avoiding structural failures on mobile bulk materials ... · 4. din 22261 (2006) excavators,...
TRANSCRIPT

IntroductionUnfortunately. a fairly high incidence ofstructural damage or failure of bulk materialshandling systems is experienced in the miningindustry (Krige, 2012), notwithstandingdesign compliance with appropriate standards.Improved structural safety is in the interest ofall employees and also facilitates steadycompany earnings. Catastrophic failures maycause injuries or fatalities and inevitably causesignificant business interruptions since bulkmaterials mines are usually operated on acontinuous basis with scheduled maintenanceintervals.
This paper specifically addresses rail-mounted mobile bulk materials handling(BMH) equipment such as stackers, reclaimers,and ship loaders, and focuses on designshortcomings pertaining to controls, protectionsystems, and integration across engineeringdisciplines. ISO 5049-1 (InternationalOrganization for Standardization, 1994) isinternationally recognized and utilizedthroughout the industry (Krige, 2012) for thedesign of mobile BMH equipment. Compliancewith this standard means that the designer hasmet the design obligation, notwithstandingthat the limitations of the standard are widely
recognized (Krige, 2012; Morgan, 2012).Where equipment damage or failure occurs,potential disputes between the owner andsupplier are not easily resolved when the lattercan prove that the equipment design met therequirements stipulated in the standard orclient specification.
Although highly skilled and experienceddesign engineers are usually involved in thedelivery of mobile BMH equipment, recentfailures of machines designed in first-worldcountries by reputable original equipmentmanufacturers (OEMs) support claims in theliterature that the skills shortage crisis in theengineering industry is yet to be resolved(Hays, 2012; Kaspura, 2011; Gardner, 2011).Failures cannot always be attributed to design-related issues only. A wide range of factorsmay contribute to failures, including materialquality, manufacturing, commissioning, abuse,etc. The fast-track nature of most miningprojects nevertheless puts pressure onequipment suppliers to provide new designswith a minimum of engineering effort, and thismay be exacerbated by the scarcity of designengineering resources. The drive towards morecost-effective designs may result in lessconservative designs which leave littletolerance for unexpected loading conditions orpossible future upgrades. Furthermore, thelack of a proper systems design approachrestricts the extent of integration betweenprotection systems limits and structural ormechanical strength. The risk of failure isoften not understood when controls arewilfully over-ridden or have not yet beencommissioned.
Avoiding structural failures on mobile bulkmaterials handling equipmentby M.J. Schmidt* and B.W.J. van Rensburg†
SynopsisBulk materials handling systems are extensively used in the mining andminerals industry, where a fairly high incidence of structural failure isexperienced, notwithstanding design compliance with appropriatestandards. A number of case studies are explored to demonstrate howinsufficient controls or protection systems have contributed to structuralfailures on mobile bulk handling equipment. The importance of designintegration across engineering disciplines is highlighted. The revision ofISO 5049-1 (1994) is proposed to provide specific rules and guidelinespertaining to machine protection systems. It is further recommended thatthe structural design engineer of the original equipment manufacturer(OEM) fulfils a more prominent role during the final acceptance andhandover of mobile bulk handling equipment, with specific reference toprotection systems.
Keywordscontinuous bulk handling equipment, machine protection system,structural failure, ISO 5049-1 (1994).
* Anglo American Coal.† Department of Civil Engineering, University of
Pretoria.© The Southern African Institute of Mining and
Metallurgy, 2015. ISSN 2225-6253. Paper receivedDec. 2013; revised paper received Sep. 2014.
179The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
Avoiding structural failures on mobile bulk materials handling equipment
The aim of this paper is to recommend actions to improvethe overall safety of mobile BMH equipment by focusing onaspects specifically related to the design integration andcommissioning of protection systems and controls. Threetypical case studies have been selected from an assortment ofmobile BMH machine failures in order to illustrate thesignificant impact that inadequate protection systems andlack of design integration across engineering disciplines hadon these failures.
