avaliaÇÃo da otimizaÇÃo do teor de umidade e da ... · a realização dos experimentos, foi...
TRANSCRIPT

AVALIAÇÃO DA OTIMIZAÇÃO DO TEOR DE UMIDADE E DA EFICIÊNCIA DE SEPARAÇÃO EM PENEIRAMENTO VIBRATÓRIO
1Fernando S. Guerreiro, 2Rubens Gedraite, 2Sérgio M. S. Neiro e 2Carlos H. Ataíde
1Mestre em Engenharia Química – Faculdade de Engenharia Química da UFU/MG 2Professor – Faculdade de Engenharia Química da UFU/MG
1,2Faculdade de Engenharia Química da Universidade Federal de Uberlândia. Av João Naves de Ávila, 2121, Bloco 1K, Campus Santa Mônica, Uberlândia - MG, CEP 38408-100
e-mail: [email protected]
RESUMO - Este trabalho apresenta o estudo inicial do peneiramento vibratório que pode ser estendido para o controle de sólidos em unidade de perfuração de poços de petróleo. O foco principal foi a avaliação da otimização das respostas teor de umidade residual de sólidos retidos pela peneira vibratória e da eficiência granulométrica de separação de peneiramento, sendo essas repostas influenciadas pelos efeitos das variáveis de processo tamanho de abertura de tela, concentração volumétrica de sólidos na alimentação e vibração (ou força-g) da peneira utilizando uma suspensão de rocha fosfática diluída em água e goma xantana. Para a realização dos experimentos, foi utilizada uma unidade piloto com uma peneira vibratória que processava 159 L de suspensão em 18 min. Um planejamento fatorial 3k foi utilizado para auxiliar a execução dos experimentos para melhor exposição dos efeitos individuais e de interação das variáveis em questão sob as variáveis respostas. As correlações obtidas que relacionam as respostas com as variáveis de processo de interesse foram empregadas no estudo da otimização da operação, permitindo encontrar a combinação abertura de tela, concentração volumétrica e força-g, utilizando o software GAMS®, para obtenção do ponto ótimo de operação do equipamento. Os resultados obtidos neste trabalho são importantes para compreender os principais aspectos operacionais na separação sólido-líquido em peneiras vibratórias. Palavras-Chave: peneiramento, força-g, otimização
INTRODUÇÃO A utilização de sistemas eletrônicos digitais
em controle e automação de processos se iniciou, praticamente, com o próprio advento dos computadores digitais. Já no começo dos anos 60, instalações industriais introduziram o computador como importante dispositivo para controle. Durante aproximadamente 20 anos, tais aplicações concentraram-se na concepção de controle centralizado, ou seja, com o computador reunindo em um único processador - eventual-mente redundante - todas as suas tarefas (Garcia, 2005; Seborg et al., 2005).
Atualmente, os modernos sistemas digitais de controle distribuídos, apresentam o recurso da distribuição do processamento das informações, viabilizada pelo baixo custo dos microprocessado-res, permitindo assim uma confiabilidade similar àquela obtida pelos pioneiros sistemas analógicos convencionais, ao mesmo tempo em
que se oferecia toda a potencialidade dos sistemas digitais, especialmente sua flexibilidade, conferida pelas funções reprogramáveis. A estes sistemas, juntaram-se desenvolvimentos impor-tantes em controle sequencial e combinatório (intertravamentos), dispondo-se de equipamentos designados como controladores lógicos progra-máveis (CLP) (Ronaes et al., 2009).
O sistema de controle de sólidos é de suma importância na operação de perfuração de poços de petróleo, sob o ponto de vista operacional, ambiental e econômico. O fluido de perfuração possui sólidos em suspensão que têm origem na ação de corte das formações rochosas pela broca de perfuração ou em sua formulação inicial, sendo classificados, de acordo com os seus componentes base, em fluidos aquosos e não aquosos. As propriedades físicas deste fluido devem ser monitoradas e corrigidas para carrear os cascalhos até a superfície; manter a estabilidade mecânica do poço; resfriar a broca;
transmitir força hidráulica até a broca; manter os cascalhos em suspensão quando sem circulação; lubrificar a coluna de perfuração entre outros. Os equipamentos utilizados em uma unidade típica de controle de sólidos para a separação sólido-líquido são divididos em três grupos sequenciais: peneiras vibratórias, bateria de hidrociclones (desareiadores e dessiltadores) e centrífuga decantadora (Lobato et al., 2011).
Uma das maneiras de se buscar a melhoria de desempenho de um sistema pode ser a identificação das dinâmicas das variáveis que participam do mesmo, através de modelos matemáticos pertinentes e de algoritmo de programação matemática, com a finalidade de maximizar ou minimizar uma função objetivo sem violar as restrições do referido sistema. Este processo pode ser denominado de otimização e ocorre em tempo real quando a solução deste problema, dita solução ótima, é obtida periodicamente e implementada de forma automática.
