arrola - pedeca presspedeca.es/wp-content/uploads/2012/02/traterpress_21.pdf · • predicción...
TRANSCRIPT

FEB
RER
O20
11•
Nº
21T
RA
TER
PRES
S


1
ARROLAARROLA diseña instalaciones para eltratamiento térmico de metales férri-cos y no férricos, dentro de las tecno-logías de vacío y atmósfera controla-da, con tecnologías innovadoras yadaptadas a los requerimientos solici-tados.
Sus soluciones técnicas, la capacidadde servicio y la cercanía al cliente hacede ARROLA un proveedor de instala-
ciones único dentro del mercado na-cional.
ARROLAPolígono Industrial Argixao, 60
20700 ZUMÁRRAGAGUIPÚZKOA - ESPAÑATeléf.: (+34) 943 725 271Fax: (+34) 943 725 634
Director: Antonio Pérez de CaminoPublicidad: Carolina AbuinAdministración: María González Ochoa
PEDECA PRESS PUBLICACIONES S.L.U.Goya, 20, 4º - 28001 Madrid
Teléfono: 917 817 776 - Fax: 917 817 126www.pedeca.es • [email protected]
ISSN: 1888-4423 - Depósito legal: M-53065-2007
Diseño y Maquetación: José González OteroCreatividad: Víctor J. RuizImpresión: Villena Artes Gráficas
Redactorhonorífico:José MaríaPalacios
Colaboradores:Manuel A.
Martínez Baena,Juan Martínez
Arcasy Jordi Tartera
Por su amable y desinteresada colaboraciónen la redacción de este número, agradece-mos sus informaciones, realización de repor-tajes y redacción de artículos a sus autores.
TRATER PRESS se publica seis veces al año: Fe-brero, Abril, Junio, Septiembre, Noviembre yDiciembre.
Los autores son los únicos responsables delas opiniones y conceptos por ellos emitidos.
Queda prohibida la reproducción total o parcialde cualquier texto o artículo publicado en TRA-TER PRESS sin previo acuerdo con la revista.
Editorial 2
Noticias 4EFEF 2011 se celebrará en Ginebra • Segula Technologies adquiere la división de automoción de EDAG España • Se-minarios de Instrumentos Testo • H2O recibe la patente de la tecnología ClearCat® • Nuevo Q2 ION • Carburos Me-tálicos organizó un ciclo de jornadas sobre soldadura.
Artículos
• Fórum de Arcas - Por Juan Martínez Arcas 8• La producción de acero crece un 14% en 2010 - Por UNESID 10• Testo presenta dos nuevas cámaras termográficas 12• La Cumbre afronta su edición de 2011 con nuevos proyectos 14• “Smart Efficiency”, tema aglutinador de HANNOVER MESSE 2011 16• HEGAN participa en un proyecto piloto europeo para fomentar la colaboración entre entidades aeronáuticas 18• Burgdorf-Osmirol-Nüsle. Tecnología de tratamiento térmico 20• Predicción mediante la simulación de la microestructura en fundiciones ADI tras el tramiento térmico - Por Igor
Pérez Villalobos, Uwe Getzlaff y Ole Köser 22• Versos a los tratamientos térmicos de los aceros - Por Manuel Antonio Martínez Baena 28• Nueva cámara térmica radiométrica ARC - Por Land Instruments 30• Pistoletazo de salida para los certámenes de GIFA, METEC, THERMPROCESS y NEWCAST 2011 - Por Fundigex 31• MAERS®, horno vertical para revenido de ejes 32• Gearbox: Fabricante de cajas de cambio 34• AIR LIQUIDE presentó sus “Resultados 2010” 36• Generación de microestructuras aciculares para obtener elevadas propiedades mecánicas en aceros - Por C. Cap-
devila, C. García-Mateo, F.G. Caballero, J. Cornide, D. San Martín y C. García de Andrés 38
Guía de compras 45
Indice de Anunciantes 48
Sumario • FEBRERO 2011 - Nº 21
Nue
stra
Port
ada
Asociación colaboradora
Asociaciónde Amigosde la Metalurgia

Información / Febrero 2011
2
Editorial
En este año 2011 tenemos varios “puntos de en-cuentro” para promocionar el sector de los Trata-
mientos Térmicos.
Estaremos con stand en GIFA-THERMPROCESS (Düs-seldorf, Junio). Una vez pasado el verano en la Cum-bre Industrial (Bilbao, 27-30 Septiembre) y casi a finalde año en EUROSURFAS (Barcelona, 14-18 noviem-bre).
Publicaremos números especiales con una difusiónmayor de lo habitual, para entregar gratuitamente aexpositores y visitantes.
Según noticias del sector, parece que los Tratamen-tistas están con trabajo continuado, ya no es con alti-bajos como antes y esa continuidad vendrá seguidade aumento. Esperemos que sea así.
Antonio Pérez de Camino


EFEF 2011se celebraráen GinebraTras dos exitosas ediciones enBilbao y Londres (la última deellas congregó a 3.713 profesio-nales del máximo nivel, proce-dentes de 53 países), los organi-zadores de European Future E-nergy Forum han anunciado estasemana desde Abu Dhabi las fe-chas de su próxima edición. Seráen octubre de este año, los días 4a 6, y se celebrará en el recintoPalexpo de Ginebra, tal y comohan hecho público representan-tes de Bilbao Exhibition Centre yTurret Middle East.
El Gobierno Suizo ha expresadosu total apoyo a esta convocato-ria, versión europea de la Cumbrede Emiratos Árabes, denominadaWorld Future Energy Summit. Asílo ha manifestado la Presidentadel país, Micheline Calmy-Rey:
“Ginebra tiene una larga tradi-ción y una reputación muy sóli-da como centro de desarrollo ypromoción de tecnologías orien-tadas al futuro. Estoy convencidade que como ciudad anfitrionade EFEF 2011 hará todos los es-fuerzos a su alcance para con-vertir este encuentro en un granéxito”.
Representantes de Bilbao Exhi-bition Centre se han trasladadoesta semana a la capital de losEmiratos Árabes Unidos juntocon una importante delegaciónempresarial e institucional demás de 100 personas. Ademásde gestionar la participación deempresas e instituciones en laCumbre de Abu Dhabi como a-gentes de WFES para la Penín-sula Ibérica, los responsables dela entidad vasca están promo-cionando la marca europea delevento en distintas reuniones
tes temáticas en todo el ámbitonacional. A continuación, se de-tallan algunos de ellos:
• Seminario de Termografía.
• Seminario de Aire Comprimi-do.
• Seminario sobre la Optimiza-ción de la combustión en Pro-cesos Industriales.
• Seminario sobre Emisionesindustriales.
• Seminario de Ventilación in-dustrial.
• Seminario de Refrigeración.
• Seminario de AlimentaciónAPPCC.
El éxito de convocatoria de estosseminarios y las valoracionesobtenidas tras la celebración delos mismos, avalan a Instru-mentos Testo como empresacon una contrastada experien-cia en jornadas teórico-prácti-cas, además de empresa líder enla fabricación de instrumenta-ción de medición.
Los objetivos planteados en ca-da uno de estos seminarios res-ponden a las siguientes pregun-tas: ¿porqué se mide? ¿qué semide? ¿cómo se mide? ¿dóndese mide? ¿qué normativa aplica?
Con el fin de dar la mejor solu-ción, Instrumentos Testo coor-dina el evento y propone comoponentes a los mejores profe-sionales de cada sector. Graciasa ello, se consigue un seminariorigurosamente técnico y lejos deconsiderarse un seminario coninformación comercial.
Info 3
Noticias / Febrero 2011
4
de trabajo y desarrollando unaintensa agenda de contactos in-ternacionales, también en Du-bai y Doha.
Info 1
SegulaTechnologiesadquierela divisiónde automociónde EDAG EspañaEl grupo francés SEGULA Tech-nologies ha adquirido con fecha1 de enero de 2011 la rama deactividad de automoción delgrupo Alemán EDAG en España,reforzándose en el entorno declientes de automoción en Bar-celona y en las actividades dediseño y fabricación, principal-mente de sistemas eléctricos.
Esta integración, sigue la líneadel acuerdo establecida en 2008con la adquisición de la filial deEDAG en Francia por parte de lamatriz del grupo SEGULA, refor-zando su división de Automo-ción que con unos 1.500 técni-cos puede ofrecer solucionesglobales a sus clientes tanto anivel de diseño, cálculo, prototi-pado e industrialización, así co-mo de acompañamiento en suimplementación internacional.
Info 2
Seminariosde InstrumentosTestoInstrumentos Testo concluyó elaño 2010 con más de una dece-na de seminarios sobre diferen-


H2O recibela patentede la tecnologíaClearCat®
La empresa H2O en Alemaniademuestra nuevamente su rolde líder del mercado europeo deequipos de destilación al vacíode bajo consumo. De todas lasmarcas registradas existentesse ha creado recientemente latecnología ClearCat®.
De esta manera se pueden tra-tar aguas de procesos con con-tenido de aceites y emulsionesen un solo paso.
La calidad del agua tratada per-mite el vertido a la red pública,o aún mejor, la reutilización enel mismo proceso. Sin la tecno-logía innovadora ClearCat® sonnecesarios procesos de post tra-tamiento con costos operativoselevados.
Gracias a las ventajas econó-micas para los usuarios del Va-cudest®, hasta el momento 50%de los sistemas de destilaciónal vacío instalados están equi-pados con este nuevo desarro-llo.
De esta manera es esta patenteun importante punto para lasventas y crecimiento de la em-presa H2O GmbH de Steinen.
Info 4
Nuevo Q2 IONEl espectrómetro de emisión porchispa totalmente nuevo deBruker Elemental modelo Q2ION eleva el análisis de metalesa unos nuevos límites de sim-plicidad y facilidad de manejo.A día de hoy, el Q2 ION es el es-pectrómetro de chispa más pe-
queño y ligero ultra compactodisponible en el mercado parael análisis de metales.
Es un sistema multimatriz muyversátil para una inspección fá-cil y rápida de recepción demateriales, así como control decalidad de aleaciones metáli-cas. Su precio asequible y susbajos costes de operación lohacen ser una herramienta ide-al para pequeñas y medianasempresas.
El Q2 ION cubre la mayoría delos elementos aleantes en mul-titud de aplicaciones tales comoaleaciones de Hierro, Alumi-nios, Cobre y muchas más.
Está dirigido especialmente a a-quellas fundiciones de tamañomedio-pequeño, industrias deprocesado de metales, fabrican-tes, departamentos de controlde calidad, almacenes, plantasde reciclaje de metales e inclusopara aquellas empresas dedica-das a la inspección.
Su especial diseño hace al Q2ION ultra ligero (menos de 20kg), de tal manera que puedeser transportable a lugares cer-canos para analizar. Hay dispo-nible también una maleta op-cional. A pesar de su poco peso,es adecuado para aplicacionesen las cuales se requiera robus-tez. El Q2 ION también establece
un nuevo estándar en facilidadde uso.
Coloque su muestra sobre el es-tativo de chispeo y pulse el bo-tón de START. En menos detreinta segundos obtendrá lacomposición elemental comple-ta de su metal.
La nueva óptica patentada FlatField CCD es una obra de arte endiseño óptico e ingeniería mecá-nica. Su sistema de Compensa-ción Ambiente Activa (AAC) pro-porciona la máxima estabilidaden un rango de temperaturas en-tre 10 y 45 °C.
Su detector CCD de Alta Defini-ción junto con la ya establecidatecnología ClearSpectrum®, pro-porcionan el mejor rendimientode cualquier equipo analítico desu clase.
Info 5
CarburosMetálicosorganizó un ciclode jornadassobre soldaduraLa compañía líder en España enel suministro de gases indus-triales y medicinales, CarburosMetálicos, Grupo Air Products,organizó un ciclo de jornadaspor toda España hablando sobrela utilidad de los gases para elsector de la soldadura.
Mediante estas jornadas, abier-tas a todos los profesionalesdel sector, la compañía quierecompartir los conocimientosque ha adquirido a lo largo delos años en materia de solda-dura.
El 10 de febrero se celebró enCoruña una de las jornadas,
Noticias / Febrero 2011
6

mientras que el 16 tuvo lugar o-tra en Toledo.
Con el objetivo de facilitar losprocesos de soldadura y corte,Carburos Metálicos dispone deuna línea completa de gases pa-ra este sector bajo la gama debotellas Integra®.
Esta botella tiene la ventaja detener un reducido tamaño yaque se llena a 300 bar de pre-sión, en lugar de a 200 bar comolas botellas tradicionales.
Este factor ofrece mayor seguri-dad al reducir el riesgo de caída,a la vez que facilita el manejo ytransporte.
Además, cuenta con un regula-dor integrado que controla lasalida de gas a 5 bar. El controlde la presión ayuda a mejorar laseguridad de la utilización.
La botella Integra®, que normal-mente dura más que las bote-llas convencionales, tambiénincorpora una conexión rápidade salida de gas que facilita laconexión a la máquina de sol-dar.
Asimismo, la compañía ha de-sarrollado la gama de gasesMaxx® ideada para mejorar lacalidad de la soldadura y el en-torno de trabajo, disminuyendola producción de humos y ozo-no, produciendo menores re-chazos y aumentando la pro-ductividad, respecto a los gasestradicionales.
Esta gama, que ofrece solucio-nes para la industria de solda-dura, incluye: las mezclas Ferro-maxx® para la soldadura delacero al carbono, las mezclasInomaxx® para el acero inoxida-ble y la mezcla Alumaxx® parael aluminio.
Info 6
Suscripción anual 20116 números90 euros
Información / Febrero 2011
8
Fórum de ARCASPPoorr JJuuaann MMaarrttíínneezz AArrccaass
Continuamos sobre la importancia que tiene la elec-ción de la velocidad de enfriamiento en el temple…
Por lo tanto, con enfriamientos más rápidos al indi-cado en el número anterior, es decir 11 ºC/ minuto,
sólo nos proporciona una ligera mejora, pero conriesgo alto de provocar distorsiones y posibles grie-tas, (siempre hablamos del acero H-13) para obteneruna dureza después del temple de 52-56 HRC (ver fi-gura nº 1 de la revista nº 19 de esta serie).
Esta experiencia práctica de elegir la velocidad in-dicada de enfriamiento es de gran importancia, yaque ella está al alcance en la mayoría de los hornosde vacío (pero si se hacen las cosas bien). Con éstoquiero decir, restringir el tamaño de la carga, utili-zar nitrógeno de gran pureza y a una presión prefe-rible de 2 bares o más, así como utilizar un eficien-te intercambiador de calor.
La práctica de enfriamientos isotérmicos (enfria-mientos por pasos o etapas) se utiliza normalmen-te para igualar las temperaturas interiores y exte-riores de los grandes bloques, antes de enfriar através de las temperaturas de transición.
Lo ideal sería disponer de sondas en el interior delos moldes (aprovechando los circuitos de refrige-ración del mismo) como ya indicamos en otras o-casiones. Así podemos observar directamente lastemperaturas reales de las zonas másicas y de lasuperficie, además de registrarlas gráficamente.Este método es bueno no sólo para disminuir lacarga y distorsión causados por el enfriamiento, si-no también para demostrar el procedimiento realprogramado y realizado.
Seguiremos en el próximo número con los REVENI-DOS dando amplias explicaciones de su número yel por qué, como corresponde al acero complejo yque es el H-13.
Pueden formularnos las preguntas que deseen sobre la problemática de los Tratamientos Térmicos, diri-giéndose a la revista:
Por carta: Goya, 20, 4º - 28001 Madrid - Teléfono: 917 817 776 - Fax: 917 817 126E-mail: [email protected]
Tanto preguntas como respuestas irán publicadas en sucesivos números de la revista por orden de llega-da, gracias a la activa colaboración de D. Juan Martínez Arcas.
Tel.: 917 817 776
Fax. 917 817 126
Suscripción anual 20116 números90 euros


