avtomatizacija linije za navijanje gumenih profilov
TRANSCRIPT
UNIVERZA V LJUBLJANI
Fakulteta za elektrotehniko
Marko Pucer
AVTOMATIZACIJA LINIJE ZA NAVIJANJE
GUMENIH PROFILOV
DIPLOMSKO DELO UNIVERZITETNEGA ŠTUDIJA
Mentor: doc. dr. Boštjan Murovec
Ljubljana, junij 2008

ZAHVALA
Zahvaljujem se mentorju doc. dr. Boštjanu Murovcu za strokovno vodstvo in
pregled diplomskega dela.
Zahvaljujem se Borisu Volku, ki mi je omogočil praktično delo v podjetju
ESSA. V času izdelave navijalne linje mi je dal veliko dragocenih nasvetov in
znanj, ki jih je pridobil z dolgoletnim delom v tej stroki.
Hvala staršem za moralno in finančno podporo v času študija.
Hvala Jani, Damjanu, Jerneju, Jaku, Mihu in ostalim prijateljem za prijetne
trenutke v času študija.
POVZETEK
Profili iz polne gume so po uporabnosti in razširjenosti najbolj raznolika in
najobseţnejša skupina proizvodnega Programa Profili podjetja Savatech. V
prvem delu diplomskega dela je prikazano delovanje tipične linije za
proizvodnjo gumenih profilov iz polne gume, ki je sestavljena iz ekstruderja,
vulkanizacijske linije in navijalne linije.
V okviru diplomske naloge smo izvedli več izboljšav in novosti na navijalni
liniji, glede na prejšnjo izvedbo, s katerimi smo dosegli hitrejši zagon ter boljše
in zanesljivejše delovanje. Krmiljenje in nadzor predhodne izvedbe linije za
navijanje gumenih profilov sta temeljila na splošnonamenskih
mikroprocesorjih. Naša primarna naloga je bila zamenjava mikroprocesorjev z
industrijskimi krmilniki in s tem povezan razvoj nove programske opreme za
avtomatizacijo linije. Glede na delovanje posameznih naprav smo izbrali
primerne industrijske krmilnike in predvideli ustrezno komunikacijo med njimi.
Planiran je nadaljnji razvoj navijalnih linij z namenom uvedbe dodatnih
izboljšav delovanja ob zmernih stroških izdelave. V zadnjem delu diplomskega
dela je predstavljenih nekaj rešitev, s katerimi bi dosegli boljše delovanje ali
pocenili izdelavo. Predstavljena je tudi idejna zamisel za dosego popolne
avtomatizacije navijalne linije.
Ključne besede: avtomatizacija, logični krmilniki, Simatic, gumijevi profili,
vulkanizacija, koračni motor, servo motor.

ABSTRACT
Considering the usability and distribution the full rubber profiles are the most
diverse and extensive group of products in the Profiles Programme of Savatech
Company. The typical production line for curing rubber profiles and coiling
them on paperboard reels is described in the beginning of the thesis. The line
consists of extruder, vulcanization line and coiling line.
Some carefully crafted improvements and new features to the coiling line were
added to previous realization. These contributed to faster startup, and more
effective and reliable operation. The automation of previous coiling line was
based on the general purpose microprocessors. Our primary task was to
substitute the microprocessors with programmable logic controllers and to
develop a new software for automation of coiling line. We chose suitable
industrial controllers and foresaw suitable communication between the
machines.
Our plan is to develop a reliable coiling line with moderate productional costs.
The last part of the thesis is devoted to some proposals of possible
modernization of the coiling line to obtain better performances and to reduce the
costs. An idea of completely automated coiling line is also presented.
Key words: automation, programable logic controlers, Simatic, rubber profiles,
vulcanization, stepper motor, servo motor.

I
KAZALO VSEBINE
1 UVOD .......................................................................................................................... 1
2 PRODUKCIJSKA LINIJA....................................................................................... 3
2.1. EKSTRUDER ......................................................................................................................... 4
2.2. VULKANIZACIJA IN VULKANIZACIJSKA LINIJA ................................................. 5
2.2.1. POSTOPEK VULKANIZACIJE ................................................................................. 5
2.2.2. SOLNA KOPEL ........................................................................................................... 6
2.2.3. OHLAJANJE IN SUŠENJE ........................................................................................ 7
2.3. NAVIJALNA LINIJA ............................................................................................................ 8
2.3.1. VLEČNA ENOTA ........................................................................................................ 9
2.3.2. VLEČNO-REZALNA ENOTA .................................................................................. 11
2.3.3. PRIMER NAVIJANJA ............................................................................................... 17
2.3.4. NAVIJALNE ENOTE ................................................................................................ 19
3 ELEKTRIČNE KOMPONENTE .......................................................................... 25
3.1. KORAČNI MOTOR ............................................................................................................ 25
3.2. TRIFAZNI ANSINHRONSKI MOTOR .......................................................................... 27
3.3. SERVO MOTOR .................................................................................................................. 29
3.4. INDUKTIVNA TIPALA ..................................................................................................... 31
4 NOVOSTI NA NAVIJALNI LINIJI ..................................................................... 33
4.1. VPELJAVA INDUSTRIJSKIH KRMILNIKOV ........................................................... 33
4.1.1. RAZVOJNO OKOLJE STEP 7 ................................................................................. 35
4.1.2. PROGRAMSKO IN KONFIGURACIJSKO ORODJE MicroWIN......................... 38
4.1.3. PROGRAMSKO IN KONFIGURACIJSKO ORODJE WinCC .............................. 38
4.1.4. UPORABLJENI KRMILNIKI ................................................................................... 40
4.1.5. PROFIBUS ................................................................................................................ 43
4.1.6. KOMUNIKACIJA MED ENOTAMI ........................................................................ 44
4.1.7. NAPAKE .................................................................................................................... 46
4.2. VARNOST STROJEV ......................................................................................................... 48
4.2.1. IZKLOP V SILI.......................................................................................................... 49
4.3. UPORABLJENE ELEKTRIČNE KOMPONENTE ...................................................... 50
4.4. KONTROLA POZICIJE KONJIČKA ............................................................................. 53
4.5. DVIG VHODNEGA TIPALA NA NAVIJALNIH ENOTAH ...................................... 53
4.6. POHITRITEV ODREZA .................................................................................................... 55
4.7. MERITEV DOLŽINE NA VLEČNO-REZALNI ENOTI ............................................ 57
4.8. REGULACIJA ...................................................................................................................... 58
4.8.1. PRIMER ..................................................................................................................... 59
4.8.2. IDEJA ........................................................................................................................ 60
4.8.3. REŠITEV .................................................................................................................... 60
5 PREDLOGI NADALJNJIH IZBOLJŠAV ........................................................... 63
5.1. SENZOR DETEKCIJE PRISOTNOSTI PROFILA ...................................................... 63
II
5.2. ZAMENJAVA SERVO MOTORJA ................................................................................. 65
5.3. SAMODEJNI ZATIK .......................................................................................................... 66
5.4. 66
6 ZAKLJUČEK .......................................................................................................... 67
III
KAZALO SLIK
SLIKA 1: BLOČNA SHEMA PODUKCIJSKE LINIJE ..................................................................................... 3
SLIKA 2: GUMENI PROFILI ...................................................................................................................... 3
SLIKA 3: KOLUT ...................................................................................................................................... 3
SLIKA 4: EKSTRUDER .............................................................................................................................. 4
SLIKA 5: MATRICA EKSTRUDERJA ......................................................................................................... 4
SLIKA 6: PRIMERI PROFILOV ................................................................................................................... 4
SLIKA 7: BLOČNA SHEMA VULKANIZACIJSKE LINIJE ............................................................................. 5
SLIKA 8: SKICA NAVIJALNE LINIJE ......................................................................................................... 8
SLIKA 9: NAVIJALNE ENOTE ................................................................................................................... 8
SLIKA 10: SKICA VLEČNE ENOTE ........................................................................................................... 9
SLIKA 11: VLEČNA ENOTA – SKICA RAZPOREDITVE TIPK ................................................................... 10
SLIKA 12 : SKICA VLEČNO-REZALNE ENOTE ........................................................................................ 11
SLIKA 13: VLEČNO-REZALNA ENOTA – SKICA NOŢA ZA ODREZ SLEDI ............................................... 12
SLIKA 14: GUBANJE PROFILOV ............................................................................................................. 12
SLIKA 15: PREVELIKA REŢA VLEČNEGA TRAKU .................................................................................. 13
SLIKA 16: PREMAJHNA REŢA VLEČNEGA TRAKU ................................................................................. 13
SLIKA 17: ZATIK PROFILA .................................................................................................................... 15
SLIKA 18: RAZPORED TIPK NA VLEČNO-REZALNI ENOTI ..................................................................... 16
SLIKA 19: PRIMER NAVIJANJA 200 M PROFILA NA ŠTIRI KOLUTE ....................................................... 18
SLIKA 20: NAVIJALNA ENOTA .............................................................................................................. 19
SLIKA 21: POLOŢAJ KONJIČKA IN INDUKTIVNE SONDE ....................................................................... 20
SLIKA 22: SKICA NAVIJALNE ENOTE – POGLED OD SPREDAJ ............................................................... 21
SLIKA 23: SKICA NAVIJALNE ENOTE – POGLED OD STRANI ................................................................. 22
SLIKA 24: DOLOČITEV POLOŢAJA TIPALA S POMOČJO EKSCENTRA .................................................... 23
SLIKA 25: RAZPORED TIPK NA NAVIJALNI ENOTI ................................................................................ 23
SLIKA 26: DELOVANJE KORAČNEGA MOTORJA [39]............................................................................ 25
SLIKA 27: SHEMA VODENJA KORAČNEGA MOTORJA ........................................................................... 26
SLIKA 28: PRIKLJUČITEV V NAČINU TRIKOT (LEVO) IN ZVEZDA (DESNO) .......................................... 27
SLIKA 29: SHEMA VODENJA TRIFAZNEGA ASINHRONSKEGA MOTORJA .............................................. 28
SLIKA 30: SERVO SISTEM, KJER JE REFERNČNA VELIČINA HITROST ................................................... 29
SLIKA 31: SHEMA VODENJA SERVO MOTORJA ..................................................................................... 30
SLIKA 32: INDUKTIVO TIPALO PROIZVAJALCA TURCK ........................................................................ 31
SLIKA 33: RAZVOJNO OKOLJE STEP 7 ................................................................................................. 36
SLIKA 34: STRUKTURA ZASLONOV NADZORNE PLOŠČE ...................................................................... 39
SLIKA 35: BLOČNA SHEMA PRIKLJUČENIH KOMPONENT NA KRMILNIK V VLEČNI ENOTI ................... 40
SLIKA 36: BLOČNA SHEMA PRIKLJUČENIH KOMPONENT NA KRMILNIK V VLEČNO-REZALNI ENOTI .. 41
SLIKA 37: BLOČNA SHEMA PRIKLJUČENIH KOMPONENT NA KRMILNIK V NAVIJALNI ENOTI ............. 42
SLIKA 38: TOPOLOGIJA RS-485 KOMUNIKACIJE ................................................................................. 43
SLIKA 39: KOMUNIKACIJA MED ENOTAMI ........................................................................................... 44
SLIKA 40: SIGNALNE LUČI NAVIJALNE ENOTE ..................................................................................... 45
SLIKA 41: GLAVNA ELEKTRIČNA OMARICA V VLEČNO-REZALNI ENOTI ............................................. 51
SLIKA 42: ELEKTRIČNA OMARICA V NAVIJALNI ENOTI ....................................................................... 52
SLIKA 43: DVIG VHODNEGA TIPALA NA NAVIJALNI ENOTI ................................................................. 54
IV
SLIKA 44: CILINDER V ZGORNJM POLOŢAJU ........................................................................................ 55
SLIKA 45: ODZRAČENJE (LEVO) PRED POMIKOM CILINDRA V SPODNJI POLOŢAJ (DESNO) ................ 56
SLIKA 46: MERITEV DOLŢINE NA VLEČNO-REZALNI ENOTI ................................................................ 57
SLIKA 47: NIHANJE OKOLI VODORAVNE LEGE .................................................................................... 58
SLIKA 48: IZRAČUN OBODNE HITROSTI ................................................................................................ 59
SLIKA 49: NAVIJALNA ENOTA – ADAPTIVNA REGULACIJA ................................................................. 61
SLIKA 50: GRAF ZA DOLOČITEV KOEFICIENTA K1 .............................................................................. 62
SLIKA 51: POSTAVITEV SENZORJA ZA DETEKCIJO PRISOTNOSTI PROFILA .......................................... 64
SLIKA 52: PREDLOG ENKODERJA NA NAVIJALNI ENOTI ...................................................................... 65
SLIKA 53: POMIKANJE VOZIČKA PRI POPOLNOMA AVTOMATIZIRANI NAVIJALNI LINIJI .................... 66
V
KAZALO TABEL
TABELA 1: PRIMER NAVIJANJA 200 M PROFILA NA ŠTIRI KOLUTE ...................................................... 17
TABELA 2: LASTNOSTI KORAČNEGA KRMILNIKA [40] ........................................................................ 26
TABELA 3: LASTNOSTI KORAČNEGA MOTORJA [42] ............................................................................ 26
TABELA 4: LASTNOSTI FREKVENČNEGA PRETVORNIKA [25] .............................................................. 28
TABELA 5: LASTNOSTI TRIFAZNEGA ASINHRONSKEGA MOTORJA [43] .............................................. 28
TABELA 6: LASTNOSTI SERVO REGULATORJA [26] ............................................................................. 30
TABELA 7: LASTNOSTI SERVO MOTORJA [26] ...................................................................................... 30
TABELA 8: LASTNOSTI DIGITALNE INDUKTIVNE SONDE [27] .............................................................. 31
TABELA 9: LASTNOSTI ANALOGNE INDUKTIVNE SONDE [27] ............................................................. 31
TABELA 10: STANDARDI ZA VARNOST STROJEV .................................................................................. 48
TABELA 11: DOSEGANJE ENAKE FREKVENCE MOTORJA Z RAZLIČNIMI VHODNIMI NAPETOSTMI ...... 58

VI
1
1 UVOD
Guma je širom sveta uporabljena v različnih izdelkih; od avtomobilov do
gospodinjskih aparatov. Največji deleţ svetovnega kavčuka, iz katerega s
pomočjo vulkanizacije pridobimo gumo, se uporabi za proizvodnjo
avtomobilskih pnevmatik. Za širok spekter uporabe je guma tehnično in
cenovno najprimernejša snov, ki je plastične mase kljub njihovi široki izbiri ne
morejo nadomestiti.
Savatech [33] je podjetje, ki proizvaja in trţi gumeno-tehnične izdelke in
pnevmatike, ki se prodajajo pod blagovno znamko Sava. Hkrati je Savatech tudi
nosilno podjetje gumarske dejavnosti znotraj Poslovne skupine Sava. Sedeţ
podjetja je v Kranju. Gumarstvo je temelj, na katerem ţe od leta 1920 raste
današnja Sava, in v njeni poslovni skupini ena od šestih dejavnosti, ki tvorijo
trdno osnovo sodobne Save. Deleţ izvoza predstavlja osemdeset odstotkov
celotne proizvodnje.
Savatech je razdeljena na šest oddelkov. Eden izmed njih je oddelek Profili
[34], ki na osnovi lastnega znanja in izkušenj konstruira in proizvaja gumena
tesnila najvišje kakovosti, proizvedena v skladu z vsemi zahtevami
mednarodnih standardov. Profili se uporabljajo tako za elastično tesnitev kakor
tudi za dušenje vibracij in izolacijo zvoka in toplote.
Proizvodnja profilov pokriva [34]:
tesnila za aluminijasta in lesena okna, ki jih uporabljajo vodilni evropski
proizvajalci oken;
gumene profile za izdelke v gradbeni, avtomobilski in elektro industriji
ter industriji bele tehnike;
penaste profile različnih oblik in dimenzij.
Razvili so več vrst kakovostnih gumenih zmesi, odpornih na mehanske,
kemične in toplotne učinke, ki so primerne za različne namene uporabe.
Visokokakovostni izdelki in strokovnost zaposlenih uvrščajo Program Profili
med najkonkurenčnejše proizvajalce profilov v Evropi.
Za proizvodnjo kakovostnega izdelka potrebujemo primerne stroje in naprave,
brez katerih si ne moremo predstavljati današnje proizvodnje gumenih profilov.
Vsak stroj ali naprava je plod dolgoletnih izkušenj njegovih proizvajalcev, ki

2
dobro poznajo rešitve specifičnih teţav pri proizvodnji gumenih profilov.
Predmet diplomske naloge je linija, razvita pri podjetju ESSA, ki se ukvarja z
razvojem in s projektiranjem navijalnih linij.
3
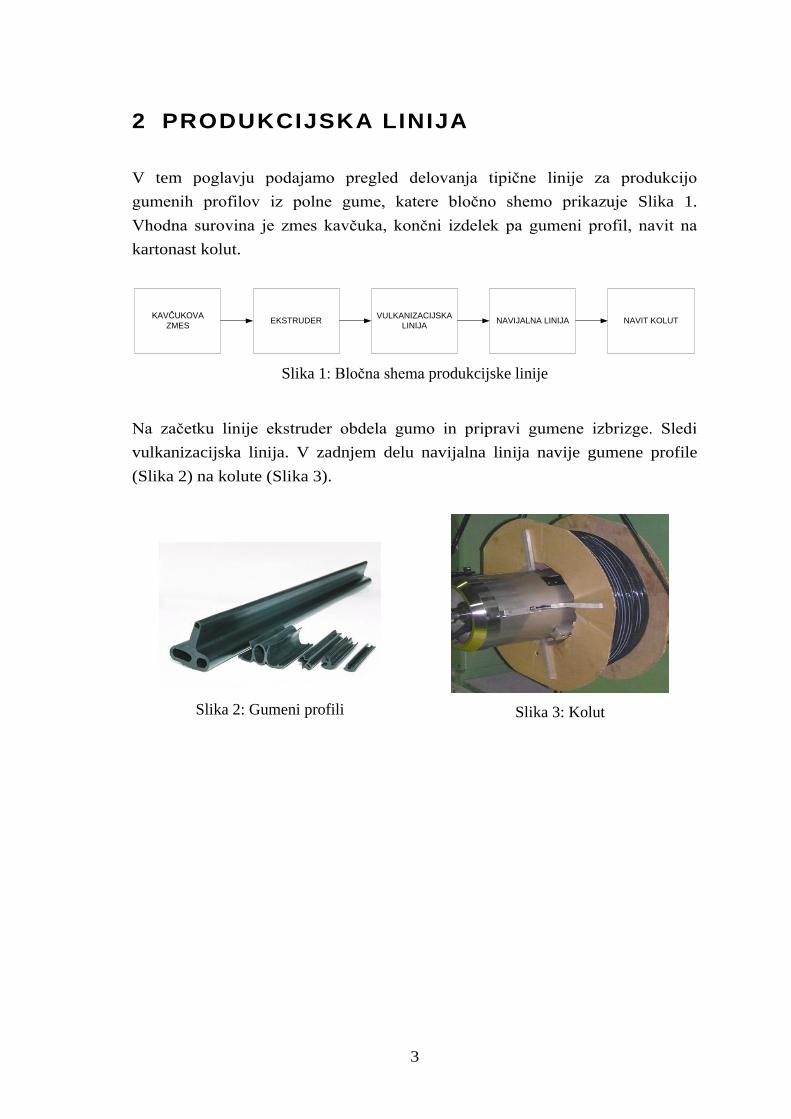
2 PRODUKCIJSKA LINIJA
V tem poglavju podajamo pregled delovanja tipične linije za produkcijo
gumenih profilov iz polne gume, katere bločno shemo prikazuje Slika 1.
Vhodna surovina je zmes kavčuka, končni izdelek pa gumeni profil, navit na
kartonast kolut.
EKSTRUDERVULKANIZACIJSKA
LINIJANAVIJALNA LINIJA NAVIT KOLUT
KAVČUKOVA
ZMES
Slika 1: Bločna shema produkcijske linije
Na začetku linije ekstruder obdela gumo in pripravi gumene izbrizge. Sledi
vulkanizacijska linija. V zadnjem delu navijalna linija navije gumene profile
(Slika 2) na kolute (Slika 3).
Slika 2: Gumeni profili
Slika 3: Kolut
4
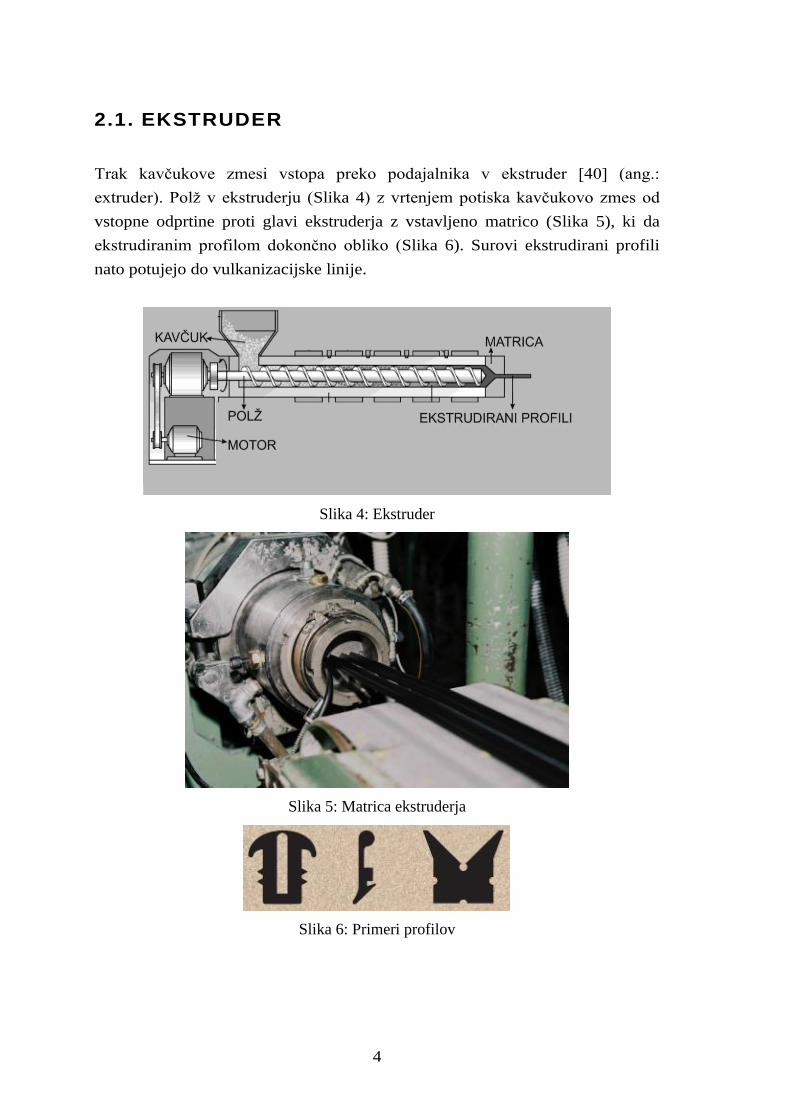
2.1. EKSTRUDER
Trak kavčukove zmesi vstopa preko podajalnika v ekstruder [40] (ang.:
extruder). Polţ v ekstruderju (Slika 4) z vrtenjem potiska kavčukovo zmes od
vstopne odprtine proti glavi ekstruderja z vstavljeno matrico (Slika 5), ki da
ekstrudiranim profilom dokončno obliko (Slika 6). Surovi ekstrudirani profili
nato potujejo do vulkanizacijske linije.
Slika 4: Ekstruder
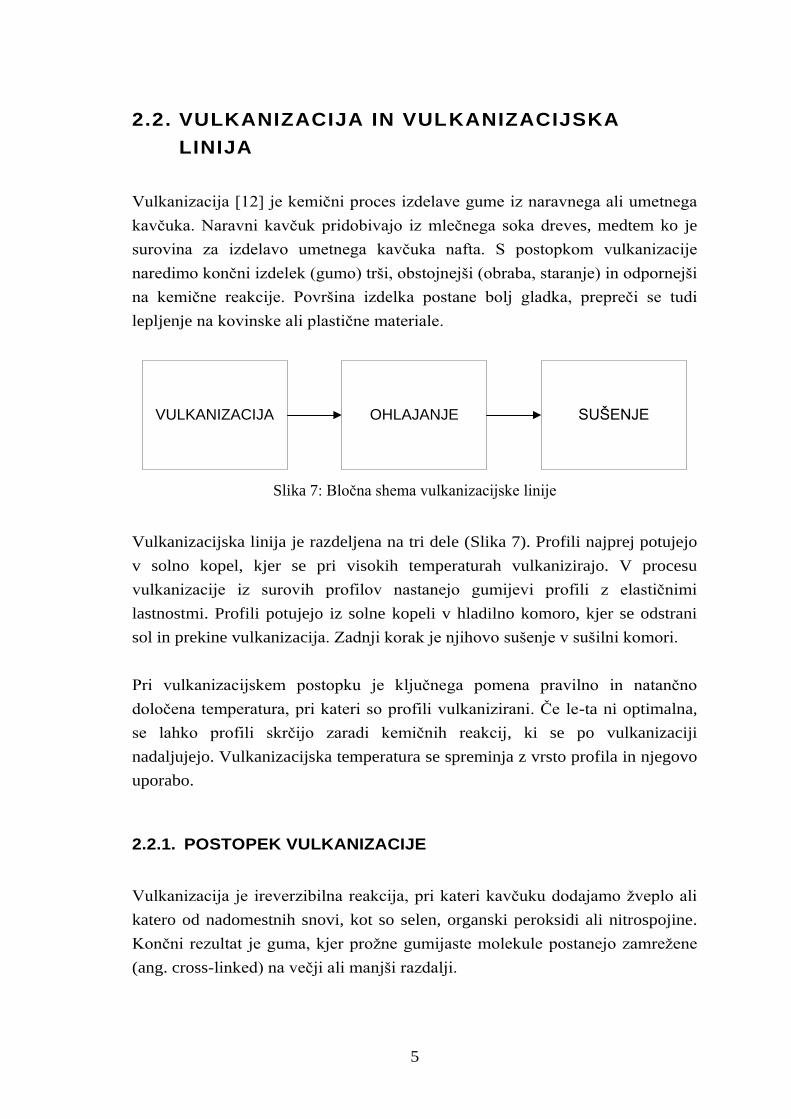
Slika 5: Matrica ekstruderja
Slika 6: Primeri profilov
5
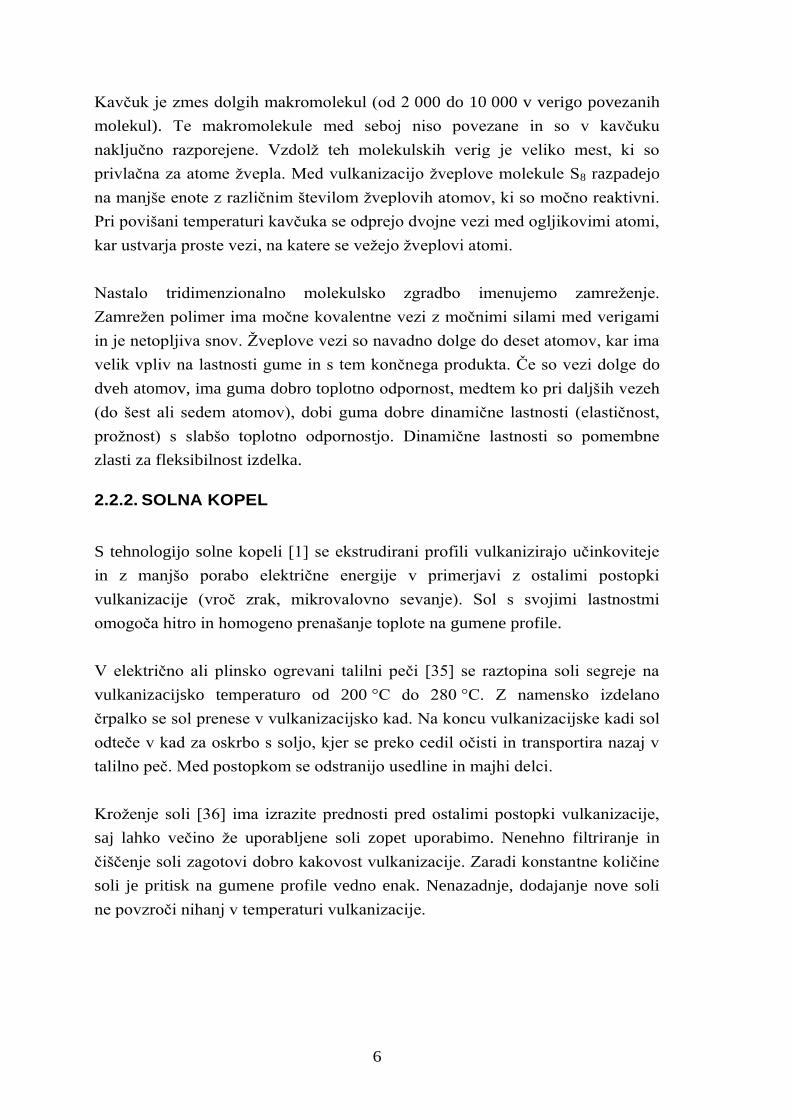
2.2. VULKANIZACIJA IN VULKANIZACIJSKA
LINIJA
Vulkanizacija [12] je kemični proces izdelave gume iz naravnega ali umetnega
kavčuka. Naravni kavčuk pridobivajo iz mlečnega soka dreves, medtem ko je
surovina za izdelavo umetnega kavčuka nafta. S postopkom vulkanizacije
naredimo končni izdelek (gumo) trši, obstojnejši (obraba, staranje) in odpornejši
na kemične reakcije. Površina izdelka postane bolj gladka, prepreči se tudi
lepljenje na kovinske ali plastične materiale.
VULKANIZACIJA OHLAJANJE SUŠENJE
Slika 7: Bločna shema vulkanizacijske linije
Vulkanizacijska linija je razdeljena na tri dele (Slika 7). Profili najprej potujejo
v solno kopel, kjer se pri visokih temperaturah vulkanizirajo. V procesu
vulkanizacije iz surovih profilov nastanejo gumijevi profili z elastičnimi
lastnostmi. Profili potujejo iz solne kopeli v hladilno komoro, kjer se odstrani
sol in prekine vulkanizacija. Zadnji korak je njihovo sušenje v sušilni komori.
Pri vulkanizacijskem postopku je ključnega pomena pravilno in natančno
določena temperatura, pri kateri so profili vulkanizirani. Če le-ta ni optimalna,
se lahko profili skrčijo zaradi kemičnih reakcij, ki se po vulkanizaciji
nadaljujejo. Vulkanizacijska temperatura se spreminja z vrsto profila in njegovo
uporabo.
2.2.1. POSTOPEK VULKANIZACIJE
Vulkanizacija je ireverzibilna reakcija, pri kateri kavčuku dodajamo ţveplo ali
katero od nadomestnih snovi, kot so selen, organski peroksidi ali nitrospojine.
Končni rezultat je guma, kjer proţne gumijaste molekule postanejo zamreţene
(ang. cross-linked) na večji ali manjši razdalji.
6
Kavčuk je zmes dolgih makromolekul (od 2 000 do 10 000 v verigo povezanih
molekul). Te makromolekule med seboj niso povezane in so v kavčuku
naključno razporejene. Vzdolţ teh molekulskih verig je veliko mest, ki so
privlačna za atome ţvepla. Med vulkanizacijo ţveplove molekule S8 razpadejo
na manjše enote z različnim številom ţveplovih atomov, ki so močno reaktivni.
Pri povišani temperaturi kavčuka se odprejo dvojne vezi med ogljikovimi atomi,
kar ustvarja proste vezi, na katere se veţejo ţveplovi atomi.
Nastalo tridimenzionalno molekulsko zgradbo imenujemo zamreţenje.
Zamreţen polimer ima močne kovalentne vezi z močnimi silami med verigami
in je netopljiva snov. Ţveplove vezi so navadno dolge do deset atomov, kar ima
velik vpliv na lastnosti gume in s tem končnega produkta. Če so vezi dolge do
dveh atomov, ima guma dobro toplotno odpornost, medtem ko pri daljših vezeh
(do šest ali sedem atomov), dobi guma dobre dinamične lastnosti (elastičnost,
proţnost) s slabšo toplotno odpornostjo. Dinamične lastnosti so pomembne
zlasti za fleksibilnost izdelka.
2.2.2. SOLNA KOPEL
S tehnologijo solne kopeli [1] se ekstrudirani profili vulkanizirajo učinkoviteje
in z manjšo porabo električne energije v primerjavi z ostalimi postopki
vulkanizacije (vroč zrak, mikrovalovno sevanje). Sol s svojimi lastnostmi
omogoča hitro in homogeno prenašanje toplote na gumene profile.
V električno ali plinsko ogrevani talilni peči [35] se raztopina soli segreje na
vulkanizacijsko temperaturo od 200 °C do 280 °C. Z namensko izdelano
črpalko se sol prenese v vulkanizacijsko kad. Na koncu vulkanizacijske kadi sol
odteče v kad za oskrbo s soljo, kjer se preko cedil očisti in transportira nazaj v
talilno peč. Med postopkom se odstranijo usedline in majhi delci.
Kroţenje soli [36] ima izrazite prednosti pred ostalimi postopki vulkanizacije,
saj lahko večino ţe uporabljene soli zopet uporabimo. Nenehno filtriranje in
čiščenje soli zagotovi dobro kakovost vulkanizacije. Zaradi konstantne količine
soli je pritisk na gumene profile vedno enak. Nenazadnje, dodajanje nove soli
ne povzroči nihanj v temperaturi vulkanizacije.