Design standardsStandards related to the design of mobile MBH include:
1. ISO 5049-1 (1994) Mobile equipment for continuoushandling of bulk materials – Part 1 Rules for thedesign of steel structures (International Organizationfor Standardization, 1994)
2. FEM SECTION II (1992) 2 Rules for the design ofmobile equipment for continuous handling of bulkmaterials, Document 2.131 / 2.132 (De La FederationEuropeenne de la Manutention, 1992)
3. AS 4324.1 (1995) Mobile equipment for continuoushandling of bulk materials - General requirements forthe design of steel structures (Standards Associationof Australia, 1995)
4. DIN 22261 (2006) Excavators, spreaders and auxiliaryequipment in opencast lignite mines (German Institutefor Standardization, 2006).
ISO 5049-1 (1994), FEM SECTION II (1992), andAS4324-1 (1995) focus on the design of the steel structuresand some mechanical aspects associated with mobile BMHequipment. Although additional parts were initially plannedfor all of these standards, which would address mechanical,electrical, and other aspects, these were never published.With the exception of DIN 22261, which is not commonlyutilized (Schmidt, 2014), the standards available to themobile BMH equipment industry are therefore silent on rulesand requirements for machine protection systems. Byimplication, it is therefore left to the equipment supplier toprovide protection systems that are deemed adequate toensure the safety of any equipment supplied.
AS 4324-1 (1995) is currently under revision and it isenvisaged that the revised standard will be published in May2015 (George, 2014). Additional parts, which will addresselectrical and controls aspects, are planned for publicationwithin the next two years.
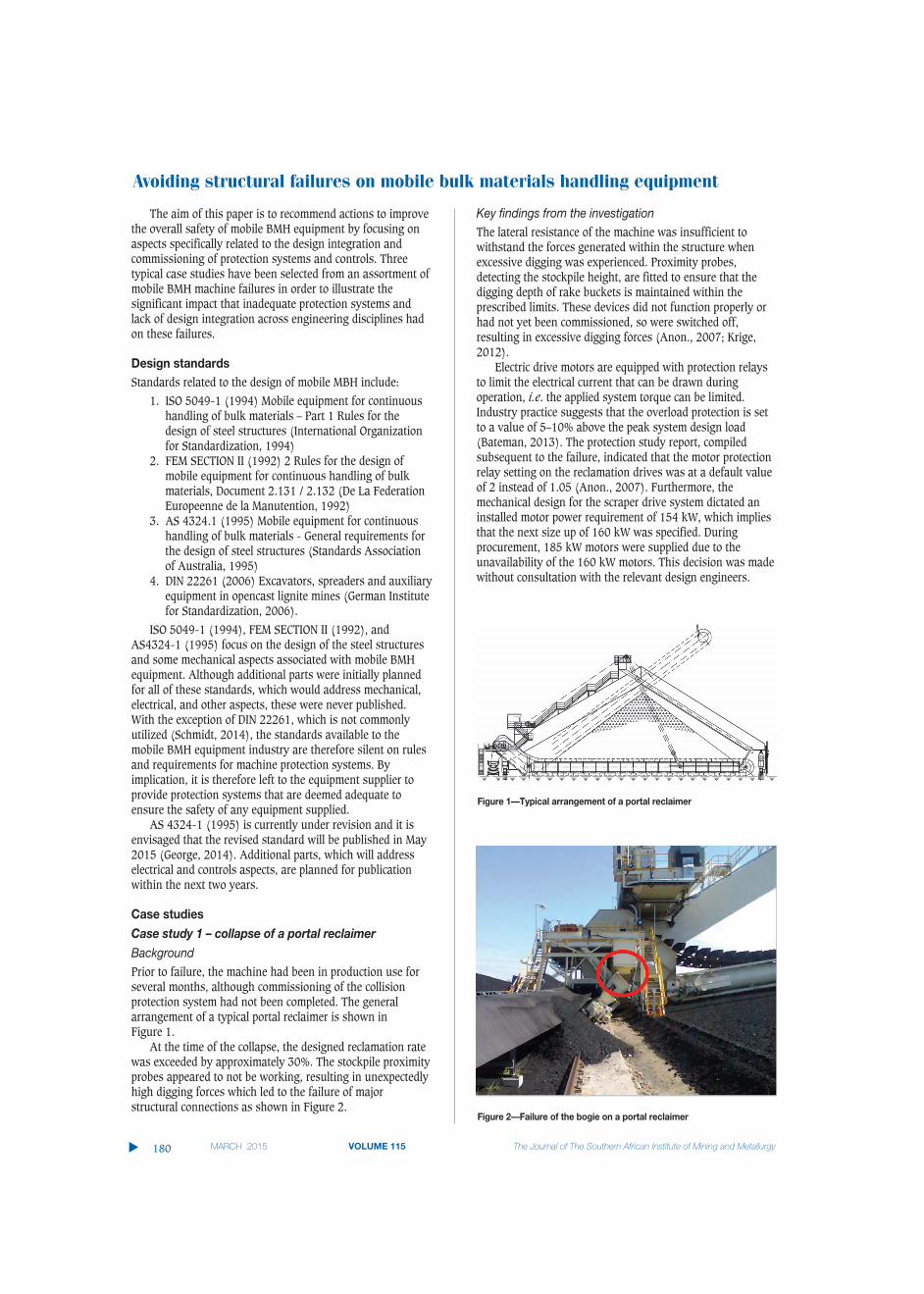
Case studiesCase study 1 – collapse of a portal reclaimerBackgroundPrior to failure, the machine had been in production use forseveral months, although commissioning of the collisionprotection system had not been completed. The generalarrangement of a typical portal reclaimer is shown in Figure 1.
At the time of the collapse, the designed reclamation ratewas exceeded by approximately 30%. The stockpile proximityprobes appeared to not be working, resulting in unexpectedlyhigh digging forces which led to the failure of majorstructural connections as shown in Figure 2.
