Planta por celdas El aspecto crítico es la determinación de familias, entendiendo estas como las operaciones que tienen características en común o productos similares. Siempre que sea posible las celdas se diseñan por flujos más que por trabajos.
Plantas por trabajos El punto crítico es la interrelación entre los diferentes procesos para saber si se requiere o no la cercanía des mismos.
Planta por proyecto El punto crítico es la planeación y la programación de actividades para la disposición de materiales y recursos en general.
Distribución de Planta por Flujo.
Tiempo ciclo: está determinado por la demanda.
Tciclo= tiempo disponibledemanda
=[ minsolicitud
]
Número de estaciones teóricas:
Ne=∑ tiempo de las tareas
Tiempociclo
Eficiencia teórica de la línea:
ƞ=∑ tiempo de las tareas
(Ne )(Tiempo ciclo)
Se balancea la línea asignando tareas a las estaciones, se considera que se tienen recursos infinitos, después se verificará esto, se usara la regla TLO (Tiempo más largo de operación)
Procedimiento general para balancear la línea.
Hacer una lista de las tareas cuyas precedencias ya han sido terminadas, considere cada una de estas tareas una a la vez en orden TLO, y colocándolas dentro de la estación.
Considere añadir a la estación cualquiera de las tareas en la lista cuyos tiempos quepan en el tiempo sobrante para esta estación. Continuar hasta que solo quede el menor tiempo ocioso por estación posible.
Consideraciones especiales
1. Se pueden incluir muchas tareas (Muchas soluciones posibles) con un alto número de relaciones de precedencia. La mejor solución encontrada es asignar tareas de acuerdo al tiempo mas largo de operación, aunque puede haber otras reglas.
2. Algunos conjuntos de tareas requieren de las mismas habilidades, herramientas, componentes, posición del obrero y se pueden agrupar más eficientemente de lo que se indica a partir de la solución pura del balanceo de la línea; por lo tanto vale la pena revisar la solución final en busca de otras eficiencias.
3. Algunas veces resulta conveniente agrupar tareas que normalmente no estarían juntas, con la finalidad de eliminar el aburrimiento en el personal
4. Se debe considerar la interferencia potencial entre las tareas, por ejemplo, las tareas ruidosas, peligrosas, o contaminantes que se deberán agrupar y confinar en instalaciones diseñadas para hacerlas.
5. Algunas tareas exceden el tiempo ciclo por si mismas, si las tareas ya no se pueden dividir, la mejor alternativa es asignar tales tareas a dos o más estaciones, cada una termina su tarea cada 2 o más ciclos. Un enfoque a la situación opuesta donde una tarea físicamente incombinable tiene tiempo ciclo bajo es el de utilizar dos o más líneas completas con la tarea de ciclo en común.
Distribución de Planta por Celdas
La distribución por celdas implica la formación de grupos de obreros y equipos para fabricar familias de productos. Siempre que sea factible los resultados de cada celda deben ser productos o servicios finales. O en el caso de la manufactura los resultados son componentes que van hacia un producto final.
Lo común es agrupar las celdas cercanas a la línea principal de producción o ensamble, de manera que puedan alimentar su resultado directamente hacia la línea conforme se necesita.
Métodos para la formación de celdas.
Método de análisis de flujo para la formación de celdas.
Es necesario determinar qué productos deben constituir una familia y ser producidos en la mima celda.
En ocasiones la familia se determina por el tamaño o peso del producto, o a veces resulta obvia la familia a que pertenece una parte simplemente al verla y observar cómo fue hecha.
Una manera de identificar celdas, se llama clasificación y codificación, comparando los productos entre sí para determinar las familias, esto no identifica todavía las celdas y el equipo para elaborar los productos; esto es un problema aparte.
Otro enfoque intenta formar celdas agrupando las máquinas en conjuntos apropiados (aquí las familias de productos todavía deben de ser identificadas).
Un enfoque diferente agrupa los productos en familias basadas en las similitudes de sus rutas.
Uno de los enfoques más sencillos y comunes para determinar las familias se llama Análisis del flujo de producción.
Análisis del flujo de producción
Se determinan las familias evaluando los requerimientos de equipo para producirlos. Los productos que tienen el mismo conjunto completo de necesidades de equipamiento se agrupan en familias únicas. Se espera que entonces sea posible agrupar un conjunto de equipos necesarios dentro de una celda, para producir esa familia, sin embargo esto no siempre es el caso debido a que tal vez no haya suficientes equipos para colocar uno en cada una de las celdas que lo necesita, entonces algún equipo debe ser compartido entre las celdas que lo necesitan o bien se compra más equipo.