7
2.2.3. OHLAJANJE IN SUŠENJE
Ob koncu vulkanizcijskega postopka so profili vroči in prevlečeni s soljo, zato
jih je potrebno očistiti in ohladiti s prehodom skozi poseben odcejalni sistem,
kjer sol odstopi od profilov in pade v kad pod njimi. Odstranjena sol se očisti in
potuje nazaj v talilno peč. Nadalje profili potujejo skozi kaskadni sistem
čiščenja in ohlajanja. Izpiralna voda potuje v nasprotni smeri, kot profili. Na
izhodu iz vulkanizacijske linije so gumeni profili čisti in ohlajenji na primerno
temperaturo za navijanje na kolute.
8
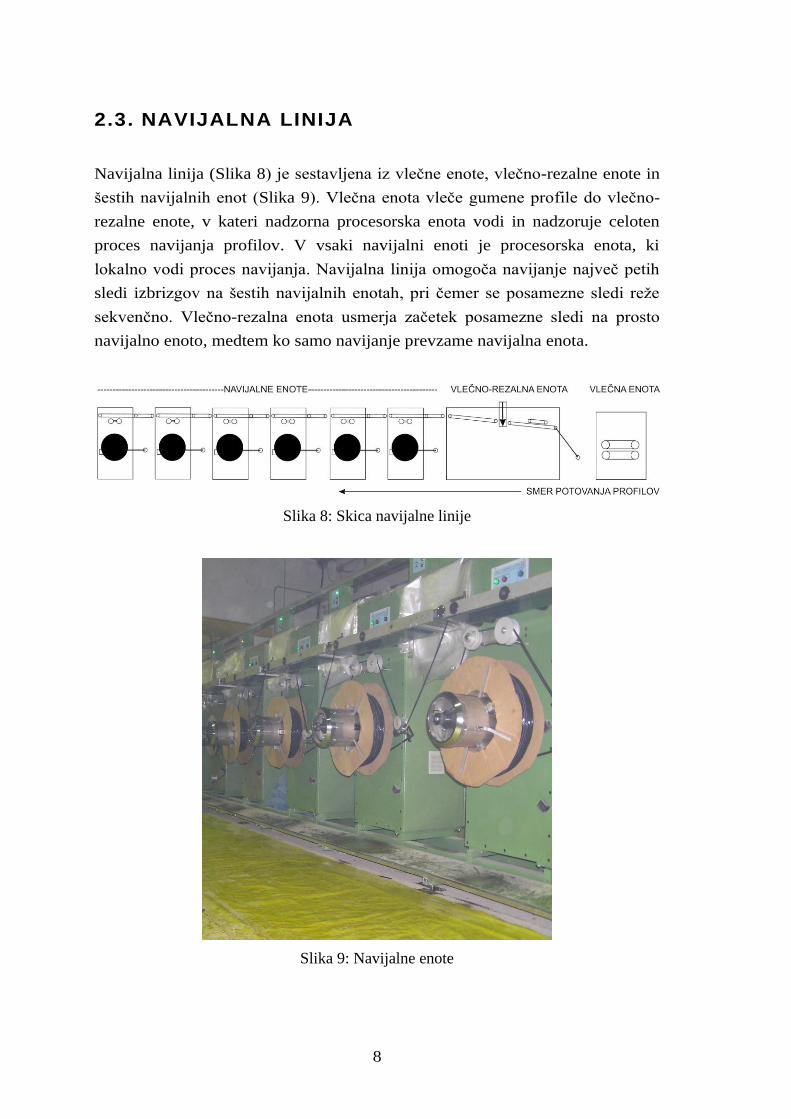
2.3. NAVIJALNA LINIJA
Navijalna linija (Slika 8) je sestavljena iz vlečne enote, vlečno-rezalne enote in
šestih navijalnih enot (Slika 9). Vlečna enota vleče gumene profile do vlečno-
rezalne enote, v kateri nadzorna procesorska enota vodi in nadzoruje celoten
proces navijanja profilov. V vsaki navijalni enoti je procesorska enota, ki
lokalno vodi proces navijanja. Navijalna linija omogoča navijanje največ petih
sledi izbrizgov na šestih navijalnih enotah, pri čemer se posamezne sledi reţe
sekvenčno. Vlečno-rezalna enota usmerja začetek posamezne sledi na prosto
navijalno enoto, medtem ko samo navijanje prevzame navijalna enota.
Slika 8: Skica navijalne linije
Slika 9: Navijalne enote
9
2.3.1. VLEČNA ENOTA
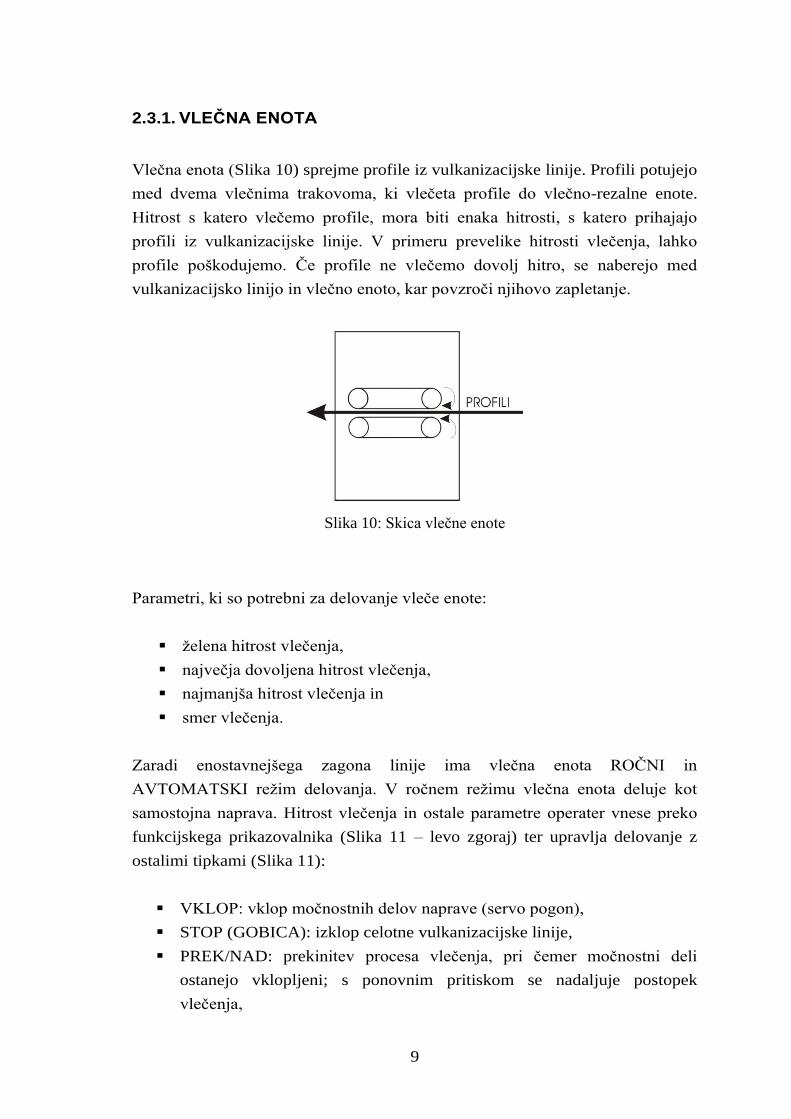
Vlečna enota (Slika 10) sprejme profile iz vulkanizacijske linije. Profili potujejo
med dvema vlečnima trakovoma, ki vlečeta profile do vlečno-rezalne enote.
Hitrost s katero vlečemo profile, mora biti enaka hitrosti, s katero prihajajo
profili iz vulkanizacijske linije. V primeru prevelike hitrosti vlečenja, lahko
profile poškodujemo. Če profile ne vlečemo dovolj hitro, se naberejo med
vulkanizacijsko linijo in vlečno enoto, kar povzroči njihovo zapletanje.
Slika 10: Skica vlečne enote
Parametri, ki so potrebni za delovanje vleče enote:
ţelena hitrost vlečenja,
največja dovoljena hitrost vlečenja,
najmanjša hitrost vlečenja in
smer vlečenja.
Zaradi enostavnejšega zagona linije ima vlečna enota ROČNI in
AVTOMATSKI reţim delovanja. V ročnem reţimu vlečna enota deluje kot
samostojna naprava. Hitrost vlečenja in ostale parametre operater vnese preko
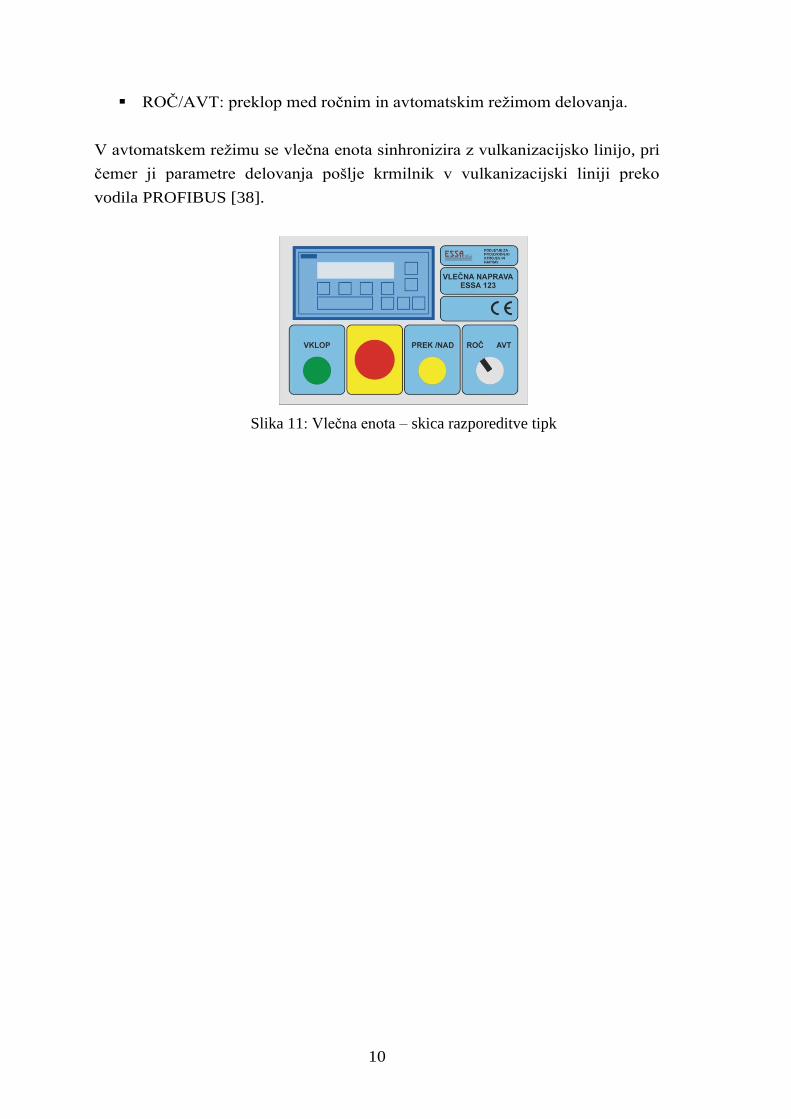
funkcijskega prikazovalnika (Slika 11 – levo zgoraj) ter upravlja delovanje z
ostalimi tipkami (Slika 11):
VKLOP: vklop močnostnih delov naprave (servo pogon),
STOP (GOBICA): izklop celotne vulkanizacijske linije,
PREK/NAD: prekinitev procesa vlečenja, pri čemer močnostni deli
ostanejo vklopljeni; s ponovnim pritiskom se nadaljuje postopek
vlečenja,
10
ROČ/AVT: preklop med ročnim in avtomatskim reţimom delovanja.
V avtomatskem reţimu se vlečna enota sinhronizira z vulkanizacijsko linijo, pri
čemer ji parametre delovanja pošlje krmilnik v vulkanizacijski liniji preko
vodila PROFIBUS [38].
Slika 11: Vlečna enota – skica razporeditve tipk
11
2.3.2. VLEČNO-REZALNA ENOTA
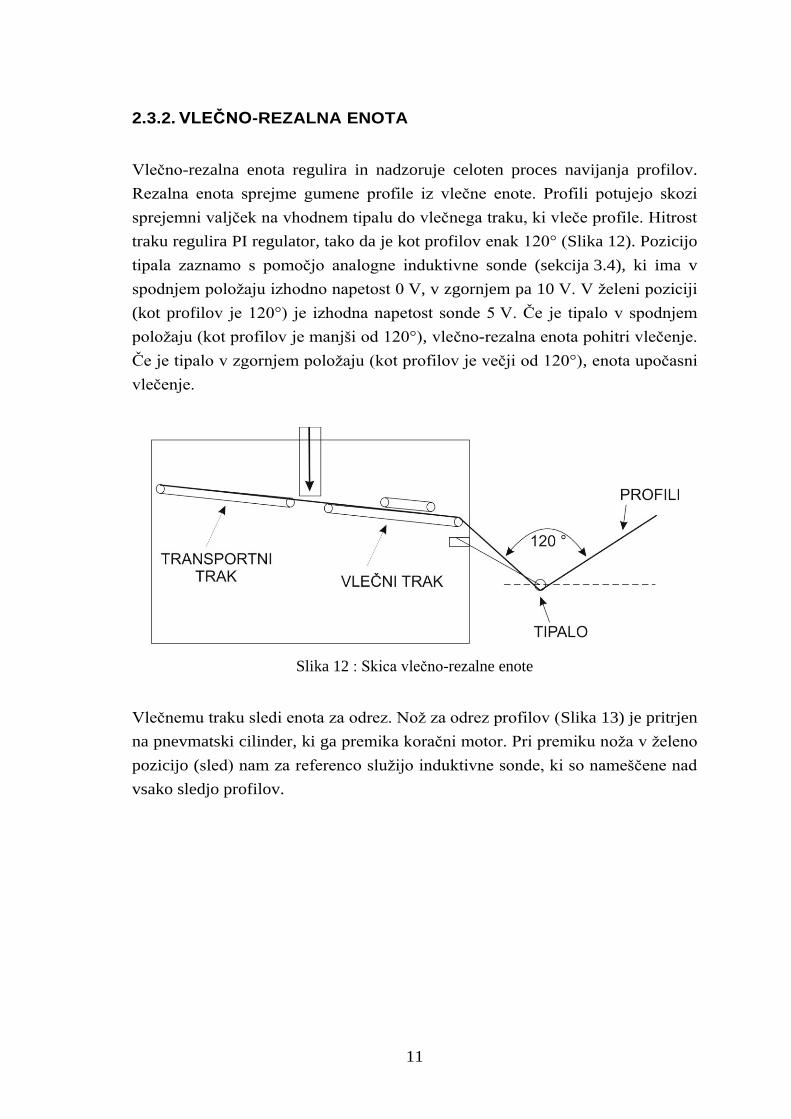
Vlečno-rezalna enota regulira in nadzoruje celoten proces navijanja profilov.
Rezalna enota sprejme gumene profile iz vlečne enote. Profili potujejo skozi
sprejemni valjček na vhodnem tipalu do vlečnega traku, ki vleče profile. Hitrost
traku regulira PI regulator, tako da je kot profilov enak 120° (Slika 12). Pozicijo
tipala zaznamo s pomočjo analogne induktivne sonde (sekcija 3.4), ki ima v
spodnjem poloţaju izhodno napetost 0 V, v zgornjem pa 10 V. V ţeleni poziciji
(kot profilov je 120°) je izhodna napetost sonde 5 V. Če je tipalo v spodnjem
poloţaju (kot profilov je manjši od 120°), vlečno-rezalna enota pohitri vlečenje.
Če je tipalo v zgornjem poloţaju (kot profilov je večji od 120°), enota upočasni
vlečenje.
Slika 12 : Skica vlečno-rezalne enote
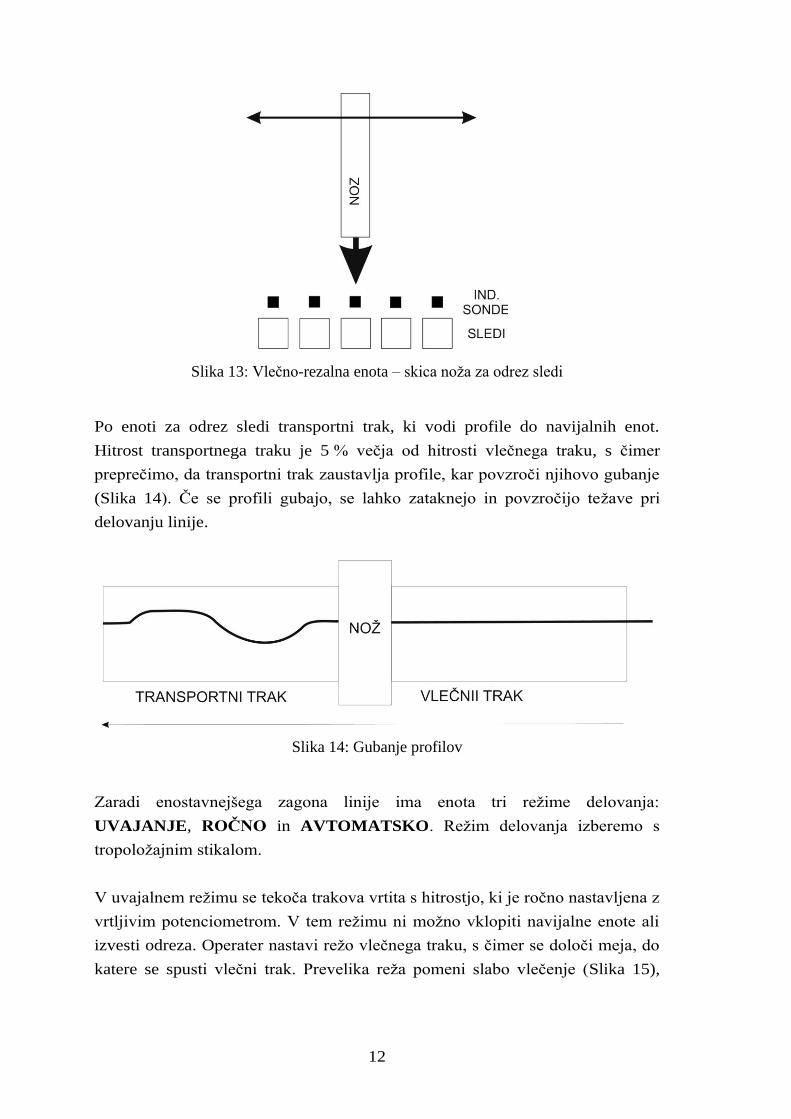
Vlečnemu traku sledi enota za odrez. Noţ za odrez profilov (Slika 13) je pritrjen
na pnevmatski cilinder, ki ga premika koračni motor. Pri premiku noţa v ţeleno
pozicijo (sled) nam za referenco sluţijo induktivne sonde, ki so nameščene nad
vsako sledjo profilov.
12
Slika 13: Vlečno-rezalna enota – skica noţa za odrez sledi
Po enoti za odrez sledi transportni trak, ki vodi profile do navijalnih enot.
Hitrost transportnega traku je 5 % večja od hitrosti vlečnega traku, s čimer
preprečimo, da transportni trak zaustavlja profile, kar povzroči njihovo gubanje
(Slika 14). Če se profili gubajo, se lahko zataknejo in povzročijo teţave pri
delovanju linije.
Slika 14: Gubanje profilov
Zaradi enostavnejšega zagona linije ima enota tri reţime delovanja:
UVAJANJE, ROČNO in AVTOMATSKO. Reţim delovanja izberemo s
tropoloţajnim stikalom.
V uvajalnem reţimu se tekoča trakova vrtita s hitrostjo, ki je ročno nastavljena z
vrtljivim potenciometrom. V tem reţimu ni moţno vklopiti navijalne enote ali
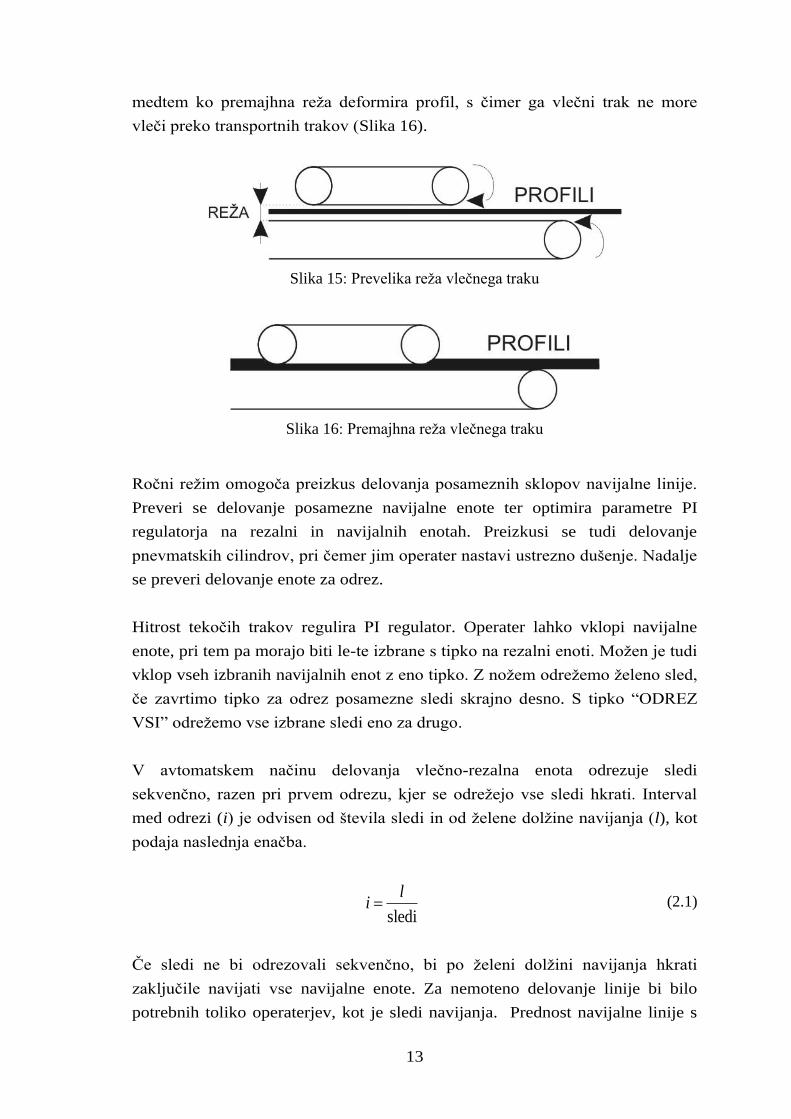
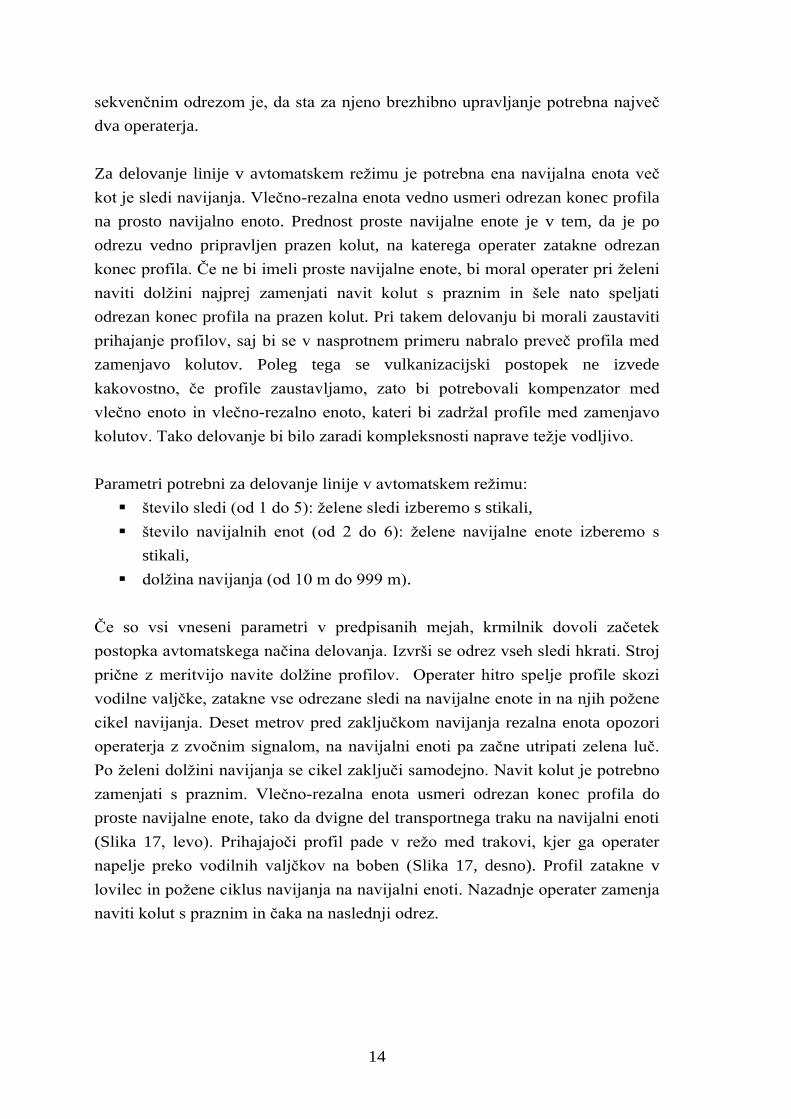
izvesti odreza. Operater nastavi reţo vlečnega traku, s čimer se določi meja, do
katere se spusti vlečni trak. Prevelika reţa pomeni slabo vlečenje (Slika 15),
13
medtem ko premajhna reţa deformira profil, s čimer ga vlečni trak ne more
vleči preko transportnih trakov (Slika 16).
Slika 15: Prevelika reţa vlečnega traku
Slika 16: Premajhna reţa vlečnega traku
Ročni reţim omogoča preizkus delovanja posameznih sklopov navijalne linije.
Preveri se delovanje posamezne navijalne enote ter optimira parametre PI
regulatorja na rezalni in navijalnih enotah. Preizkusi se tudi delovanje
pnevmatskih cilindrov, pri čemer jim operater nastavi ustrezno dušenje. Nadalje
se preveri delovanje enote za odrez.
Hitrost tekočih trakov regulira PI regulator. Operater lahko vklopi navijalne
enote, pri tem pa morajo biti le-te izbrane s tipko na rezalni enoti. Moţen je tudi
vklop vseh izbranih navijalnih enot z eno tipko. Z noţem odreţemo ţeleno sled,
če zavrtimo tipko za odrez posamezne sledi skrajno desno. S tipko “ODREZ
VSI” odreţemo vse izbrane sledi eno za drugo.
V avtomatskem načinu delovanja vlečno-rezalna enota odrezuje sledi
sekvenčno, razen pri prvem odrezu, kjer se odreţejo vse sledi hkrati. Interval
med odrezi (i) je odvisen od števila sledi in od ţelene dolţine navijanja (l), kot
podaja naslednja enačba.
sledi
li (2.1)
Če sledi ne bi odrezovali sekvenčno, bi po ţeleni dolţini navijanja hkrati
zaključile navijati vse navijalne enote. Za nemoteno delovanje linije bi bilo
potrebnih toliko operaterjev, kot je sledi navijanja. Prednost navijalne linije s
14
sekvenčnim odrezom je, da sta za njeno brezhibno upravljanje potrebna največ
dva operaterja.
Za delovanje linije v avtomatskem reţimu je potrebna ena navijalna enota več
kot je sledi navijanja. Vlečno-rezalna enota vedno usmeri odrezan konec profila
na prosto navijalno enoto. Prednost proste navijalne enote je v tem, da je po
odrezu vedno pripravljen prazen kolut, na katerega operater zatakne odrezan
konec profila. Če ne bi imeli proste navijalne enote, bi moral operater pri ţeleni
naviti dolţini najprej zamenjati navit kolut s praznim in šele nato speljati
odrezan konec profila na prazen kolut. Pri takem delovanju bi morali zaustaviti
prihajanje profilov, saj bi se v nasprotnem primeru nabralo preveč profila med
zamenjavo kolutov. Poleg tega se vulkanizacijski postopek ne izvede
kakovostno, če profile zaustavljamo, zato bi potrebovali kompenzator med
vlečno enoto in vlečno-rezalno enoto, kateri bi zadrţal profile med zamenjavo
kolutov. Tako delovanje bi bilo zaradi kompleksnosti naprave teţje vodljivo.
Parametri potrebni za delovanje linije v avtomatskem reţimu:
število sledi (od 1 do 5): ţelene sledi izberemo s stikali,
število navijalnih enot (od 2 do 6): ţelene navijalne enote izberemo s
stikali,
dolţina navijanja (od 10 m do 999 m).
Če so vsi vneseni parametri v predpisanih mejah, krmilnik dovoli začetek
postopka avtomatskega načina delovanja. Izvrši se odrez vseh sledi hkrati. Stroj
prične z meritvijo navite dolţine profilov. Operater hitro spelje profile skozi
vodilne valjčke, zatakne vse odrezane sledi na navijalne enote in na njih poţene
cikel navijanja. Deset metrov pred zaključkom navijanja rezalna enota opozori
operaterja z zvočnim signalom, na navijalni enoti pa začne utripati zelena luč.
Po ţeleni dolţini navijanja se cikel zaključi samodejno. Navit kolut je potrebno
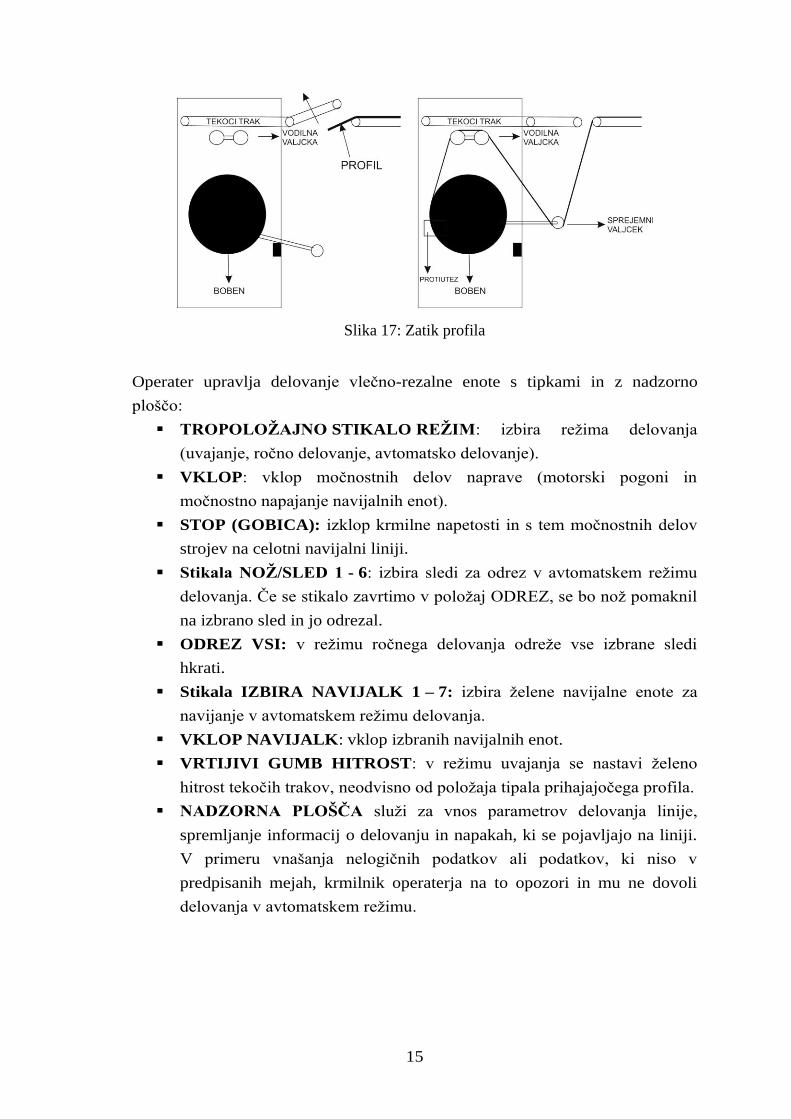
zamenjati s praznim. Vlečno-rezalna enota usmeri odrezan konec profila do
proste navijalne enote, tako da dvigne del transportnega traku na navijalni enoti
(Slika 17, levo). Prihajajoči profil pade v reţo med trakovi, kjer ga operater
napelje preko vodilnih valjčkov na boben (Slika 17, desno). Profil zatakne v
lovilec in poţene ciklus navijanja na navijalni enoti. Nazadnje operater zamenja
naviti kolut s praznim in čaka na naslednji odrez.
15
Slika 17: Zatik profila
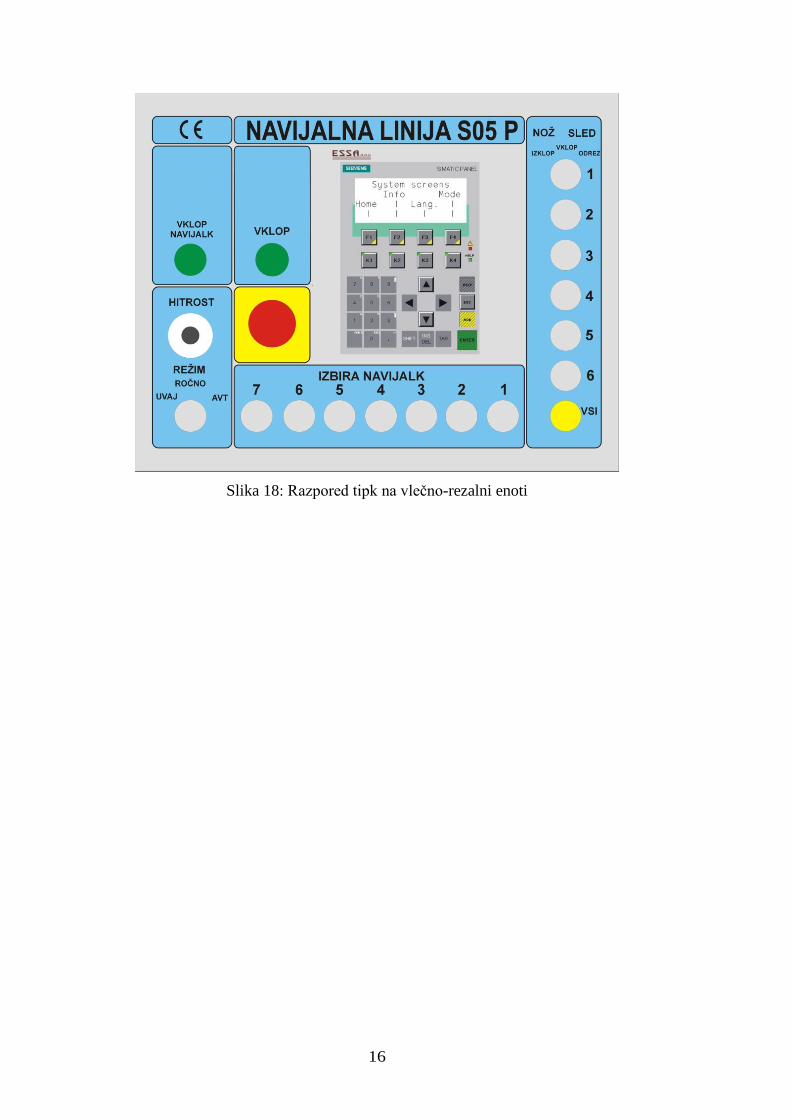
Operater upravlja delovanje vlečno-rezalne enote s tipkami in z nadzorno
ploščo:
TROPOLOŽAJNO STIKALO REŽIM: izbira reţima delovanja
(uvajanje, ročno delovanje, avtomatsko delovanje).
VKLOP: vklop močnostnih delov naprave (motorski pogoni in
močnostno napajanje navijalnih enot).
STOP (GOBICA): izklop krmilne napetosti in s tem močnostnih delov
strojev na celotni navijalni liniji.
Stikala NOŽ/SLED 1 - 6: izbira sledi za odrez v avtomatskem reţimu
delovanja. Če se stikalo zavrtimo v poloţaj ODREZ, se bo noţ pomaknil
na izbrano sled in jo odrezal.
ODREZ VSI: v reţimu ročnega delovanja odreţe vse izbrane sledi
hkrati.
Stikala IZBIRA NAVIJALK 1 – 7: izbira ţelene navijalne enote za
navijanje v avtomatskem reţimu delovanja.
VKLOP NAVIJALK: vklop izbranih navijalnih enot.
VRTIJIVI GUMB HITROST: v reţimu uvajanja se nastavi ţeleno
hitrost tekočih trakov, neodvisno od poloţaja tipala prihajajočega profila.
NADZORNA PLOŠČA sluţi za vnos parametrov delovanja linije,
spremljanje informacij o delovanju in napakah, ki se pojavljajo na liniji.
V primeru vnašanja nelogičnih podatkov ali podatkov, ki niso v
predpisanih mejah, krmilnik operaterja na to opozori in mu ne dovoli
delovanja v avtomatskem reţimu.
16
Slika 18: Razpored tipk na vlečno-rezalni enoti
17
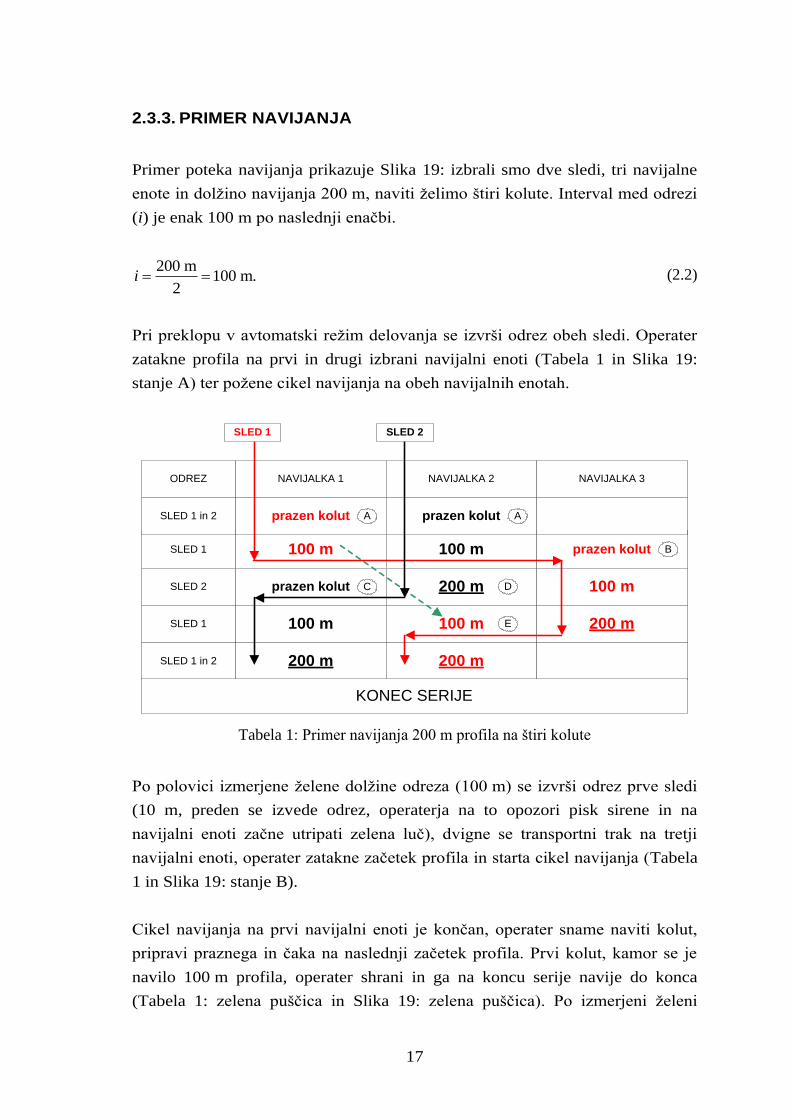
2.3.3. PRIMER NAVIJANJA
Primer poteka navijanja prikazuje Slika 19: izbrali smo dve sledi, tri navijalne
enote in dolţino navijanja 200 m, naviti ţelimo štiri kolute. Interval med odrezi
(i) je enak 100 m po naslednji enačbi.
200 m100 m.
2i (2.2)
Pri preklopu v avtomatski reţim delovanja se izvrši odrez obeh sledi. Operater
zatakne profila na prvi in drugi izbrani navijalni enoti (Tabela 1 in Slika 19:
stanje A) ter poţene cikel navijanja na obeh navijalnih enotah.
ODREZ NAVIJALKA 1 NAVIJALKA 2
SLED 1 100 m 100 m
SLED 2 prazen kolut 200 m
SLED 1 100 m 100 m
NAVIJALKA 3
prazen kolut
100 m
200 m
SLED 1 in 2 200 m 200 m
prazen kolut prazen kolutSLED 1 in 2
KONEC SERIJE
A A
B
DC
E
SLED 1 SLED 2
Tabela 1: Primer navijanja 200 m profila na štiri kolute
Po polovici izmerjene ţelene dolţine odreza (100 m) se izvrši odrez prve sledi
(10 m, preden se izvede odrez, operaterja na to opozori pisk sirene in na
navijalni enoti začne utripati zelena luč), dvigne se transportni trak na tretji
navijalni enoti, operater zatakne začetek profila in starta cikel navijanja (Tabela
1 in Slika 19: stanje B).
Cikel navijanja na prvi navijalni enoti je končan, operater sname naviti kolut,
pripravi praznega in čaka na naslednji začetek profila. Prvi kolut, kamor se je
navilo 100 m profila, operater shrani in ga na koncu serije navije do konca
(Tabela 1: zelena puščica in Slika 19: zelena puščica). Po izmerjeni ţeleni
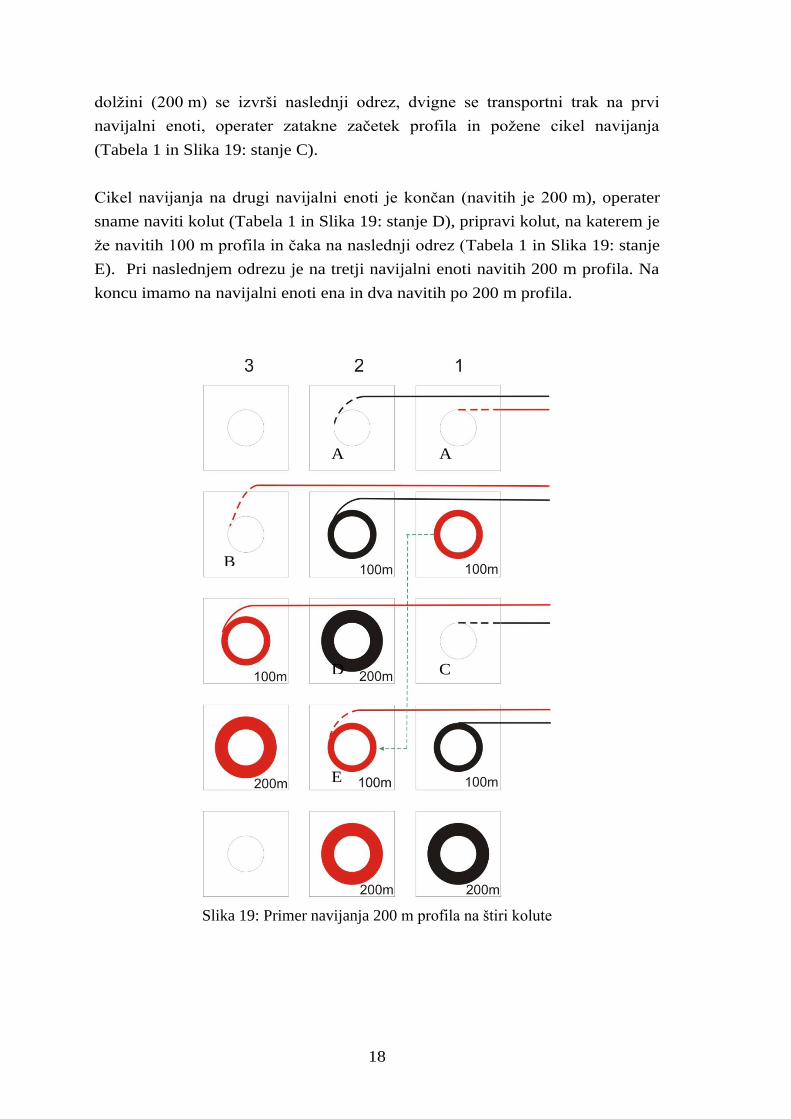
18
dolţini (200 m) se izvrši naslednji odrez, dvigne se transportni trak na prvi
navijalni enoti, operater zatakne začetek profila in poţene cikel navijanja
(Tabela 1 in Slika 19: stanje C).
Cikel navijanja na drugi navijalni enoti je končan (navitih je 200 m), operater
sname naviti kolut (Tabela 1 in Slika 19: stanje D), pripravi kolut, na katerem je
ţe navitih 100 m profila in čaka na naslednji odrez (Tabela 1 in Slika 19: stanje
E). Pri naslednjem odrezu je na tretji navijalni enoti navitih 200 m profila. Na
koncu imamo na navijalni enoti ena in dva navitih po 200 m profila.
Slika 19: Primer navijanja 200 m profila na štiri kolute
A
A
B
C
E
D

