automation in pharmaceutical packaging
TRANSCRIPT
AUTOMATION IN AUTOMATION IN PHARMACEUTICAL PHARMACEUTICAL
PACKAGINGPACKAGING
Presented by,
Hinglajia Hetal RatilalRoll no.2
M.Pharm- Pharmaceutics, Sem-1
SKPCPER, GANPAT UNIVERSITY
Guided by,
Dr. B.G.PrajapatiSKPCPER, GANPAT
UNIVERSITY
Pharmaceutical packaging is the combination of
components necessary to contain, preserve, protect and deliver a safe, efficacious drug product. Functionally the packaging of pharmaceuticals involves containment as well as protection from damaging environmental factors such as moisture, oxygen, temperature and light
In packaging system, automation should include bottle orientation, capping, labeling and collation. Automation of packaging will also require a system for monitoring the operation that will cover a no of supervisory function, e.g. checking for low hopper level, fallen bottles, low-level supply and its routine function.
Pharmaceutical packaging
Bar codes tracking – This automated software system allows for easy tracking
and management of your assets.
Robotics :- Robots to handle some of the routine tasks on packaging lines
coupled with machine vision can increase pro ductivity and QA by a considerable
degree.
Machine vision - machine vision sensors and systems, or devices that can "see".
Our machine vision sensors gauge, guide, inspect, count, and identify products on
the fastest production lines.
Laser Printing :- Machine vision systems present problems when scan ning
labels, and some redesign of printing may be required, for example, the machine
vision system may have difficulty in scanning a 3, and an 8. A Laser printer can
overcome this problem.
New types of equipment and technologies in automation of
packaging systems.
Batch Documentation :- The operators working on the line, and the quality assurance inspectors, all need to input information into the system at various times during the packaging operation. At completion a printout of the batch records could then be produced
Material control and reporting system
Process control and monitoring system
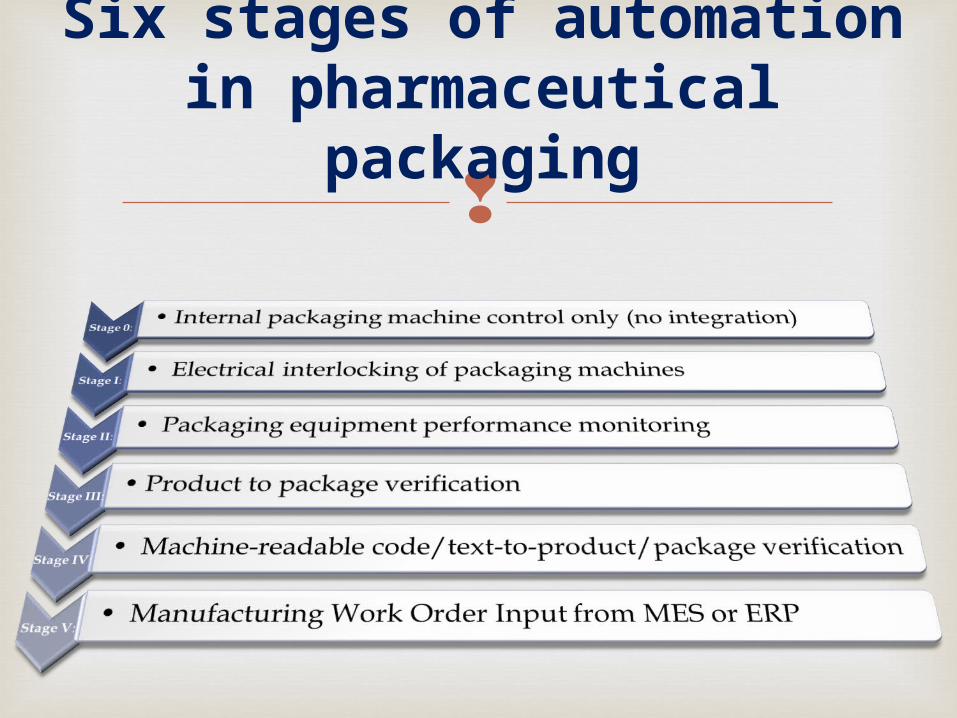
Six stages of automation in pharmaceutical packaging
Packaging machines have internal systems to control the
operation of the machine. These controls manage machine
functions over a broad range of complexity.
Basic controls manage discrete mechanical operations such as
dispensing the correct number of items or erecting a case
blank.
More advanced controls insure that the correct product weight
is placed in the package within user-defined tolerance limits; In
Stage 0, each of the machines functioned in isolation.
Stage 0: Internal Packaging Machine Controls
Interlocking between packaging machines is desirable to preclude
damage to packages or equipment. This can happen in the event than a
downstream machine is delayed in starting, stops, or runs more slowly;
product builds up on the line; and potentially damages the product, the
conveyors, or the upstream packaging machine.