Lo fundamental del método es determinar la matriz de componentes y máquinas y entonces y identificar los componentes (productos) con requerimientos comunes de maquinaria. La matriz se forma haciendo una lista de todos los componentes en la parte superior de la matriz y al lado todas las máquinas, se colocan números 1 en cualquier lugar que el componente utilice una máquina, el objetivo es reordenar los componentes y las máquinas de manera que los bloques de uno que identifican las celdas estén formados a lo largo de la diagonal.
Las guías generales para llevar a cabo el reordenamiento de la matriz son:
Las máquinas incompatibles deben estar en celdas separadas Cada componente debe ser producido sólo en una celda Cada tipo de máquina debe estar sólo en una celda Cualquier inversión para duplicar maquinaria se debe mantener al mínimo Las celdas deben estar limitadas a un tamaño razonable.
Un enfoque para intentar el reordenamiento de la matriz es mover las filas con 1´s hacia la izquierda a la parte superior de la matriz y las columnas con 1´s hacia la parte superior a la izquierda de la matriz. Puesto que el proceso es repetitivo las celdas positivas tenderán a agruparse alrededor de la diagonal y formaran familias y celdas obvias.
En conclusión el método consiste en hacer una matriz de componentes y máquinas colocando 1s en las máquinas que los componentes necesiten, reordenarla en la diagonal de modo que se identifiquen familias y celdas.
Distribución por Trabajos.
Existe una gran variedad de productos y cambian constantemente por lo tanto la distribución existente hoy puede ser eficiente pero puede no serlo mañana. Existen métodos cuantitativos y cualitativos.
Preferencias de cercanías:
Clasificaciones:
A: Altamente necesarias E: Especialmente importante I: Importante O: Cercanía habitual ( ok) U: No importante X: No deseable
Modelo de costos/volumen/tasas/distancia
Lo deseable de la cercanía se basa en el costo del movimiento de materiales entre los departamentos. El objetivo es minimizar los costos de estas interrelaciones entre operaciones, acercando a las que se interrelacionan ampliamente.
Si una de las operaciones se designa como “I” y la otra “J”, entonces el costo de I, en relación con J depende generalmente de la distancia entre I y J, D ij, medida por la ruta del flujo desde I hasta J, además el costo generalmente depende de la cantidad de movimiento desde i hasta j, como viajes, cajas, volumen, peso o alguna otra medida similar denotada por Vij, si el costo del flujo desde i hasta j por unidad de cantidad, por unidad de distancia es Cij el costo total de i en relación con j es sumando los flujos desde i hasta cada una de las operaciones posibles n, se encuentra que el costo total de las interrelaciones con la operación i, entonces es:
∑j
N
C ijV ij Dij
Normalmente se considera que Cii por Vii por Dii es cero, puesto que la distancia de i a sí misma es cero.
Sumando los costos para las otras operaciones i en relación con cada una de las operaciones j, el resultado será el costo total.
CT=∑i
N
∑j
N
C ijV ijDij
La meta es encontrar la distribución que minimiza el costo total, esto se hace evaluando el costo de las distribuciones más factibles o evaluando todas las distribuciones posibles.
Conclusiones sobre los análisis de distribución
1.- Los análisis de distribución están basados en alguna medida de eficiencia, derivada a partir de las interrelaciones entre operaciones. En la forma de transformación por proceso, concierne a los flujos de materia y energía, en el taller por flujo el balance entre operaciones, en la forma por celdas, la determinación de familias; en el taller por trabajos, el costo del movimiento entre operaciones y en la forma por proyecto, la programación del escalonamiento de materiales.
2.- El balanceo de la línea en el taller por flujo, implica el agregado de tareas individuales sin violar los requerimientos de precedencia, dentro del número mínimo de estaciones, de manera que la suma de los tiempos de las tareas dentro de cada estación no exceda el tiempo del ciclo total. En ocasiones, es imposible agregar las tareas dentro del número mínimo teórico de estaciones y se debe usar un número mayor con alguna pérdida en la eficiencia (o incremento en la demora del balaceo).
3.- Las celdas y familias de productos, se forman tanto en la práctica como en teoría, de muchas maneras diferentes, una de las más simples, se basa en la matriz de máquinas y componentes derivada de las rutas de los productos. El método de análisis del flujo de la producción reordena esta matriz para formar celdas de familias de componentes a lo largo de la diagonal.
4.- Al distribuir un taller por trabajos, la importancia de las interrelaciones entre departamentos se puede especificar directamente de una manera cualitativa o cuantitativa con el modelo Costo/Volumen/Distancia, en cualquier caso, el resultado se obtiene al mejorar una distribución inicial arbitraria de acuerdo con las medidas de importancia.
5.- Dado el número de combinaciones de las distribuciones posibles, la mayoría de los procedimientos se basan en enfoques heurísticos, que ubica los departamentos de alto costo o que se interrelacionan de manera importante cercanos entre sí.
