basinÇ kaynaĞi ve uygulama alanlari -...
TRANSCRIPT

BASINÇ KAYNAĞI VE UYGULAMA ALANLARI
ZONGULDAK KARAELMAS ÜNİVERSİTESİ
MÜHENDİSLİK FAKÜLTESİ
MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ
KONSTRÜKSİYON VE İMALAT ANABİLİM DALINDA
DİPLOMA ÇALIŞMASI
OLARAK HAZIRLANMIŞTIR
ZONGULDAK
HAZİRAN 2000
KABUL:
Mustafa AKSOY tarafından hazırlanan “BASINÇ KAYNAĞI VE UYGULAMA ALANLARI” başlıklı
bu çalışma jürimiz tarafından değerlendirilerek, Konstrüksiyon ve İmalat Anabilim Dalında Makina Mü-
hendisliği Diploma Çalışması olarak kabul edilmiştir.
Başkan : Yrd. Doç. Dr. Füsun MÜFTÜOĞLU
Üye : Yrd. Doç. Dr. Fatmagül KOLTUK
Üye : Yrd. Doç. Dr. Serpil KARAKUŞ
ONAY:
Yukarıda imzaların, adı geçen öğretim üyelerine ait olduğunu onaylarım
.../.../ 2000
Prof. Dr. Fahri Dağlı
Makine Mühendisliği Bölüm Başkanı
ii

Makine Mühendisliği Diploma Çalışması
BASINÇ KAYNAĞI VE UYGULAMA ALANLARI
Zonguldak Karaelmas Üniversitesi
Mühendislik Fakültesi
Makine Mühendisliği Bölümü
Öğrenci Danışmanı : Yrd. Doç. Dr. Füsun MÜFTÜOĞLU
HAZİRAN 2000
ÖZET
Son senelerde gerek uygulamalardaki işlem esasları bakımından, gerekse kaynak tekniği açısından
tatmin edici özelliklere sahip olmasıyla bilinen kaynak yöntemleri göze çarpmaktadır. Bu uygulamalar
basınç esaslı kaynak uygulamalarıdır ve kullanım alanları giderek genişlemektedir.
Bu çalışmada; basınç esaslı kaynak yöntemleri; işlemlerin uygulanışı esası; parametreleri ve en-
düstrideki uygulamaları yönünden ele alınmıştır.
iii
TEŞEKKÜR
Bu diploma çalışmasının hazırlanmasında her türlü yardımı esirgemeyen ve fikirleriyle bu çalışmaya kat-
kıda bulunan başta hocamız Yrd. Doç. Dr. Füsun MÜFTÜOĞLU(Z.K.Ü. Mühendislik Fakültesi Makine
Mühendisliği Bölümü) hocama ve onun şahsında bütün hocalarıma teşekkürü bir borç bilirim.
iv
İÇİNDEKİLER
Sayfa no
BÖLÜM 1
1.1 KAYNAĞIN TANIMI
1.2 KAYNAK KABİLİYETİ
1.3 KAYNAĞIN SINIFLANDIRILMASI
BÖLÜM 2
BASINÇ ESASLI KAYNAK YÖNTEMLERİ VE UYGULAMA ALANLARI
2.1. DÖKÜM BASINÇ KAYNAĞI
2.1.1. İşlemin Esası ve Özellikleri
2.1.2. AT Döküm Kaynağı
2.1.3. AT Pres Kaynağı
2.1.4. Kombine AT Kaynağı
2.1.5. AT Kovan Kaynağı
2.2. ELEKTRİK DİRENÇ KAYNAĞI
2.2.1. İşlemin Esası
2.2.1.1. Kaynak Isısı Oluşumu
2.2.1.2. Kaynak Noktasında Oluşan Elektriksel Direnç
2.2.1.3. Kontak Direnci ve Kaynak Parametreleri
2.2.1.4. Kontak Direnci ve Üst Yüzeyin Durumu
2.2.2 Nokta Direnç Kaynağı
2.2.2.1. Nokta Kaynak Makineleri
2.2.2.2. Elektrotlar
2.2.2.3. Kaynak Değerleri
2.2.3. Direnç Dikiş Kaynağı
2.2.3.1.Yufkaç Elektrotlar
v
İÇİNDEKİLER (Devam Ediyor)
Sayfa no
2.2.3.2.Kaynak Değerleri
2.2.3.3.Direnç Dikiş Kaynak Makineleri
2.2.3.4.Dikiş Direnç Kaynağında Dikiş Biçimleri
2.2.4.Kabartılı Direnç Kaynağı
2.2.4.1.Kaynak Değerleri
2.2.4.2. Kabartılı Direnç Kaynağı İçin Kaynak Makineleri
2.2.5.Alın Direnç Kaynağı
2.2.5.1.Alın Yığma Kaynağı
2.2.5.2.Alın Yakma Kaynağı
2.3. GAZ BASIÇ KAYNAĞI
2.4. ELEKTRİK ARK BASINÇ KAYNAĞI
2.4.1.Elektrik Direnç Saplama Kaynağı
2.4.2.Elektrik Ark Saplama Kaynağı
2.4.2.1.Çekerek Ark Oluşturma
2.4.2.2.Kaynak Kovanı İle Ark
2.4.2.3.Özel Uç Formu İle Ark Oluşturma
2.5. SÜRTÜNME KAYNAĞI
2.5.1.Başlıca Kavram ve Tanımlar
2.5.2.Sürtünme Kaynağının Tarifi ve Prensibi
2.5.3.Sürtünme Kaynağı Çeşitleri
2.5.3.1.Sürekli Tahrikle Sürtünme Kaynağı
2.5.3.2.Volan Tahrikli Sürtünme Kaynağı
2.5.3.3.Konbine Sürtünme Kaynağı
2.6. SOĞUK BASINÇ KAYNAĞI
2.7. OCAKÇI KAYNAĞI
İÇİNDEKİLER (Devam Ediyor)
vi
Sayfa no
2.8. ULTRASONİC KAYNAK
2.8.1. İşlemin Esası ve Özellikleri
2.8.2. Kaynak Edilebilir Malzemeler
2.8.3. Uygulama Alanları
2.9. DİFÜZYON KAYNAĞI
2.9.1. İşlemin Esası ve Özellikleri
2.9.2. İşlemin Yapılışı
2.9.3 Uygulama Alanları
ŞEKİLLER DİZİNİ
vii
Şekil No Açıklama Sayfa No
2.1.2.a Yükselen döküm esaslı AT döküm kaynağının şematik görünümü ......................................... 5
2.1.2.b Yandan beslemeli AT döküm kaynağının şematik görünümü ................................................. 6
2.1.3.a AT pres kaynağı ile boru birleştirmenin şematik görünümü .................................................... 6
2.1.5.a AT kovan kaynağının şematik görünümü ................................................................................ 7
2.2.1.a Elektrik nokta direnç kaynağında işlem aşamaları ................................................................... 8
2.2.1.1.a Elektrik nokta direnç kaynağının esası .................................................................................. 9
2.2.1.1.b Nokta direnç kaynağında süre-toplam direnç ilişkisi ............................................................ 9
2.2.1.2.a Saf demirde sıcaklığa bağlı olarak özgül direncin değişimi .................................................. 11
2.2.1.3.a Elektrot kuvvetlerine bağlı olarak kontakt dirençlerinin değişimi ........................................ 12
2.2.1.3.c Kontakt ve malzeme dirençlerinin kıyaslanması ................................................................... 13
2.2.1.4.a Kontakt direncinin ve kaynak noktasının dayanımının bağlamadan
sonra zamana bağlı değişimleri ............................................................................................. 14
2.2.2.2.a Nokta kaynağında kullanılan elektrotların uç biçimleri ........................................................ 17
2.2.3.a Yufkaçlı dikiş kaynağının esası ................................................................................................ 20
2.2.3.3.a Direnç dikiş kaynak makineleri ............................................................................................. 22
2.2.3.4.a Direnç dikiş kaynağında kaynak biçimleri ............................................................................ 23
2.2.4.a Kabartılı kaynak işleminin esası ............................................................................................... 24
2.2.4.2.a Kabartılı kaynak direnç makinesi .......................................................................................... 25
2.2.5.a Elektrik alın direnç kaynağının esası........................................................................................ 26
2.5.1.a Alın yığma ve yakma direnç kaynağı sonu parça dış görünümleri........................................... 26
2.2.5.2.a Alın yakma kaynağı ile birleştirilmiş parça örnekleri ........................................................... 27
2.4.a Sapma kaynağı ile birleştirmeye uygun elemanlar
ve birleştirme örnekleri ......................................................................................................... 28
2.4.1.a Elektrik direnç esaslı saplama kaynağı..................................................................................... 30
2.4.1.b Saplama kaynağı kaynak bölgesi ............................................................................................. 30
2.4.2.1.a Çekerek arkı oluşturma esaslı saplama kaynağı için gerekli donatım ................................... 31
ŞEKİLLER DİZİNİ (Devam Ediyor)
Şekil No Açıklama Sayfa No
viii
2.4.2.3.a Özel uç formu ile ark oluşumu donatım şeması .................................................................... 33
2.4.2.3.b Saplama kaynağında aşamalar............................................................................................... 33
2.5.1.a Sürtünme kaynağında parçaların hareket türleri....................................................................... 35
2.5.2.1.a Sürekli tahrikle sürtünme kaynağı ......................................................................................... 35
2.5.2.2.a Volan tahrikle sürtünme kaynağı........................................................................................... 36
2.5.4.a Sürtünme kaynağı ile malzeme kaplama .................................................................................. 37
2.6.1 Al ile Fe’nin soğuk baskı kaynağı ile birleştirilmesinin şematik görünümü .............. 38
2.6.2 Soğuk baskı kaynağında yüzey büyümesi ve yüzey işleminin kaynama başlamasına etkisi ..... 39
2.8.1.a Ultrasal kaynak Makinesi ......................................................................................................... 40
2.8.1.b Ultrasal kaynağında birleşmenin mekanizması ........................................................................ 41
2.8.3.a Ultrasal kaynağı uygulaması .................................................................................................... 42
2.9.2.a Difüzyon kaynak donatımı ....................................................................................................... 45
ÇİZELGELER DİZİNİ
Çizelge No Açıklama Sayfa No
1.2.a Elektrik nokta kaynağında alaşımsız çeliklerin birleştirilmesinde bulunan
ix
elemanların kaynak kabiliyetine etkileri ............................................................................... 2
2.2.a Metallerin nokta kaynağına yatkınlıkları............................................................................... 15
2.2.4.1.a Kabartılı kaynak için çalışma değerleri ................................................................................. 24
SİMGELER DİZİNİ
Simge Açıklama
Ra = Yüzey pürüzlülük katsayısı
L = Şerit genişliği x
xi
e = Levha kalınlığı
R = Deformasyon
A = Yayılmış alan
A0 = Orijinal enine kesit alanı
Gm = Malzemenin dayanımı
Gw = Kaynak dayanımı
C = Yüzey pürüzlülüğüne bağlı katsayı
D = Difüzyon katsayısı
P0 = Ön ısıtma basıncı
P1 = Yığma basıncı
P2 = Sürtünme basıncı
Vp = Patlama hızı
Vg = Giydirilen metalin hızı
Vk = Kaynağın ilerleme hızı
KISALTMALAR DİZİNİ
MO = Metal Oksit
SEM = Scannig Elektron Mikroskop
AT = Alümino Termit
BÖLÜM 1
GİRİŞ
1.1. KAYNAĞIN TANIMI
Genel olarak kaynak olayını, parçaların ısı veya basınç uygula ması ile yada her ikisi-
nin yardımıyla birleştirilmesi veya yüzeylerin ilave bir metalle örtülmesi olarak tanımlamak
mümkündür. Bu işlemlerin yapılmasında ilave metallerin kullanılıp kullanılmadığı uygulama-
ları görmek mümkün olmaktadır.
Birleştirilmesi öngörülen malzemelerin kaynak bölgeleri plastik veya sıvı duruma geti-
rilmekte , eş iki malzemenin birleştirilmesi sonucu oluşan kaynak dikişinin özellikleri de ana
malzemenin özelliklerine benzetmektedir. İşlemin yapılmasında birleştirilecek malzemenin
özellikleri, yönteme başvuruluş amacı, kaynak olayındaki oluşumlar ve konstrüksiyona etkile-
ri gibi sebeplerden dolayı çeşitli önlemlerin alınması gerekebilmektedir. Ergitme esaslı kay-
nak uygulamalarında kaynak bölgelerinin genellikle yardımcı malzemelerle korunması ge-
rekmektedir. Seçilen ilave malzemenin ise, mümkün olduğu kadar ana malzeme ile aynı er-
gime aralığına sahip olması işlemin emniyeti bakımından gerekli görülmektedir. Bu tanımla-
mada belirtilen eş malzeme tabiri, metalurjik anlamda tam bir eşitlik olarak düşünülmemekte-
dir, birleşme bölgesindeki tüm malzemelerin birbiri içerisinde tam olarak karışabilmesi mana-
sını taşmaktadır.
Günümüz kaynak tekniğinde metalsel olmayan malzemeler ve özellikle de
termoplastikler için kaynak olayını tanımlamak mümkün olmaktadır. Yöntem bu tür malze-
meler için kaynak bölgesinin plastik duruma getirilmesi ile uygulanmakta, ısı ve basınç yar-
dımıyla yapılan işlem, ilave malzeme kullanarak veya kullanılmadan kaynak işlemi yapıla-
bilmektedir.
1.2 KAYNAK KABİLİYETİ
Metalsel malzemeler, kaynak işlemi ile şekillendirmeye aynı derecede yatkın değildir-
ler. Kaynağa elverişlilik olarak tanımlana bilecek bu kavram; bir birleştirme veya dolgu işle-
1
minde seçilen malzeme, uygulanan yöntem, konstrüksiyon ve kalınlık gibi faktörlerin bir ara-
ya düşünülmesiyle anlam kazanmaktadır.
Bir malzemenin kaynak kabiliyetinin iyi olduğu ifadesinden; o malzemenin öngörülen
yöntemle, herhangi bir önlem almadan, tasarlanmış konstrüksiyona uygulana bilmesi anlaşıl-
maktadır. Bu uygulama sonucu elde edilen kaynak dikişinin ise amaçlanan kalite seviyesinde
olması ön şart olarak görülmektedir.
Malzemenin kaynak uygulamasındaki tutumu; kimyasal bileşimi, üretim metodu ve
daha sonraki aşamalarda gördüğü işlemlerin etkilerine bağlı olarak değiştirilmektedir.
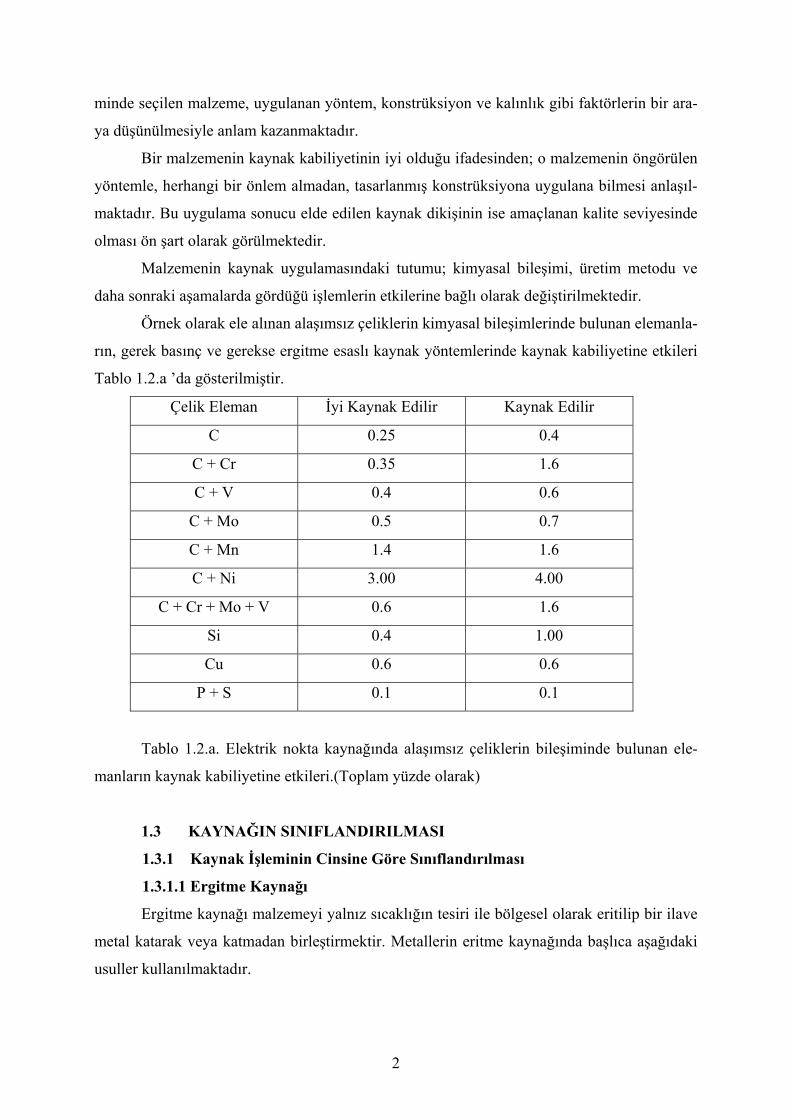
Örnek olarak ele alınan alaşımsız çeliklerin kimyasal bileşimlerinde bulunan elemanla-
rın, gerek basınç ve gerekse ergitme esaslı kaynak yöntemlerinde kaynak kabiliyetine etkileri
Tablo 1.2.a ’da gösterilmiştir.
Çelik Eleman İyi Kaynak Edilir Kaynak Edilir
C 0.25 0.4
C + Cr 0.35 1.6
C + V 0.4 0.6
C + Mo 0.5 0.7
C + Mn 1.4 1.6
C + Ni 3.00 4.00
C + Cr + Mo + V 0.6 1.6
Si 0.4 1.00
Cu 0.6 0.6
P + S 0.1 0.1
Tablo 1.2.a. Elektrik nokta kaynağında alaşımsız çeliklerin bileşiminde bulunan ele-
manların kaynak kabiliyetine etkileri.(Toplam yüzde olarak)
1.3 KAYNAĞIN SINIFLANDIRILMASI
1.3.1 Kaynak İşleminin Cinsine Göre Sınıflandırılması
1.3.1.1 Ergitme Kaynağı
Ergitme kaynağı malzemeyi yalnız sıcaklığın tesiri ile bölgesel olarak eritilip bir ilave
metal katarak veya katmadan birleştirmektir. Metallerin eritme kaynağında başlıca aşağıdaki
usuller kullanılmaktadır.
2
1. Döküm Ergitme Kaynağı
2. Elektrik Direnç Ergitme Kaynağı
3. Gaz Ergitme Kaynağı
4. Elektrik Ark Kaynağı
• Karbon Arkı ile Kaynak
• Metal Arkı ile Kaymak
• Koruyucu Gazla Kaynak
A. TIG Kaynağı
a) Normal TIG Kaynağı
b) Plazma TIG Kaynağı
c) Ark Atom Kaynağı
B. MIG Kaynağı
a) Normal MIG Kaynağı
b) Aktif Gazla MIG Kaynağı
• Metal Koruyucu Altındaki Kaynak
• Toz altı Kaynağı
5. Elektron Bombardıman ile Kaynak
6. Lazer Işını ile Kaynak
1.3.1.2 Basınç Kaynağı Usulleri
Metallerin basınç kaynağındaki başlıca aşağıdaki usuller kullanılmaktadır.
• Döküm Basınç Kaynağı
• Elektrik Direnç Kaynağı
• Gaz Basınç Kaynağı
• Elektrik Ark Basınç Kaynağı
• Sürtünme Kaynağı
• Soğuk Basınç Kaynağı
• Ocak Kaynağı
• Ultrasonik Kaynak
• Difüzyon Kaynağı
3
BÖLÜM 2
BASINÇ ESASLI KAYNAK YÖNTEMLERİ VE UYGULAMA ALANLARI
2.1. DÖKÜM BASINÇ KAYNAĞI
2.1.1. İşlemin Esası ve Özellikleri
İşlemin esası, alüminyum oksijene karşı afinitesinin diğer metallere göre daha fazla
olmasından yararlanarak, ince taneler halinde oksitlerin redükte edilmesi esasına dayanmak-
tadır.