Información / Febrero 2011
10
En diciembre se han producido 1 millón de to-neladas de acero bruto en las fábricas españo-las, prácticamente igual que en diciembre del
año anterior (+0,5%). Este dato deja de ser negativo,como lo fue en octubre y noviembre, meses en losque la producción descendió un 11% interanual.
Con esta cifra, el total del año se eleva a 16,4 millo-nes de toneladas, mejorando en 2 millones de to-neladas la producción de 2009. En términos relati-vos, es un crecimiento del 14% anual. El nivelalcanzado es similar al del año 2003.
El perfil del año ha sido irregular, con un comienzoalgo más fuerte y varios meses produciendo 1,6 mi-llones de toneladas. El último trimestre ha sido másdébil, con un máximo de 1,4 millones en octubre, eincluso un mes de noviembre que fue un 10% inferioral de 2009. El comportamiento también ha sido dis-
La producción de acero creceun 14% en 2010PPoorr UUNNEESSIIDD
par entre los principales productos y calidades. To-das las calidades han crecido este año, pero especial-mente los aceros inoxidables y otros aceros aleados.Estos últimos han doblado la producción del año an-terior. En cuanto a los productos, el crecimiento se haconcentrado en los planos, habiendo aumentado entorno a un 30% con respecto a 2009. Sin embargo, losproductos largos todavía han seguido descendiendoligeramente en este año.
Aunque los últimos datos de comercio exterior sonde octubre, sí se puede adelantar que la exporta-ción ha sido el principal destino de este aumentode producción, creciendo a un ritmo más impor-tante que las ventas nacionales.
Información / Febrero 2011
12
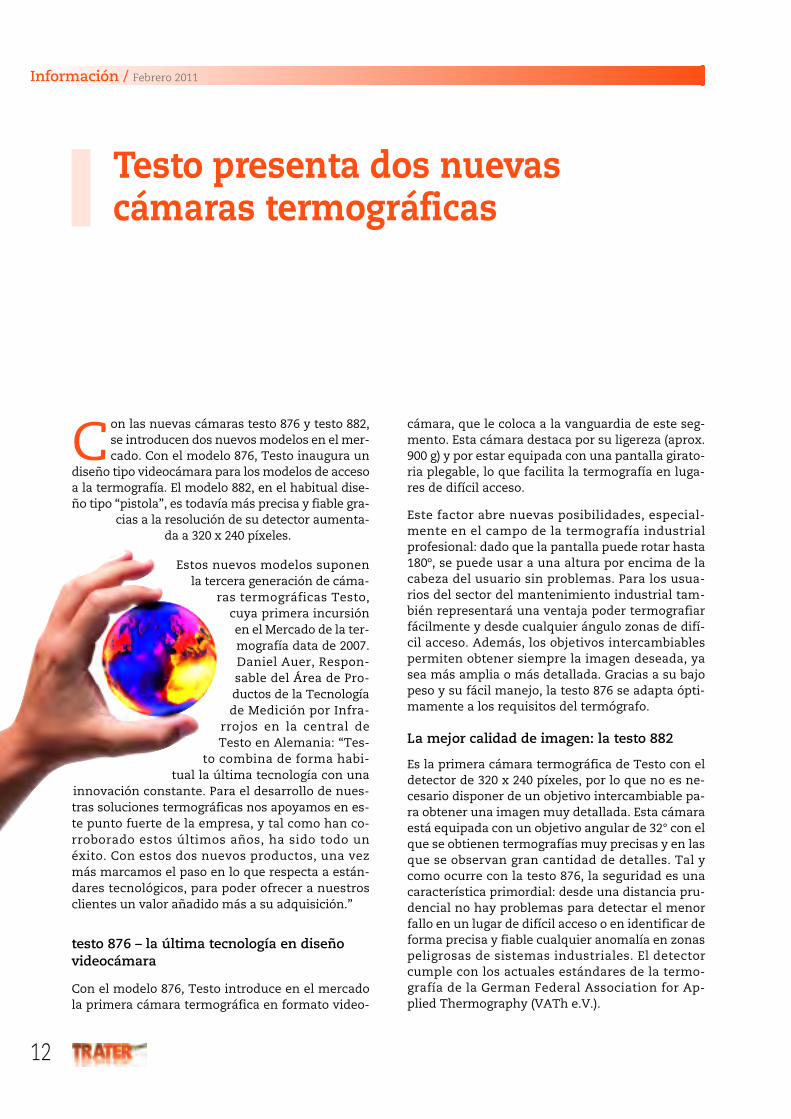
Con las nuevas cámaras testo 876 y testo 882,se introducen dos nuevos modelos en el mer-cado. Con el modelo 876, Testo inaugura un
diseño tipo videocámara para los modelos de accesoa la termografía. El modelo 882, en el habitual dise-ño tipo “pistola”, es todavía más precisa y fiable gra-
cias a la resolución de su detector aumenta-da a 320 x 240 píxeles.
Estos nuevos modelos suponenla tercera generación de cáma-
ras termográficas Testo,cuya primera incursiónen el Mercado de la ter-mografía data de 2007.Daniel Auer, Respon-sable del Área de Pro-ductos de la Tecnologíade Medición por Infra-
rrojos en la central deTesto en Alemania: “Tes-
to combina de forma habi-tual la última tecnología con una
innovación constante. Para el desarrollo de nues-tras soluciones termográficas nos apoyamos en es-te punto fuerte de la empresa, y tal como han co-rroborado estos últimos años, ha sido todo unéxito. Con estos dos nuevos productos, una vezmás marcamos el paso en lo que respecta a están-dares tecnológicos, para poder ofrecer a nuestrosclientes un valor añadido más a su adquisición.”
testo 876 – la última tecnología en diseñovideocámara
Con el modelo 876, Testo introduce en el mercadola primera cámara termográfica en formato video-
cámara, que le coloca a la vanguardia de este seg-mento. Esta cámara destaca por su ligereza (aprox.900 g) y por estar equipada con una pantalla girato-ria plegable, lo que facilita la termografía en luga-res de difícil acceso.
Este factor abre nuevas posibilidades, especial-mente en el campo de la termografía industrialprofesional: dado que la pantalla puede rotar hasta180º, se puede usar a una altura por encima de lacabeza del usuario sin problemas. Para los usua-rios del sector del mantenimiento industrial tam-bién representará una ventaja poder termografiarfácilmente y desde cualquier ángulo zonas de difí-cil acceso. Además, los objetivos intercambiablespermiten obtener siempre la imagen deseada, yasea más amplia o más detallada. Gracias a su bajopeso y su fácil manejo, la testo 876 se adapta ópti-mamente a los requisitos del termógrafo.
La mejor calidad de imagen: la testo 882
Es la primera cámara termográfica de Testo con eldetector de 320 x 240 píxeles, por lo que no es ne-cesario disponer de un objetivo intercambiable pa-ra obtener una imagen muy detallada. Esta cámaraestá equipada con un objetivo angular de 32° con elque se obtienen termografías muy precisas y en lasque se observan gran cantidad de detalles. Tal ycomo ocurre con la testo 876, la seguridad es unacaracterística primordial: desde una distancia pru-dencial no hay problemas para detectar el menorfallo en un lugar de difícil acceso o en identificar deforma precisa y fiable cualquier anomalía en zonaspeligrosas de sistemas industriales. El detectorcumple con los actuales estándares de la termo-grafía de la German Federal Association for Ap-plied Thermography (VATh e.V.).
Testo presenta dos nuevascámaras termográficas

SE VENDEHorno de ocasión.
Horno estático estabilizarsegunda mano en muy buen estado.
Contacto:Eduard Tarrats • Tel.: 938 479 647 • [email protected]
Tarrats Hornos Industriales, S.L. - Tel.: 938 479 647 - Fax: 938 479 648
• Horno estático de 97,5 m3 totales (útiles 68 m3).• Dimensiones interiores útiles 8,9 x 4,5 x 1,7h mts.• Interior en fibra cerámica.• 2 vagonetas de 4 cuerpos de 8,9m de largo total cada una.• Doble puerta de entrada al horno, una por cada extremo.• Equipo de combustión a gas (8 quemadores Eclipse TJ150, 440
kw).• Doble campana de enfriamiento con puerta guillotina lateral.• Control independiente de la combustión en cada cámara.• Equipo de regulación y control de todos los movimientos.• Control y maniobra centralizados en una pantalla táctil.• Maniobra controlada por PLC Omron.• Ciclo de cocción controlado por PLC electrónico.• Registro de temperaturas y sistema de adquisición de datos.• Notificación de alarmas mediante mensajes de SMS.
Información / Febrero 2011
14
La maquinaria de la Cumbre Industrial y Tecno-lógica ya está en marcha y su equipo organiza-dor trabaja con un objetivo claro: ofrecer los dí-
as 27 a 30 de septiembre de 2011 un espaciodinamizador de negocios, de alto valor añadido. Paraello, el diseño de la próxima edición se presentamarcado por iniciativas como la figura del país dehonor, el área de innovación, las jornadas sobre di-versificación y herramientas online con aplicacionesdedicadas a la concertación de agendas, entre otras.
La política de precios favorable presentada en laactual campaña completará el perfil del certamen,que quiere ofrecer a las empresas un punto de en-cuentro rentable en un año decisivo para el desa-rrollo de estrategias y operaciones comerciales.
Por último, el equipo organizador de la Cumbre ha i-niciado el contacto con contratistas y compradoresestratégicos para cerrar acuerdos de colaboración, yya han confirmado su compromiso con la Feria em-presas como Aernnova, Daewoo, Danobat, EpsilonEuskadi, Hiriko, Inmotec, Irizar, Itp, La Naval, Mi-chelín, Peddinghaus y Tubos Reunidos.
FRANCIA, PAÍS DE HONOR
En 2011, la Cumbre contará con un nuevo espaciodedicado a la presencia destacada de un país, figuraque en su primera edición representará Francia. Elpaís galo ha sido elegido por los organizadores delcertamen por el importante volumen de negocioque genera en el mercado nacional. Así, sus empre-sas constituirán uno de los principales grupos expo-sitores del certamen, mientras que también habráen él una delegación muy significativa de compra-dores y contratistas franceses.
Las oportunidades que ofrece el mercado francésserán analizadas en distintas jornadas que se de-sarrollarán de manera paralela a la exposición, enuna programación especial que, además, incluirála celebración del “Día de Francia” y la organiza-ción de agendas a todos los participantes.
“NETWORKING” INTERNACIONAL
El carácter global del certamen permitirá al visi-tante contactar en un único espacio con profesio-nales internacionales de todos los ámbitos de inte-rés para su actividad productiva, relacionados conla fabricación de bienes de equipo.
La Cumbre afronta su ediciónde 2011 con nuevos proyectos

tación industrial, facilitando una herramienta efi-caz a las pequeñas y medianas empresas para lapromoción de sus actividades y el intercambio in-formativo, técnico y comercial.
Para reforzar este objetivo, en su 15ª edición la Fe-ria contará con dos elementos muy destacados: elárea de nuevos proyectos y las jornadas sobre di-versificación.
En efecto, el área de nuevos proyectos ofrecerá aempresas fabricantes, procedentes de sectores notan habituales en subcontratación, la posibilidadde presentar sus novedades en la exposición. Deeste modo, los subcontratistas podrán conocer deprimera mano las necesidades y objetivos de losfabricantes de aquellos ámbitos más innovadores.
Por su parte, en las Jornadas sobre Diversificación,el Consejo Superior de Cámaras ofrecerá a los sub-contratistas claves concretas para ampliar su acti-vidad con los medios existentes en cada subsector,analizando las demandas de los nuevos sectores e-mergentes.
Esta vertiente participativa también se fomentaráa través de otras fórmulas de entrevistas y “net-working”. Así, muchos meses antes de que la feriaabra sus puertas existirá la posibilidad de interac-tuar con otras empresas a través de los distintosprogramas que se ofrecerán desde el catálogo onli-ne, donde se divulgarán las novedades y tanto ex-positores como visitantes podrán programar aque-llos encuentros de su interés.
Las tres grandes áreas que agruparán la oferta de laCumbre serán las de Subcontratación, Automatiza-ción y Trasmet, esta última relacionada con la ma-quinaria y el suministro para siderurgia, fundición,forja, laminación y tratamiento de superficies.
30 AÑOS AL SERVICIODE LA SUBCONTRATACIÓN
En 2011 Subcontratación cumplirá 30 años comoúnica feria internacional en su especialidad ennuestro país. A lo largo de este tiempo, el certamenha querido dar respuesta al sector de la subcontra-
Febrero 2011 / Información