Key findings from the investigationThe lateral resistance of the machine was insufficient towithstand the forces generated within the structure whenexcessive digging was experienced. Proximity probes,detecting the stockpile height, are fitted to ensure that thedigging depth of rake buckets is maintained within theprescribed limits. These devices did not function properly orhad not yet been commissioned, so were switched off,resulting in excessive digging forces (Anon., 2007; Krige,2012).
Electric drive motors are equipped with protection relaysto limit the electrical current that can be drawn duringoperation, i.e. the applied system torque can be limited.Industry practice suggests that the overload protection is setto a value of 5–10% above the peak system design load(Bateman, 2013). The protection study report, compiledsubsequent to the failure, indicated that the motor protectionrelay setting on the reclamation drives was at a default valueof 2 instead of 1.05 (Anon., 2007). Furthermore, themechanical design for the scraper drive system dictated aninstalled motor power requirement of 154 kW, which impliesthat the next size up of 160 kW was specified. Duringprocurement, 185 kW motors were supplied due to theunavailability of the 160 kW motors. This decision was madewithout consultation with the relevant design engineers.
�
180 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Figure 2—Failure of the bogie on a portal reclaimer
Figure 1—Typical arrangement of a portal reclaimer
Upon investigation, it was also found that the fluidcouplings installed between the drive motors and reducerswere rated at service factors such that a reclamation drivetorque could be delivered that was only marginally below themaximum electric motor torque. Torque transfer through fluidcouplings can be limited according to the design requirementby reducing the percentage oil fill, which is normal practice.The commissioning data revealed that the fluid coupling wasoverfilled by approximately 15%. Small amounts of oil athigh percentage fill levels will lead to a significant increase intorque transfer capacity (Anon., 2007).