19
2.3.4. NAVIJALNE ENOTE
Navijalno enoto (Slika 20) lahko vklopimo, če je izbrana na rezalni enoti (v
reţimu delovanja ROČNO in AVTOMATSKO, ne pa v reţimu UVAJANJE).
Ob vklopu s postopkom inicializacije določimo pozicijo konjička, ki vodi
gumeni profil. S pomočjo induktivne sonde določimo referenčno pozicijo
konjička. Pozicija induktivne sonde je točno določena. Vsaka navijalna enota
ima lastno referenčno pozicijo, ki jo izmerimo in vpišemo kot konstanto v
krmilnik vlečno-rezalne enote. Referenco posredujemo navijalnim enotam
preko komunikacijskega vodila.
Slika 20: Navijalna enota
20
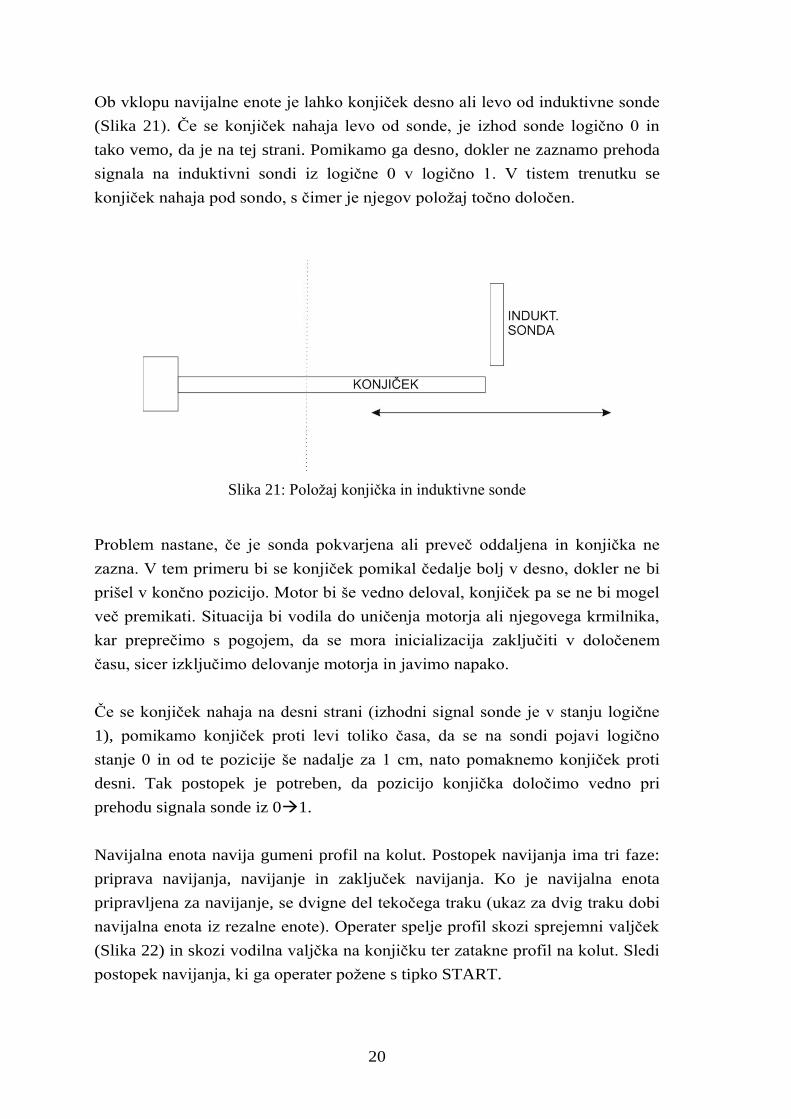
Ob vklopu navijalne enote je lahko konjiček desno ali levo od induktivne sonde
(Slika 21). Če se konjiček nahaja levo od sonde, je izhod sonde logično 0 in
tako vemo, da je na tej strani. Pomikamo ga desno, dokler ne zaznamo prehoda
signala na induktivni sondi iz logične 0 v logično 1. V tistem trenutku se
konjiček nahaja pod sondo, s čimer je njegov poloţaj točno določen.
Slika 21: Poloţaj konjička in induktivne sonde
Problem nastane, če je sonda pokvarjena ali preveč oddaljena in konjička ne
zazna. V tem primeru bi se konjiček pomikal čedalje bolj v desno, dokler ne bi
prišel v končno pozicijo. Motor bi še vedno deloval, konjiček pa se ne bi mogel
več premikati. Situacija bi vodila do uničenja motorja ali njegovega krmilnika,
kar preprečimo s pogojem, da se mora inicializacija zaključiti v določenem
času, sicer izključimo delovanje motorja in javimo napako.
Če se konjiček nahaja na desni strani (izhodni signal sonde je v stanju logične
1), pomikamo konjiček proti levi toliko časa, da se na sondi pojavi logično
stanje 0 in od te pozicije še nadalje za 1 cm, nato pomaknemo konjiček proti
desni. Tak postopek je potreben, da pozicijo konjička določimo vedno pri
prehodu signala sonde iz 01.
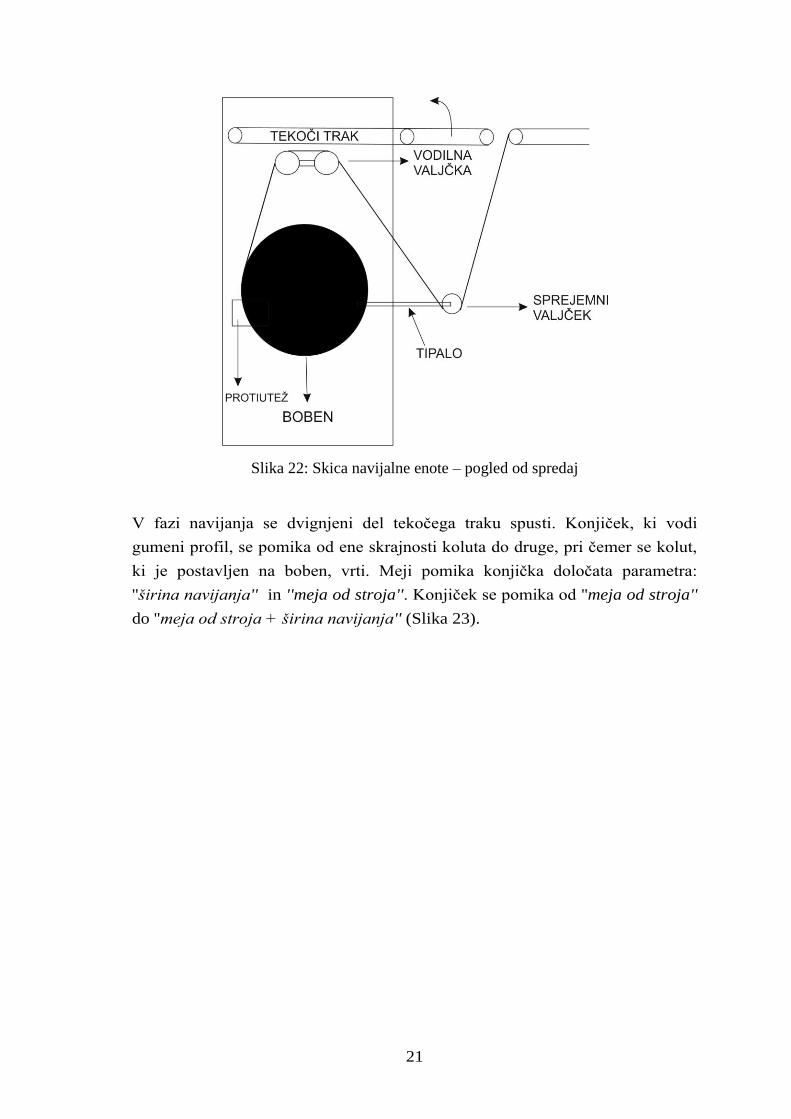
Navijalna enota navija gumeni profil na kolut. Postopek navijanja ima tri faze:
priprava navijanja, navijanje in zaključek navijanja. Ko je navijalna enota
pripravljena za navijanje, se dvigne del tekočega traku (ukaz za dvig traku dobi
navijalna enota iz rezalne enote). Operater spelje profil skozi sprejemni valjček
(Slika 22) in skozi vodilna valjčka na konjičku ter zatakne profil na kolut. Sledi
postopek navijanja, ki ga operater poţene s tipko START.
21
Slika 22: Skica navijalne enote – pogled od spredaj
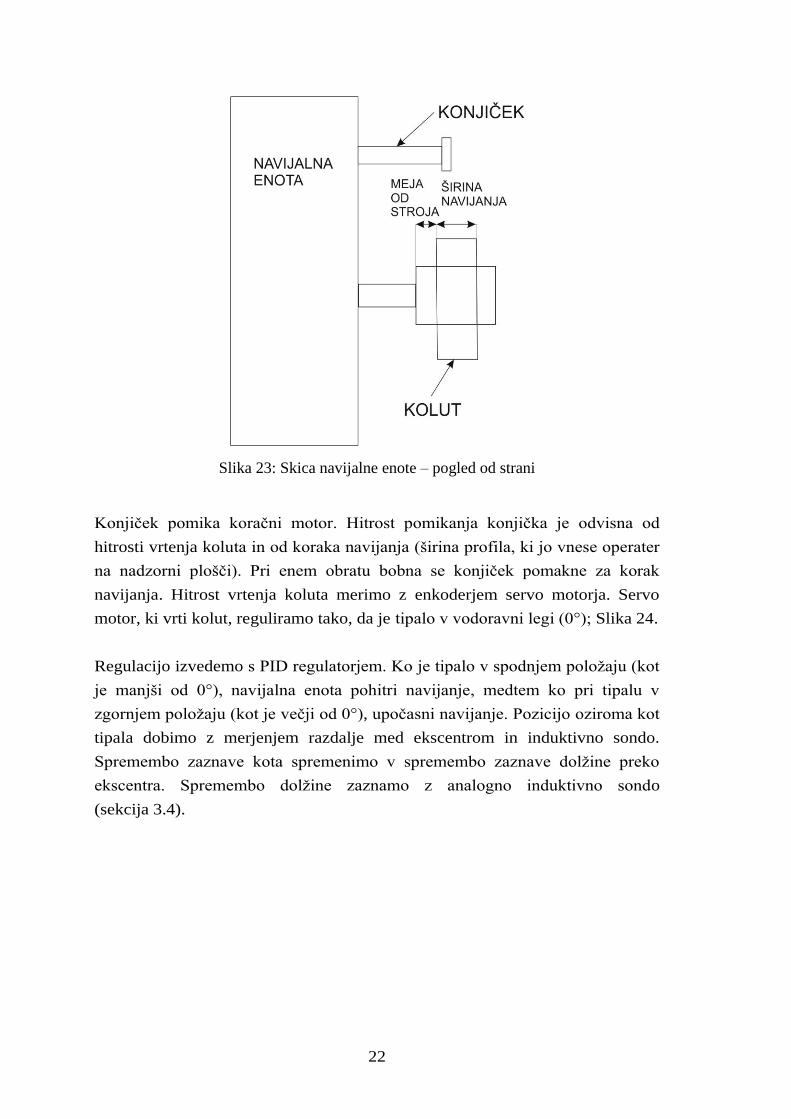
V fazi navijanja se dvignjeni del tekočega traku spusti. Konjiček, ki vodi
gumeni profil, se pomika od ene skrajnosti koluta do druge, pri čemer se kolut,
ki je postavljen na boben, vrti. Meji pomika konjička določata parametra:
''širina navijanja'' in ''meja od stroja''. Konjiček se pomika od ''meja od stroja''
do ''meja od stroja + širina navijanja'' (Slika 23).
22
Slika 23: Skica navijalne enote – pogled od strani
Konjiček pomika koračni motor. Hitrost pomikanja konjička je odvisna od
hitrosti vrtenja koluta in od koraka navijanja (širina profila, ki jo vnese operater
na nadzorni plošči). Pri enem obratu bobna se konjiček pomakne za korak
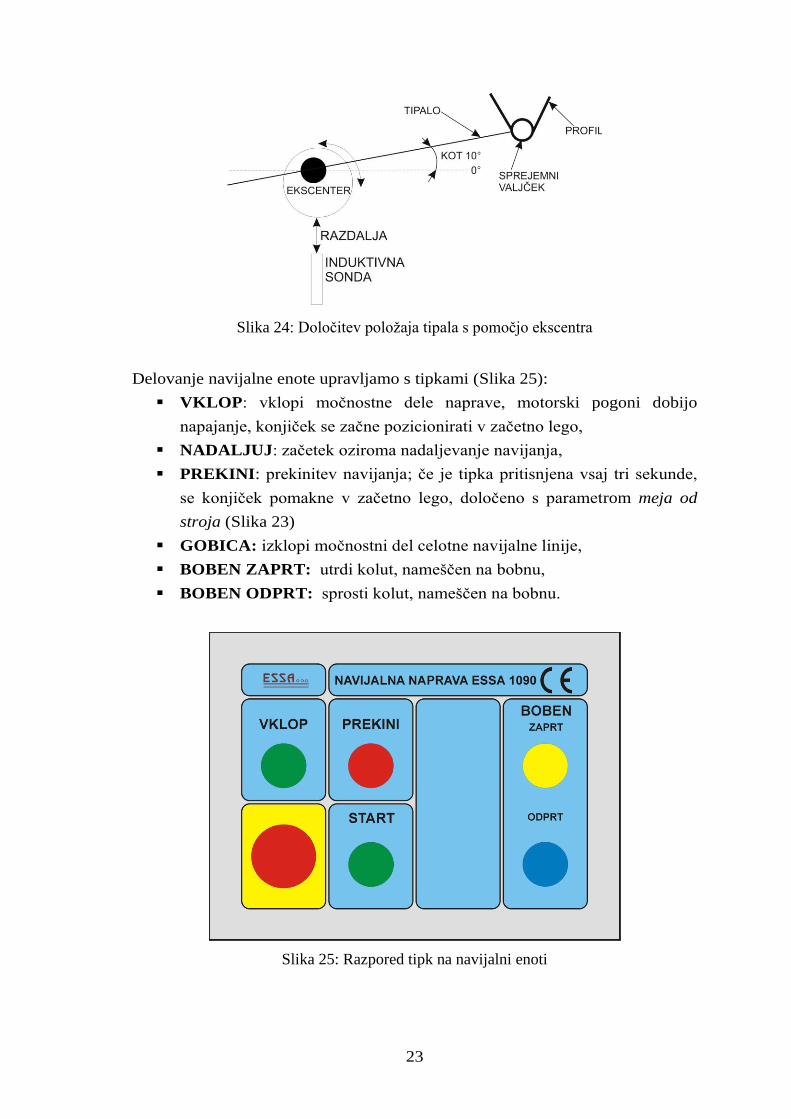
navijanja. Hitrost vrtenja koluta merimo z enkoderjem servo motorja. Servo
motor, ki vrti kolut, reguliramo tako, da je tipalo v vodoravni legi (0°); Slika 24.
Regulacijo izvedemo s PID regulatorjem. Ko je tipalo v spodnjem poloţaju (kot
je manjši od 0°), navijalna enota pohitri navijanje, medtem ko pri tipalu v
zgornjem poloţaju (kot je večji od 0°), upočasni navijanje. Pozicijo oziroma kot
tipala dobimo z merjenjem razdalje med ekscentrom in induktivno sondo.
Spremembo zaznave kota spremenimo v spremembo zaznave dolţine preko
ekscentra. Spremembo dolţine zaznamo z analogno induktivno sondo
(sekcija 3.4).
23
Slika 24: Določitev poloţaja tipala s pomočjo ekscentra
Delovanje navijalne enote upravljamo s tipkami (Slika 25):
VKLOP: vklopi močnostne dele naprave, motorski pogoni dobijo
napajanje, konjiček se začne pozicionirati v začetno lego,
NADALJUJ: začetek oziroma nadaljevanje navijanja,
PREKINI: prekinitev navijanja; če je tipka pritisnjena vsaj tri sekunde,
se konjiček pomakne v začetno lego, določeno s parametrom meja od
stroja (Slika 23)
GOBICA: izklopi močnostni del celotne navijalne linije,
BOBEN ZAPRT: utrdi kolut, nameščen na bobnu,
BOBEN ODPRT: sprosti kolut, nameščen na bobnu.
Slika 25: Razpored tipk na navijalni enoti