Información / Febrero 2011
16
El tema aglutinador de HANNOVERMESSE 2011 reza “Smart Effi-ciency”. Siguiendo este lema, las
empresas de las 13 ferias monográficasinternacionales presentan del 4 al 8 deabril de 2011 las tecnologías clave de laindustria mundial. “Desde hace años, laeficacia en los más diversos ámbitos esel tema dominante en la industria. Peroprogramar los procesos industriales implica mu-cho más: se trata de conectar y usar de manera in-teligente potenciales individuales de eficacia.Smart Efficiency interconecta concretamente losámbitos de la eficacia de costes, procesos y recur-sos. Es la interconexión inteligente la que permitea las empresas posicionarse en el mercado a largoplazo, manteniendo la competitividad a nivelmundial”, afirma el Dr. Wolfram von Fritsch, presi-dente de la junta directiva de Deutsche Messe AG.“En concreto esto significa hacer uso de los mate-riales y de la energía protegiendo los recursos na-turales, optimizar los procesos de producción, ygestionar los costes de modo eficaz”, añade vonFritsch.
Sólo HANNOVER MESSE reúne las tecnologías rele-vantes a lo largo de la cadena industrial de valor a-ñadido. HANNOVER MESSE se centra en las inno-vaciones y los desarrollos, en los nuevos productosy tecnologías, en materiales y procesos eficaces.Presentando los núcleos temáticos de la automati-zación industrial, las tecnologías energéticas, lasubcontratación y los servicios industriales, así co-mo las técnicas de transmisión y de fluidos, HAN-
NOVER MESSE refleja las tendenciascentrales de los ramos de las mencio-nadas industrias.
“En primavera de 2011 ocuparemos todoel recinto ferial de Hannóver con nues-tras 13 ferias clave internacionales. El vi-sitante podrá ver una presentación delos ramos industriales potente e interna-
cional. Hoy ya estamos registrando en las distintassecciones un elevado nivel de inscripciones. Este de-sarrollo nos muestra que HANNOVER MESSE llegaen el momento oportuno en un fase de incipienteauge económico y que en 2011 vamos a experimen-tar un evento muy poderoso”, afirma von Fritsch.
Pronósticos de crecimiento positivospara la industria
Las empresas industriales han aprovechado la di-fícil época económica, presentándose en el mer-cado mundial con nuevos productos y soluciones.“Contamos con que el año que viene se presenta-rán en HANNOVER MESSE más de 4.500 innova-ciones. Las empresas expositoras van a mostraruna vez más de manera impresionante que paralos desafíos centrales y globales del futuro ya e-xisten soluciones altamente inteligentes”, afirmavon Fritsch.
Según indica la Asociación Alemana de Fabricantesde Maquinaria e Instalaciones e.V. (VDMA), deFráncfort del Meno, la construcción de maquinariacrecerá en 2010 un seis por ciento en todo el mundo
“Smart Efficiency”,tema aglutinadorde HANNOVER MESSE 2011

y en 2011 un ocho por ciento más. La AsociaciónCentral de la Industria Electrotécnica y Electrónicae.V. (ZVEI), de Fráncfort del Meno, estima asimismoque el mercado electrónico mundial crecerá un seispor ciento en 2010 y 2011 respectivamente. VonFritsch: “En HANNOVER MESSE el auge coyunturaladquirirá mayor dinamismo, confiriendo a los ra-mos importantes impulsos, pues las ferias son indi-cadores precoces de los futuros desarrollos en losdistintos ramos. Los expositores tienen la oportuni-dad de establecer nuevos contactos de negocios in-ternacionales en Hannóver, dando así mayor estabi-lidad y sostenibilidad a su crecimiento.”
Francia, País Asociado
Francia se presenta como País Asociado de HAN-NOVER MESSE 2011 siguiendo el lema “Innovaciónpara un crecimiento sostenible”. Los temas centra-les de la presentación son la energía, la movilidady la eficacia energética, conectándose así con losnúcleos temáticos de HANNOVER MESSE. Junto a
Alemania, Francia es uno de los principales paísesindustriales de Europa. Alemania fue en el año2009 el principal socio comercial de Francia con unvolumen de 114.000 millones de euros.
Sobre HANNOVER MESSE
El más destacado evento tecnológico del mundo tie-ne lugar en Hannóver del 4 al 8 de abril de 2011.HANNOVER MESSE 2011 reúne 13 ferias clave en unmismo lugar: “Industrial Automation” • “Motion,Drive & Automation” • “Energy” • “Power Plant Tech-nology” • “Wind” • “MobiliTec” • “Digital Factory” •“ComVac” • “Industrial Supply” • “CoilTechnica” •“SurfaceTechnology” • “MicroNanoTec” y “Research& Technology”. Los temas centrales de HANNOVERMESSE 2011 son la automatización industrial, lastecnologías de la energía, las técnicas de transmi-sión, la subcontratación y servicios industriales, asícomo las tecnologías de vanguardia. El País Asociadode HANNOVER MESSE 2011 es Francia.
Febrero 2011 / Información

Información / Febrero 2011
18
Alo largo de 2010, HEGAN ha participado enun proyecto piloto europeo para fomentarla colaboración entre entidades de diversos
países y promover su participación en proyectosdel Séptimo Programa Marco europeo (FP7). El pro-yecto denominado “Cross-cluster FP7 NetworkingInitiative”, en el que toma parte HEGAN junto alcluster Skywin de Valonia (Bélgica) y el cluster ae-roespacial de Hamburgo, está liderado por el clus-ter aeroespacial francés de Aquitaine y Midi Pyre-nées –Aerospace Valley–.
El objetivo del proyecto ha consistido en estudiar elinterés de todas las empresas de estas regiones,
con el fin de lograr la máxima participación enproyectos europeos de las llamadas del FP7 en 2010dentro de los áreas de Aeronáutica, Espacio, Segu-ridad, Nanociencias, Nanotecnologías, Materiales ynuevas tecnologías de Producción (NMP) y las ini-ciativas conjuntas europeas Galileo y Clean Sky.
Los trabajos acometidos por los cuatro clusters eu-ropeos han permitido recopilar todos los contactosde estas empresas, así como de los líderes de posi-bles proyectos europeos, con los que se ha elabora-do una base de datos para las llamadas convoca-das en 2010, a cuyas entidades se ha prestadoayuda para establecer relaciones tendentes a ela-
borar dichas propuestas.
Diez entidades del sector aeroespa-cial vasco se han interesado y hanrealizado gestiones para poder par-ticipar en una o varias propuestasen estos temas. Como resultado, laUniversidad de Mondragón partici-pa en una propuesta europea en lostemas de Ecofactory, una produc-ción más limpia y más eficiente enrecursos, en fabricación; en el áreade Nanociencias, Nanotecnologías,Materiales y nuevas tecnologías deProducción (NMP).
El líder del proyecto “Cross-ClusterFP7 Networking”, Aerospace Valley,realizará un informe con los resul-tados del proyecto para todas lasregiones y, a lo largo del primer tri-
HEGAN participa en un proyectopiloto europeo para fomentarla colaboración entre entidadesaeronáuticas

mestre de 2011, se hará una valoraciónde la posible continuidad de este pro-yecto para próximos años y próximasllamadas de programas europeos.
Aeronáutica vasca
La asociación HEGAN está constituidapor una amplia red de 40 entidades,entre las que se encuentran cinco gru-pos empresariales proveedores de pri-mer nivel o tier 1.
Junto a las tres empresas fundadoras–Aernnova, Industria de Turbopropulso-res (ITP) y SENER Ingeniería y Sistemas–,están integradas en el Cluster AciturriAeronáutica, Aeromec, Aerospace Engi-neering Group, Aerovision, Aibe, Alestis,Alfa Microfusión, Altran, Aratz, Astor-kia, Ayzar, Burdinberri, Burulan, DMP,Electrohilo, Grupo TTT, Industrias Ga-lindo, Ingemat, LTK grupo, Mesima, Me-traltec, Nivac, Novalti, Nuter, PCB, Qaes,Siegel, Sisteplant, Tecnasa, IndustriasTEY, TPS y WEC. Completan el Cluster elCentro de Tecnologías Aeronáuticas (C-TA), IK4 y Tecnalia.
En conjunto, las empresas asociadasen el Cluster HEGAN suman 111 cen-tros productivos, de los que 17 están u-bicadas en el extranjero (Brasil, Malta,México, Reino Unido y Estados Unidos)y el resto se reparten entre el País Vas-co (57) y diversas comunidades autóno-mas (37).
El sector aeronáutico y espacial asocia-do en HEGAN alcanzó en 2009 un volu-men de negocio de 1.167 millones deeuros. Las exportaciones se situaron en746 millones de euros, en este periodo,lo que representa el 70 por ciento de lasventas totales.
Por su parte, el empleo de las empresasasociadas ascendió a 9.819 puestos di-rectos, de los que 3.752 se concentranen el País Vasco, 4.921 se localizan enlos centros productivos del resto de Es-paña y 1.146 corresponden a las plan-tas en el exterior. La cifra de I+D supu-so un récord con 162 millones de eurosinvertidos.

Información / Febrero 2011
20
El nombre BURGDORF representa a una com-pañía de dirección y capital privado especia-lizada en el campo del tratamiento térmico
de los aceros y tecnologías de temple. Está situadaen el sur de Alemania, en Stuttgart.
Fundada in 1949 por Dipl.-Ing. Karl-Wilhelm Burg-dorf, BURGDORF GMBH & Co. KG se encuentra acti-
va en la tercera generación en el desarrollo de flui-dos de procesos para las empresas de tratamientostérmicos, tales como aceites de temple, polímerosde temple, inhibidores de oxidación, fluidos de eli-minación de agua y agentes limpiadores, acompa-ñado de un equipo comercial, orientado al cliente.
El trabajo pionero realizado por Kart-WilhelmBurgdorf consiste en el de-sarrollo de los primeros a-ceites de temple de altorendimiento con un com-portamiento de enfria-miento ajustable (DBP955601, DBP 80145). Estoestá basado en la conclu-sión científica de que elcomportamiento de tem-ple de los fluidos en evapo-ración está influenciadopor sus propiedades de e-bullición. Esto hace posibleajustar las característicasde temple a las necesida-des específicas, resultan-tes de las calidades del a-cero, geometría de laspiezas y mediciones delmaterial.
El rango de productos deBURGDORF, establecido ydistribuido a nivel mundialbajo las marcas registradasDURIXOL, SERVISCOL, SY-
Burgdorf-Osmirol-Nüsle.Tecnología de tratamiento térmico

NABOL, POLYQUENCH, SERVITOL y SERVIDUR, estánestableciéndose como referente en cuanto a máxi-mo rendimiento en el tratamiento térmico y la apli-cación asociada, así como máximo conocimiento delproceso.
El prupo “BON – Tecnología De Tratamiento Térmi-co” se formó incorporando otras compañías, prin-cipalmente NÜSSLE, también especializada en tra-tamiento térmico, comercializando un rango depinturas protectoras disponibles mundialmente(CONDURSAL, CONDURON, VACUCOAT), para laprotección de piezas en procesos de cementacióngaseosa, al vacío, nitruración, oxidación y sellado.También incorporó a OSMIROL, dedicada princi-palmente al campo de los polímeros de temple pa-ra endurecimiento por inducción y llama (OSMA-NIL), y KUHBIER, desarrollando aceites de temple ypolímeros (MULTIQUENCH, GLYKOQUENCH).
Estas empresas actúan como un suministradorglobal de sistemas, desarrollando y suministrandouna serie de materiales empleados en procesos detratamientos térmicos. Se reducen los interlocuto-res innecesarios en el proceso, ofreciendo “todoslos materiales de una sola fuente”.
Se han consolidado relaciones con las industriasrelacionadas con el tratamiento térmico en todo elmundo: principalmente fabricantes de automóvily suministradores del sector automóvil, fabrican-tes de forjados, engranajes, rodamientos, fijacio-nes, tornillería, cadenas, componentes aeronáuti-cos y sector eólico, naval etc., y finalmente lasempresas dedicadas a los tratamientos térmicoscomerciales.
Dipl.-Kfm. Hannes Burgdorf y Dpl.-Ing. Erckhard H.Burgdorf continuaron el legado y la empresa de supadre con espíritu emprendedor, un alto nivel decreatividad y entrega personal, y han creado ungrupo activo internacional de empresas.
El futuro de la compañía, ahora en su tercera gene-ración, está asegurado por el señalamiento deDpl.-Kfm. Frank Burgdorf y Dial.-Ing. Rainer Braun,como directores generales.
El representante del grupo BON (Burgdorf OsmirolNüssle), en España y Portugal, desde hace más de40 años es SATEC. Dispone de oficinas y almacénen el área del gran Bilbao, en Erandio, garantizan-do entregas muy rápidas y un asesoramiento per-manente a todos los clientes del sector de trata-miento térmico de metales.
21
Febrero 2011 / Información

Información / Febrero 2011
22
Predicción mediante la simulaciónde la microestructura en fundicionesADI tras el tratamiento térmicoPPoorr IIggoorr PPéérreezz VViillllaalloobbooss11,, UUwwee GGeettzzllaaffff22 yy OOllee KKöösseerr33
((11 AAnnáálliissiiss yy SSiimmuullaacciióónn SS..LL..,, 22 AACCTTeecchh GGmmbbHH yy 33 EESSII GGrroouupp))
FUNDICIONES ADI
La búsqueda de materiales de bajo costo y buenaspropiedades mecánicas ha permitido un gran de-sarrollo de las fundiciones nodulares austempera-das (ADI). El creciente uso de las fundiciones ADIes consecuencia directa de sus propiedades mecá-nicas, que son superiores a otros miembros de lafamilia de las fundiciones nodulares en lo que serefieren a maquinabilidad, resistencia a la trac-ción, resistencia al desgaste, tenacidad y ductili-dad. Estas características, junto a los menores cos-tos de producción en comparación con los aceros,simplificación del proceso de mecanizado de pie-zas y reciclabilidad, convierten a este material enuna alternativa industrialmente válida y atractiva-mente económica para reemplazar, en algunas a-plicaciones, a los aceros de baja aleación fundidosy forjados [1,2]. Estas propiedades pueden mejorar,aún más, con un buen control de su microestructu-ra y el agregado de elementos de aleación.
Las notables propiedades de la fundición ADI sonconsecuencia de su estructura, que está compuestade nódulos de grafito y una matriz que consiste enuna mezcla de dos fases, placas de ferrita y austeni-ta estabilizada con total ausencia de carburos. La es-tructura de la austenita es responsable de la exce-lente ductilidad y tenacidad de las fundiciones ADI,mientras que la fina dispersión de ambas fases, fe-rrita y austenita, permiten explicar la alta resistenciade la aleación [3]. Por otra parte, la adición de ele-mentos de aleaciones tales como Cu, Mo y Ni, mejo-ran aún más las propiedades mecánicas del mate-
rial, por cuanto su efecto combinado influye favora-blemente sobre la templabilidad de la aleación [4, 5].
EL TRATAMIENTO TÉRMICODE AUSTEMPERADO EN FUNDICIONES ADI
El proceso de austemperado consiste en dos etapasde tratamiento térmico: la primera etapa de austeni-zación de la fundición esferoidal, que tiene por obje-tivo obtener una matriz austenítica y la segunda queconsiste en un enfriamiento rápido hasta la tempe-ratura de austemperado, en el rango de temperatu-ras de 250 ºC – 450 ºC, donde se mantiene el materialel tiempo necesario para que ocurra la nucleación ycrecimiento de las placas de ferrita a partir de auste-nita. La difusión de carbono desde las placas de ferri-ta aumenta el contenido de carbono en la matriz avalores entre 1,8% y 2,1%, produciendo una estabili-zación de la austenita a temperatura ambiente. Esta
Imagen 1.Representación
gráfica de laspropiedades
mecánicas de lafundición ADI
en comparacióncon otras
aleaciones.