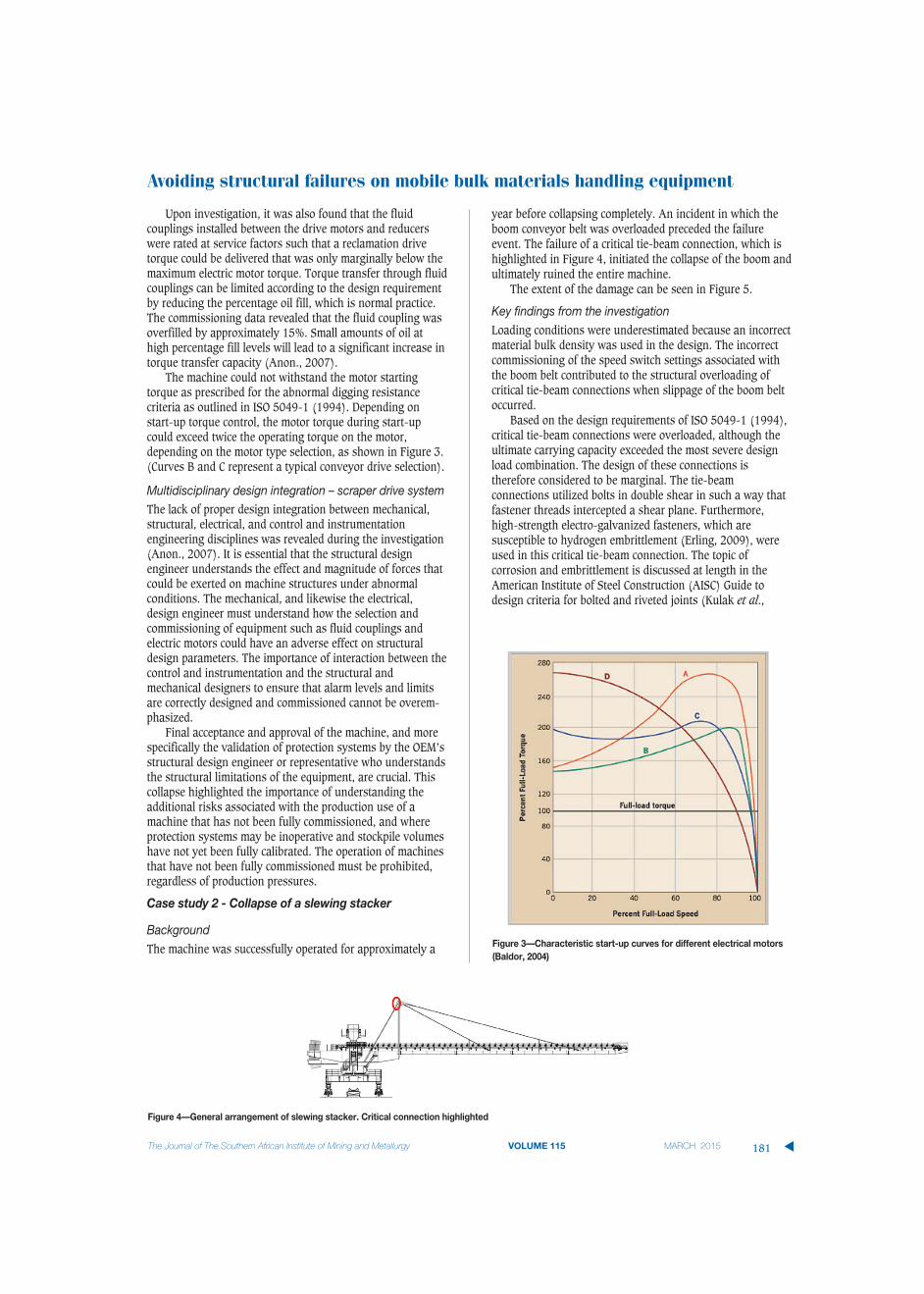
The machine could not withstand the motor startingtorque as prescribed for the abnormal digging resistancecriteria as outlined in ISO 5049-1 (1994). Depending onstart-up torque control, the motor torque during start-upcould exceed twice the operating torque on the motor,depending on the motor type selection, as shown in Figure 3.(Curves B and C represent a typical conveyor drive selection).