24
25
3 ELEKTRIČNE KOMPONENTE
Poglavje opisuje delovanje motorjev (koračni motor, servo motor in trifazni
asinhronski motor) in induktivnih sond. Podane so tehnične karakteristike
uporabljenih komponent v navijalni liniji.
3.1. KORAČNI MOTOR
Pri koračnih motorjih se rotor pomika koračno za določen kot – korak za
korakom. Za vsak korak je potreben pulz, ki se pretvori v ustrezen premik
rotorja. Med dvema korakoma mora motor obdrţati svoj poloţaj.
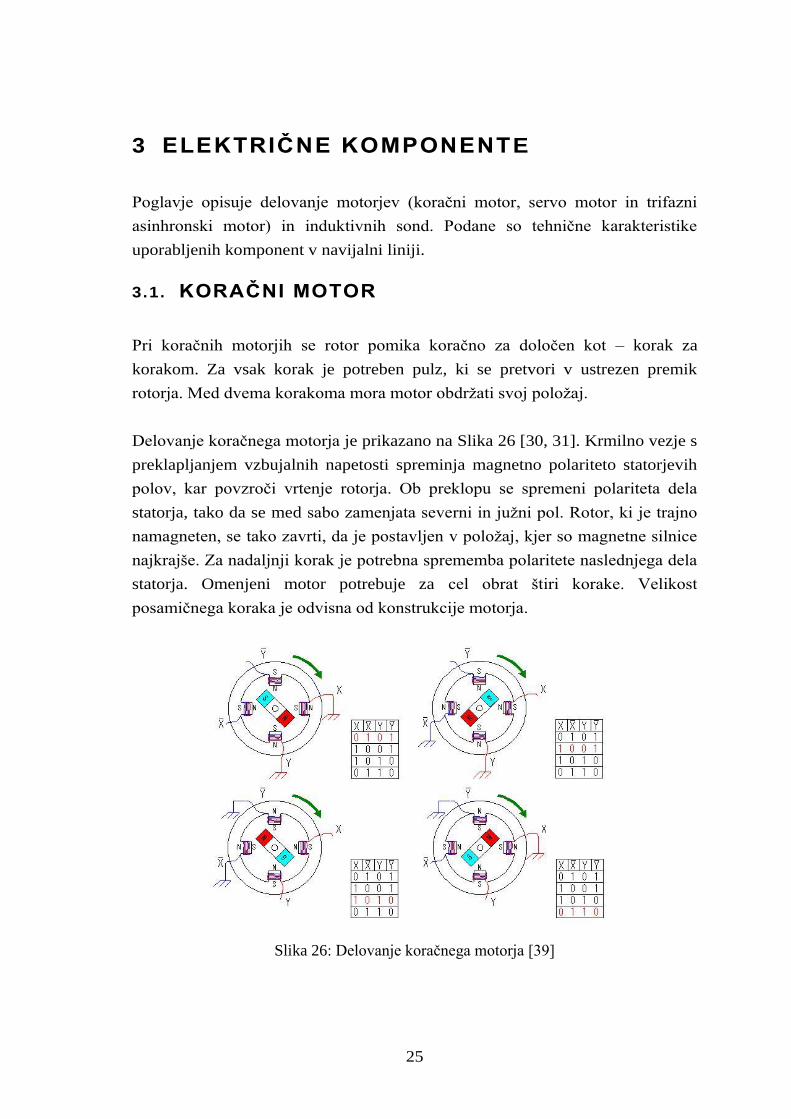
Delovanje koračnega motorja je prikazano na Slika 26 [30, 31]. Krmilno vezje s
preklapljanjem vzbujalnih napetosti spreminja magnetno polariteto statorjevih
polov, kar povzroči vrtenje rotorja. Ob preklopu se spremeni polariteta dela
statorja, tako da se med sabo zamenjata severni in juţni pol. Rotor, ki je trajno
namagneten, se tako zavrti, da je postavljen v poloţaj, kjer so magnetne silnice
najkrajše. Za nadaljnji korak je potrebna sprememba polaritete naslednjega dela
statorja. Omenjeni motor potrebuje za cel obrat štiri korake. Velikost
posamičnega koraka je odvisna od konstrukcije motorja.
Slika 26: Delovanje koračnega motorja [39]
26
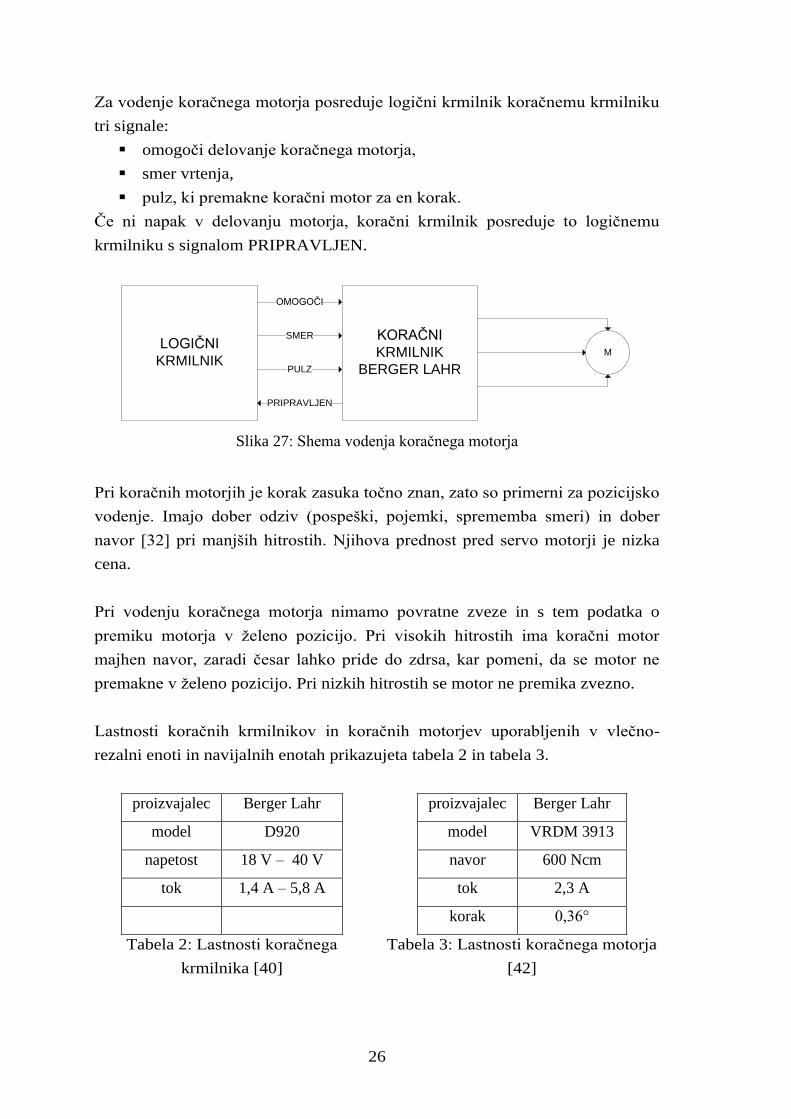
Za vodenje koračnega motorja posreduje logični krmilnik koračnemu krmilniku
tri signale:
omogoči delovanje koračnega motorja,
smer vrtenja,
pulz, ki premakne koračni motor za en korak.
Če ni napak v delovanju motorja, koračni krmilnik posreduje to logičnemu
krmilniku s signalom PRIPRAVLJEN.
MLOGIČNI
KRMILNIK
KORAČNI
KRMILNIK
BERGER LAHR
OMOGOČI
SMER
PRIPRAVLJEN
PULZ
Slika 27: Shema vodenja koračnega motorja
Pri koračnih motorjih je korak zasuka točno znan, zato so primerni za pozicijsko
vodenje. Imajo dober odziv (pospeški, pojemki, sprememba smeri) in dober
navor [32] pri manjših hitrostih. Njihova prednost pred servo motorji je nizka
cena.
Pri vodenju koračnega motorja nimamo povratne zveze in s tem podatka o
premiku motorja v ţeleno pozicijo. Pri visokih hitrostih ima koračni motor
majhen navor, zaradi česar lahko pride do zdrsa, kar pomeni, da se motor ne
premakne v ţeleno pozicijo. Pri nizkih hitrostih se motor ne premika zvezno.
Lastnosti koračnih krmilnikov in koračnih motorjev uporabljenih v vlečno-
rezalni enoti in navijalnih enotah prikazujeta tabela 2 in tabela 3.
proizvajalec Berger Lahr
model D920
napetost 18 V – 40 V
tok 1,4 A – 5,8 A
Tabela 2: Lastnosti koračnega
krmilnika [40]
proizvajalec Berger Lahr
model VRDM 3913
navor 600 Ncm
tok 2,3 A
korak 0,36°
Tabela 3: Lastnosti koračnega motorja
[42]
27
3.2. TRIFAZNI ANSINHRONSKI MOTOR
Trifazni asinhronski motorji [14, 37] so zaradi enostavne izvedbe in
zanesljivosti najširše uporabljeni elektromotorji. Asinhronski jih imenujemo,
ker je frekvenca kroţenja rotorja asinhrona frekvenci električne napetosti.
Tuljave v statorju ustvarjajo magnetno polje, ki v rotorju inducira tokove. Oba
sta izdelana iz lameliranega ţeleza, kar zmanjša izgube v ţelezu.
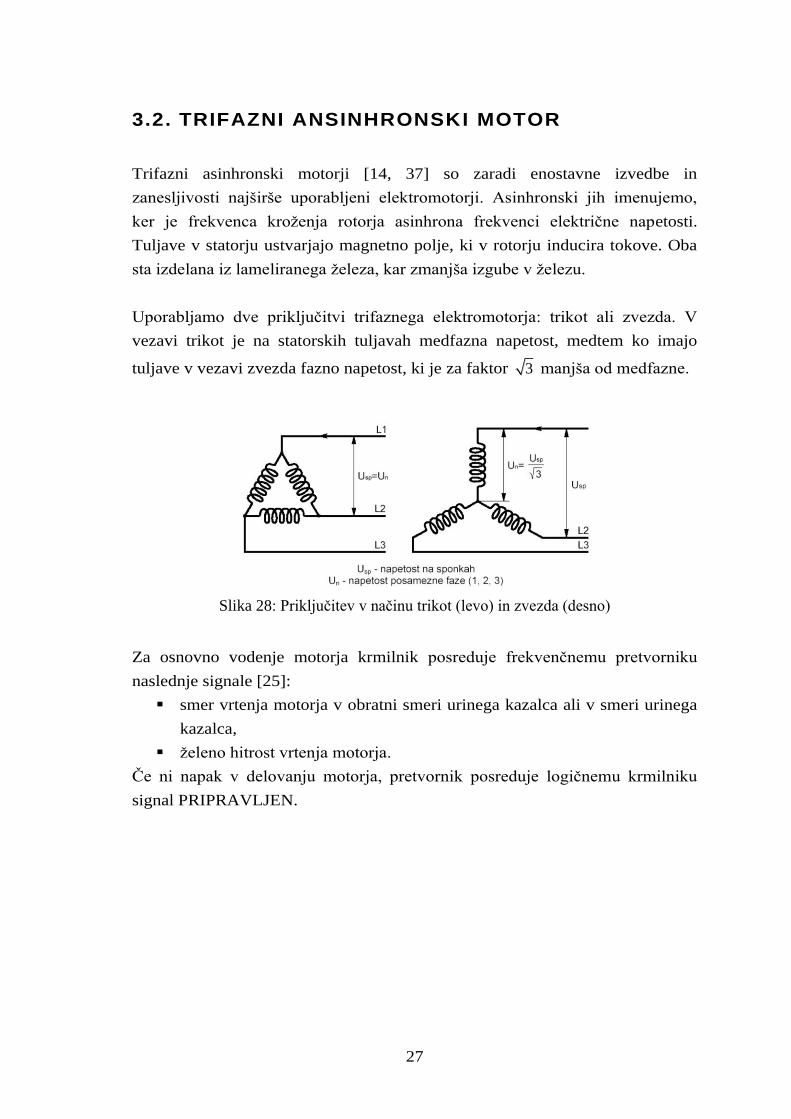
Uporabljamo dve priključitvi trifaznega elektromotorja: trikot ali zvezda. V
vezavi trikot je na statorskih tuljavah medfazna napetost, medtem ko imajo
tuljave v vezavi zvezda fazno napetost, ki je za faktor 3 manjša od medfazne.
Slika 28: Priključitev v načinu trikot (levo) in zvezda (desno)
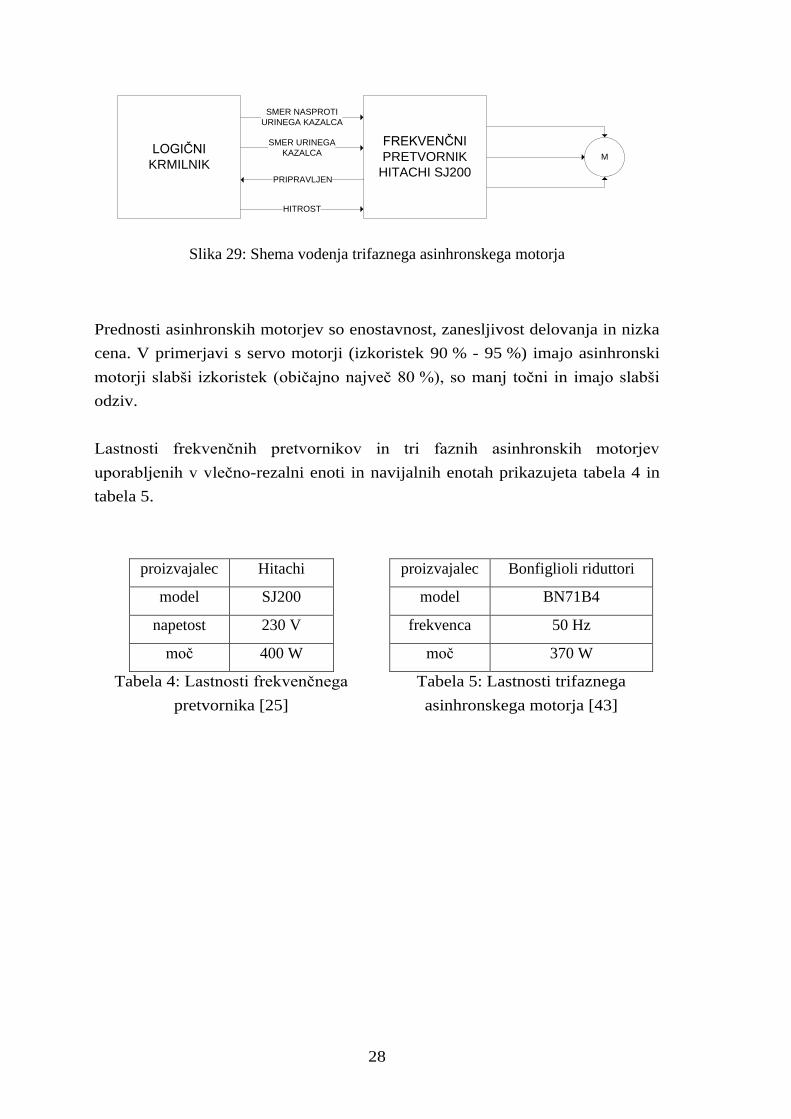
Za osnovno vodenje motorja krmilnik posreduje frekvenčnemu pretvorniku
naslednje signale [25]:
smer vrtenja motorja v obratni smeri urinega kazalca ali v smeri urinega
kazalca,
ţeleno hitrost vrtenja motorja.
Če ni napak v delovanju motorja, pretvornik posreduje logičnemu krmilniku
signal PRIPRAVLJEN.
28
MLOGIČNI
KRMILNIK
FREKVENČNI
PRETVORNIK
HITACHI SJ200PRIPRAVLJEN
HITROST
SMER URINEGA
KAZALCA
SMER NASPROTI
URINEGA KAZALCA
Slika 29: Shema vodenja trifaznega asinhronskega motorja
Prednosti asinhronskih motorjev so enostavnost, zanesljivost delovanja in nizka
cena. V primerjavi s servo motorji (izkoristek 90 % - 95 %) imajo asinhronski
motorji slabši izkoristek (običajno največ 80 %), so manj točni in imajo slabši
odziv.
Lastnosti frekvenčnih pretvornikov in tri faznih asinhronskih motorjev
uporabljenih v vlečno-rezalni enoti in navijalnih enotah prikazujeta tabela 4 in
tabela 5.
proizvajalec Hitachi
model SJ200
napetost 230 V
moč 400 W
Tabela 4: Lastnosti frekvenčnega
pretvornika [25]
proizvajalec Bonfiglioli riduttori
model BN71B4
frekvenca 50 Hz
moč 370 W
Tabela 5: Lastnosti trifaznega
asinhronskega motorja [43]
29
3.3. SERVO MOTOR
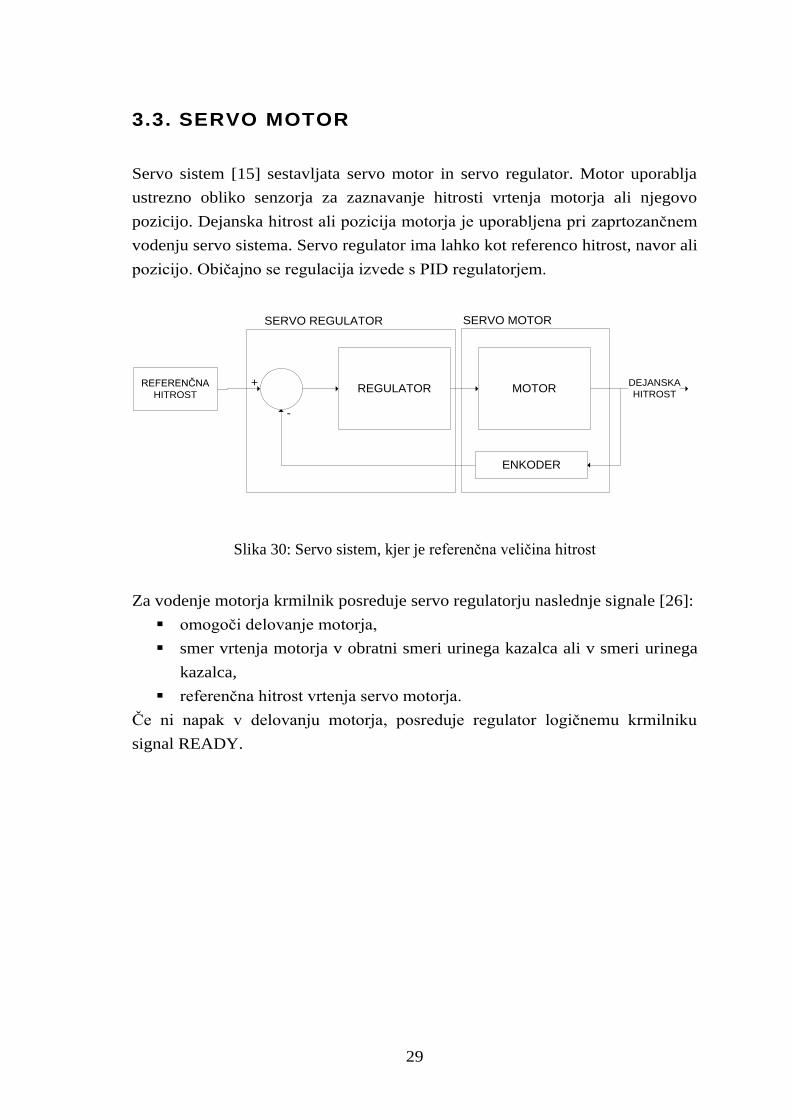
Servo sistem [15] sestavljata servo motor in servo regulator. Motor uporablja
ustrezno obliko senzorja za zaznavanje hitrosti vrtenja motorja ali njegovo
pozicijo. Dejanska hitrost ali pozicija motorja je uporabljena pri zaprtozančnem
vodenju servo sistema. Servo regulator ima lahko kot referenco hitrost, navor ali
pozicijo. Običajno se regulacija izvede s PID regulatorjem.
REGULATOR MOTOR
ENKODER
REFERENČNA
HITROST
DEJANSKA
HITROST
-
+
SERVO REGULATOR SERVO MOTOR
Slika 30: Servo sistem, kjer je referenčna veličina hitrost
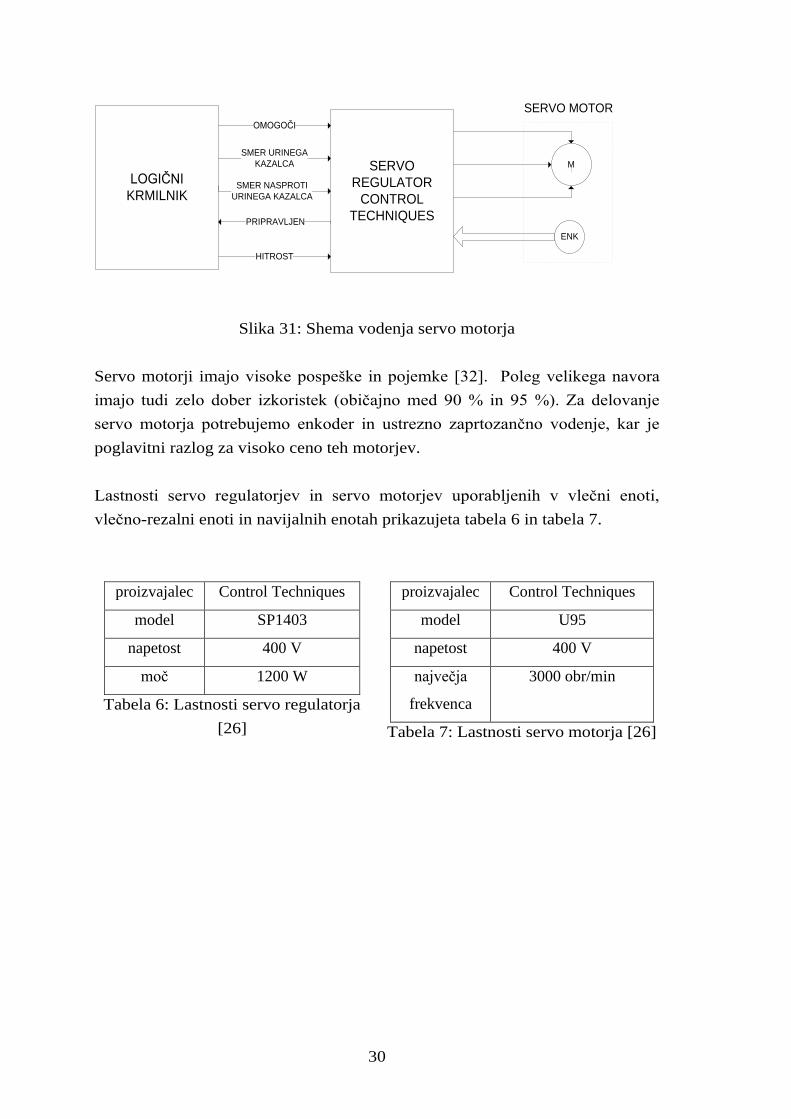
Za vodenje motorja krmilnik posreduje servo regulatorju naslednje signale [26]:
omogoči delovanje motorja,
smer vrtenja motorja v obratni smeri urinega kazalca ali v smeri urinega
kazalca,
referenčna hitrost vrtenja servo motorja.
Če ni napak v delovanju motorja, posreduje regulator logičnemu krmilniku
signal READY.
30
M
ENK
LOGIČNI
KRMILNIK
SERVO
REGULATOR
CONTROL
TECHNIQUESPRIPRAVLJEN
SMER NASPROTI
URINEGA KAZALCA
SERVO MOTOR
HITROST
SMER URINEGA
KAZALCA
OMOGOČI
Slika 31: Shema vodenja servo motorja
Servo motorji imajo visoke pospeške in pojemke [32]. Poleg velikega navora
imajo tudi zelo dober izkoristek (običajno med 90 % in 95 %). Za delovanje
servo motorja potrebujemo enkoder in ustrezno zaprtozančno vodenje, kar je
poglavitni razlog za visoko ceno teh motorjev.
Lastnosti servo regulatorjev in servo motorjev uporabljenih v vlečni enoti,
vlečno-rezalni enoti in navijalnih enotah prikazujeta tabela 6 in tabela 7.
proizvajalec Control Techniques
model SP1403
napetost 400 V
moč 1200 W
Tabela 6: Lastnosti servo regulatorja
[26]
proizvajalec Control Techniques
model U95
napetost 400 V
največja
frekvenca
3000 obr/min
Tabela 7: Lastnosti servo motorja [26]