A tecnologia de otimização em tempo real é uma ferramenta poderosa na busca contínua das condições operacionais mais rentáveis de um processo. Ela pode ser uma tarefa difícil e complexa, porém seus benefícios são relevantes, podendo proporcionar, em conjunto com o emprego de sistemas de controle avançado, uma redução significativa dos custos de operação da referida unidade. Estudos recentes apontam para a necessidade de uma visão global do negócio, bem como a escolha apropriada das restrições do processo para o sucesso de um projeto de otimização em tempo real.
Os benefícios da otimização estão associados à maximização da produção do poço de petróleo e à minimização no consumo específico de energia e de insumos e dependem de fatores, tais como:
• Disponibilidade da unidade de processo para
aumento da capacidade de produção; • Diferença de preços entre os insumos; • Consumo específico de energia; • Número de variáveis manipuladas e
restrições; • Precisão do modelo do processo.
A otimização faz a conexão entre as
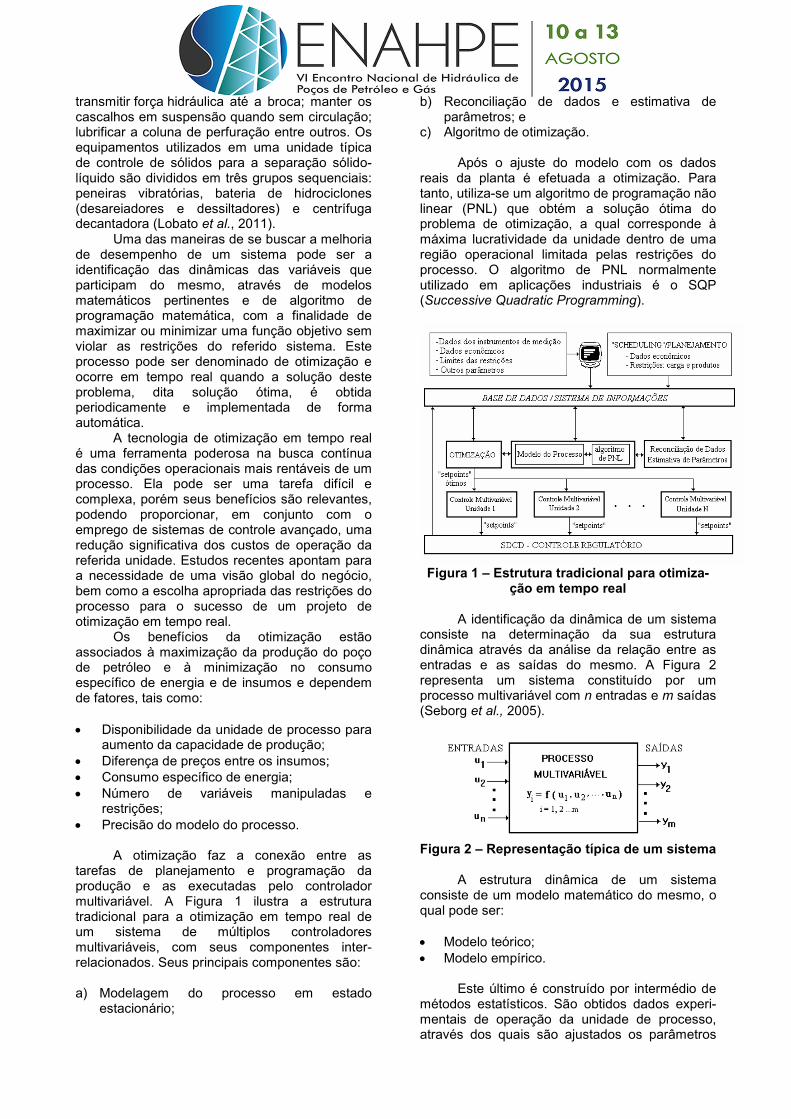
tarefas de planejamento e programação da produção e as executadas pelo controlador multivariável. A Figura 1 ilustra a estrutura tradicional para a otimização em tempo real de um sistema de múltiplos controladores multivariáveis, com seus componentes inter-relacionados. Seus principais componentes são:
a) Modelagem do processo em estado
estacionário;
b) Reconciliação de dados e estimativa de parâmetros; e
c) Algoritmo de otimização.
Após o ajuste do modelo com os dados reais da planta é efetuada a otimização. Para tanto, utiliza-se um algoritmo de programação não linear (PNL) que obtém a solução ótima do problema de otimização, a qual corresponde à máxima lucratividade da unidade dentro de uma região operacional limitada pelas restrições do processo. O algoritmo de PNL normalmente utilizado em aplicações industriais é o SQP (Successive Quadratic Programming).