3MO + 2Al 3M + Al2O3 – Q
MO : Metal Oksit
M : Redükte edilecek metal
Q : Açığa çıkan enerji
Bu reaksiyonlar tartışmasız ekzotermik bir karaktere sahiptir. Tüm termit reaksiyonlar
dışarı ısı vererek gelişirler. Metalotermit yolla demir ergitilmesi için, reaksiyon metali olarak
alüminyum en ekonomik malzemedir. Bu oluşum alüminotermit veya kısaca AT reaksiyonu
olarak adlandırılır. Zor ergiyen metallerde kaynak amacına ulaşmasında AT yöntemi büyük
kolaylıklar sağlanmaktadır.
Ateşe dayanıklı bir pota içindeki demir oksit ve alüminyum tanelerinden oluşmuş karı-
şımda reaksiyonun başlaması için, bir ön tutuşturma işlemine gerek duyulmaktadır. AT karı-
şımında yaklaşık tutuşma sıcaklığı 1300 oC olmaktadır.
Oluşum aşağıdaki denkleme göre devam etmektedir.
Fe2O3 + 2Al 2Fe + Al2O3 198 kcal
Yöntem uygulanan basınç ve erime yöntemleri dikkate alındığında üç ana grupta top-
lanabilir. Basınç tesiri göz önüne alınarak AT kaynağı
1- AT Döküm Kaynağı
2- AT Pres Kaynağı
3- Kombine AT Kaynağı
4
2.1.2 AT Döküm Kaynağı
AT esaslı kaynak yöntemleri içinde en yaygın olan bu yöntem bu esasa göre yapılan
işlemlerin yaklaşık %90’nını kapsamaktadır. Ana uygulama alanı olarakta her türlü demir
yolu birleştirmeleri verilmektedir.
AT döküm kaynağı ve yükselen çıkıcı esasına göre yapılan işlemde, simetrik olmayan
bir kaynak kalıbı kullanılır. Uygulamada AT pres kaynağında olmayan ve boyutu kaynak edi-
lecek kesitlere göre saptanan bir alın aralığı da bırakılmaktadır. Kullanılan pota tabandan bes-
lemeli olup; sıvı metal birleştirilecek parçanın, örneğin rayın alt yüzeyinden üst seviyesine
göre yükselecek şekilde düzenlenmiştir.
Kaynak kalıbında yükselen AT çeliği, 900 °C’in üstündeki ön tavlanmış çeliği ergit-
mektedir. İlave bileşiminden (termit malzemesinden) gelen çelik sadece ısı taşıyıcısı işlevine
sahip olmayıp, aynı zamanda kaynak dikişi oluşumunu da sağladığından, bileşimi ana malze-
menin aynı yada benzer olması gerekmektedir. Bu koşulun sağlanabilmesi için ; eldeki kütle-
ye uygun alaşım elemanları da katılabilmektedir.
Düşen döküm esasına göre AT döküm uygulamasına benzemektedir. Uygulamada pro-
fil demirinin; yani rayın üst kısmındaki yolluk, aynı zamanda çıkıcı görevini de üstlenmiştir.
İşlemin dezavantajlı yönü rayın üst yüzeyinde bulunana AT çeliğinin sıvı olması nedeni ile
50 mm bir genişliğe kadar ergime etkisidir.
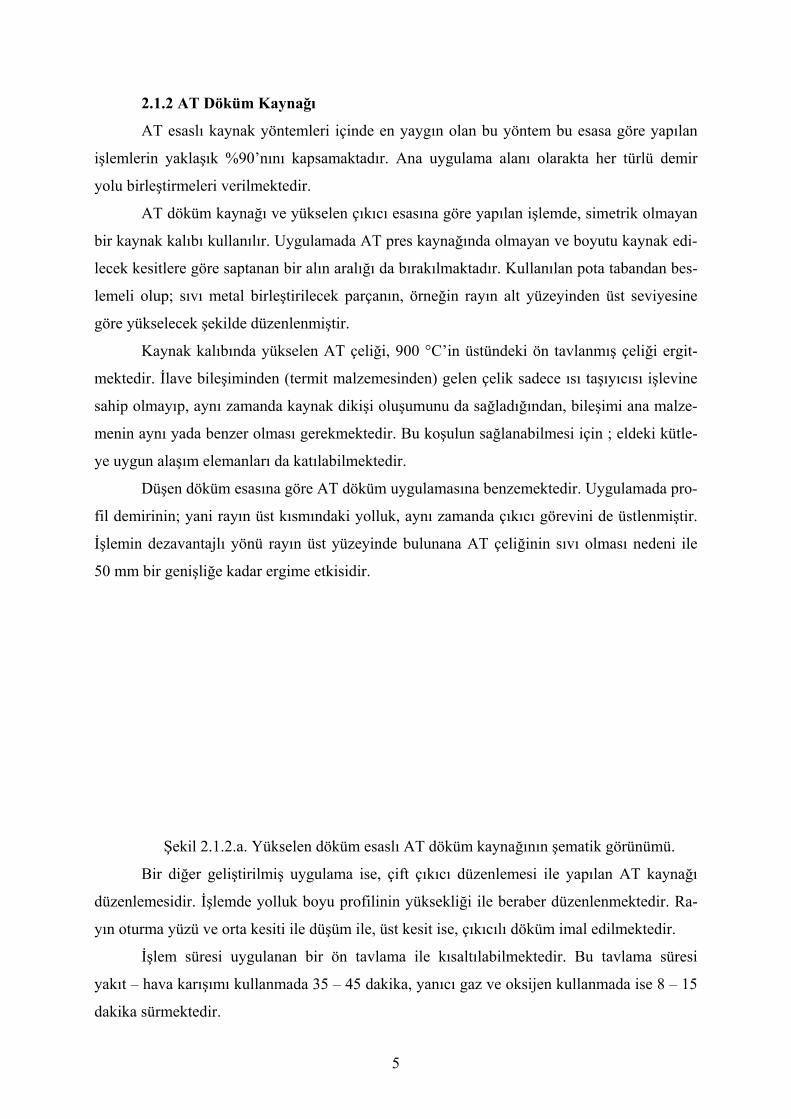
Şekil 2.1.2.a. Yükselen döküm esaslı AT döküm kaynağının şematik görünümü.
Bir diğer geliştirilmiş uygulama ise, çift çıkıcı düzenlemesi ile yapılan AT kaynağı
düzenlemesidir. İşlemde yolluk boyu profilinin yüksekliği ile beraber düzenlenmektedir. Ra-
yın oturma yüzü ve orta kesiti ile düşüm ile, üst kesit ise, çıkıcılı döküm imal edilmektedir.
İşlem süresi uygulanan bir ön tavlama ile kısaltılabilmektedir. Bu tavlama süresi
yakıt – hava karışımı kullanmada 35 – 45 dakika, yanıcı gaz ve oksijen kullanmada ise 8 – 15
dakika sürmektedir.
5
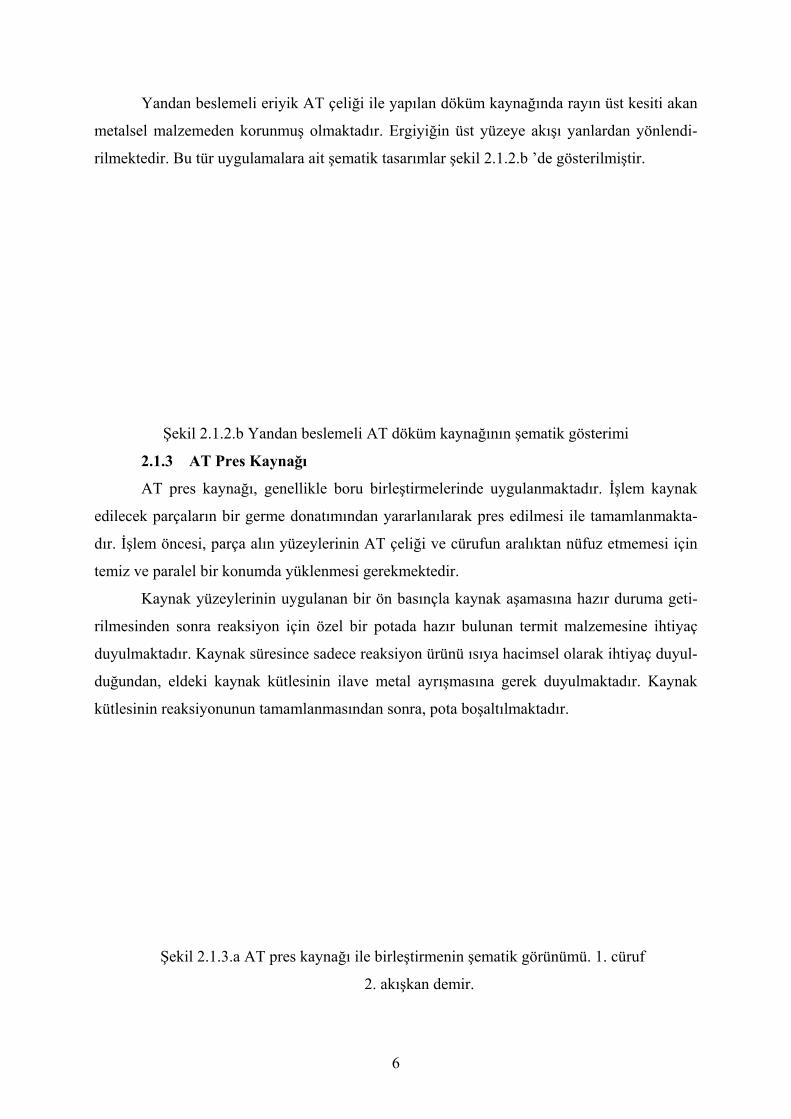
Yandan beslemeli eriyik AT çeliği ile yapılan döküm kaynağında rayın üst kesiti akan
metalsel malzemeden korunmuş olmaktadır. Ergiyiğin üst yüzeye akışı yanlardan yönlendi-
rilmektedir. Bu tür uygulamalara ait şematik tasarımlar şekil 2.1.2.b ’de gösterilmiştir.
Şekil 2.1.2.b Yandan beslemeli AT döküm kaynağının şematik gösterimi
2.1.3 AT Pres Kaynağı
AT pres kaynağı, genellikle boru birleştirmelerinde uygulanmaktadır. İşlem kaynak
edilecek parçaların bir germe donatımından yararlanılarak pres edilmesi ile tamamlanmakta-
dır. İşlem öncesi, parça alın yüzeylerinin AT çeliği ve cürufun aralıktan nüfuz etmemesi için
temiz ve paralel bir konumda yüklenmesi gerekmektedir.
Kaynak yüzeylerinin uygulanan bir ön basınçla kaynak aşamasına hazır duruma geti-
rilmesinden sonra reaksiyon için özel bir potada hazır bulunan termit malzemesine ihtiyaç
duyulmaktadır. Kaynak süresince sadece reaksiyon ürünü ısıya hacimsel olarak ihtiyaç duyul-
duğundan, eldeki kaynak kütlesinin ilave metal ayrışmasına gerek duyulmaktadır. Kaynak
kütlesinin reaksiyonunun tamamlanmasından sonra, pota boşaltılmaktadır.
Şekil 2.1.3.a AT pres kaynağı ile birleştirmenin şematik görünümü. 1. cüruf
2. akışkan demir.
6
Pota boşaltılma aşamasında kaynak bölgesine önce cüruf akmakta ve ergime noktası-
nın yüksekliği nedeni ile alın yüzeylerinin etrafında ince bir tabaka halinde katılaşmakta, bo-
runun çevresi ise sıvı demir, geri kalan akışkan cürufa biçim ve basınca bağlı olarak süpür-
mekte ayrıca ısı membaı olarak bölgeyi etkilemektedir.
Kaynak yerinin sıcaklığı yaklaşık 1300 °C’e ulaşması sonu, parçalar sıkma düzeninde
pres ile şişirilmektedir.
2.1.4 Kombine AT Kaynağı
Bu uygulamada, pres ve döküm kaynaklarından aynı işlem içinde yararlanılmaktadır.
İşlemde, rayın üst kesiti AT pres kaynağı, alt taban ve kolon kısmı ise AT döküm kaynağı ile
birleştirilmektedir.
Ray malzememsinin metalsel temizliğe ulaştırılan alınları paralel konumda basınç al-
tında tutulmaktadır. Malzemenin C içeriğine bağlı olarak arasına ince saç konularak kaynak
bölgesinin bileşimi ön görülen sınırlarda tutulabilmektedir. Rayın ara kolunun kusursuz ergiti-
lebilmesi hedefine ulaşılması için, bir aralık bırakılması gerekmektedir. Kaynak formunun
sadece rayın üst kesitine kadar olan kısmı, önce cürufun akışı ile tavlanmakta, sonra sıvı AT
çeliği ile doldurulmaktadır. Son aşamada bir sıkma düzeninden yararlanılarak kaynak işlemi
tamamlanmaktadır.
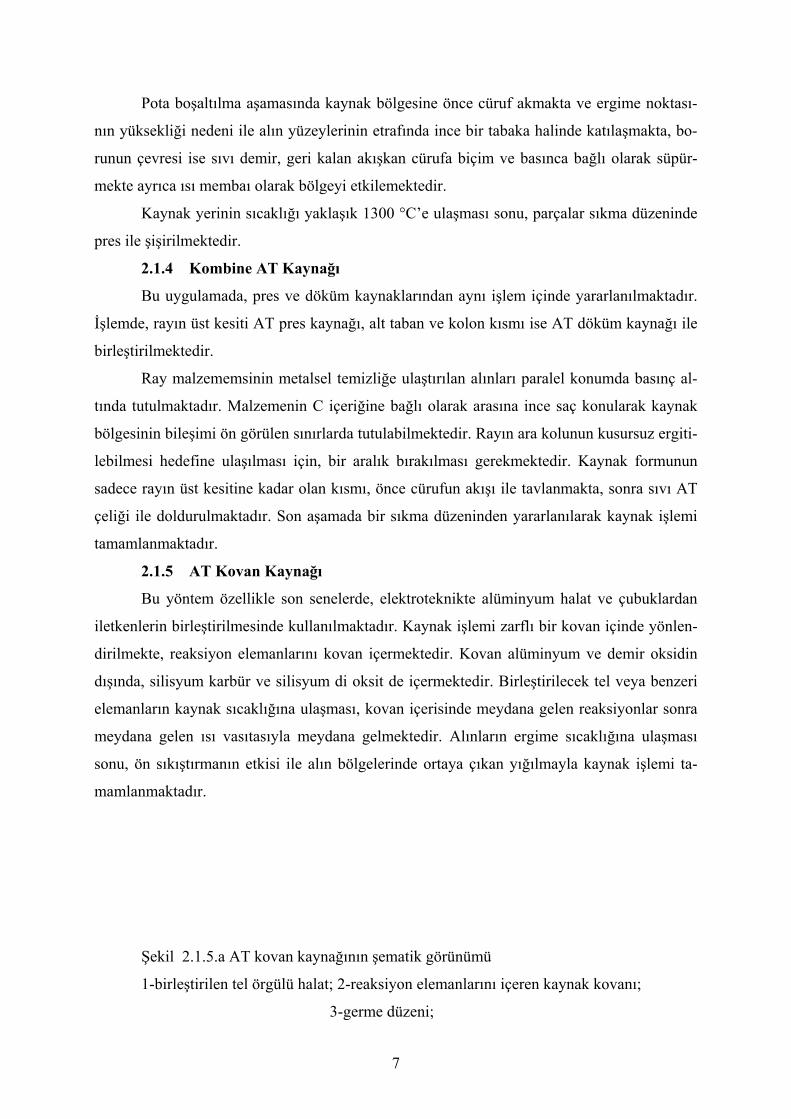
2.1.5 AT Kovan Kaynağı
Bu yöntem özellikle son senelerde, elektroteknikte alüminyum halat ve çubuklardan
iletkenlerin birleştirilmesinde kullanılmaktadır. Kaynak işlemi zarflı bir kovan içinde yönlen-
dirilmekte, reaksiyon elemanlarını kovan içermektedir. Kovan alüminyum ve demir oksidin
dışında, silisyum karbür ve silisyum di oksit de içermektedir. Birleştirilecek tel veya benzeri
elemanların kaynak sıcaklığına ulaşması, kovan içerisinde meydana gelen reaksiyonlar sonra
meydana gelen ısı vasıtasıyla meydana gelmektedir. Alınların ergime sıcaklığına ulaşması
sonu, ön sıkıştırmanın etkisi ile alın bölgelerinde ortaya çıkan yığılmayla kaynak işlemi ta-
mamlanmaktadır.
Şekil 2.1.5.a AT kovan kaynağının şematik görünümü
1-birleştirilen tel örgülü halat; 2-reaksiyon elemanlarını içeren kaynak kovanı;
3-germe düzeni;
7
2.2 ELEKTİRK DİRENÇ KAYNAĞI
2.2.1 İşlemin Esası
Elektrik direnç kaynağı, elektrik akımının ısı etkisinden yararlanarak, bir kaynak dev-
resi içinde birleştirilecek metalleri direnç olarak kullanıp, basınç altında çözülmez birleştirme
haline getirme yöntemidir.
Şekil 2.2.1.a Elektrik nokta direnç kaynağında işlem aşamaları
Uygulamada ilave malzeme gerekmemektedir. Bu nedenle yöntem, uçak, taşıt, maki-
ne, küçük taşıma kabları, vb yapım dalları için rasyonellik açısından önem taşımaktadır.
Ana esasa bağlı kalmak koşulu ile elektrik direnç kaynağını 4 farklı uygulama grubuna
ayırmak mümkündür.
a) Nokta direnç kaynağı
b) Dikiş direnç kaynağı
c) Kabartılı direnç kaynağı
d) Alın direnç kaynağı
İşlemde kaynak ısısının elde edilmesi için, genellikle dalgalı akımdan yararlanılmakta,
100 kA’e kadar akım şiddeti ve 16 V’u aşmayan kaynak gerilimleri uygulanmaktadır.
2.2.1.1 Kaynak Isısı Oluşumu
Kaynak için iki elektrot arasına yerleştirilen malzeme, devreden geçirilen yüksek akım
şiddetine gösterdiği dirençle ısınmaktadır. İşlemde, temas noktalarındaki kontak direnci nede-
ni ile açığa çıkan ısıdan da yararlanılmaktadır. Yöntemde uygulanan basma kuvveti ve akım
şiddeti, işlemin ana etkenleri olarak tanımlanmaktadır.
8
Şekil 2.2.1.1.a Elektrik nokta direnç kaynağının esası
Dönüştürülen ısının tümü, kaynak noktasında oluşturulan dikişte harcanmamaktadır.
Elektrotların aşırı ısınmaya karşı, hava yada su ile soğutulması, özellikle uzun zaman aralıkla-
rında yapılan kaynak işlemlerinde ısının parça boyunca yayılması, tükenen bu ısının bileşenle-
ri olarak sayılabilmektedir.
Oluşturulan kaynak noktalarının büyüklüğü, verilen ve kaçan ısı miktarının sabit ol-
ması durumlarında bile eşit olmayabilmektedir.
Saçlar arası direnç – süre ilişkisi diyagramında görüldüğü gibi, dirençteki bu ani dü-
şüş, oluşumun ana etkeni olarak görülmektedir.
Isının üretilmesinde ve iletilmesinde, elektrot geometrisi – temas yüzeyi, saç yüzey ka-
litesi ve elektrot kuvveti işlem etkenleridir. Bunların dışında sabit ısı üretilmesinde, akım yo-
ğunluğu, kuvvet yoğunluğu ve akım geçen süre değerlerinin de sabit tutulması gerekmektedir.