6.- El análisis de la secuencia de operaciones analiza las rutas de los productos para determinar el costo por la distancia de separación entre los departamentos.
III Inventarios
Funciones de los inventarios
** Pregunta examen. Enfoque de los inventarios
Ventas Contabilidad Finanzas Operaciones Producción
Existen muchos propósitos pero en general sólo se consideran las siguientes funciones básicas:
Por su función:
Inventario en tránsito: Lo que ya pediste pero no ha llegado. Inventario de protección: Safety stock, sirve para satisfacer picos en las demandas. Inventario de anticipación: Planeación de la demanda futura. Inventario de proceso. La materia que está sufriendo la transformación. Inventario cíclico: Como rota el inventario para satisfacer la demanda. Punto de reorden.
Por su forma:
Materias primas. Intermediarios: Son los que no tienen que ver directamente con el proceso productivo (refacciones,
suministros y reservas). En proceso Artículo terminado
Costos que se presentan en las decisiones sobre inventarios
Existen 5 categorías de costos sobre los sistemas de inventarios:
Costo de ordenar o preparar el inventario. Costo de mantener el inventario.
o Costo de capital invertido.o Costos de almacenamiento (seguros, personal…).o Costos de riesgos (obsolescencias, que se dañe, que te lo roben).
Costo del faltante. Costos asociados a la capacidad ( por faltante o sobrante). Costo de los artículos.
Decisiones en la administración de inventarios
¿Cuánto? ¿Cuándo?
Tipos de sistemas de administración de
Punto de reorden Revisión periódica Sistema de Planeación de Requerimiento de Materiales (MRP)
Ejem.
Supongamos una planta que se dedica a la confección de pantalones de mezclilla y pensemos que como requerimientos de producción consume 1000m al mes, con una demanda constante, normalmente esta planta reabastece su inventario de materia prima en órdenes de 2000 m de tela por pedido.
Supongamos que acaba de recibir el pedido y lo tiene en el nivel más alto, el tiempo de entrega establecido por el proveedor es de una semana. Grafique el comportamiento del inventario para un periodo de un año.
Sistema de punto de reorden.
El punto de reorden especifica un nivel de inventario en el que se debe de colocar una orden por una cantidad previamente establecida. El punto de reorden se establece de tal manera que el inventario en existencia en el momento de colocar una orden sea suficiente para cubrir la demanda durante el tiempo de entrega. ( es el tiempo entre la colocación de una orden y la recepción del embarque)
La cantidad de inventario a ordenar se basa en el concepto denominado cantidad económica de pedido (CEP). También se conoce como sistema de dos contenedores.
** Pregunta examen. JIT. No es un sist de admon de inv. Es un sist de planeación
** Pregunta examen. Sistema de inventarios perpetuo. Control detallado de las entradas y salidas de los inv, no es porque registra TODO no responde cuando ni cuanto.
Sistema de Revisión Periódica.
El nivel de inventario se revisa a intervalos iguales de tiempo y en cada revisión se pude colocar una orden de reabastecimiento para llevar el nivel de inventario a la cantidad deseada:
Cantidad de ordendereabastecimiento
=Nivelmáximode inventario−Inventario enexistencia−Cantidad de pedido (proceso )+Demandadurante el tiempo deentrega
En este tipo de sistema el periodo de revisión es fijo y la cantidad de reorden varía.
Cuando es difícil llevar un seguimiento, de los niveles de inventario y el costo de faltante o de existencias de seguridad no es excesivo,
Conclusiones de los sistemas de punto de reorden y revisión periódica.
En los sistemas de punto de reorden la cantidad de la orden es fija y el periodo de reorden puede variar. Este sistema es el más apropiado donde es factible una vigilancia continua del inventario y es costoso que se presenten faltantes o tener existencias de seguridad.
Si la demanda aumenta, simplemente se colocara la orden más pronto de lo establecido. El riesgo de los sistemas de inventario como estos, es que la demanda crezca en el tiempo de
entrega, lo que ocasionaría un faltante.
Ejemplo:
Una empresa emplea el sistema de dos contenedores su demanda promedio es de 3 unidades por día, su cálculo de la cep es de 27 unidades y su tiempo de entrega es de dos días.
a) ¿Cuántas unidades deberán colocarse en el contenedor pequeño?b) Si la empresa cambia a un sistema de revisión periódica, con qué frecuencia debe hacer la revisión.c) Si al utilizar el sistema periódico la empresa descubre que en uno de sus puntos de revisión hay dos
unidades en existencia y 22 unidades en pedido, qué deberá hacer.
a) 6, porque tarda dos días en llegar y durante esos dos días se requieren 3 unidades por día.
b)
T=QD
= 27unidades3unidades al d í a
=9d í as
c) Cantidad Orden Reabastecimiento= 27-2-22+6= 9 unidades.