31
3.4. INDUKTIVNA TIPALA
Induktivna tipala [13, 14] vsebujejo resonančno navitje, ki proizvaja
visokofrekvenčno izmenično magnetno polje. Ko se električno prevodni objekt
pojavi v izmeničnem magnetnem polju, se v njem inducirajo vrtinčni tokovi, ki
povzročijo zmanjšanje magnetnega polja, kar pomeni večjo porabo toka tuljave
in posledično spremembo signala na izhodu tipala.
Pri induktivnih tipalih je dosegljiva zaznavna razdalja odvisna od premera
resonančnega navitja in od velikosti cilindričnega tipala. Potrebno prilagoditev
tipal pri namestitvi dobimo z merjenjem zaznavne razdalje. Pri namestitvi tipala
moramo paziti, da v njegovem aktivnem področju ni motečih predmetov.
Primer induktivnega tipala prikazuje Slika 32 [27].
Slika 32: Induktivno tipalo proizvajalca Turck
Lastnosti induktivnih sond uporabljenih v vlečno-rezalni enoti in navijalnih
enotah prikazujeta tabela 8 in tabela 9.
proizvajalec Turck
model Bi2
preklopna razdalja 2 mm – 4 mm
izhodna napetost 24 V
Tabela 8: Lastnosti digitalne
induktivne sonde [27]
proizvajalec Turck
model Bi5
zaznavna razdalja 2 mm – 4 mm
izhodna napetost 0 V – 10 V
Tabela 9: Lastnosti analogne
induktivne sonde [27]