Şekil 2.2.1.1.b Nokta direnç kaynağında süre – toplam direnç ilişkisi
İşlemde ısısal yönden, elektrotların biçim ve yüzey değişimlerinin, ısının üretilmesi ve
çekilmesinde büyük bir etken olduğu görülmekte, dolayısıyla elektrotlar kaçan ısı içinde, yak-
laşık %60 – 70’e varan pay sahibi olabilmektedirler.
9
2.2.1.2 Kaynak Noktasında Oluşan Elektriksel Direnç
Kaynak bölgesindeki direnci, birleştirilen malzemelerin dirençleri ile kontak noktala-
rının toplam dirençleri oluşturmaktadır. Malzemelerin dirençlerini;
a) Malzemelerin kaynak edilen bölgelerinin , imal ve hazırlanmasından
gelen fiziksel özellikler,
b) Kaynak devresindeki akımın çeşidi ve büyüklüğü,
c) Akım devresindeki sıcaklık,
Belirlemektedir. Kontakt noktalarının dirençleri ise;
Üst elektrot – parça
Parça - parça
Parça - alt elektrot
temas noktalarıdır.uygulamada elektrotların kendi dirençleri genellikle ihmal edilebilecek
boyutlarda bulunmaktadır.
Karşılaştırma açısından, saf metaller alaşımlardan daha kararlı yüksek dayanım göste-
rirlerse de, alaşım elemanlarının bileşimde yükselmesi ile özgül dirençleri ve saf durumlarına
kıyasla daha yüksek değerlere ulaşmaktadır.
Su verilmiş ve soğuk şekillendirilmiş teknik metallerde, genellikle elektriksel direnç
yükselmektedir. Bu tür işlemler uygulanmış metallerin, bilinen ısıl işlemlerle başlangıç özel-
liklerine dönüştürülmesine, çoğu kez, ihtiyaç duyulabilmektedir. Bir elektrik iletkenin direnci,
)( Ω⋅
=A
lR ρ olarak verilir
ρ : malzemenin özgül direnci (Ω.mm2/m)
l : ileticinin uzunluğu (m)
A : ileticinin kesiti (mm2)
Bu ifadenin nokta kaynağında akım geçen kesite göre yazılışı,
25022 ⋅⋅Π
⋅⋅=
dsR ρ şeklinde olur.
2s : akım yolunun uzunluğu (mm)
s : parça kalınlığı (mm)
d : akım geçen kesitin çapı (mm)
Sıcaklığın büyümesi ile metalsel malzemelerin özgül dirençleri büyümektedir. Bu ö-
zellikler kaynak devresindeki metalsel malzemeye, direncinin büyümesi şeklinde yansımakta-
dır.
10

Şekil 2.2.1.2.a Saf demirde sıcaklığa bağlı olarak özgül direncinin değişimi
Özgül direncin sıcaklığa bağlı olarak değişimini, aşağıda verilen ifadeden de hesapla-
mak mümkündür.
)]20(1[0 −+= tt αρρ
ρt : t °C’de özgül direnç (Ω.mm2/m)
ρ0 : oda sıcaklığında özgül direnç (Ω.mm2/m)
α : sıcaklık katsayısı (1/°C)
Sıcaklık artımı ile malzemelerin özgül dirençlerinde 2- 8 kat arasında bir artım görül-
mektedir.
İki metal yüzeyi basınç altında tutulduğunda, temas sınırları içinde bir çok değme nok-
talarının bulunduğu gözlenmektedir. Değme noktalarındaki değişim, değme yüklerinin etkisi
altında bulunmaktadır. Şekil değiştirme süreci içinde sürekli yeni temas noktaları oluşmakta,
bu aşamada ya plastik şekil değiştirmeler meydana gelmekte veya elastiklik sınırları arasında
bulunmaktadır. Şekil 2.2.1.2.b temas noktalarının direncinin tasarlanmasına yardım etmekte-
dir.
2.2.1.3. Kontak Direnci ve Kaynak Parametreleri
Gerçek kontak yüzeylerine elektrod kuvvetlerinin arttırılması ile kontak direncin düştüğü gö-
rülmektedir.
11
Şekil 2.2.1.3.a Elektrod kuvvetlerine bağlı olarak kontak dirençlerinin değişimleri (saç kalın-
lığı 1 mm).
Malzeme üzerinde a-yüzeylerinin eş büyüklükte olma durumunda, her bir kontak
noktasının eşit akım yoğunluğuna sahip olması gerekecektir. Uygulama koşullarında bu du-
ruma çok nadir olarak rastlanabilir. Bu nedenle, akım geçişi ile çeşitli kontakt noktalarında
farklı ısı oluşumları ortaya çıkmaktadır. İşlem aşamasında açığa çıkan ısı vasıtası ile, her bir
kontak noktasında, malzeme yumuşamakta veya ergime durumuna yakın bir duruma ulaşarak,
elektrod kuvvetine karşı daha fazla direnç gösterememektedir.
Şekil 2.2.1.3.b Elektrod kuvvetlerine bağlı olarak kontak dirençlerinin değişimleri malzeme:
x10CRNi 18.8 küre takkesi elektrod (saç kalınlığı 5 mm).
12
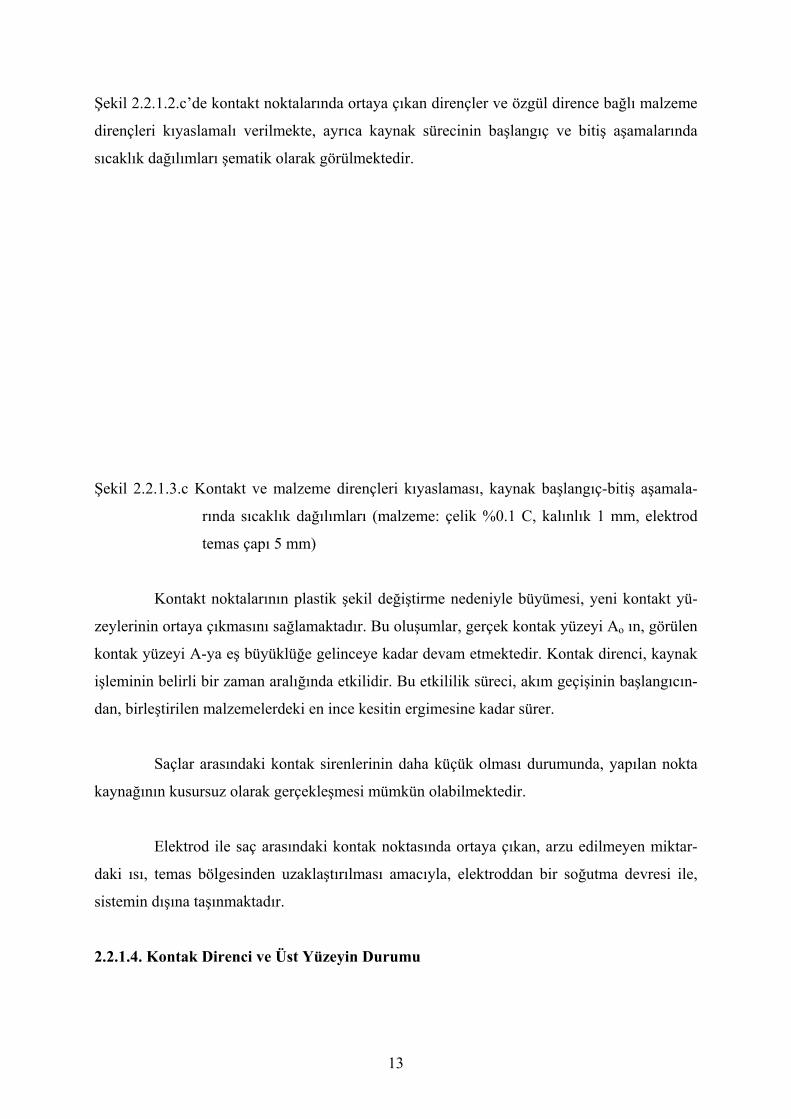
Şekil 2.2.1.2.c’de kontakt noktalarında ortaya çıkan dirençler ve özgül dirence bağlı malzeme
dirençleri kıyaslamalı verilmekte, ayrıca kaynak sürecinin başlangıç ve bitiş aşamalarında
sıcaklık dağılımları şematik olarak görülmektedir.
Şekil 2.2.1.3.c Kontakt ve malzeme dirençleri kıyaslaması, kaynak başlangıç-bitiş aşamala-
rında sıcaklık dağılımları (malzeme: çelik %0.1 C, kalınlık 1 mm, elektrod
temas çapı 5 mm)
Kontakt noktalarının plastik şekil değiştirme nedeniyle büyümesi, yeni kontakt yü-
zeylerinin ortaya çıkmasını sağlamaktadır. Bu oluşumlar, gerçek kontak yüzeyi Ao ın, görülen
kontak yüzeyi A-ya eş büyüklüğe gelinceye kadar devam etmektedir. Kontak direnci, kaynak
işleminin belirli bir zaman aralığında etkilidir. Bu etkililik süreci, akım geçişinin başlangıcın-
dan, birleştirilen malzemelerdeki en ince kesitin ergimesine kadar sürer.
Saçlar arasındaki kontak sirenlerinin daha küçük olması durumunda, yapılan nokta
kaynağının kusursuz olarak gerçekleşmesi mümkün olabilmektedir.
Elektrod ile saç arasındaki kontak noktasında ortaya çıkan, arzu edilmeyen miktar-
daki ısı, temas bölgesinden uzaklaştırılması amacıyla, elektroddan bir soğutma devresi ile,
sistemin dışına taşınmaktadır.
2.2.1.4. Kontak Direnci ve Üst Yüzeyin Durumu
13
Malzeme yüzeyinde bulunan oksit filmi akımın geçişine, engelliyebilecek bir büyük-
lükte, karşı koyabilmektedir. Kaynak akımının geçebilmesi ve işlevini yerine getirebilmesi
için bu film tabakasının parçalanması gerekmektedir.
Küre takkesi uç biçimli elektrod ile, yüzey büyütülme etkisi de ortaya çıktığından, bu gerçek-
leşebilmektedir. Film tabakası inceldikçe ön görülen çatlamalar daha kolay oluşmakta, dolayı-
sıyla daha kolay bir akım geçişi sağlanmaktadır.
Saçdan saça geçişte ilk kontak pürüzlülük uçlarında oluşur. Bu aşamada, oksit tabakasının
yeteli büyüklükte bir basınçla tamamıyla ezilmesi gerekmektedir.
Kalın oksit tabakaları, çok yüksek elektrod kuvveti uygulanması koşullarında da yır-
tılmadığından, bu kabuk tabakasının giderilmesi için kimyasal dağlama veya mekanik olarak
fırçalama, zımparalama yada kazıma ön işlemlerine başvurulması gerekli bulunmaktadır.
Elektrodu basınç altında tutma süresi, kaynak edilen sacın kalınlığı ve yüzey duru-
muna bağlı olarak saptanır. Nokta kaynağında, elektrod-saç arasındaki kontakt direncinde
büyük değerlere sahip olunmasında durumunda, dış zarf direncinin toplam kontak direncinde-
ki payının küçük, kontakt yüzeyinin büyük olması ön koşulu ile, güvenilir dikişler gerçekle-
şebilmektedir.
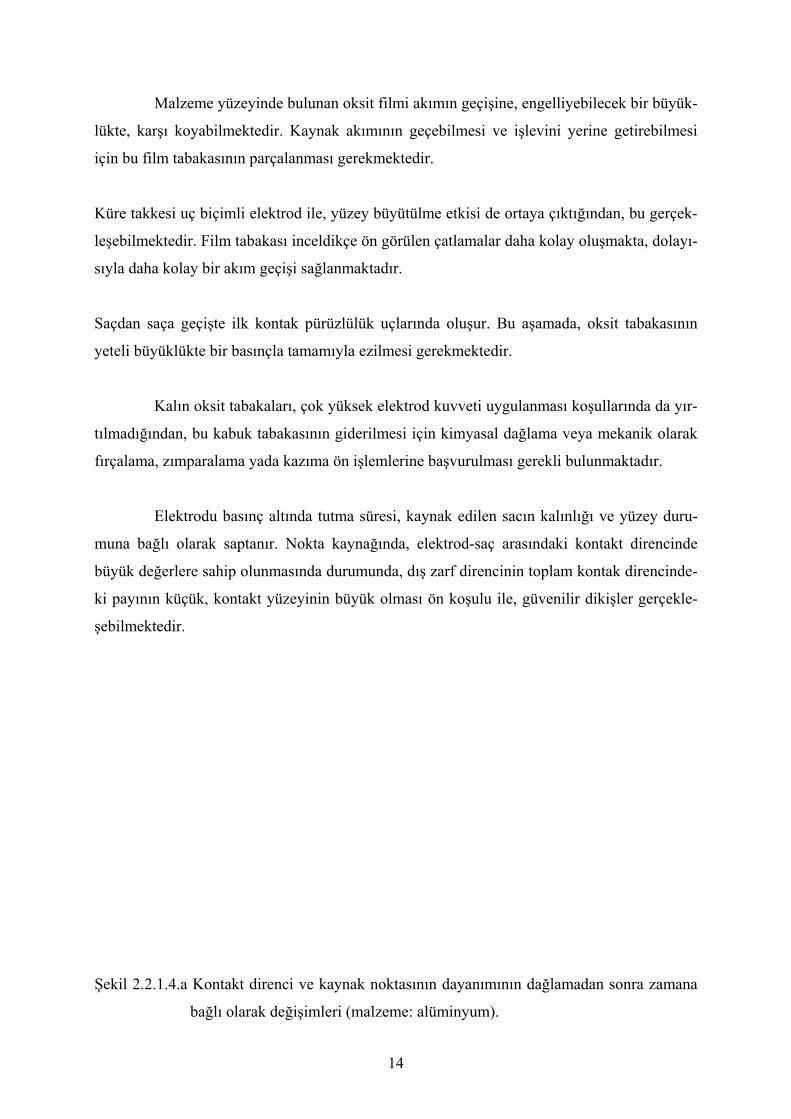
Şekil 2.2.1.4.a Kontakt direnci ve kaynak noktasının dayanımının dağlamadan sonra zamana
bağlı olarak değişimleri (malzeme: alüminyum).
14
Saçların kimyasal olarak soyulma işlemine tabi tutulmasına müteakip, kaynak için
bekleme süresinin mümkün olduğu kadar kısa tutulması gerekmektedir. Süre uzaması duru-
munda, tekrar oksidasyon oluşumu ile kontakt dirençlerinde bir yükselme görülmektedir.
2.2.2. NOKTA DİRENÇ KAYNAĞI
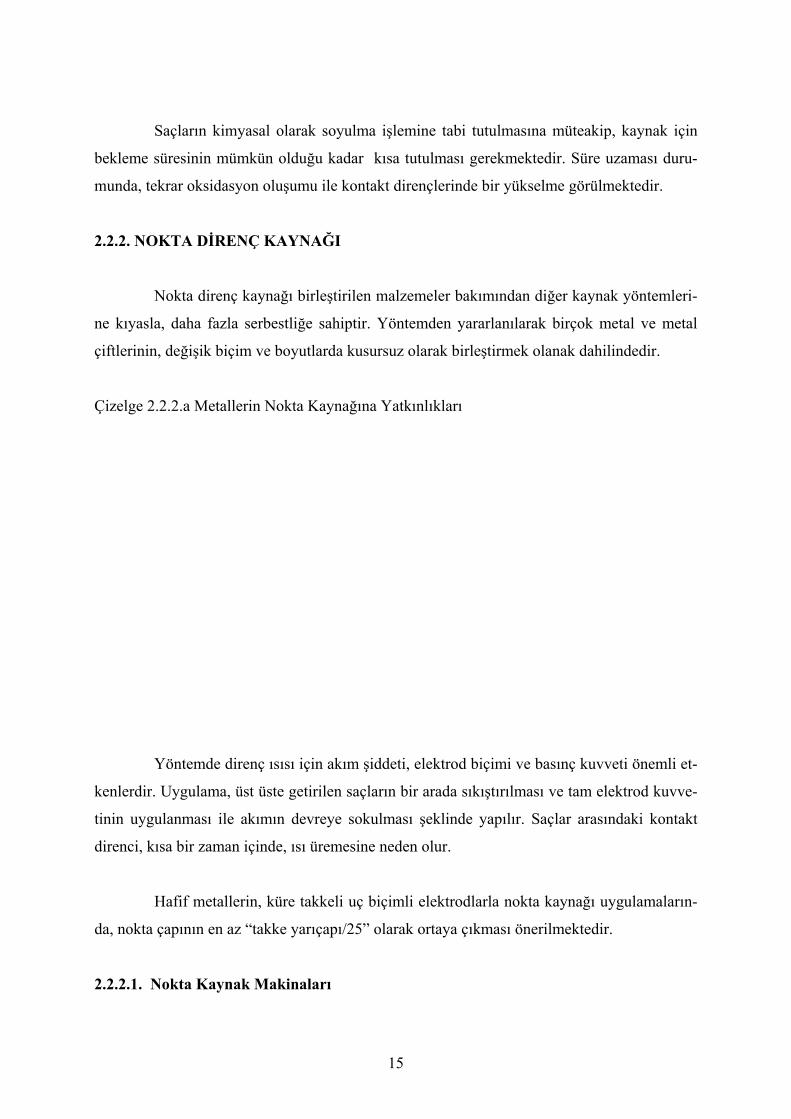
Nokta direnç kaynağı birleştirilen malzemeler bakımından diğer kaynak yöntemleri-
ne kıyasla, daha fazla serbestliğe sahiptir. Yöntemden yararlanılarak birçok metal ve metal
çiftlerinin, değişik biçim ve boyutlarda kusursuz olarak birleştirmek olanak dahilindedir.
Çizelge 2.2.2.a Metallerin Nokta Kaynağına Yatkınlıkları
Yöntemde direnç ısısı için akım şiddeti, elektrod biçimi ve basınç kuvveti önemli et-
kenlerdir. Uygulama, üst üste getirilen saçların bir arada sıkıştırılması ve tam elektrod kuvve-
tinin uygulanması ile akımın devreye sokulması şeklinde yapılır. Saçlar arasındaki kontakt
direnci, kısa bir zaman içinde, ısı üremesine neden olur.
Hafif metallerin, küre takkeli uç biçimli elektrodlarla nokta kaynağı uygulamaların-
da, nokta çapının en az “takke yarıçapı/25” olarak ortaya çıkması önerilmektedir.
2.2.2.1. Nokta Kaynak Makinaları
15
Radyo, televizyon, elektronik ve oyuncak sanayi gibi alanlarda tam elektronik ku-
mandalı hassas nokta kaynak makinaları gerekir. Örnek olarak 6 kVA bağlantı güçlü bir has-
sas kaynak makinası ile en yüksek sekonder devre akımı 4500 A, elektrod kuvveti 0,5-15,0
daN, kaynak süresi 0,5-4 veya 0,002-0,08 s (50 Hz) olarak verilebilir.
Yüksek güçlü kaynak makinalarında ise, kademesiz kol aralığı ayarlanabilirliği, hid-
rolik elektrod hareketi, tam elektronik kumanda ile donatımları yanında, yüksek çalışma em-
niyeti de dikkate alınmaktadır. Gelişmiş tiplerde, programlı basınç ve akım şiddetleri ile tek
ve çok impulslu kaynak işlemleri yapılmaktadır.
2.2.2.2 Elektrodlar
Nokta kaynağının kalitesinde, elektrod biçim ve özelliklerinin büyük bir etkisi gö-
rülmektedir. Uygulamalarda uygun elektrod seçilmeme koşullarında, hata oluşum eğilimide
yükselmektedir.
Elektrod biçim ve boyutları, ısıl iletkenliği, akım yoğunluğu, kontakt direnci ve kay-
nak noktası için ön görülen boyutlara göre seçilmektedir.
Uç biçimi düz elektrodla, özellikle yüzeyleri düz ve temiz çelik saçlar ile FE-
olmayan metaller için uygundur.
