atmospheric pressure plasma for surface modification (wolf/atmospheric) || atmospheric plasma...
TRANSCRIPT
5 Atmospheric Plasma Modification of Roll-to-Roll Polymeric Surfaces
To re-form the groundwork for an understanding of this topic, the delivery of current into a neutral gas causes a portion of the gas particles to be converted by ionization into charged particles. This ionization creates a plasma which is generated by electromagnetic fields and denoted as an electrical discharge. This electrical/gas discharge plasma is correctly characterized as a partially ionized gas with neutral particles, along with a counterbalancing amount of negative electrons and positive ions. There can also be plasmas where all particles are ionized, and plasmas with negative ions. These types of plasmas will not be discussed in this writing.
There are a wide variety of plasmas which can be generated under a number of varying conditions. One of these key conditions is the pressure of the working plasma gas. At specific temperatures, the pressure of the gas will predetermine the density of these gas particles, and ultimately the frequency of collisions between par-ticles. Under this pretense, the higher the gas pressure, the higher the frequency of particle collisions. The higher the collisional fre-quency, the higher the probability that a steady state will eventually
109
Atmospheric Pressure Plasma for Surface Modification by Rory A. Wolf
Copyright © 2013 Scrivener Publishing LLC

110 ATMOSPHERIC PRESSURE PLASMA FOR SURFACE MODIFICATION
be achieved whereby the collisional energy will be at equilibrium. In this equilibrium state, all ionized particles (and the gas) will have the same temperature.
Particle collisions can be subdivided into two categories - elastic collisions and inelastic collisions. Elastic collisions will not change the internal energy of neutral species, but will slightly raise their kinetic energy. With inelastic collisions, the electrical structure of the neutral species will be modified whereby excited species or ions will be created. The lifetime of these species will be very short. Species known as metastables will also achieve an excited state, but also exist with long lifetimes since their decay by radiative emissions is precluded since no energy can be transferred without collisions.
For many roll-to-roll plasma applications which require aggres-sive plasma-substrate surface interaction without surface deg-radation, temperature limitations are key to successful surface modification. For example, these temperatures can exceed 900°C but for other applications temperature limits must be near room temperature. When the latter is the case, a cold plasma is required which does not exist in a thermal equilibrium. It is understood that non-equilibrium plasmas will not have significant particle collisions since operational pressure will be low. Furthermore, low pressure plasma systems require very capital intensive (and large) vacuum chambers and pump systems for roll-to-roll materials. As such, there has been significant development in recent years to develop cold atmospheric plasma which operates at non-equilibrium as an alternative for low pressure regimes.
This section summarizes the principles and characteristics of cold atmospheric plasmas for roll-to-roll applications and its dif-ferences from low pressure plasmas in order to provide a better understanding of the capabilities and limits of non-equilibrium atmospheric plasmas for roll-to-roll materials. A review of cold atmospheric plasma sources, their capabilities, surface effects rela-tive to achieved results, and a discussion of roll-to-roll application benefits will follow.
5.1 Material Classifications and Applications
To address profiling of materials processable by atmospheric plasma systems, a brief discussion of dielectrics must take place. Firstly, the most representative non-equilibrium (partial discharge)
ROLL-TO-ROLL POLYMERIC SURFACES 111
plasmas are dielectric barrier discharges and coronas. The dielec-tric barrier discharge was first invented in 1857 by Siemens, and originally designed for ozone generation. After extensive research in future years, it was determined that parallel insulated electrodes with a predetermined gap created a discharge in a number of indi-vidual (but location-repetitive) filamentary microdischarge chan-nels. It was ultimately demonstrated that the plasma parameters of these channels are controllable, and therefore an optimization of the dielectric barrier discharge could be optimized for applications such as roll-to-roll orientations.