(que podría conllevar a fallo en fatiga). Por lo tantoel éxito o el fracaso del tratamiento térmico no sóloafectará a los costes de fabricación, sino que deter-minará la fiabilidad y la calidad del producto. Se de-bería por tanto, tener en cuenta el tratamiento tér-mico durante el desarrollo y el diseño del producto ydebe controlarse en el proceso de fabricación.
Con respecto al diseño y fabricación basados en lasimulación, se desea calcular con antelación los e-fectos del tratamiento térmico y optimizarlos va-riando el material, geometría de la pieza, etc…
Una vez que la forma de la pieza está diseñada, esmuy importante asegurarse que el proceso de tra-tamiento térmico es correcto y que la ventana deproceso asegura la calidad, frente a la variación deparámetros de proceso.
Con las herramientas de simulación de tratamien-tos térmicos actuales se pueden llevar a cabo dichoscálculos para todos los procesos generales de trata-mientos térmicos aplicables, teniendo en cuenta to-dos los efectos físicos significantes. De esta forma eldiseñador de pieza y los responsables del trata-miento térmico pueden tener una deliberada in-
estructura es conocida como ausferrita. Para tiem-pos mayores de tratamiento de austemperado seproduce la descomposición de la austenita en ferritay carburos, formándose bainita. La presencia de can-tidades significativas de silicio en las fundicionesnodulares es responsable de suprimir la inmediataformación de carburos de hierro, en beneficio deproducir el producto intermedio, ausferrita [6].
PREDICCIÓN MICROESTRUCTURALA TRAVÉS DE LA SIMULACIÓNDE TRATAMIENTOS TÉRMICOS
El tratamiento térmico puede ser un paso indispen-sable en la fabricación de productos metálicos. Através de una deliberada manipulación de la estruc-tura química y metalúrgica de un componente, sepueden controlar selectivamente propiedades me-cánicas como la dureza, resistencia estática y diná-mica o la tenacidad. Sin embargo, a parte de los e-fectos deseados, el proceso de tratamiento térmicopuede venir acompañado de efectos indeseados co-mo por ejemplo distorsión del componente, endure-cimiento elevado del material, baja resistencia, faltade tenacidad o profundidad de dureza inadecuada
Febrero 2011 / Información

fluencia a la hora de minimizar costes de fabrica-ción, así como de optimización, viabilidad y calidaddel producto.
Cada vez son más las capacidades de los progra-mas de simulación para predecir las transforma-ciones, microestructura y las propiedades mecáni-cas de una aleación durante y tras el tratamientotérmico. Este tipo de simulaciones aporta un aña-dido a la cadena de valores en el mundo de la vir-tualización del proceso de fabricación.
En este caso se trata de añadir un valor a las capa-cidades de simulación de la solución de Fundicióndel Grupo ESI (ProCAST y QuikCAST), que más alláde centrarse únicamente en el propio proceso defundición, ofrece la posibilidad de predecir lastransformaciones que sufrirá una aleación duranteun tratamiento térmico, basándose principalmen-te en los diagramas CCT y TTT de la aleación.
A través de modelos matemáticos concretos, elprograma ofrece la posibilidad de predecir la trans-formación que se dará en cada zona de la piezamediante cálculos transitorios y acoplados.
RESULTADOS DE SIMULACIÓNDEL TRATAMIENTO TÉRMICODE UNA FUNDICIÓN ADI EN UNA PIEZADE ENSAYO. Cortesía de ACTech.
El principal objetivo de este estudio realizado porla empresa ACTech (Alemania) en colaboracióncon ESI Group (Suiza), fue el de correlacionar losresultados obtenidos a través de la simulación del
tratamiento térmico con los resultados en una pie-za de ensayo real. Para ello se utilizó una geome-tría de secciones variables para forzar velocidadesde enfriamiento diferentes con su lógica influenciaen la microestructura final.
La simulación se realizó con el software de cálculopor elementos finitos ProCAST de ESI Group a travésde un modelo basado en los diagramas tiempo- tem-peratura- transformación (TTT). El modelo está basa-do en la expresión de Kolmogorov-Johnson-Mehl-Av-rami (KJMA) para la cinética de transformación defase gobernada por un proceso de nucleación y creci-miento. El modelo es aplicable a cualquier curva deenfriamiento utilizando un principio de aditividad [7].
Para la correlación de las curvas de enfriamiento rea-les con las obtenidas durante la simulación se toma-ron medidas de temperatura en 6 puntos diferentesde la pieza obteniendo un buen ajuste entre ambas.
En la siguiente imagen se pueden observar los re-sultados de microestructura previstos mediante la
Información / Febrero 2011
24
Imagen 2. Resultados de simulación de tratamiento de austem-perado con ProCAST (ESI Group) de un cigüeñal. Cortesía deACTech.
Diagrama 1. Diagrama TTT experimental para diferentes gra-dos de ADI. (Cortesia de ACTech).
Imagen 3. Curvas de enfriamiento calculadas y medidas. (Cor-tesia de ACTech).

Información / Febrero 2011
26
transformación microestructural (y del mismomodo de una forma más o menos directa las pro-piedades mecánicas) que se formará durante ytras un tratamiento térmico.
A día de hoy, la ingeniería Análisis y Simulación, res-ponsable de la implantación de ProCAST y QuikCASTen España y Portugal, está liderando la implantaciónde este knowhow en la propia oficina técnica de lafundición, a través de formación específica en tecno-logía y soporte personal en los aplicativos.
REFERENCIAS
[1] Mondaca O. J, Spicacci R. H, Sikora J. A, Machinability ofaustempered ductile iron, AFS Transactions, 10, 1998, pp.39 – 45.
[2] J. L. Garin and R. L. M. Z. Metallkd, 91, 2000, pp. 842.
[3] P. P. Rao, S. K. Putatunda, Metallurgical and MaterialsTransactions A, 28A , 1997, pp 1457-1470.
[4] Sim B. T, Elliot R. Influence of alloying additions on aus-tempering kinetics of compacted graphite cast iron, Ma-terials Science and Technology, 14, 1998, pp. 89- 96.
[5] Yu S. K. Et al, The efect of molybdenum, copper and nic-kel on the microstructure, hardness and hardenability,AFS Transactions, 97, 1986, pp. 557.
[6] Jagadeesha A, Venugopalan D., Microestructural Develop-ment and Austempering Kinetics of Ductile Iron DuringThermomechanical Processing, Metallurgical and Mate-rials Transactions A, 31 A, 2000, pp. 2575-2585.
[7] Manual ProCAST 2010.
[8] O. Köser, Fertigungssimulation – Absicherung der Serie-neigenschaften schon bei der Entwicklung, ADI-Informa-tionstag, 26. November 2009, Leipzig.
simulación en los diferentes espesores de la pieza,así como las diferentes micrografías realizadas enlos mismos puntos.
A partir de la buena correlación obtenida tras el a-nálisis de los resultados reales en comparacióncon los calculados, se pudieron realizar previsio-nes de los resultados microestructurales a obtenertras el tratamiento de austemperado para piezasde producción (Ej: Cigüeñal, soporte de rueda…)con buena precisión.
CONCLUSIÓN
Debido principalmente a las buenas propiedadesmecánicas y la búsqueda de materiales de bajocosto, el uso de las fundiciones ADI está creciendo.Uno de los puntos clave de control para la buenacalidad de las piezas fabricadas en ADI, a parte delpropio proceso de fundición, radica en el Trata-miento de Austemperado.
En el caso de las fundiciones ADI donde el controldel tratamiento de austemperado cobra una granimportancia, la simulación numérica puede ofre-cer una gran ayuda para reducir costes de fabrica-ción así como de optimización, viabilidad y cali-dad del producto. Gracias a los modelosmatemáticos para la cinética de transformacióncomo el que incluye el software ProCAST de ESIGroup y basándose en los diagramas TTT/CCT decada aleación en concreto, es posible preveer la
Imagen 4. Fracción de Ausfe-rrita en diferentes espesores.Datos experimentales corte-sía de ACTech.

Información / Febrero 2011
28
Allá por los años 40 del siglo pasado, Don Ma-nuel Torrado Varela, con el seudónimo de¨El Comandante Araña¨, preparó unos ver-
sos sobre los Tratamientos Térmicos de los Aceros.Versos que, por mucho tiempo, estuvieron guarda-dos en un cajón de la mesa del despacho de DonJosé Apraiz Barreiros, gran amigo de Don ManuelTorrado Varela. Amistad cimentada por muchosaños de largas conversaciones y entusiasta coope-ración en el campo de los aceros especiales.
Don Manuel Torrado Varela desde la jefatura de losLaboratorios Metalúrgicos de Elizalde, S.A en Bar-celona, empresa dedicada a la fabricación de mo-tores de aviación, y Don José Apraiz desde la direc-ción de la fábrica de aceros –Recalde– de S.A.Echevarria en Bilbao, consiguieron en estrecha co-laboración, la solución de bastantes de los muchí-simos problemas que entonces aquejaba a la inci-piente y maltrecha industria de los aceros finos deconstrucción en nuestro país. Ambos eran grandesconocedores de los aceros en general; y, en su épo-ca precursores en el arte de la metalurgia y de lametalografía, por su sólida preparación y gran ex-periencia adquirida a lo largo de su dilatada vidainvestigando y trabajando en ese campo.
Debido a esa importantísima colaboración quecontribuyó de forma extraordinaria, junto con sustrabajos y enseñanzas, a la divulgación, conoci-mientos y empleo de los aceros especiales ennuestro país; como recuerdo imborrable a la me-moria de Don Manuel, S.A. Echevarria en el año1956, instituyó un premio extraordinario en su ho-
nor y que lleva su nombre: ¨Premio Manuel Torra-do Varela¨. Importante galardón, organizado por laATEEM, –Asociación Técnica Española de EstudiosMetalúrgicos– que durante más de veinte años hasido otorgado a relevantes metalúrgicos de nuestropaís, premiando los mejores trabajos sobre temasrelacionados con ¨La fabricación, construcción y u-tilización o empleo de los aceros finos¨.
He de resaltar, el hecho singular y extraordinario,que entre los ilustres metalurgistas premiados contal distinción se encuentran dos exalumnos de laEscuela de Aprendices Elizalde y excelentes ami-gos, casualmente, de mi misma promoción: HéctorBlanco Sansa y Juan Martínez Arcas. Galardónotorgado –edición 1973– por su magnífico trabajo,bajo el lema NEGUIT, titulado: ¨Utilización, empleoy tecnología del acero rápido¨.
Bien avanzada ya la mitad del siglo XX, años 70, fuipor entonces designado, asesor técnico y delegadode S.A. Echevarria en Cataluña, –Aceros HEVA–.Como miembro del equipo técnico mantenía obli-gatorias y frecuentes reuniones de trabajo en la fá-brica Recalde, de las que era responsable nuestrodirector metalúrgico Don José María Palacios; y alas que, en algunas ocasiones, asistía y presidíaDon José Apraiz.
Finalizada la reunión, Don José, siempre me pre-guntaba por alguna de las personas amigas que to-davía trabajaban en Elizalde; conversación que,normalmente, terminaba hablando de las muchasanécdotas vividas con su gran amigo al que tantoadmiró: Manuel Torrado Varela. En una de esas
Versos a los tratamientos térmicosde los acerosPPoorr MMaannuueell AAnnttoonniioo MMaarrttíínneezz BBaaeennaa
fundadores, también director y su máximo vale-dor. Y, gracias a sus inestimables consejos y ayuda,tanto en lo personal como en profesional, algunostuvimos el privilegio de ampliar nuestros estudiosa otros niveles y ¨engancharnos¨ … seguimos es-tándolo … al difícil arte de los aceros y de su tra-mientos térmico. Homenaje entusiasta y sincero aaquel hombre de personalidad profunda, de grancordialidad y de generosa palabra llamado: MA-NUEL TORRADO VARELA.
ocasiones me entregó una copia de los versos, quehoy publicamos, los cuales guardo como “oro enpaño” en recuerdo de Don Manuel.
Con estas breves líneas de carácter anecdótico, a lavez que presentamos sus versos, le rendimos unsentido y profundo homenaje por parte de aque-llos que tuvimos la suerte de conocerle y asistir asus frecuentes y magistrales charlas, ya desdenuestros jóvenes inicios en la Escuela de Aprendi-ces Elizalde, de la cual Don Manuel fue uno de sus
Versos a los tratamientos térmicos de los acerosRogamos al lector, versado un poco en poesía, que tenga benevolencia con estos versos que fueron prepa-rados por el autor, medio en broma medio en serio, pensando en que nunca vieran la luz, y sin más alcan-ce que el de comentar en tono ligero las excelencias de los aceros.
Febrero 2011 / Información
29
Los aceros, es sabidotienen varias propiedadesy se puede mejorarlossi se procede a ¨tratarlos¨en ocasiones con tacto,a veces con energía,(según normas y consejosde la Metalografía).
Sale de la lingoteray es necesario forjarloinfligiéndole dolor(que siempre hace mejoral que ha de soportarlo).
En justa compensaciónde las tensiones creadas,se debe dulcificar lo que hayapadecido,consiguiéndose enseguidadándole un buen recocido.
Ya está el acero tranquilosin molestias ni tensionesy, según aplicaciones,puede seguir dos caminos.
Si se ha de mecanizar,como ha de facilitara la máquina-herramientaque trabaje sin agobiopues claro, resulta obvio,tenerlo que transformar.
Pero si por el contrariose sirve bonificadoesto es, acero tratado,entonces, sin divagar,es necesario tratar.
Un temple, en primer lugar,ha de sufrir el acero,que lo deja altivo y fieropero propenso a quebrar.
A fin de disminuiresta nefasta tendenciarecurrimos a la Cienciay según tengo entendidoaconseja un revenido.
Un acero bien nacido(sin escoria ni inclusiones)bien templado y revenidoresuelve muchas cuestiones.
Más se le puede aplicartan duro como el cristalconservando en su interiorel necesario dulzor,procediendo a cementary de este modo lograrla combinación mejor:rostro adusto al exteriorcon suavidades por dentro(carácter de dictador)¡Oh milagroso portento!...
¡Qué enseñanza, compañeros,nos brindan estos aceros!...Ellos, duros y tenaces,se dejan modificaren manos de los capaces.
Se doblegan al martilloque es de su igual condición,dándonos una lecciónque debemos retener,prestos siempre a obedecerno obstante sus cualidades...
Aprendamos los mortalesde estos sumisos aceros,que sabiéndose capacesde empresas maravillosas,son sobre todas las cosas,OBEDIENTES Y SINCEROS.
¨̈EEll CCoommaannddaannttee AARRAAÑÑAA¨̈