İyi iletken metaller ve alaşımlarının kaynağında, örnek olarak Al ve pirinç gibi, kü-
resel uç biçimli elektrodlar kullanılır.
Konik uç biçimli elektordlarla ise, okside olmuş ve yüzeyleri kavlanmış saçların
kaynağında, işlem kolaylaştırılır.
Kaynak süreci içinde, elektrodların uç biçimlerini şekil değiştirmeden koruması ge-
rekli bulunmaktadır. Yetersiz veya hatalı soğutma, elektrodların yüksek sıcaklıklara kadar
tavlanmasına neden olabilir. Bu durumda elektrod kuvvetinin de etkisi ile, uç biçimin yassı-
laşma süresi kısalmaktadır. Nokta kaynağında kullanılan elektrodlarda başlıca şu özellikler
beklenir.
1. Yüksek elektrik ve termik iletkenlik,
16

2. Yüksek mekanik dayanım, yüksek sıcaklıkta sertlik,
3. Kaynak noktasında yapışma eğiliminin olmaması,
4. Kaynak amacına uygun bir uç biçimi ve bu kısmın mutlak soğutulma emniyeti.
Şekil 2.2.2.2.a Nokta kaynağında kullanılan elektrodların uç biçimleri.
a. düz elektrod, b. küresel elektrod, c. konik elektrod, d. su soğutmalı sistem-
lerde, içden ve dışdan sıkıştırmalı, elektrod tutucuları, e. esas uç biçimlerinden,
uygulama gereksinmelerine göre uyarlanmış biçimler.
Gümüş-bakır, kamiyum-bakır ve krom-bakır esaslı elektrodlar elektrik iletkenlikle-
rinin yanında, sertlikleri ile de tanınırlar. Daha sert özelliğe sahip berilyum-bakır elektrodlar
ise, yüksek elektrik dirençli sert malzemelerin kaynağı için önerilir.
Volfram-bakır ve molibden-bakır esaslı elektrodlar, genellikle gümüş, bakır ve farklı
metal çiftlerinin birleştirilmelerinde, yüksek kaynak değerleri ile çalışılma koşullarında, seri
işlemlerde ve kabartılı direnç kaynağı uygulamalarında önerilmektedir.
2.2.2.2. Kaynak Değerleri
17
Nokta kaynağında kaynak kalitesi, elektrod malzemesi, elektrod biçimi ve akım şid-
detinin dışında, kaynak süresi ile elektrod kuvvetine de bağlı olarak ortaya çıkmaktadır.
Gerekli kaynak süresinin (akım geçen süre) saptanmasında, birleştirilen saç kalınlığı
esas alınarak aşağıdaki ifadeden yararlanmak mümkün görülmektedir.
tk = 10 . S
tk : akım geçen süre (period)
S : birim saç kalınlığı (mm)
Bir kaynak sisteminde, sekonder devredeki toplam direnç ve sekonder gerlim, akoım
şiddetinin yüksekliğini belirler. İşlemde yararlanılan efektif akım, ayrıca birleştirilen malzeme
ve yan devre kayıplarına da bağlıdır.
Nokta veya dikiş kaynak makinalarında, kol açıklığı ile kol aralıkları, pencere boş-
luğu olarak adlandırılan bir etkeni de tanımlanmaktadır. Bu etken, sekonder devrenin görünür
direncine etkilemektedir. Eş kaynak değerleri ile çalışılma koşullarında, bu çerçevenin büyü-
tülmesi ile, görünen direnç artarak kaynak akım ve makinasının gücü küçülmüş olmaktadır.
Yan akım devreleri, bir çok nedenlerden akımın kararlılığına etkileyerek, kaynak ka-
litesine olumsuz yönde yansımaktadır. Seri yapılan nokta kaynağında, yan devrenin etkisi ile
kaynak notası çapının küçülmesi ortaya çıkmaktadır. Yan devre oluşumu, genellikle hatalı
elektrod seçimi, uygun olmayan tutucular düzenlemesi, birleştirme konstrüksiyonu ve işlemin
yapılış şekli gibi nedenlere dayanmaktadır.
Nokta kaynağı uygulamasında işlem için kaynak süresi, akım geçen süre olarak ta-
nımlanmaktadır. Bu sürenin seçiminde ise, birleştirilen malzemenin kalınlığı ve çeşidi esas
alınmaktadır. Malzemede ısı gecikmesinden sakınmak için, sürekli ve kısa kaynak süresi ile
çalışılması gerekmektedir.
Kaynak işlemine bağlı olarak uygun elektrod kuvvetleri uygulanmak sureti ile ergi-
miş metal çekirdeği düzgünleştirilmektedir. Bu durum kaynak noktasına, mekanik dayanımın
artması ve oluşabilecek kofulların ortadan kaldırılması şeklinde yansımaktadır.
18
Bir birleştirme için elektroda uygulanacak kuvvetin seçiminde, malzeme çeşidi ka-
lınlığı, elektord uç biçimi ve temas noktası çapı, göz önünde tutulur. Elektrod kuvveti, açığa
çıkan ısı açısından, kontakt direncine ve dolayısıyla oluşan kaynak noktasına etkilemektedir.
Dikiş kalitesinde kararlılığın sağlanması için donatımlarda ortaya çıkabilecek büyük titreşim-
lerden sakınmak gerekmektedir.
Uygulamalarda kaynak parametrelerinin, işlem süreci içinde, devreye sokuluş sırala-
rı ve şiddetlerinde yapılan değişikler ile malzeme ve kalınlıklar yönteme daha yatkın duruma
getirilebilmektedir.
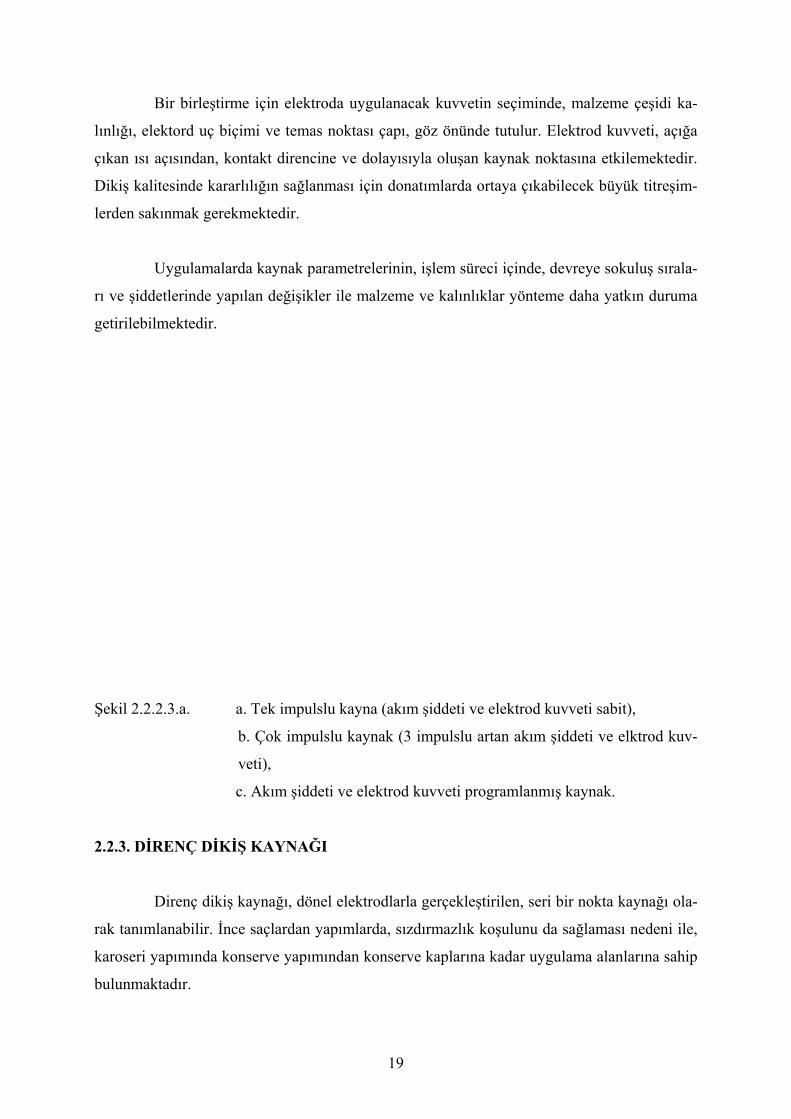
Şekil 2.2.2.3.a. a. Tek impulslu kayna (akım şiddeti ve elektrod kuvveti sabit),
b. Çok impulslu kaynak (3 impulslu artan akım şiddeti ve elktrod kuv-
veti),
c. Akım şiddeti ve elektrod kuvveti programlanmış kaynak.
2.2.3. DİRENÇ DİKİŞ KAYNAĞI
Direnç dikiş kaynağı, dönel elektrodlarla gerçekleştirilen, seri bir nokta kaynağı ola-
rak tanımlanabilir. İnce saçlardan yapımlarda, sızdırmazlık koşulunu da sağlaması nedeni ile,
karoseri yapımında konserve yapımından konserve kaplarına kadar uygulama alanlarına sahip
bulunmaktadır.
19
Bu yöntemde dönel elektrodlar, akım geçişi ve uygulanan kuvveti iletmesinin dışın-
da, birleştirilen malzemenin ilerlemesini de sağlamaktadırlar. Çelik esaslı malzemelerin kay-
nağında, dönel elektrodlardan bir tanesinin döndürülmesi yeterlidir. Diğeri ise sürtünme etkisi
ile döner. Fe olmayan metallerin kaynağında, kaymalardan sakınmak için, her iki
elektrodunda döndürülmesi gerekmektedir. Kaçınılmaz yan devre etkisi nedeni ile, kaynak
edilebilir parça kalınlıkları, nokta direnç kaynağına kıyasla daha ince olmaktadır. Örnek ola-
rak yüksek güçlü kaynak makinası kullanılsa bile, çeliklerin birleştirilmesinde, 4 mm’nin üs-
tündeki uygulamalarda başarılı olunamamaktadır.
Yufkaç ile yapılan dikiş kaynağında farklı üç uygulama türü bulunmaktadır.
. sürekli akımla dikiş kaynağı,
. kesintili akımla dikiş kaynağı
. kademeli, gidiş-dönüş esasına göre dikiş kaynağı.
Akım kesilmesi olmadan ve sabit akım şiddeti ile dikiş kaynağı, sadece temiz saçla-
rın, 1 mm’ye kadar toplam kalınlıklarında uygulanır. Eşit olmayan malzeme kalınlıklarında,
akım kesilmesi tehlikesi oluşacağından, dikişlerde kavrulma delikcikleri ortaya çıkabilmekte-
dir.
Kesintili akımla dikiş kaynağı ile çeşitli malzemeler birleştirilmekte, uygulamada
yufkaçlar sabit çevre hızına sahip bulunmaktadır. Temiz olmayan yüzeylerin kaynağında da
iyi sonuçlar elde edilebilmektedir. Bu tür işlemde akım devreden periyodik olarak geçirilmek-
tedir.
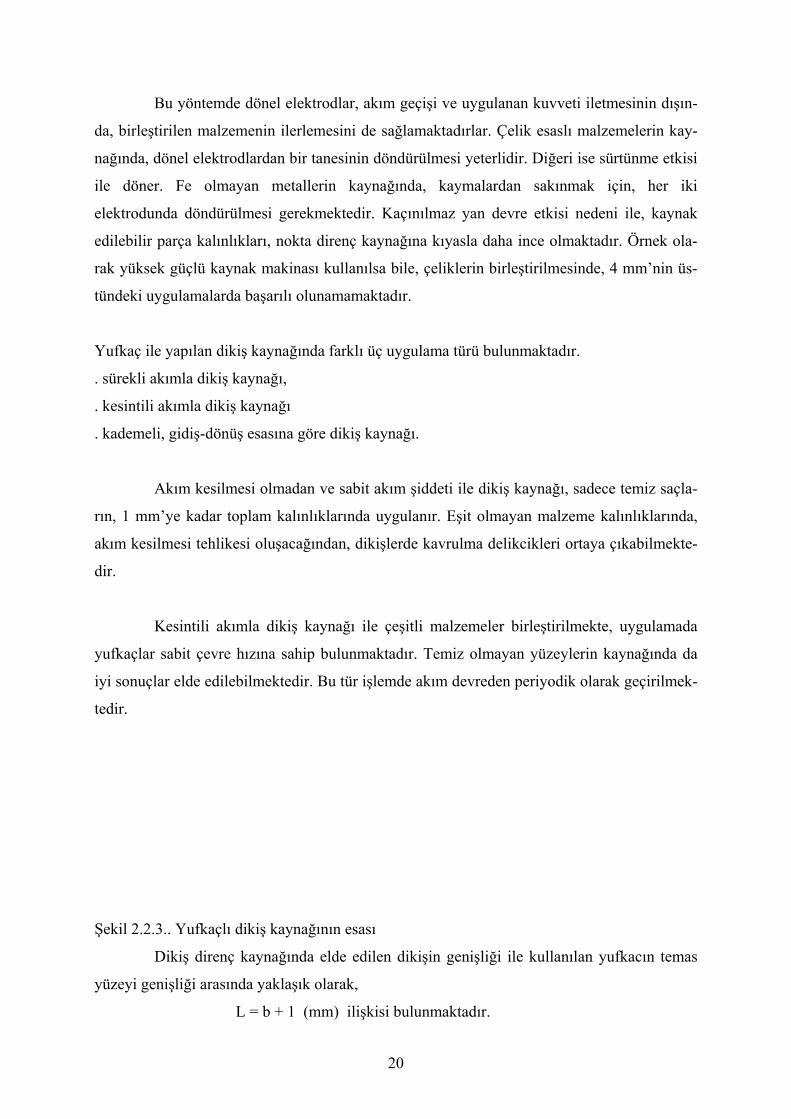
Şekil 2.2.3.. Yufkaçlı dikiş kaynağının esası
Dikiş direnç kaynağında elde edilen dikişin genişliği ile kullanılan yufkacın temas
yüzeyi genişliği arasında yaklaşık olarak,
L = b + 1 (mm) ilişkisi bulunmaktadır.
20
L : yufkaç genişliği (mm) , b : dikiş genişliği (mm)
2.2.3.1. Yufkaç Elektrodlar
Yufkaç elektrodlardan beklenen özellikler de, nokta kaynağında kullanılan
elektrodlardan beklenen özelliklerin benzeridir. Malzemeleri bakır, bakır-kadmiyum, bakır-
krom, bakır-kobalt-berilyum alaşımlarıdır. Bu malzemelerin sertlikleri arttıkça, elektriksel
dirençleri de büyümektedir.
İşlemlerde, yufkaç elektrodların temas profillerinin birleştirilecek konstrüksiyona
göre seçilmesi gerekmektedir. Formların seçilişlerinde, nokta kaynağında olduğu gibi, mal-
zeme yüzey durumu, kalınlığı ve elektrik iletkenliği dikkate alınmaktadır.
Yufkaçlarda genel olarak 50-500 (800) mm çap aralığında imal edilmekte, yaygın
olarka ise 250, 300, 350 mm çaplar kullanılmaktadır. Yufkaç kalınlıklarının seçimleri ise, 3
mm’den ince olmamak koşulu ile kaynak edilecek saçlar dikkate alınarak yapılmaktadır.
2.2.3.2. Kaynak Değerleri
Dönel yufkaçlarla nokta kaynağı uygulamasında, noktalar arası “e” aralığı için işlem
hızı ve frekans bir faktör olarak el alınmamakadır.
6021000
⋅⋅⋅
=f
ve k (mm)
vk : kaynak hızı (m/dak) , f : frekans (Hz)
Bu ifadenin aralıksız noktalar oluşturulmasında, dikiş kaynağı yapılmasında, bir an-
lamı bulunmamaktadır. Dönel yufkaçlarla yapılan nokta kaynağında, normal elektrodla yapı-
lan kaynağına kıyasla, daha yüksek çalışma hızlarına ulaşılmaktadır.
21
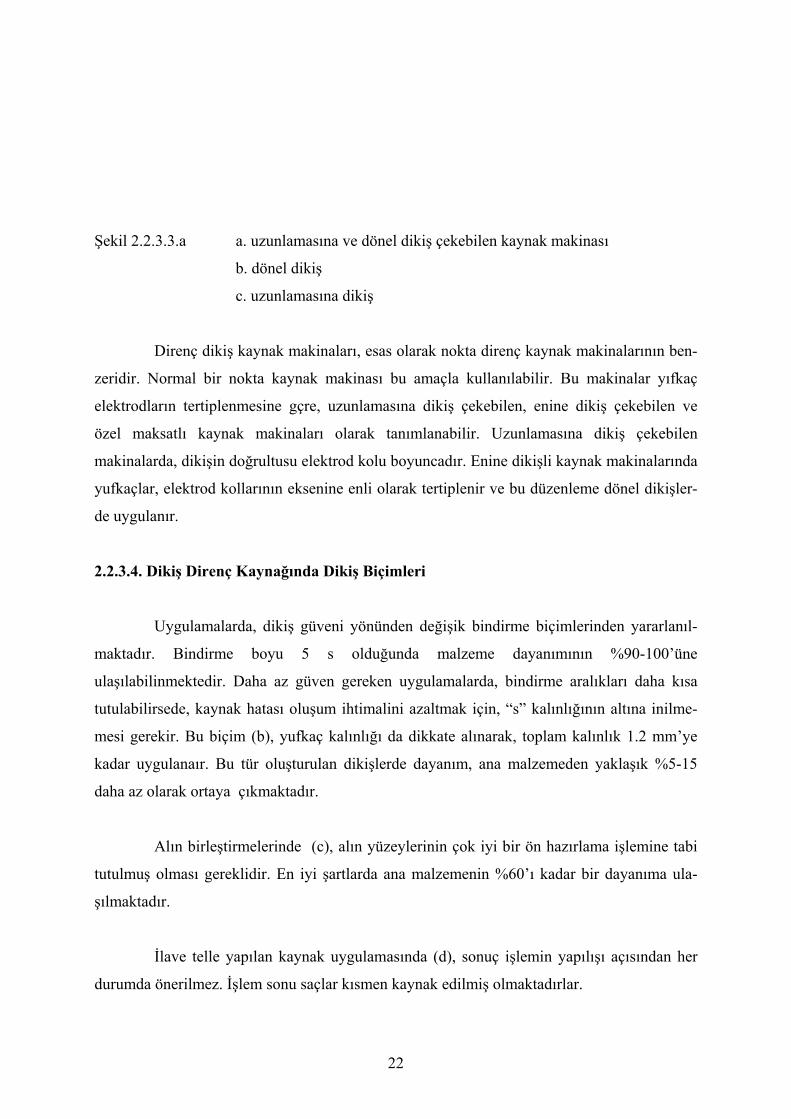
Şekil 2.2.3.3.a a. uzunlamasına ve dönel dikiş çekebilen kaynak makinası
b. dönel dikiş
c. uzunlamasına dikiş
Direnç dikiş kaynak makinaları, esas olarak nokta direnç kaynak makinalarının ben-
zeridir. Normal bir nokta kaynak makinası bu amaçla kullanılabilir. Bu makinalar yıfkaç
elektrodların tertiplenmesine gçre, uzunlamasına dikiş çekebilen, enine dikiş çekebilen ve
özel maksatlı kaynak makinaları olarak tanımlanabilir. Uzunlamasına dikiş çekebilen
makinalarda, dikişin doğrultusu elektrod kolu boyuncadır. Enine dikişli kaynak makinalarında
yufkaçlar, elektrod kollarının eksenine enli olarak tertiplenir ve bu düzenleme dönel dikişler-
de uygulanır.
2.2.3.4. Dikiş Direnç Kaynağında Dikiş Biçimleri
Uygulamalarda, dikiş güveni yönünden değişik bindirme biçimlerinden yararlanıl-
maktadır. Bindirme boyu 5 s olduğunda malzeme dayanımının %90-100’üne
ulaşılabilinmektedir. Daha az güven gereken uygulamalarda, bindirme aralıkları daha kısa
tutulabilirsede, kaynak hatası oluşum ihtimalini azaltmak için, “s” kalınlığının altına inilme-
mesi gerekir. Bu biçim (b), yufkaç kalınlığı da dikkate alınarak, toplam kalınlık 1.2 mm’ye
kadar uygulanaır. Bu tür oluşturulan dikişlerde dayanım, ana malzemeden yaklaşık %5-15
daha az olarak ortaya çıkmaktadır.
Alın birleştirmelerinde (c), alın yüzeylerinin çok iyi bir ön hazırlama işlemine tabi
tutulmuş olması gereklidir. En iyi şartlarda ana malzemenin %60’ı kadar bir dayanıma ula-
şılmaktadır.
İlave telle yapılan kaynak uygulamasında (d), sonuç işlemin yapılışı açısından her
durumda önerilmez. İşlem sonu saçlar kısmen kaynak edilmiş olmaktadırlar.
22
Kaçık alın birleştirmeli dikişlerle (e) her ne kadar iyi dayanım değerlerine ulaşırlarsada, ön
hazırlama işlemlerinin fazlalığının maliyete yansıması nedeni ile her durumda başvurulma-
maktadır.
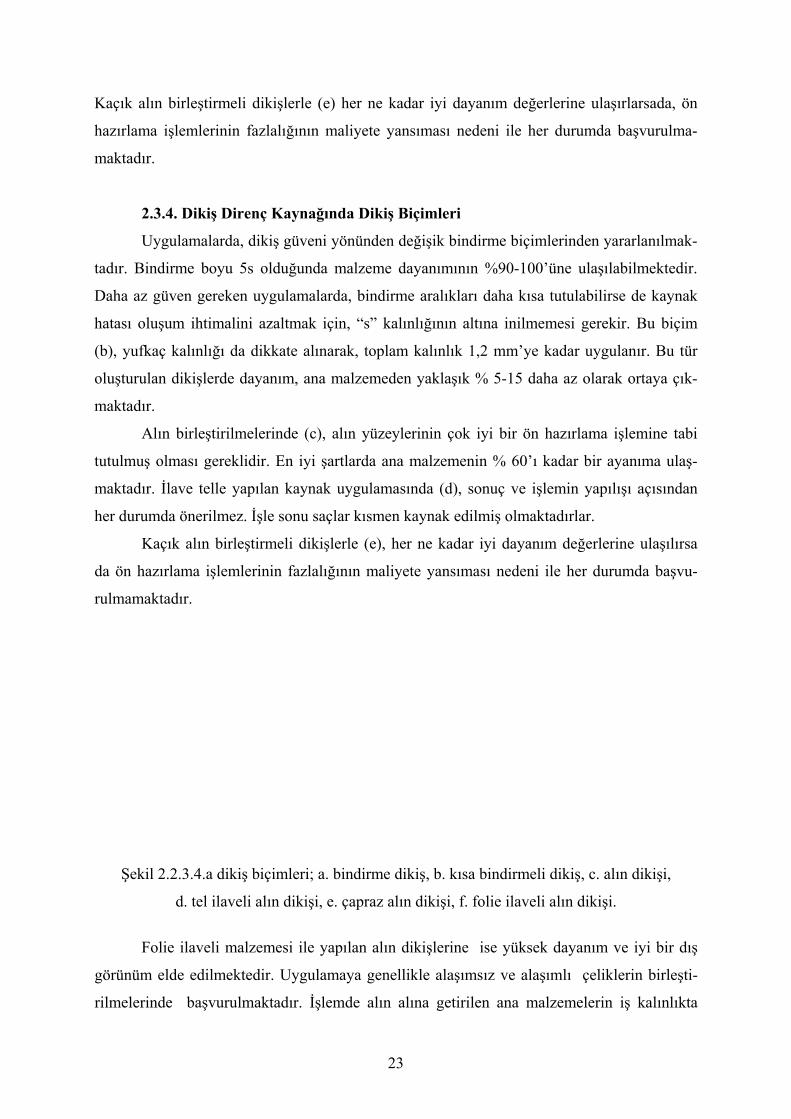
2.3.4. Dikiş Direnç Kaynağında Dikiş Biçimleri
Uygulamalarda, dikiş güveni yönünden değişik bindirme biçimlerinden yararlanılmak-
tadır. Bindirme boyu 5s olduğunda malzeme dayanımının %90-100’üne ulaşılabilmektedir.
Daha az güven gereken uygulamalarda, bindirme aralıkları daha kısa tutulabilirse de kaynak
hatası oluşum ihtimalini azaltmak için, “s” kalınlığının altına inilmemesi gerekir. Bu biçim
(b), yufkaç kalınlığı da dikkate alınarak, toplam kalınlık 1,2 mm’ye kadar uygulanır. Bu tür
oluşturulan dikişlerde dayanım, ana malzemeden yaklaşık % 5-15 daha az olarak ortaya çık-
maktadır.
Alın birleştirilmelerinde (c), alın yüzeylerinin çok iyi bir ön hazırlama işlemine tabi
tutulmuş olması gereklidir. En iyi şartlarda ana malzemenin % 60’ı kadar bir ayanıma ulaş-
maktadır. İlave telle yapılan kaynak uygulamasında (d), sonuç ve işlemin yapılışı açısından
her durumda önerilmez. İşle sonu saçlar kısmen kaynak edilmiş olmaktadırlar.
Kaçık alın birleştirmeli dikişlerle (e), her ne kadar iyi dayanım değerlerine ulaşılırsa
da ön hazırlama işlemlerinin fazlalığının maliyete yansıması nedeni ile her durumda başvu-
rulmamaktadır.
Şekil 2.2.3.4.a dikiş biçimleri; a. bindirme dikiş, b. kısa bindirmeli dikiş, c. alın dikişi,
d. tel ilaveli alın dikişi, e. çapraz alın dikişi, f. folie ilaveli alın dikişi.
Folie ilaveli malzemesi ile yapılan alın dikişlerine ise yüksek dayanım ve iyi bir dış
görünüm elde edilmektedir. Uygulamaya genellikle alaşımsız ve alaşımlı çeliklerin birleşti-
rilmelerinde başvurulmaktadır. İşlemde alın alına getirilen ana malzemelerin iş kalınlıkta
23
olmaları ön şart olarak gerekli bulunmaktadır. Birleştirilmesi ön görülen saç kalınlıklarına
bağlı uygun band kalınlıkları aşağıda verilmektedir.
Saç Kalınlığı
(mm) Folie Band Kalınlığı
(mm) 0.6 – 0.2 0.20 1.5 – 3.5 0.35 3.0 – 5.0 0.50
2.2.4 KABARTILI DİRENÇ KAYNAĞI
Kabartılı direnç kaynağı, seri imalat yöntemi için ekonomik bir birleştirme yöntemidir.
Uygulamadan yararlanılarak, çoğunlukla sac malzemelerin, tek işlemde iki veya daha çok
noktasının birleştirilmesi gerçekleştirilebilmektedir. Yöntemde kaynak akımı, oluşturulan
çıkıntılardan aktığından, kaynak belirli bir kısım olarak sınırlandırılmış olmaktadır.
Şekil 2.2.4.a Kabartıl kaynak işleminin esası. a. düz elektrot düzenlemeli,
b. nokta sayısı kadar elektrot düzenlemeli, c. işlemin yapılışı, kaynaktan önce ve sonra.
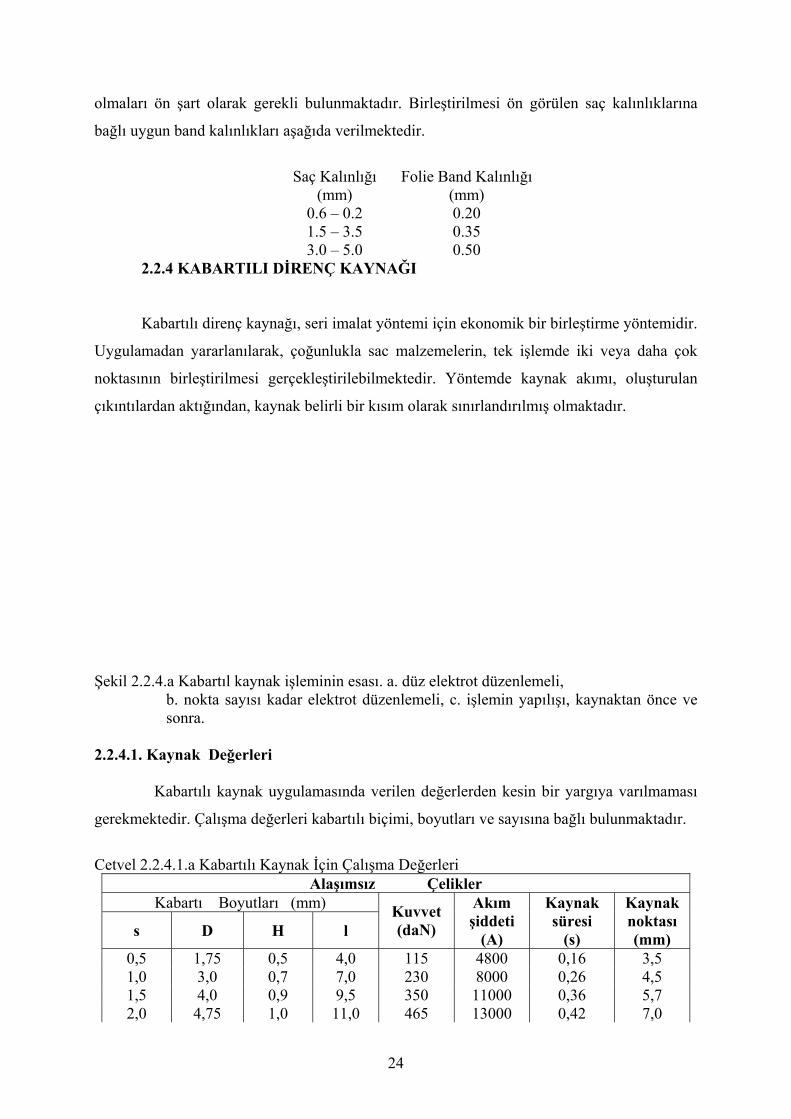
2.2.4.1. Kaynak Değerleri
Kabartılı kaynak uygulamasında verilen değerlerden kesin bir yargıya varılmaması
gerekmektedir. Çalışma değerleri kabartılı biçimi, boyutları ve sayısına bağlı bulunmaktadır.
Cetvel 2.2.4.1.a Kabartılı Kaynak İçin Çalışma Değerleri
Alaşımsız Çelikler Kabartı Boyutları (mm)
s D H l Kuvvet (daN)
Akım şiddeti
(A)
Kaynak süresi
(s)
Kaynak noktası (mm)
0,5 1,75 0,5 4,0 115 4800 0,16 3,5 1,0 3,0 0,7 7,0 230 8000 0,26 4,5 1,5 4,0 0,9 9,5 350 11000 0,36 5,7 2,0 4,75 1,0 11,0 465 13000 0,42 7,0
24
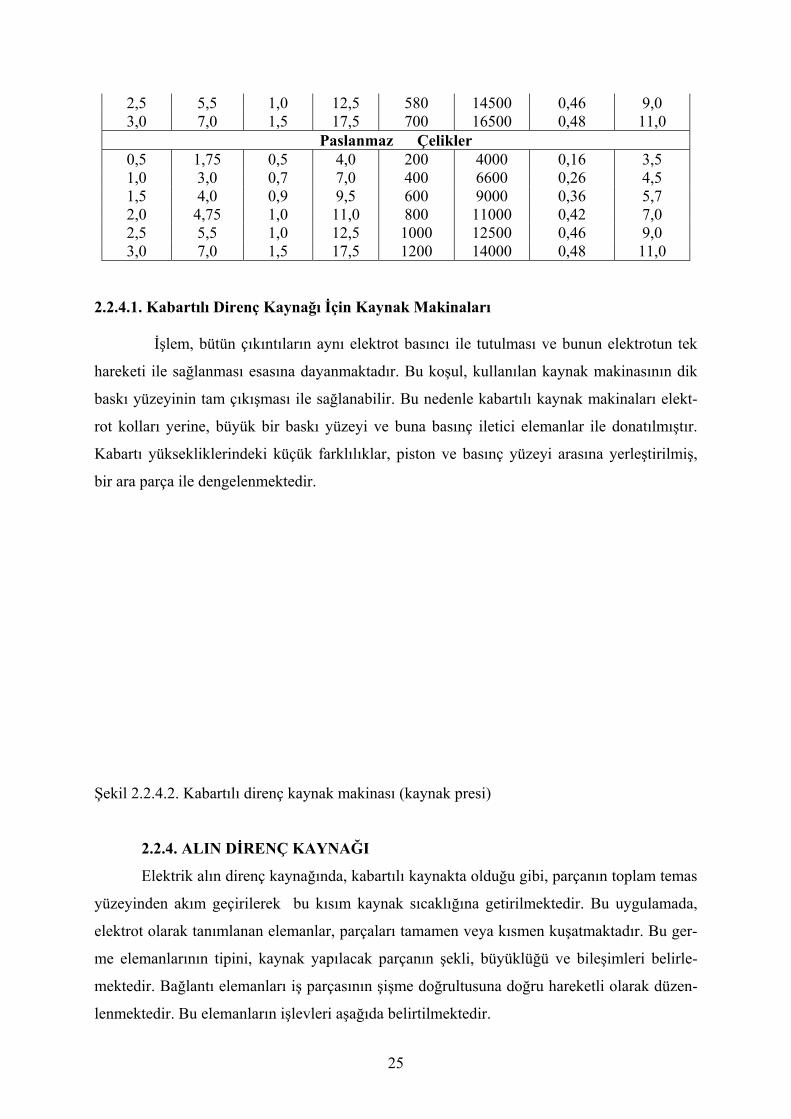
2,5 5,5 1,0 12,5 580 14500 0,46 9,0 3,0 7,0 1,5 17,5 700 16500 0,48 11,0
Paslanmaz Çelikler 0,5 1,75 0,5 4,0 200 4000 0,16 3,5 1,0 3,0 0,7 7,0 400 6600 0,26 4,5 1,5 4,0 0,9 9,5 600 9000 0,36 5,7 2,0 4,75 1,0 11,0 800 11000 0,42 7,0 2,5 5,5 1,0 12,5 1000 12500 0,46 9,0 3,0 7,0 1,5 17,5 1200 14000 0,48 11,0
2.2.4.1. Kabartılı Direnç Kaynağı İçin Kaynak Makinaları İşlem, bütün çıkıntıların aynı elektrot basıncı ile tutulması ve bunun elektrotun tek
hareketi ile sağlanması esasına dayanmaktadır. Bu koşul, kullanılan kaynak makinasının dik
baskı yüzeyinin tam çıkışması ile sağlanabilir. Bu nedenle kabartılı kaynak makinaları elekt-
rot kolları yerine, büyük bir baskı yüzeyi ve buna basınç iletici elemanlar ile donatılmıştır.
Kabartı yüksekliklerindeki küçük farklılıklar, piston ve basınç yüzeyi arasına yerleştirilmiş,
bir ara parça ile dengelenmektedir.
Şekil 2.2.4.2. Kabartılı direnç kaynak makinası (kaynak presi)
2.2.4. ALIN DİRENÇ KAYNAĞI
Elektrik alın direnç kaynağında, kabartılı kaynakta olduğu gibi, parçanın toplam temas
yüzeyinden akım geçirilerek bu kısım kaynak sıcaklığına getirilmektedir. Bu uygulamada,
elektrot olarak tanımlanan elemanlar, parçaları tamamen veya kısmen kuşatmaktadır. Bu ger-
me elemanlarının tipini, kaynak yapılacak parçanın şekli, büyüklüğü ve bileşimleri belirle-
mektedir. Bağlantı elemanları iş parçasının şişme doğrultusuna doğru hareketli olarak düzen-
lenmektedir. Bu elemanların işlevleri aşağıda belirtilmektedir.
25
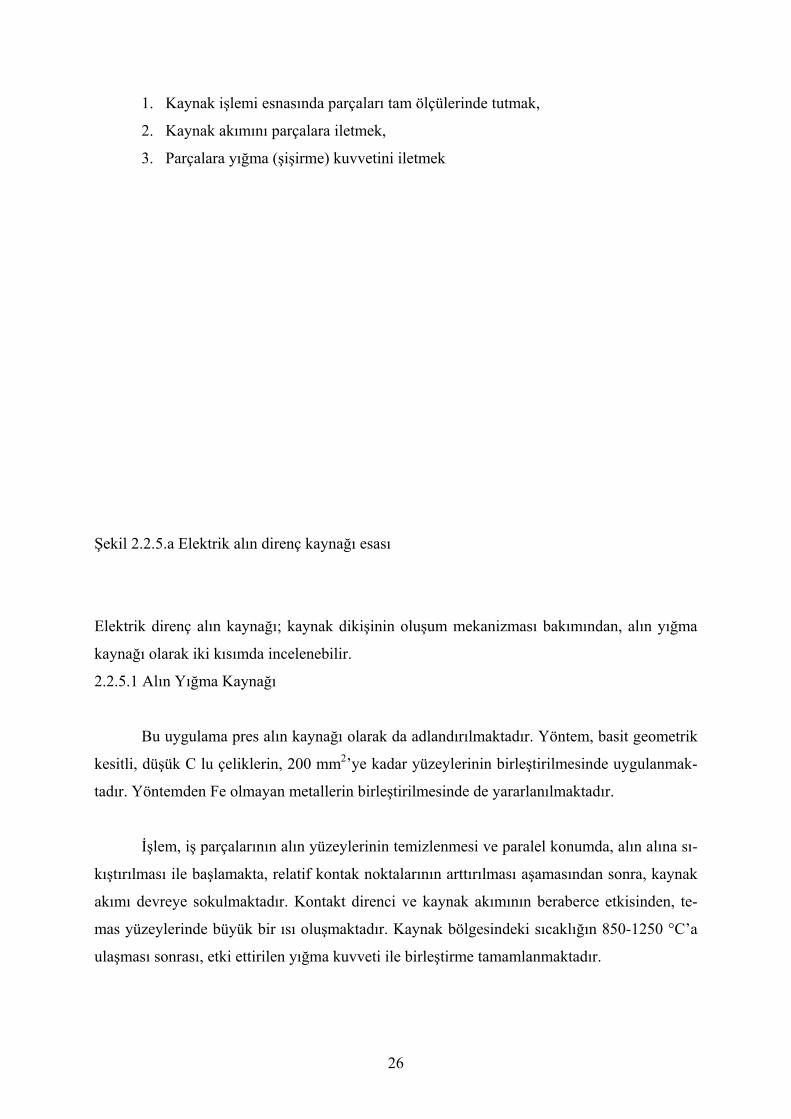
1. Kaynak işlemi esnasında parçaları tam ölçülerinde tutmak,
2. Kaynak akımını parçalara iletmek,
3. Parçalara yığma (şişirme) kuvvetini iletmek
Şekil 2.2.5.a Elektrik alın direnç kaynağı esası
Elektrik direnç alın kaynağı; kaynak dikişinin oluşum mekanizması bakımından, alın yığma
kaynağı olarak iki kısımda incelenebilir.
2.2.5.1 Alın Yığma Kaynağı
Bu uygulama pres alın kaynağı olarak da adlandırılmaktadır. Yöntem, basit geometrik
kesitli, düşük C lu çeliklerin, 200 mm2’ye kadar yüzeylerinin birleştirilmesinde uygulanmak-
tadır. Yöntemden Fe olmayan metallerin birleştirilmesinde de yararlanılmaktadır.
İşlem, iş parçalarının alın yüzeylerinin temizlenmesi ve paralel konumda, alın alına sı-
kıştırılması ile başlamakta, relatif kontak noktalarının arttırılması aşamasından sonra, kaynak
akımı devreye sokulmaktadır. Kontakt direnci ve kaynak akımının beraberce etkisinden, te-
mas yüzeylerinde büyük bir ısı oluşmaktadır. Kaynak bölgesindeki sıcaklığın 850-1250 °C’a
ulaşması sonrası, etki ettirilen yığma kuvveti ile birleştirme tamamlanmaktadır.
26
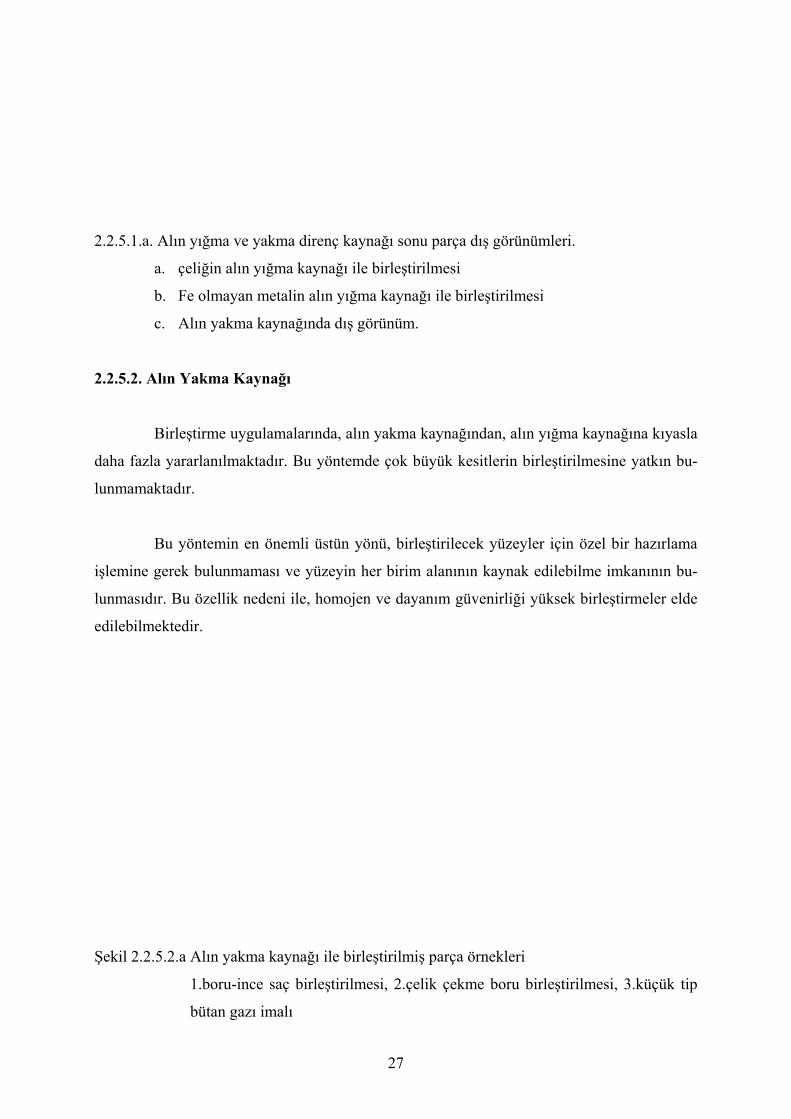
2.2.5.1.a. Alın yığma ve yakma direnç kaynağı sonu parça dış görünümleri.
a. çeliğin alın yığma kaynağı ile birleştirilmesi
b. Fe olmayan metalin alın yığma kaynağı ile birleştirilmesi
c. Alın yakma kaynağında dış görünüm.
2.2.5.2. Alın Yakma Kaynağı
Birleştirme uygulamalarında, alın yakma kaynağından, alın yığma kaynağına kıyasla
daha fazla yararlanılmaktadır. Bu yöntemde çok büyük kesitlerin birleştirilmesine yatkın bu-
lunmamaktadır.
Bu yöntemin en önemli üstün yönü, birleştirilecek yüzeyler için özel bir hazırlama
işlemine gerek bulunmaması ve yüzeyin her birim alanının kaynak edilebilme imkanının bu-
lunmasıdır. Bu özellik nedeni ile, homojen ve dayanım güvenirliği yüksek birleştirmeler elde
edilebilmektedir.
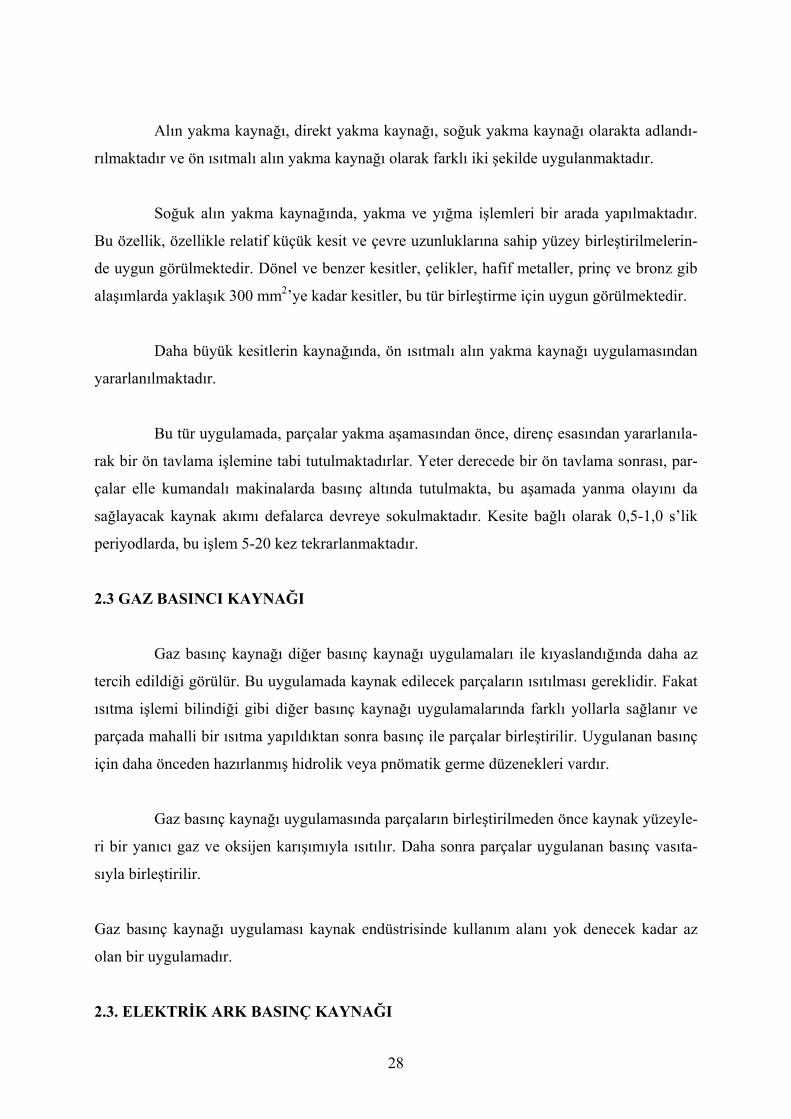
Şekil 2.2.5.2.a Alın yakma kaynağı ile birleştirilmiş parça örnekleri
1.boru-ince saç birleştirilmesi, 2.çelik çekme boru birleştirilmesi, 3.küçük tip
bütan gazı imalı
27
Alın yakma kaynağı, direkt yakma kaynağı, soğuk yakma kaynağı olarakta adlandı-
rılmaktadır ve ön ısıtmalı alın yakma kaynağı olarak farklı iki şekilde uygulanmaktadır.
Soğuk alın yakma kaynağında, yakma ve yığma işlemleri bir arada yapılmaktadır.
Bu özellik, özellikle relatif küçük kesit ve çevre uzunluklarına sahip yüzey birleştirilmelerin-
de uygun görülmektedir. Dönel ve benzer kesitler, çelikler, hafif metaller, prinç ve bronz gib
alaşımlarda yaklaşık 300 mm2’ye kadar kesitler, bu tür birleştirme için uygun görülmektedir.
Daha büyük kesitlerin kaynağında, ön ısıtmalı alın yakma kaynağı uygulamasından
yararlanılmaktadır.
Bu tür uygulamada, parçalar yakma aşamasından önce, direnç esasından yararlanıla-
rak bir ön tavlama işlemine tabi tutulmaktadırlar. Yeter derecede bir ön tavlama sonrası, par-
çalar elle kumandalı makinalarda basınç altında tutulmakta, bu aşamada yanma olayını da
sağlayacak kaynak akımı defalarca devreye sokulmaktadır. Kesite bağlı olarak 0,5-1,0 s’lik
periyodlarda, bu işlem 5-20 kez tekrarlanmaktadır.
2.3 GAZ BASINCI KAYNAĞI
Gaz basınç kaynağı diğer basınç kaynağı uygulamaları ile kıyaslandığında daha az
tercih edildiği görülür. Bu uygulamada kaynak edilecek parçaların ısıtılması gereklidir. Fakat
ısıtma işlemi bilindiği gibi diğer basınç kaynağı uygulamalarında farklı yollarla sağlanır ve
parçada mahalli bir ısıtma yapıldıktan sonra basınç ile parçalar birleştirilir. Uygulanan basınç
için daha önceden hazırlanmış hidrolik veya pnömatik germe düzenekleri vardır.
Gaz basınç kaynağı uygulamasında parçaların birleştirilmeden önce kaynak yüzeyle-
ri bir yanıcı gaz ve oksijen karışımıyla ısıtılır. Daha sonra parçalar uygulanan basınç vasıta-
sıyla birleştirilir.
Gaz basınç kaynağı uygulaması kaynak endüstrisinde kullanım alanı yok denecek kadar az
olan bir uygulamadır.
2.3. ELEKTRİK ARK BASINÇ KAYNAĞI
28
İşlemlerde kaynak ısısı, elektrik direnç veya elektrik ark esaslarına göre yada her i-
kisinden de yararlanılarak üretilmektedir.
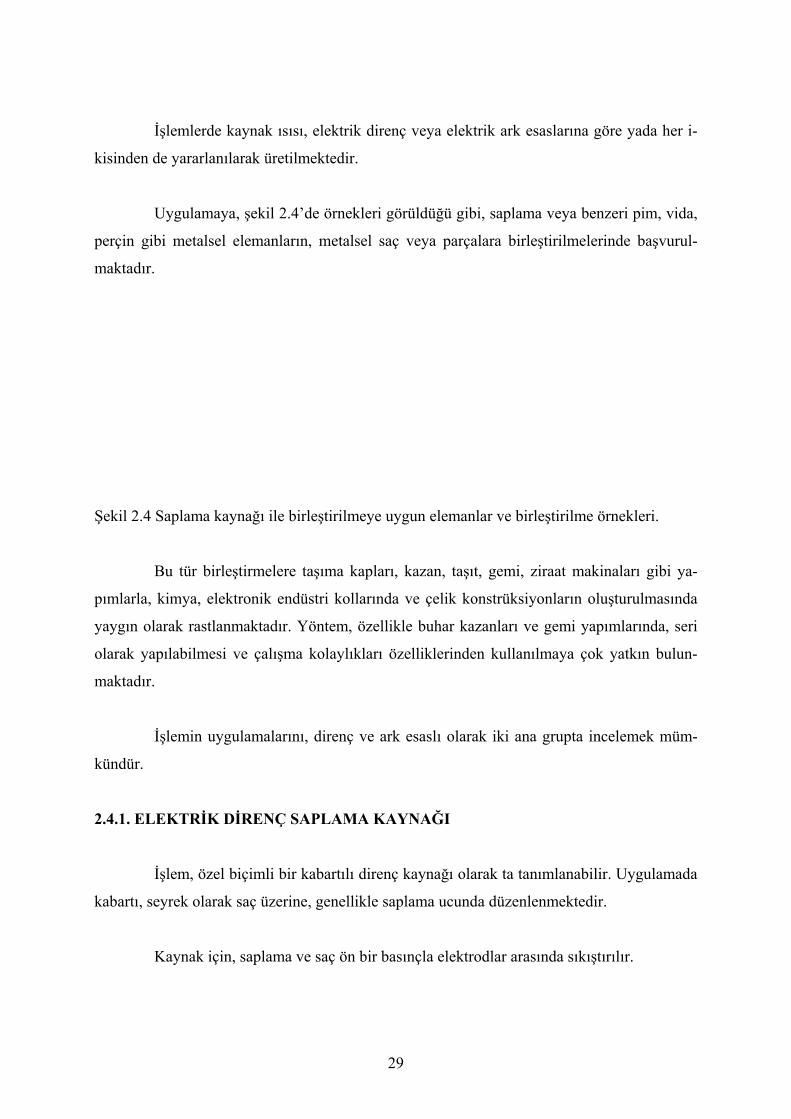
Uygulamaya, şekil 2.4’de örnekleri görüldüğü gibi, saplama veya benzeri pim, vida,
perçin gibi metalsel elemanların, metalsel saç veya parçalara birleştirilmelerinde başvurul-
maktadır.
Şekil 2.4 Saplama kaynağı ile birleştirilmeye uygun elemanlar ve birleştirilme örnekleri.
Bu tür birleştirmelere taşıma kapları, kazan, taşıt, gemi, ziraat makinaları gibi ya-
pımlarla, kimya, elektronik endüstri kollarında ve çelik konstrüksiyonların oluşturulmasında
yaygın olarak rastlanmaktadır. Yöntem, özellikle buhar kazanları ve gemi yapımlarında, seri
olarak yapılabilmesi ve çalışma kolaylıkları özelliklerinden kullanılmaya çok yatkın bulun-
maktadır.
İşlemin uygulamalarını, direnç ve ark esaslı olarak iki ana grupta incelemek müm-
kündür.
2.4.1. ELEKTRİK DİRENÇ SAPLAMA KAYNAĞI
İşlem, özel biçimli bir kabartılı direnç kaynağı olarak ta tanımlanabilir. Uygulamada
kabartı, seyrek olarak saç üzerine, genellikle saplama ucunda düzenlenmektedir.
Kaynak için, saplama ve saç ön bir basınçla elektrodlar arasında sıkıştırılır.
29

Belirli bir “akım süresi” uygulanarak, son basınç periyodu ile işlem tamamlanır. Bir-
leşme bölgesinde oluşturulan boğum büyüklüğünün ana etkeni, uygulanan basınç olmaktadır.
Şekil 2.4.1.a. Elektrik Direnç esaslı saplama kaynağı.
Yöntem 30-35 mm saplama çaplarına kadar uygulanabilirsede, pratikte genellikle 15
mm’ye kadar çaplar için yöntemden yararlanılmaktadır.
İşlemlerde, saplama / saç kalınlığı ≥ 3 / 1
oranın korunması ile sorunsuz birleştirmeler gerçekleştirilebilinmektedir.
Kaynak için, hafif ve orta güçlü nokta direnç kaynak makinaları veya kaynak presle-
rinden yararlanılabilir. Basınç etkilendirilmesi, kısa kalın saplamalara elektrodlar arası bağla-
ma ile uzun ince saplamalara ise özel germe düzenleri (eksantrik veya pnömatik) yardımı ile
yapılmaktadır.
Şekil 2.4.1.b Saplama kaynağı kaynak bölgesi (kaynak boğumu)
30
Basınç ve akım iletici elemanlar olan elektrodların çapları, saplama çaplarından bir-
kaç mm büyük tutulması gerekmektedir. Elektrodların malzemesi, CuCr, CuCrZr veya
CuCoBe esaslı olarak seçilmektedir.
İşlemler, 40-80 N/mm2 basınç ve 150-400 A/mm2 akım yoğunluğu aralıklarındaki
koşullarda yarı, tam mekanik veya otomatik olarak gerçekleştirilmekte, birleştirilmenin daya-
nım özellikleri, kaynak bölgesinin biçimine, ön hazırlık şekline ve müsaade edilen boğum
oluşumuna bağlı olarak çıkmaktadır.
2.4.2. ELEKTRİK ARK SAPLAMA KAYNAĞI
Elektrik arkından kaynak ısısı olarak faydalanılarak gerçekleştirilen saplama kayna-
ğında, arkın tutuşturulması, arkın uzunluğu ve devam süresi, saplamaya parça yönünde basınç
iletilmesi gibi işlem içi olaylar, uygulamalara karakteristik özellikler kazandırmaktadır. Bun-
lardan özellikle arkın tutuşturulma çeşitleri, türev yöntemlerin adlandırılmasında da kullanıl-
maktadır.
2.4.2.1. Çekerek Ark Oluşturma
Uygulama, Nelson ve Cyc-Arc yöntemi olarak da adlandırılmaktadır. Kaynak işle-
mi, kısa devre-arkı tutuşturma-saplama ucu ile parçada yüzeysel ergitmeye ulaşma akımı
kesme-saplamaya basınç iletme aşamaları tamamlanmaktadır.
İşlemin karakteristik bir elemanı olan, saplama ile parça arasındaki seramik bilezik,
arkı yoğun duruma getirme, belirli oranda arkı koruma, sıvı kısmın katılaşması aşamasında
da, bir nevi kalıp işlevlerini yerine getirmektedir.
31
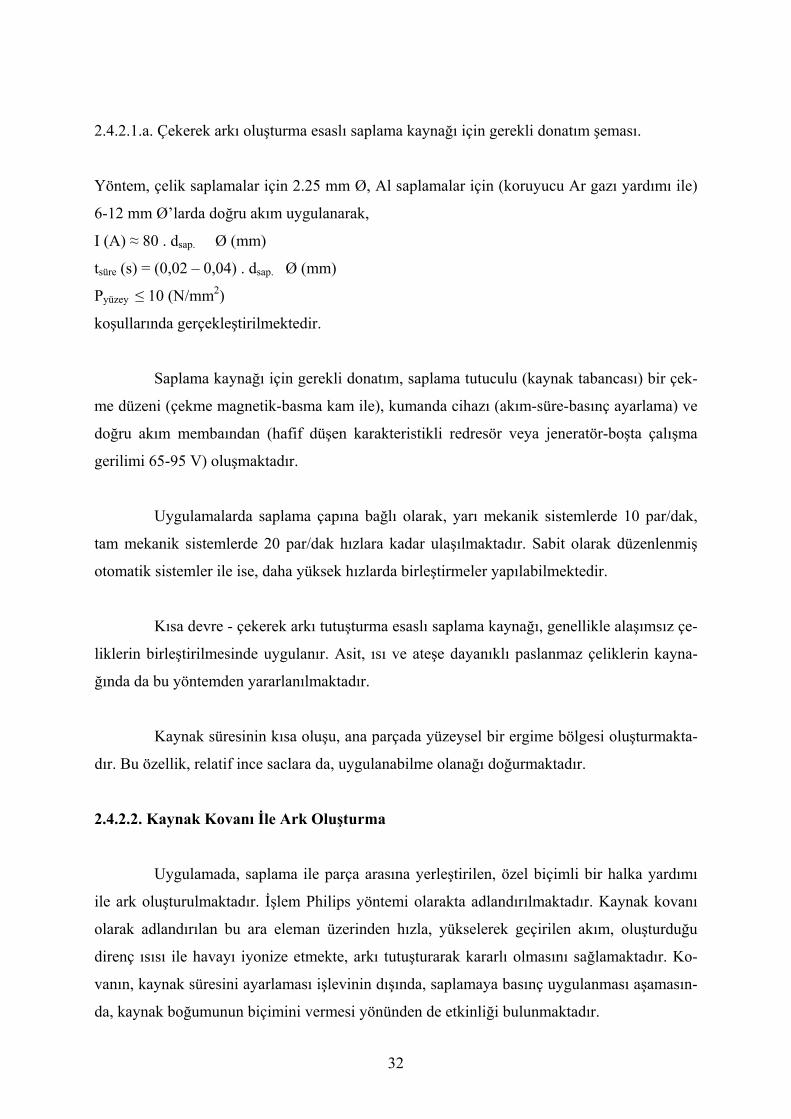
2.4.2.1.a. Çekerek arkı oluşturma esaslı saplama kaynağı için gerekli donatım şeması.
