bab 3 lean production - sismanlansenin.files.wordpress.com filebab 3 lean production system 1 ir....
TRANSCRIPT

By Ir. B. INDRAYADI,MT
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK
UNIVERSITAS BRAWIJAYA
BAB 3
LEAN PRODUCTION SYSTEM
1 Ir. Bb. INDRAYADI, M.T. VON INDUSTRIAL ENGINEERNING F T UB

1
2 Ir. Bb. INDRAYADI, M.T. VON INDUSTRIAL ENGINEERNING F T UB

3 Ir. Bb. INDRAYADI, M.T. VON INDUSTRIAL ENGINEERNING F T UB

4 Ir. Bb. INDRAYADI, M.T. VON INDUSTRIAL ENGINEERNING F T UB
B. INDRAYADI PSTI FT UNIBRAW 23
PRODUCTION INFORMATION SYSTEM
FORECASTING
DATA BASE
CUSTOMERORDER
COST QUALITYINVENTORY
ENGINEERING
SHOP FLOORCONTROL
PRODUCTSTRUCTURE
MASTERPRODUCTION
SCHEDULE
PURCHASINGAND RECEIVING

3.1. INTRODUKSI. Lean Manufaktur adalah Paradigma manufaktur yang
diterapkan pada produksi massa yang mana para pekerja dan sel kerja (work cell) dibuat lebih fleksibel dan efisien dengan mengadopsi metode yang mengurangi segala bentuk pemborosan.
Menurut Womack and Jones, Lean Manufacture didefinisikan :
“The Machine that Changed the World”.
“Doing more and more with less and less”
merupakan suatu konsep dalam melaksanakan aktivitas produksi dengan sedikit human effort, sedikit peralatan, sedikit waktu, sedikit ruang, dalam memenuhi kebutuhan konsumen.
Ir. Bb. INDRAYADI, M.T. VON INDUSTRIAL ENGINEERNING F T UB
5

3.2. Prinsip lean manufaktur
Ir. Bb. INDRAYADI, M.T. VON INDUSTRIAL ENGINEERNING F
T UB 6
Lean Manufacture mempunyai 6 prinsip (Francois de Villiers, 2006):
1.Minimize waste (produk tak berguna / limbah).
2.Perfect first-time quality.
3.Flexible production system.
4.Continuous improvement.
5.Proses produksinya bersifat Pull Processing.
6.Memilki hubungan yang kuat antara supplier.