Secondly, atmospheric plasma barrier discharge systems for roll-to-roll applications can have a wide variety of electrode/ground roll configurations, and are typically characterized by the presence of one or more dielectric layers, such as ceramic or glass, located on the electrode and ground roll surface. The gap between the electrode and ground roll (including the applied dielectrics) for
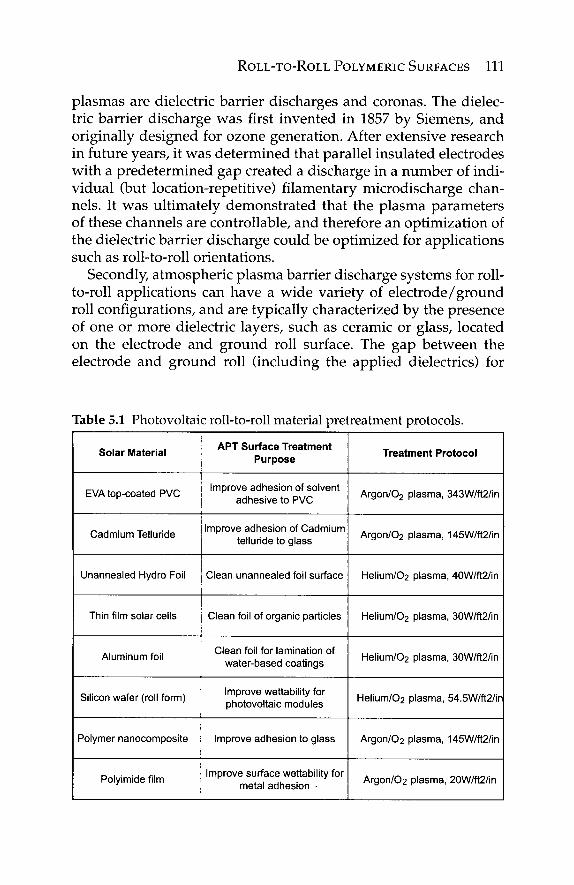
Table 5.1 Photovoltaic roll-to-roll material pretreatment protocols.
Solar Material
EVA top-coated PVC
Cadmium Telluride
Unannealed Hydro Foil
Thin film solar cells
Aluminum foil
Silicon wafer (roll form)
Polymer nanocomposite
Polyimide film
APT Surface Treatment Purpose
Improve adhesion of solvent adhesive to PVC
Improve adhesion of Cadmium telluride to glass
Clean unannealed foil surface
Clean foil of organic particles
Clean foil for lamination of water-based coatings
Improve wettability for photovoltaic modules
Improve adhesion to glass
Improve surface wettability for metal adhesion
Treatment Protocol
Argon/02 plasma, 343W/ft2/in
Argon/02 plasma, 145W/ft2/in
Helium/02 plasma, 40W/ft2/in
Helium/02 plasma, 30W/ft2/in
Helium/02 plasma, 30W/ft2/in
Helium/02 plasma, 54.5W/ft2/in
Argon/02 plasma, 145W/ft2/in
Argon/02 plasma, 20W/ft2/in

112 ATMOSPHERIC PRESSURE PLASMA FOR SURFACE MODIFICATION
atmospheric pressure plasma systems for these applications will range from 1-5 mm. Multiple arrangements of these electrode sys-tems are quite common, and the use of large arrays of electrode bars contained within assemblies is prevalent.
Also adding to the dielectric equation of atmospheric plasmas for roll materials is the type of gas media used to create the dis-charge between the electrode/ground roll systems. The mean free path and molecular weights of gas media will alter the existing dielectric properties resident with the electrode and ground roll. The gas media determines in part the characteristics of the individ-ual micro-filamentary discharges which are spread at the dielectric surfaces. The dielectric barrier designed into roll-to-roll systems ultimately controls the amount of energy and charge comprising the microdischarges, and the uniform distribution of the microdis-charges over the electrode face.