Yöntem, çelik saplamalar için 2.25 mm Ø, Al saplamalar için (koruyucu Ar gazı yardımı ile)
6-12 mm Ø’larda doğru akım uygulanarak,
I (A) ≈ 80 . dsap. Ø (mm)
tsüre (s) = (0,02 – 0,04) . dsap. Ø (mm)
Pyüzey ≤ 10 (N/mm2)
koşullarında gerçekleştirilmektedir.
Saplama kaynağı için gerekli donatım, saplama tutuculu (kaynak tabancası) bir çek-
me düzeni (çekme magnetik-basma kam ile), kumanda cihazı (akım-süre-basınç ayarlama) ve
doğru akım membaından (hafif düşen karakteristikli redresör veya jeneratör-boşta çalışma
gerilimi 65-95 V) oluşmaktadır.
Uygulamalarda saplama çapına bağlı olarak, yarı mekanik sistemlerde 10 par/dak,
tam mekanik sistemlerde 20 par/dak hızlara kadar ulaşılmaktadır. Sabit olarak düzenlenmiş
otomatik sistemler ile ise, daha yüksek hızlarda birleştirmeler yapılabilmektedir.
Kısa devre - çekerek arkı tutuşturma esaslı saplama kaynağı, genellikle alaşımsız çe-
liklerin birleştirilmesinde uygulanır. Asit, ısı ve ateşe dayanıklı paslanmaz çeliklerin kayna-
ğında da bu yöntemden yararlanılmaktadır.
Kaynak süresinin kısa oluşu, ana parçada yüzeysel bir ergime bölgesi oluşturmakta-
dır. Bu özellik, relatif ince saclara da, uygulanabilme olanağı doğurmaktadır.
2.4.2.2. Kaynak Kovanı İle Ark Oluşturma
Uygulamada, saplama ile parça arasına yerleştirilen, özel biçimli bir halka yardımı
ile ark oluşturulmaktadır. İşlem Philips yöntemi olarakta adlandırılmaktadır. Kaynak kovanı
olarak adlandırılan bu ara eleman üzerinden hızla, yükselerek geçirilen akım, oluşturduğu
direnç ısısı ile havayı iyonize etmekte, arkı tutuşturarak kararlı olmasını sağlamaktadır. Ko-
vanın, kaynak süresini ayarlaması işlevinin dışında, saplamaya basınç uygulanması aşamasın-
da, kaynak boğumunun biçimini vermesi yönünden de etkinliği bulunmaktadır.
32
Uygulama ile alaşımsız, düşük alaşımlı ve paslanmaz çeliklerden saplamaların kay-
nağı, kusursuz olarak gerçekleştirilmektedir.
Kaynak işlemi (akım geçen süre(, çok kısa sürdüğünden (yaklaşık 1-2 saniye) ana parçadan
yüzeysel bir bölge ergimektedir. Bir birleştirmede, yeterli güvenin sağlanması açısından, sap-
lama/saç kalınlık oranının 4/1 üstüne çıkmaması, gerekli bulunmaktadır.
2.4.2.3 Özel Uç Formu İle Ark Oluşturma
Yöntem, kondansatörden akım boşaltılması ile ark oluşturulması esasına dayanmak-
tadır. Bu oluşum için saplama uç kısımlarının, özel bir biçimde verilerek, hazırlanmış olması
gerekmektedir.
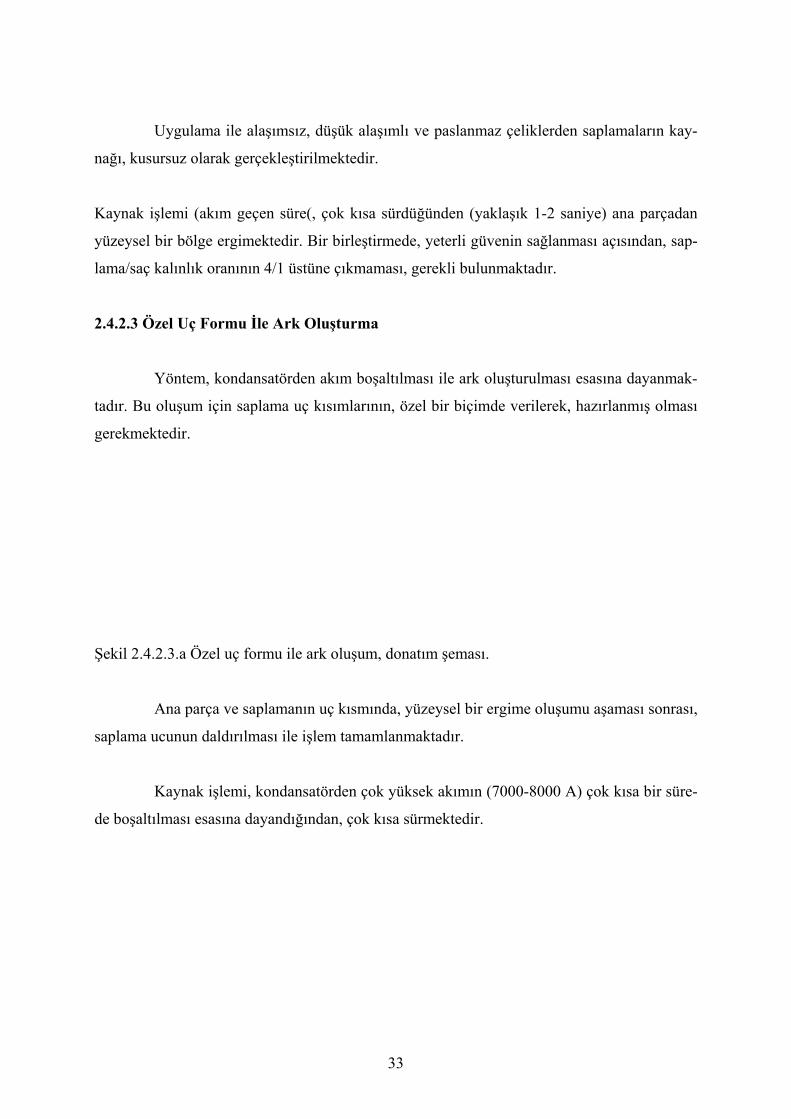
Şekil 2.4.2.3.a Özel uç formu ile ark oluşum, donatım şeması.
Ana parça ve saplamanın uç kısmında, yüzeysel bir ergime oluşumu aşaması sonrası,
saplama ucunun daldırılması ile işlem tamamlanmaktadır.
Kaynak işlemi, kondansatörden çok yüksek akımın (7000-8000 A) çok kısa bir süre-
de boşaltılması esasına dayandığından, çok kısa sürmektedir.
33
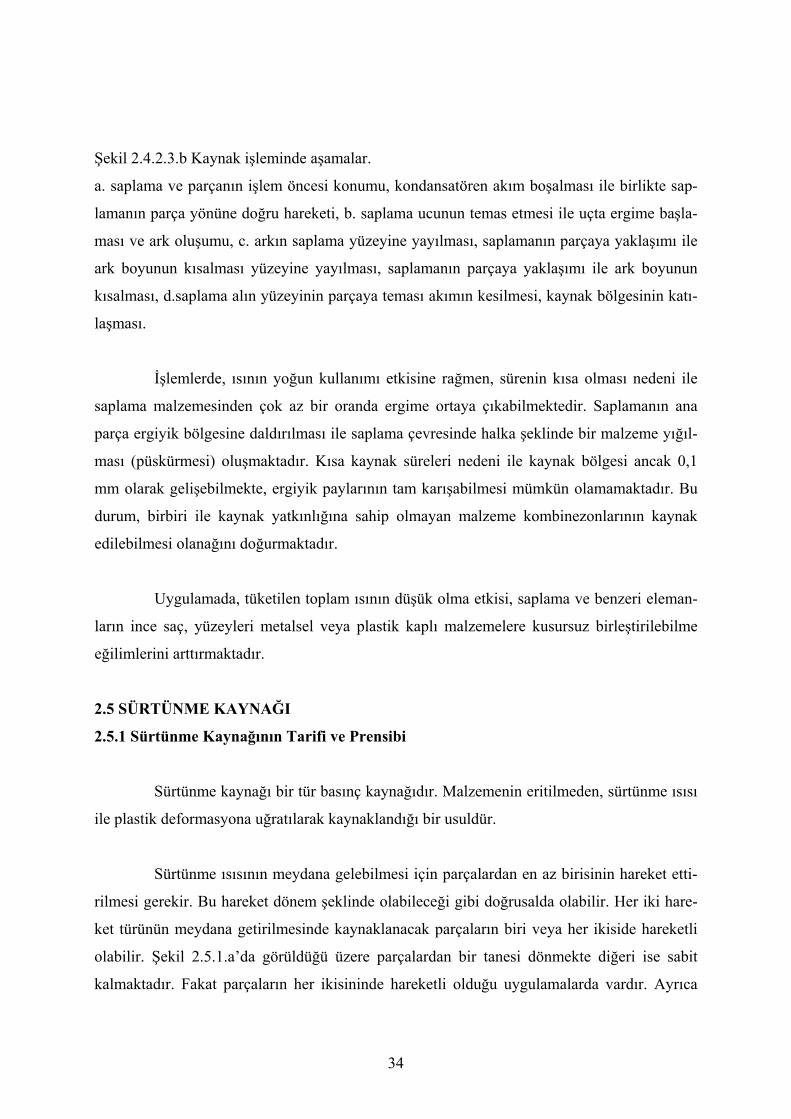
Şekil 2.4.2.3.b Kaynak işleminde aşamalar.
a. saplama ve parçanın işlem öncesi konumu, kondansatören akım boşalması ile birlikte sap-
lamanın parça yönüne doğru hareketi, b. saplama ucunun temas etmesi ile uçta ergime başla-
ması ve ark oluşumu, c. arkın saplama yüzeyine yayılması, saplamanın parçaya yaklaşımı ile
ark boyunun kısalması yüzeyine yayılması, saplamanın parçaya yaklaşımı ile ark boyunun
kısalması, d.saplama alın yüzeyinin parçaya teması akımın kesilmesi, kaynak bölgesinin katı-
laşması.
İşlemlerde, ısının yoğun kullanımı etkisine rağmen, sürenin kısa olması nedeni ile
saplama malzemesinden çok az bir oranda ergime ortaya çıkabilmektedir. Saplamanın ana
parça ergiyik bölgesine daldırılması ile saplama çevresinde halka şeklinde bir malzeme yığıl-
ması (püskürmesi) oluşmaktadır. Kısa kaynak süreleri nedeni ile kaynak bölgesi ancak 0,1
mm olarak gelişebilmekte, ergiyik paylarının tam karışabilmesi mümkün olamamaktadır. Bu
durum, birbiri ile kaynak yatkınlığına sahip olmayan malzeme kombinezonlarının kaynak
edilebilmesi olanağını doğurmaktadır.
Uygulamada, tüketilen toplam ısının düşük olma etkisi, saplama ve benzeri eleman-
ların ince saç, yüzeyleri metalsel veya plastik kaplı malzemelere kusursuz birleştirilebilme
eğilimlerini arttırmaktadır.
2.5 SÜRTÜNME KAYNAĞI
2.5.1 Sürtünme Kaynağının Tarifi ve Prensibi
Sürtünme kaynağı bir tür basınç kaynağıdır. Malzemenin eritilmeden, sürtünme ısısı
ile plastik deformasyona uğratılarak kaynaklandığı bir usuldür.
Sürtünme ısısının meydana gelebilmesi için parçalardan en az birisinin hareket etti-
rilmesi gerekir. Bu hareket dönem şeklinde olabileceği gibi doğrusalda olabilir. Her iki hare-
ket türünün meydana getirilmesinde kaynaklanacak parçaların biri veya her ikiside hareketli
olabilir. Şekil 2.5.1.a’da görüldüğü üzere parçalardan bir tanesi dönmekte diğeri ise sabit
kalmaktadır. Fakat parçaların her ikisininde hareketli olduğu uygulamalarda vardır. Ayrıca
34
parçaların her ikisinin hareketi de sözkonusu olabilmekte ve yüzeysel deformasyon sağlana-
bilmektedir.
2.5.1.a Sürtünme kaynağında parçaların hareket türleri.
2.5.2 Sürtünme Kaynağı Çeşitleri
2.5.2.1.a Sürekli Tahrikle Sürtünme Kaynağı
Kaynak üzerinde devir sayısı, sürtünme kuvveti ve süresi malzemenin bileşiminin
etkisi vardır. Yukarıda da belirtildiği gibi devir sayısı fazla olduğu durumlarda parçaların yü-
zeyleri birbirine daha fazla temas edecek ve dolayısıyla sürtünme ısısı artacak yüzeysel de-
formasyon daha üst seviyelerde olacaktır. Fakat parçaların çok yüksek devirlerde dönmesi
çoğu zaman tavsiye edilmeyen bir uygulama olmaktadır.
2.5.2.2 Volan Tahrikli Sürtünme Kaynağı
35
Bu usulde; dönen bir volanda depolanmış dönme enerjisinin sürtünme kaynağı işle-
minin self frenlenmesiyle parçaya iletilmesiyle kaynak yapılır. Aşağıdaki şekilde prensibi
görülen bu usulde; kaynak işlemin başındaki devir sayısı volanın kütlesi yığılma basınç ve
süresi etkin rol oynar.
2.5.2.2.a Volan Tahrikli Sürtünme Kaynağı
Yukarıda gösterilen şekildeki (2.5.3.2.a) kaynak donanımında mevcut olan parçalar ve işlevle-
ri şöyledir;
1-) Tahrik motoru 2-) Değiştirilebilir volan 3-a-) Dönen parçanın bağlandığı ayna 3-b-) Sabit
parça aynası 4-a-) Dönen iş parçası 4-b-) Sabit iş parçası 5-) Yığma silindiri
Bu iki sistem arasında en belirgin fark; frenleme prensibinden gelmektedir. Normal
sürtünme kaynak tezgahlarının ters akımlı elektrik motoru veya kavrama tertibatlı fren düzen-
lerine sahip olmalarına karşılık; volanlı olanlarda frenleme doğrudan doğruya sürtünme gücü
ile gerçekleştirilmektedir.
2.5.4 Uygulama Alanları
Sürtünme kaynağı uygulaması değişik biçimlerde olan parçaların birleşecek yüzey-
lerin dönel simetrik olması koşulu ile sınırlandırılmıştır. Yöntem bir çok ülkede çeşitli imalat
ve onarım birleştirmelerinde işleme takımları, pim, mil, dingil, iğ gibi elemanların imalinde
silindirik eleman ve boruların birleştirilmelerinde uygulanmaktadır.
36

Yöntem kaplama amaçlı kaynak uygulamasına da yatkın bulunmaktadır.
Şekil 2.5.4.a Sürtünme kaynağı ile malzeme kaplama
2.6 SOĞUK BASINÇ KAYNAĞI
Soğuk baskı kaynağında birleşme mekanizması üzerine iki hipotez ortaya atılmıştır.
a. Birleşme difüzyon ile olur.
b. Birleşme atomlararası kuvvetlerin tesir ile olur.
Ancak yapılan araştırmalar buradaki birleşme olayının atomlararası kuvvetler ile
gerçekleştiğini göstermektedir. Çünkü burada birleşme kendiliğinden olur ve zamana bağlı
değildir. Bu kaynak şeklinde yüzey büyümesinin mukavemeti arttırması ikinci hipotezi des-
tekleyen diğer bir unsurdur. Çünkü maksimum mukavemet için kaynamanın başlamasından
itibaren %15’den %25e kadar bir yüzey büyümesi gereklidir. Ayrıca soğuk baskı kaynağında-
ki sıcaklığın kendine gelme sıcaklığından çok düşük oluşu (-273°C’a kadar) ve birbiri içinde
çok az hatta hiç erimeyen malzemelerin kaynatılabilmesi de ikinci hipotezi kuvvetlendirmek-
tedir.
37
Şekil 2.6.1 Al il Fe’nin soğuk baskı kaynağı ile birleştirilmesinin şematik gösterilişi.
Soğuk baskı kaynağı esnasında kaynama için hazırlanmış yüzeylerdeki atomlar, ka-
feslerdeki atomlararası mesafe kadar yaklaştırılır. Bu yaklaştırma serbest elektronlar ve iyon-
ların karşılıklı tesirlerini doğurur. Neticede aradaki potansiyel engeller yokedilir ve birleşme
yüzeylerindeki atomlar ortak elektronlara sahip olurlar. Böylece birleşme bölgesinde sabit bir
metalik bağ ortaya çıkmış olur.
Soğuk baskı kaynağında tüm kaynak şekillerindeki gibi iyi bir birleşme için kaynatı-
lacak yüzeylerin kir, yağ ve oksitli olmaması gerekir. Pratikte oksitsiz bir yüzey elde etmek
güçtür. Çünkü yüzey temizlendikten kısa bir zaman sonra az da olsa oksit tekrar teşekkül e-
der. Bu oksit tabakası kaynak esnasında birleşme yüzeylerinden plastik deformasyon sayesin-
de dışarı fışkırıp çıkar. Böylece esas temizleme kaynak esnasında yapılmış olur.
Edinilen tecrübeler göstermiştir ki soğuk baskı kaynağı ile birleşmenin olabilmesi i-
çin iki ana şartın gerçekleşmesi gerekir.
a. Kaynağı yapılacak parçalar yumuşak olmalı veya önce yumuşatma tavlamasına tabi tu-
tulmalıdır. Bu şart tatbik edilen basınç kuvvetinin sınırsız olamayacağından gereklidir.
b. Kaynak esnasında ortay çıkan deformasyon derecesi (yüzey büyümesi) belirli kritik bir
deformasyon derecesinin üstünde olmalıdır.
38
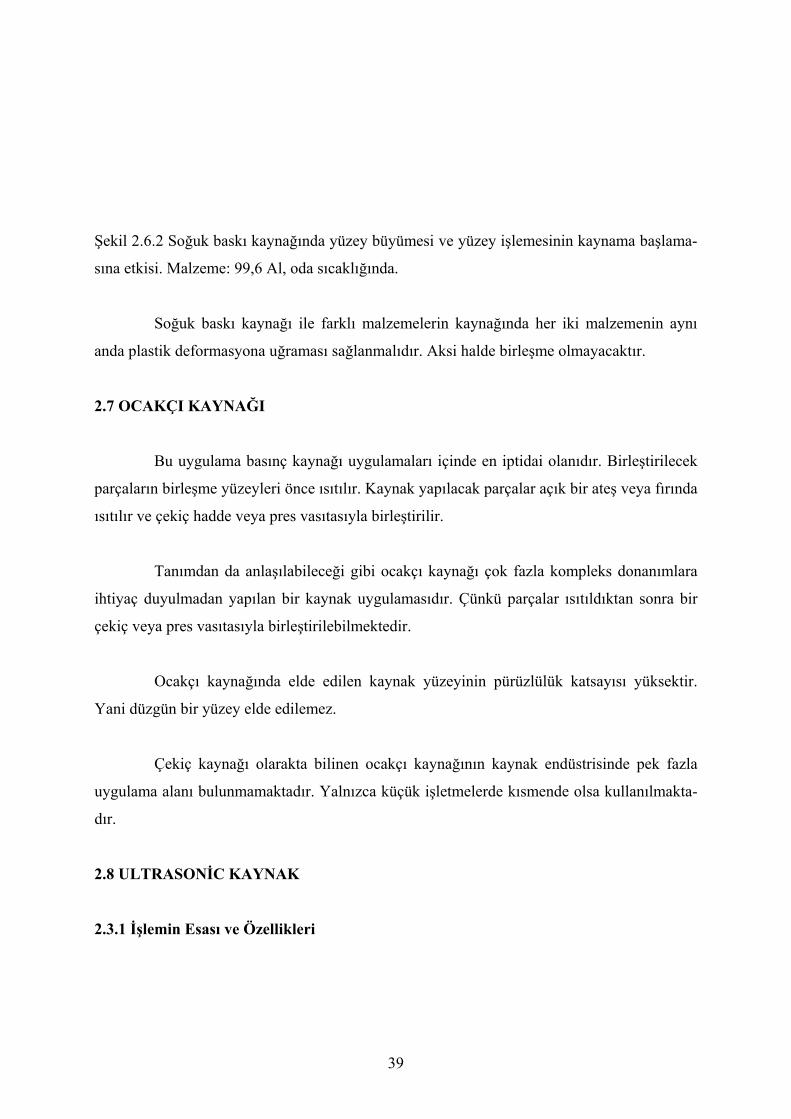
Şekil 2.6.2 Soğuk baskı kaynağında yüzey büyümesi ve yüzey işlemesinin kaynama başlama-
sına etkisi. Malzeme: 99,6 Al, oda sıcaklığında.