Multidisciplinary design integration – scraper drive systemThe lack of proper design integration between mechanical,structural, electrical, and control and instrumentationengineering disciplines was revealed during the investigation(Anon., 2007). It is essential that the structural designengineer understands the effect and magnitude of forces thatcould be exerted on machine structures under abnormalconditions. The mechanical, and likewise the electrical,design engineer must understand how the selection andcommissioning of equipment such as fluid couplings andelectric motors could have an adverse effect on structuraldesign parameters. The importance of interaction between thecontrol and instrumentation and the structural andmechanical designers to ensure that alarm levels and limitsare correctly designed and commissioned cannot be overem-phasized.
Final acceptance and approval of the machine, and morespecifically the validation of protection systems by the OEM’sstructural design engineer or representative who understandsthe structural limitations of the equipment, are crucial. Thiscollapse highlighted the importance of understanding theadditional risks associated with the production use of amachine that has not been fully commissioned, and whereprotection systems may be inoperative and stockpile volumeshave not yet been fully calibrated. The operation of machinesthat have not been fully commissioned must be prohibited,regardless of production pressures.
Case study 2 - Collapse of a slewing stacker
BackgroundThe machine was successfully operated for approximately a
year before collapsing completely. An incident in which theboom conveyor belt was overloaded preceded the failureevent. The failure of a critical tie-beam connection, which ishighlighted in Figure 4, initiated the collapse of the boom andultimately ruined the entire machine.
The extent of the damage can be seen in Figure 5.
Key findings from the investigationLoading conditions were underestimated because an incorrectmaterial bulk density was used in the design. The incorrectcommissioning of the speed switch settings associated withthe boom belt contributed to the structural overloading ofcritical tie-beam connections when slippage of the boom beltoccurred.
Based on the design requirements of ISO 5049-1 (1994),critical tie-beam connections were overloaded, although theultimate carrying capacity exceeded the most severe designload combination. The design of these connections istherefore considered to be marginal. The tie-beamconnections utilized bolts in double shear in such a way thatfastener threads intercepted a shear plane. Furthermore,high-strength electro-galvanized fasteners, which aresusceptible to hydrogen embrittlement (Erling, 2009), wereused in this critical tie-beam connection. The topic ofcorrosion and embrittlement is discussed at length in theAmerican Institute of Steel Construction (AISC) Guide todesign criteria for bolted and riveted joints (Kulak et al.,
Avoiding structural failures on mobile bulk materials handling equipment
181The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
Figure 3—Characteristic start-up curves for different electrical motors(Baldor, 2004)
Figure 4—General arrangement of slewing stacker. Critical connection highlighted

Avoiding structural failures on mobile bulk materials handling equipment
1987). From laboratory tests referenced, Kulak et al. note ‘…it became apparent that the higher the strength of the steel,the more sensitive the material becomes to both stresscorrosion and hydrogen stress cracking. The study indicateda high susceptibility of galvanized A490 bolts to hydrogenstress cracking.’ It is ultimately concluded that ‘galvanizedA490 bolts should not be used in structures. The tests didindicate that black A490 bolts can be used without problemsfrom brittle failures in most environments.’ (A490 bolts arethe direct equivalent of the Class 10.9 bolts used in SouthAfrica). High hydrogen contents were confirmed by themetallurgical examination of the fasteners, while surfacecracks were noted at the thread roots of some specimens.Through the application of fracture mechanics, it can bedemonstrated that the load carrying capacity of the tie-beamconnection fasteners may have been reduced by hydrogeneffects to a value far below what would be required to sustaina boom load associated with the luffing operation of anoverloaded stacker boom (Schmidt, 2014).