Finally, the roll-to-roll material itself presents dielectric varia-tions inside the reaction gap. Most polymer films, for example, are dielectrics (insulators) which will resist the flow of an electri-cal current. However, despite this property, a dielectric breakdown can occur at a sufficiently high voltage in order to allow for cur-rent transmission and surface modifications. During the voltage increase period, microdischarges will be generated which will impact the dielectric surface. These discharges will occur at unique locations since the electrical field will be reduced by the presence of remaining or residual charges which reside at the locations where the microdischarges have already occurred. When voltage is in the reverse period, fresh microdischarges form at the previous micro-discharge location. As such, the low voltage,high frequency pro-file of most atmospheric plasmas will generate microdischarges at these original locations. But not all polymers will behave the same way when they are subjected to voltage. As such, they are classi-fied as being either polar or nonpolar to describe their variations in dielectric behavior. Polar polymer films do not have full cova-lent bonding within their molecular structures as there is an imbal-ance in the electrical charge of the molecule. Specifically, dipoles are created by an imbalance in the distribution of electrons and in the presence of an electric field the dipoles will attempt to move to align with the field. This creates "dipole polarization" of the mate-rial and because movement of the dipoles is involved, there is a time element to the movement [28]. Some examples of polar roll poly-mer films include PVC and polyamide. Polymer films which are
ROLL-TO-ROLL POLYMERIC SURFACES 113
nonpolar have symmetrical molecules, do not have polar dipoles, and are covalent. The application of an electrical current will not align dipoles. Examples of nonpolar polymer films are fluoropoly-mers, polyethylene, polypropylene, and polystyrene. These poly-mers also tend to have high electrical resistivity and low dielectric constants. Surface resistivity is the measure of material resistance to a surface flow of current and is defined as the ratio of applied direct voltage and the current along the surface of the material, per unit width. The dielectric constant measures how well a material separates the plates (electrodes) in a capacitor and is defined as the ratio of the capacitance of electrodes with the dielectric material between them to the capacitance of the same electrodes with a vac-uum between them.
The list of flexible polymeric roll materials suitable for atmo-spheric plasma processing is expansive. Mainstream resin types include polypropylene (homopolymers, heterophasic copolymers and random copolymers), polyethylene (low, medium and high density polyethylene resins), a family of specialty polyolefins which includes polybutene-1, advanced polypropylene resins from in-reactor alloying processes and polypropylene compounds, and fluoropolymers. By process type, these materials (in mono- or mul-tiple layers) can be generally represented by the following:
• Film extrusion (Blown and Cast) o Flexible packaging - food, textiles, consumer prod-
ucts, industrial products, medical products o Agricultural o Construction o Materials handling, including stretch wrap and
shrink wrap o Electronics - anti-corrosive linings, non-stick roll
covers, pharmaceutical cap liners, automotive air-bag systems
• Melt-blown o Thermal insulation o Disposable industrial apparel o Battery separators o Synthetic leather
• Spunbond o Tufted automotive carpet backing, trunk lining and
seat covers
114 ATMOSPHERIC PRESSURE PLASMA FOR SURFACE MODIFICATION
o Diaper coverstock, sanitary napkins, disposable medical gowns
o High performance envelopes • Extrusion coating
o Liquid packaging o Flexible packaging o Mill and industrial wrappings o Transport packaging o Sack linings o Release base
In film extrusion, all blown films, whether monolayer or coex-truded with two or more layers, have pelletized or granular resin and additives melted by a heated screw barrel into a circular die. The molten resin is blown vertically into a bubble and is gradu-ally cooled by air (or water) as it ascends the tower. At the top of the tower the blown film is nipped together, surface treated and threaded down to the slitting and winding stations. This method achieves higher mechanical properties, but manufacturing costs are higher due to the need to cool the extruded film. Cast films will also start with a resin fed into a heated screw barrel. The molten resin is then fed through a slotted die which determines the finished width and thickness of the film. This extrudate is then fed over a chilled roll which cools and solidifies the film prior to tension roll and slit-ting/winding stations. The lower mechanical properties of the cast film are a result of the resulting single-orientation molecular struc-ture and the rapid cooling of the film. Slow cooling of blown films creates a composite molecular structure which serves to increase the mechanical properties of these films and allows the film to contract in both MD (machine direction) and CD (cross direction) directions. This leads to greater load retention and less stretching as opposed to cast films. However, the cast film process achieves higher levels of clarity by virtue of the molten resin being cast quickly over the chill roll, reducing crystallization and increasing gloss.
