atlas pixel detector february 2003 n. hartman lbnl 1 pixel support tube prr: assembly, production,...
TRANSCRIPT
February 2003 N. Hartman LBNL 1
ATLAS Pixel Detector
Pixel Support Tube PRR:Assembly, Production, Schedule
February 2003

February 2003 N. Hartman LBNL 2
ATLAS Pixel Detector
Overview
• Assembly Breakdown Structure (ABS)• Assembly Processes and steps
– Assembly flow– Parts required– Tooling required
• Production Information– Tooling status– Production plan
• Resources• milestones
– Schedule

February 2003 N. Hartman LBNL 3
ATLAS Pixel Detector
Assembly breakdown structure (ABS)
1 Barrel PST Assembly1 Adhesive PST1 Solder8 Barrel Wire Harness
16 Strain Relief Blocks8 Connectors
1 B.S. With Pixel Mounts1 Adhesive PST1 Pixel Mount Block -XA1 Pixel Mount Block -XC1 Pixel Mount Block +XA1 Pixel Mount Block +XC
1 B.S. with SCT Mounts1 Adhesive PST
4 PST Mount Block Assy1 PST Mount Insulator Shim1 PST Mount Block
1 B.S. with Mount Pads1 Adhesive PST4 Barrel Mount Pads
1 B.S. Structural1 Adhesive PST
12 Hoop Hat Stiffeners1 Vee Rail Barrel1 Flat Rail Barrel
1 B.S. with Flanges1 Adhesive PST
2 B. Flange Assembly1 Adhesive PST1 Flange Backing Ring1 Flange
1 PST B.S. Laminate1 Shell Laminate
28 Heater Panels
Barrel PST assembly shown; b.s. = barrel shell.

February 2003 N. Hartman LBNL 4
ATLAS Pixel Detector
Assembly Steps and Procedures

February 2003 N. Hartman LBNL 5
ATLAS Pixel DetectorAssembly Flow – How is the PST Assembled?
21
1
Backing Ring
Flange Face
Flange Asm
Barrel Shell
Barrel Shell with flanges
barrel shell structural
barrel shell w/ mount pads
barrel shell w/ SCT Mounts
5
3
Hoop Element
Hoop Stiffener
11
4
Flat RailV-Rail
Mount Pad
Insulator
SCT Mount Block Asm
1
14
SCT Mount Block

February 2003 N. Hartman LBNL 6
ATLAS Pixel Detector
STEP 1 – Flanges Assembled
Flange Cross Section
Single piece skirt and face (L shape)
Backing Ring
• Process– Flange masked– Adhesive applied (bondline controlled with glass beads)– Backing ring weighted with caul plate– Assembly drilled with hole jig
• Tooling required– Caul plate (Fabricated)– Drill jig (Fabricated)
• QA Steps– Weigh parts before and after for resin content– Inspect datum hole positions after machining
Backing ring
Flange Face

