bearing fault detection using discrete wavelet
TRANSCRIPT

BEARING FAULT DETECTION USING DISCRETE WAVELET TRANSFORM
SYAHRIL AZEEM ONG BIN HAJI MALIKI ONG
Report submitted in partial fulfillment of the requirements
for the award of the degree of Bachelor of Mechanical Engineering
Faculty of Mechanical Engineering
UNIVERSITI MALAYSIA PAHANG
JUNE 2012

vi
ABSTRACT
Rolling element bearing has vast domestic and industrial applications.
Appropriate function of these appliances depends on the smooth operation of the
bearings. Result of various studies shows that bearing problems account for over 40% of
all machine failures. Therefore this research is to design a test rig to harness data in
terms of types of defects and rotation speed and also to develop method to detect
features in vibration signals. Six set of bearings were tested with one of them remains in
good condition while the other five has its own type of defects have been considered for
analysis by using Discrete Wavelet Transform (DWT). The data for a good bearing were
used as benchmark to compare with the defective ones. MATLAB’s Discrete Wavelet
Transform ToolBox was used to down-sample the vibration signals into noticeable form
to detect defect features under certain frequency with respect to time. From the result
generated, Fast Fourier Transform (FFT) and Root Mean Square (RMS) plays an
important role in supporting results analyzed by using DWT from MATLAB® Toolbox.
A system with low operating speed yields unsystematic results due to low excitation. As
the speed increases, the excitation increases thus making DWT works effectively. For
data of insufficient excitation, defect features still may be discovered by calculating and
plotting graph for the percentage of RMS value of each decomposition level compared
to the original input. This shows that DWT appears to be effective in pointing out the
location and frequency of defect when the excitation is high enough. If the excitation is
low, RMS value of each decomposition level may support the result. Nevertheless, DWT
also proves to be an effective method for online condition monitoring tool. Future
research should be detecting defect features by using envelope analysis or based on
statistical tools.

vii
ABSTRAK
Galas mempunyai aplikasi domestik dan industri yang luas. Fungsi yang sesuai
bagi peralatan serta mesin-mesin bergantung kepada kelancaran galas. Hasil daripada
pelbagai kajian menunjukkan bahawa masalah galas merangkumi lebih 40% daripada
kesemua punca kegagalan mesin. Oleh itu, kajian ini adalah untuk mereka bentuk
sebuah rig ujian bagi memperoleh isyarat getaran dari segi jenis kecacatan dan kelajuan
putaran. Kajian ini juga bertujuan untuk membangunkan kaedah untuk mengesan ciri-
ciri di dalam isyarat getaran tersebut. Enam set galas telah diuji dengan salah satu
daripadanya masih dalam keadaan baik manakala lima yang lain mempunyai jenis-jenis
kecacatan yang tertentu dan telah digunakan bagi analisis menggunakan kaedah
Penjelmaan Anak Gelombang Diskrit (DWT). Isyarat getaran yang diperoleh daripada
galas baik telah digunakan sebagai penanda aras untuk dibandingkan dengan isyarat
getaran yang diperoleh dari galas yang tidak sempurna. DWT daripada MATLAB
ToolBox telah digunakan untuk mengurai isyarat-isyarat getaran kepada bentuk yang
lebih ketara bagi mengesan ciri-ciri kecacatan di bawah frekuensi tertentu dengan
merujuk kepada masa. Hasil daripada analisis menunjukkan, Penjelmaan Fourier Pantas
(FFT) dan Punca Min Kuasa Dua (RMS) memainkan peranan penting dalam menyokong
keputusan yang dianalisis dengan menggunakan DWT dari MATLAB ToolBox. Sistem
dengan kelajuan operasi yang rendah menunjukkan keputusan yang tidak sistematik
kesan daripada pengujaan yang rendah. Apabila kelajuan bertambah, peningkatan
pengujaan menyebabkan analisis DWT dapat dilakukan lebih berkesan. Untuk data yang
mempunyai pengujaan yang rendah, ciri-ciri kecacatan masih boleh ditemui melalui
pengiraan dan graf peratusan nilai RMS bagi setiap tahap penguraian berbanding dengan
input asal. Ini menunjukkan bahawa DWT berkesan dalam menunjukkan lokasi dan
kekerapan kecacatan apabila mempunyai pengujaan yang cukup tinggi. Jika pengujaan
rendah, nilai RMS bagi setiap tahap penguraian mampu menyokong keputusan. DWT
juga telah terbukti menjadi kaedah yang berkesan sebagai alat pemantauan keadaan
talian. Kajian akan datang perlu mengesan ciri-ciri kecacatan dengan menggunakan
analisis sampul surat atau berdasarkan alat statistik.
viii
TABLE OF CONTENTS
PAGE
EXAMINER’S DECLARATION ii
SUPERVISOR’S DECLARATION iii
STUDENT’S DECLARATION iv
ACKNOWLEDGEMENT v
ABSTRACT vi
ABSTRAK vii
TABLE OF CONTENTS viii
LIST OF TABLES x
LIST OF FIGURES xi
LIST OF SYMBOLS xiv
LIST OF ABBREVIATIONS xv
CHAPTER 1 INTRODUCTION 1
1.1 Introduction 1
1.2 Problem Statement 2
1.3 Objective 3
1.4 Hypothesis 3
1.5 Scope of Project 3
CHAPTER 2 LITERATURE REVIEW 4
2.1 Introduction 4
2.2 Bearing 5
2.2.1 Types of bearing defects 5
2.3 Signal Processing Analysis 7
2.3.1 Frequency domain analysis 7
2.2.2 Time frequency analysis: Short-Time Fourier Transform 10
ix
2.2.3 Time frequency analysis: Discrete Wavelet Transform 12
2.4 Condition Monitoring Method 15
CHAPTER 3 METHODOLOGY 17
3.1 Introduction 17
3.2 Design of Experiment 19
3.3 Experimental Setup 20
3.3.1 Sensor calibration 21
3.3.2 Tested bearings 22
3.3.3 Test rig design & fabrication 25
3.4 Data Analysis 27
3.5 Data Processing Algorithm 28
3.5.1 Discrete Wavelet Transform 28
3.5.2 Analysis using Discrete Wavelet Transform Toolbox 32
CHAPTER 4 RESULTS & DISCUSSION 34
4.1 Introduction 34
4.2 Data Acquisition 35
4.3 Decomposition Result 37
4.4 Root Mean Square Percentage Analysis 47
4.4.1 RMS Data for 2664 rpm 48
4.4.2 RMS Data for1466 rpm 50
4.4.3 RMS Data for 287 rpm 52
CHAPTER 5 CONCLUSION & RECOMMENDATIONS 56
5.1 Conclusion 56
5.2 Recommendations 57
REFERENCES 58
x
APPENDICES
A RESEARCH GANTT CHART 61
B TECHNICAL DRAWINGS 62
C CNC MACHINE CODING 63
D FFT GRAPH 64
xi
LIST OF TABLES
Table No Page
2.1 Types of bearing damage, appearance, and possible cause 6
2.2 Fault description in the ball bearings 16
3.1 Number of experiment run with various bearing defects 19
3.2 Types and location of defect 22
4.1 RMS percentage value for each level of decomposition 48
at 2664 rpm
4.2 RMS percentage value for each level of decomposition 50
at1466 rpm
4.3 RMS percentage value for each level of decomposition 52
at 287 rpm
xii
LIST OF FIGURES
Figure No Page
2.1 Cutaway view of a caged ball bearing 5
2.2 A typical spectrum obtained from a rolling element bearing 9
with an inner race defect
2.3 STFT in displacement (a), velocity (b), and acceleration (c) 11
of a good bearing. The colour associates to the higher value
of the energy scale, and represents a high level of energy content
2.4 STFT in displacement (a), velocity (b), and acceleration (c) 12
of a faulty bearing. The colour associates to the higher value
of the energy scale, and represents a high level of energy content
2.5 Comparison of known transformation methods. Time-series 14
(a), Fourier transform (b), STFT (c), and Wavelet transform (d)
3.1 Project’s flow chart 18
3.2 Bearing fault detection test rig consist of: coupling (a), tested 20
bearing (b), flywheel (c), healthy bearing (d), accelerometer (e),
data acquisition system (f), and a PC with DASYlab software (g)
3.3 Actual bearing test rig 21
3.4 Outer race defect 22
3.5 Inner race defect 23
3.6 Contaminated defect 23
3.7 Point defect 24
3.8 Corroded defect 24
3.9 Healthy bearing 25
3.10 Bearing housing’s isometric view 26
3.11 Fly wheel’s isometric view 26
xiii
3.12 Shaft’s front view 27
3.13 DASYLab’s layout 27
3.14 Flow chart for decomposition process by using MATLAB®’s 29
command
3.15 Filtering process at its most basic level 30
3.16 Down-sampling process from left to right 30
3.17 Wavelet decomposition tree 31
3.18 Discrete Wavelet Transform’s Toolbox main menu 32
3.19 Selecting data (a), choosing wavelet type (b), and changing 33
display mode (c)
3.20 Output for MATLAB Discrete Wavelet Transform’s Toolbox 33
4.1 Vibration reading when running at 287 rpm for healthy 35
bearing (a), PD (b), OR defect (c), IR defect (d), CN
defect (e), and CB defect (f)
4.2 Vibration reading when running at 1466 rpm for healthy 36
bearing (a), PD (b), OR defect (c), IR defect (d), CN
defect (e), and CB defect (f)
4.3 Vibration reading when running at 2664 rpm for healthy 37
bearing (a), PD (b), OR defect (c), IR defect (d), CN
defect (e), and CB defect (f)
4.4 Decomposition result for healthy bearing at 287 rpm 38
4.5 Decomposition result for healthy bearing at 1466 rpm 39
4.6 Decomposition result for healthy bearing at 2664 rpm 49
4.7 Decomposition result for outer race defect at 287 rpm 40
4.8 Decomposition result for outer race defect at 1466 rpm 40
4.9 Decomposition result for outer race defect at 2664 rpm 41
4.10 Decomposition result for inner race defect 287 rpm 41
xiv
4.11 Decomposition result for inner race defect 1466 rpm 42
4.12 Decomposition result for inner race defect 2664 rpm 42
4.13 Decomposition result for corroded defect at 287 rpm 43
4.14 Decomposition result for corroded defect at 1466 rpm 43
4.15 Decomposition result for corroded defect at 2664 rpm 44
4.16 Decomposition result for point defect at 287 rpm 44
4.17 Decomposition result for point defect at 1466 rpm 45
4.18 Decomposition result for point defect at 2664 rpm 45
4.19 Decomposition result for contaminated defect at 287 rpm 46
4.20 Decomposition result for contaminated defect at 1466 rpm 46
4.21 Decomposition result for contaminated defect at 2664 rpm 47
4.22 RMS percentage vs. decomposition level for speed of 2664 rpm 49
4.23 RMS percentage vs. decomposition level for speed of 1446 rpm 51
4.24 RMS percentage vs. decomposition level for speed of 287 rpm 53
4.25 FFT result for contaminated defect at speed 297 rpm 55

xv
LIST OF SYMBOLS
- Shaft rotation frequency
α - Contact angle
Han(h) - Hanning function
V(tn) - nth measured voltage sample
Ψ(t) - Mother wavelet
xvi
LIST OF ABBREVIATIONS
AE - Acoustic Emission
BG - Burnt grease
B&K - Bruel & Kjær
cA - Approximate decomposition
CB - Corroded ball
cD - Detailed decomposition
CWT - Continuous Wavelet Transform
DWT - Discrete Wavelet Transform
FFT - Fast Fourier Transform
HDD - Hard disk drive
HFRT - High frequency resonance technique
IR - Inner race
NDT - Non-destructive test
NiDAQ - National Instrument Data Acquisition System
OR - Outer race
PC - Personal computer
PD - Point defect
RMS - Root Mean Square
RPM - Revolutions per minute
SPM - Shock Pulse Method
STFT - Short Time Fourier Transform
UI - User interface
CHAPTER 1
INTRODUCTION
1.1 INTRODUCTION
Rolling element bearings has vast domestic and industrial applications.
Appropriate function of these appliances depends on the smooth operation of the
bearings. In industrial applications, bearings are considered as critical mechanical
components and a defect in such a bearing causes malfunction and may even lead to
catastrophic failure of the machinery.
Presently, vibration monitoring method becomes the most reliable tool as a part
of preventive maintenance for rotating machines (Tandon and Choudhury, 1999). The
vibration data often contain fault signatures where several signal processing techniques;
often adapted to a precise defect type, results to online monitoring system.
There are many condition monitoring methods used for detection and diagnosis
of rolling element bearing defects such as vibration measurements, temperature
measurement, shock pulse method (SPM), and acoustic emission (AE). Various
researchers suggested that stator current monitoring can provide the same indications
without requiring access to the motor. This technique utilizes results of spectral analysis
of the stator current or supply current of any part nearest to the rolling bearing element
for diagnosis purpose (Schoen et al, 1995). Other signal processing technique for
condition monitoring method includes averaging technique (Braun and Datner, 1977),
adaptive noise cancelling (Chaturvedi and Thomas, 1981), and high-frequency

2
resonance technique (HFRT) (Prasad et al, 1984) was developed to improve signal-to-
noise ratio for more effective detection of bearing defect. Among all these monitoring
methods, the high-frequency resonance technique is more popular for bearing fault
detection. However, most of the method requires additional computations and several
runs of impact tests to find the bearing resonance frequency. Therefore, extra
instruments such as vibration exciters and their controller are needed for HFRT
(Prabhakar et al, 2002).
Discrete Wavelet Transform (DWT) on the other hand, were proven to be the
best condition monitoring method/effective tool for detecting single and multiple faults
in the ball bearings (Djebala et al, 2007; Prabhakar et al, 2002). A clear review on using
DWT as condition monitoring method and possible early detection was given by Tandon
and Choudhury (1999), Kim et al. (2002), and Staszewski (1998).
1.2 PROBLEM STATEMENT
Rolling bearings are the major components of rotating machine. Thus they are
often subjected to various excitations which can cause dangerous accidents due to
certain factors. Results of various studies show that bearing problems account for over
40% of all machine failure (Schoen 1995).
This data acquisition technique is a type of non destructive test (NDT) which
doesn’t require the user to dismantle the bearing from the machine in order to check its
condition as it may be presented through online monitoring.
Time-domain analysis lacks information in terms of frequency while frequency-
domain analysis lacks information on time. Even though Short Time Fourier Transform
(STFT) have both time and frequency domain analysis, but it is less accurate on both
domain of analysis. But DWT on the other hand, produces vibratory signal in terms of
time and frequency domain analysis which gives the most accurate readings for caged-
roller bearing which is why DWT was chosen as the tool to analyze bearing defects.
3
1.3 OBJECTIVE
The objective of this project is:
a) Design a test rig to harness vibration data in terms of types of defects and
rotation speed
b) Develop method to detect the defect features in the vibration signals by
using time-frequency domain analysis
1.4 HYPOTHESIS
The expected result for this research is that there will be a difference in terms of
vibration signals when bearing with different type of defects were tested by using
wavelet transform method. DWT method is an advanced method to detect any changes
in terms of vibration signal.
1.5 SCOPE OF PROJECT
In order to reach the project’s objective, the following scopes are identified:
a) Only horizontal deep groove ball bearings will be used
b) Five types of bearing defects will be tested and they are outer race (OR)
defect, inner race (IR) defect, point defect (PD), corroded ball (CB)
defects, contaminated defect (CN), and a good condition bearing as the
reference
c) Three different angular speed of lowest, medium, and highest speed will
be used to acquire data for each bearings
d) Acquire vibration data from the rotating machine using a single axial
accelerometer
e) Analysis will be done by using MATLAB®’s Discrete Wavelet
Transform ToolBox

4
CHAPTER 2
LITERATURE REVIEW
2.1 INTRODUCTION
This chapter discusses the literatures that are related to bearing fault detection
and discrete wavelet transform. In this chapter, the types of bearings, types of bearing
defects, and common causes of bearing failures will be discussed. Moreover, the signal
processing analysis on different types of domain analysis, and condition monitoring
methods also on different types of domain analysis will also discussed.

5
2.2 BEARING
Bearing; as shown in Figure 2.1, is a mechanical device that allows constrained
relative motion of 2 or more parts; typically between linear and rotational movement.
There are many types of bearings often used in machineries when it involves rolling
element and each one of them used for different purpose. These include ball bearings,
caged ball bearings, roll thrust bearings, and tapered roller thrust bearings.
Figure 2.1: Cutaway view of a caged ball bearing
Source: The Timken Company. (2011)
2.2.1 Types of bearing defects
As well as there’s continuous usage there will always be unwanted defects on the
material of the bearing. Generally, a rolling bearing cannot rotate forever. Under normal
operating conditions of balanced load and good alignment, fatigue failure begins with a
small fissure, located between the surface of the raceway and the rolling elements, which
gradually propagate to the surface, generating detectable vibrations and increasing noise
levels (Eschmann et al 1958). Continued stress causes fragments of the material to break
loose producing a localized fatigue phenomenon known as flaking or spalling (Riddle
1955). The affected area expands rapidly afterwards contaminating the lubrication and
6
causing localized overloading over the entire circumference of the raceway (Eschmann
et al 1958). Eventually, the failure results in rough running of the bearing
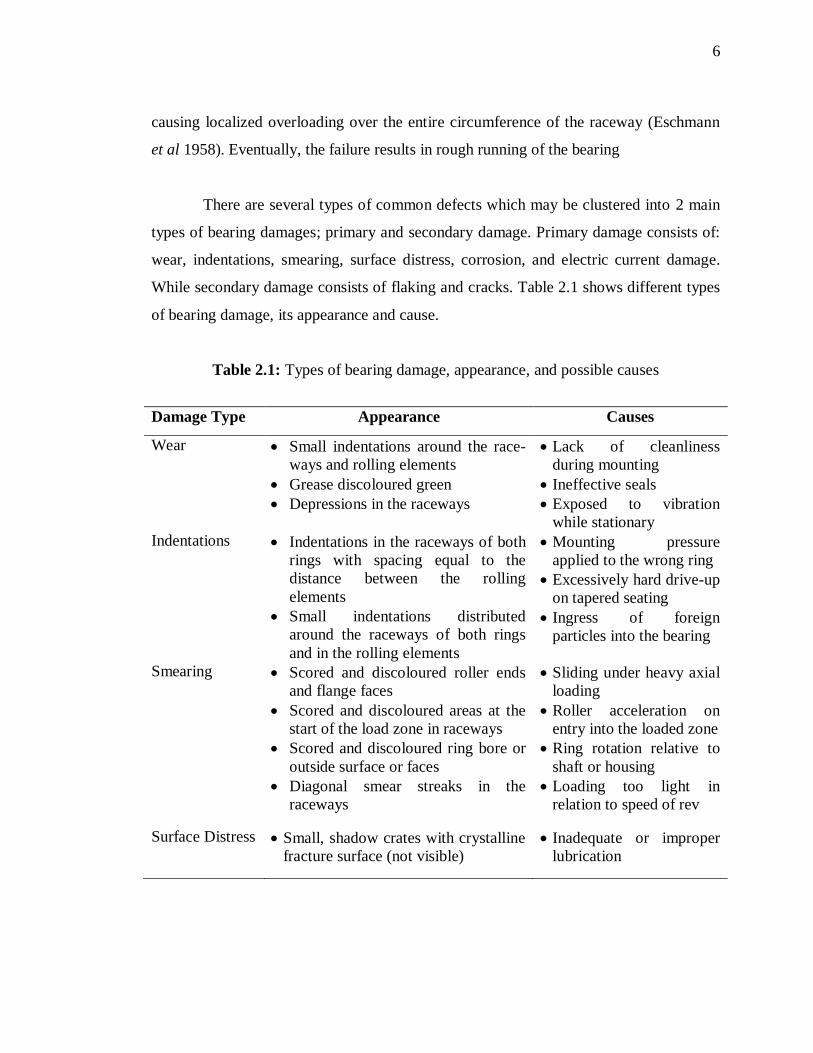
There are several types of common defects which may be clustered into 2 main
types of bearing damages; primary and secondary damage. Primary damage consists of:
wear, indentations, smearing, surface distress, corrosion, and electric current damage.
While secondary damage consists of flaking and cracks. Table 2.1 shows different types
of bearing damage, its appearance and cause.
Table 2.1: Types of bearing damage, appearance, and possible causes
Damage Type Appearance Causes
Wear Small indentations around the race-
ways and rolling elements
Grease discoloured green
Depressions in the raceways
Lack of cleanliness
during mounting
Ineffective seals
Exposed to vibration
while stationary
Indentations Indentations in the raceways of both
rings with spacing equal to the
distance between the rolling
elements
Small indentations distributed
around the raceways of both rings
and in the rolling elements
Mounting pressure
applied to the wrong ring
Excessively hard drive-up
on tapered seating
Ingress of foreign
particles into the bearing
Smearing
Scored and discoloured roller ends
and flange faces
Scored and discoloured areas at the
start of the load zone in raceways
Scored and discoloured ring bore or
outside surface or faces
Diagonal smear streaks in the
raceways
Sliding under heavy axial
loading
Roller acceleration on
entry into the loaded zone
Ring rotation relative to
shaft or housing
Loading too light in
relation to speed of rev
Surface Distress Small, shadow crates with crystalline
fracture surface (not visible)
Inadequate or improper
lubrication
7
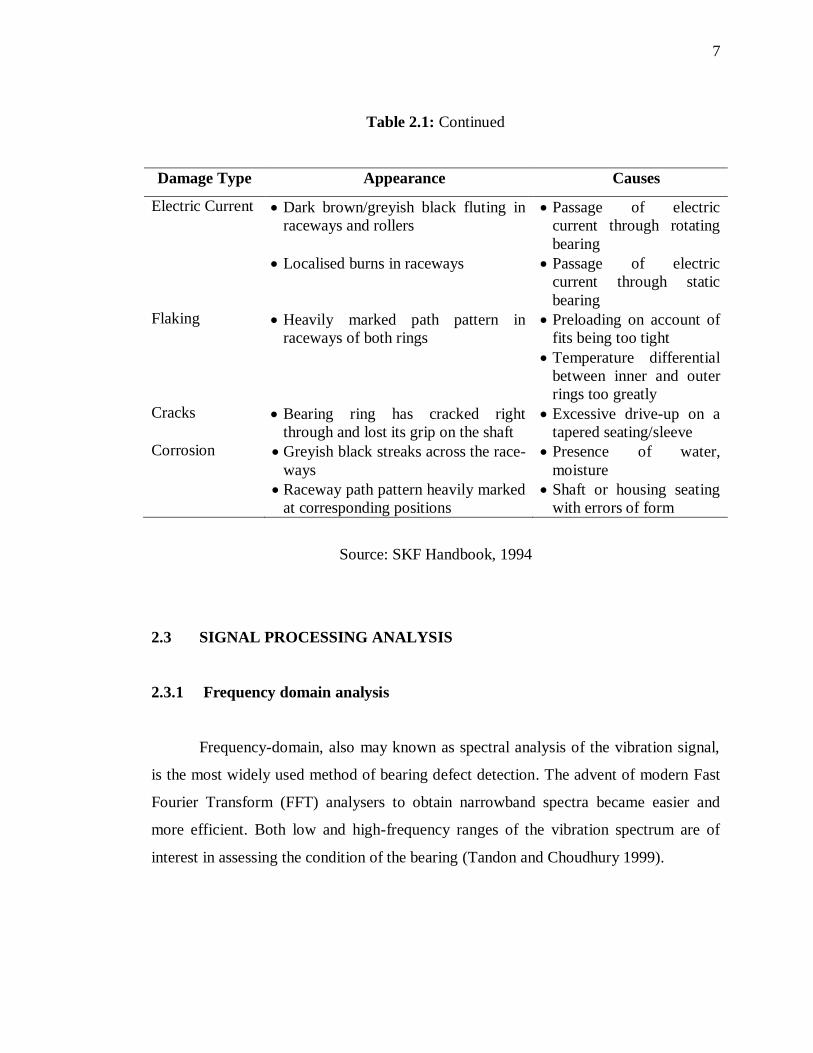
Table 2.1: Continued
Damage Type Appearance Causes
Electric Current Dark brown/greyish black fluting in
raceways and rollers
Localised burns in raceways
Passage of electric
current through rotating
bearing
Passage of electric
current through static
bearing
Flaking Heavily marked path pattern in
raceways of both rings
Preloading on account of
fits being too tight
Temperature differential
between inner and outer
rings too greatly
Cracks Bearing ring has cracked right
through and lost its grip on the shaft
Excessive drive-up on a
tapered seating/sleeve
Corrosion Greyish black streaks across the race-
ways
Raceway path pattern heavily marked
at corresponding positions
Presence of water,
moisture
Shaft or housing seating
with errors of form
Source: SKF Handbook, 1994
2.3 SIGNAL PROCESSING ANALYSIS
2.3.1 Frequency domain analysis
Frequency-domain, also may known as spectral analysis of the vibration signal,
is the most widely used method of bearing defect detection. The advent of modern Fast
Fourier Transform (FFT) analysers to obtain narrowband spectra became easier and
more efficient. Both low and high-frequency ranges of the vibration spectrum are of
interest in assessing the condition of the bearing (Tandon and Choudhury 1999).

8
When an interaction of defect occurs in rolling element bearings, it produces
pulses of very short duration. There will be an increase in the vibrational energy during
high frequency due to the pulses excites the natural frequencies of bearing elements or
the nearby structures. The resonant frequencies may be calculated theoretically as
proved by (Tandon and Nakra, 1992).
Each bearing elements has their own characteristic rotational frequency. There’s
an increase in vibrational energy at the element’s rotational frequency whenever there’s
a defect on a particular bearing. These characteristic defect frequencies can be calculated
from kinematic considerations. For a bearing with a stationary outer race, these
frequencies are given by the following expressions:
Cage frequency , proposed by Mathew and Alfredson (1984):
Ball spinning frequency , proposed by McFadden and Smith (1984a):
Outer race defect frequency , proposed by Kim (1984a):
Inner race defect frequency , also proposed by Kim (1984b):
and
Rolling element defect frequency , proposed by Sunnersjo (1978):
(2.1)
(2.2)
(2.3)
(2.4)
(2.5)
9
where,
is the shaft rotation frequency in rad/s
d is the diameter of the rolling element
D is the pitch diameter
Z is the number of rolling elements, and
α is the contact angle.
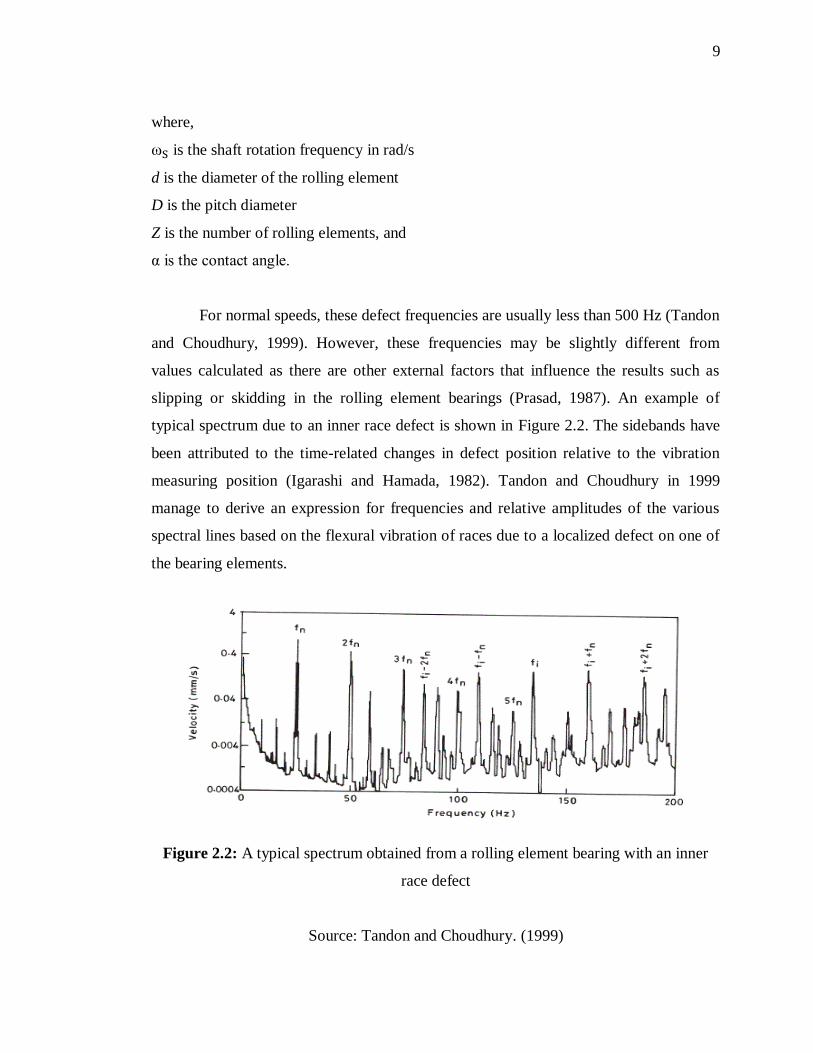
For normal speeds, these defect frequencies are usually less than 500 Hz (Tandon
and Choudhury, 1999). However, these frequencies may be slightly different from
values calculated as there are other external factors that influence the results such as
slipping or skidding in the rolling element bearings (Prasad, 1987). An example of
typical spectrum due to an inner race defect is shown in Figure 2.2. The sidebands have
been attributed to the time-related changes in defect position relative to the vibration
measuring position (Igarashi and Hamada, 1982). Tandon and Choudhury in 1999
manage to derive an expression for frequencies and relative amplitudes of the various
spectral lines based on the flexural vibration of races due to a localized defect on one of
the bearing elements.
Figure 2.2: A typical spectrum obtained from a rolling element bearing with an inner
race defect
Source: Tandon and Choudhury. (1999)

10
(2.6)
2.3.2 Time-frequency analysis: Short Time Fourier Transform
One of the shortcomings of the Fourier Transform is that it doesn’t give
information on time at which a frequency component occurs. It will be a major problem
to non-stationary signals compared to stationary signals. Therefore, one approach which
can give information on the time resolution of the spectrum is the Short Time Fourier
Transform (STFT). The STFT as proposed by Lyon (1984) is defined as:
where L represents the length of one block of data, tn is the time instant of STFT and
V(tn) is the nth measured voltage sample. The term Han(h) represents the Hanning
function chosen as the analysis window.
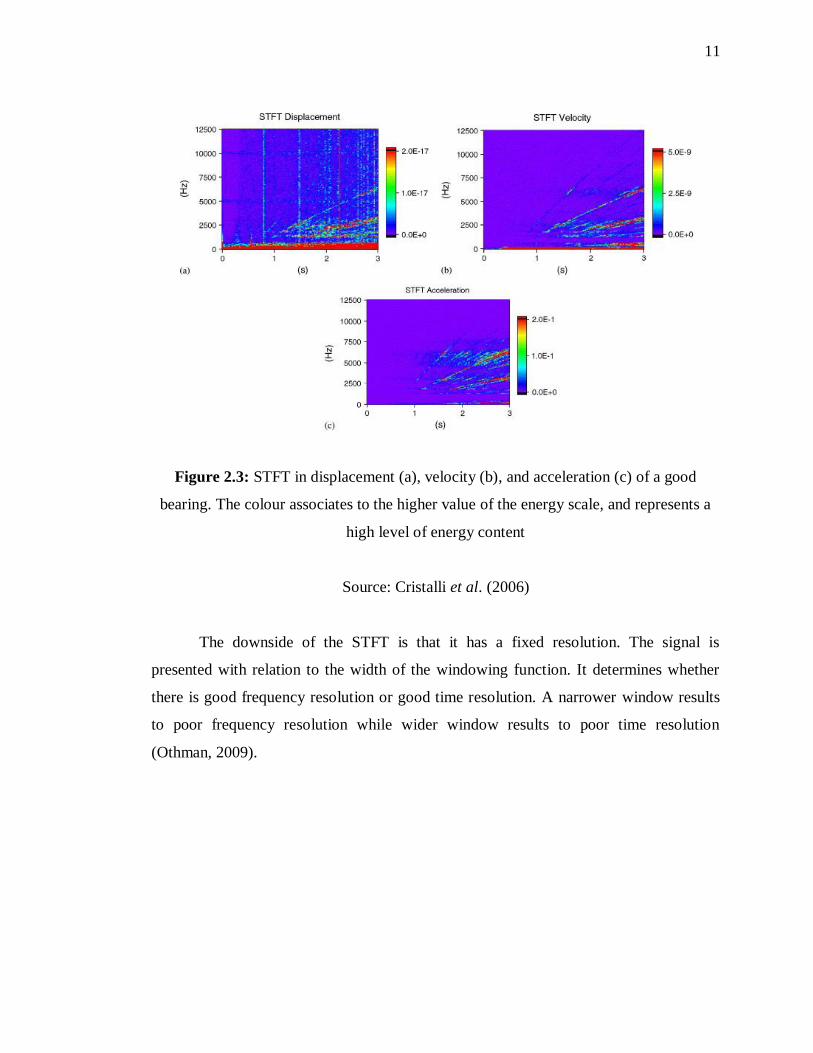
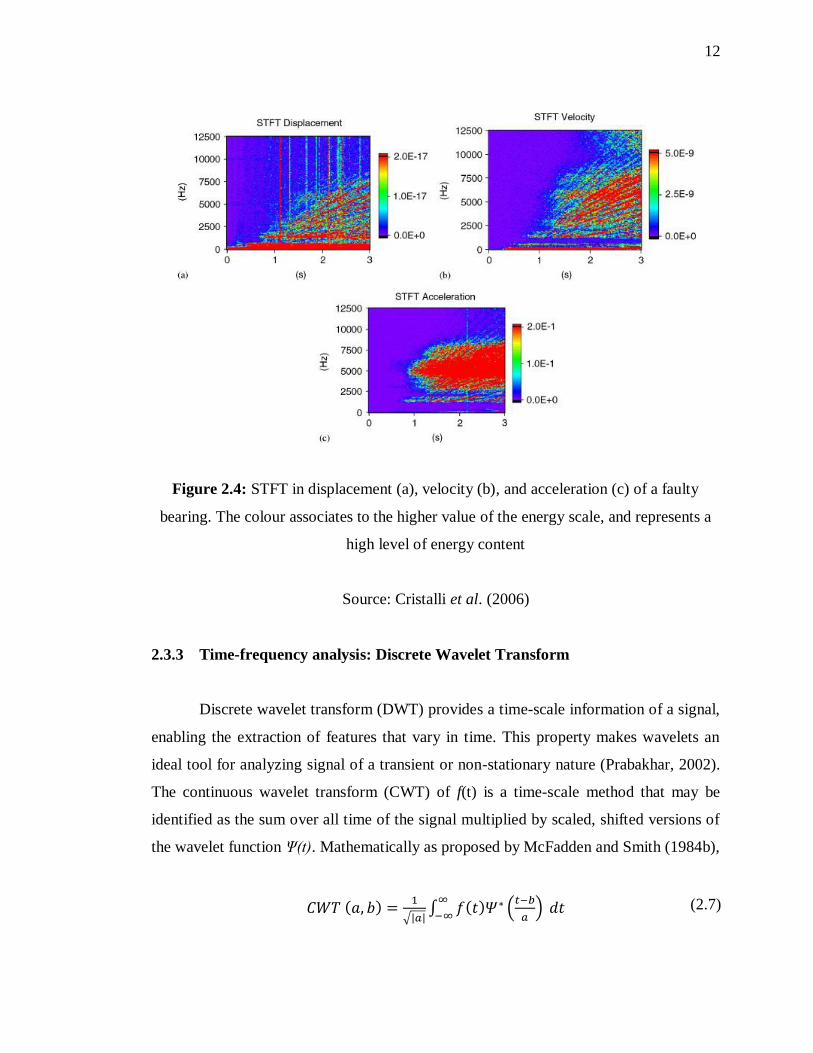
Figure 2.3 and Figure 2.4 represents the STFT computed for a good and a faulty
bearing. The displacement measurements by laser vibrometer reveal vertical lines caused
by a single dropout, which add impulse noise to the signal. The disturbances have not
appeared in any of the measurements of velocity and acceleration.
11
Figure 2.3: STFT in displacement (a), velocity (b), and acceleration (c) of a good
bearing. The colour associates to the higher value of the energy scale, and represents a
high level of energy content
Source: Cristalli et al. (2006)
The downside of the STFT is that it has a fixed resolution. The signal is
presented with relation to the width of the windowing function. It determines whether
there is good frequency resolution or good time resolution. A narrower window results
to poor frequency resolution while wider window results to poor time resolution
(Othman, 2009).
12
(2.7)
Figure 2.4: STFT in displacement (a), velocity (b), and acceleration (c) of a faulty
bearing. The colour associates to the higher value of the energy scale, and represents a
high level of energy content
Source: Cristalli et al. (2006)
2.3.3 Time-frequency analysis: Discrete Wavelet Transform
Discrete wavelet transform (DWT) provides a time-scale information of a signal,
enabling the extraction of features that vary in time. This property makes wavelets an
ideal tool for analyzing signal of a transient or non-stationary nature (Prabakhar, 2002).
The continuous wavelet transform (CWT) of f(t) is a time-scale method that may be
identified as the sum over all time of the signal multiplied by scaled, shifted versions of
the wavelet function Ψ(t). Mathematically as proposed by McFadden and Smith (1984b),