Supervisory control and data acquisition (SCADA)recordings revealed that the boom loading significantlyexceeded the intended design parameters prior to thecollapse. The alarm set-point to alert a boom overloadcondition was specified at a level that was too high to preventstructural overload. The machine could therefore be exposedto severe loading conditions without any operator abuse. Theprobability that operator abuse contributed to the failurecould not, however, be ruled out altogether.
The protection systems on the machine were found to beinadequate to ensure that structural loading remained withinthe intended design parameters. At the time of the collapse,the machine had not been formally handed over to theoperations team.
The root cause of the stacker collapse can therefore besummarized as follows.
Design deficiencies contributed to a marginal design ofcritical connections, which was further exacerbated bydefective bolts, adversely affecting the carrying capacity. Theabsence, malfunctioning, and incorrect commissioning ofmachine protection systems allowed an overload condition todevelop, which led to the catastrophic collapse of the stacker.
Case study 3 – structural damage to a drum reclaimer
BackgroundAlthough no failure occurred as such, significant damage wasdone to the support legs of a drum reclaimer when the controlsystem of one of the long travel drives malfunctioned,resulting in a skewing action that imposed excessive loadingwhich was not considered in the original design. A typicalarrangement of the machine is shown in Figure 6.
Key findings from the investigationThe overall machine control system was originally configuredwithout interlocks between the independent long travel drivesystems located on adjacent bogie wheel sets. When thecontrol system for the drives at the one end malfunctioned,the drives on the opposite end continued with the longtravelling sequence until the drives tripped on overload as aconsequence of the skewing of the machine. Severe localdamage and permanent deformation were caused to theboxed plate structural section of the fixed legs. The machine,as shown in Figure 7, had been in service for decades.
DiscussionSkew control can be achieved by comparing signals fromincremental encoders on both sides of the machine (McTurk,1995). Skew should occur only if one side of the machinecannot travel for accidental reasons, e.g. an obstacle on therails, and if this happens a signal must trigger the immediateshutdown of the machine. The control systems associatedwith the long travel of the machine were not fail-safe.Abnormal loads, not anticipated in the original structuraldesign, were subsequently exerted on major structuralmembers. The equipment was nevertheless operatedsuccessfully for many years prior to the skewing incident.Insufficient design integration existed between the OEM’sstructural, mechanical, electrical, and control and instrumen-tation engineering disciplines during the detail design phaseof the original project. The damage could have been avoidedby the incorporation of additional protection instrumentationfor negligible additional capital cost.
�
182 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Figure 6—Typical arrangement of a drum reclaimer
Figure 5—Collapsed stacker

Integrated design approach
The lack of interdisciplinary design integration, as discussedin the above case studies, is of concern. This is probably ahighly controversial topic which design engineers wouldgenerally not want to embark upon. Of course, some BMHequipment OEMs will address this engineering challengebetter than others. Unfortunately, the facts presented in theabove case studies demonstrate that design engineers oftendesign with an engineering discipline-specific approach,without the required understanding of design details fromcounterparts representing other engineering disciplines. Thismay have a direct influence on the overall performance of theequipment. The author acknowledges that discipline-specificspecialists are nevertheless required for the successful designof mobile BMH equipment. The appeal is merely for betterdesign integration, which is not based on perception butrather on a thorough understanding of interdependencebetween engineering disciplines. Although the competitivenature of the mobile BMH industry generally leads to atendency amongst OEMs not to openly share design contentwith their client representatives, it would be advantageous toboth parties, especially where the client appoints a third-partydesign auditor. While it is more common for larger corporateclients to have skilled engineering staff assigned to capitalprojects for the purposes of engineering oversight, smallerenterprises generally rely entirely on the OEMs for thesuccessful delivery of functional mobile BMH equipment asspecified in the supply contract. Liaison between the OEM’sdesign engineers and the client’s engineering discipline leadsis invaluable for ensuring successful project delivery.Furthermore, larger corporate clients often have a number ofoperations where the same or similar mobile BMH equipmentmay be utilized in ways other than was envisaged under thesupply contract. The input from operational personnel, whoare responsible for the daily operation and generalmaintenance of existing equipment, must not be underes-timated, but the ability of such individuals to influence newdesigns remains largely dependent on their skill andexperience.
