barley malt - an overview most common source of fermentable sugars in beer – grass family...
TRANSCRIPT

Barley Malt - an overviewBarley Malt - an overview
Most common source of fermentable sugars in beer– Grass family Gramineae– Species Hordeolum vulgare– formed by sprouting barley
kernels to a desired length, stripping off the rootlets, and drying to a specific color

Barley Malt oveview Barley Malt oveview (continued)(continued)
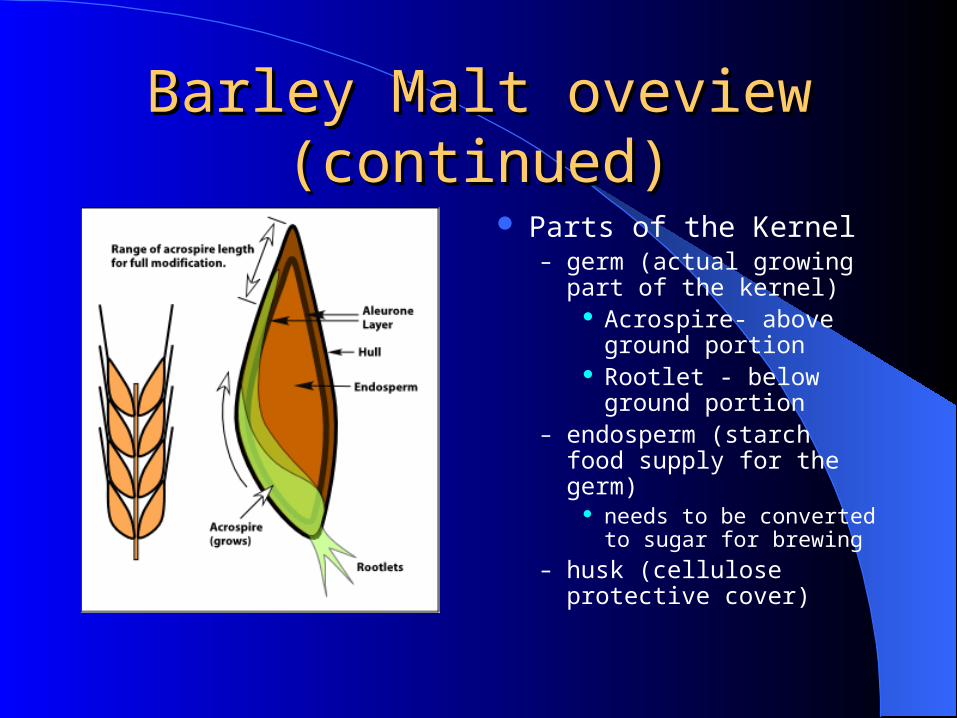
Parts of the Kernel– germ (actual growing part
of the kernel) Acrospire- above