Simple lines, consisting perhaps of a manual uncasing station; low-speed
filler and capper; and turntable for manual case packing and sealing,
historically have had little or no interlocking of controls between the
machines. The lack of interlocking controls is not an issue as long as:
- speeds are low enough and/or accumulation is adequate for several
minutes.
Stage I: Electrical Interlocking of Packaging Machines
In the 1980's, computers began to be used to capture data
on the operation of packaging lines. This was done to identify maintenance issues by documenting sources of downtime on the line in terms of both total downtime and the number of occurrences.
In addition, equipment performance monitoring was done to monitor filling accuracy and, in some systems, to provide feedback, as well.
This was done at the time of the initial interest in Statistical Process Control (SPC) and at the request of certain customers who required hardcopy documentation of the actual weight of each package, individually.
Stage II: Equipment Performance Monitoring
Also in the 1980's, with the advent of ink jet printing equipment and advances in
process control systems, packaging lines began to address the question of
automatically verifying whether the product in the package matched the
information that the printer was set up to print. These (non-proprietary) systems
attempted to link the knowledge of which storage location (and by inference,
which product) was to deliver product to the filler with which product's information
was to be printed.
The distinction which should be noted here, as compared to the next stage, is that
the verification was a comparison with which information was set-up to be
printed, as opposed to what was actually printed. So, while some keyed entry
errors could be caught, any issue with the actual printing remained a
responsibility of the operating personnel.
Stage III: Product-to-Package Verification
Perhaps the most dramatic evolution, to date, came with the advent of bar code printing
and scanning equipment, and, at about the same time, with the increasing availability of
optical vision systems. These systems not only verify that the actual bar code and/or text
that was printed matches the data which was set up to be printed, but more importantly,
that the printed information matches scan able preprint information, such as might be
found on the product label, insert, outset, carton, and/or case or tray.
While these (proprietary) systems have extensive capability and significantly advance
the state-of-the-art, they match from package component-to-package component and do
not normally include the logical connection to the product source unless implemented by
the owner. Their configuration varies widely, depending on the specifics of the package
Stage IV: Machine Readable Code / Text-to-Product / Package Verification
The ultimate evolution is at hand. With interfaces between the ERP (Enterprises Regulatory Planning) or MES (Manufacturing Execution System), the process control system, and the packaging line, the final connection has been made and complete logical automation of the data flow can be a reality.
Stage V: Manufacturing Work Order Input from ERP or MES
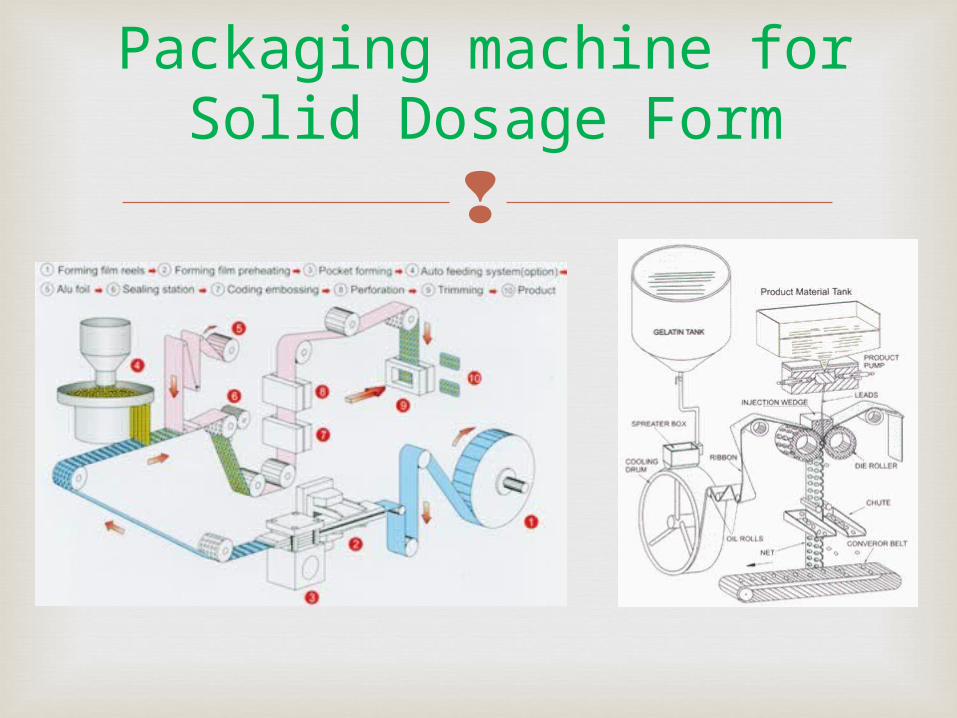
Packaging machine for Solid Dosage Form
For a blister the remaining problems are how to handle the packaging
components, for example: • rolls of aluminum foil and polymers such as PVC and PVDC • cartons • leaflets • outer carton and over wrappers.The options are: • overhead gravity feed system • use of fork lift trucks (FLTs) • consolidation of materials prior to start of operation and
reconciliation at completion • clean room operations • label and printed material control • inventory philosophy.