Figura 1 – Estrutura tradicional para otimiza-
ção em tempo real
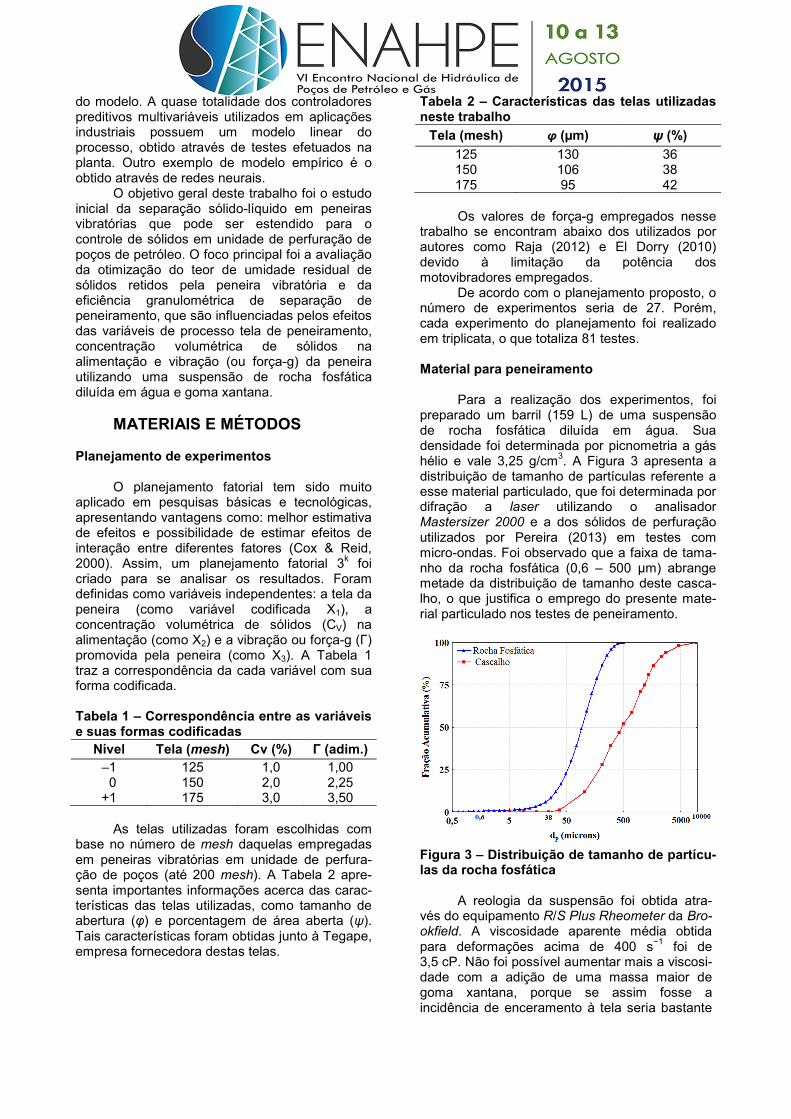
A identificação da dinâmica de um sistema consiste na determinação da sua estrutura dinâmica através da análise da relação entre as entradas e as saídas do mesmo. A Figura 2 representa um sistema constituído por um processo multivariável com n entradas e m saídas (Seborg et al., 2005).
Figura 2 – Representação típica de um sistema
A estrutura dinâmica de um sistema
consiste de um modelo matemático do mesmo, o qual pode ser:
• Modelo teórico; • Modelo empírico.
Este último é construído por intermédio de métodos estatísticos. São obtidos dados experi-mentais de operação da unidade de processo, através dos quais são ajustados os parâmetros
do modelo. A quase totalidade dos controladores preditivos multivariáveis utilizados em aplicações industriais possuem um modelo linear do processo, obtido através de testes efetuados na planta. Outro exemplo de modelo empírico é o obtido através de redes neurais.
O objetivo geral deste trabalho foi o estudo inicial da separação sólido-líquido em peneiras vibratórias que pode ser estendido para o controle de sólidos em unidade de perfuração de poços de petróleo. O foco principal foi a avaliação da otimização do teor de umidade residual de sólidos retidos pela peneira vibratória e da eficiência granulométrica de separação de peneiramento, que são influenciadas pelos efeitos das variáveis de processo tela de peneiramento, concentração volumétrica de sólidos na alimentação e vibração (ou força-g) da peneira utilizando uma suspensão de rocha fosfática diluída em água e goma xantana.
MATERIAIS E MÉTODOS
Planejamento de experimentos O planejamento fatorial tem sido muito
aplicado em pesquisas básicas e tecnológicas, apresentando vantagens como: melhor estimativa de efeitos e possibilidade de estimar efeitos de interação entre diferentes fatores (Cox & Reid, 2000). Assim, um planejamento fatorial 3k foi criado para se analisar os resultados. Foram definidas como variáveis independentes: a tela da peneira (como variável codificada X1), a concentração volumétrica de sólidos (CV) na alimentação (como X2) e a vibração ou força-g (Γ) promovida pela peneira (como X3). A Tabela 1 traz a correspondência da cada variável com sua forma codificada.
Tabela 1 – Correspondência entre as variáveis e suas formas codificadas
Nível Tela (mesh) Cv (%) Γ (adim.) –1 125 1,0 1,00 0 150 2,0 2,25 +1 175 3,0 3,50
As telas utilizadas foram escolhidas com
base no número de mesh daquelas empregadas em peneiras vibratórias em unidade de perfura-ção de poços (até 200 mesh). A Tabela 2 apre-senta importantes informações acerca das carac-terísticas das telas utilizadas, como tamanho de abertura (φ) e porcentagem de área aberta (ψ). Tais características foram obtidas junto à Tegape, empresa fornecedora destas telas.
Tabela 2 – Características das telas utilizadas neste trabalho
Tela (mesh) ϕ (µm) ψ (%)
125 130 36 150 106 38 175 95 42
Os valores de força-g empregados nesse
trabalho se encontram abaixo dos utilizados por autores como Raja (2012) e El Dorry (2010) devido à limitação da potência dos motovibradores empregados.
De acordo com o planejamento proposto, o número de experimentos seria de 27. Porém, cada experimento do planejamento foi realizado em triplicata, o que totaliza 81 testes.
Material para peneiramento
Para a realização dos experimentos, foi
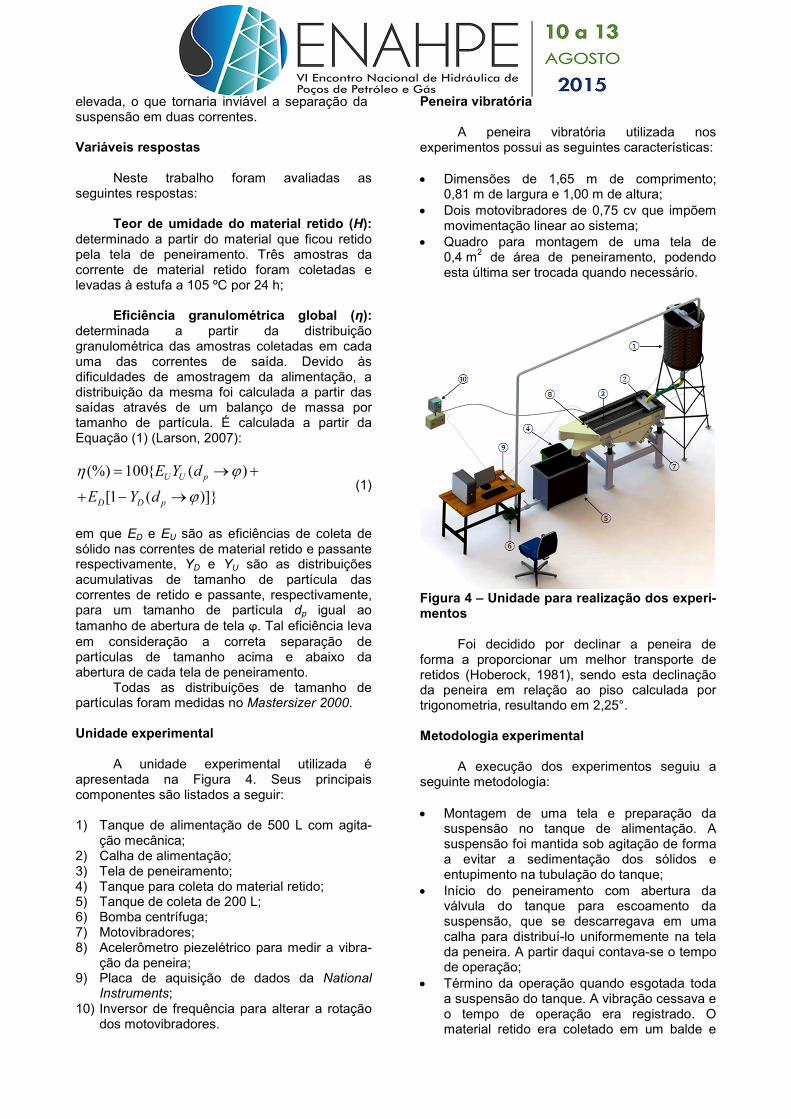
preparado um barril (159 L) de uma suspensão de rocha fosfática diluída em água. Sua densidade foi determinada por picnometria a gás hélio e vale 3,25 g/cm3. A Figura 3 apresenta a distribuição de tamanho de partículas referente a esse material particulado, que foi determinada por difração a laser utilizando o analisador Mastersizer 2000 e a dos sólidos de perfuração utilizados por Pereira (2013) em testes com micro-ondas. Foi observado que a faixa de tama-nho da rocha fosfática (0,6 – 500 µm) abrange metade da distribuição de tamanho deste casca-lho, o que justifica o emprego do presente mate-rial particulado nos testes de peneiramento.
Figura 3 – Distribuição de tamanho de partícu-las da rocha fosfática
A reologia da suspensão foi obtida atra-vés do equipamento R/S Plus Rheometer da Bro-okfield. A viscosidade aparente média obtida para deformações acima de 400 s−1 foi de 3,5 cP. Não foi possível aumentar mais a viscosi-dade com a adição de uma massa maior de goma xantana, porque se assim fosse a incidência de enceramento à tela seria bastante
elevada, o que tornaria inviável a separação da suspensão em duas correntes. Variáveis respostas
Neste trabalho foram avaliadas as
seguintes respostas: Teor de umidade do material retido (H):
determinado a partir do material que ficou retido pela tela de peneiramento. Três amostras da corrente de material retido foram coletadas e levadas à estufa a 105 ºC por 24 h;
Eficiência granulométrica global (η):
determinada a partir da distribuição granulométrica das amostras coletadas em cada uma das correntes de saída. Devido às dificuldades de amostragem da alimentação, a distribuição da mesma foi calculada a partir das saídas através de um balanço de massa por tamanho de partícula. É calculada a partir da Equação (1) (Larson, 2007):
(%) 100{ ( )
[1 ( )]}
U U p
D D p
E Y d
E Y d
η ϕ
ϕ
= → +
+ − → (1)
em que ED e EU são as eficiências de coleta de sólido nas correntes de material retido e passante respectivamente, YD e YU são as distribuições acumulativas de tamanho de partícula das correntes de retido e passante, respectivamente, para um tamanho de partícula dp igual ao tamanho de abertura de tela ϕ. Tal eficiência leva em consideração a correta separação de partículas de tamanho acima e abaixo da abertura de cada tela de peneiramento.
Todas as distribuições de tamanho de partículas foram medidas no Mastersizer 2000.
Unidade experimental
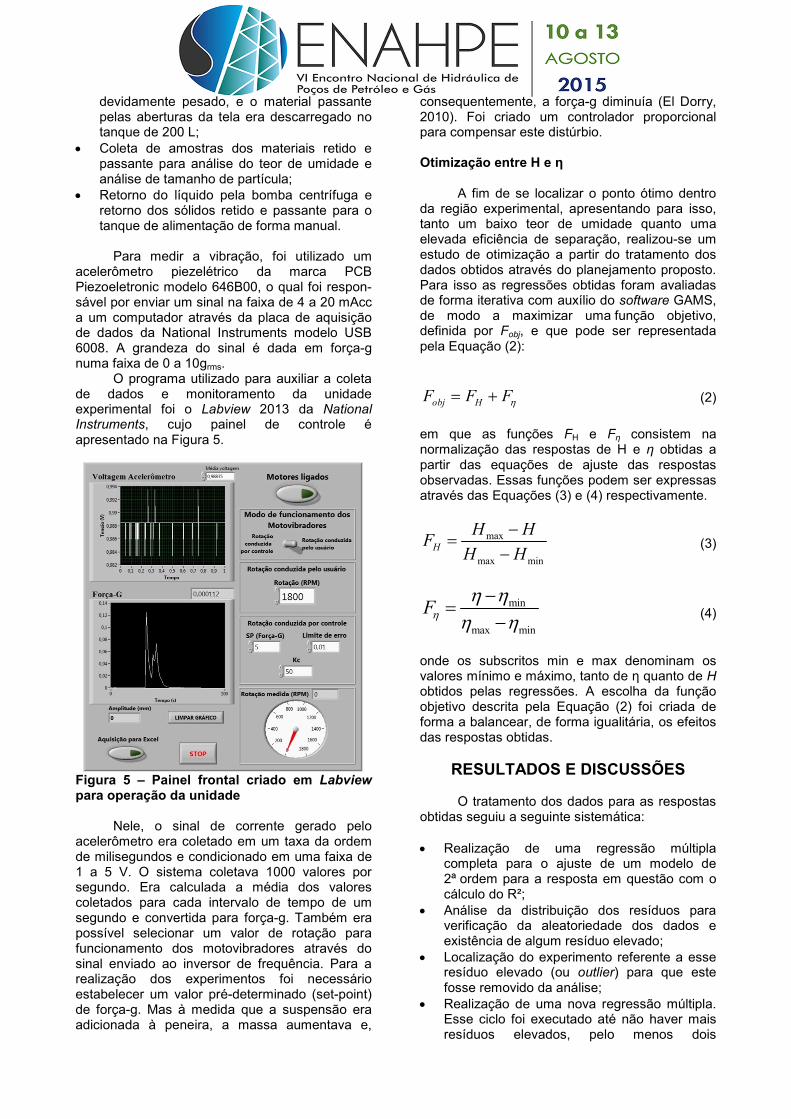
A unidade experimental utilizada é
apresentada na Figura 4. Seus principais componentes são listados a seguir:
1) Tanque de alimentação de 500 L com agita-
ção mecânica; 2) Calha de alimentação; 3) Tela de peneiramento; 4) Tanque para coleta do material retido; 5) Tanque de coleta de 200 L; 6) Bomba centrífuga; 7) Motovibradores; 8) Acelerômetro piezelétrico para medir a vibra-
ção da peneira; 9) Placa de aquisição de dados da National
Instruments; 10) Inversor de frequência para alterar a rotação
dos motovibradores.
Peneira vibratória
A peneira vibratória utilizada nos experimentos possui as seguintes características: • Dimensões de 1,65 m de comprimento;
0,81 m de largura e 1,00 m de altura; • Dois motovibradores de 0,75 cv que impõem
movimentação linear ao sistema; • Quadro para montagem de uma tela de
0,4 m2 de área de peneiramento, podendo esta última ser trocada quando necessário.
Figura 4 – Unidade para realização dos experi-mentos
Foi decidido por declinar a peneira de forma a proporcionar um melhor transporte de retidos (Hoberock, 1981), sendo esta declinação da peneira em relação ao piso calculada por trigonometria, resultando em 2,25°.
Metodologia experimental
A execução dos experimentos seguiu a
seguinte metodologia:
• Montagem de uma tela e preparação da suspensão no tanque de alimentação. A suspensão foi mantida sob agitação de forma a evitar a sedimentação dos sólidos e entupimento na tubulação do tanque;
• Início do peneiramento com abertura da válvula do tanque para escoamento da suspensão, que se descarregava em uma calha para distribuí-lo uniformemente na tela da peneira. A partir daqui contava-se o tempo de operação;
• Término da operação quando esgotada toda a suspensão do tanque. A vibração cessava e o tempo de operação era registrado. O material retido era coletado em um balde e
devidamente pesado, e o material passante pelas aberturas da tela era descarregado no tanque de 200 L;
• Coleta de amostras dos materiais retido e passante para análise do teor de umidade e análise de tamanho de partícula;
• Retorno do líquido pela bomba centrífuga e retorno dos sólidos retido e passante para o tanque de alimentação de forma manual.
Para medir a vibração, foi utilizado um
acelerômetro piezelétrico da marca PCB Piezoeletronic modelo 646B00, o qual foi respon-sável por enviar um sinal na faixa de 4 a 20 mAcc a um computador através da placa de aquisição de dados da National Instruments modelo USB 6008. A grandeza do sinal é dada em força-g numa faixa de 0 a 10grms.
O programa utilizado para auxiliar a coleta de dados e monitoramento da unidade experimental foi o Labview 2013 da National Instruments, cujo painel de controle é apresentado na Figura 5.
Figura 5 – Painel frontal criado em Labview para operação da unidade
Nele, o sinal de corrente gerado pelo
acelerômetro era coletado em um taxa da ordem de milisegundos e condicionado em uma faixa de 1 a 5 V. O sistema coletava 1000 valores por segundo. Era calculada a média dos valores coletados para cada intervalo de tempo de um segundo e convertida para força-g. Também era possível selecionar um valor de rotação para funcionamento dos motovibradores através do sinal enviado ao inversor de frequência. Para a realização dos experimentos foi necessário estabelecer um valor pré-determinado (set-point) de força-g. Mas à medida que a suspensão era adicionada à peneira, a massa aumentava e,
consequentemente, a força-g diminuía (El Dorry, 2010). Foi criado um controlador proporcional para compensar este distúrbio.
Otimização entre H e η
A fim de se localizar o ponto ótimo dentro
da região experimental, apresentando para isso, tanto um baixo teor de umidade quanto uma elevada eficiência de separação, realizou-se um estudo de otimização a partir do tratamento dos dados obtidos através do planejamento proposto. Para isso as regressões obtidas foram avaliadas de forma iterativa com auxílio do software GAMS, de modo a maximizar uma função objetivo, definida por Fobj, e que pode ser representada pela Equação (2):
obj HF F Fη= + (2)
em que as funções FH e Fη consistem na normalização das respostas de H e η obtidas a partir das equações de ajuste das respostas observadas. Essas funções podem ser expressas através das Equações (3) e (4) respectivamente.
max
max min
H
H HF
H H
−=
− (3)
min
max min
Fη
η η
η η
−=
− (4)
onde os subscritos min e max denominam os valores mínimo e máximo, tanto de η quanto de H obtidos pelas regressões. A escolha da função objetivo descrita pela Equação (2) foi criada de forma a balancear, de forma igualitária, os efeitos das respostas obtidas.
RESULTADOS E DISCUSSÕES O tratamento dos dados para as respostas
obtidas seguiu a seguinte sistemática:
• Realização de uma regressão múltipla completa para o ajuste de um modelo de 2ª ordem para a resposta em questão com o cálculo do R²;
• Análise da distribuição dos resíduos para verificação da aleatoriedade dos dados e existência de algum resíduo elevado;
• Localização do experimento referente a esse resíduo elevado (ou outlier) para que este fosse removido da análise;
• Realização de uma nova regressão múltipla. Esse ciclo foi executado até não haver mais resíduos elevados, pelo menos dois

experimentos mantidos para cada condição e R² maior que o inicial;
• Realização de uma regressão com os valores médios de cada condição com o cálculo do R² após eliminação de todos os outliers;
• Eliminação dos estimadores não significativos através do teste t de Student, dado um nível de 5% de significância.
Todas as análises estatísticas foram
conduzidas com o auxílio do software Statistica 7.1.
Análise de significância: teor de umidade e eficiência granulométrica
Para a visualização dos estimadores dos
parâmetros significativos do teor de umidade do material retido e da eficiência granulométrica, são apresentadas as Equações (5) e (6).
2
1 1 2
2
2 3 1 3 2 3
(%) 20, 27 0,29 1,28 1,02
0,83 0, 28 0, 43 0,80
H X X X
X X X X X X
= + − − +
+ + + + (5)
1 2
2
1 3 1 3
(%) 82,48 1,92 2,16
2,24 1,13 0,66
X X
X X X X
η = + − −
− − − (6)
Os coeficientes de determinação R2 foram
de 90,97% e 89,73% para as regressões do teor de umidade e da eficiência granulométrica, respectivamente. Levando-se em consideração as dificuldades encontradas para a obtenção das respostas, as regressões utilizadas para suas previsões foram consideradas satisfatórias.
Analisando a Equação (5), nota-se que o teor de umidade do material retido é afetado por quase todos os parâmetros. Uma vez que o de-sejado é alcançar o menor valor para esta variá-vel resposta dentro da região experimental, ob-serva-se que apenas o termo linear da concen-tração volumétrica e o termo quadrático da tela favorece a redução do teor de umidade.
Em relação à regressão da eficiência granulométrica apresentada pela Equação (6), constata-se que o termo quadrático de concentração volumétrica e os termos de interação envolvendo essa variável não são significativos para a previsão da resposta. Com a intenção de alcançar o maior valor de eficiência dentro da região experimental, apenas o termo linear da tela favorece o aumento desta resposta.
Localizando dentro da região experimental o ponto de mínimo teor de umidade de material retido através do software GAMS, a condição encontrada é a de tela de 175 mesh, concentra-ção volumétrica de 3% e força-g de intensidade 1,0, resultando em um teor de umidade de 17,43%. Essa condição pode ser explicada pelo fato de que a tela de 175 mesh possui menor
tamanho de abertura, e também pela maior quan-tidade de material sobre a peneira que leva a uma maior pressão hidrostática, e junto com um maior tempo de residência que o material fica retido na peneira, proporcionado pela força-g menos intensa, que acaba por beneficiar o desa-gue desse material retido.
A condição de máxima eficiência dentro da região experimental encontrada por otimização é a de tela cuja variável codificada é X1 = +0,563, concentração volumétrica de 1% e vibração de 1,0g, sendo o máximo predito como 86,20%. Essa condição de eficiência granulométrica máxima observada pode ser explicada pelo favorecimento da separação em relação ao desague do material retido proporcionado pela menor quantidade de sólidos alimentada que leva a uma menor competição pelas aberturas da tela e também pelo maior tempo de residência do material sob a superfície de peneiramento promovido pela menor força-g. Tal explicação se encontra de acordo com Wills e Munn (2006).
Resultado da otimização
Para se encontrar um ponto ótimo de
operação que contemple teor de umidade do material retido e eficiência granulométrica global de separação, a otimização dentro da região experimental foi realizada com o auxílio do software GAMS utilizando a função objetivo descrita pela Equação (2), que leva em consideração as equações de ajuste para estas duas respostas. Assim, o ponto ótimo de operação é em X1 = +1, X2 = +0,559 e X3 = –1 (ou tela de 175 mesh, concentração volumétrica de 2,56% e vibração de 1,0g), sendo 17,76% e 83,35% os valores de teor de umidade e eficiência granulométrica, respectivamente. Logo, nota-se que o emprego da tela com menor tamanho de abertura e uma vibração mais branda favorece ambas as repostas até então analisadas.
CONCLUSÕES
A partir dos resultados obtidos nos
experimentos é possível concluir que:
• A região de mínimo teor de umidade foi alcançada na condição de tela de 175 mesh, concentração volumétrica de 3% e 1,0g;
• Esse mínimo pode ser explicado pelo fato de que a tela de 175 mesh possui menor tamanho de abertura, e também pela maior quantidade de material sobre a tela que leva a uma maior pressão hidrostática, e junto com um maior tempo de residência que o material fica retido na peneira, proporcionado pela força-g menos intensa, levando ao beneficiamento do desague desse material retido;

• A região de máxima eficiência granulométrica foi alcançada na condição de tela entre 150 e 175 mesh, concentração volumétrica de 1% e vibração de 1,0g;
• A constatação desse máximo pode ser explicada pelo favorecimento da separação em relação ao desague do material retido proporcionado pela menor quantidade de sólidos alimentada que leva a uma menor competição pelas aberturas da tela e também pelo maior tempo de residência do material sob a superfície de peneiramento promovido pela força-g menos intensa;
• Há um ponto ótimo de operação que contem-ple um baixo teor de umidade de material re-tido e uma alta eficiência granulométrica glo-bal de separação. Com o auxílio do software GAMS, este ponto é alcançado com tela de 175 mesh, concentração volumétrica de 2,56% e vibração de 1,0g. Assim, conclui-se que o emprego da tela com menor tamanho de abertura e uma vibração mais branda favo-rece ambas as repostas analisadas;
• A variável mais importante do peneiramento, a vibração (ou força-g), contribui para a
obtenção do mínimo teor de umidade e máxima eficiência de separação desde que seu emprego seja de forma menos intensa.
REFERÊNCIAS BIBLIOGRÁFICAS
AADE, 1999. Shale Shakers and Drilling Fluid
Systems. Houston: Gulf Publishing Company.
COX, D. R. & REID, N., 2000. The Theory of Design of Experiments. United States: Chapman & Hall.
EL DORRY, K., 2010. Effect of Constant-G Control on Shale Shaker Performance. Houston, Texas, s.n.
GARCIA, C. Modelagem e Simulação de Processos Industriais e de Sistemas Dinâmicos. 2005. EDUSP, São Paulo.
HOBEROCK, L. L., 1981. Screen Selection is Key to Shale-Shaker Operation. Oil & Gas Journal, p. 130–132, 137–141.
LARSON, R. T., 2007. API RP 13C D100 Values, Split Curves, and Separation Efficiency. Houston, Texas, AADE National Technical Conference and Exhibition.
LIU, T.; GAO, F.(2012). Industrial Process Identification and Control Design. Springer-Verlag, London - UK.
LOBATO, F. S., OLIVEIRA-LOPES, L. C., GEDRAITE, R., NEIRO, S. M. S., MURATA, V. Identificação de modelos para unidades de recuperação do fluido de perfuração. In: IV Encontro Nacional de Hidráulica de Poços de Petróleo e Gás, Foz do Iguaçu - PR, 2011.
PEREIRA, M. S., 2013. Aplicação de secagem por microondas no tratamento de cascalho de perfuração. Tese (doutorado). Faculdade de Engenharia Química, Universidade Federal de Uberlândia.
RAJA, V., 2012. Shale Shaker and Experimental Validation. Tese (doutorado). Akron: University of Akron.
RAJA, V., CHASE, G. G., JONES, B. N. and GEEHAN, T. (2012). Computational Modeling and Experiments on Shale Shaker Performance. Proceedings of AADE Fluids Technical Conference and Exhibition. Houston, Texas.
RONAES, E., VIK, S. E., TAUGBOL, K., SJAHOLM, A.; KAAGESON-LOE, N. (2009). Remote real-time monitoring of particle size distribution in drilling fluids during drilling of a depleted HTHP reservoir. Proceedings of SPE/IADC, pp. 1-11, Manama, Bahrain, 26-28 October.
WILLS, B. A.; MUNN, T. J. N., 2006. Will’s Mineral Processing Technology: An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery. 7ª ed. s.l.: Elsevier Science & Technology Books.
AGRADECIMENTOS
Os autores agradecem à UFU, ao CNPq e
à PETROBRÁS pelos recursos concedidos e apoio em pesquisas no projeto referente ao termo de cooperação Nº 0050.0078502.12.9.