With the production of spunlaid nonwovens, a polymer resin is vacuum fed toward a dosing station on the top of an extruder. The extruder melts and homogenizes the resin. Following a filtra-tion system and spin pump, the resin melt is fed into a spin beam (spinnerets), which form a curtain of filaments. The filaments pass through a blown air cooling stream, drawn by aerodynamic forces, and then are transported to a discharge channel. With spunbonded
ROLL-TO-ROLL POLYMERIC SURFACES 115
nonwovens, the filaments are swirled around and then deposited on a wire mesh belt in a random nonwoven pattern. The web is subsequently transferred to a bonding calender which utilizes heat and pressure to establish designed physical properties such as ten-sile strength and elongation. Following cooling, these materials are wound. The spunbonding process is employed to produce poly-propylene, polyethylene, polyester and polyamide nonwovens with high air permeability. This thermobonding process provides good machine direction and cross direction stability and material wear properties. Following formation, spunbonded roll materials can be printed, laminated or electrostatically charged. Atmospheric plasma surface modification can be applied to improve hydro-philic properties rather than by the application of tensides, and in substitution for additives to promote bonding of dyes or flame retardants.
Meltblown technology is similar to spunbond technology whereby ultra-fine filament nonwovens are produced under very economical process conditions. Within this process, a thermoplas-tic polymer is extruded through a linear-length die which contains several hundred small ports or orifices. Streams of hot air exit the die nose to rapidly attenuate the extrudate to form very fine fila-ments. These filaments are then air blown at high velocity onto a collector screen. This forms a filtered and bonded nonwoven web which is subsequently wound for further processing. Similar to spunbonded roll materials, meltblowns will exhibit good machine direction and cross direction stability and wear resistance.
As a final brief profile of polymer-based roll material processes, extrusion coating represents a process whereby a substrate is coated with a metered "film" of molten polymer resin. An extruder trans-forms solid pellets of thermoplastic resin into a uniform, homoge-neous melt. Extruded resin is drawn down onto a substrate and into the nip area between a chill roll and pressure roll below the extru-sion die. The pressure between these two rolls forces the polymer onto the substrate surface which moves at a speed faster than the extruded resin to allow the resin to be drawn to the substrate at the required thickness. Key components of extrusion coating sys-tems include a coathanger-type extrusion die with an adjustable die lip, a chrome-plated chill roll, a soft rubber back-up roll, and the necessary roll unwind/rewind systems. The chill roll diameter is critical, so as to provide enough contact time to cool the extrudate sufficiently to allow the resin to be stripped from the roll without
116 ATMOSPHERIC PRESSURE PLASMA FOR SURFACE MODIFICATION
damage. It is also this cooling requirement which will define the allowable operating speed for a particular extrusion-coated prod-uct. Other factors which will influence extrusion coating perfor-mance include the following:
• Melt temperature - High processing temperatures partially oxidize polymers to help promote bonding to the substrate, lowering melt viscosity to improve melt uniformity through the die.
• Die gap - Die openings of 0.5-0.8 mm are common to provide lower resin flow variation.
• Air gap - Gap between the die exit and substrate on the chill roll. High gaps increase necking and cooling of the melt, resulting in improper adhesion of the resin melt to the substrate. A 4 cm gap is recommended for LDPE extrusion.
• Chill roll temperature - Influences coating adhesion and its stiffness. An optimum temperature for poly-ethylene is 30°C
• Resin type - LDPE offers long chain branching and broader molecular weight distribution. LDPE also allows for an increase in elongation viscosity (drawn down to a thinner gauge coating) with increasing oper-ating speed. Use of LLDPE offers higher mechanical strength than LDPE, and LLDPE will oxidize faster to improve adhesion to nonporous substrates such as foils.