Blister packing
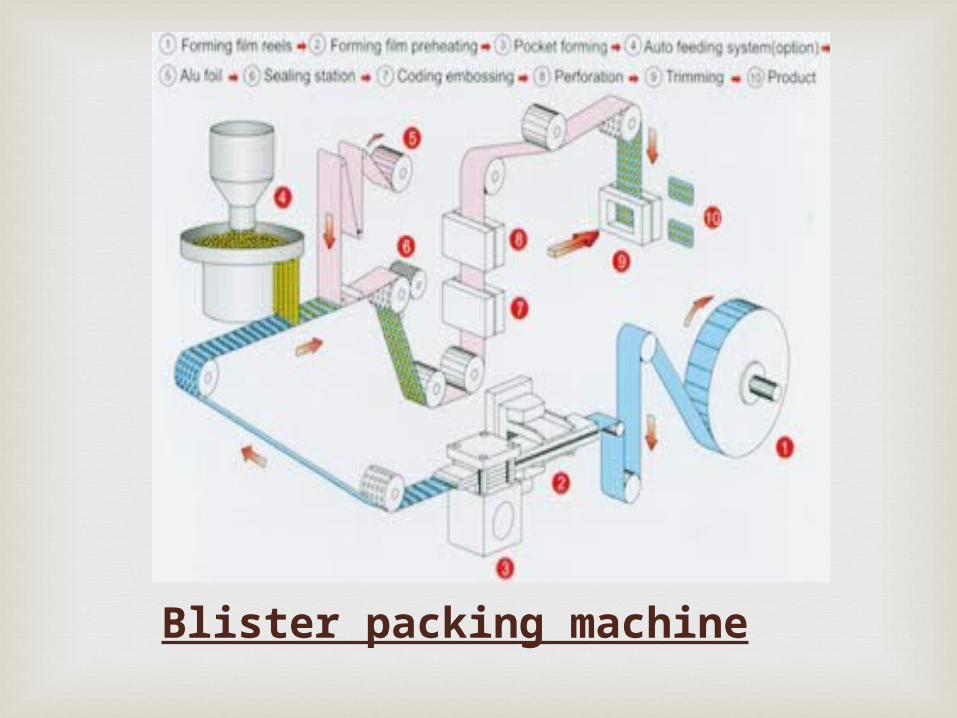
Blister packing machine
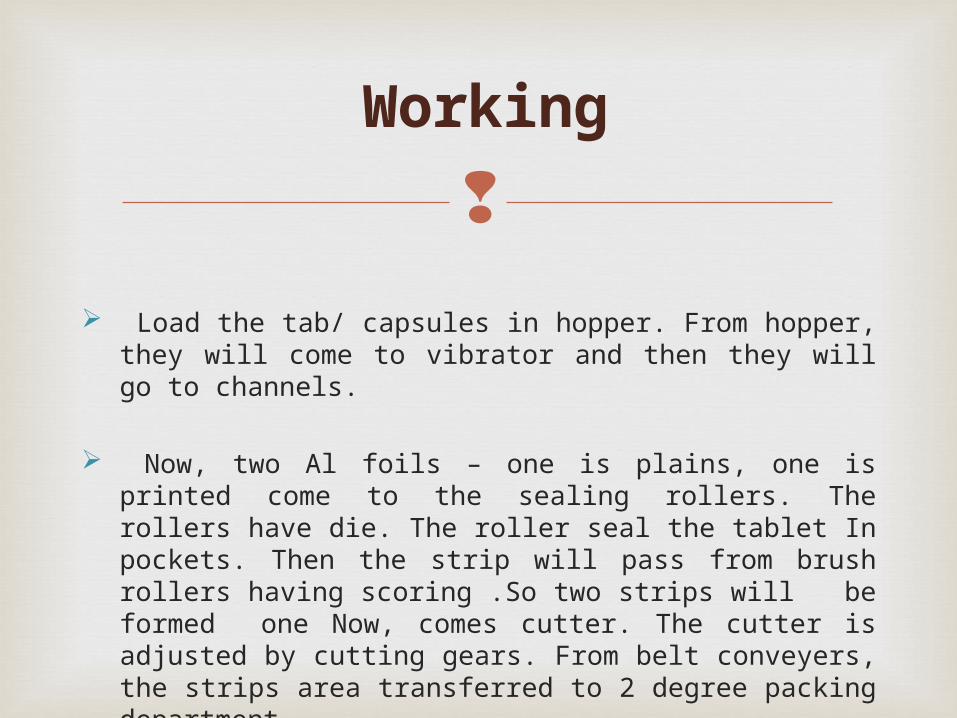
Load the tab/ capsules in hopper. From hopper, they
will come to vibrator and then they will go to channels.