Información / Febrero 2011
30
ARC es un rango de cámaras térmicas para a-plicaciones generales, suficientemente ro-bustas para soportar aplicaciones en am-
bientes industriales y a la vez compactas, parautilizar en I+D y Automoción. Arc es una cámararadiométrica de alta resolución que proporciona i-mágenes térmicas detalladas con una alta preci-sión de temperatura.
ARC está disponible en dos rangos de medida detemperatura, –20 a 500 °C y 100 a 1.000 °C, cuatro
lentes, dos frecuencias y tres variantes de softwarepara cumplir los requisitos de cada usuario.
La cámara ARC efectúa un sofisticado procesa-miento de datos, se suministra con el software Vie-wer como estándar, que permite la visualizaciónde imágenes y temperaturas en el PC mediante ca-ble Ethernet industrial.
El software Viewer+ permite la configuración de lacámara y conexión directa a un módulo I/O, para
un funcionamiento indepen-diente y obtener una imagenmás inteligente. El softwareLIPS además permite un análi-sis completo, grabación y re-producción de datos térmicos.
Un rango de 4 lentes (11, 22, 44y 60 º) permite la visualizaciónde cualquier objetivo a cual-quier distancia con una clari-dad sobresaliente. Tambiéndestaca su amplio rango detemperatura ambiente de tra-bajo (hasta 60 ºC), que la haceapta para su uso tanto en unbanco de trabajo como en lasmás exigentes aplicaciones in-dustriales.
ARC utiliza un enfoque remo-to motorizado que permite u-na instalación más rápida,sencilla y segura.
Nueva cámara térmicaradiométrica ARC PPoorr LLaanndd IInnssttrruummeennttss
Febrero 2011 / Información
31
El próximo 28 de junio2011 y hasta el 7 dejulio arranca en Düs-
seldorf un nuevo certamende las 4 ferias internaciona-les más importantes delsector de la fundición: GI-FA, METEC, THERMPRO-CESS y NEWCAST.
Bajo el lema "El mundo bri-llante de los metales", latecnología de la fundición,la tecnología metalúrgica,la tecnología de procesos ylos productos de fundición,serán de nuevo el foco detoda la atención mundial.
Y un año más, FUNDIGEX/AMFEX, Asociación Españo-la de Exportadores de Fundi-ción, Maquinaria, Productos y Servicios, y SIDEREX,Asociación Española de Exportadores de Productos eInstalaciones Siderúrgicas, en colaboración con el I-CEX, llevaran a cabo la organización de la participa-ción agrupada de las empresas españolas.
Hasta el momento están inscritas 27 empresas, in-genierías, proveedoras de servicios para fundicióny siderurgia, fundiciones especiales, fabricantes dehornos, granalladoras, líneas de moldeo, etc.
En su última edición en 2007 GIFA, METEC, THERM-PROCESS y NEWCAST reunieron un total de 1.700
expositores de 34 países yunos 72.000 visitantes in-ternacionales de 84 nacio-nes. La superficie neta ocu-pada fue de 68.000 m2.
Para el 2011 los organizado-res esperan cifras similares.
Además, estos 4 certáme-nes vendrán apoyados porun programa de alto cali-bre de eventos secundarioscomo numerosos semina-rios, congresos internacio-nales y ciclos de conferen-cias. El enfoque de lascuatro ferias y los eventosque se acompañan son laeficiencia energética y derecursos.
Para mas información, puede contactar directa-mente con www.fundigex.es / www.siderex.es, or-ganizadores de la participación española.
Pistoletazo de salidapara los certámenes de GIFA,METEC, THERMPROCESSy NEWCAST 2011PPoorr FFuunnddiiggeexx
Organizador de la participación española
Información / Febrero 2011
32
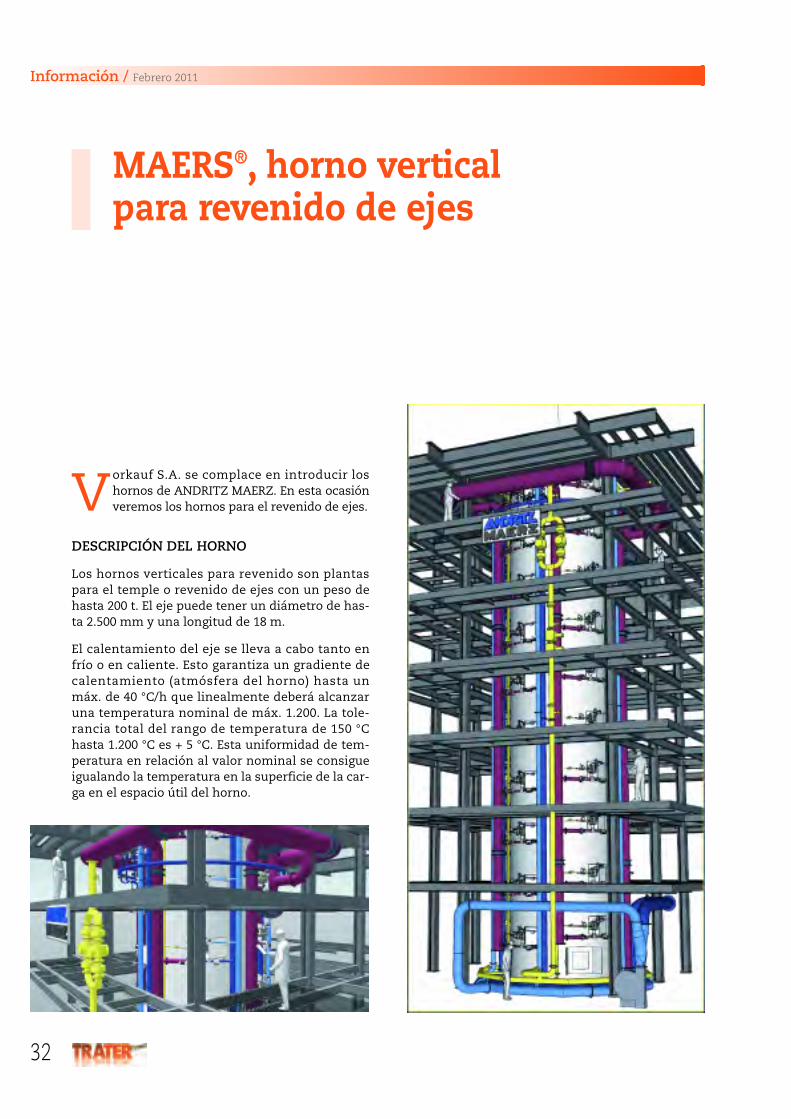
Vorkauf S.A. se complace en introducir loshornos de ANDRITZ MAERZ. En esta ocasiónveremos los hornos para el revenido de ejes.
DESCRIPCIÓN DEL HORNO
Los hornos verticales para revenido son plantaspara el temple o revenido de ejes con un peso dehasta 200 t. El eje puede tener un diámetro de has-ta 2.500 mm y una longitud de 18 m.
El calentamiento del eje se lleva a cabo tanto enfrío o en caliente. Esto garantiza un gradiente decalentamiento (atmósfera del horno) hasta unmáx. de 40 °C/h que linealmente deberá alcanzaruna temperatura nominal de máx. 1.200. La tole-rancia total del rango de temperatura de 150 °Chasta 1.200 °C es + 5 °C. Esta uniformidad de tem-peratura en relación al valor nominal se consigueigualando la temperatura en la superficie de la car-ga en el espacio útil del horno.
MAERS®, horno verticalpara revenido de ejes
Para garantizar un sellado óptimo, el segmento depuerta se desplaza mediante un carro que se pue-de mover transversalmente. Al cerrar, el segmentode horno es presionado fuertemente contra la cubadel horno.
OTROS
Los hornos verticales para revenido también seconstruyen con circuladores (hasta 800 °C) para al-canzar una elevada precisión y uniformidad detemperatura por encima de 150 °C (instalado envarias zonas en relación a la longitud del horno).
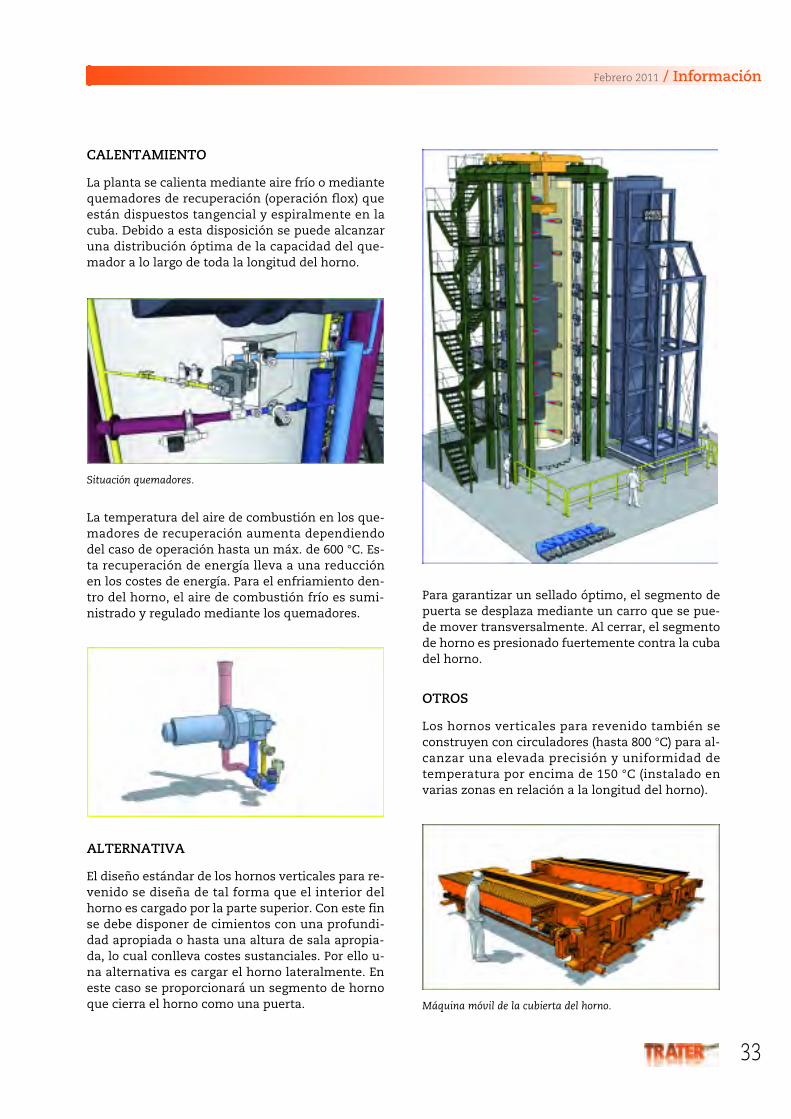
CALENTAMIENTO
La planta se calienta mediante aire frío o mediantequemadores de recuperación (operación flox) queestán dispuestos tangencial y espiralmente en lacuba. Debido a esta disposición se puede alcanzaruna distribución óptima de la capacidad del que-mador a lo largo de toda la longitud del horno.
Situación quemadores.
La temperatura del aire de combustión en los que-madores de recuperación aumenta dependiendodel caso de operación hasta un máx. de 600 °C. Es-ta recuperación de energía lleva a una reducciónen los costes de energía. Para el enfriamiento den-tro del horno, el aire de combustión frío es sumi-nistrado y regulado mediante los quemadores.
ALTERNATIVA
El diseño estándar de los hornos verticales para re-venido se diseña de tal forma que el interior delhorno es cargado por la parte superior. Con este finse debe disponer de cimientos con una profundi-dad apropiada o hasta una altura de sala apropia-da, lo cual conlleva costes sustanciales. Por ello u-na alternativa es cargar el horno lateralmente. Eneste caso se proporcionará un segmento de hornoque cierra el horno como una puerta. Máquina móvil de la cubierta del horno.
Febrero 2011 / Información
33