The key resin characteristics for extrusion coating are: 1) high melt index (for better adhesion), 2) no/ low additive content, 3) appropriate level of antioxidants, 4) Minimal neck-in properties, and 5) contributory adhesion properties for bonding to substrate at high operating speeds.
5.2 Atmospheric Plasma Processing Surface Effects
Surface effects on polymeric roll materials using atmospheric plasma regimes are generally quite powerful and enabling. As an exemplifier, when a polymer film is surface reacted by an oxygen-containing plasma, the surface is elevated to a high energy, high
ROLL-TOROLL POLYMERIC SURFACES 117
surface tension state with the generation and formation of polar functional groups. In addition, there have been an exceptional number of studies which indicate that the decrease in the surface tension experienced when a corona-treated surface is placed in a low energy environment, such as humid air or a vacuum, is caused by the rotation of the polar groups in the polymer bulk, and/or the migration of low molecular weight organic fragments to the surface which reduce interfacial energy [29-31]. This effect can be described to occur as a result of purely aging, or by incidental expo-sure to surface-degrading environments. If the effect is hypothe-sized to be that of aging, a diagnosis of the affect must consider parameters such as the type of polymer and its storage conditions. Dyne solutions and contact angle measurement are both useful in examining the dynamic characteristics of most roll-to-roll polymer surfaces in various environments. As an example, when PDMSO is plasma treated with oxygen as the reactive gas and aged in air, the surface experienced a loss in surface tension, and when plasma-treated poly(dimethyl siloxane) surface was aged in air, the sur-face returned to a low-energy state as it oriented its apolar groups [32]. Corroborating evidence was cited in a study of the aging of nitrogen functional groups on polyethylene using XPS by Foerch [33]. In this study, the chemical composition of a plasma-treated polyethylene surface using nitrogen as the reactive component was examined after extended exposure in ambient air. The loss of nitrogen functional groups and the gain of oxygen-based groups were observed after 48 hours. The loss of nitrogen functionality and the increase in oxygen functionality were theorized to be as a result of hydrolysis of the imines by atmospheric humidity.
Another noteworthy factor which influences the aging charac-teristics of an atmospheric plasma treated roll polymer surface is temperature. Practical industrial experience has indicated that lower in-plant or in-warehouse storage temperature will reduce the decay rate of surface tension. This has been measured by con-tact angle for nonporous roll polymers whereby a change in the advancing contact angle after oxygen plasma treatment of a poly-propylene surface was charted as a function of exposure time at different temperatures [29]. The accelerated change in contact angle after exposure to high temperatures reinforces general observa-tions that changes in surface tension are caused by polymer chain mobility, lending to the reorientation of polar groups in the bulk polymer. Despite the major changes in contact angle over time, the
118 ATMOSPHERIC PRESSURE PLASMA FOR SURFACE MODIFICATION
XPS information reported indicated no changes in surface chemical functionality. This finding suggests that perhaps the reorientation of polar groups is limited to a layer which is smaller in depth than the sampling depth of the XPs analysis.
5.3 Assessments of Surface Modification Effects
In the context of functionalizing organic and inorganic roll-to-roll polymeric surfaces, cold atmospheric pressure plasma processes involve both gas-phase reaction mechanisms and surface reaction mechanisms. Gas-phase reaction mechanisms refer to interaction of pre-existing and introduced neutral and charge-specific reactive plasma species such as molecules, atoms, positive and negative ions, free radicals, electrons and photons. In addition to recom-binant effects which are developed on polymeric surfaces, there are active species introduced by the discharge which interact and functionalize the polymeric surface layers. The interaction between the simultaneous grafting, deposition and functionalization pro-cesses and the macro surface molecular effects caused by active atmospheric plasma species (such as etching) predetermines the degree or intensity of surface ablation of organics, surface function-alization and other reactions.