a.d.1. Minimize Waste.
Ir. Bb. INDRAYADI, M.T. VON INDUSTRIAL ENGINEERNING F T UB 7
Tabel 3-1. Jenis Waste dari Target Metode Lean Manufacture.
No Jenis Pemborosan (Waste Type)
Contoh
1 Cacat (Defect) Produk diluar spesifikasi, komponen atau pelayanan yg menghasilkan scrap (barang sisa), pekerjaan perbaikan (rework), penggantian produksi (replacement production), pemeriksaan, bahan-bahan tidak sempurna (defective materials)
2 Waktu menunggu (waiting time)
Keterlambatan (Delay) yg berhubungan dg karena habisnya persediaan, menunggu proses pengumpulan , menunggu peralatan diperbaiki, kapasitas kemacetan/antrian.
3 Proses yg tidak diperlukan
Tahapan proses yg tidak diperlukan untuk membuat suatu produk
4 Kelebihan Produksi Memproduksi barang yg tidak sesuai order(kelebihan)
5 Pergerakan (Movement)
Gerakan kerja orang yg tidak diperlukan atau memaksakan diri, dan gerakan dalam proses, pengangkutan dengan jarak terlalu jauh.
Ir. Bb. INDRAYADI, M.T. VON INDUSTRIAL ENGINEERNING F T UB 8
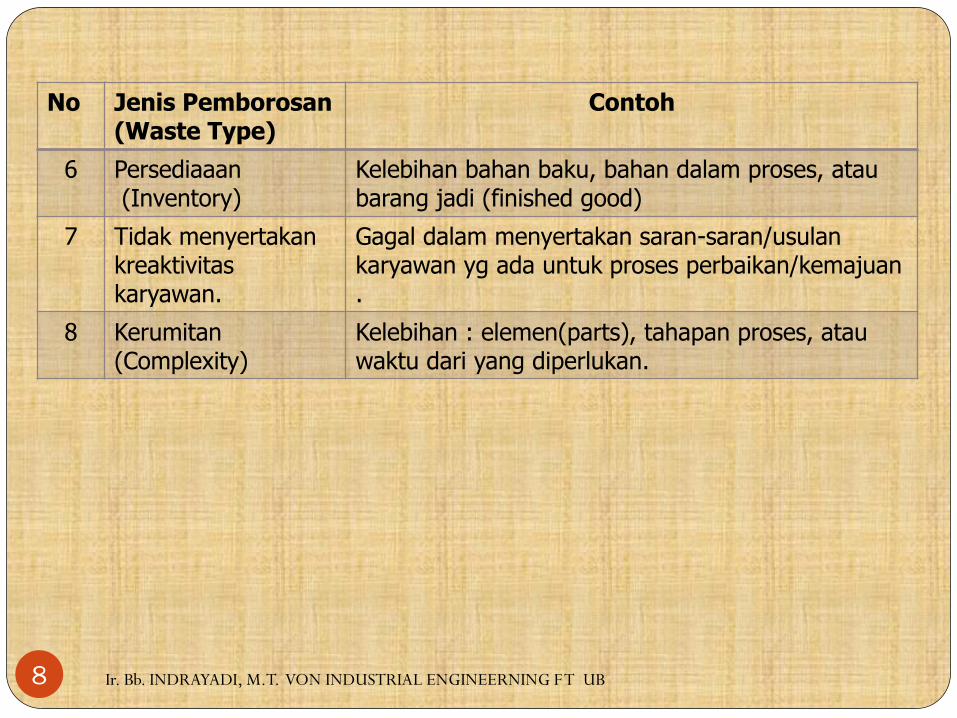
No Jenis Pemborosan (Waste Type)
Contoh
6 Persediaaan (Inventory)
Kelebihan bahan baku, bahan dalam proses, atau barang jadi (finished good)
7 Tidak menyertakan kreaktivitas karyawan.
Gagal dalam menyertakan saran-saran/usulan karyawan yg ada untuk proses perbaikan/kemajuan .
8 Kerumitan (Complexity)
Kelebihan : elemen(parts), tahapan proses, atau waktu dari yang diperlukan.

a.d.2. Perfect first-time Quality
Ir. Bb. INDRAYADI, M.T. VON INDUSTRIAL ENGINEERNING F T UB 9
Mengusahakan memproduksi barang dengan kualitas sempurna sejak pertama
kali memproses/ memproduksi Ada perbedaan antara kualitas produksi massa dengan produksi Lean. Pada produksi massa, pengendalian kualitas berarti suatu tingkat kualitas yang bisa diterima (Acceptable Quality level =AQL), yang memilki pengertian bahwa pada level tertentu, sedikit cacat masih diperbolehkan. Sedangkan pada produksi Lean, tingkat cacat nol (zero), karena jika komponen cacat terkirim ke stasiun kerja berikutnya, produksi akan diberhentikan.
a.d.3. Flexible production system.
Produksi massa , pekerja harus memahami setiap detail dari metode pekerjaan yang mereka kerjakan, dan tidak mampu merencanakan pekerjaan mereka sendiri. Lean Manufacture membuat Worker Team untuk mengorganisasikan tugas-tugas mereka dan melibatkan karyawan untuk memecahkan masalah teknis.
Dalam produksi massa bertujuan untuk : memaksimalkan efisiensi, long production run, perubahan set-up yang terlalu lama.
Dalam Lean manufaktur, prosedur dirancang untuk kecepatan perubahan. Mengurangi waktu set-up, memberikan ukuran batch yang lebih kecil sehingga memberikan sistem produksi dengan fleksibilitas yang lebih besar.

Ir. Bb. INDRAYADI, M.T. VON INDUSTRIAL ENGINEERNING F T UB 10
a.d.4. Continuous improvement.
Pada produksi massa, ada kecenderungan jika sudah mengatur (set-up) operasi dan sudah bekerja, maka operasi akan dibiarkan sendiri (dapat ditinggal). Produksi massa mempunyai motto : “If it ain’t broke, don’t fix it” ( jika tidak rusak jangan mengurusnya).
Namun pada Lean mendukung kebijakan Continuous improvement yang berarti secara terus-menerus mencari dan mengimplementasikan cara untuk mengurangi biaya, meningkatkan kualitas serta meningkatkan produktivitasnya.
3.3. Kriteria Lean Manufacture.
Pada Lean Manufacture terdapat 5 kunci keberhasilan dan 3 kriteria nilai tambah (Value added) dalam menjalankan proses produksi.
Kriteria kunci merupakan persyaratan yang harus dipenuhi secara mendasar pada proses Lean Manufacture dalam menentukan nilai awal pembobotan.

Ir. Bb. INDRAYADI, M.T. VON INDUSTRIAL ENGINEERNING F T UB 11
Tabel 3-2. Kriteria Kunci Lean Manufacture.
Kode Kriteria Deskripsi Kategori
1
Kegiatan yg tidak ada nilai tambah
Persediaan yg rendah, waktu pengaturan yg berkurang, jarak perpindahan elemen/ komponen yg berkurang, persediaan benda dalam proses rendah,waktu tunggu yg pendek, keuntungan yg tinggi pd elemen umum
Proses-proses Manufaktur
2
Produksi dan Pengiriman dengan JIT
Waktu tunggu yg rendah, prosentase barang yg dikirim tinggi, pemasok menerapkan JIT, terintergrasinya sistem informasi antara perusahaan dan pemasok, barang yg menumpuk sedikit.
Proses-proses Manufaktur
3
Pengaturan Tim Kerja
Jumlah Tim banyak, perpindahan gugus tugas tinggi (keahlian yg jamak), pimpinan Tim dipilih oleh timnya sendiri, susunan organisasi yg luwes, bersifat peran silang
Organisasi Perusahaan

Ir. Bb. INDRAYADI, M.T. VON INDUSTRIAL ENGINEERNING F T UB 12
Tabel 3-2. Kriteria Kunci Lean Manufacture.
Kode Kriteria Deskripsi Kategori
4
Perbaikan terus menerus
Keuntungan yg besar dari saran-saran/usulan, barang sisa yg sedikit atau pekerjaan perbaikan yg rendah, waktu menganggur Mesin yg rendah, pengontrolan kerusakan secara otomatis tinggi. Menerapkan perawatan secara total (TPM)
Proses-proses Manufaktur
5
Persekutuan
Adanya keterlibatan pelanggan, perusahaan memusatkan pada keperluan konsumen, perencanaan elemen/bagian dg pemasok, kontrak jangka panjang, tingkat komunikasi yang baik
Hubungan pelanggan dan pemasok

Kriteria Nilai Tambah pada Lean Manufacture merupakan komponen
tambahan dalam sebuah proses manufaktur.
Ir. Bb. INDRAYADI, M.T. VON INDUSTRIAL ENGINEERNING F T UB 13
Kode Kriteria Deskripsi Katagori
1
Produksi tunggal
Aliran kontinyu
Proses-proses Manufaktur
2
Sistem Informasi Luwes
Komunikasi yg baik untuk tingkat horisontal dan vertikal, penggunaan peralatan Komputer yg terintegrasi, sistem penguraian terhadap tanggapan permasalahan.
Teknologi perangkat keras dan lunak
3
Luwes terhadap perubahan (perkakas bantu/elemen/proses-proses)
Sistem perakitan
Teknologi perangkat keras dan lunak

Ir. Bb. INDRAYADI, M.T. VON INDUSTRIAL ENGINEERNING F T UB 14

Ir. Bb. INDRAYADI, M.T. VON INDUSTRIAL ENGINEERNING F T UB 15