Soğuk baskı kaynağı ile farklı malzemelerin kaynağında her iki malzemenin aynı
anda plastik deformasyona uğraması sağlanmalıdır. Aksi halde birleşme olmayacaktır.
2.7 OCAKÇI KAYNAĞI
Bu uygulama basınç kaynağı uygulamaları içinde en iptidai olanıdır. Birleştirilecek
parçaların birleşme yüzeyleri önce ısıtılır. Kaynak yapılacak parçalar açık bir ateş veya fırında
ısıtılır ve çekiç hadde veya pres vasıtasıyla birleştirilir.
Tanımdan da anlaşılabileceği gibi ocakçı kaynağı çok fazla kompleks donanımlara
ihtiyaç duyulmadan yapılan bir kaynak uygulamasıdır. Çünkü parçalar ısıtıldıktan sonra bir
çekiç veya pres vasıtasıyla birleştirilebilmektedir.
Ocakçı kaynağında elde edilen kaynak yüzeyinin pürüzlülük katsayısı yüksektir.
Yani düzgün bir yüzey elde edilemez.
Çekiç kaynağı olarakta bilinen ocakçı kaynağının kaynak endüstrisinde pek fazla
uygulama alanı bulunmamaktadır. Yalnızca küçük işletmelerde kısmende olsa kullanılmakta-
dır.
2.8 ULTRASONİC KAYNAK
2.3.1 İşlemin Esası ve Özellikleri
39
Şekil 2.8.1.a Ultrasal nokta kaynak makinası
Ultrasal kaynağı eş veya farklı malzemelerin titreşim ve basınç etkileri altında bir-
leştirilmesi olarak tanımlanabilir. Uygulamada birbirine paralel ve bindirme konumundaki
malzemelerin ses üstü titreşime sahip bir eleman (sonotrod) ile altlık (örs) arasında basınç
etkisininde yardımıyla nokta veya dikiş kaynağı yapılabilmektedir. Yöntemde elektriksel ola-
rak üretilen titreşimin mekanik enerjiye dönüştürülmesinden yararlanılmaktadır. Bu işlem için
kullanılan şebekeye bağlı yüksek frekans jeneratörlerinin çıkış frekansları 20-50 kHz aralı-
ğında bulunmakta, sistem kısmen veya tam mekanik yada tam otomatik olarak çalışacak şe-
kilde düzenlenmektedir. Şekil 2.8.1.b.’de ultrasal kaynakta birleşmenin mekanizması veril-
miştir.
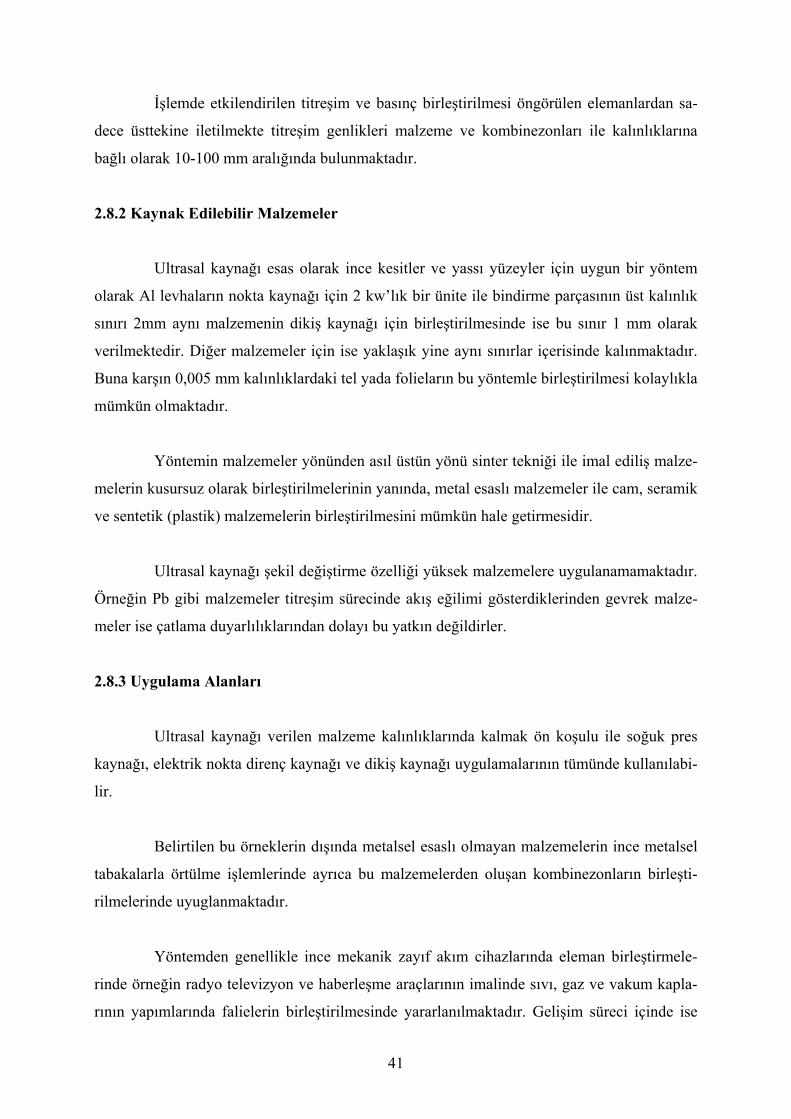
Şekil 2.8.1.b Ultrasal kaynağında birleşmenin mekanizması.
Kaynak ünitesi çıkış titreşimlerinin kuvvetlendirilmesi ve genliğinin arttırılması ile
kademeli tüplerle teçhiz edilmiştir. Bu elemanlar aynı zamanda titreşimleri parçaya iletici
elemana (sonotrod) iletilmektedir. Donanımda bulunan ve örs olarak adlandırılan altlık, kay-
nak için gerekli basınç işlemini hareketsiz olarak yerine getirmektedir.
40
İşlemde etkilendirilen titreşim ve basınç birleştirilmesi öngörülen elemanlardan sa-
dece üsttekine iletilmekte titreşim genlikleri malzeme ve kombinezonları ile kalınlıklarına
bağlı olarak 10-100 mm aralığında bulunmaktadır.
2.8.2 Kaynak Edilebilir Malzemeler
Ultrasal kaynağı esas olarak ince kesitler ve yassı yüzeyler için uygun bir yöntem
olarak Al levhaların nokta kaynağı için 2 kw’lık bir ünite ile bindirme parçasının üst kalınlık
sınırı 2mm aynı malzemenin dikiş kaynağı için birleştirilmesinde ise bu sınır 1 mm olarak
verilmektedir. Diğer malzemeler için ise yaklaşık yine aynı sınırlar içerisinde kalınmaktadır.
Buna karşın 0,005 mm kalınlıklardaki tel yada folieların bu yöntemle birleştirilmesi kolaylıkla
mümkün olmaktadır.
Yöntemin malzemeler yönünden asıl üstün yönü sinter tekniği ile imal ediliş malze-
melerin kusursuz olarak birleştirilmelerinin yanında, metal esaslı malzemeler ile cam, seramik
ve sentetik (plastik) malzemelerin birleştirilmesini mümkün hale getirmesidir.
Ultrasal kaynağı şekil değiştirme özelliği yüksek malzemelere uygulanamamaktadır.
Örneğin Pb gibi malzemeler titreşim sürecinde akış eğilimi gösterdiklerinden gevrek malze-
meler ise çatlama duyarlılıklarından dolayı bu yatkın değildirler.
2.8.3 Uygulama Alanları
Ultrasal kaynağı verilen malzeme kalınlıklarında kalmak ön koşulu ile soğuk pres
kaynağı, elektrik nokta direnç kaynağı ve dikiş kaynağı uygulamalarının tümünde kullanılabi-
lir.
Belirtilen bu örneklerin dışında metalsel esaslı olmayan malzemelerin ince metalsel
tabakalarla örtülme işlemlerinde ayrıca bu malzemelerden oluşan kombinezonların birleşti-
rilmelerinde uyuglanmaktadır.
Yöntemden genellikle ince mekanik zayıf akım cihazlarında eleman birleştirmele-
rinde örneğin radyo televizyon ve haberleşme araçlarının imalinde sıvı, gaz ve vakum kapla-
rının yapımlarında falielerin birleştirilmesinde yararlanılmaktadır. Gelişim süreci içinde ise
41
uzay taşıtları, roketler ve yapay peykler gibi yapım endüstrilerinde uygun bir yöntem olarak
rol oynadığı görülmektedir.
Şekil 2.8.3.a Ultrasal kaynağı uygulaması
2.9 DİFÜZYON KAYNAĞI
2.9.1 İşlemin Esası ve Özellikleri
Isı etkisi ile katı, sıvı ve gaz fazlarında yer değiştirme olarak tanımlanan difüzyon
olayı, ısıl hareketlerden doğan kinetik enerjilerin dengelenmesi ve bölgesel yoğunluk farkları-
nın azalma eğilimlerinden kaynaklanmaktadır.
Difüzyon ile değişik miktarlarda atom, molekül, belirli atom grupları ve iyonlar veya
elektronlar gibi elemanların göç ettirilmesi mümkün olabilmektedir.
Difüzyona yatkınlık bakımından herbir element ve bunların bulundukları fazlara gö-
re büyük farklılıklar bulunmaktadır. Ayrıca bir reaksiyonda farklı yer değiştirme hızları reak-
siyon merkezinin çevresinde belirli bölgelerde hacimsel değişimlere neden olabilmektedir. Bir
metalde atomlar bulundukları kafeste aralıksız ısıl titreşimlere sahiptirler. Sıcaklığın artması
ile artan bu titreşim durumu mutlaka 0 °K(-273,2 °C)’de kesilmektedir. Bu titreşimler kristal
kafeslerindeki atomların yer değiştirmesine yardım edecek yönde etkimektedir. Titreşimler-
42
deki genliklerin artması ile atomların birbirinden uzaklaşması çok kısa bir süre için boşluk
oluşturmakta yabancı atom bu boşluktan geçerek geçebilmektedir. Sıcaklığın artması ile
difüzyonun kolaylaşması başlıca iki nedene dayanmaktadır.
1-) Atomların titreşim genliklerinin artması
2-) Kafeslerdeki boşlukların büyümesi
Difüzyon olayı atomların daha gevşek bağlara sahip olduğu tane sınırlarında, orta
kısımlara nazaran daha hızlı gerçekleşmektedir. Difüzyon kaynağı kaynak edilmesi öngörülen
parçaların temas yüzeylerinin sınır tabakalarından, atomların yerdeğiştirme reaksiyonlarından
faydalanarak yapılan bir birleştirme uygulamasıdır. İşlemde difüzyon olayının hızlandırılması
için parçalar tavlanmakta ve parçalar bu sıcaklıkta iken belirli bir süre basınç altında tutul-
maktadır. Tavlama sonunda ulaşılan sıcaklık daima katı faz bölgesinde bulunmaktadır.
Difüzyon kaynağında ana parametreler zaman, sıcaklık ve basınçtır. Kaynak genel-
likle düşük basınç, yüksek sıcaklık ve diğer katı faz kaynak yöntemlerine göre daha uzun sü-
rede yapılır. Yöntemi etkileyen üç ana esas değişkenin yanında, birleştirilecek parçaların yü-
zey temizliği metalurjik etkenler ve bir ara tabakanın kullanılmasının da etkilerini gözönünde
bulundurmak gerekir.
Difüzyon kaynağının uygulanmasında özellikle farklı metal ve alaşımların birleşti-
rilmesinde ara tabaka kullanılması gerekmektedir. Ara tabakalar kaynak alanındaki heterojen-
liği minimuma indirir. Birleştirmenin oluşumunu kolaylaştırır.
2.9.2 İşlemin Yapılışı
Metalsel malzemelerin yüzeylerinin ideal anlamda düzgün olmadıkları bir önceki
şekil verme işleminden kaynaklanan bu geometrik bozukluğun dışında, yüzeylerin farklı ta-
bakalarla örtülü olduğu bilinmektedir.
Kaynak sonunda parçalar arasında, hatta mikro tesir sahasında bir ara hat bulunma-
ması olarak tanımlanan kusursuz birleştirme, kaynak edilecek yüzeylerin güvenli bir kontak
sağlanması koşuluna bağlı bir şekilde oluşmaktadır. Bu nedenle, parça yüzeylerindeki oksit ve
diğer yabancı elemanların mekanik, kimyasal veya elektriksel yollarla uzaklaştırılması ge-
rekmektedir.
43
Yüzeysel temas, pürüzlülük noktalarından sağlandığından, atomların difüzyonu bu
noktadan geçiş ile başlamaktadır. Yüzeylerdeki bu düzgünsüzlük durumu yüzey işleme kalite-
sindeki periyodikliğin dışında farklı bir bozukluğa sahip değilse kaynak işlemi süresince ba-
sınç ve sıcaklığın etkisi ile tam olarak veya kısmen düzlem durumuna getirilmektedir.
Difüzyon kaynak uygulaması ardarda şu sıra ile tamamlanmaktadır.
1) Parçaların kaynak hücresi içine yerleştirilmesi
2) Ön sıkıştırma
3) Kaynak hücresinde vakum oluşturma
4) Kaynak edilecek yüzeylere eş sıcaklıkta tavlama yapılması
5) Asıl kaynak basıncının uygulanması
Difüzyon kaynağında elde edilen kaynaklı bağlantının istenilen mekanik şartlarda
olması için; yukarıdaki gerekli koşulları sağlaması gerekmektedir.
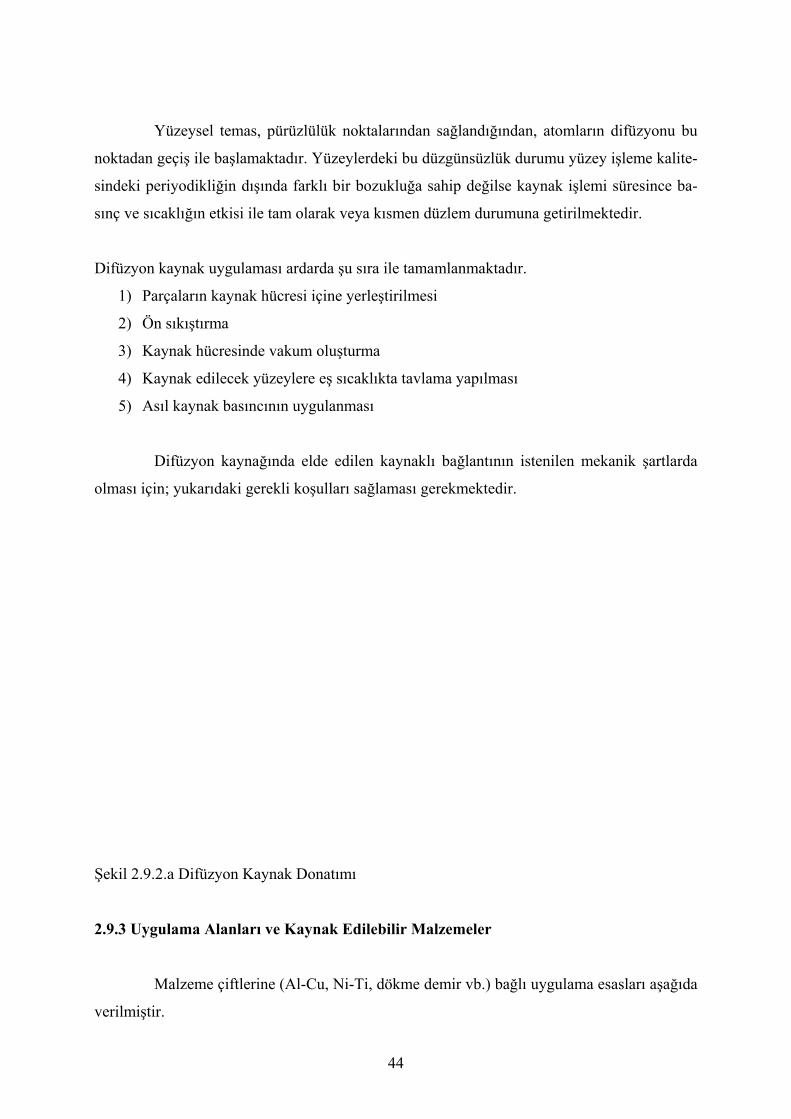
Şekil 2.9.2.a Difüzyon Kaynak Donatımı
2.9.3 Uygulama Alanları ve Kaynak Edilebilir Malzemeler
Malzeme çiftlerine (Al-Cu, Ni-Ti, dökme demir vb.) bağlı uygulama esasları aşağıda
verilmiştir.
44
a) Aynı tür malzemelerin birleştirilmesi:
Bu tür uygulamalarda elementlerin atom büyüklüklerine bağlı olarak difüzyon hızlarının
çok düşük olması ve dolayısıyla kaynak sürelerinin uzaması nedenleri işlemin pratik ol-
masından uzaklaşmasına sebep olmaktadır.
b) Farklı malzemelerin birleştirilmesi :
Birleştirilecek metallerin birbiri içinde tam olarak karışabilmesi için, çatlama ve korozyon
eğilimlerinin bulunmaması koşullarını sağlaması gerekmektedir. Cu-Al, çelik ve alaşımla-
rı, Zr alaşımları-paslanmaz çelikler, Çelik-Al gibi malzeme çiftleri ile başarılı kaynak bir-
leştirmeleri yapılabilmektedir.
c) Benzer yada farklı malzemelerin bir ara madde ile birleştirilmesi:
Metalsel malzemelerin yüzeylerine bir ilave tabaka kaplamak suretiyle örtüsüz durumları-
na kıyasla daha hızlı bir difüzyon sağlanmakta ve kaynak süresi kısaltılmaktadır.
Difüzyon kaynağında diğer yöntemlerde elde edilemeyen boyut toleranslarına ulaşı-
labilir. Ayrıca işlem sonu parçalarda fiziksel mekanik özellik değişimleri oluşmaz.
Yöntemin dezavantajlı yönleri olarak birleşecek yüzeylerin iyi işlenmesi gereği
mevcut donatımın pahalı oluşu ve sürenin rölatif uzun olması ve buna benzer ekonomik olay-
lar gösterilebilir.
KAYNAKLAR
Anık Selahaddin (1991). Kaynak Tekniği El Kitabı, Yöntemler ve Donanımlar,
Gedik Holding Yayınları
Anık Selahaddin, Kaynak Tekniği, Cilt I
Gültekin Nurullah (İstanbul 1991), Kaynak Tekniği
Mühendis ve Makine Dergisi, Ocak 1998, Sayı 456
Makine Magazin Dergisi, 1998 Temmuz
Oğuz Burhan, Aşınma Sorunları ve dolgu Kaynakları, Oerlikon Yayınları
45

46
II. Ulusal Kaynak Tekniği Sempozyumu Bildiri Kitabı (Maçka-İstanbul 13, 14,
15 Kasım 1989), İ.T.Ü. Makine Fakültesi Malzeme ve İmal Usulleri Birimi Yayınları
ÖZGEÇMİŞ
Mustafa AKSOY 1978’de Rize’de doğdu; ilk ve orta öğrenimini aynı şehirde tamam-
ladı; Of Şehit Ahmet Türkkan Lisesi’nden mezun olduktan sonra 1995 yılında ZKÜ Mühen-
dislik Fakültesi Makina Mühendisliği Bölümü’ne girdi; halen aynı bölümde son sınıf öğrenci-
sidir.