ground portion Rootlet - below ground
portion– endosperm (starch food
supply for the germ) needs to be converted to
sugar for brewing– husk (cellulose protective
cover)
Types of BarleyTypes of Barley
Two row barley– only two of the six flower rows are fertile and
able to produce kernelsSix row barley
– all six rows are fertile and produce kernelsFour row
– actually a six row intermediate, not widely used in brewing
Differences in barley typesDifferences in barley types
Two Row– bigger kernels, higher
yield per head– lower protein
(nitrogen) content– lower husk contents
(less grainy flavor)– less enzymes
Six Row– more yield per acre– more diastatic power
ie. enzymes (better when using lots of adjuncts)
– higher husk level makes for better lautering filter bed

2-Row
6-Row2-Row 6-Row
Purposes for maltingPurposes for malting
1. Convert the large chains of insoluble starch in the endosperm to short chain water-soluble starches
2. Break down proteins in the barley by activating Proteolytic (“protein breaking”) enzymes
3. Activates the diastatic (“carbohydrate breaking” enzymes that will convert starches to sugars during mashing
Malting enzymes (continued)Malting enzymes (continued)
Cytases (hemicellulases & B-gluconsases)– Occur during germination, not malting
break down husk cell walls allow the diastatic enzymes to work more easily
during the malting process
Dextrase– Break the large starch chains at the 1-6 links to
make smaller polysaccharide chains
Malting Enzymes (continued)Malting Enzymes (continued)
Diastatic enzymes– α-amylase
breaks the 1-4 links in the middle of the α-glucans starch to make smaller starch chains
– β-amylase breaks the smaller starch chains into maltose sugar
by breaking 1-4 links near the reducing ends of the smaller chains
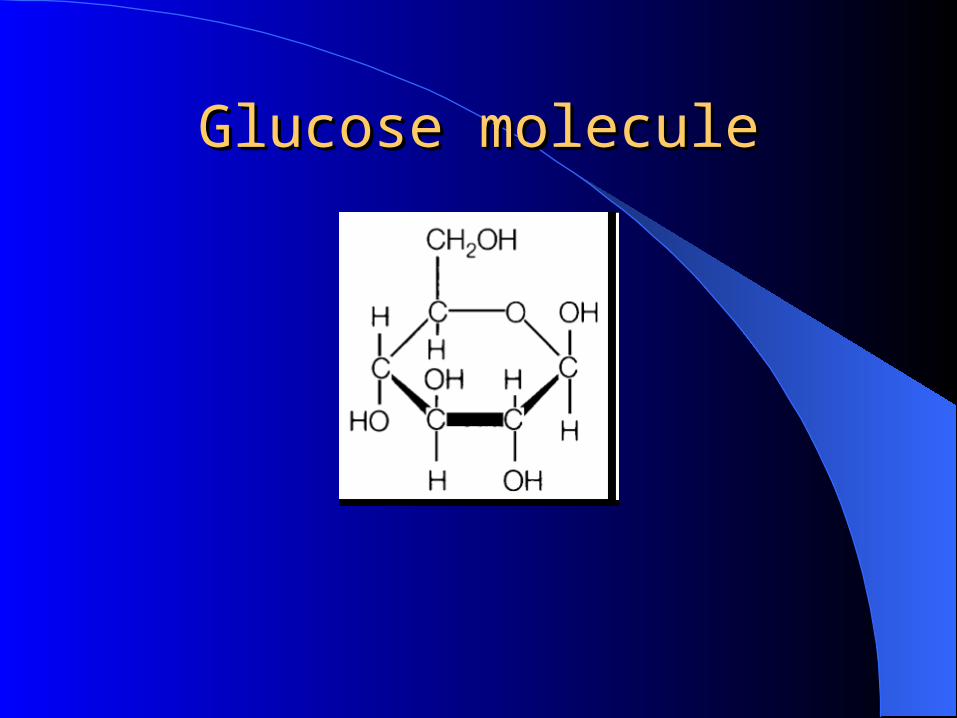
Glucose moleculeGlucose molecule
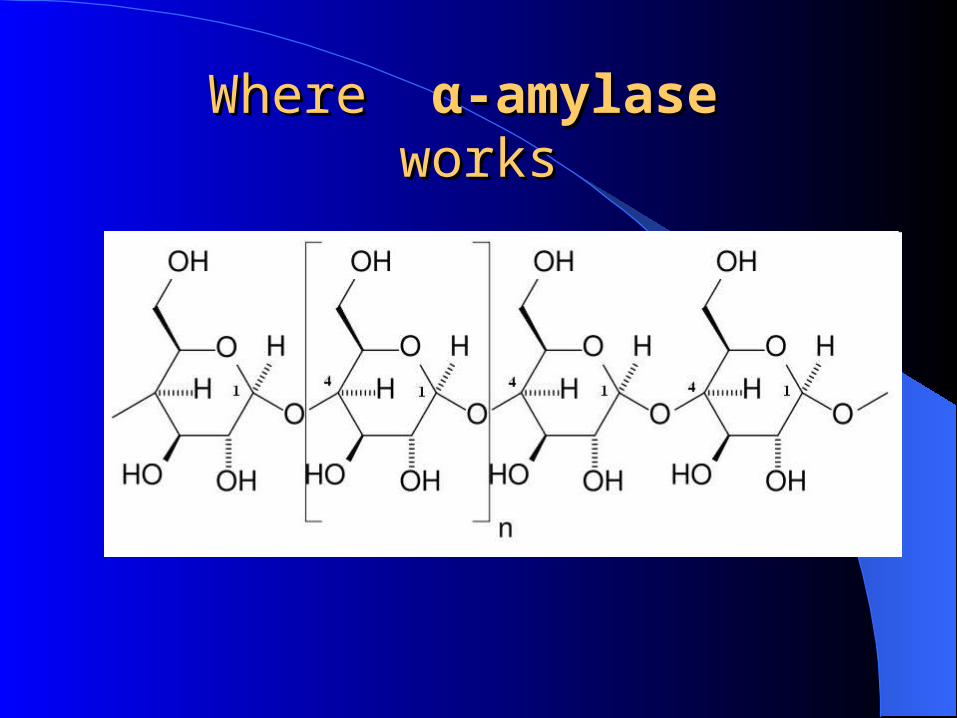
Where Where α-α-amylaseamylase worksworks

Maltose moleculeMaltose molecule
ModificationModification
Sprouting the grains to correct modification– Acrospire grows from the germ end of the
kernel toward the opposite end– Length ratio of acrospire to the kernel
determines the level of modification
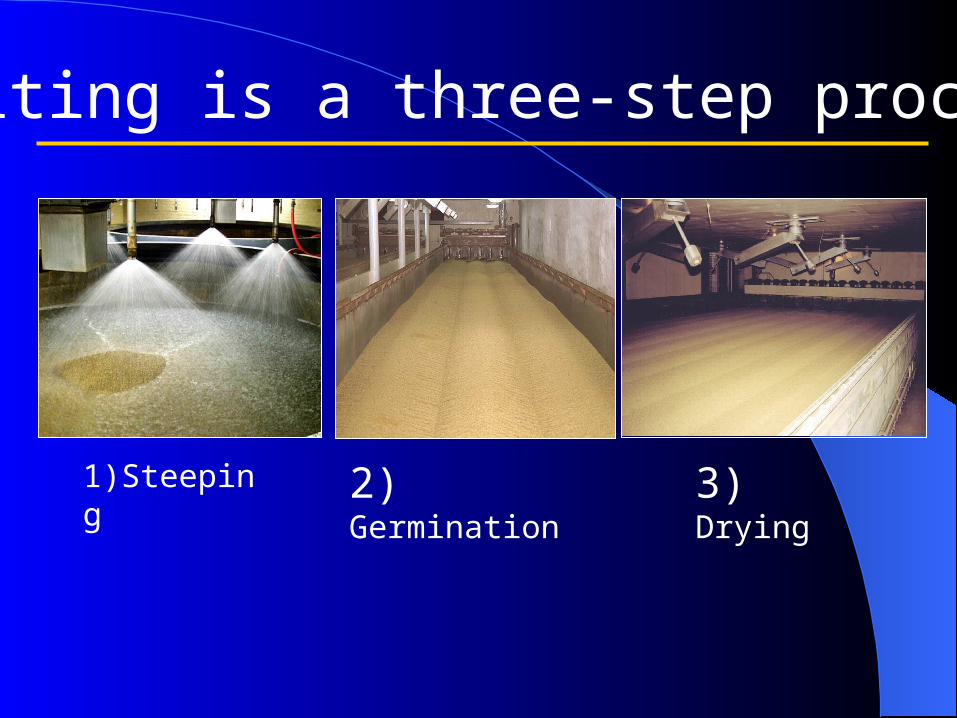
Malting is a three-step process
1)Steeping 2) Germination 3) Drying
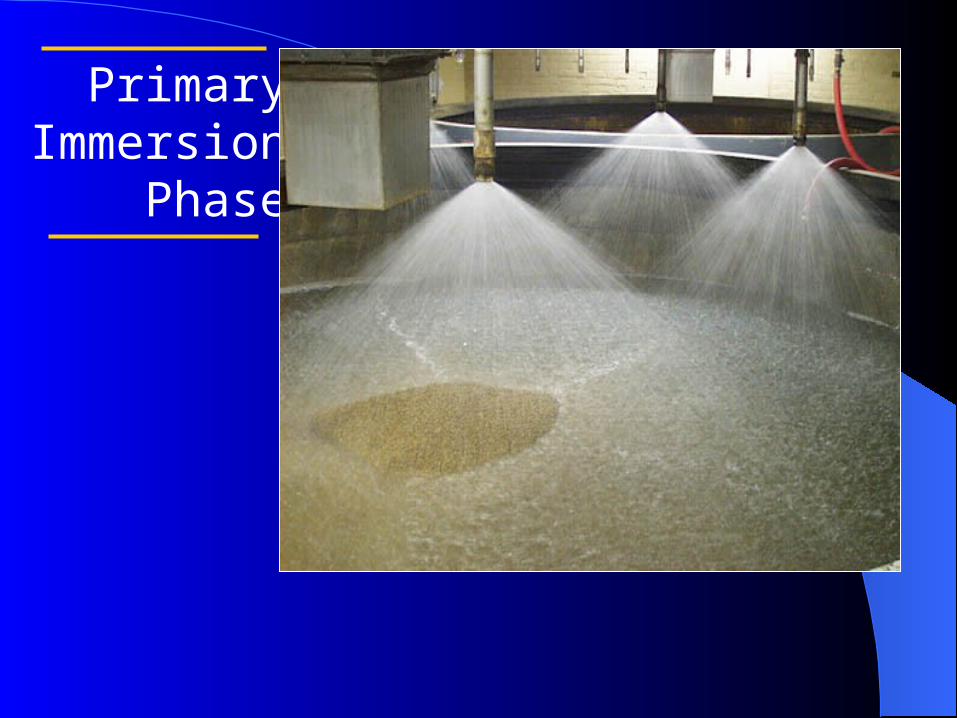
PrimaryImmersion
Phase
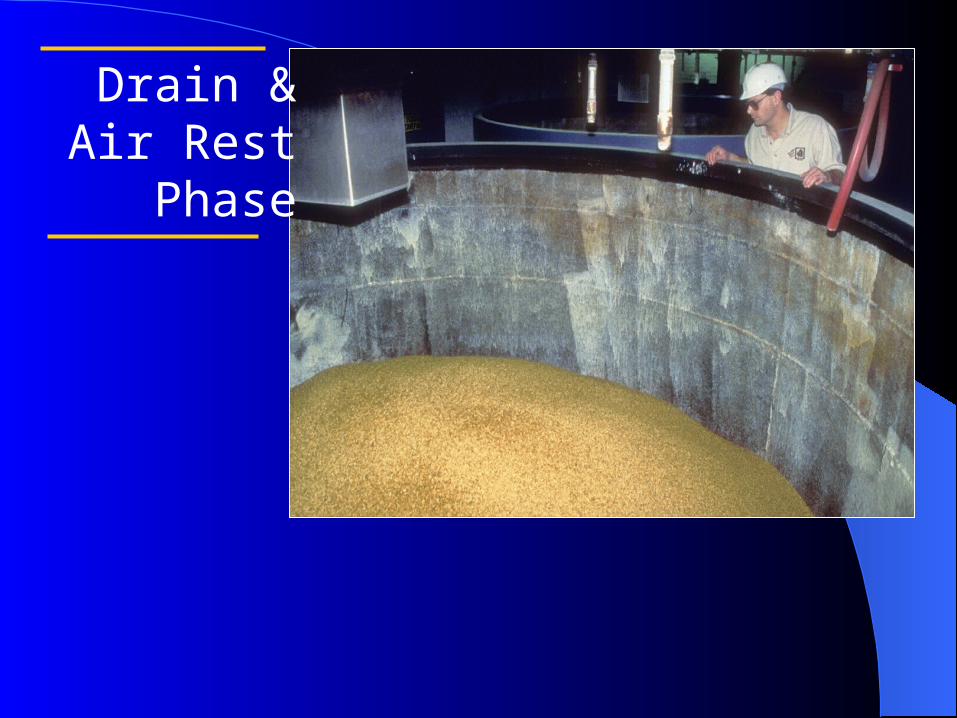
Drain &Air Rest
Phase
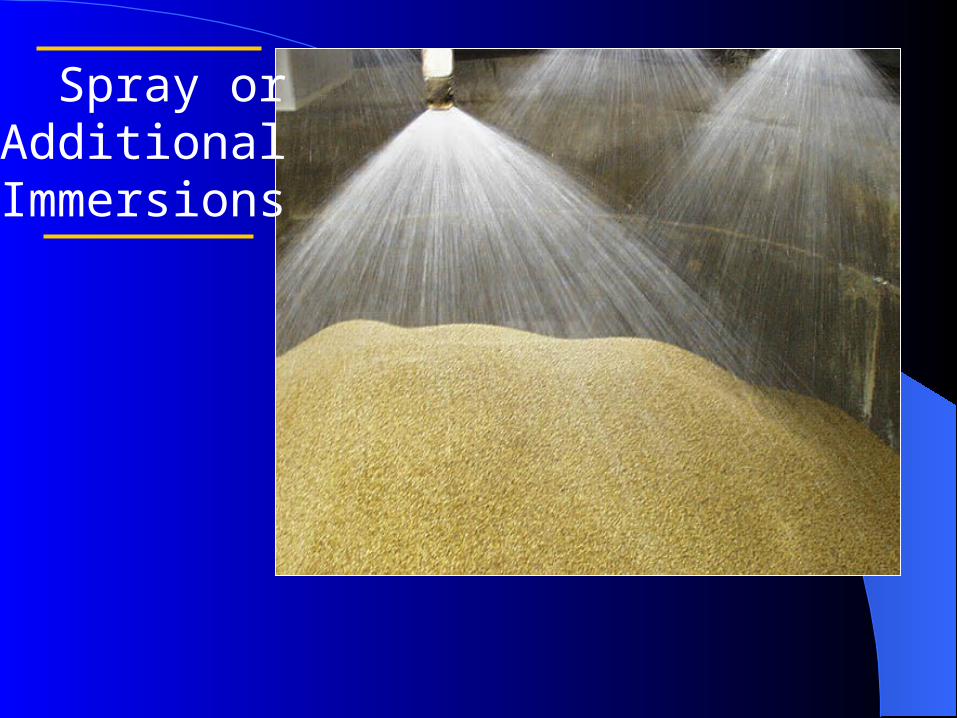
Spray orAdditional
Immersions

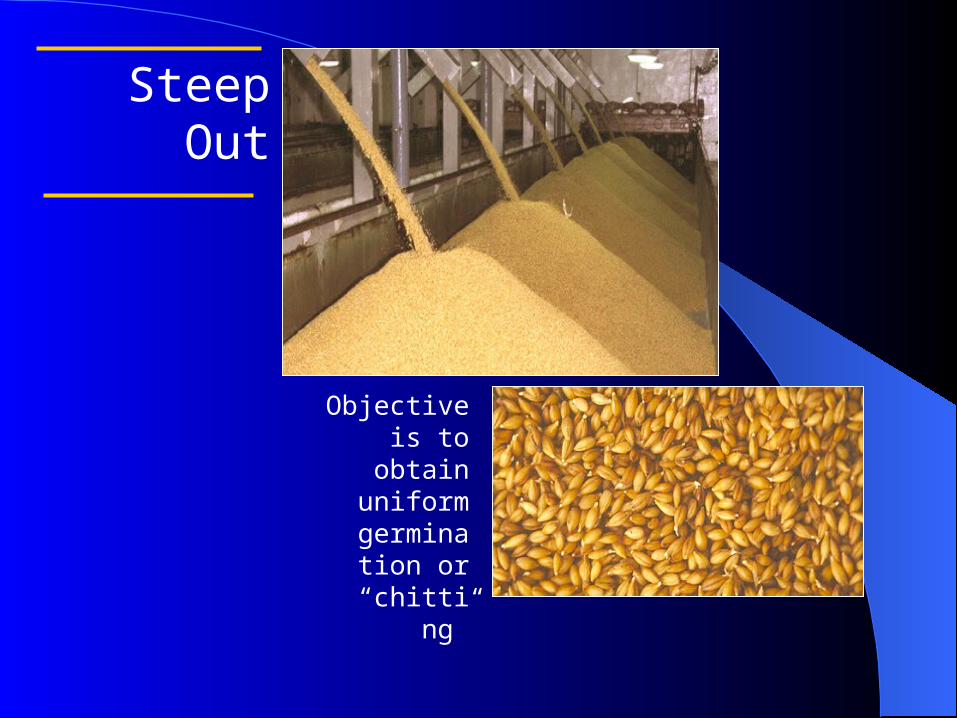
Objectiveis to
obtainuniform
germination or
“chitting”
SteepOut
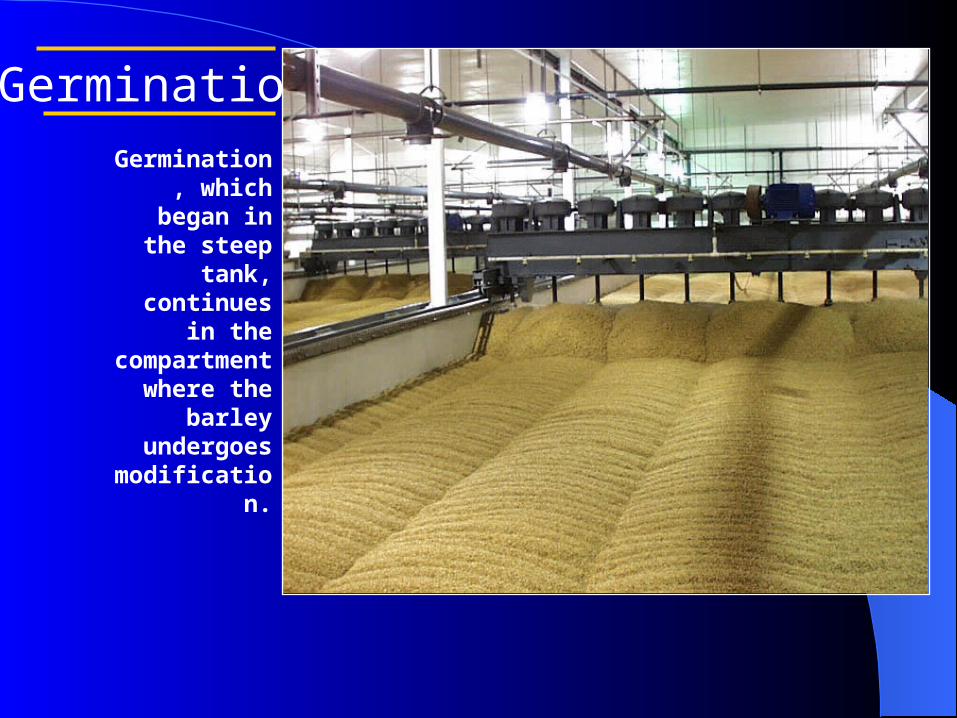
Germination, which began in the steep
tank, continues in
the compartment
where the barley
undergoes modification.
Germination
•Kernel Moisture
•Piece Temperature
•Time
Control PointsIn Germination
•Stop growth and modification•Preserve enzymatic activity•Create shelf stability•Create colors and flavors
Objectives ofKiln Drying

Milling

Weighing

Mashing / Conversion

SeparatioSeparation/n/BoilingBoiling
Evaporation
Environmentallycontrolledpackagingprocess
Bulk Loading/Unloading
Malting Process (continued)Malting Process (continued)
Barley steeped in 50-65o F water for two- three days Kernels allowed to germinate between 50-70o F for six to
ten days (Acrospire reaches 50% length about day 6) Malt temp raised gradually to 90o F and held there for 24
hrs. (allows enzyme action) Malt temp then gradually raised to 120o F and held there
for 12 hours to dry the malt Malt must be bone dry before kilning
Modification- a definitionModification- a definition
The degree of germination a barley kernel achieves during the malting process.– the degree to which the protein/gum matrix of
the starch in the kernel is broken down– increases the amount of proteins which will
become soluble in water
Modification (continued)Modification (continued)
Modification is achieved through the malting process
Varies from under-modified to highly modified malts
Modification is affected by– the strain and type of barley used– the malting process itself
Differences in ModificationDifferences in Modification
Under-modified– more complete set of enzymes– more proteins that will require
additional protease enzymatic breakdown to avoid the protein-polyphenol induced haze (“chill haze”)
Highly modified– high level of protein
degradation– doesn’t require a long protein
rest– may not necessarily be suitable
brewing all styles of beer
Modification: Example 1Modification: Example 1
Fully modified - Ratio 1.0– Acrospire as long as the kernel– will have a low protein content– endosperm (starch) almost fully water soluble– Some of the endosperm is lost as it was used by
the acrospire to grow to this length. That equates to less potential yield of fermentable sugar
Modification: Example 2Modification: Example 2
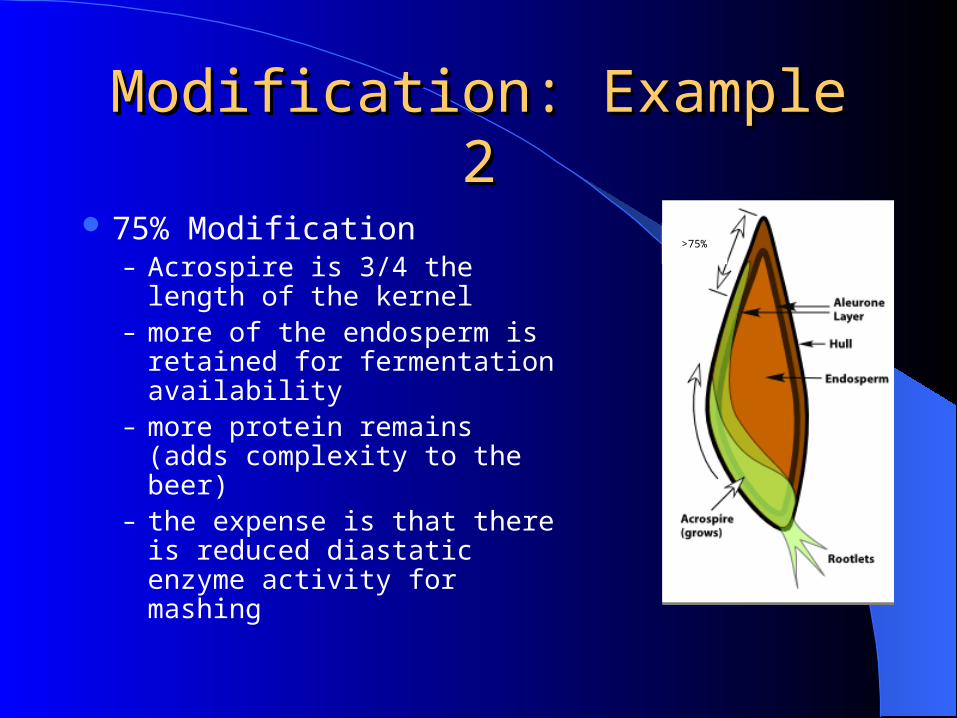
75% Modification– Acrospire is 3/4 the length of
the kernel– more of the endosperm is
retained for fermentation availability
– more protein remains (adds complexity to the beer)
– the expense is that there is reduced diastatic enzyme activity for mashing
>75%
Degrees of Modified MaltsDegrees of Modified Malts
Continental– 50-75% modified– retains more
endosperm for fermentation
– creates more protein complexity but:
– at the expense of reduced enzyme activity
American 6-row– Fully modified– because of higher
protein content, has greater enzymatic strength than Continental
Degrees of modification Degrees of modification (cont.)(cont.)
Both Continental and American malts require a protein rest at about 122o F to degrade albuminous proteins– promotes yeast growth – aids in head retention
Degrees of modification Degrees of modification (cont.)(cont.)
Caramel & Crystal– fully modified– kilned at 50% moisture
(not bone dry)– This essentially
mashes the starch directly inside the kernel husk
Chocolate & Patent – under modified
(<50%)– do not require protein
rest, as the kilning process degrades the starches
KilningKilning Kilning is roasting the malt to
achieve the proper color and other characters of a particular malt
– Raising the temperature of the dried malt to a particular level
– Creates flavor and body-building melanoidins from the amino acids and malt sugars in the malt
Degree of modification + kilning = type of malt
Kilning (continued)Kilning (continued)
Pale Malts (British & American)– Kilned between 130o and 180o F
Vienna Malt– low kilned at around 145o F
Czech Malts– raised slowly from 120o to 170o F, then roasted
at 178o F
Kilning (continued)Kilning (continued)
Dortmunder & Munich malts– kilned at low temperature, then raised before the malt
has dried to 195-205o F (Dortmunder) or 210-244o F (Munich)
Amber malt– well modified, then dried and rapidly heated to 200o F.– Temp then raised to 280-300o F and held until desired
color is reached
Kilning (continued)Kilning (continued)
Crystal & Caramel– fully modified, then kilned at 50% moisture– Temp raised to 150-170o F and held for 1.5 to 2
hours– Essentially mashes the endosperm inside the
husk– Heated to final roasting temp, time/temp
determines final Lovibond color index
Kilning (continued)Kilning (continued)
Chocolate & Patent Malts– dried to 5% moisture– roasted at 420-450o F for up to two hours– high heat degrades the starch so no protein rest
is needed– can also be roasted over beechwood fires
(Bamberg style)
Kilning (continued)Kilning (continued)
ALL malts– Once the malt is evenly roasted, they are
cooled to 100o F– Placed in a rotary bin (or some other method)
and rootlets are removed– Malt needs to rest for at least one month before
mashing
Other Malted GrainsOther Malted Grains
Wheat – has enough diastatic power on its own, but not
enough husk to effectively lauter on its own– high protein & β-glucan content compared to
barley, needs longer protein rest if used in large quantities
Rye, Oats, Sorghum - sometimes malted, usually used in raw form
Barley ContentsBarley Contents
Sugars & Starches- converted to sugars during mashing
Enzymes - a type of protein, influences protein content of the mash, too!
proteins- food for the germinating acrospire
Barley Contents (continued)Barley Contents (continued)
free nitrogenous compoundsB-complex vitamins- needed for yeast
developmentPhosphates - necessary for acidification of
the mash & used by yeasts
Barley contents (continued)Barley contents (continued)
Trace Elements– Tannins– cellulose– polyphenols
components of the husks can cause harsh flavors in beers if leached out by
hot or alkaline sparge water
Barley contents (continued)Barley contents (continued)
Fatty acids & lipids– support respiration of the embryo during
malting– can create oxidative flavors and low head
retention if excessive levels carry into the wort
Hemicellulose & soluble gums– must be reduced by enzymes to permit head
retention, else may cause clarity problems

•Kiln Produced
•Roaster Produced
Categories ofSpecialty Malts
Kiln Dried,Roasted
Malts
Victory®Special Roast
ChocolateDark
ChocolateBlack

RoastedBarley,
BlackBarley
Cereal AdjunctsCereal Adjuncts
Cheap source of carbohydrates with minimal protein addition
Must be gelatinized before mashing - preliminary boil or flaking through hot rollers
– corn (maize)- heavy use in Amer. light lager
– rice grits - heavy use in Amer. light lager
– sorghum– flaked barley, rye, and wheat
Other AdjunctsOther Adjuncts
Corn sugarCane sugar
– fully fermentable, cheap, produce more EtOH and drier beer
– cidery flavors tend to be produced due to the enzymes used by the yeast to metabolize the sucrose
Other adjuncts (continued)Other adjuncts (continued)
Honey– common in specialty beers– contributes some aromatics– tends to make beer thinner and more alcoholic
due to high sugar content
Other adjuncts (continued)Other adjuncts (continued)
Malto-dextrin– syrup or powder– adds body or “mouth feel” to beer
CaramelMolassesMaple syruplicorice
ColorColor
Determined by types of malts usedImportant characteristic of stylesTwo scales
– EBC (Europe)– SRM (USA)
Low (light color) to high (black)
Color (continued)Color (continued)
Amer. Lite Lager: 2 to 4 SRMPilsner: 3-5 SRMOktoberfest: 5-14 SRMDoppelbock: 20-30 SRMStout: > 50 SRM