MRP.- Material Requirement Planning
Los sistemas de inventarios anteriores (punto de reorden y revisión periódica), funcionan para artículos con una demanda más o menos constante e independiente, la demanda independiente significa que la demanda de un artículo no se basa en la demanda de algún otro artículo. Las aplicaciones de los sistemas anteriores son para inventarios de artículos terminados y algunas materias primas que se usan continuamente.
Los artículos con demanda dependiente, son aquellos artículos que son sub-partes de artículos más grandes,
** El MRP es adecuada para artículos dependientes y que se surten en lotes o bloques.
Estos artículos (los de demanda dependiente) no están sujetos a que los clientes los pidan al azar, sino están sujetos principalmente a las demandas que les plantee el programa maestro de producción que se diseño para la fabricación del producto final, en donde se toma en cuenta la forma en que se hace el producto y el tiempo requerido para hacer cada uno de los artículos.
El MRP planea en fases de tiempo las órdenes, también con base en los tiempos de entrega y niveles mínimos de existencias, el MRP no monitorea el nivel de existencias sino la demanda del producto principal.
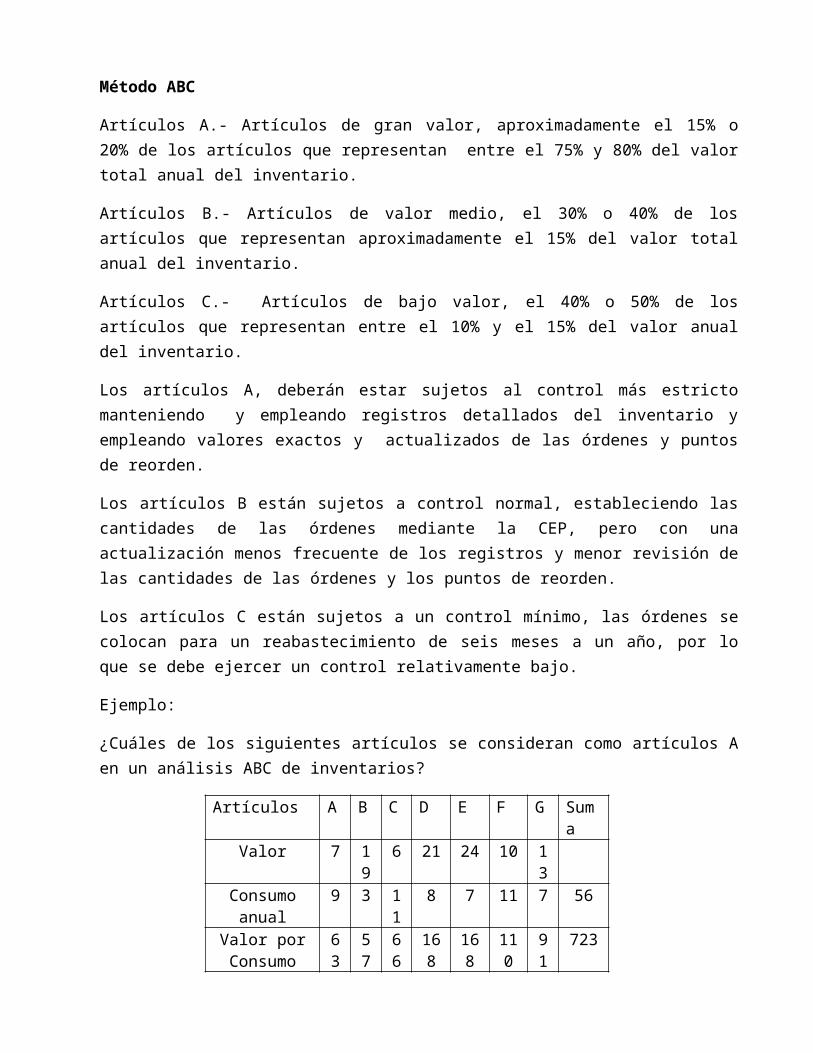
Método ABC
Artículos A.- Artículos de gran valor, aproximadamente el 15% o 20% de los artículos que representan entre el 75% y 80% del valor total anual del inventario.
Artículos B.- Artículos de valor medio, el 30% o 40% de los artículos que representan aproximadamente el 15% del valor total anual del inventario.
Artículos C.- Artículos de bajo valor, el 40% o 50% de los artículos que representan entre el 10% y el 15% del valor anual del inventario.
Los artículos A, deberán estar sujetos al control más estricto manteniendo y empleando registros detallados del inventario y empleando valores exactos y actualizados de las órdenes y puntos de reorden.
Los artículos B están sujetos a control normal, estableciendo las cantidades de las órdenes mediante la CEP, pero con una actualización menos frecuente de los registros y menor revisión de las cantidades de las órdenes y los puntos de reorden.
Los artículos C están sujetos a un control mínimo, las órdenes se colocan para un reabastecimiento de seis meses a un año, por lo que se debe ejercer un control relativamente bajo.
Ejemplo:
¿Cuáles de los siguientes artículos se consideran como artículos A en un análisis ABC de inventarios?
Artículos A B C D E F G SumaValor 7 19 6 21 24 10 13
Consumo anual
9 3 11 8 7 11 7 56
Valor porConsumo
anual
63 57 66 168 168 110
91 723
El valor por consumo anual es costo total del inventario
Análisis:
Artículos A
Los artículos D y E son los artículos
8+756
=26.78% ,168+168723
=46.47%
El 26.78% de los artículos representan el 46.47% del costo total anual del inventario.
La Cantidad Económica del Pedido (CEP)
El concepto de la cantidad económica del pedido se aplica a los artículos del inventario que se reabastecen en lotes u órdenes y que no se producen o entregan continuamente.
En el modelo CEP, se supone lo siguiente:
La tasa de la demanda es constante. No se permiten faltantes. El reabastecimiento de las existencias puede programarse para que se reciba exactamente
cuando el inventario llegue a cero (Proveedor confiable).
El costo de ordenar y el costo de mantener por unidad son independientes de la cantidad ordenada.
Los artículos se ordenan independientemente unos de otros.
Ejemplo.
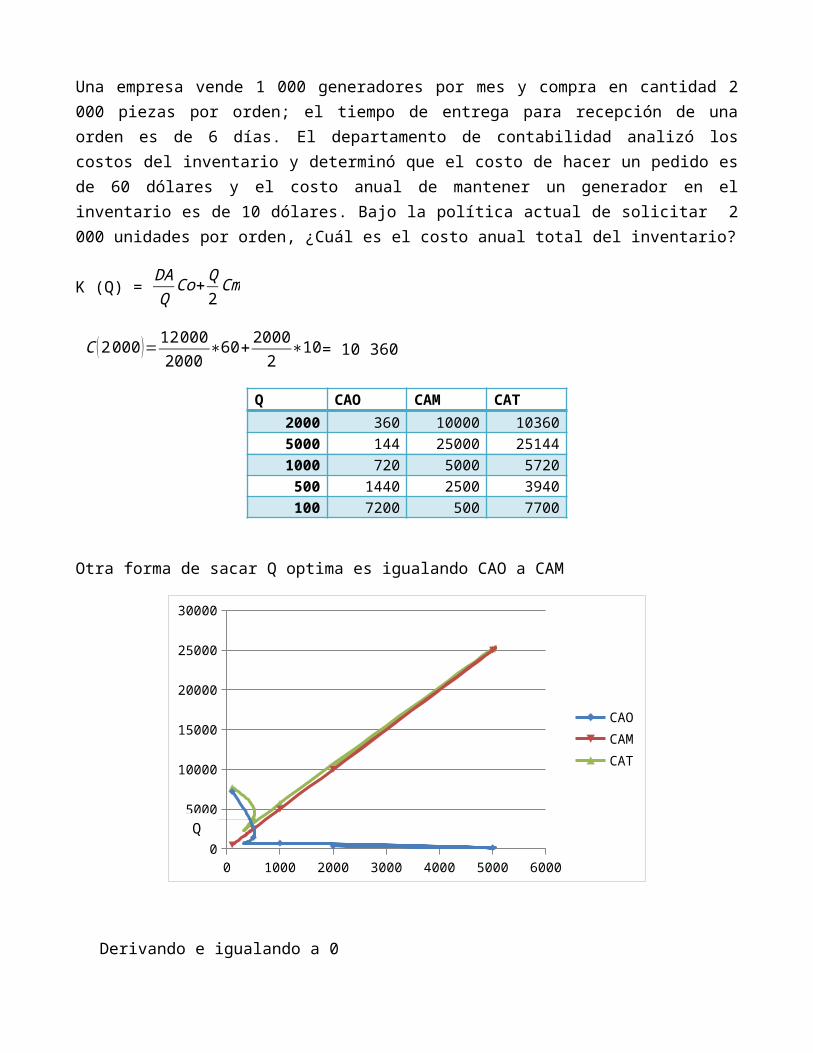
Una empresa vende 1 000 generadores por mes y compra en cantidad 2 000 piezas por orden; el tiempo de entrega para recepción de una orden es de 6 días. El departamento de contabilidad analizó los costos del inventario y determinó que el costo de hacer un pedido es de 60 dólares y el costo anual de mantener un generador en el inventario es de 10 dólares. Bajo la política actual de solicitar 2 000 unidades por orden, ¿Cuál es el costo anual total del inventario?