32

33
4 NOVOSTI NA NAVIJALNI LINIJI
V okviru diplomske naloge smo izvedli več izboljšav in novosti na predhodno
opisani navijalni liniji. Dosedanje krmiljenje in nadzor linije sta temljila na
splošnonamenskih mikroprocesorjih, ki smo jih zamenjali z industrijskimi
krmilniki. S tem je povezan razvoj nove programske opreme za avtomatizacijo
linije.
Komunikacija med vlečno-rezalno enoto in navijalnimi enotami poteka po
novem po industrijskem protokolu PROFIBUS, medtem ko je bila predhodno
uporabljena serijska komunikacija, ki je temeljila na standardu RS-232. Sistemu
smo dodali nove funkcije, ki pripomorejo k hitrejšemu zagonu in boljšemu ter
zanesljivejšemu delovanju. Z dodano funkcijo dviga vhodnega tipala na
navijalnih enotah pred začetkom navijanja, smo operaterju omogočili hitrejše
speljevanje profila skozi valjček. Na novo je bil projektiran sklop za pogon
vlečnega traku in sklop za meritev dolţine na vlečno-rezalni enoti. Pri
predhodni izvedbi linije je prihajalo do velikih nihanj vhodnega tipala pri
manjših hitrostih prihajanja profila do navijalnih enot, kar smo tudi odpravili.
4.1. VPELJAVA INDUSTRIJSKIH KRMILNIKOV
Programirljivo logični krmilniki (ang.: programable logic controlers) se
uporabljajo v industrijskih aplikacijah. Imajo vhode in izhodne enote, ki so
zdruţljive z industrijskimi napravami (krmilniki aktuatorjev, signalne naprave,
industrijski komunikacijski protokoli). Potrebno ja malo električne zasnove, saj
je razvoj industrijske aplikacije osredotočen na programiranje krmilnika.
Industrijski sistemi so tipično prilagojeni ţeljam kupca, kjer je strošek
industrijskega krmilnika majhen v primerjavi z razvojem specifičnega
krmilnega sistema, ki temelji na splošnonamenskem procesorju. Velika
prednost sistemov z industrijskimi krmilniki je modularnost, saj lahko krmilni
sistem nadgradimo hitro in učinkovito. Poleg tega ima večina krmilnikov ţe
napisane funkcije (PID algoritem, števci, časovniki), s katerimi je programiranje
poenostavljeno.
Sistemi, ki temeljijo na splošnonamenskih procesorjih, so primerni, kjer bo
narejenih na tisoče enakih enot, tako se strošek razvoja sistema razdeli na več
34
kupcev. Pri takih sistemih tudi ne pričakujemo dodajanja novih funkciji ali
sprememb v delovanju.
Izbira ustreznega krmilnika je ključnega pomena pri izvedbi industrijskih
aplikacij. Najprej določimo glavne naloge krmilnika, identificiramo potrebo po
posebnih funkcijah, ki jih omogočajo nekateri krmilniki (različni števci, hitri
vhodi). Predvidimo število vhodov in izhodov, ki jih potrebujemo, ter kakšne
vrste so le-ti (digitalni ali analogni). Analiziramo energijsko porabo posameznih
komponent, da ocenimo potrebno zmogljivost izhodov.
Pri analognih izhodih določimo tudi vrsto izhoda (tokovni ali napetostni) in
ţeleno območje (0 V–10 V, 0 V–5 V, 4 mA–0 mA, 0 mA–20 mA …).
Komunikacijski protokol izberemo glede na to, koliko podatkov prenašamo in
kako hitro morajo biti preneseni. V industrijskih aplikacijah posebno pozornost
namenimo tudi zanesljivosti prenosa podatkov.
Zaradi dobrih preteklih izkušenj in podpore smo uporabili krmilnike Simatic
proizvajalca SIEMENS [16]. V vlečno rezalno enoto smo namestili krmilnik
serije Simatic S7-300 [23] za upravljanje delovanja celotne navijalne linije.
Skupaj z dodatnimi moduli ima krmilnik 40 digitalnih vhodov, 32 digitalnih
izhodov, 5 analognih vhodov in 2 analogna izhoda. V ostalih enotah so
nameščeni krmilniki serije Simatic S7-200 [22]. Vsak izmed krmilnikov ima z
dodatnimi moduli 14 digitalnih vhodov, 10 digitalnih izhodov, 1 analogni vhod
in 1 analogni izhod.
Programiranje in konfiguracijo krmilnikov smo izvedli z razvojnim okoljem
STEP 7 [18] (za krmilnik v vlečno-rezalni enoti) in MicroWIN [19] (za
krmilnike v navijalnih enotah in vlečni enoti). Uporabljeni nadzorni plošči na
linijah sta tudi od proizvajalca SIEMENS. Pri konfiguraciji plošče v vlečno-
rezalni enoti je bilo uporabljeno programsko orodje WinCC [17], medtem ko
smo konfiguracijo plošče v vlečni enoti izvedli z orodjem MicroWIN. Za
komunikacijo med posameznimi enotami je bil uporabljen industrijski protokol
PROFIBUS [21].
35
4.1.1. RAZVOJNO OKOLJE STEP 7
STEP 7 [2, 3, 18] je razvojno okolje za programiranje in konfiguracijo
krmilnikov SIMATIC S7-300 [23, 24] in S7-400. Sestavljen je iz večjega
števila posameznih aplikacij, ki vsaka zase opravlja določeno funkcijo:
programiranje,
konfiguracija omreţij,
konfiguracija strojne opreme,
testiranje in servisiranje.
V glavnem pogovornem oknu (Slika 33) izberemo ţeleno aplikacijo.
Program prenesemo v krmilnik na dva načina:
direktni vnos programa v centralno enoto (ang.: on-line programming),
programiranje pomnilnega modula v programirni napravi brez povezave
z avtomatizirano napravo. Pomnilni modul se naknadno vstavi v
procesno enoto (ang.: off-line programming).
Programski jezik STEP 7 nam omogoča programiranje s tremi programskimi
metodami, ki so značilne za pomnilniško programirljiva krmilja:
funkcijsko bločni diagram (ang.: Function block diagram, FBD),
kontaktni načrt (ang.: Ladder logic diagram, LAD),
nabor ukazov (ang.: Structured text language, STL).
36
Slika 33: Razvojno okolje STEP 7
Pri funkcijsko bločnem diagramu ukaze vnašamo grafično. Funkcijski načrt
uporablja logične bloke Boolove algebre. Uporabljamo ga za realizacijo
kompleksnih funkcij, ki so lahko predstavljene direktno z logičnimi bloki.
Prednost funkcijsko bločnega diagrama pred ostalimi metodami je direkten vnos
programa, saj je programiranje z logičnimi bloki enostavno in razumljivo. Ta
programska metoda ni primerna za programiranje računskih operacij in
zahtevnejše obdelave digitalnih vrednosti.
Kontaktni načrt je grafična programska metoda, kjer so ukazi predstavljeni s
simboli, ki izhajajo iz kontaktne tehnike. Glavna elementa kontaktnega načrta
sta delovno in mirovno stikalo, zato je metoda enostavna za učenje. Njena
slabost je nepreglednost, zato ni primerna za kompleksne naloge.
Nabor ukazov je programska metoda, kjer ukaze vnašamo v pisni obliki.
Programski jezik je zelo podoben zbirnemu jeziku in je sestavljen iz vrste
mnemoničnih ukazov; to so ukazi za izvajanje.
V samem urejevalniku nam je delo še dodatno olajšano, saj lahko uporabljamo
simbolično opisovanje. Moţne so tudi funkcije za iskanje ter sprotno
preverjanje pravilnosti vnosa. Urejevalnik omogoča shranjevanje oziroma
37
skladiščenje večkrat uporabljenih programskih delov v programsko knjiţnico, s
čimer se omogoči njihova kasnejša ponovna uporaba. Vsak ukaz STL je
sestavljen iz operacije in operanda. Slednji se dalje deli na označbo operanda in
parameter. Za laţje razumevanje programa lahko vpisujemo tudi komentarje.
Celoten uporabniški program je razdeljen na bloke, pri katerih ločimo sedem
različnih tipov [18]:
organizacijski bloki (OB),
funkcijski bloki (FB),
funkcije (FC),
podatkovni bloki (DB),
sistemski bloki (SFB),
sistemski funkcijski bloki (SFC),
sistemski podatkovni bloki (SDB).
Organizacijski bloki (OB) definirajo strukturo uporabniškega programa in
omogočajo določevanje prioritet blokom. Blok z višjo prioriteto lahko prekine
izvajanje bloka z niţjo prioriteto.
Funkcijski bloki (FB) vsebujejo funkcije in imajo rezerviran del pomnilnika za
shranjevanje lokalnih spremenljivk do naslednjega klicanja bloka. Uporabljajo
statične podatke, imajo dodeljen podatkovni blok in so primerni za
programiranje kompleksnih, pogosto uporabljenih funkcij.
Funkcije (FC), ki ne pomnijo svojih lokalnih spremenljivk, vrnejo rezultat (brez
statičnih podatkov). Nimajo dodeljenega podatkovnega bloka in so primerne za
programiranje pogosto uporabljenih funkcij, ki ne potrebujejo ohranjevanja
podatkov med klici bloka.
Podatkovni bloki (DB) sluţijo za shranjevanje uporabniških podatkov, ki so na
voljo vsem delom programa
Sistemski bloki (SFB, SFC, SDB) vsebujejo sistemske funkcije. Ti bloki so
sestavni del operacijskega sistema in ne uporabljajo uporabniškega pomnilnika.
Bloke lahko uporabnik uporablja v svojem aplikativnem programu.
38
4.1.2. PROGRAMSKO IN KONFIGURACIJSKO ORODJE MicroWIN
MicroWin je programsko in konfiguracijsko orodje za krmilnike serije
SIMATIC S7-200 [6]. Omogoča programiranje krmilnikov s tremi metodami, ki
so opisane v prejšnjem poglavju: lestvični diagram, funkcijsko bločni diagram
in nabor ukazov. Vsak program vsebuje:
glavni program, ki se izvaja linearno po stavkih, kot so vpisani,
podprograme, ki jih kličemo iz glavnega programa,
prekinitveni programi, ki se izvajajo neodvisno od glavnega programa.
MicroWin omogoča tudi konfiguracijo nadzornih plošč, ki jih lahko
uporabimo s krmilniki serije SIMATIC S7-200.
4.1.3. PROGRAMSKO IN KONFIGURACIJSKO ORODJE WinCC
Nadzorne plošče uporabljamo v avtomatiziranih sistemih za kontrolo in nadzor
nad avtomatiziranim procesom. V povezavi s krmilnikom preko nadzorne
plošče aktivno vplivamo na delovanje avtomatiziranega sistema, spreminjamo
ključne parametre, aktiviramo operacije znotraj avtomatiziranega sistema,
izbiramo reţime delovanja, prikazujemo obvestila in napake na delovanju
sistema.
Nadzorno ploščo pred uporabo konfiguriramo za zajemanje podatkov s
krmilnika. Zagotovimo tudi ustrezno komunikacijo med krmilnikom in
nadzorno ploščo. Za konfiguracijo nadzorne plošče se pri Siemensovih
krmilnikih uporablja programski paket WinCC, ki deluje na programirni postaji.
Ko je konfiguracija končana, jo prenesemo v nadzorno ploščo. Pri nadzorni
plošči v vlečno-rezalni enoti (SIEMSNS OP77A) imamo dve moţnosti prenosa.
Le-tega izvedemo preko večtočkovne (ang.: multipoint interface, MPI)
povezave na operacijskem panelu. Druga moţnost je prenos preko večtočkovne
povezave na krmilniku, pri čemer morata biti krmilnik in operacijski panel
povezana preko PROFIBUS mreţe [2].
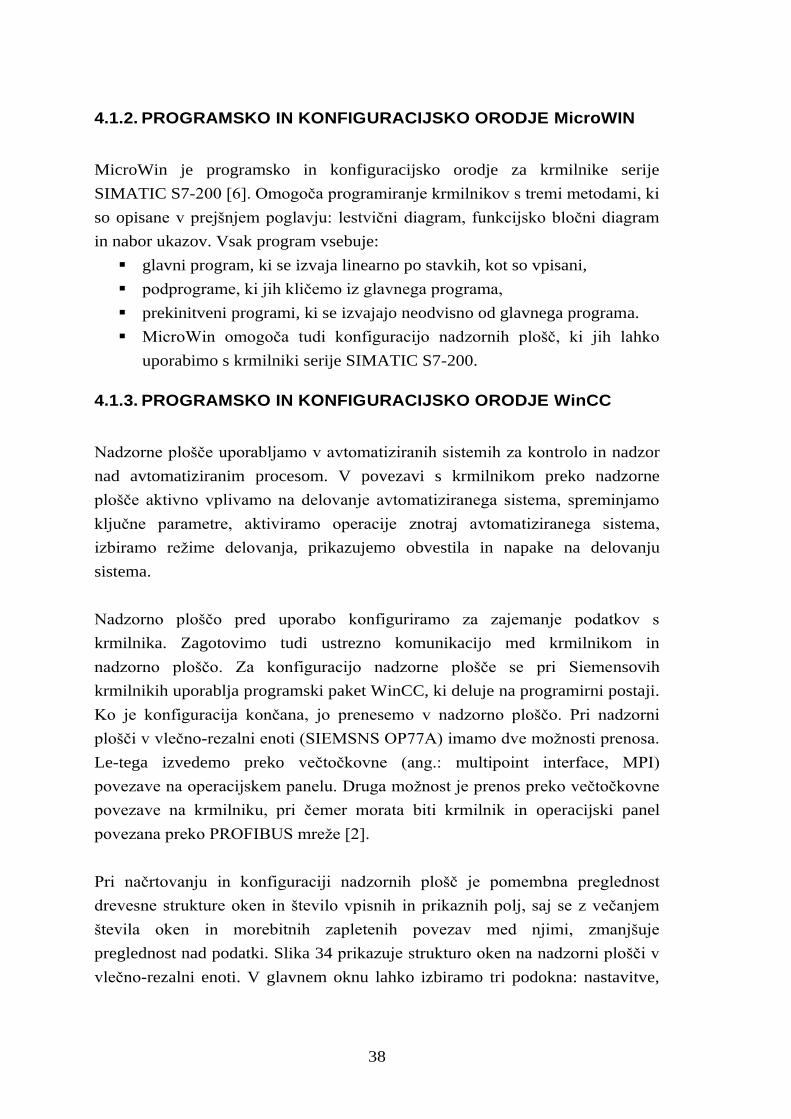
Pri načrtovanju in konfiguraciji nadzornih plošč je pomembna preglednost
drevesne strukture oken in število vpisnih in prikaznih polj, saj se z večanjem
števila oken in morebitnih zapletenih povezav med njimi, zmanjšuje
preglednost nad podatki. Slika 34 prikazuje strukturo oken na nadzorni plošči v
vlečno-rezalni enoti. V glavnem oknu lahko izbiramo tri podokna: nastavitve,
39
delovanje in napake. V podoknu nastavitve vnašamo parametre za delovanje
linije :
parametri za rezalno enoto,
parametri za navijalne enote,
sistemske nastavitve (izberemo jezik v katerem so prikazani napisi na
nadzorni plošči).
V oknu delovanje spremljamo podatke o delovanju navijalne linije:
hitrost vlečnega traku,
čez koliko metrov se bo izvršil naslednji odrez (v avtomatskem reţimu
delovanja),
kakšen je interval odreza (v avtomatskem reţimu delovanja),
katera sled je na vrsti za odrez (v avtomatskem reţimu delovanja).
V oknu ''napake'' se nam izpišejo napake, prisotne na navijalni liniji (sekcija
4.1.7).
NAVIJALNI SISTEM
NASTAVITVE
DELOVANJE
hitrost traku 40 m/min
naslednji odrez čez 15 m
inter. odreza 200/2=100 m
sled za odrez: 2
NAPAKE
napaka uvajalni trak
napaka transportni trak
napaka pomik noţ
napaka prenizek tlak
NAVIJALNE ENOTE
korak navijanja 10.0 mm
širina navijanja 180 mm
meja od stroja 15 mm
PID
REZALNA ENOTA
dolţina navijanja 200 m
sledi 2
PID
SISTEMSKE
NASTAVITVE
izbira jezika
vrsta komunikacije
Slika 34: Struktura zaslonov nadzorne plošče
40
4.1.4. UPORABLJENI KRMILNIKI
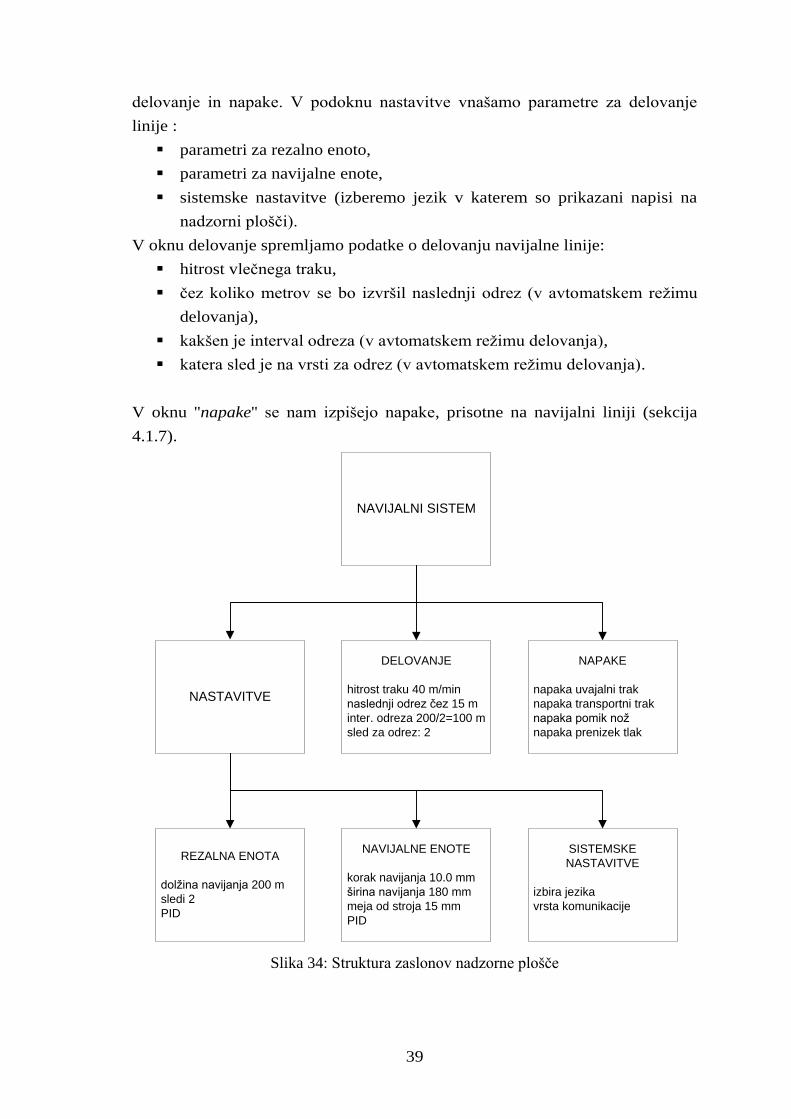
V vlečni enoti je uporabljen krmilnik SIEMENS SIMATIC S7-224 [22].
Krmilnik z dodatnimi moduli ima:
14 digitalnih vhodov,
10 digitalnih izhodov,
1 analogni izhod,
PROFIBUS komunikacijski modul.
Digitalni vhodi krmilnika so
tipke, s katerimi upravljamo delovanje enote,
status servo regulatorja.
Z digitalnimi izhodi krmilnika (Slika 35) upravljamo servo motor (smer vrtenja,
vključitev). Preko analognega izhoda (0 V–10 V) posredujemo servo regulatorju
ţeleno hitrost vrtenja servo motorja. Modul za PROFIBUS komunikacijo nam
omogoča izmenjavo parametrov med krmilnikom v vlečni enoti in krmilnikom
v vulkanizacijski liniji.
SERVO REGULATORTIPKE KRMILNIK SIEMENS
S7-224SERVO
MOTOR
PROFIBUS KOMUNIKACIJA
Z VULKANIZACIJSKO
LINIJO
Slika 35: Bločna shema priključenih komponent na krmilnik v vlečni enoti
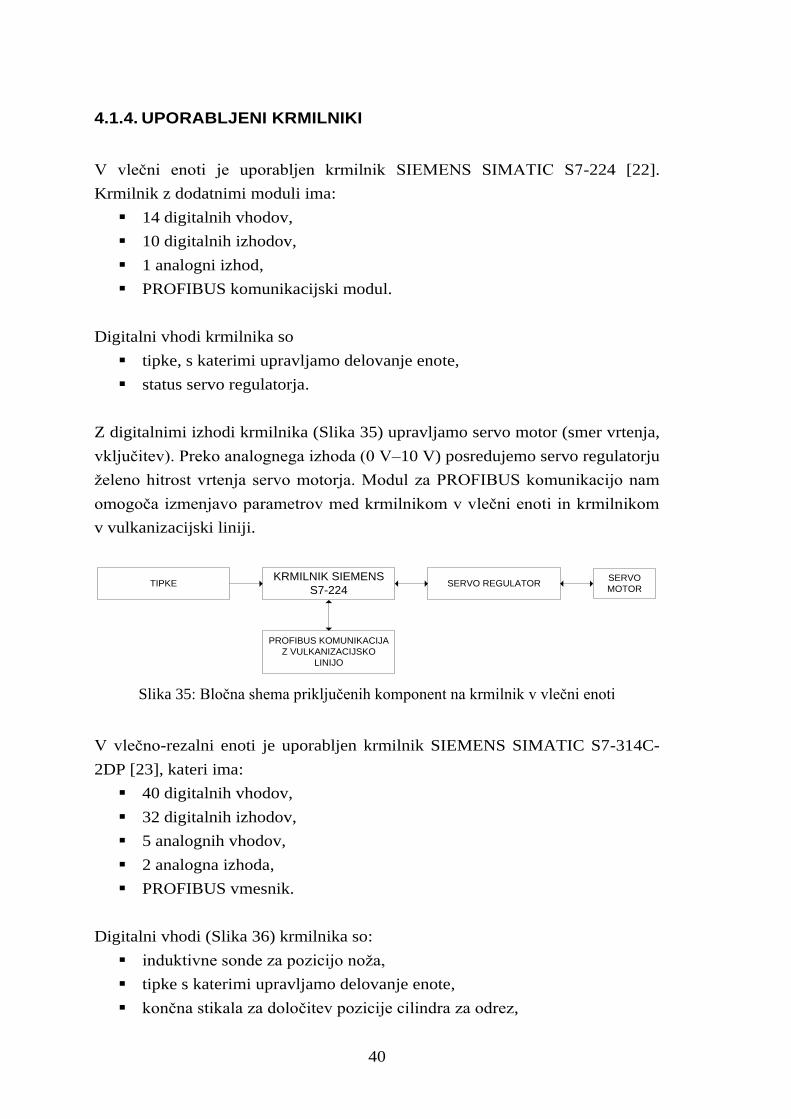
V vlečno-rezalni enoti je uporabljen krmilnik SIEMENS SIMATIC S7-314C-
2DP [23], kateri ima:
40 digitalnih vhodov,
32 digitalnih izhodov,
5 analognih vhodov,
2 analogna izhoda,
PROFIBUS vmesnik.
Digitalni vhodi (Slika 36) krmilnika so:
induktivne sonde za pozicijo noţa,
tipke s katerimi upravljamo delovanje enote,
končna stikala za določitev pozicije cilindra za odrez,
41
stanja motorskih krmilnikov (servo, koračni, frekvenčni pretvornik).
Z digitalnimi izhodi:
upravljamo motorske pogone (smer, vključitev),
krmilimo cilinder za odrez.
Analogni vhodi krmilnika so (0 V–10 V):
pozicija tipala (analogna induktivna sonda),
poloţaj potenciometra za določitev hitrosti tekočih trakov v reţimu
uvajanje (0 V–10 V).
Z analognimi izhodi (0 V–10 V):
posredujemo hitrost vlečnega traku,
posredujemo hitrost transportnega traku.
Komunikacijsko vodilo PROFIBUS nam omogoča izmenjavo podatkov med
nadzorno ploščo in navijalnimi enotami.
KRMILNIK ZA
KORAČNI MOTOR
SERVO REGULATOR
FREKVENČNI
PRETVORNIK
TIPKE
INDUKTIVE SONDE ZA
POZICIJO NOŢA
ANALOGNA SONDA ZA
POZICIJO TIPALA
KRMILNIK
SIEMENS S7-314C
KONČNA STIKALA
CILNDRA ZA ODREZ
TULJAVE ZA KRMILJENJE
CILINDRA ZA ODREZ
CILINDER
ZA ODREZ
KORČANI
MOTOR
SERVO
MOTOR
3-FAZNI
ASINH.
MOTOR
NADZORNA
PLOŠČA
NAVIJALNE
ENOTEPROFIBUS
Slika 36: Bločna shema priključenih komponent na krmilnik v vlečno-rezalni enoti
42
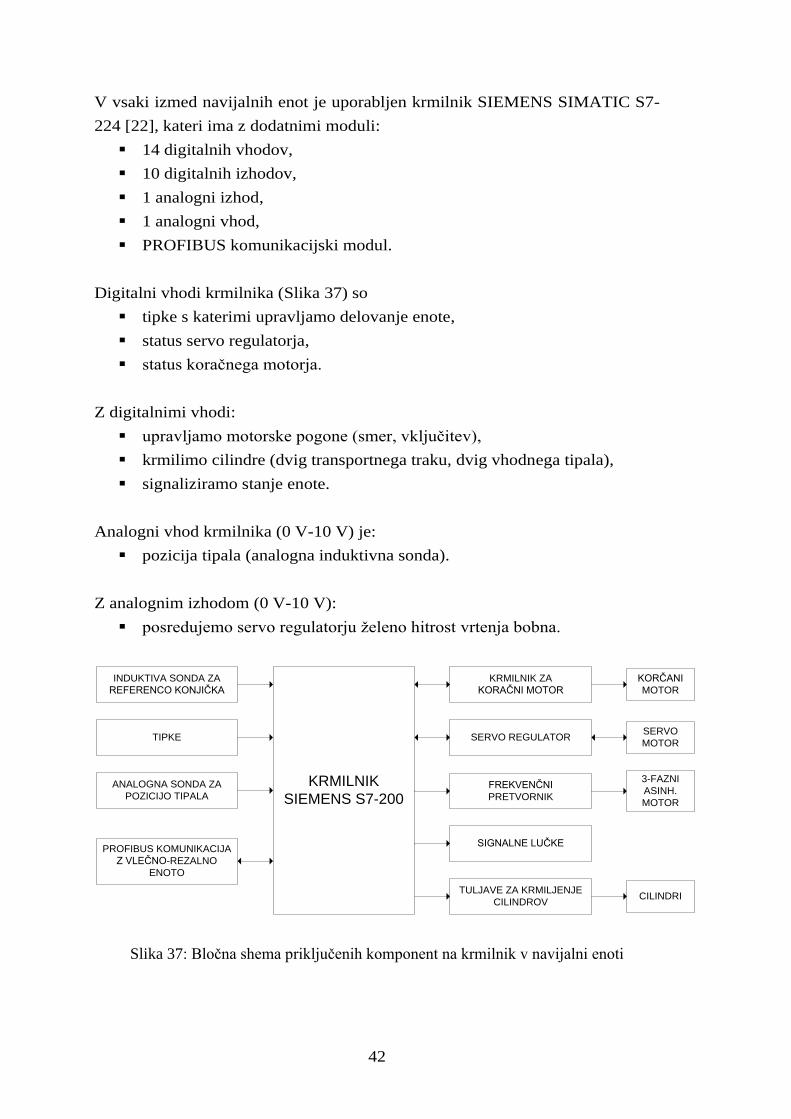
V vsaki izmed navijalnih enot je uporabljen krmilnik SIEMENS SIMATIC S7-
224 [22], kateri ima z dodatnimi moduli:
14 digitalnih vhodov,
10 digitalnih izhodov,
1 analogni izhod,
1 analogni vhod,
PROFIBUS komunikacijski modul.
Digitalni vhodi krmilnika (Slika 37) so
tipke s katerimi upravljamo delovanje enote,
status servo regulatorja,
status koračnega motorja.
Z digitalnimi vhodi:
upravljamo motorske pogone (smer, vključitev),
krmilimo cilindre (dvig transportnega traku, dvig vhodnega tipala),
signaliziramo stanje enote.
Analogni vhod krmilnika (0 V-10 V) je:
pozicija tipala (analogna induktivna sonda).
Z analognim izhodom (0 V-10 V):
posredujemo servo regulatorju ţeleno hitrost vrtenja bobna.
KRMILNIK ZA
KORAČNI MOTOR
SERVO REGULATOR
FREKVENČNI
PRETVORNIK
TIPKE
INDUKTIVA SONDA ZA
REFERENCO KONJIČKA
ANALOGNA SONDA ZA
POZICIJO TIPALA
KRMILNIK
SIEMENS S7-200
SIGNALNE LUČKE
KORČANI
MOTOR
SERVO
MOTOR
3-FAZNI
ASINH.
MOTOR
TULJAVE ZA KRMILJENJE
CILINDROVCILINDRI
PROFIBUS KOMUNIKACIJA
Z VLEČNO-REZALNO
ENOTO
Slika 37: Bločna shema priključenih komponent na krmilnik v navijalni enoti
43
4.1.5. PROFIBUS
Za delovanje linije je med enotami potrebna izmenjava parametrov in stanj, kar
se v našem primeru vrši preko vodila PROFIBUS (Proces Field Bus) [38]. To je
najbolj razširjen komunikacijski protokol, ki se uporablja v procesni industriji.
Poznamo več različic vodila PROFIBUS. Krmilniki serije SIMATIC 200 in 300
uporabljajo različico PROFIBUS DP (ang.: Decentralized Peripheral), ki je
namenjena hitri izmenjavi podatkov med krmilnikom in inteligentno periferijo.
Centralni krmilnik je nadrejena enota (master) v mreţi, inteligentna periferija pa
je podrejena enota (slave). Nadrejeni krmilnik (v našem primeru vlečno-rezalna
enota) ciklično komunicira s posameznimi podrejenimi napravami v mreţi (v
našem primeru navijalne enote in nadzorna plošča). Hitrost prenosa je lahko od
9600 baud/s do 12 Mbaud/s. Standard za fizični nivo komunikacije je RS-485.
RS-485 [44] je standard serijske komunikacije. Za komunikacijo sta potrebna
dva vodnika. Komunikacija RS-485 je manj podvrţena električnim motnjam v
primerjavi z ostalimi serijskimi komunikacijami (RS-232, RS-423), ker
uporablja diferencialni napetostni signal na obeh linijah, namesto absolutno
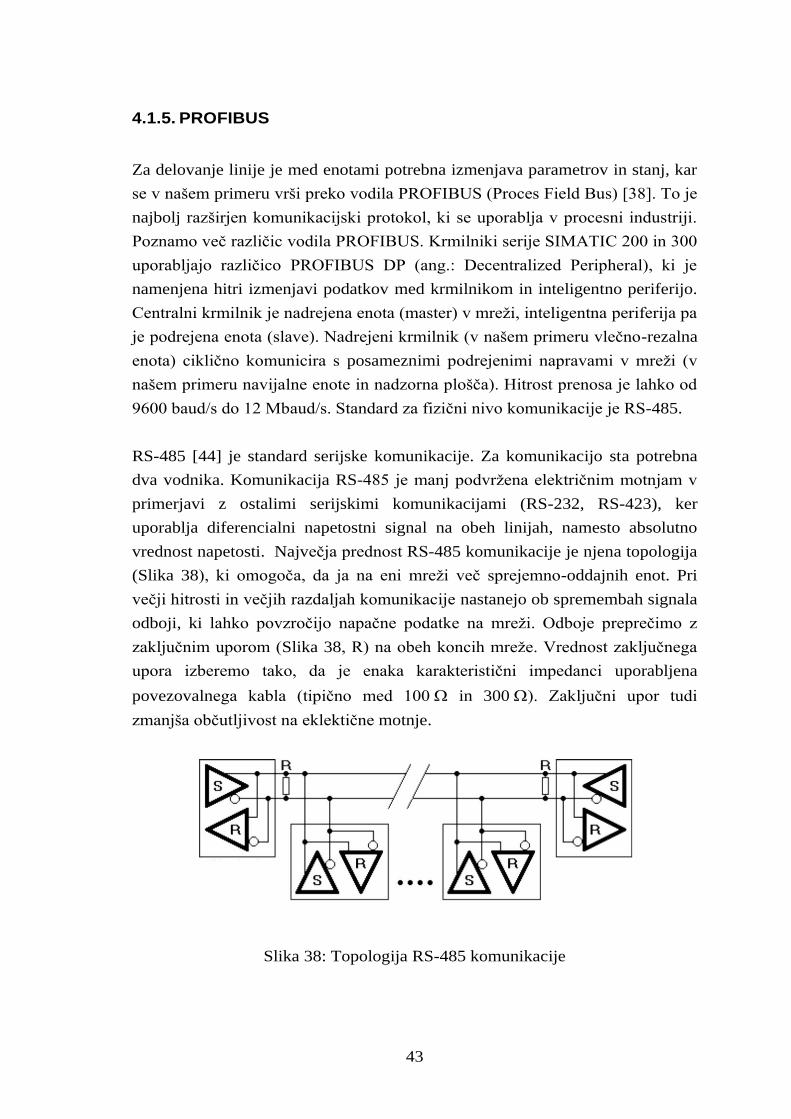
vrednost napetosti. Največja prednost RS-485 komunikacije je njena topologija
(Slika 38), ki omogoča, da ja na eni mreţi več sprejemno-oddajnih enot. Pri
večji hitrosti in večjih razdaljah komunikacije nastanejo ob spremembah signala
odboji, ki lahko povzročijo napačne podatke na mreţi. Odboje preprečimo z
zaključnim uporom (Slika 38, R) na obeh koncih mreţe. Vrednost zaključnega
upora izberemo tako, da je enaka karakteristični impedanci uporabljena
povezovalnega kabla (tipično med 100 in 300 ). Zaključni upor tudi
zmanjša občutljivost na eklektične motnje.
Slika 38: Topologija RS-485 komunikacije
44
4.1.6. KOMUNIKACIJA MED ENOTAMI
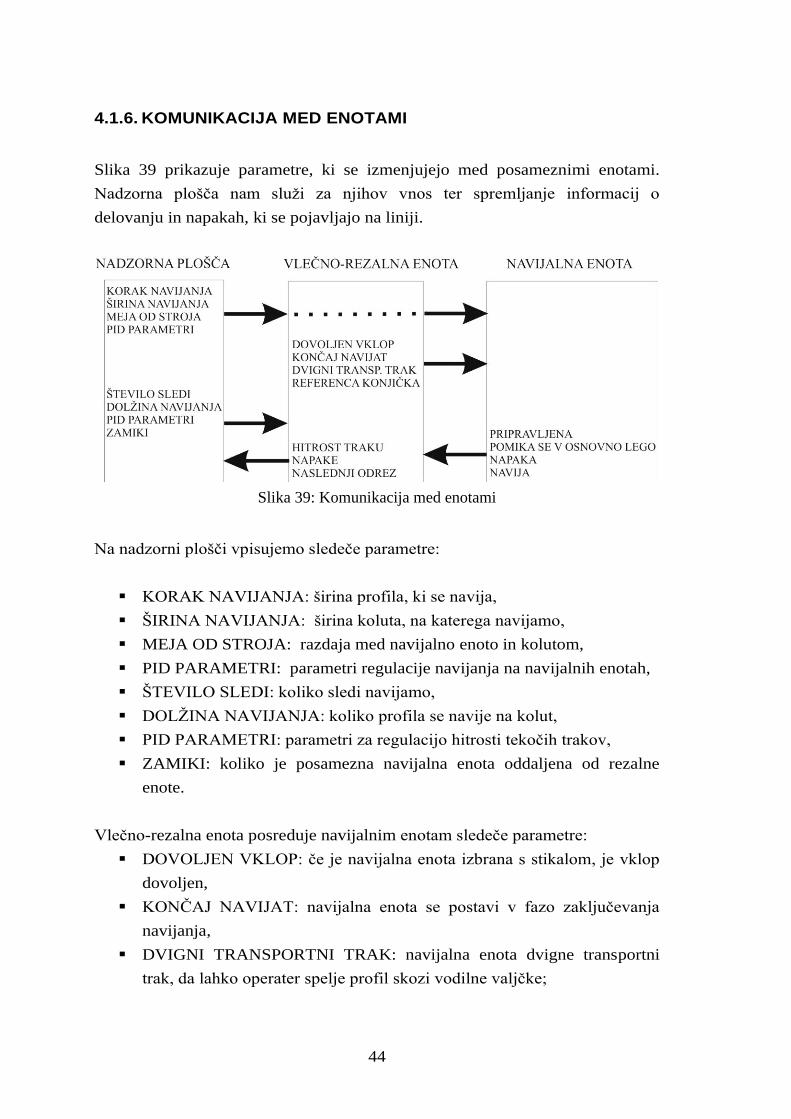
Slika 39 prikazuje parametre, ki se izmenjujejo med posameznimi enotami.
Nadzorna plošča nam sluţi za njihov vnos ter spremljanje informacij o
delovanju in napakah, ki se pojavljajo na liniji.
Slika 39: Komunikacija med enotami
Na nadzorni plošči vpisujemo sledeče parametre:
KORAK NAVIJANJA: širina profila, ki se navija,
ŠIRINA NAVIJANJA: širina koluta, na katerega navijamo,
MEJA OD STROJA: razdaja med navijalno enoto in kolutom,
PID PARAMETRI: parametri regulacije navijanja na navijalnih enotah,
ŠTEVILO SLEDI: koliko sledi navijamo,
DOLŢINA NAVIJANJA: koliko profila se navije na kolut,
PID PARAMETRI: parametri za regulacijo hitrosti tekočih trakov,
ZAMIKI: koliko je posamezna navijalna enota oddaljena od rezalne
enote.
Vlečno-rezalna enota posreduje navijalnim enotam sledeče parametre:
DOVOLJEN VKLOP: če je navijalna enota izbrana s stikalom, je vklop
dovoljen,
KONČAJ NAVIJAT: navijalna enota se postavi v fazo zaključevanja
navijanja,
DVIGNI TRANSPORTNI TRAK: navijalna enota dvigne transportni
trak, da lahko operater spelje profil skozi vodilne valjčke;
45
REFERENCA KONJIČKA: pozicija induktivne sonde, s katero
določimo točno lokacijo konjička posamezne navijalne enote.
Vlečno-rezalna enota posreduje nadzorni plošči sledeče informacije:
HITROST TRAKU: izmerjena hitrost uvajalnega transportnega traku,
NAPAKE: vlečno-rezalna enota prikazuje na nadzorni plošči vrsto
napake (sekcija 4.1.7),
NASLEDNJI ODREZ: na zaslonu se prikazuje preostalo število metrov
profila do naslednjega odreza.
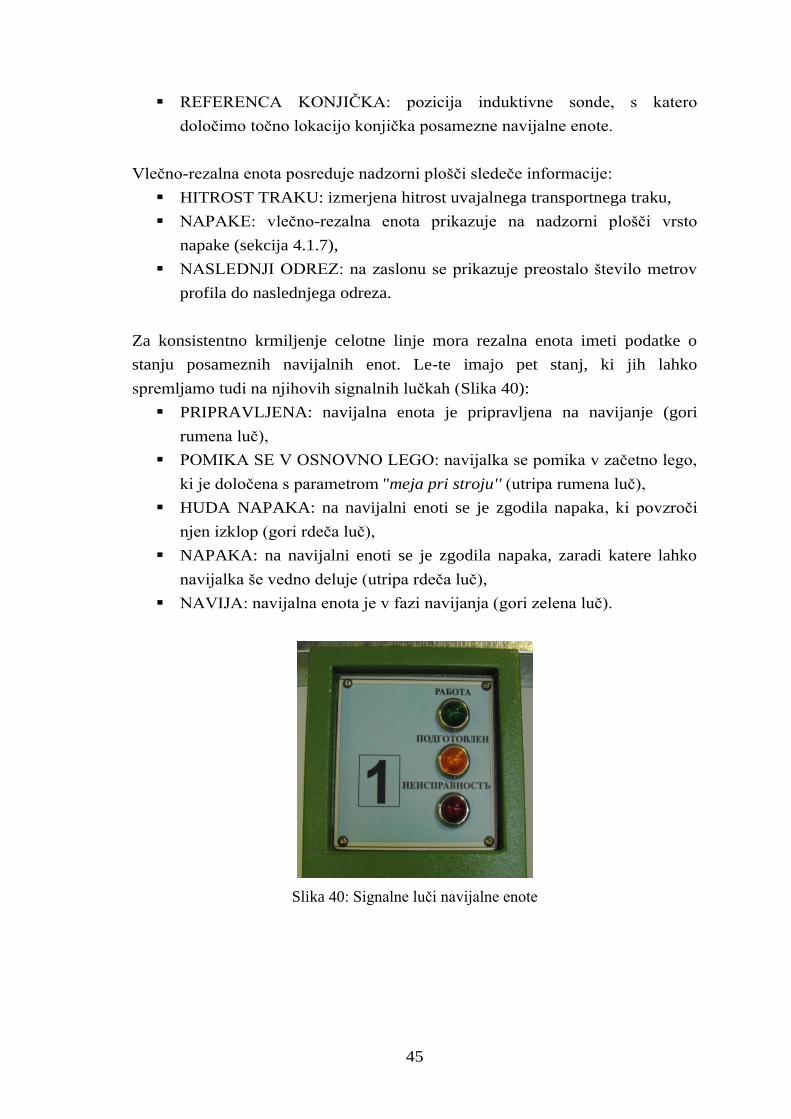
Za konsistentno krmiljenje celotne linje mora rezalna enota imeti podatke o
stanju posameznih navijalnih enot. Le-te imajo pet stanj, ki jih lahko
spremljamo tudi na njihovih signalnih lučkah (Slika 40):
PRIPRAVLJENA: navijalna enota je pripravljena na navijanje (gori
rumena luč),
POMIKA SE V OSNOVNO LEGO: navijalka se pomika v začetno lego,
ki je določena s parametrom ''meja pri stroju'' (utripa rumena luč),
HUDA NAPAKA: na navijalni enoti se je zgodila napaka, ki povzroči
njen izklop (gori rdeča luč),
NAPAKA: na navijalni enoti se je zgodila napaka, zaradi katere lahko
navijalka še vedno deluje (utripa rdeča luč),
NAVIJA: navijalna enota je v fazi navijanja (gori zelena luč).
Slika 40: Signalne luči navijalne enote
46
4.1.7. NAPAKE
Navijalna linija je opremljena z različnimi senzorji in tipali, ki omogočajo varno
in zanesljivo delovanje ter odkrivanje napak. Vse napake se izpisujejo na
nadzorni plošči v obliki opozoril. Pri manjših napakah se delovanje linije ne
zaustavi, potrebna pa je pazljivost operaterjev. Semafor nas na manjše napake
opozori z utripajočo rdečo lučjo, pri večjih napakah pa rdeča luč gori brez
utripanja. Večje napake na vlečno-rezalni enoti zaustavijo delovanje linije in ne
dovolijo ponovnega vklopa ter zahtevajo intervencijo proizvajalca linije
oziroma servis.
Večje napake na vlečno-rezalni enoti, zaradi katerih se linija izklopi:
prenizek tlak v sistemu navijale linije (pod 400 kPa oziroma 4 bar),
napaka na trifaznem asinhronskem motorju ali njegovem regulatorju
(ustrezno napako prikazuje regulator),
napaka na servo motorju ali njegovem regulatorju (ustrezno napako
prikazuje regulator),
napaka na koračnem motorju ali njegovem regulatorju (ustrezno napako
prikazuje regulator).
Manjše napake na vlečno rezalni enoti:
cilinder se ne pomakne v ţeleno pozicijo v določenem času; moţna je
napaka na pnevmatiki ali na končnem stikalu cilindra;
napaka na kateri izmed navijalnih enot.
Večje napake na navijalnih enotah, zaradi katerih se posamezna navijalna enota
izklopi:
napaka na servo motorju ali njegovem regulatorju (ustrezno napako
prikazuje regulator);
napaka na koračnem motorju ali njegovem regulatorju (ustrezno napako
prikazuje regulator);
napaka pri inicializaciji, induktivna sonda ne deluje.
Manjše napake na navijalnih enotah:
napaka nastane, ko se cilinder za dvig tipala ne pomakne v ţeleno
pozicijo v določenem času; moţna je napaka na pnevmatiki ali na
končnem stikalu cilindra.