February 2003 N. Hartman LBNL 7
ATLAS Pixel Detector
Bond Jig Details
Accurate holes on horizontal diameter Of flange provide references for all Bond operations.
Bars provide lengthReference only (invar)Gussets provide perpendicularity
February 2003 N. Hartman LBNL 8
ATLAS Pixel Detector
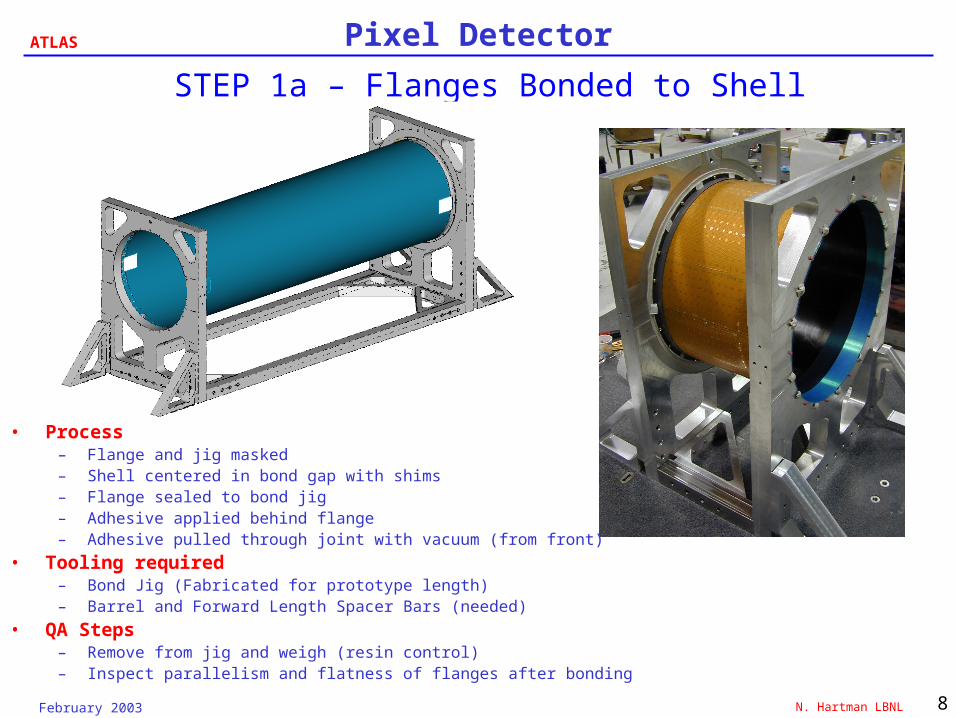
STEP 1a – Flanges Bonded to Shell
• Process– Flange and jig masked– Shell centered in bond gap with shims– Flange sealed to bond jig– Adhesive applied behind flange– Adhesive pulled through joint with vacuum (from front)
• Tooling required– Bond Jig (Fabricated for prototype length)– Barrel and Forward Length Spacer Bars (needed)
• QA Steps– Remove from jig and weigh (resin control)– Inspect parallelism and flatness of flanges after bonding

February 2003 N. Hartman LBNL 9
ATLAS Pixel DetectorSTEP 2 – Hoop Stiffeners and Rails Bonded to
Shell• Process– Hoop Stiffeners
– Applied before rails– Shell masked– Hoops assembled in place, as
single bonded units, 3 parts at a time
– Glass beads used to control bond line
– Compression strap used to fixture while curing
– Rails– Rails are affixed to ladder
structure that runs through PST shell (with vacuum) and references to pins on flange plate
– Adhesive applied to shell– Rail tool lowered into place
• Tooling required– None for stiffeners (self-fixturing)– Vacuum rail jig attachment (needed)
• QA Steps– Remove from jig and weigh (resin
control)– Inspect positions of rails at flange
ends (to ensure alignment when PST sections are mated)

February 2003 N. Hartman LBNL 10
ATLAS Pixel DetectorSTEP 3 – Mount Pads Bonded to Shell/Flanges
• Process– Machined mount pads affixed to bond jig extensions (referenced to
accurate pins on flange plate)– Shell and mount pad masked– Adhesive applied to mount pad (bondline controlled by fixture)– Mount pad/jig extension moved into place
• Tooling required– Bond jig extensions (fabricated)
• QA Steps– Remove from jig and weigh (resin control)

February 2003 N. Hartman LBNL 11
ATLAS Pixel Detector
• SCT mistress gauge blocks register to PST Interface penetrations
• Carbon fiber tooling bar Frame is bonded to them and supported in SCT barrel while adhesive cures
Frame
Gauge blocks
STEP 4 – Mount Block Locations Transferred from SCT to Mistress Gauge