K (Q) = DAQ
Co+Q2Cm
C (2000 )=120002000
∗60+ 20002
∗10= 10 360
Q CAO CAM CAT2000 360 10000 103605000 144 25000 251441000 720 5000 5720
500 1440 2500 3940100 7200 500 7700
Otra forma de sacar Q optima es igualando CAO a CAM
0 1000 2000 3000 4000 5000 60000
5000
10000
15000
20000
25000
30000
CAOCAMCAT
Q*
Derivando e igualando a 0
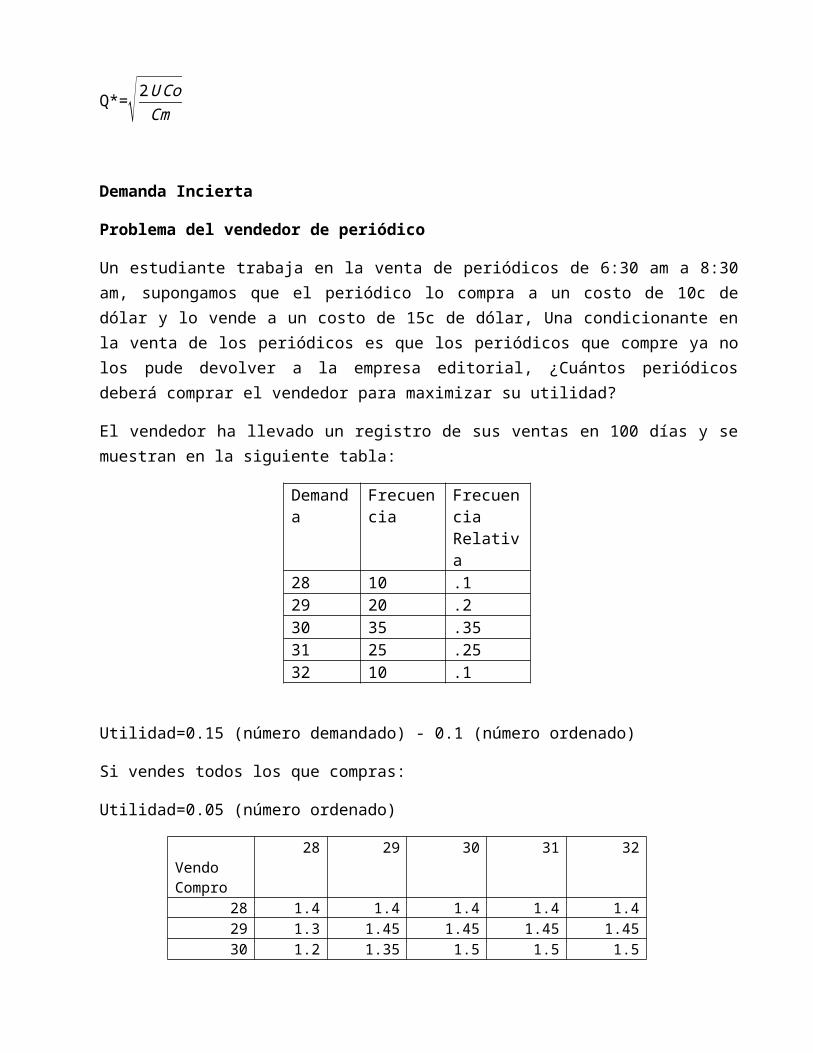
Q*=√ 2U CoCm
Demanda Incierta
Problema del vendedor de periódico
Un estudiante trabaja en la venta de periódicos de 6:30 am a 8:30 am, supongamos que el periódico lo compra a un costo de 10c de dólar y lo vende a un costo de 15c de dólar, Una condicionante en la venta de los periódicos es que los periódicos que compre ya no los pude devolver a la empresa editorial, ¿Cuántos periódicos deberá comprar el vendedor para maximizar su utilidad?
El vendedor ha llevado un registro de sus ventas en 100 días y se muestran en la siguiente tabla:
Demanda Frecuencia
FrecuenciaRelativa
28 10 .129 20 .230 35 .3531 25 .2532 10 .1
Utilidad=0.15 (número demandado) - 0.1 (número ordenado)
Si vendes todos los que compras:
Utilidad=0.05 (número ordenado)
Vendo Compro
28 29 30 31 32
28 1.4 1.4 1.4 1.4 1.429 1.3 1.45 1.45 1.45 1.4530 1.2 1.35 1.5 1.5 1.531 1.1 1.25 1.4 1.55 1.5532 1 1.15 1.3 1.45 1.6
U28 = 1.4(.1)+1.4(.2)+1.4(.35)+1.4(.25)+1.4(.1)= 1.4 (1)
U29= 1.3 (0.1) +1.45 (0.9)= 1.435
U30= 1.2(0.1) + 1.35(0.2) + 1.5(.7)=1.44
U31 = 1.1(.1)+1.25(.2)+1.4(.35)+1.55(.35)=1.39
U32 = 1(.1)+1.15(.2)+1.3(.35)+1.45(.25)+1.6(.1)= 1.3
Por lo tanto la cantidad óptima a ordenar es de 30 periódico, pues maximiza la utilidad esperada.