47
napaka nastane, ko se cilinder za dvig dela transportnega traku ne
pomakne v ţeleno pozicijo v določenem času; moţna je napaka na
pnevmatiki ali na končnem stikalu cilindra.
48
4.2. VARNOST STROJEV
Za varnost strojev je potrebno poskrbeti ţe v fazi načrtovanja. Pri izdelavi
strojev je treba upoštevati ergonomska načela, da se v čim večji meri zmanjšajo
neudobje, utrujenost in psihološki stres upravljavca. Stroji morajo biti
oblikovani tako, da je tveganje za poškodbe upravljavca, čim manjše.
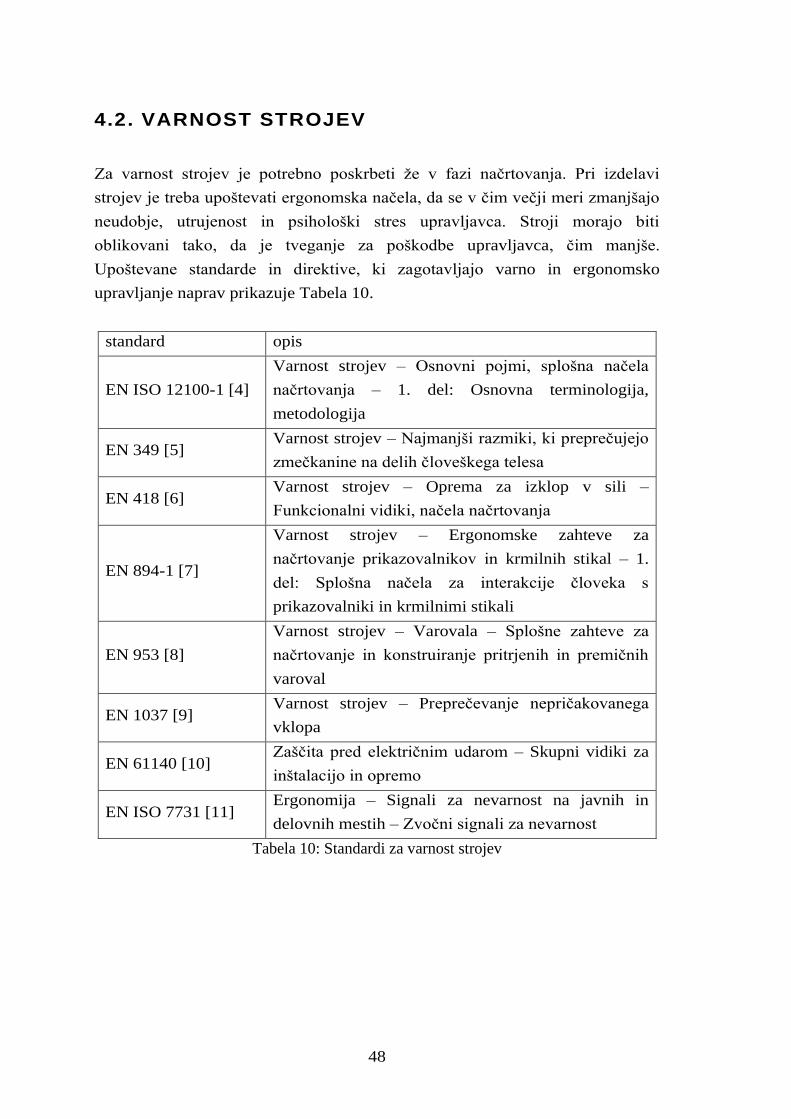
Upoštevane standarde in direktive, ki zagotavljajo varno in ergonomsko
upravljanje naprav prikazuje Tabela 10.
standard opis
EN ISO 12100-1 [4]
Varnost strojev – Osnovni pojmi, splošna načela
načrtovanja – 1. del: Osnovna terminologija,
metodologija
EN 349 [5] Varnost strojev – Najmanjši razmiki, ki preprečujejo
zmečkanine na delih človeškega telesa
EN 418 [6] Varnost strojev – Oprema za izklop v sili –
Funkcionalni vidiki, načela načrtovanja
EN 894-1 [7]
Varnost strojev – Ergonomske zahteve za
načrtovanje prikazovalnikov in krmilnih stikal – 1.
del: Splošna načela za interakcije človeka s
prikazovalniki in krmilnimi stikali
EN 953 [8]
Varnost strojev – Varovala – Splošne zahteve za
načrtovanje in konstruiranje pritrjenih in premičnih
varoval
EN 1037 [9] Varnost strojev – Preprečevanje nepričakovanega
vklopa
EN 61140 [10] Zaščita pred električnim udarom – Skupni vidiki za
inštalacijo in opremo
EN ISO 7731 [11] Ergonomija – Signali za nevarnost na javnih in
delovnih mestih – Zvočni signali za nevarnost
Tabela 10: Standardi za varnost strojev
49
4.2.1. IZKLOP V SILI
Sistem izklopa v sili omogoča operaterju, da v vsakem trenutku zaustavi
delovanje skupine strojev. Pri tem se odklopi napajanje vseh močnostnih delov
strojev. Celotna produkcijska linija je glede izklopa v sili razdeljena na dve
skupini strojev. Prvo skupino sestavljajo ekstrudor, vulkanizacijska linija in
vlečna enota, medtem ko v drugo skupino spadajo vlečno-rezalna enota in
navijalne enote. Taka razporeditev je smiselna zaradi naslednjih razlogov:
v primeru zastoja katerega izmed profilov, preden pride do vlečno-
rezalne enote, je treba takoj zaustaviti tudi vlečenje profilov;
če so profili zaustavljeni, ni potreben izklop vlečno-rezalne enote in
navijalnih enot, saj le-te zaustavitev zaznajo (z vhodnimi tipali) in
ustrezno zaustavijo pogone;
če se zgodi izklop v sili na vlečno-rezalni enoti ali kateri izmed
navijalnih enot, ni smiselno izklapljati peči vulkanizacijske linije, saj le-
ta potrebuje znaten čas, da doseţe delovno temperaturo.
50
4.3. UPORABLJENE ELEKTRIČNE KOMPONENTE
Večji del električnih komponent, potrebnih za delovanje naprav, se nahaja v
električnih omaricah. Pri načrtovanju električnih povezav in postavitvi
elektronskih komponent smo skušali doseči čim hitrejšo zamenjavo komponent
v primeru okvare.
Pomembnejše komponente, ki se nahajajo v električni omarici vlečne enote so:
servo regulator (CONTROL TECHNIQUES SP1403) za vodenje servo
motorja, ki poganja vlečna trakova;
taline varovalke (ETI);
krmilnik (SIEMENS S7 224) z dodatnim modulom za PROFIBUS
komunikacijo;
delilnik pulzov iz enkoderja servo motorja;
napajalnik (24 V, 5A, MTM POWER);
kontaktor (24 V, 3kW, GENERAL ELECTRICS).
Vlečno rezalna enota ima zaradi laţjega dostopa do komponent tri električne
omarice, v katerih se nahajajo (Slika 41):
krmilnik (SIEMENS S7 314C-2DP);
talilne varovalke (ETI);
frekvenčni regulator (HITACHI SJ200) za krmiljenje trifaznega
asinhronskega motorja za pogon transportnega traku;
servo regulator (CONTROL TECHNIQUES SP1403) za vodenje servo
motorja, ki poganja uvajalni trak;
krmilnik za koračni motor (BERGER LAHR D920), ki pomika noţ;
trije napajalniki (24 V, 5A, MTM POWER): za napajanje krmilnika,
koračnega motorja in sistema vklopa;
dva kontaktorja (24 V, 7,5 kW, GENERAL ELECTRICS);
varnostni modul za sistem izklopa v sili (SCHMERSAL SRB301).

51
Slika 41: Glavna električna omarica v vlečno-rezalni enoti
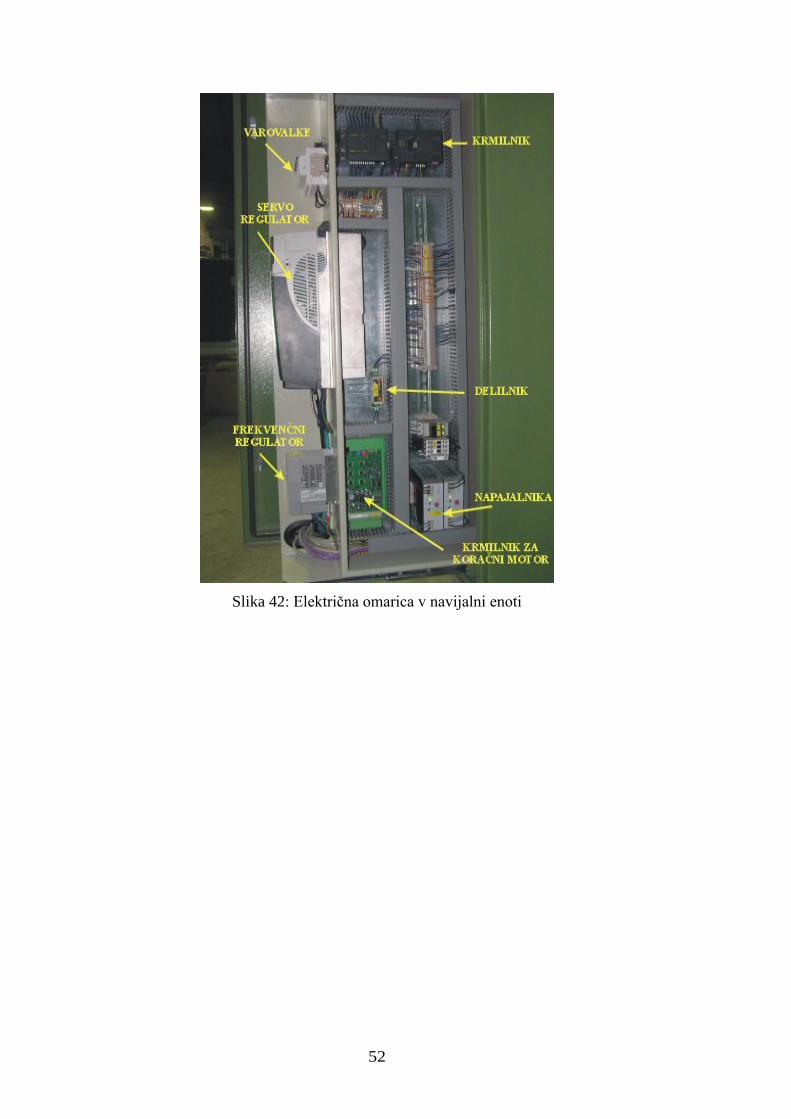
Za dosego čim manjše velikosti navijalne enote ima naprava izvlečno električno
omarico, v kateri se nahajajo (Slika 42):
krmilnik (SIEMENS S7 224) z dodatnim modulom za PROFIBUS
komunikacijo;
talilne varovalke (ETI);
servo regulator (CONTROL TECHNIQUES SP1403) za vodenje servo
motorja, ki poganja boben;
frekvenčni regulator (HITACHI SJ 200) za krmiljenje trifaznega
asinhronskega motorja, ki poganja transportni trak;
krmilnik za koračni motor (BERGER LAHR D920), ki pomika konjiček;
delilnik pulzov iz enkoderja servo motorja;
dva napajalnika (24 V, 5A, MTM POWER): za napajanje krmilnika in
koračnega motorja;
kontaktor (24 V, 3kW, GENERAL ELECTRICS).
52
Slika 42: Električna omarica v navijalni enoti
53
4.4. KONTROLA POZICIJE KONJIČKA
Induktivna sonda za določitev pozicije konjička pri inicializaciji navijalne enote
nam sluţi tudi kot kontrola pozicije med navijanjem. Pulzi za določitev hitrosti
vrtenja koluta, ki prihajajo iz enkoderja servo motorja, imajo veliko frekvenco
(120 kHz). Krmilnik ni zmoţen šteti pulzov take frekvence, zato le-te najprej
pripeljemo na delilnik, ki nam pri zaznanih 96 pulzih enkoderja pošlje en pulz
na vhod krmilnika. Zaradi preračunavanja z decimalnimi števili in deljenja
pulzov se pri vodenju koračnega motorja napaka med izračunano in dejansko
pozicijo akumulira, zato je potrebno sprotno preverjanje, kje se konjiček
dejansko nahaja. Ob zaznani napaki pozicije le-to ustrezno popravimo.
4.5. DVIG VHODNEGA TIPALA NA NAVIJALNIH
ENOTAH
Ko navijalna enota ne navija, je vhodno tipalo v spodnji poziciji. Pred začetkom
navijanja mora operater speljati profil skozi valjček na tipalu. Ker je bilo v
prejšnji različici tipalo v spodnjem poloţaju, se je moral operater sklanjati.
Zaradi utrujenosti so operaterji včasih raje brcnili tipalo, da se je dvignilo, kar je
vodilo do poškodb tako tipala kot valjčka.
V novi verziji tipalo pred začetkom navijanja dvignemo (Slika 43) s
pnevmatskim cilindrom. Ukaz za dvig tipala in transportnega traku dobi
navijalna enota iz rezalne enote. V ročnem reţimu delovanja lahko proţimo
cilindra na operacijskem panelu. To moţnost smo dodali, ker lahko z njo hitro
in enostavno preizkusimo delovanje cilindrov. V tem reţimu nastavimo tudi
dušenje cilindrov.
Pri tem postopku tudi izmerimo in posredujemo nadzorni plošči napetost, ki jo
dobimo iz analogne induktivne sonde v zgornjem in spodnjem poloţaju. Tako
lahko ugotovimo pravilno nameščenost ekscentra, ki nam sluţi za določitev
poloţaja vhodnega tipala.
Napetosti ne smejo odstopati več kot 5 % od predpisanih mej v skrajnih
poloţajih:
zgornji poloţaj 9,5 V,
spodnji poloţaj 0,5 V.
54
Slika 43: Dvig vhodnega tipala na navijalni enoti
V avtomatskem reţimu delovanja rezalna enota dvigne del transportnega traku
in tipalo, ko je navijalna enota pripravljena za sprejetje novega profila. S
paralelnim vodenjem cilindrov smo privarčevali en digitalni izhod krmilnika. V
nasprotnem primeru bi morali v vsako navijalno enoto vgraditi dodaten modul
za razširitev digitalnih izhodov, kar bi podraţilo izdelavo naprav.
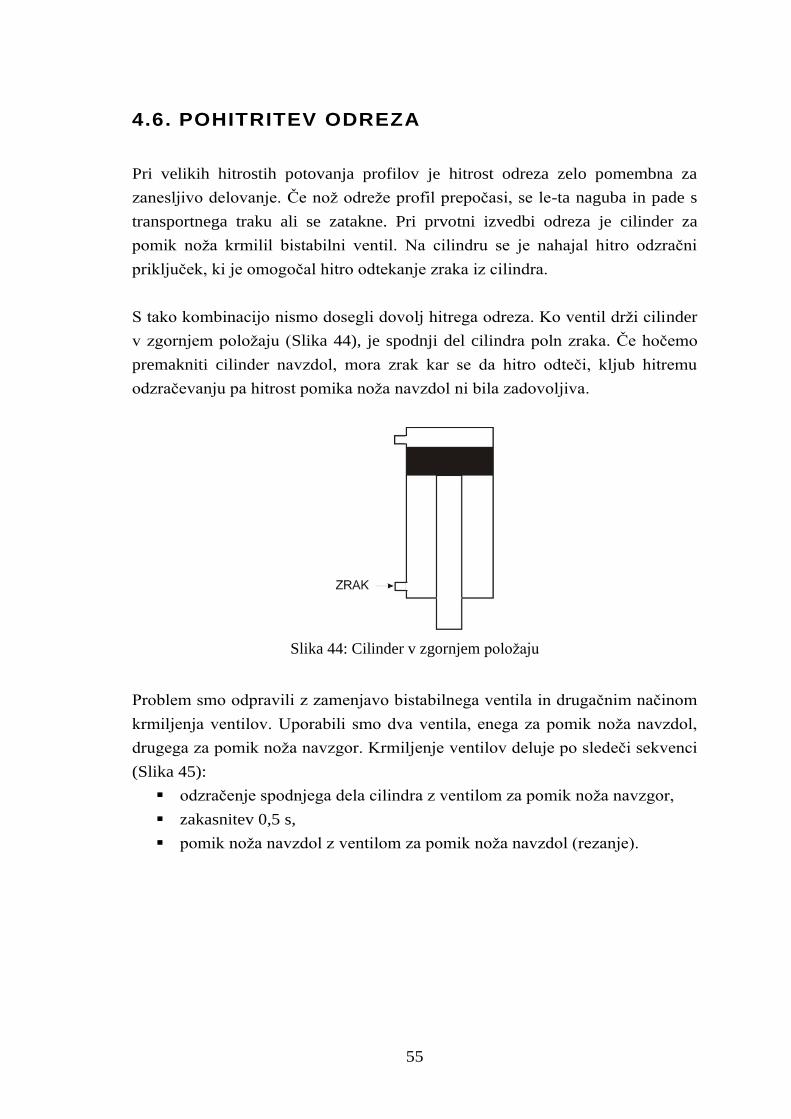
55
4.6. POHITRITEV ODREZA
Pri velikih hitrostih potovanja profilov je hitrost odreza zelo pomembna za
zanesljivo delovanje. Če noţ odreţe profil prepočasi, se le-ta naguba in pade s
transportnega traku ali se zatakne. Pri prvotni izvedbi odreza je cilinder za
pomik noţa krmilil bistabilni ventil. Na cilindru se je nahajal hitro odzračni
priključek, ki je omogočal hitro odtekanje zraka iz cilindra.
S tako kombinacijo nismo dosegli dovolj hitrega odreza. Ko ventil drţi cilinder
v zgornjem poloţaju (Slika 44), je spodnji del cilindra poln zraka. Če hočemo
premakniti cilinder navzdol, mora zrak kar se da hitro odteči, kljub hitremu
odzračevanju pa hitrost pomika noţa navzdol ni bila zadovoljiva.
Slika 44: Cilinder v zgornjem poloţaju
Problem smo odpravili z zamenjavo bistabilnega ventila in drugačnim načinom
krmiljenja ventilov. Uporabili smo dva ventila, enega za pomik noţa navzdol,
drugega za pomik noţa navzgor. Krmiljenje ventilov deluje po sledeči sekvenci
(Slika 45):
odzračenje spodnjega dela cilindra z ventilom za pomik noţa navzgor,
zakasnitev 0,5 s,
pomik noţa navzdol z ventilom za pomik noţa navzdol (rezanje).
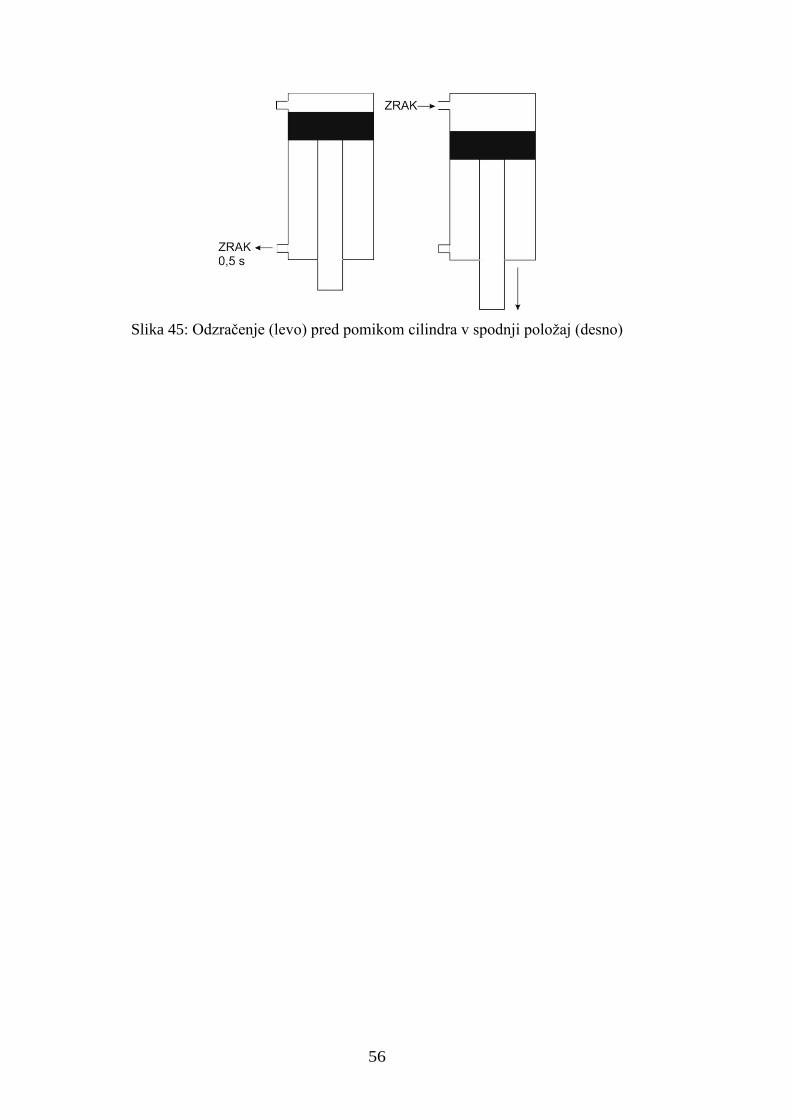
56
Slika 45: Odzračenje (levo) pred pomikom cilindra v spodnji poloţaj (desno)

57
4.7. MERITEV DOLŽINE NA VLEČNO-REZALNI
ENOTI
Pri prejšnji izvedbi je bil za meritev dolţine uporabljen enkoder, ki je bil v
primeru okvare teţko zamenljiv, poleg tega je dobavni rok novega enkoderja
dolg. Na novi rezalni enoti je za meritev dolţine uporabljena induktivna sonda,
ki je enostavno in hitro zamenljiva. Poleg tega nam signalna lučka na induktivni
sondi omogoča preverjanje delovanja sonde. Merilno kolo, ki je naslonjeno na
enega izmed profilov ali transportni trak, ima obseg 500 mm in ima 5 lukenj
(Slika 46). Ker je hitrost potovanja profilov enaka hitrosti transportnega traku,
lahko na ta način določimo, koliko profila je prešlo po transportnem traku.
Induktivna sonda je postavljena tako, da na vsakih 100 mm generira en pulz, ki
ga pripeljemo na vhod krmilnika.
Slika 46: Meritev dolţine na vlečno-rezalni enoti