February 2003 N. Hartman LBNL 12
ATLAS Pixel Detector
• Blocks machined to Surveyed position of PST mounts (relative to IP_Nominal)
• Balls register Mistress gauge in proper orientation• Bond in SCT_Interface Transfer Feature
STEP 4a – Mount Block Locations Transferred from Mistress Gauge to PST Bond Jig
February 2003 N. Hartman LBNL 13
ATLAS Pixel Detector
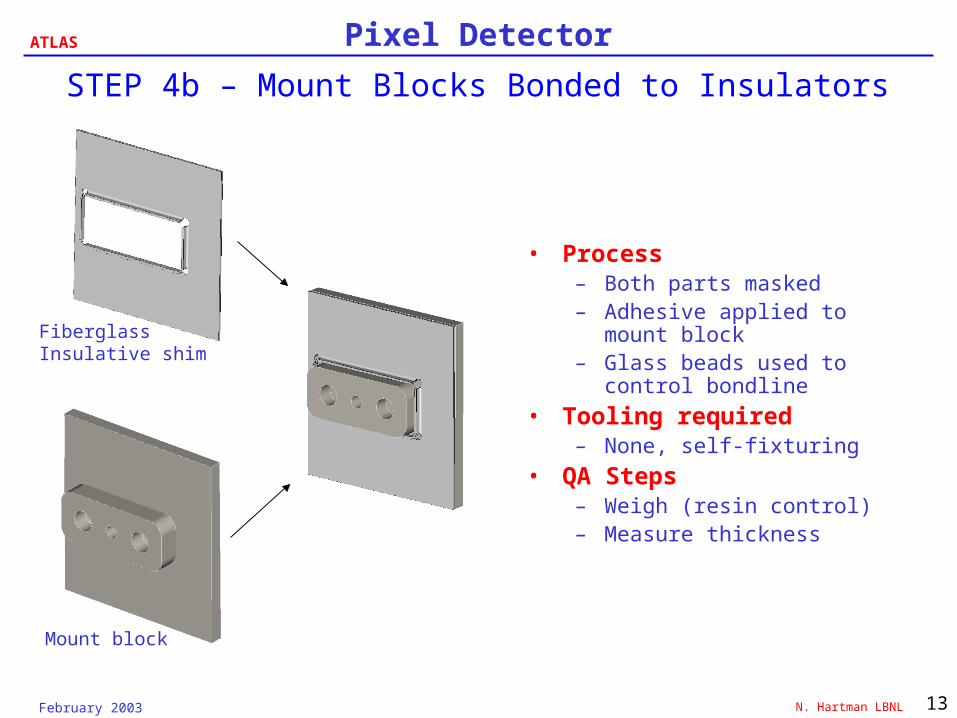
STEP 4b – Mount Blocks Bonded to Insulators
• Process– Both parts masked– Adhesive applied to mount
block– Glass beads used to control
bondline• Tooling required
– None, self-fixturing• QA Steps
– Weigh (resin control)– Measure thickness
Fiberglass Insulative shim
Mount block
February 2003 N. Hartman LBNL 14
ATLAS Pixel Detector
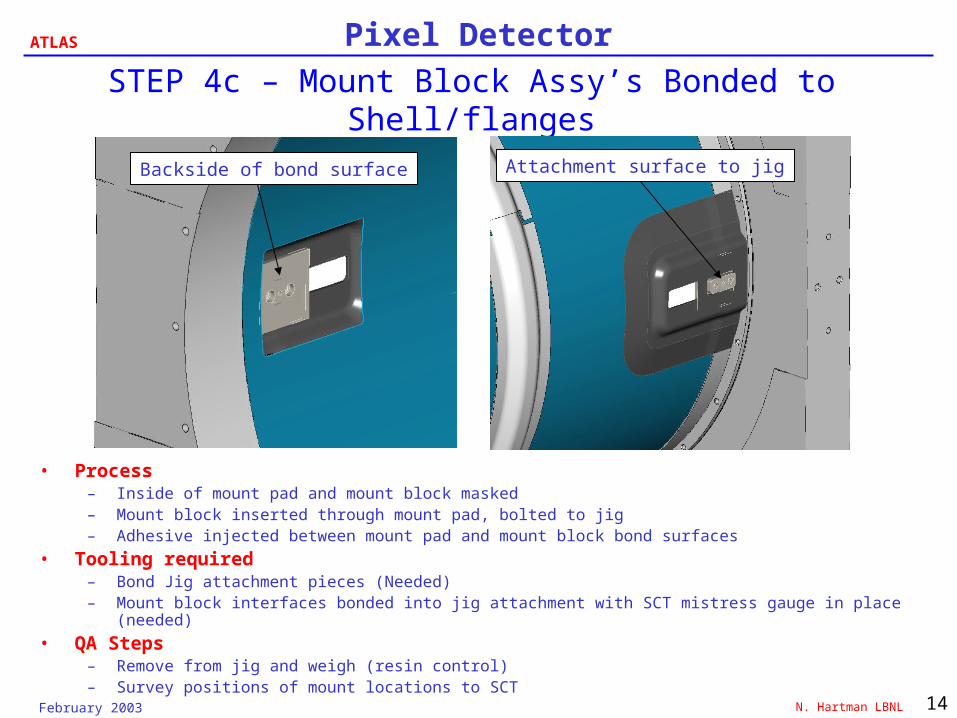
STEP 4c – Mount Block Assy’s Bonded to Shell/flanges
• Process– Inside of mount pad and mount block masked– Mount block inserted through mount pad, bolted to jig– Adhesive injected between mount pad and mount block bond surfaces
• Tooling required– Bond Jig attachment pieces (Needed)– Mount block interfaces bonded into jig attachment with SCT mistress gauge in place (needed)
• QA Steps– Remove from jig and weigh (resin control)– Survey positions of mount locations to SCT