Como ingeniero:
P : Probabilidad de vender una unidad adicional (quiero evaluar la posibilidad de vender
1- P : Probabilidad de no vender o usar la unidad adicional
MCO: Costo marginal de sobreordenar
MPU: Utilidad marginal o costo marginal de subordenar
** Marginal: Para la unidad siguiente
Ganancia esperada= P (MPU)
Pérdida esperada 1-P (MCO)
Se maximiza la utilidad cuando:
Gesperada> Pesperada
P (MPU)> (1-P)(MCO)
P≥MCO
MCO+MPU
Para el problema p > 0.1/ 0.1+.05
P> 0.67
Demanda Frecuencia
FrecuenciaRelativa
FrecuenciaRelativaacumulada
ProbabilidadVender N+1(1-F. acumulada)
28 10 .1 .1 .929 20 .2 .3 .730 35 .35 .65 .3531 25 .25 .9 .132 10 .1 1 0
Te situas en dónde está la probabilidad y eliges el siguiente
Existencias de seguridad para la incertidumbre de la demanda
Una joyería vende un reloj barato, el cual solicita con un distribuidor. Se tienen los siguientes datos de la demanda durante 20 semanas que se muestran en la siguiente tabla:
Semana Demanda semanal1 10 unidades2 13 unidades3 12 unidades4 16 unidades5 11 unidades6 13 unidades7 16 unidades8 13 unidades9 14 unidades
10 12 unidades11 15 unidades12 10 unidades13 16 unidades14 14 unidades15 15 unidades16 13 unidades17 11 unidades18 12 unidades19 13 unidades20 11 unidades
Se determinó que el costo de ordenar era de 30 dólares y el costo de mantener se calculó en 2 dólares por reloj al año. El cálculo de la CEP (año de 50 semanas) resulto ser de 140 relojes, el tiempo de entrega es de 1 semana, el punto de reorden es de 13 unidades.
**Nivel de servicio: Es la probabilidad de satisfacer la demanda para no tener faltantes
Demanda enTiempo entrega
Frecuencia F. Relativa
F Acumulada
ExistenciaSeguridad
Probabilidad de faltantes
Nivel de servicio
10 2 0.1 0.1 -3 0.9 10%11 3 0.15 0.25 -2 0.75 25%12 3 0.15 0.40 -1 0.6 40%13 5 0.25 0.65 0 0.35 65%14 2 0.1 0.75 1 0.25 75%15 2 0.1 0.85 2 0.15 85%16 3 0.15 1 3 0 100%
El punto de reorden es 13, cuando la demanda sea mayor habrá faltantes
Frecuencia acumulada Probabilidad cubrir la demanda o no tener faltantes osea nivel de servicio.
MRP Para la demanda dependiente
La mayoría de las materias primas, componentes y subensambles dependen de la demanda de artículos terminados y otros subensambles. Generalmente la producción se realiza en bloques o lotes y cuando se ordena un lote en la fábrica para producirlo, todos los materiales se ordenan al mismo tiempo, de ahí que se tenga un bloque en la demanda.
El MRP está diseñado para una demanda en conjuntos o en bloques, en dónde los bloques se conocen más o menos con anticipación debido a que normalmente las demandas son dependientes.
**El MRP es aplicable para una demanda dependiente y en bloques.
Demanda
Demanda constante
Demanda en bloques (la materia prima se pide al mismo tiempo)
tiempo
Producto Terminado
Materia Prima
MRP
Supongamos que la patineta está formada por la tabla y el ensamble de ruedas, el tiempo de ensamble de la patineta es de una semana, la tabla se compra y tiene un tiempo de entrega de 3 semanas, mientras que el ensamble de ruedas debe fabricarse con un tiempo de ensamble de una semana, y se compone de: base para montaje de ruedas (tproducción: 4 semanas), 2 ruedas compradas (te:1 semana), eje (tproducción: 2semanas), 2 tuercas de seguridad (tentrega: 1 semana).
Se solicita una orden de 50 patinetas que se deben entregar en 10 semanas.