58
4.8. REGULACIJA
Na kolute se navijajo različni tipi gume z različnimi lastnostmi (proţnost, teţa,
…). Tudi širina profilov se spreminja. V nekaterih situacijah se je pojavil
problem, da vhodno tipalo, s katerim reguliramo hitrost navijanja, močno niha
(Slika 47) okoli vodoravne lege, kar povzroča slabo navijanje.
Slika 47: Nihanje okoli vodoravne lege
Parametri, ki vplivajo na regulacijo so:
pospešek in pojemek servo motorja,
PID parametri pozicijske zanke,
maksimalna frekvenca servo motorja
Pospešek in pojemek servo motorja ne smeta biti prevelika, saj sunkovito
pospeševanje in zaviranje uničuje mehanske komponente. Pospešek in pojemek
servo motorja sta 0,6 obr/s2. Maksimalna frekvenca servo motorja nam določa,
kakšna je frekvenca, ki jo bo motor dosegel, če bo imel na analognem vhodu za
določitev hitrosti vrtenja, največjo dovoljeno napetost (10 V); Tabela 11.
maksimalna frekvenca napetost na vhodu frekvenca motorja
1,5 obr/s 10,0 V 1,5 obr/s
3,0 obr/s 5,0 V 1,5 obr/s
4,5 obr/s 3,3 V 1,5 obr/s
Tabela 11: Doseganje enake frekvence motorja z različnimi vhodnimi napetostmi
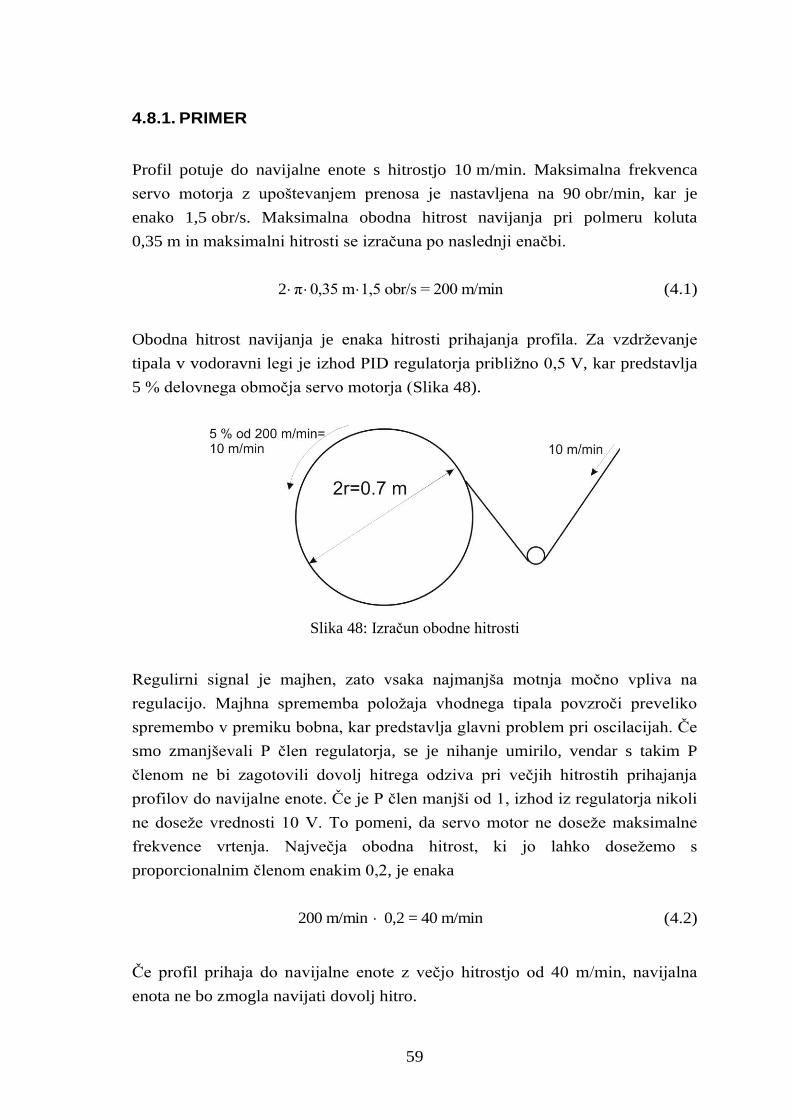
59
4.8.1. PRIMER
Profil potuje do navijalne enote s hitrostjo 10 m/min. Maksimalna frekvenca
servo motorja z upoštevanjem prenosa je nastavljena na 90 obr/min, kar je
enako 1,5 obr/s. Maksimalna obodna hitrost navijanja pri polmeru koluta
0,35 m in maksimalni hitrosti se izračuna po naslednji enačbi.
2 π 0,35 m 1,5 obr/s = 200 m/min (4.1)
Obodna hitrost navijanja je enaka hitrosti prihajanja profila. Za vzdrţevanje
tipala v vodoravni legi je izhod PID regulatorja pribliţno 0,5 V, kar predstavlja
5 % delovnega območja servo motorja (Slika 48).
Slika 48: Izračun obodne hitrosti
Regulirni signal je majhen, zato vsaka najmanjša motnja močno vpliva na
regulacijo. Majhna sprememba poloţaja vhodnega tipala povzroči preveliko
spremembo v premiku bobna, kar predstavlja glavni problem pri oscilacijah. Če
smo zmanjševali P člen regulatorja, se je nihanje umirilo, vendar s takim P
členom ne bi zagotovili dovolj hitrega odziva pri večjih hitrostih prihajanja
profilov do navijalne enote. Če je P člen manjši od 1, izhod iz regulatorja nikoli
ne doseţe vrednosti 10 V. To pomeni, da servo motor ne doseţe maksimalne
frekvence vrtenja. Največja obodna hitrost, ki jo lahko doseţemo s
proporcionalnim členom enakim 0,2, je enaka
200 m/min 0,2 = 40 m/min
(4.2)
Če profil prihaja do navijalne enote z večjo hitrostjo od 40 m/min, navijalna
enota ne bo zmogla navijati dovolj hitro.
60
Za zanesljivo delovanje mora biti maksimalna obodna hitrost vsaj dvakrat večja
od hitrosti prihajanja profilov do navijalne enote.
4.8.2. IDEJA
Prva moţna rešitev prevelikih oscilacij je adaptivno spreminjanje maksimalne
hitrosti servo motorja, tako da motor v vodoravni legi vedno deluje v okolici
50 % delovnega območja. S takim delovanjem doseţemo, da je vhodna napetost
v servo regulator v vodoravni legi vedno okoli 5 V. Pri tem majhna sprememba
poloţaja vhodnega tipala ne povzroči prevelike spremembe v premiku bobna.
Za izvedbo predlagane rešitve moramo v vsakem trenutku poznati hitrost
prihajanja profilov in obodno hitrost navijanja. Problem se pojavi pri slednji, saj
je ne moremo izmeriti, lahko jo le izračunamo, za kar potrebujemo širino
navijanja, korak navijanja in količino ţe navitega profila na kolutu.
Izračun zaradi različnih dejavnikov, ki se pojavijo pri navijanju, lahko odstopa
od realne situacije. Največji problem se pojavi, ko je na nekaterih kolutih ţe
navit profil, katerega količina ni znana. Do tega običajno pride pri koncu ene
serije navijanja.
Podatek o hitrosti prihajajočih profilov je vedno na voljo v navijalni enoti. Če
maksimalno hitrost servo regulatorja prilagodimo glede na hitrost prihajajočih
profilov, bi bilo nihanje pri manjših hitrostih prihajanja profilov odpravljeno. Za
to rešitev bi potrebovali dodaten analogni izhod na vseh navijalnih enotah ali
komunikacijski modul PROFIBUS na servo regulatorju, kar bi podraţilo
izdelavo navijalne linje za okoli 1500 EUR.
4.8.3. REŠITEV
Rešitev omenjenega problema je atenuacija izhoda PI regulatorja, tako da pri
manjši hitrosti prihajanja profilov majhna sprememba poloţaja vhodnega tipala
ne povzroči prevelike spremembe v premiku bobna.
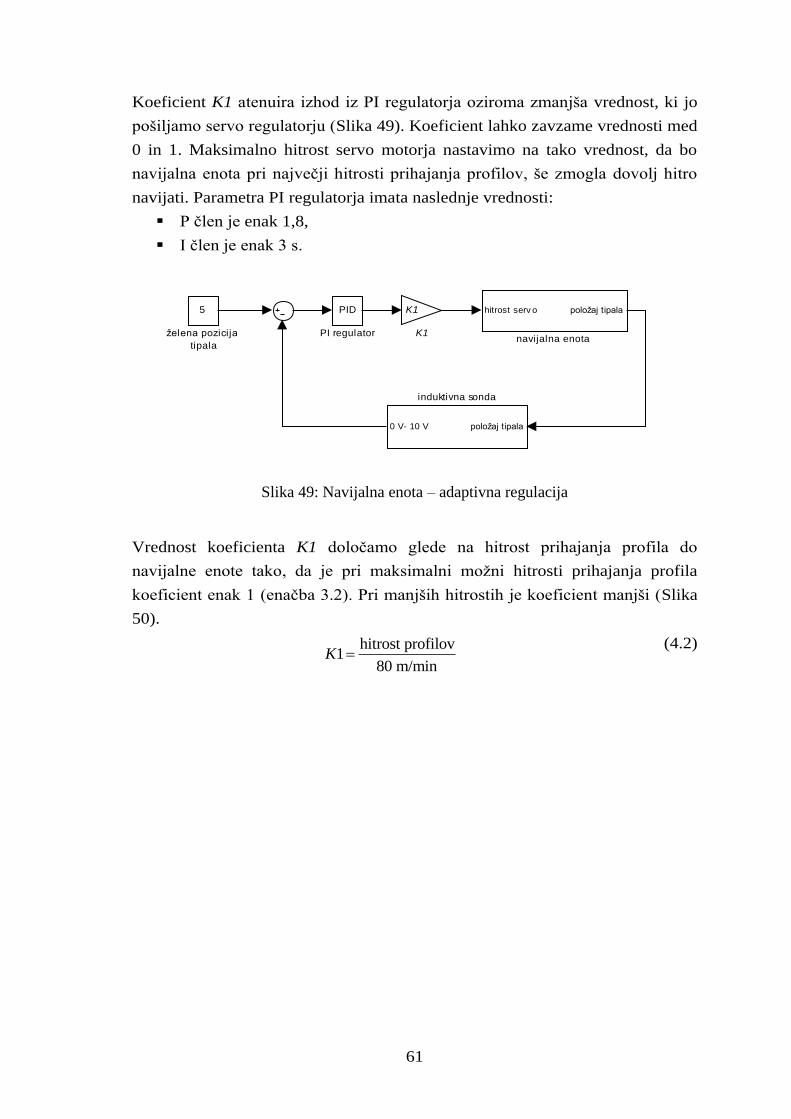
61
Koeficient K1 atenuira izhod iz PI regulatorja oziroma zmanjša vrednost, ki jo
pošiljamo servo regulatorju (Slika 49). Koeficient lahko zavzame vrednosti med
0 in 1. Maksimalno hitrost servo motorja nastavimo na tako vrednost, da bo
navijalna enota pri največji hitrosti prihajanja profilov, še zmogla dovolj hitro
navijati. Parametra PI regulatorja imata naslednje vrednosti:
P člen je enak 1,8,
I člen je enak 3 s.
5
želena pozicija
tipala
hitrost serv o položaj tipala
navijalna enota
položaj tipala0 V- 10 V
induktivna sonda
PID
PI regulator
K1
K1
Slika 49: Navijalna enota – adaptivna regulacija
Vrednost koeficienta K1 določamo glede na hitrost prihajanja profila do
navijalne enote tako, da je pri maksimalni moţni hitrosti prihajanja profila
koeficient enak 1 (enačba 3.2). Pri manjših hitrostih je koeficient manjši (Slika
50).
hitrost profilov1
80 m/minK
(4.2)
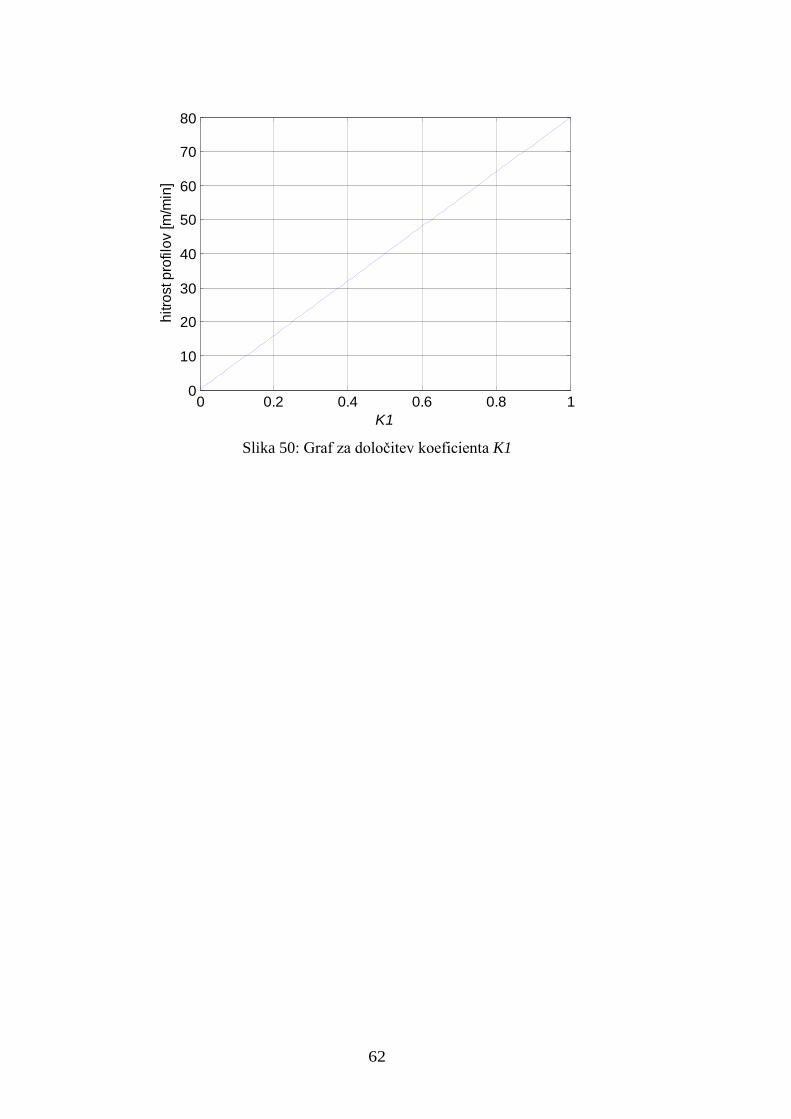
62
0 0.2 0.4 0.6 0.8 10
10
20
30
40
50
60
70
80
K1
hitro
st p
rofilo
v [m
/min
]
Slika 50: Graf za določitev koeficienta K1
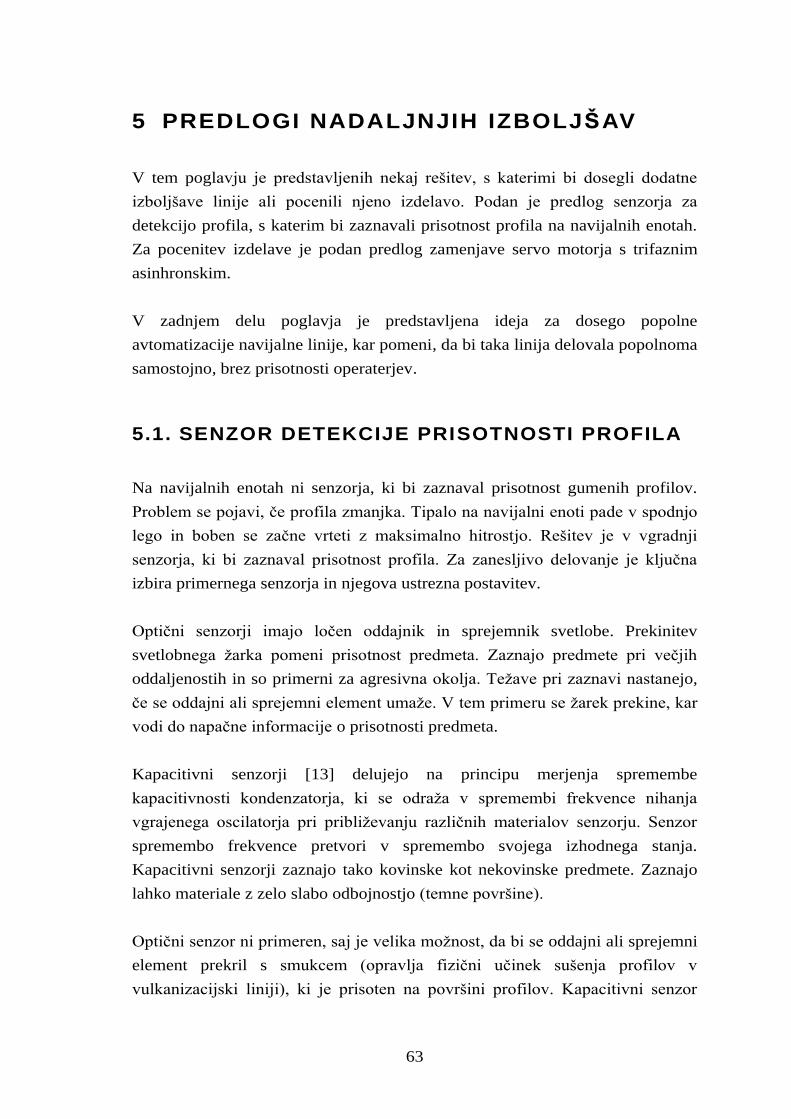
63
5 PREDLOGI NADALJNJIH IZBOLJŠAV
V tem poglavju je predstavljenih nekaj rešitev, s katerimi bi dosegli dodatne
izboljšave linije ali pocenili njeno izdelavo. Podan je predlog senzorja za
detekcijo profila, s katerim bi zaznavali prisotnost profila na navijalnih enotah.
Za pocenitev izdelave je podan predlog zamenjave servo motorja s trifaznim
asinhronskim.
V zadnjem delu poglavja je predstavljena ideja za dosego popolne
avtomatizacije navijalne linije, kar pomeni, da bi taka linija delovala popolnoma
samostojno, brez prisotnosti operaterjev.
5.1. SENZOR DETEKCIJE PRISOTNOSTI PROFILA
Na navijalnih enotah ni senzorja, ki bi zaznaval prisotnost gumenih profilov.
Problem se pojavi, če profila zmanjka. Tipalo na navijalni enoti pade v spodnjo
lego in boben se začne vrteti z maksimalno hitrostjo. Rešitev je v vgradnji
senzorja, ki bi zaznaval prisotnost profila. Za zanesljivo delovanje je ključna
izbira primernega senzorja in njegova ustrezna postavitev.
Optični senzorji imajo ločen oddajnik in sprejemnik svetlobe. Prekinitev
svetlobnega ţarka pomeni prisotnost predmeta. Zaznajo predmete pri večjih
oddaljenostih in so primerni za agresivna okolja. Teţave pri zaznavi nastanejo,
če se oddajni ali sprejemni element umaţe. V tem primeru se ţarek prekine, kar
vodi do napačne informacije o prisotnosti predmeta.
Kapacitivni senzorji [13] delujejo na principu merjenja spremembe
kapacitivnosti kondenzatorja, ki se odraţa v spremembi frekvence nihanja
vgrajenega oscilatorja pri pribliţevanju različnih materialov senzorju. Senzor
spremembo frekvence pretvori v spremembo svojega izhodnega stanja.
Kapacitivni senzorji zaznajo tako kovinske kot nekovinske predmete. Zaznajo
lahko materiale z zelo slabo odbojnostjo (temne površine).
Optični senzor ni primeren, saj je velika moţnost, da bi se oddajni ali sprejemni
element prekril s smukcem (opravlja fizični učinek sušenja profilov v
vulkanizacijski liniji), ki je prisoten na površini profilov. Kapacitivni senzor
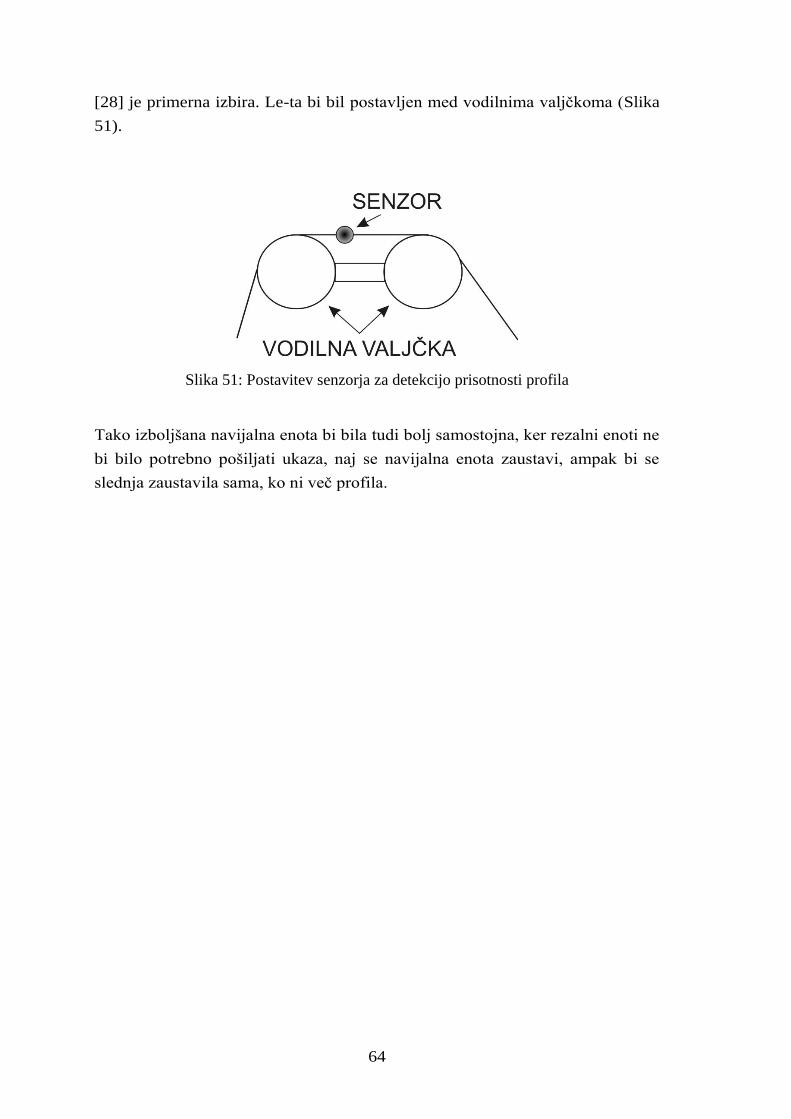
64
[28] je primerna izbira. Le-ta bi bil postavljen med vodilnima valjčkoma (Slika
51).
Slika 51: Postavitev senzorja za detekcijo prisotnosti profila
Tako izboljšana navijalna enota bi bila tudi bolj samostojna, ker rezalni enoti ne
bi bilo potrebno pošiljati ukaza, naj se navijalna enota zaustavi, ampak bi se
slednja zaustavila sama, ko ni več profila.
65
5.2. ZAMENJAVA SERVO MOTORJA
Servo motor s servo regulatorjem predstavlja velik strošek pri izdelavi navijalne
enote. Njegova zamenjava s trifaznim asinhronskim motorjem bi prispevala k
pocenitvi izdelave, pri tem pa bi delovanje ostalo enako.
Servo motor ima dober izkoristek in ne potrebuje hlajenja. Prednost servo
motorja je tudi, da ima ţe vgrajen enkoder, s katerim določimo hitrost vrtenja
bobna.
Če se odločimo za trifazni asinhronski motor, je treba predvideti njegovo
dodatno hlajenje. Manjkajoči enkoder bi implementirali na os bobna v obliki
zobnika (Slika 52), s senzorjem na osnovi Hallovega efekta ali z induktivnim
senzorjem [11] pa bi na podlagi generiranih pulzov določali hitrost motorja.
Kljub opisanim nevšečnostim je izvedba s trifaznim asinhronskim motorjem še
vedno cenejša. V izvedbi s servo motorjem so pulzi, ki jih dobimo iz enkodarja,
prehitri (maksimalna frekvenca pulzov je 120 kHz), da bi jih procesor zaznal,
zato potrebujemo delilnik frekvence. Pri izvedbi z asinhronskim motorjem
delilnika ne bi potrebovali, saj bi z izbiro ustreznega zobnika zagotovili, da bi
bila največja frekvenca pulzov 5 kHz.
Cena servo regulatorja in servo motorja proizvajalca CONTROL
TECHNIQUES je okoli 2000 EUR. Ocenjena vrednost trifaznega
asinhronskega motorja je 800 EUR (motor, frekvenčni pretvornik,
implementacija enkoderja). Pri šestih navijalnih enotah je razlika v ceni 7200
EUR.
Slika 52: Predlog enkoderja na navijalni enoti
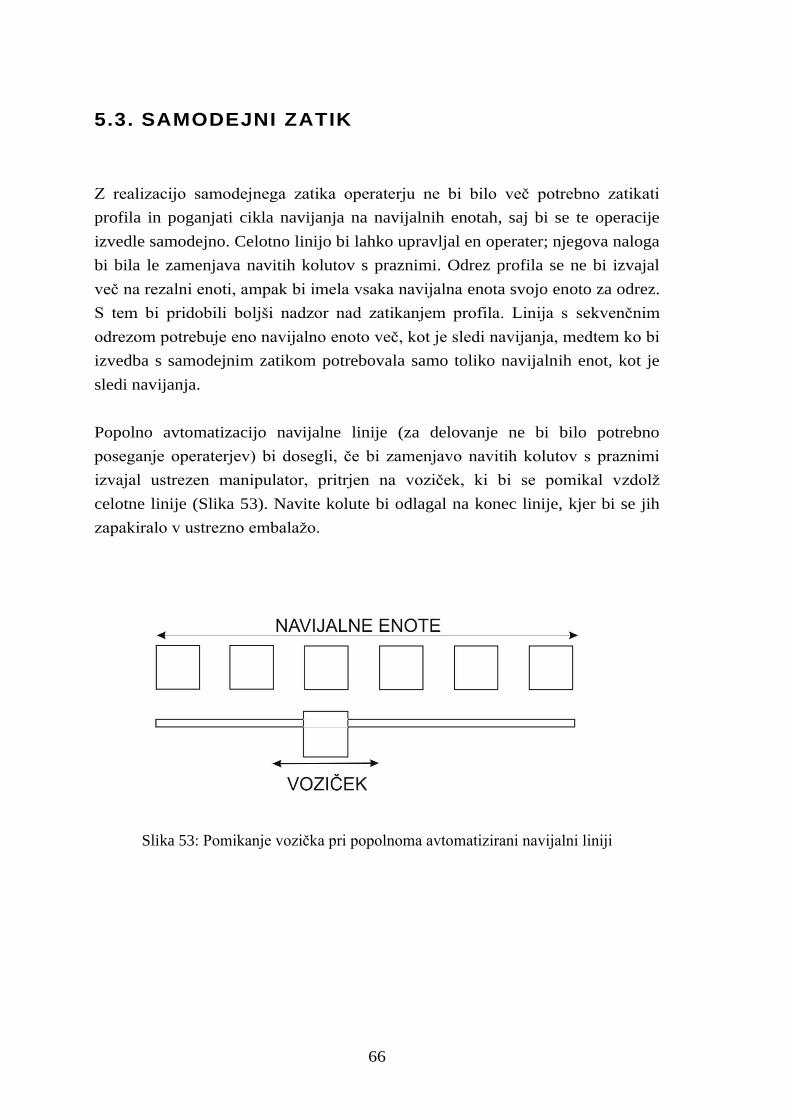
66
5.3. SAMODEJNI ZATIK
Z realizacijo samodejnega zatika operaterju ne bi bilo več potrebno zatikati
profila in poganjati cikla navijanja na navijalnih enotah, saj bi se te operacije
izvedle samodejno. Celotno linijo bi lahko upravljal en operater; njegova naloga
bi bila le zamenjava navitih kolutov s praznimi. Odrez profila se ne bi izvajal
več na rezalni enoti, ampak bi imela vsaka navijalna enota svojo enoto za odrez.
S tem bi pridobili boljši nadzor nad zatikanjem profila. Linija s sekvenčnim
odrezom potrebuje eno navijalno enoto več, kot je sledi navijanja, medtem ko bi
izvedba s samodejnim zatikom potrebovala samo toliko navijalnih enot, kot je
sledi navijanja.
Popolno avtomatizacijo navijalne linije (za delovanje ne bi bilo potrebno
poseganje operaterjev) bi dosegli, če bi zamenjavo navitih kolutov s praznimi
izvajal ustrezen manipulator, pritrjen na voziček, ki bi se pomikal vzdolţ
celotne linije (Slika 53). Navite kolute bi odlagal na konec linije, kjer bi se jih
zapakiralo v ustrezno embalaţo.
Slika 53: Pomikanje vozička pri popolnoma avtomatizirani navijalni liniji
67
6 ZAKLJUČEK
V okviru diplomske naloge smo izvedli več izboljšav in novosti na navijalni
liniji. Krmiljenje in nadzor linije sta do sedaj temeljila na splošnonamenskih
mikroprocesorjih mi pa smo jih zamenjali z industrijskimi krmilniki. Glede na
delovanje posameznih naprav smo izbrali primerne industrijske krmilnike in
predvideli ustrezno komunikacijo med njimi. Pri tem smo razvili novo
programsko opremo za avtomatizacijo linije.
Sistemu smo dodali nove funkcije, ki pripomorejo k hitrejšemu zagonu in
boljšemu ter zanesljivejšemu delovanju. Z dodano funkcijo dviga vhodnega
tipala na navijalnih enotah pred začetkom navijanja smo operaterju omogočili
hitrejše speljevanje profila skozi sprejemne valjčke. Na novo je bil projektiran
sklop za pogon vlečnega traku in sklop za meritev dolţine na vlečno-rezalni
enoti. Pri predhodni izvedbi linije je bila teţava v velikih nihanjih vhodnega
tipala pri manjših hitrostih prihajanja profila do navijalnih enot. Ta problem
smo tudi odpravili.
V zadnjem delu diplomskega dela je predstavljenih nekaj rešitev, s katerimi bi
dosegli boljše delovanje ali pocenili izdelavo. Podan je predlog senzorja za
detekcijo profila, s katerim bi zaznavali prisotnost profila na navijalnih enotah.
Za pocenitev izdelave je podan predlog zamenjave servo motorja s tri faznim
asinhronskim. Predstavljena je tudi ideja za popolno avtomatizacijo navijalne
linije.
Linija s sekvenčnim odrezom je ţe sama po sebi zniţala stroške proizvodnje, saj
delovanje celotne linije upravljata le dva operaterja, medtem ko jih je bilo prej
potrebnih pet do šest. Naslednji korak je realizacija samodejnega zatika profila,
s katerim bi dosegli, da bi delovanje celotne linije upravljal le en operater.
Njegova edina naloga bi bila zamenjava navitega koluta s praznim. Pri večjih
hitrostih navijanja bi človek teţko zmogel upravljati linijo. Pri popolni
avtomatizaciji navijalne linije bi zamenjavo navitih kolutov s praznimi izvajal
ustrezen manipulator.

68
69
LITERATURA
[1] Tony Whelan, Polymer technology dictionary, Springer, 1994
[2] Berger Hans, Automating with STEP 7 in LAD and FBD: SIMATIC S7-
300/400 Programmable Controllers, 3rd Edition, John Wiley & Sons,
2005
[3] Muller Jurgen, Controlling with SIMATIC: Practice Book for SIMATIC
S7 and SIMATIC PCS7 Control Systems, John Wiley & Sons, avgust
2005
[4] EN ISO 12100-1 - Varnost strojev - Osnovni pojmi, splošna nacela
nacrtovanja - 1. del: Osnovna terminologija, metodologija, 2003
[5] EN 349 - Varnost strojev - Najmanjši razmiki, ki preprecujejo
zmeckanine na delih cloveškega telesa, 1997
[6] EN 418 - Varnost strojev - Oprema za izklop v sili - Funkcionalni vidiki,
nacela, 1999
[7] EN 894-1 - Varnost strojev - Ergonomske zahteve za nacrtovanje
prikazovalnikov in krmilnih stikal - 1. del: Splošna nacela za interakcije
cloveka s prikazovalniki in krmilnimi stikali, 2000
[8] EN 953 - Varnost strojev - Varovala - Splošne zahteve za nacrtovanje in
konstruiranje pritrjenih in premicnih varoval, 2000
[9] EN 1037 - Varnost strojev - Preprecevanje nepricakovanega vklopa,
1999
[10] EN 61140- Zašcita pred elektricnim udarom - Skupni vidiki za inštalacijo
in opremo, 2001
[11] EN ISO 7731 - Ergonomija – Signali za nevarnost na javnih in delovnih
mestih – Zvocni signali za nevarnost, 2003
[12] Veliki splošni leksikon (Osma knija Te-Ţ),Vulkanizacija, DZS, 1998
[13] J.Petrovčič, J.Kocijan, Praktični vidiki uporabe gradnikov v sisitemih
vodenja, Zaloţba FE, 2002
[14] R. Karba, Gradniki sistemov vodenja, Zaloţba FE, 1994
[15] B. Drury, The CONTROL TECHNIQUES drives and controls handbook,
The Institution of EE, 2001

70
71
SPLETNI VIRI
[16] SIEMENS, www.automation.siemens.com/
[17] SIEMENS WINCC,
http://www.automation.siemens.com/hmi/html_76/products/software/win
cc/index.htm
[18] STEP 7,
http://support.automation.siemens.com/WW/llisapi.dll/csfetch/18652056/
S7prv54_e.pdf
[19] MICROWIN, http://www.automation.siemens.com/_en/s7-
200/Products/03Software/microwin.html
[20] SIMATIC S7-300 Tutorial for First Time Users,
http://support.automation.siemens.com/WW/livelink.exe/csfetch/2700612
3/S7300GS_en.pdf
[21] PROFIBUS manual,
http://www.compumotor.com/manuals/Fieldbus/Profibus_Manual.pdf
[22] SIMATIC S7-200 manual,
http://support.automation.siemens.com/dnl/Dg1NDA1NQAA_1109582_
HB/S7%2D200_en.pdf
[23] SIMATIC S7-300 instalation,
http://support.automation.siemens.com/WW/livelink.exe/csfetch/1300849
9/S7-300_BA_EN_en-US.pdf
[24] CPU 31xC Technological Functions, Operating Instructions,
http://support.automation.siemens.com/WW/livelink.exe/csfetch/2609003
2/PI_CPU31xC_TF_x.pdf
[25] HITACHI SJ 200 manual,
http://www.hitachi.us/supportingdocs/forbus/inverters/Support/SJ200_Q
RG_NB6501XA.pdf
[26] CONTROL TECHNIQUES UNIDRIVE manual,
http://www.transbearco.com/Tech_Support_Files/Emerson_Manuals/Uni
SPUG5.pdf
[27] TURCK inductive sensors,
http://pdb.turck.de/media/_en/Anlagen/d101632.pdf
[28] TURCK capacitive sensors,
http://pdb.turck.de/media/_en/Anlagen/d101016.pdf
[29] TURCK ultra sonic sensors,
http://pdb.turck.de/media/_en/Anlagen/d100660.pdf
72
[30] KORAČNI MOTOR, http://www.lu-rogaska.si/f/docs/E-
gradiva/ELEKTRICNI_STROJI-ENOSMERNI_STROJI.pdf
[31] KORAČNI MOTOR, http://www2.arnes.si/~sspslavr/k_tor/k_motor.html
[32] LASTNOSTI MOTORJEV,
http://zone.ni.com/devzone/cda/tut/p/id/3656#toc1
[33] PREDSTAVITEV SAVATECH,
http://www.savatech.si/pdf/SAVATECH.pdf
[34] SAVATECH-PROFILI, http://www.savatech.si/pdf/Industrijski-profili-
SLO.pdf
[35] SOLNA KOPEL, New heat treating method for the curing of rubber
profiles, http://www.thefreelibrary.com/Rubber+World/2001/October/1-
p594
[36] DURFERRIT, http://www.durferrit.de/en/salzbadtechnologie/index.htm
[37] ELEKTROMOTOR, http://mafija.fmf.uni-
lj.si/seminar/files/2006_2007/Varcni_elektromotor.pdf
[38] PROFIBUS, http://www.profibus.com
[39] KORAČNI MOTOR, http://www.interq.or.jp/japan/se-inoue/e_step1.htm
[40] EKSTRUDER, http://www.britannica.com/EBchecked/topic-
art/463684/273/Screw-extrusion-of-thermoplastic-polymers
[41] BERGER LAHR Stepper motor driver,
http://www.sdt.se/web/webdocs.nsf/0/bff91a65904eefc5c1256c37003f44c
0/$FILE/PI+D920+English.pdf
[42] BERGER LAHR Stepper motor,
http://www.bergerlahrmotion.com/pdf/VRDM_Stepper_Motor.pdf
[43] BONFIGLIOLI RIDUTTORI, http://www.bonfiglioli.com/bnpres_uk.html
[44] RS485, http://www.lammertbies.nl/comm/info/RS-485.html
73
IZJAVA
Izjavljam, da sem diplomsko delo izdelal samostojno pod vodstvom mentorja
doc. dr. Boštjana Murovca. Izkazano pomoč ostalih sodelavcev sem v celoti
navedel v zahvali.
Ljubljana, junij 2008 Marko Pucer