Información / Febrero 2011
34
Gearbox es una empresa de El Prat de Llobre-gat (Barcelona) participada al cien por cienpor SEAT. Desde 1980 la empresa está espe-
cializada en la fabricación de cajas de cambio paraSEAT, Volkswagen, Audi y Skoda.
Al mismo tiempo, es una de las cinco instalacionesdedicadas a la fabricación de transmisiones que elGrupo Volkswagen tiene en todo el mundo junto alas que tiene en Kassel (Alemania), Córdoba (Ar-gentina), Shanghai (China) y Mlada Boleslav (Repú-blica Checa).
Gearbox tiene una capacidad de producción de2.900 cajas de cambio al día, en un proceso de pro-ducción que va desde la fundición hasta el ensam-blaje y los controles de calidad.
La caja de cambios es uno de los elementos máscomplejos de un automóvil y su construcción es u-na tarea muy especializada que requiere controles
exhaustivos para poder ofrecer siempre productoscon una garantía total de fiabilidad.
Gearbox tiene unas instalaciones de 155.000 me-tros cuadrados en El Prat de Llobregat, muy cercadel aeropuerto de Barcelona y da empleo a 1.071personas.
El año 2006 Gearbox recibió el Premio VolkswagenExcellence, un galardón a la excelencia empresa-rial concedido por el Grupo Volkswagen en recono-cimiento a la alta calidad del proceso productivo yde los productos que fabrica.
El proceso productivo
La factoría de Gearbox dispone de dos áreas dife-renciadas. El proceso comienza de forma práctica-mente simultánea en las dos zonas. Por un lado,los lingotes de aluminio, material con el que seconstruyen la caja y la carcasa, se funde antes depasar a los inyectores de grandes dimensiones
Gearbox: Fabricante de cajasde cambio

transcurso del proceso de fabricación de todosellos, reciben un tratamiento térmico especial quedota a cada una de las piezas de la dureza y resis-tencia necesaria.
La parte final del montaje está prácticamente au-tomatizada, pero todavía hay procesos en los quees necesaria la intervención de especialistas capa-ces de montar con precisión los más de 200 ele-mentos que conforman una caja de cambio.
En la parte final del proceso encontramos el con-trol de calidad, mediante el cual se llevan a cabolas pruebas de estanqueidad y los bancos de roda-do que garantizan el buen funcionamiento de lapieza.
Gearbox participa en el proyecto ALTERMO
El proyecto ALTERMO está coordinado por la Fun-dació CTM Centre Tecnològic y liderado por Roval-ma.
Este proyecto tiene por finalidad investigar el desa-rrollo de nuevos aceros, nuevos tratamientos tér-micos y nuevos recubrimientos metálicos para a-ceros, así como llevar a cabo la caracterización yoptimización de los procesos y moldes de inyec-ción de aluminio.
Gearbox es una de las empresas participantes eneste proyecto y realiza las tareas de simulación delproceso de inyección de aluminio, así como los a-nálisis de los defectos de las piezas inyectadas.
donde se les da forma mediante presión. Mientraslas cajas y carcasas en bruto comienzan la fase depulido y mecanizado, otros elementos comienzansu proceso de elaboración.
Los engranajes, ejes, sincronizadores y demás ele-mentos interiores llegan en bruto a la fábrica y pa-san por un proceso automatizado de mecanizadomediante máquinas de control numérico de cadauna de las piezas que las convierte en piezas per-fectas.
Posteriormente, en los ejes primero y secundario,se montan los engranajes y otros elementos desincronización mecanizándolos y rectificándolosen diferentes fases hasta llegar a obtener la piezafinal.
Debido a las extremas resistencias a las que estánsometidos los engranajes de los vehículos en el
Febrero 2011 / Información
35

Información / Febrero 2011
36
El Consejo de Administración de Air Liquidereunido el 14 de Febrero de 2011, ha cerradolas cuentas del ejercicio 2010 que han sido
auditadas. Un informe certificado sin cualificacio-nes está en fase de emisión por parte de los audito-res externos.
La cifra de negocios consolidada de 2010 se eleva a13.488 millones de euros. La mejora progresiva dela actividad Gases y Servicios, que ha crecido endatos comparables en un +10,3%, se ha acelerado amedida que pasaban los trimestres en todas las zo-nas, particularmente en las Economías en desarro-llo (+29% en variación comparable). El año se havisto marcado por el fuerte crecimiento de la acti-vidad Grandes Industrias con un número record depuestas en marcha e incrementos de producciónde nuevas plantas, por el resultado sostenido de laactividad Mercado Industrial, por el repunte con-firmado de la Electrónica y por la solidez de la acti-vidad Medicinal.
El resultado neto (participación del Grupo) muestraun crecimiento de +14,1%, superior a los resultadoshistóricos del Grupo, y el margen operativo alcan-za el 16,7%, en progresión de +40 puntos de basecon respecto a 2009, particularmente gracias a lasmejoras de eficiencia continuadas que suman 280millones de euros en el año.
La deuda neta se establece en 5.039 millones de eu-ros, una disminución de 183 millones de euros sinefecto cambio, y representa el 55% de los capitalespropios. La rentabilidad de los capitales empleadosestá al alza en 12,1%.
Comentando los resultados 2010, Benoît Potier,Presidente Director General del Grupo Air Liquide,ha declarado:
«El año 2010 ha estado marcado por el retorno a uncrecimiento más sostenido en todas nuestras acti-vidades y áreas geográficas, y por unos resultadosen fuerte progresión.
El Grupo ha reforzado sus posiciones en las Econo-mías en desarrollo, que representan el 19% de susventas de Gases y Servicios en el año. Estos avan-ces, asociados a la continuación de nuestros pro-gramas de eficiencia, han llevado a una nueva me-jora de los resultados operativos y a un refuerzo denuestro balance.
La recuperación del ciclo de inversiones a largoplazo, materializada en la firma de nuevos contra-tos en todas las actividades, nos ha llevado a do-blar, con respecto a 2009, el importe de nuestrasdecisiones de inversión a 2.200 millones de euros.La nueva dinámica, impulsada por el programaALMA 2015, que se apoya especialmente en nues-tros cinco motores de crecimiento (Energía, Medioambiente, Economías en desarrollo, Medicinal, Al-tas Tecnologías), ya se ha puesto en marcha. Nospermitirá captar las numerosas oportunidades decrecimiento y acelerar nuestro desarrollo en el lar-go plazo.
En este contexto y considerando un entorno eco-nómico normal, Air Liquide confía en su capacidadpara continuar en 2011 con el crecimiento regularde su resultado neto.»
AIR LIQUIDE presentósus “Resultados 2010”

30 €
40 €
206 páginas
316 páginas
E stos libros son el resultado de una serie de charlas impartidasal personal técnico y mandos de taller de un numeroso
grupo de empresas metalúrgicas, particularmente, del sectorauxiliar del automóvil. Otras han sido impartidas, también, aalumnos de escuelas de ingeniería y de formación profesional.
E l propósito que nos ha guiado es el de contribuir a despertarun mayor interés por los temas que presentamos, permitien-
do así la adquisición de unos conocimientos básicos y una visiónde conjunto, clara y sencilla, necesarios para los que han de uti-lizar o han de tratar los aceros y aleaciones; no olvidándonos deaquéllos que sin participar en los procesos industriales están in-teresados, de una forma general, en el conocimiento de los ma-teriales metálicos y de su tratamiento térmico.
No pretendemos haber sido originales al recoger y redactarlos temas propuestos. Hemos aprovechado información
procedente de las obras más importantes ya existentes; y, funda-mentalmente, aportamos nuestra experiencia personal adquiriday acumulada durante largos años en la docencia y de una dilata-da vida de trabajo en la industria metalúrgica en sus distintos sec-tores: aeronáutica –motores–, automoción, máquinas herramien-ta, tratamientos térmicos y, en especial, en el de aceros finos deconstrucción mecánica y de ingeniería. Por tanto, la única justifi-cación de este libro radica en los temas particulares que trata, suordenación y la manera en que se exponen.
E l segundo volumen describe, de una manera práctica, clara,concisa y amena el estado del arte en todo lo que concierne
a los aceros finos de construcción mecánica y a los aceros inoxida-bles, su utilización y sus tratamientos térmicos. Tanto los que hande utilizar como los que han de tratar estos grupos de aceros, en-contrarán en este segundo volumen los conocimientos básicos ynecesarios para acertar en la elección del acero y el tratamientotérmico más adecuados a sus fines. También es recomendablepara aquéllos que, sin participar en los procesos industriales, es-tán interesados de un modo general, en el conocimiento de losaceros finos y su tratamiento térmico.
E l segundo volumen está dividido en dos partes. En la primeraque consta de 9 capítulos se examinan los aceros de con-
strucción al carbono y aleados, los aceros de cementación y nitru-ración, los aceros para muelles, los de fácil maquinabilidad y demaquinabilidad mejorada, los microaleados, los aceros para de-formación y extrusión en frío y los aceros para rodamientos. Lostres capítulos de la segunda parte están dedicados a los aceros i-noxidables, haciendo hincapié en su comportamiento frente a lacorrosión, y a los aceros maraging.
Puede ver el contenidode los libros y el índice en
www.pedeca.eso solicite más información a:
Teléf.: 917 817 776E-mail: [email protected]

Información / Febrero 2011
38
1. INTRODUCCIÓN
En este trabajo se recogen tres diferentes casos enlos que se pone de manifiesto la importancia deobtener, mediante tratamiento térmico, la micro-estructura que permita alcanzar en el material laspropiedades idóneas para su aplicación. En primerlugar, se expone la forma de conseguir nuevos ace-ros bainíticos libres de carburos con microestruc-turas nanoestructuradas, de propiedades excep-cionales. En este sentido, resultaba evidente desdehace tiempo que la microestructura bainítica tradi-cional no podía competir con la de martensita re-venida, pues la presencia en aquélla de partículasgroseras de cementita entre las placas de ferritabainítica, reducía considerablemente sus propie-dades mecánicas finales. Era conocido, por otro la-do, que aleando el acero con al menos 1.5 % de sili-cio podía evitarse la precipitación de carburosdurante la transformación bainítica. El silicio pre-senta muy baja solubilidad en la cementita y retra-sa el crecimiento de la misma en la austenita resi-dual tras la formación de bainita. El carbono que seexpulsa como consecuencia de la formación de laferrita bainítica, enriquecerá la austenita residualproduciéndose así su estabilización hasta la tem-peratura ambiente. El resultado es una microes-tructura bainítica libre de carburos formada porplacas muy finas de ferrita bainítica (FB), separa-das por regiones de austenita enriquecidas en car-bono. Una microestructura de estas característicases ideal desde muchos puntos de vista; en primerlugar, el acero tendrá una alta resistencia a la frac-tura por clivaje y altos niveles de dureza y resisten-
cia [1-4]. Como consecuencia de estas excelentespropiedades, a esta microestructura se la denomi-na superbainita y, como veremos a lo largo de estetrabajo, la elección del tratamiento térmico es ab-solutamente fundamental en su formación.
En el segundo caso que se presenta en este trabajo,se busca encontrar cuáles son los tratamientos tér-micos que permiten potenciar la formación de fe-rrita acicular, en la competencia que mantiene esatransformación con la bainítica, con objeto de con-seguir una combinación óptima de propiedadesmecánicas en aceros microaleados al vanadio. Elfundamento es aprovechar los diferentes mecanis-mos de formación de ambas microestructuras y lapresencia de precipitados de vanadio en aceros debajo carbono microaleados con vanadio, con objetode favorecer la formación de FA mediante el diseñode un tratamiento térmico adecuado. Dicho trata-miento se establece en base al conocimiento pro-fundo de las transformaciones de fase en condicio-nes isotérmicas que se producen en este acero enrangos similares de temperaturas intermedias [5-9]. La formación de microestructuras aciculares portransformación isotérmica de la austenita a tempe-raturas intermedias, mantiene un gran interés enla investigación científico tecnológica del acero. Enla búsqueda permanente de mejores propiedades yproductos de mayor calidad, estos tipos de micro-estructuras pueden aportar soluciones muy intere-santes y prometedoras a nivel de propiedades me-cánicas debido a su morfología fina y caótica.
Finalmente, el tercero es el caso de un importantegrupo de aceros, los denominados maraging. Los
Generación de microestructurasaciculares para obtener elevadaspropiedades mecánicas en aceros
PPoorr CC.. CCaappddeevviillaa((11)),, CC.. GGaarrccííaa-- MMaatteeoo((11)),, FF.. GG.. CCaabbaalllleerroo((11)),, JJ.. CCoorrnniiddee((11)),,DD.. SSaann MMaarrttíínn((11)) yy CC.. GGaarrccííaa ddee AAnnddrrééss((11))
((11)) GGrruuppoo ddee IInnvveessttiiggaacciióónn MMAATTEERRAALLIIAA,, DDppttoo.. MMeettaalluurrggiiaa FFííssiiccaa,, CCeennttrroo NNaacciioonnaallddee IInnvveessttiiggaacciioonneess MMeettaallúúrrggiiccaass ((CCEENNIIMM)),, CCoonnsseejjoo SSuuppeerriioorr ddee IInnvveessttiiggaacciioonneessCCiieennttííffiiccaass ((CCSSIICC))