Attachment surface to jigBackside of bond surface
February 2003 N. Hartman LBNL 15
ATLAS Pixel Detector
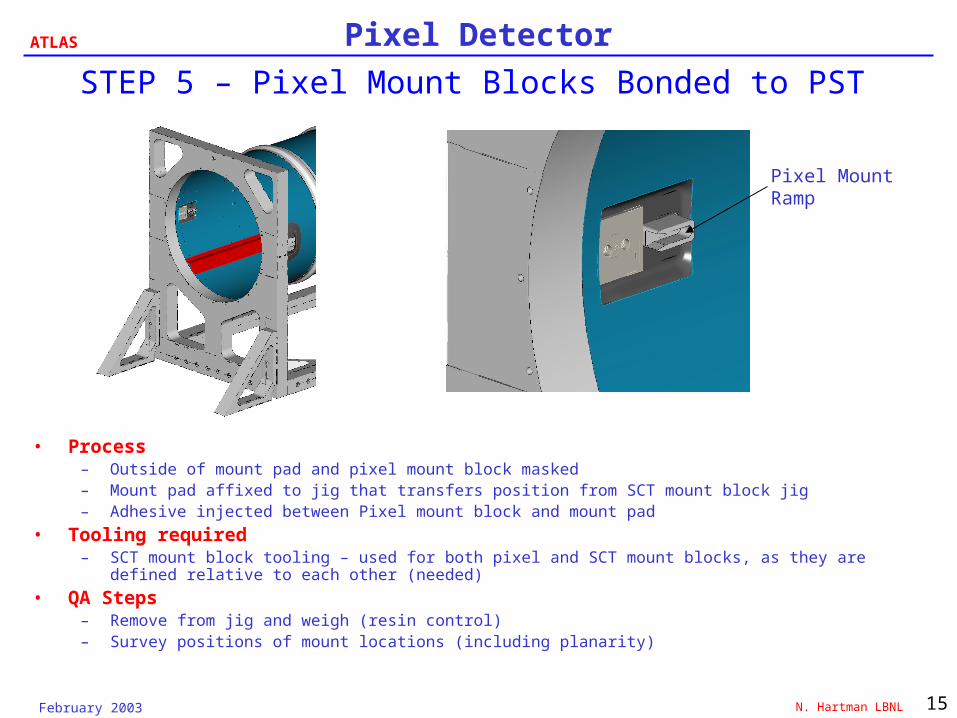
STEP 5 – Pixel Mount Blocks Bonded to PST
Pixel MountRamp
• Process– Outside of mount pad and pixel mount block masked– Mount pad affixed to jig that transfers position from SCT mount block jig– Adhesive injected between Pixel mount block and mount pad
• Tooling required– SCT mount block tooling – used for both pixel and SCT mount blocks, as they are defined relative to
each other (needed)
• QA Steps– Remove from jig and weigh (resin control)– Survey positions of mount locations (including planarity)
February 2003 N. Hartman LBNL 16
ATLAS Pixel Detector
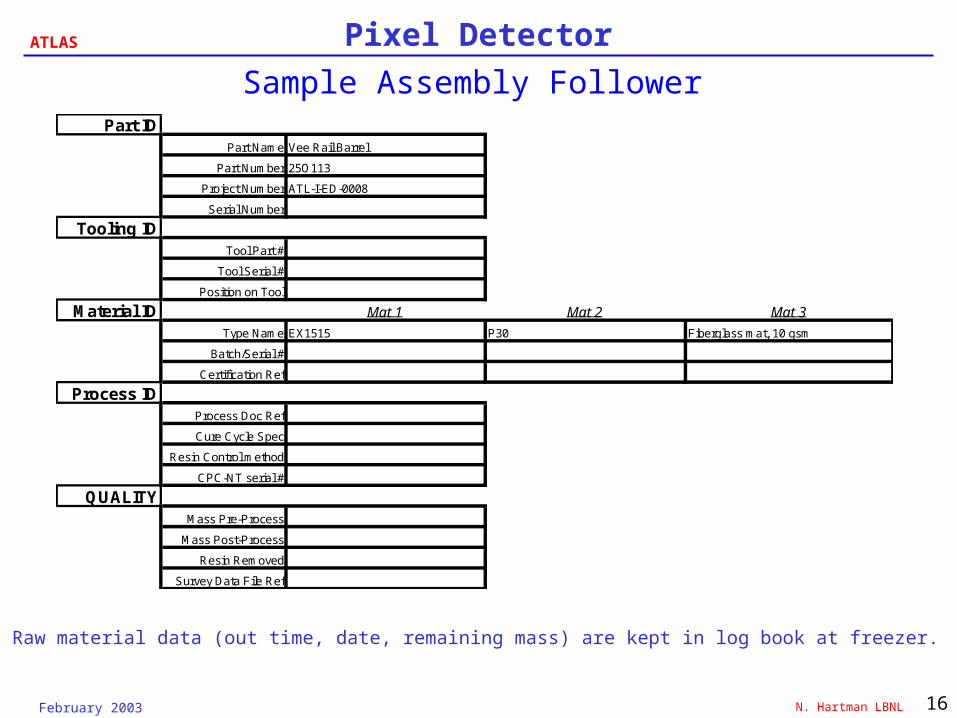
Sample Assembly FollowerPart ID
Part Name Vee Rail Barrel
Part Number 25O113
Project Number ATL-I-ED-0008
Serial Number
Tooling IDTool Part #
Tool Serial #
Position on Tool
Material ID Mat 1 Mat 2 Mat 3
Type Name EX1515 P30 Fiberglass mat, 10 gsm
Batch/Serial #
Certification Ref
Process IDProcess Doc Ref
Cure Cycle Spec
Resin Control method
CPC-NT serial #
QUALITYMass Pre-Process
Mass Post-Process
Resin Removed
Survey Data File Ref
Raw material data (out time, date, remaining mass) are kept in log book at freezer.

February 2003 N. Hartman LBNL 17
ATLAS Pixel Detector
Production Planning
February 2003 N. Hartman LBNL 18
ATLAS Pixel Detector
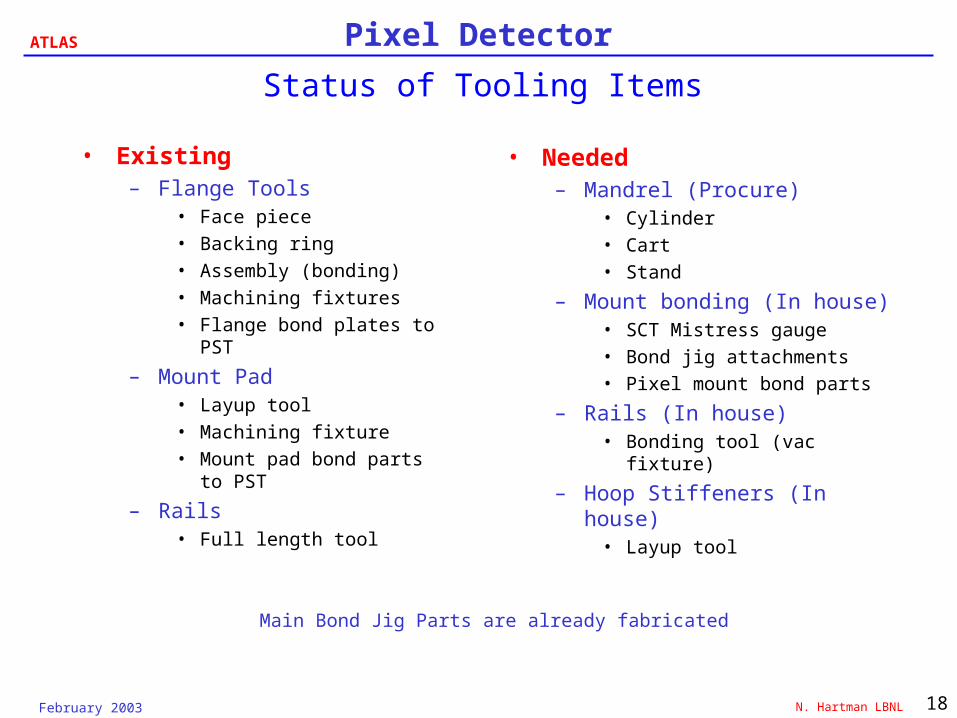
Status of Tooling Items
• Existing– Flange Tools
• Face piece• Backing ring• Assembly (bonding)• Machining fixtures• Flange bond plates to
PST
– Mount Pad• Layup tool• Machining fixture• Mount pad bond parts to
PST
– Rails• Full length tool
• Needed– Mandrel (Procure)
• Cylinder• Cart• Stand
– Mount bonding (In house)• SCT Mistress gauge• Bond jig attachments• Pixel mount bond parts
– Rails (In house)• Bonding tool (vac fixture)
– Hoop Stiffeners (In house)• Layup tool
Main Bond Jig Parts are already fabricated