1Patineta
1 2Tabla Ensamble ruedas
1 1 2 2Base montaje ruedas Eje Ruedas Tuercas
Lista de materiales
Tablas: 1*50 =50E. Ruedas: 2*50 =100Ruedas: 2*Eruedas= 200Ejes: 1 * Erueda= 100Base montaje: 1 * Erueda= 100Tuercas: 2* Erueda= 200
Tabla MRP
1 2 3 4 5 6 7 8 9 10Patineta 50
TablaReq 50Ordeno 50
E. RuedaReq 100Ordeno 100
RuedasReq 200Ordeno 200
EjesReq 100Ordeno 100
Base de montaje
Req 100Ordeno 100
Tuercas de seguridad
Req 200Ordeno 200
Ejemplo:
Una empresa se dedica a la fabricación de tijeras, mismas que están compuestas por cuatro componentes; 2 navajas idénticas, un tornillo y una tuerca. Las navajas se fabrican internamente con un tiempo de producción de dos semanas, el tornillo y la tuerca se compran a un proveedor de una ferretería con un tiempo de entrega de una semana.
El proceso de ensamble para 120 piezas es de una semana, construya un árbol del producto, un diagrama y una tabla MRP para una orden de 120 piezas.
1Tijeras
2 1 1Navajas Tornillos Tuerca
1 2 3 4
Tijeras 120Navajas Necesito 240
Ordeno 240Tornillos Necesito 120
Ordeno 120Tuercas Necesito 120
Ordeno 120
Fijación del tamaño de lote
La compañía fabrica una variedad de resortes de compresión que se utilizan en automóviles. Los pedidos actuales del modelo x250 utilizado son:
Semana 28- 10 000
Semana 31- 18 000
Semana 40- 12 000
La preparación del equipo para el enrollado de resortes cuesta 700, el costo de mantener un resorte x250 en inventario durante una semana se estima en 0.0025. Establezca el tamaño de lote
Opción 1:
Pedir la cantidad necesaria cada vez.
Cm=0
Co= 3*700=2 100
CT= 2 100
Opción 2:
Pedir 40 000 en la semana 28.
Cm= 30 000*3 sem* 0.0025 + 12 000 * 9sem* 0.0025
Cm=495
Co= 700
CT= 1 195
IV Mantenimiento
Mantenimiento es la combinación de las acciones técnicas mediante las cuales un equipo o un sistema se conserva o repara para que pueda realizar sus funciones específicas.
Programa Maestro de Producción
Pedidos en FirmePronóstico de la demanda
Sistema MRP Lista de MaterialesInventario
Programa de Liberación de órdenes
Reporte de Cambios
Mantenimiento
Modificaciones y Mejoras
Seguridad Control de Refacciones
Mantenimiento Preventivo
Administración y Control de gastos
Elaboración de Políticas y Presupuestos
Elaboración de Procedimientos
Actualización de Métodos
CapacitaciónActualización tecnológicaActualización administrativa
Mantenimiento correctivo
Conservación de instalaciones y Edificios
Control de Inventario de equipos
Control de Instalaciones y potencias
Elaborar reportes
Historial de mantenimiento
Control de personal
P
RetroalimentaciónControl Control de los trabajosControl de materialesControl de Inventarios y Costos
OrganizaciónDiseño del trabajo
EstándaresMedición de Trabajo
Admon de Proyectos
PlaneaciónFilosofía del mantenimiento
Pronóstico de la cargaOrganiza el mantenimiento
Programar El Mtto
Objetivos del Area de Mantenimiento
Reducción del tiempo muerto Mejora de la Calidad Aumentar la productividad Cumplir con los tiempos de entrega Mejora de las condiciones físicas de los equipos o sistemas Mejora del ambiente de trabajo
Proceso de Mantenimiento
ProcesoInsumos
Instalaciones Mano de obraEquipoRefacciones
Resultados
Maquinaria y/o Equipo en Operación
****Tipos de mantenimientos
Mantenimiento Correctivo. Este tipo de mantenimiento solo se realiza cuando el equipo o sistema es incapaz de seguir operando, no hay elemento de planeación para este tipo de mantenimiento, este es el caso que se presenta cuando el costo adicional de otros tipos de mantenimiento no pueden justificarse; éste tipo de estrategia se conoce como estrategia de “Operación hasta que falle”.
Se aplica principalmente a los componentes electrónicos
Mantenimiento Preventivo. Es cualquier mantenimiento planeado para hacer frente a fallas potenciales, se lleva acabo de acuerdo con las horas de funcionamiento o un calendario establecido, requiere un alto nivel de planeación. Las rutinas específicas que se realzan son conocidas, así como sus frecuencias.
Mantenimiento Predictivo. Se lleva a cabo con base en las condiciones del equipo, la condición del equipo se determina vigilando los parámetros clave del equipo cuyos valores se ven afectados por la condición de este.
Mantenimiento de Oportunidad. Se lleva a cabo cuando se tiene la oportunidad.