tariamente bainíticas y a la vista de la informacióndesprendida del diagrama TTT, se propuso la reali-zación de tratamientos isotérmicos entre las tem-peraturas MS y BS. En dichos tratamientos se aus-tenizan las muestras a una temperatura de 1.000ºC durante 15 minutos y se enfría brucamente has-ta temperaturas comprendidas entre 325 ºC y 125ºC; después de mantenerlas isotérmicamente du-rante el tiempo necesario para dar por finalizada latransformación bainítica, periodos que llegaron in-cluso a ser superiores a dos meses para la tempe-ratura más baja, se templaron hasta temperaturaambiente (Tabla 2).
Cuando se ha completado la transformación iso-térmica a diferentes temperaturas, entre 200 ºC y325 ºC, la microestructura caracterizada metalo-gráficamente y por rayos-X consiste en una mezclade dos fases, austenita enriquecida en C y ferritabainítica [15-18]. En la Fig. 2 se representa la com-posición y la dureza de las microestructuras enfunción de la temperatura de mantenimiento iso-térmico. Como puede observarse en esta figura, ladureza aumenta bruscamente a medida que latemperatura de transformación disminuye, aun-que la fracción de ferrita bainítica (VB) presente en
aceros maraging comerciales tienen bajo contenidoen carbono y están aleados con altas concentracio-nes de níquel (15-25% peso), cobalto (8-13% peso),molibdeno (3-5 %peso) o titanio (0.2-1.8% peso). Secaracterizan por presentar una ultra-alta resisten-cia mecánica y buena tenacidad [10-12]. Estas bue-nas propiedades se consiguen mediante tratamien-tos térmicos que comprenden un proceso desolubilización por encima de los 800 ºC, seguido deun enfriamiento hasta temperatura ambiente du-rante el cual la microestructura austenítica setransforma a martensita. A través de un revenidofinal a 400-600 ºC se induce la nano-precipitaciónde fases intermetálicas que aumentan la resisten-cia mecánica final de forma considerable.
2. RESULTADOS Y DISCUSIÓN
Aceros Superbainíticos
La transformación bainítica en aceros tiene lugar atemperaturas comprendidas entre la transforma-ción de ferrita proeutectoide y perlita, y la trans-formación martensítica. En el acero de alto conte-nido en carbono y silicio estudiado en este trabajo(Tabla 1), la transformación bainítica también seproduce entre los mismos tipos de transformación,pero a temperaturas significativamente inferiores.El acero contiene Mn, Cr y V para conferirle sufi-ciente templabilidad, Si en cantidad suficiente pa-ra evitar la precipitación de cementita, Mo para fi-jar el P y evitar la fragilización en juntas de grano,y C en cantidad suficiente para alcanzar altos nive-les de resistencia y asegurar bajas temperaturas detransformación austenita-bainita.
En la Fig. 1 se representa el diagrama TTT obtenidoexperimental y teóricamente [13,14]. Los valoresde tiempo resultantes para la obtención de unacantidad detectable de bainita presentan, en gene-ral, buena concordancia entre los calculados teóri-camente y los obtenidos experimentalmente, ex-cepto a temperaturas altas donde el tiempo teóricopara el comienzo de la transformación es inferior.Con objeto de conseguir microestructuras mayori-
Tabla 1. Composición quí-mica del acero Superbainí-tico (% masa).
Tabla 2. Tiempos aproxi-mados para finalizar latransformación bainítica alas temperaturas indicadas.
Figura 1. Diagrama TTT teórico (líneas) y experimental (pun-tos). La curva-C superior representa la formación de ferrita alo-triomórfica y/o perlita. Los círculos sólidos representan los va-lores experimentales para el comienzo de la transformaciónbainítica, los círculos vacíos representan el final de esta trans-formación.
Febrero 2011 / Información
39

la microestructura sólo aumenta de 0,5 a 0,7 en elmismo intervalo de temperaturas. Está comproba-do experimentalmente que el brusco aumento dedureza está relacionado con la disminución del es-pesor de la placa de ferrita bainítica.
Los resultados experimentales obtenidos en el ace-ro estudiado por transformación isotérmica a 200ºC, permiten obtener microestructuras bainíticascon durezas por encima de los 600 HV, un valor ja-más alcanzado en este tipo de microestructuras.
La Fig. 3 muestra una selección de micrografías detransmisión del acero estudiado, obtenidas en di-ferentes condiciones de transformación. Tal comose puede apreciar, en estas microestructuras, obte-nidas a bajas temperaturas de transformación iso-térmica, las subunidades o placas de ferrita bainíti-ca son extremadamente finas y largas, y estánseparadas por láminas delgadas de austenita. Lasplacas, tanto más finas cuanto más baja es la tem-peratura de transformación, son las causantes di-rectas de los altos valores de dureza alcanzados. Estambién evidente en ellas la existencia de gran
cantidad de dislocaciones tanto en la ferrita bainí-tica como en la austenita. Tal y como se esperaba,debido al alto contenido en Si de este acero no sehan encontrado precipitados de ningún tipo en es-tas microestructuras.
La microestructura así obtenida no tiene cementi-ta y está formada por placas de ferrita bainítica ex-tremadamente finas (20-40 nm de espesor) y lámi-nas delgadas de austenita enriquecida en carbono.Estas microestructuras son extraordinariamenteduras (600 HV) y resistentes (2,5 GPa). La clave parala obtención de esta nanoestructura de propieda-des excepcionales está en su baja temperatura deformación, que puede llegar a ser de 125 ºC cuandolas temperaturas de transformación bainítica en a-ceros convencionales están en torno a los 500 ºC.Sin embargo, lo más sorprendente de esta micro-estructura es que está formada por más de un 70 %de placas ferrita bainítica, con un contenido decarbono 10 veces superior al que indica el equili-brio y el resto es austenita en forma de láminasdelgadas con más de un 1.5% C. Las láminas delga-
Información / Febrero 2011
40
Figura 2. Fracciones de las fases presentesy durezas (HV30) de la microestructura u-na vez la transformación ha finalizado.
Figura 3. Micrografías de transmisión de la microestructura obtenida (a) a 200 ºC tras 4 días, comienzo de la transformación, (b) a 200ºC tras 5 días, (c) a 250 ºC tras 30 horas.
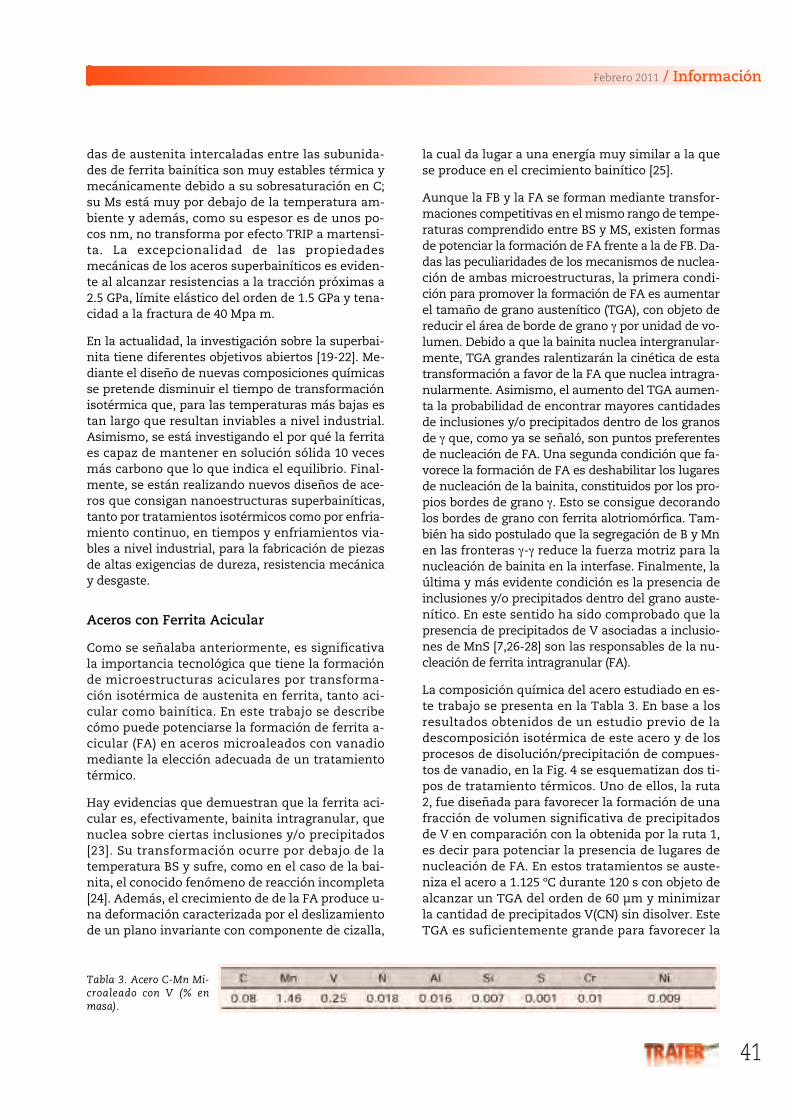
la cual da lugar a una energía muy similar a la quese produce en el crecimiento bainítico [25].
Aunque la FB y la FA se forman mediante transfor-maciones competitivas en el mismo rango de tempe-raturas comprendido entre BS y MS, existen formasde potenciar la formación de FA frente a la de FB. Da-das las peculiaridades de los mecanismos de nuclea-ción de ambas microestructuras, la primera condi-ción para promover la formación de FA es aumentarel tamaño de grano austenítico (TGA), con objeto dereducir el área de borde de grano γ por unidad de vo-lumen. Debido a que la bainita nuclea intergranular-mente, TGA grandes ralentizarán la cinética de estatransformación a favor de la FA que nuclea intragra-nularmente. Asimismo, el aumento del TGA aumen-ta la probabilidad de encontrar mayores cantidadesde inclusiones y/o precipitados dentro de los granosde γ que, como ya se señaló, son puntos preferentesde nucleación de FA. Una segunda condición que fa-vorece la formación de FA es deshabilitar los lugaresde nucleación de la bainita, constituidos por los pro-pios bordes de grano γ. Esto se consigue decorandolos bordes de grano con ferrita alotriomórfica. Tam-bién ha sido postulado que la segregación de B y Mnen las fronteras γ-γ reduce la fuerza motriz para lanucleación de bainita en la interfase. Finalmente, laúltima y más evidente condición es la presencia deinclusiones y/o precipitados dentro del grano auste-nítico. En este sentido ha sido comprobado que lapresencia de precipitados de V asociadas a inclusio-nes de MnS [7,26-28] son las responsables de la nu-cleación de ferrita intragranular (FA).
La composición química del acero estudiado en es-te trabajo se presenta en la Tabla 3. En base a losresultados obtenidos de un estudio previo de ladescomposición isotérmica de este acero y de losprocesos de disolución/precipitación de compues-tos de vanadio, en la Fig. 4 se esquematizan dos ti-pos de tratamiento térmicos. Uno de ellos, la ruta2, fue diseñada para favorecer la formación de unafracción de volumen significativa de precipitadosde V en comparación con la obtenida por la ruta 1,es decir para potenciar la presencia de lugares denucleación de FA. En estos tratamientos se auste-niza el acero a 1.125 ºC durante 120 s con objeto dealcanzar un TGA del orden de 60 µm y minimizarla cantidad de precipitados V(CN) sin disolver. EsteTGA es suficientemente grande para favorecer la
das de austenita intercaladas entre las subunida-des de ferrita bainítica son muy estables térmica ymecánicamente debido a su sobresaturación en C;su Ms está muy por debajo de la temperatura am-biente y además, como su espesor es de unos po-cos nm, no transforma por efecto TRIP a martensi-ta. La excepcionalidad de las propiedadesmecánicas de los aceros superbainíticos es eviden-te al alcanzar resistencias a la tracción próximas a2.5 GPa, límite elástico del orden de 1.5 GPa y tena-cidad a la fractura de 40 Mpa m.
En la actualidad, la investigación sobre la superbai-nita tiene diferentes objetivos abiertos [19-22]. Me-diante el diseño de nuevas composiciones químicasse pretende disminuir el tiempo de transformaciónisotérmica que, para las temperaturas más bajas estan largo que resultan inviables a nivel industrial.Asimismo, se está investigando el por qué la ferritaes capaz de mantener en solución sólida 10 vecesmás carbono que lo que indica el equilibrio. Final-mente, se están realizando nuevos diseños de ace-ros que consigan nanoestructuras superbainíticas,tanto por tratamientos isotérmicos como por enfria-miento continuo, en tiempos y enfriamientos via-bles a nivel industrial, para la fabricación de piezasde altas exigencias de dureza, resistencia mecánicay desgaste.
Aceros con Ferrita Acicular
Como se señalaba anteriormente, es significativala importancia tecnológica que tiene la formaciónde microestructuras aciculares por transforma-ción isotérmica de austenita en ferrita, tanto aci-cular como bainítica. En este trabajo se describecómo puede potenciarse la formación de ferrita a-cicular (FA) en aceros microaleados con vanadiomediante la elección adecuada de un tratamientotérmico.
Hay evidencias que demuestran que la ferrita aci-cular es, efectivamente, bainita intragranular, quenuclea sobre ciertas inclusiones y/o precipitados[23]. Su transformación ocurre por debajo de latemperatura BS y sufre, como en el caso de la bai-nita, el conocido fenómeno de reacción incompleta[24]. Además, el crecimiento de de la FA produce u-na deformación caracterizada por el deslizamientode un plano invariante con componente de cizalla,
Febrero 2011 / Información
41
Tabla 3. Acero C-Mn Mi-croaleado con V (% enmasa).

formación de FA en detrimento de la FB, sin actuarnegativamente sobre las propiedades mecánicasfinales. En la ruta 1, el temple severo efectuado a500 ºC/s, desde esta temperatura hasta las de man-tenimiento isotérmico indicadas en la Fig. 4, inhi-birá fuertemente la precipitación de V(CN).
alta resistencia mecánica y buena tenacidad [10].Estas fantásticas propiedades se consiguen des-pués de proceso de solubilización por encima delos 800 ºC, seguido de un enfriamiento hasta tem-peratura ambiente durante el cual la microestruc-tura austenítica se transforma a martensita. A tra-vés de un revenido final a 400-600 ºC se induce lanano-precipitación de fases intermetálicas que au-mentan la resistencia mecánica final de formaconsiderable.
El acero que se estudia en este trabajo pertenece aesta clase de aceros y con ellos comparte propieda-des mecánicas excepcionales. Este acero presentaun complejo y variado comportamiento termome-cánico; su microestructura metaestable austeníti-ca a temperatura ambiente, se puede transformara martensita durante un tratamiento criogénico[29] o por la aplicación de deformación (efectoTRIP) [30]. Después de su transformación a mar-tensita, al acero se le somete a un tratamiento deendurecimiento por precipitación a 450-550 ºC [31]que incrementa los valores de resistencia en casi 1GPa. En este acero se han alcanzado resistenciasde hasta 3 GPa en muestras deformadas y endure-cidas. El hecho de poseer una microestructura aus-tenítica a temperatura ambiente le confiere unaductilidad excepcional para fabricar piezas conformas complejas antes de transformarla a mar-tensita y aplicar el revenido para endurecer.
En este acero, la transformación martensítica seproduce de forma isotérmica [32], a diferencia de lausual transformación martensítica atérmica. Ladependencia de la cinética con la temperatura sedescribe a través de una curva C similar a la obser-vada en las transformaciones difusionales; sin em-bargo, el crecimiento de las unidades martensíti-cas se considera igual de rápido que en el caso dela transformación atérmica, la única diferencia pa-rece residir en el proceso de nucleación, que en es-
Información / Febrero 2011
42
Figura 4. Tratamiento Térmico propuesto para analizar cómofavorecer la formación de FA.
En el caso del tratamiento propuesto para favore-cer la formación de FA (Ruta 2), se consigue la pre-cipitación de un 0,1% de V(CN) durante la paradaisotérmica de 2.500 s a 900 ºC, lo cual demuestraser muy importante a efectos de creación de luga-res de nucleación de FA. En efecto, las micrografíasde la Fig.5 demuestran que tratamientos isotérmi-cos realizados entre 525 y 575 ºC después de haberseguido la ruta 2, potencian la formación de FA. A-demás, se demuestra en este estudio que la preci-pitación de V(CN) que ocurre durante el tratamien-to de la ruta 2, acelera considerablemente lacinética de formación de FA en este acero.
Acero Maraging
Los aceros maraging comerciales existentes en laactualidad se caracterizan por presentar una ultra-
Figura 5. Microestructuras con FAalcanzadas con la Ruta 2 con trata-mientos isotérmicos a: (d) 525 ºC y(e) 575 ºC.