Now, two Al foils – one is plains, one is printed come to the sealing rollers. The rollers have die. The roller seal the tablet In pockets. Then the strip will pass from brush rollers having scoring .So two strips will be formed one Now, comes cutter. The cutter is adjusted by cutting gears. From belt conveyers, the strips area transferred to 2 degree packing department.
Working
Automatic Liquid Packaging Machine
Automation in Packaging for liquid Dosage
Form
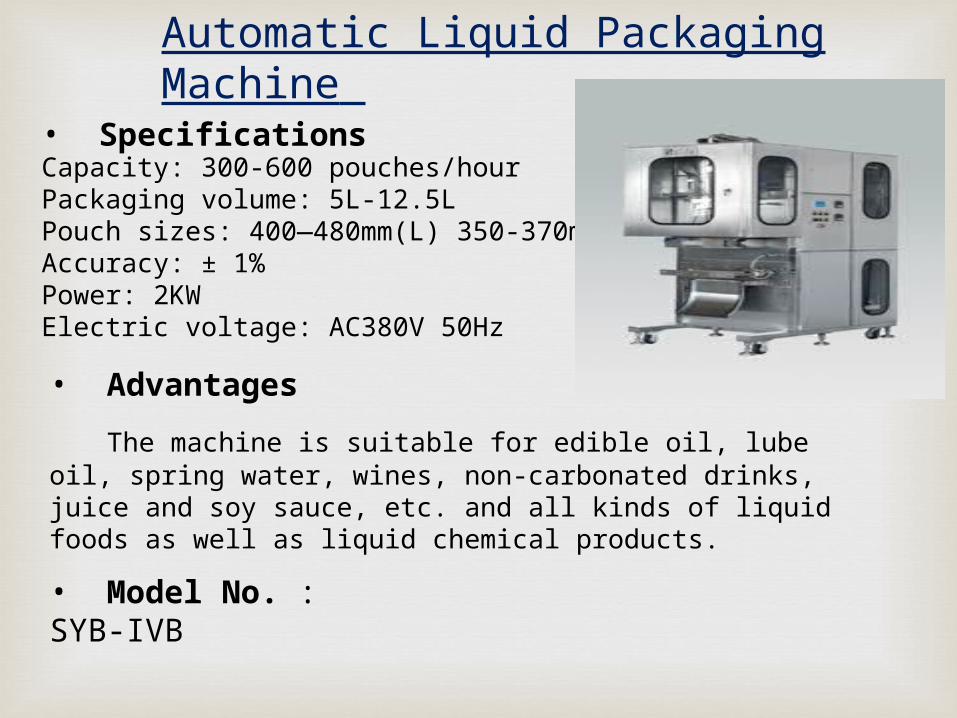
• SpecificationsCapacity: 300-600 pouches/hour Packaging volume: 5L-12.5LPouch sizes: 400—480mm(L) 350-370mm(W)Accuracy: ± 1%Power: 2KWElectric voltage: AC380V 50Hz
• Advantages
The machine is suitable for edible oil, lube oil, spring water, wines, non-carbonated drinks, juice and soy sauce, etc. and all kinds of liquid foods as well as liquid chemical products.
• Model No. : SYB-IVB
Automatic Liquid Packaging Machine
The machine was designed and manufactured by for a special purpose of pillow
pouch packaging for liquid products.
The machine can use composite films. And it can automatically finish the processes
of pouch forming, filling, dosing, sealing, date printing, etc.
Due to an adoption of submerged volume type dosing, the machine can not only
have an accurate dosing but also realize an air-free packaging.
Owing to the use of pneumatic transmission, it can be operated with a high reliability.
The machine is controlled by a PLC to achieve the aims of being simple for operation
and convenient for adjustment. The packaging volume can be adjusted within the
allowable range.
Product Description
The sealing system adopts temperature regulation heating to guarantee a stable and reliable sealing quality. Its horizontal seal system can finish the sealing and hot cutting simultaneously.
A pattern calibration photoelectric control device is put into use in the process of packaging to ensure that the patterns will be complete . Production date will be printed by hot code printing system so as to keep a clear print and last for a long period.
1. Automation and Validation of Information in Pharmaceutical Processing, Joseph F. Despautz (Marcel Dekker Series), Volume 90.
2. Pharmaceutical production facilities, Graham Cole3. Operation management, ©Sikkim Manipal University.4. Good Design Practices for GMP, Pharmaceutical
facilities. Vol 146, Andrerw A. Signore Terry Jacobs5. Encyclopedia of Pharmaceutical Technology, Editors-
James Swarbick, Vol.3
References:-