There is a distinct difference between the surface reaction mecha-nisms of functionalization of polymeric roll substrates and gas-phase reaction mechanisms. Specifically, electrons are key contributors to the plasma ionization state. However, positive ions carry a larger load with regard to surface chemistry contributions during plasma interactions with polymeric roll materials. Ionic effects to polymer chains include neutralizing reactions and elevations in the excited state of surface species. These energy concentrations will induce bond cleavage. Furthermore, crosslinking at the surface of roll polymeric materials can form free radicals and unsaturated bonds, further causing chemical reactions involving species introduced by atmospheric plasma within the treatment environment.
It is also critical to evaluate the various charged and neutral plasma-introduced species in gas-phase exposures, as well as to identify neutral and charged functional groups on polymeric sub-strate surfaces, to better understand plasma reaction mechanisms and other physical effects. Continued research in this area will use diagnostic techniques under the atmospheric plasma pressure
ROLL-TO-ROIX POLYMERIC SURFACES 119
environment to develop new and improved processes for func-tionalizing roll polymeric materials surfaces. More advanced lab-oratory-scale atmospheric plasma installations will also serve to enhance the chemically-tailoring effects of industrial scale atmo-spheric plasma systems.
With roll-to-roll polymer-based plasma processing, there is the desire to enhance the surface chemistry compatibility of chemi-cally-dissimilar polymer surfaces when lamination or extrusion coating processes are involved. To add to polymer surface com-plexities, roll polymeric substrates can be composed of composite materials to leverage the surface and bulk performance character-istics of each component. An example of such would be compos-ites based upon natural polymers and thermoplastics. Aside from improvements in processability, mechanical properties, chemical resistance and compostability, understanding what polymeric constituent of the composite forms the major matrix of the com-posite is critical to prescribing the atmospheric plasma chemistry required for proper functionalization and down-stream bonding to other roll-based polymeric surfaces. The creation of a higher technology composite roll polymeric material from dissimilar constituents can also require atmospheric plasma surface modi-fication of one or both layers in order to achieve the appropri-ate compatibility of surface tensions and chemistries. Alternative methods of promoting these compatibilities have traditionally involved the use of wet chemical surfactants or primers. Generally, surface modifications to functionalize polyolefins or fluoropoly-mers is quite difficult since these polymeric materials are chemi-cally inert and nonpolar. Existing non-atmospheric plasma surface modification techniques have mainly been based upon utilization of copolymers. However, it is also industrially evident that these approaches tend not to be commercially viable because of finan-cial and environmental costs.
There can be reinforcements added to polymeric matrices such as cellulosic fibers, and fillers such as titanium dioxide incorporated into roll thermoplastics, to improve performance properties or reduce cost bases. These host matrices can include polypropylene, polyethylene, polystyrene, polyamide, and PVC to name a few. In these circumstances, the addition of dispersants and /or coupling agents are needed to attract the higher polar fibers and fillers to the less polar polymer matrix. These added constituents will form a level of presence (depending upon their inclusion ratio relative to

120 ATMOSPHERIC PRESSURE PLASMA FOR SURFACE MODIFICATION
the bulk) at the composite surface which must be considered rela-tive to atmospheric plasma chemistry prescription.
Among thermoplastics used with composite roll polymeric materials, polyolefins predominate because of their supportive performance properties and cost. However, a drawback concern-ing their widespread use has historically been their chemically inert nature. Corona treatments have provided inconsistent and short-lived results in raising polarity, particularly on roll polyole-fin substrates which have not been pretreated at extrusion. Other surface-functionalizing approaches such as wet chemical priming have also been inconsistent in terms of overcoming the chemical inertness of these polymers. Cold atmospheric plasma surface mod-ification techniques have provided very successful surface polar-izing and functionalizing effects on the most nonpolar roll-based polymeric substrates, including PTFE, polypropylene and polyeth-ylene. Regarding composite structures, cold atmospheric plasmas will not only modify the major polymer constituent (matrix) of the substrate at the surface, but also micro-etch and functionalize the surface layer-present polar performance additives. Where the sur-face area of the matrix polymer is relatively close to the surface area of the additive (as opposed to where the matrix occupies high sur-face area), the adequacy of surface functionalization effect may be reduced. This is particularly true when atmospheric plasma treat-ment exposes inorganic performance additives.