ron tratamientos térmicos de alta temperatura enmuestras de dimensiones 12 mm x 4 mm x 0.5 mm.En la Fig. 7a se muestra la evolución de la dilatacióndurante el mantenimiento térmico a temperaturaambiente, después de haber realizado un tratamien-to de solubilización a diferentes temperaturas deaustenización. En la Fig. 7b se muestra la evoluciónde la fracción de volumen deducida de la dilatacióny se compara con resultados obtenidos durante tra-tamientos isotérmicos a -40 ºC bajo la aplicación deintensos campos magnéticos de 20 y 30 T [29].
3. CONCLUSIONES
Siempre bajo un conocimiento previo y preciso delas transformaciones de fase en estado sólido quesufre el material por aplicación de ciclos térmicos(iso y anisotérmicos), los resultados expuestos eneste trabajo ponen de manifiesto que, mediante u-na adecuada elección del tratamiento térmico, sepodrán alcanzar las mejores propiedades mecáni-cas posibles en muy diferentes tipos de aceros.
REFERENCIAS
[1] F.G.Caballero, H.K.D.H.Bhadeshia, K.J.A.Mawella, D.G.Jo-nes, P.Brown, Mater Sci Tech,17, 2001, 512-16.
[2] F.G.Caballero, H.K.D.H.Bhadeshia, K.J.A.Mawella, D.G.Jo-nes, P. Brown, Mater Sci Tech, 17, 2001, 517-22.
[3] C. García-Mateo, F.G.Caballero, H.K.D.H. Bhadeshia, ISIJInt., 43, 2003, 1238-1243.
[4] C. García-Mateo, F.G. Caballero y H.K.D.H. Bhadeshia, I-SIJ Int. 43, 2003, 1821-1825.
[5] D. Brooksbank and K.W. Andrews: J Iron Steel Inst. Vol.208 (1970) 495.
[6] R.A. Ricks, P.R. Howell and G.S. Barriste: J. Mater. Sci. 17(1982) 732.
[7] I. Madariaga, J.L. Romero and I. Gutierrez: Metall. Mater.Trans. A 29 (1998) 1003.
[8] T. Furuhara, J. Yamaguchi, N. Sugita, N. Miyamoto andT. Maki: ISIJ Int. 43 (2003) 1630.
[9] J-S. Byun, J-H. Shim, Y-W. Cho, D.N. Lee. Acta Mater. 51(2003) 1593.
[10] S. Floreen, A.M. Bayer, in: R.K. Wilson (Ed.), Maraging S-teels: Recent Developments and Applications, TMS–AI-ME, Warrendale, PA, 1988, pp. 39–54.
te caso es dependiente del tiempo y en el otro no.En estado de recepción, en este acero la transfor-mación ocurre de forma muy lenta, incluso a -40 ºC(nariz de la curva C), a la cual la cinética es máxi-ma. En la Fig. 6 se muestra una microestructuramartensítica obtenida después de enfriar una su-perficie electropulida de la muestra a -40 ºC [33].Estudios realizados recientemente en este aceroponen de manifiesto que esta cinética se puede in-crementar mediante la aplicación de campos mag-néticos externos [29,33].
Febrero 2011 / Información
43
Figura 6. Microestructura típica martensítica formada sobre u-na superficie electropulida y después de enfriar una muestrahasta 233 K [33]. La línea discontinua aproxima la posición dela frontera de grano austenítico.
En este trabajo se muestra como la aplicación de tra-tamientos térmicos de solubilización a alta tempera-tura, por encima de 1.100 ºC, también pueden acele-rar la cinética de esta transformación. Sin embargoconviene no rebasar la temperatura de 1.200 ºC porencima de la cual se produce la formación de ferritadelta. Mediante la utilización de un dilatómetro dealta resolución Adamel-Lhomargy DT1000, se aplica-
Figura 7.a) Evolución de la dilatación atemperatura ambiente como resultadode la transformación de austenita amartensita después de un tratamientode solubilización a distintas temperatu-ras de austenización; b) Evolución de lafracción de volumen de martensita du-rante un tratamiento isotérmico a tem-peratura ambiente (25 ºC), después derealizar un tratamiento de solubilizacióna varias temperaturas (azul) y bajo lainfluencia de campos magnéticos exter-nos (rojo) durante un tratamiento isotér-mico a -40 ºC.

[11] D. Raabe, D. Ponge, O. Dmitrieva and B. Sander, ScriptaMater. 60 (2009) 1141-1144.
[12] W. Xu, P.E.J. Rivera-D›az-del-Castillo, W. Yan, K. Yang, D.San Martín, L.A.I. Kestens, S. van der Zwaag, Acta Mater.58 (2010) 4067–4075.
[13] H. K. D. H. Bhadeshia, Metal Sci. 16 (1982) 159-165.[14] J.L. Lee y H.K.D.H. Bhadeshia, Mater. Sci. Eng. A171 (1993)
223-230.[15] C. Garcia-Mateo, F.G Caballero and H.K.D.H Bhadeshia,
Journal de Physique IV, Vol. 112, (2003), 285-288.[16] C. Garcia-Mateo, F.G. Caballero and H.K.D.H Bhadeshia,
ISIJ Internacional, Vol 43, No8, (2003), 1238-1243[17] C. Garcia-Mateo and H.K.D.H Bhadeshia, Materials S-
cience and Engineering A, Vol. 378, (2004), 289-292.[18] T. Yokota, C. Garcia-Mateo and H.K.D.H Bhadeshia, S-
cripta Materialia. Vol. 51 (2004), 767-770.[19] F.G. Caballero, M.K. Miller, S.S. Babu and C. Garcia-Ma-
teo, Acta Materialia Vol. 55, Issue 1 (2007) 381-390.[20] C. Garcia-Mateo and F.G. Caballero, International Journal
of Materials Research Vol. 98, Issue 2 (2007) 137-143.[21] F.G Caballero, C. Garcia-Mateo, C. Capdevila and C. Gar-
cia de Andrés, Materials and Manufacturing ProcessesVol. 22 (2007) 502-506.
[22] F.G Caballero, M.K. Miller C. Garcia-Mateo, C. Capdevilaand S.S. Babu, Acta Materialia Vol. 56, Issue 2, (2008) 188-199.
[23] S.S. Babu and HKDH Bhadeshia: Mater. Sci. Technol. 6(1990) 1005.
[24] H.K.D.H. Bhadeshia and J.W. Christian : Metall MaterTrans A 21A (1990) 767.
[25] M. Strangwood : Ph. D. Thesis, University of Cambridge,Cambridge, UK, (1987).
[26] F. Ishikawa, T. Takahashi and T. Ochi. Metall. Mater.Trans. A 25A (1994) 929.
[27] S. Zhang, N. Hattori, M. Enomoto and T. Tarui. ISIJ Int. 36(1996) 1301.
[28] S. Zajac, S.F. Medina, V. Schwinn, A. Osta, M. De Santisand G. Herman, Grain refinement by intragranular ferri-te nucleation on precipitates in microalloyed steels, fi-nal report, EUR 22451, Luxembourg 2007.
[29] D. San Martín, N.H. van Dijk, E. Jiménez-Melero, E. Kam-pert, U. Zeitler, S. van der Zwaag, Mater. Sci. Eng. A,doi.org/10.1016/j.msea.2010.04.085.
[30] E.S. Perdahc›oglu, H.J.M. Geijselaers and M. Groen, Scrip-ta Materialia 58 (2008) 947–950.
[31] Mats Hattestrand, Jan-Olof Nilsson, Krystyna Stiller, PingLiu, Marcus Andersson, Acta Mater. 52 (2004) 1023–1037.
[32] A. Borgenstam and M. Hillert, Acta Mater. 45 (1997) 651-662.
[33] D. San Martín, K.W.P. Aarts, P.E.J. Rivera-Díaz-del-Castillo,N.H. van Dijk, E. Brück, S. van der Zwaag, J. Magn. Magn.Mater. 320 (2008) 1722-1728.
Ponencia presentada en el XII Congreso TratermatPamplona (Octubre 2010). Publicada con autorización
expresa de la Dirección del Congreso y los autores.
Información / Febrero 2011
C/ Arboleda, 14 - Local 11428031 MADRID
Tel. : 91 332 52 95Fax : 91 332 81 46
e-mail : [email protected] Metalográfico de Materiales
Laboratorio de ensayo acreditado por ENAC
• Laboratorio de ensayo de materiales : análisis químicos, ensayos mecánicos, metalo-gráficos de materiales metálicos y sus uniones soldadas.
• Solución a problemas relacionados con fallos y roturas de piezas o componentes me-tálicos en producción o servicio : calidad de suministro, transformación, conformado,tratamientos térmico, termoquímico, galvánico, uniones soldadas etc.
• Puesta a punto de equipos automáticos de soldadura y robótica, y temple superficialpor inducción de aceros.
• Cursos de fundición inyectada de aluminio y zamak con práctica real de trabajo en laempresa.
ESPECTRÓMETROS OES PARA ANÁLISIS DE METALESANALIZADORES ELEMENTALES C/S/N/O/H
ANALIZADORES PORTÁTILES DE Rx Suscripción anual 20116 números90 euros
Tel.: 917 817 776
Fax. 917 817 126
Suscripción anual 20116 números90 euros
44

45

46

Solución total conun único proveedor
PROGRAMA DE FABRICACIÓN:• Hornos de atmósfera de una o varias cámaras.• Hornos de vacío horizontales y verticales.• Instalaciones continuas de atmósfera.• Instalaciones continuas de vacío.• Generación de atmósferas para procesos.• Control y automatización de procesos.• Investigación, fabricación, servicio postventa, formación.
Ipsen International GmbHFlutstrasse 78 – 47533 Kleve, Alemania – Teléfono 0049-2821-804-518
www.ipsen.de
47

Información / Febrero 2011
48
ACEMSA . . . . . . . . . . . . . . . . . . . . 44AFE CRONITE . . . . . . . . . . . . . . . . 17APLITEC . . . . . . . . . . . . . . . . . . . . 45ARROLA . . . . . . . . . . . . . . . . . . . . PORTADABMI . . . . . . . . . . . . . . . . . . . . . . . . 45BRUKER . . . . . . . . . . . . . . . . . . . . . 44BURGDORF . . . . . . . . . . . . . . . . . . 15CARBUROS METÁLICOS . . . . . . . 5COMERCIAL SATEC . . . . . . . . . . . 11CUMBRE INDUSTRIAL . . . . . . . . . 9EMISON . . . . . . . . . . . . . . . . . . . . . 45ENTESIS . . . . . . . . . . . . . . . . . . . . 45FERROFORMA . . . . . . . . . . . . . . . 11FISCHER INSTRUMENTS . . . . . . . 46FLEXINOX . . . . . . . . . . . . . . . . . . . 45HORNOS ALFERIEFF . . . . . . . . . . Contraportada 4HORNOS DEL VALLÉS . . . . . . . . . 45HOT . . . . . . . . . . . . . . . . . . . . . . . . 19INDUSTRIAS TEY . . . . . . . . . . . . . 45INSERTEC . . . . . . . . . . . . . . . . . . . 47INSTRUMENTOS TESTO . . . . . . . 47
INTERBIL . . . . . . . . . . . . . . . . . . . . 3IPSEN . . . . . . . . . . . . . . . . . . . . . . . 47LIBROS DE LOS TRATAMIENTOS
TÉRMICOS . . . . . . . . . . . . . . . . 37MATIC . . . . . . . . . . . . . . . . . . . . . . 25METALOGRÁFICA DE LEVANTE 46MOLDEXPO . . . . . . . . . . . . . . . . . . Contraportada 2MP COMPONENTES . . . . . . . . . . . 27PROYCOTECME . . . . . . . . . . . . . . 45REVISTAS TÉCNICAS . . . . . . . . . Contraportada 3S.A. METALOGRÁFICA . . . . . . . . 46SECO-WARWICK . . . . . . . . . . . . . 7SINAVAL . . . . . . . . . . . . . . . . . . . . 23SOLO . . . . . . . . . . . . . . . . . . . . . . . 47SPECTRO . . . . . . . . . . . . . . . . . . . . 47STARRAT . . . . . . . . . . . . . . . . . . . 13SUMINISTRO Y CALIBRACIÓN
INDUSTRIAL . . . . . . . . . . . . . . . 47TECNYMAT . . . . . . . . . . . . . . . . . 13WHEELABRATOR . . . . . . . . . . . . . 46
ABRIL
Nº Especial MOLDEXPO y MATIC (Zaragoza). Hornos de sales. Instalaciones de atmósferas protectoras.Refractarios. Aislantes. Quemadores. Calentadores. Calidad. Laboratorio. Reguladores de temperatura.
Cañas pirométricas. Metrología. Tratamiento térmico de metales férreos y no férreos.
Próximo número
INDICE de ANUNCIANTES