A typical integrated design team organization structurethat is conducive to a high level of design integration with asystems design approach is depicted in Figure 8. The
following aspects characterize such a team structure:
� Within the OEM’s design team organizational structure,there is a free flow of information directly related todesign interfaces between engineering disciplineswithout interference in discipline-specific matters
� Design interfaces are approached as an integratedsystem with input from relevant role-players as a teameffort across engineering disciplines
� The respective engineering disciplines have a soundunderstanding of how equipment selection and systemsdictated by engineering counterparts influence theirindividual designs
� The client owner’s team participates in the design scopedefinition and design risk assessment with specificreference to machine protection and controls.Engineering input, oversight, liaison, and progressivereview are provided by relevant representation from theclient
� Specific design requirements are agreed between theOEM and client owner’s team within the agreedcontractual arrangement
� There is a free flow of information between thediscipline-specific engineers from the owner’s team andtheir OEM counterparts responsible for the design,without compromising the latter party’s intellectualproperty rights.
Although it is expected that most OEMs will embrace andadvocate the integrated model, case studies unfortunatelysuggest that a low level of design integration is oftenencountered within the industry.
ConclusionThe brief case studies as discussed have highlighted pastincidents where incorrect commissioning or inadequateprotection systems and controls contributed significantly tothe collapse or severe damage of mobile BMH equipment.Deficient protection systems can often be linked back to the
Avoiding structural failures on mobile bulk materials handling equipment
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 183 �
Figure 8 – Ideal design team organisational structure for facilitatingdesign integration
Figure 7—Side elevation of drum reclaimer

Avoiding structural failures on mobile bulk materials handling equipment
lack of design integration across engineering disciplines. Although the end-user may be inclined to assume that a
high level of interdisciplinary engineering integration isexercised, the studies demonstrate that this is not necessarilythe case, which subsequently necessitates that the matterreceives greater focus during current and future machinedesigns.
While a design standard can never be a substitute for apragmatic design approach, the only international designstandard available for the design of mobile bulk handlingequipment, ISO 5049-1 (1994), does not address rulespertaining to machine protection systems. The case studiesdiscussed demonstrate the industry’s need for an updatedstandard to facilitate safe BMH designs in this regard.
A design team organization structure is proposed tofacilitate an integrated systems design approach.
RecommendationsA technical committee should be appointed to review the ISO5049-1 (1994) standard to include rules and guidelinesregarding machine protection systems. Consideration shouldbe given to the revisions envisaged to the AS 4324-1 (1995)standard facilitated by the Australian Standards CommitteeME43 in this regard. Although this paper focuses on machineprotection systems, there is an opportunity to consider theuse of alternative lightweight and compound constructionmaterials, as well as new rope technology for tie systems,while revising the ISO 5049-1 (1994) standard. It isfurthermore recommended that guidelines are provided fordesigners who wish to follow a limit-state design approach,since there are a number of reputable OEMs in the mobileBMH industry who do not follow allowable stress principles.
It is recommended that the structural design engineer beclosely involved with the verification of alarms and set-pointsassociated with machine protection systems, in conjunctionwith other specialists responsible for the design and commis-sioning thereof, to make absolutely certain that these systemsand controls comply with the design intent before finalhandover.
A high level of interdisciplinary design integration mustbe pursued with specific reference to machine protectionsystems and controls. A risk-based design approach shouldbe mandatory.