February 2003 N. Hartman LBNL 19
ATLAS Pixel Detector
Procurements/Responsibilities
• Tooling– Only mandrel and carts/stands will be outsourced
• Engineering design by outside vendor – complete• Awaiting quote for fabrication• Estimated delivery is 8 weeks
– All other tooling fabricated in-house
• Material– All material from Bryte technologies – ex1515 cyanate ester
resin• Usual delivery time is 3-4 weeks• Material to be ordered by March 14
– Heater panels from outside vendor
• Composite Parts– All parts made in-house, by LBNL technical staff

February 2003 N. Hartman LBNL 20
ATLAS Pixel Detector
Mandrel and Autoclave Carts
Production Mandrel and cart have been designed and quoted by outside vendor - ~32K USD

February 2003 N. Hartman LBNL 21
ATLAS Pixel Detector
Production Resources
• Manpower– 3 technicians now
trained in composites– Schedule assumes ½
FTE technician over production period
• Facilities– Autoclave (1.5 m id x 3
m long)– CNC ultra high-precision
machining– Coordinate measuring
machine– Cold storage (-40
Celsius, 3 m x 5 m)– Dedicated Layup facility
(10 m x 10 m)

February 2003 N. Hartman LBNL 22
ATLAS Pixel Detector
Important Milestones• Production Readiness Review
– February 18, 2003 – CERN• Full Size Mandrel and Material Ordered
– March 1-14, 2003• Production Material Delivered
– April 14, 2003• Mandrel Delivered
– May 1, 2003• Production Begins
– May 1, 2003• Barrel PST Completed
– September 14, 2003• Forward PST’s Completed
– June 1, 2004• Pixel System Dry-fit (PST, BP Support,
service panels, pixel frame)– July, 2004
• Fit-up with SCT (transfer jig bonded)– September, 2004
• SCT/PST Installed– January, 2005

February 2003 N. Hartman LBNL 23
ATLAS Pixel Detector
Full Schedule

February 2003 N. Hartman LBNL 24
ATLAS Pixel Detector
Potential Risks
• Prototyping– Problems with rail riders – not yet designed
(pixel and beampipe/services)
• Production– Delays or problems in mandrel machining– Delay in mount transfer from SCT– Problems in schedule or performance of pixel
package dry fit