AcknowledgementsAnglo American plc for permission to use the materialpublished. The opinions expressed are those of the authorand do not necessarily represent the policy of AngloAmerican plc
Dr G.J. Krige for input into this study topic and my career
Sandvik Mining and Construction for valuable input into thestudy
OEMs who participated in the study survey.
References
ANONYMOUS. 2007. Reclaimer incident analysis reports and letter.
Documentation compiled by a professional investigation team.
AS 4324–1. 1995. Mobile equipment for continuous handling of bulkmaterials. Part 1: General requirements for the design of steel structures.
Standards Association of Australia, New South Wales, Australia.
BALDOR ELECTRIC CO. 2004. Understanding induction motor nameplateinformation, electrical construction and maintenance.http://ecmweb.com/motors/understanding-induction-motor-nameplate-information [Accessed 10 Oct. 2013].
Bateman, P. 2013. Principal Electrical Engineer, Anglo American Thermal Coal.Personal communication.
DIN 22261. 2006. Excavators, spreaders and auxiliary equipment in opencastlignite mines – Part 1 to 6. German Institute for Standardization, Berlin,Germany.
ERLING, S. 2009. Methods of preventing hydrogen embrittlement in hot dippedgalvanized high strength steel fasteners. Hot Dip Galvanizing Today, vol. 6, no. 2. pp. 21–21.
FEGER, F. 2013. Surface Mining (IPCC) & Materials Handling, R&D/EngineeringManager, Sandvik Mining and Construction. Personal communication.
FEM SECTION II. 1992. Rules for the design of mobile equipment for continuoushandling of bulk materials. De La Federation Europeenne de laManutention, Brussels, Belgium.
GEORGE, G. 2014. SIS Coordinator. Standards Australia. Personal communi-cation.
GARDNER, M. 2011. Industry complains of skills shortage. University WorldNews, 27 March, no. 164. http://www.universityworldnews.com/article.php?story=20110325204522328&query=Industry+complains+of+skills+shortage [Accessed 8 August 2013].
HAYS. 2012. Hays Global Skills Index [produced in partnership with OxfordEconomics, London]. http://www.oxfordeconomics.com/publication/open/222621 [Accessed 10 Oct. 2013].
ISO 5049-1 1994. Mobile equipment for continuous handling of bulk materials– Part 1: Rules for the design of steel structures. InternationalOrganization for Standardization, Geneva, Switzerland.
KASPURA, A. 2011. Skills shortage claims backed up by surveys. EngineersAustralia, June 2010. pp. 74–75.
KULAK, G.L., FISHER, J.W., and STRUIK, J.H.A. 1987. Guide to design criteria forbolted riveted joints. 2nd edn. American Institute of Steel ConstructionInc., Chicago, Illinois, USA.
KRIGE, G.J. 2012. Learning from structural failures of material handlingequipment. Australasian Structural Engineering Conference 2012: ThePast, Present and Future of Structural Engineering, Barton, Australia.Engineers Australia. pp. 130–137.
KRIGE, G.J. 2013. WAH Engineering Consultants CC. Personal communication.
MCTURK, J.R. 1995. Portal and bridge scraper reclaimers – a comparison. BeltconConference 1995. South African Institute of Materials Handling,Johannesburg, South Africa.
MORGAN, R. 2012. Design of materials handling machines to AS4324.1.Australasian Structural Engineering Conference 2012: The Past, Presentand Future of Structural Engineering, Barton, Australia. EngineersAustralia. pp. 138–145.
MORGAN, R. 2013. Revision to Australian Standard AS4324.1-1995 formaterials handling of bulk products. 2013 Northern Regional EngineeringConference Structural Engineering Conference, Townsville, Australia.
SCHMIDT M.J. 2014. Avoiding structural failures on mobile materials handlingequipment. MSc dissertation, University of Pretoria, South Africa. �
�
184 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy