beginning a complete renewal of san josé-santa clara ... · feed/transfer/withdrawal ... sludge...
TRANSCRIPT

Beginning a Complete Renewal of San José-Santa Clara Regional Wastewater Facility’s
Biosolids Processing Facilities
Adam Ross1*, Mariana Chavez-Vazquez2, Lloyd Slezak1, Alicia Alba2
1 Brown and Caldwell, Walnut Creek, California. 2 City of San José, California. * Email: [email protected]
ABSTRACT
Many wastewater treatment plants face the task of rehabilitating aging digestion infrastructure while also planning for new challenges – whether for Class A digestion, changes in biosolids disposition pathways, advancing resource recovery, or improving operability and maintainability. However, very few wastewater treatment plants deal with all of these challenges at once. This is the reality that the City of San José-Santa Clara Regional Wastewater Facility (Facility) is facing as it transitions from its existing process to an entirely new biosolids treatment strategy. This paper details the decision drivers in the Biosolids Transition Study and the scope of the Digester and Thickener Facilities Upgrade Project, which, in addition to temperature-phased anaerobic digestion (TPAD), is implementing co-thickening, sludge screening, upgraded digester feed/transfer/withdrawal systems, and a new gas management system. Innovative, but proven, processes were combined to deliver a complete renewal of San José-Santa Clara’s biosolids processing facilities. Whereas many facilities are using patented or proprietary biosolids equipment and processes, San José-Santa Clara is an example of an “open source” solution to high-solids, high-performance, Class A biosolids management. KEYWORDS: Anaerobic digestion, temperature-phased anaerobic digestion, TPAD, biosolids.
INTRODUCTION
Unlike other facilities that have multiple biosolids disposition options, San José-Santa Clara, for several decades, has transported its air-dried biosolids to the adjacent landfill where they are used as alternative daily cover. At the time of planning, the landfill was expected to close by 2025, so although the Facility’s sole biosolids pathway is convenient and cost-effective, the City wanted other disposal options. In addition to diversifying its disposal options, the Facility’s sludge lagoons and drying bed operation must be discontinued to meet new odor containment goals. Between the potential landfill closure, changes prompted by odor containment, and major improvements needed at older plant solids infrastructure, San José-Santa Clara’s entire solids processing system had to be redefined. The San José-Santa Clara Regional Wastewater Facility treats an average of 110 million gallons of wastewater per day (mgd). The largest tertiary treatment plant in the western United States, the Facility serves 1.4 million residents and over 17,000 businesses in an eight-city area.
911Copyright© 2017 by the Water Environment Federation
WEF Residuals and Biosolids Conference 2017

Figure 1 shows the Facility’s service area in California’s southern bay area. Figure 2 shows an aerial view of the Facility. Figure 3 shows the Facility’s current operational footprint and process areas.
Figure 1. The San José-Santa Clara Regional Wastewater Facility’s Service Area showing
contributing cities. San José is located at the southern end of the San Francisco Bay.
912Copyright© 2017 by the Water Environment Federation
WEF Residuals and Biosolids Conference 2017

Figure 2. Aerial view of the Facility looking from west to east. Facility operations are in the
foreground. Biosolids lagoons are beyond.
Figure 3. Facility’s footprint shown by process area. Biosolids processing – consisting of
lagoons and drying beds – takes up 770 acres and is adjacent to development.
913Copyright© 2017 by the Water Environment Federation
WEF Residuals and Biosolids Conference 2017

BACKGROUND AND PLANT MASTER PLAN
In 2008, San José-Santa Clara embarked on a master planning process to provide overall direction for rehabilitating and upgrading its facilities including potential process changes. The Plant Master Plan (PMP) used an extensive community engagement process to develop overarching environmental, economic, social, and operational goals. One area of focus for the master planning process was biosolids management since treating wastewater at the RWF produces about 85 dry tons of solids each day. The Facility’s current biosolids management practices produce a Class A biosolids product and include:
• Mesophilic Digestion
• Lagoon Stabilization – where digested solids are stored for about three years in open-air lagoons allowing further biological treatment and concentration of the solids.
• Drying – where stabilized biosolids are allowed to air dry in a series of drying beds.
• Disposition at Newby Island Landfill – where the dried and stabilized biosolids are used as daily cover in landfill operations.
Figure 4 shows the existing biosolids practices at the Facility.
Figure 4. Existing biosolids treatment process.
This current system is land-intensive and has historically been one source of odors in the area. Because of these issues and because of the planned closure of Newby Island Landfill in 2025, the PMP recommended a new Biosolids Management Program involving a variety of enclosed, odor controlled treatment processes with the resulting treated biosolids used in a variety of off-site processing and beneficial reuse applications. The PMP envisioned a program that produced a mix of Class A and Class B biosolids products. Specific PMP recommendations related to the future Biosolids Management Program included:
• Rehabilitation of the existing thickening facilities and mesophilic digesters and an evaluation of whether or not a different type of digestion process should be implemented.
• Mechanical dewatering for all biosolids in an enclosed, odor-controlled facility to concentrate digested biosolids, which reduces the volume and weight of material requiring transport to off-site processing and beneficial reuse locations.
• Drying a portion of the dewatered biosolids using both thermal drying (20% of the biosolids) in an enclosed facility utilizing waste heat from a planned cogeneration facility and solar drying (10% of the biosolids) in enclosed greenhouses.
• Decommissioning the existing open sludge lagoons and drying beds.
914Copyright© 2017 by the Water Environment Federation
WEF Residuals and Biosolids Conference 2017
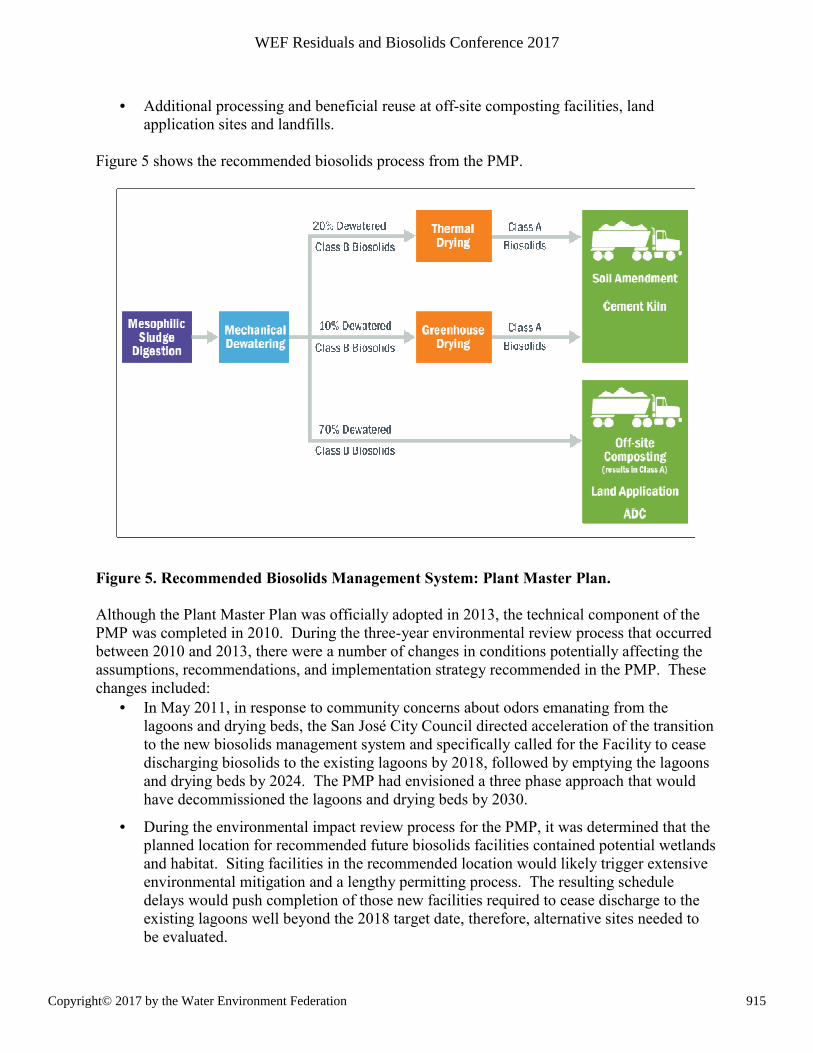
• Additional processing and beneficial reuse at off-site composting facilities, land application sites and landfills.
Figure 5 shows the recommended biosolids process from the PMP.
Figure 5. Recommended Biosolids Management System: Plant Master Plan.
Although the Plant Master Plan was officially adopted in 2013, the technical component of the PMP was completed in 2010. During the three-year environmental review process that occurred between 2010 and 2013, there were a number of changes in conditions potentially affecting the assumptions, recommendations, and implementation strategy recommended in the PMP. These changes included:
• In May 2011, in response to community concerns about odors emanating from the lagoons and drying beds, the San José City Council directed acceleration of the transition to the new biosolids management system and specifically called for the Facility to cease discharging biosolids to the existing lagoons by 2018, followed by emptying the lagoons and drying beds by 2024. The PMP had envisioned a three phase approach that would have decommissioned the lagoons and drying beds by 2030.
• During the environmental impact review process for the PMP, it was determined that the planned location for recommended future biosolids facilities contained potential wetlands and habitat. Siting facilities in the recommended location would likely trigger extensive environmental mitigation and a lengthy permitting process. The resulting schedule delays would push completion of those new facilities required to cease discharge to the existing lagoons well beyond the 2018 target date, therefore, alternative sites needed to be evaluated.
915Copyright© 2017 by the Water Environment Federation
WEF Residuals and Biosolids Conference 2017

• In April 2014, the Facility’s Treatment Plant Advisory Council provided feedback to staff to evaluate the possibility of producing Class A instead of Class B biosolids. The existing lagoon and air drying process results in a Class A-equivalent product and the Council wanted to keep the same overall level of treatment.
• In early 2014, the Facility’s Capital Improvement Plan team conducted a detailed project validation review process of all projects recommended in the PMP. This validation effort led to a change in assumption from a large, open biosolids storage area near the lagoons (sized for 180 days of storage) to a managed, enclosed four-day storage facility located at the Biosolids Dewatering Facility, which is more in line with best practices in the wastewater industry.
In response to these changes, San José-Santa Clara initiated a Biosolids Transition Strategy Evaluation to evaluate end use options and to develop a processing system that provides readiness and flexibility for the future.
BIOSOLIDS TRANSITION STRATEGY EVALUATION The Biosolids Transition Strategy Evaluation addressed certain specific issues regarding implementation of the transition from the current biosolids management system to the PMP’s recommended system considering changes that occurred since the technical aspects of the PMP were developed. It included both near-term and long-term recommendations for the Biosolids Transition Strategy, taking into consideration the goals identified in PMP. The Biosolids Transition Study focused on answering several key questions related to the transition including:
• Should San José change from its current practice of mesophilic digestion to a temperature phased anaerobic digestion (TPAD) process in order to optimize solids stabilization and increase biogas production?
• Should San José accelerate the on-line date for planned thermal drying and greenhouse drying facilities and add a blending facility to take maximum advantage of low disposition costs at Newby Island Landfill until it closes?
• Should San José focus on installing treatment processes to achieve Class B biosolids at this time while preserving the ability in the future to achieve Class A biosolids? Is it economically feasible to meet the Council’s direction for Class A biosolids?
• Should San José preserve the potential for other on-site biosolids processing should it be warranted by future industry, market, and regulatory conditions?
• What areas should be reserved for locating biosolids processing facilities?
• Can the 2018 target date for ceasing discharge to the lagoons be met? And if not, what can be done about that?
Answers to these questions and evaluation of alternatives entailed a two-step process. First, Brown and Caldwell’s Solids-Water-Energy Tool (SWET) Model was used to help screen out less favorable alternatives. For example, based on the SWET analysis, alternatives involving 100% thermal drying and 100% composting were eliminated. Team workshops were then conducted to select and refine three alternatives for comparison against the recommendations in
916Copyright© 2017 by the Water Environment Federation
WEF Residuals and Biosolids Conference 2017

the PMP. The alternatives were developed considering the PMP’s objective of providing a cost-effective program with diverse outlets for biosolids and included:
• Alternative 1 - Modified Base Case with TPAD (20% thermal drying, 10% solar drying) to improve solids stabilization and increase gas production.
• Alternative 2 – Base Case with a Blending Option (Accelerated on-line date for drying technologies, smaller thermal dryer, and added blending facility to allow dried biosolids to be blended with dewatered biosolids in order to maximize benefits of low disposition costs at Newby Island Landfill until it closes in 2025, while still meeting a minimum dryness (percent total solids).)
• Alternative 3 – TPAD with Future Batch Tanks. (Limit facilities to TPAD and mechanical dewatering while providing future flexibility to achieve Class A biosolids through the addition of batch tanks.)
Figures 6, 7 and 7 show the process configurations for Alternatives 1, 2 and 3 respectively.
Figure 6. Biosolids Transition Study, Alternative 1: Modified Base Case with TPAD.
917Copyright© 2017 by the Water Environment Federation
WEF Residuals and Biosolids Conference 2017

Figure 7. Biosolids Transition Study, Alternative 2: Base Case with a Blending Option.
Figure 8. Biosolids Transition Study, Alternative 3: TPAD with Future Batch Tanks.
The alternatives were then reviewed and refined in a series of comprehensive and interactive workshops which involved program management, engineering and O&M staff. Alternatives were evaluated in terms of economic considerations and a Triple Bottom Line Plus (TBL+) evaluation that also considered non-economic factors. Results for each alternative include a TBL+ Performance Score” and a “Value Score.” The final business case evaluation results for each alternative are summarized in the tables below.
918Copyright© 2017 by the Water Environment Federation
WEF Residuals and Biosolids Conference 2017

Alternative 1 (Modified Base Case with TPAD) had TBL+ Performance and Value Scores that were comparable to the Base Case. Present Value Life Cycle Costs (PV LCC) were also equivalent. These results suggested that TPAD is comparable to mesophilic digestion. TPAD is recommended because it also provides a pathway to Class A biosolids via future addition of batch tanks, and because it results in enhanced solids stabilization and biogas production. (TPAD is discussed in the following section.)
Parameter Base Case: PMP with
Mesophilic Digestion
Alternative 1: Modified Base
Case with TPAD
PV Life Cycle Cost, $ Millions
520 520
Capital Cost, $ Millions 298 306
O&M Cost, $ Millions 14.5 14.1
TBL+ Performance Score 5.3 5.4
Value Score 0.12 0.12
Alternative 2 (Base Case with a Blending Option) would have higher TBL+ Performance and Value Scores than the Base Case and would result in PV LCC savings. However, any potential savings would be highly schedule-dependent and there was substantial risk that this alternative could not be implemented soon enough to capture all savings.
Parameter Base Case: PMP with
Mesophilic Digestion
Alternative 2: Base Case
with a Blending Option
PV Life Cycle Costs, $ Millions
520 490
Capital Costs, $ Millions 298 270
O&M Costs, $ Millions 14.5 14.1
TBL+ Performance Score 5.3 6.3
Value Score 0.12 0.14
Alternative 3 (TPAD with Future Batch Tanks) showed significantly higher TBL+ Performance and Value Scores compared with the Base Case, as well as substantial PV LCC savings ($140 M). Product diversity goals with this alternative will be met through multiple biosolids disposition contracts including off-site composting (Class A product), land application, and landfill disposal or ADC. Choosing Alternative 3 keeps options open for future process additions including Class A batch tanks, soil blending, partial thermal drying, and partial solar drying.
919Copyright© 2017 by the Water Environment Federation
WEF Residuals and Biosolids Conference 2017

Parameter Base Case: PMP with
Mesophilic Digestion
Alternative 3: TPAD
with Flexibility for
Future Batch Tanks
PV Life Cycle Cost, $ Millions
520 380
Capital Cost, $ Millions 298 166
O&M Cost, $ Millions 14.5 12.3
TBL + Performance Score 5.3 8.5
Value Score 0.12 0.20
If batch tanks were installed in the future, PV LCC for Alternative 3 would increase by $10 M. If a soil manufacturing facility was also installed, PV LCC would be the same as if only batch tanks were installed. This is because the additional capital costs of soil manufacturing would be off-set by savings in disposition costs and by the revenue generated from the sale of manufactured soil. If manufactured soil was “given away” rather than sold, PV LCC for Alternative 3 would increase by $30 million.
Parameter Alternative 3 with
future Batch
Tanks
Alternative 3 with
future Soil
Manufacturing
Alternative 3 with
future Soil
Manufacturing but
no Revenue from
Sale of Soil
PV Life Cycle Cost, $ Millions
390 390 410
Capital Cost, $ Millions
181 209 209
O&M Cost, $ Millions
11.9 10.5 11.7
Based on the comparisons included in the evaluation of alternatives, proceeding with TPAD and dewatering was recommended with use of a variety of disposition contracts to achieve the PMP’s diversification goals. Installation of additional on-site processing facilities to achieve Class A biosolids were deferred pending market or regulatory need for Class A biosolids. Multiple disposition contracts need to be developed, negotiated, procured and potentially renewed to meet the PMP multiple end product and contract diversification goals.
TPAD EVALUATION
One of the main recommendations of the Biosolids Transition Study was to transform the Facility’s conventional mesophilic digestion system to a temperature-phased anaerobic digestion (TPAD) process with future Class A batch tanks. This digestion process, coupled with
920Copyright© 2017 by the Water Environment Federation
WEF Residuals and Biosolids Conference 2017

mechanical dewatering, gives the Facility the ability to produce Class A biosolids without an energy-intensive or space-intensive post-digestion process such as drying or composting. The change from mesophilic digestion to TPAD was evaluated in-depth in a separate study, summarized below, with the goal of providing an evaluation of the best approach for the digestion process, including rehabilitation of existing digesters. Temperature (thermophilic) phased anaerobic digestion (TPAD) is a process that uses thermophilic anaerobic digestion and mesophilic anaerobic digestion in a series configuration to maximize biosolids stabilization and the production of biogas and that allows for a relatively easy upgrade to a recognized Class A digested biosolids production process. TPAD produces a Class B biosolids product, while TPAD Class A includes batch tanks between the thermophilic and mesophilic phases to produce a Class A biosolids product. The Facility Plant Master Plan called for rehabilitation of the 16 existing digesters. This work is to occur in three phases, with the initial phase including work in four digesters (later determined to be digesters 5, 6, 7 and 8). The baseline assumption was that the rehabilitated digesters would continue to perform as mesophilic digesters and stabilization would maintain status quo. At the time the PMP was completed, it was anticipated that the existing lagoons and drying beds would continue to be in service for the next two decades. (As noted above, this assumption was subsequently changed drastically.) Instead of upgrading four digesters for parallel mesophilic operation, the TPAD evaluation considered a process in which the four upgraded tanks would serve at the first-stage thermophilic reactors, while the remaining digesters would serve as second-stage mesophilic reactors. This approach offers the following benefits:
• Allows the initial project to deliver a complete/new first-stage digestion process instead of just rehabilitation of one third of the parallel mesophilic process.
• Eliminates concerns about pumping thicker sludge through long lengths of piping to non-rehabilitated digesters.
• Reduces future rehabilitation cost of mesophilic digesters operating in less critical second-stage duty
• Produces biosolids lower in pathogen content with a low-cost, future pathway to 100 percent Class A biosolids as well as a path for multiple beneficial uses of the biosolids material in California.
Digesters 5 through 8 were evaluated for operation as thermophilic digesters in a TPAD configuration. The TPAD process thermophilic phase has a significant potential to increase process capacity. One of the primary benefits of thermophilic digestion is additional loading capacity relative to mesophilic digestion. Based on the planned digester volume, digesters 5 through 8 would be capable of providing sufficient capacity for TPAD operation and allow the ability to take one thermophilic digester out of service under all loading conditions. In addition, TPAD digestion processes offer several other advantages for the Facility:
• Approximately double the capacity of mesophilic digestion, reducing the risk of process upsets
• 5 percentage point increase in volatile solids reduction (VSR)
• 9 percent increase in useful gas production
• 7 percent reduction in biosolids production
921Copyright© 2017 by the Water Environment Federation
WEF Residuals and Biosolids Conference 2017

• Relatively easy upgrade to TPAD Class A with the addition of Class A batch tanks to produce Class A biosolids
• Reduced complexity of digester feed system as raw thickened solids digester feed is required only for the thermophilic digesters 5 through 8 rather than all digesters 5 through 16
• The ability to handle significant quantities of fats, oils, and grease (FOG) to maximize gas production from the digestion system
The TPAD process requires additional equipment for heat transfer relative to mesophilic digestion to allow the digesters to operate at the higher thermophilic temperatures. Other additional features for TPAD are required to accommodate the higher feed rates and gas production rates. Additional equipment and features required to operate in a TPAD configuration are listed below:
• Digester heating system: One additional heat exchanger and associated circulation pump per digester to allow higher operating temperatures. Modifications to the hot water supply piping system are also required as greater demands for hot water are needed by the thermophilic digester heat exchangers.
• Gas piping: Larger digester gas piping to handle increased gas production rates.
• Emergency overflow system: Larger emergency overflow system required to handle increased rapid volume expansion potential of the thermophilic digesters 5 through 8.
• Digester structure: Insulation to prevent thermal stress cracking of the walls during cold weather periods. Insulation will also reduce heat losses from the digesters, reducing heat demand.
• Electrical requirements: Additional motor control center (MCC) capacity for additional equipment.
• Sludge cooling system: The process requires sludge cooling between the first and second stages, with associated heat exchangers and cooling water pumps. Facility effluent would be used for process cooling and would be routed to these heat exchangers for this purpose.
Figure 9 shows the process flow diagram for TPAD digestion at the Facility.
922Copyright© 2017 by the Water Environment Federation
WEF Residuals and Biosolids Conference 2017

Figure 9. TPAD process flow. Digesters 5-8 serve as first-stage thermophilic reactors.
Digesters 9-16 serve as second-stage mesophilic reactors. Not shown: Digesters 1-4, which
are no longer required with TPAD operation and are abandoned.
Class A TPAD
TPAD can be operated as a Class B process or a Class A process. A conventional Class B TPAD process, as shown in Figure 9, can be upgraded to a Class A process by including batch hold tanks between the thermophilic and mesophilic phases of the digesters. At 131°F, the required detention time to meet Code of Federal Regulations (CFR) Title 40 Part 503 regulations requirements for Class A is 24 hours. Following the batch tanks, material treated and discharged from the mesophilic second-stage digesters is considered a Class A biosolids with odor products from the thermophilic process mitigated. In the absence of the batch tanks the resulting biosolids from the TPAD system are considered Class B. The Biosolids Transition Study recommended that batch tanks be constructed in the future in response to Class A market drivers. Figure 10 shows the TPAD process flow with Class A batch tanks.
923Copyright© 2017 by the Water Environment Federation
WEF Residuals and Biosolids Conference 2017

Figure 10. TPAD process flow configured for Class A biosolids – includes batch tanks to
meet time-temperature hold requirements.
As part of the TPAD evaluation, project costs were considered to determine capital, annual and net present value costs for each digestion alternative: status quo / PMP baseline recommendation (mesophilic), TPAD, and TPAD Class A.
Capital Costs
Additional equipment, piping, and appurtenances are required to upgrade to TPAD. The incremental capital cost to implement TPAD to the four upgraded digesters 5 through 8 includes larger gas piping, additional pumps, addition of heat exchangers, tank insulation, and electrical allowances for the new equipment and instrumentation. TPAD also requires the added cost of a new heat loop to the thermophilic digesters. The mesophilic digesters 9 through 16 will require provisions for digester cooling from thermophilic to mesophilic temperatures. It is anticipated that the existing heat exchanger system can be repurposed as a cooling heat exchanger system, but piping and an effluent-cooled water heat exchanger loop is required to route cooling water to the mesophilic heat exchangers. Incremental costs to implement batch tank operation (to achieve Class A operation) would include six batch tanks with insulation, circulation and transfer pumps, grinders, heat exchangers, piping, pressure vacuum relief valve (PVRV) assemblies, a gas sediment trap, and electrical allowances for the new equipment and instrumentation. A capital cost summary of these options is presented in the following table.
924Copyright© 2017 by the Water Environment Federation
WEF Residuals and Biosolids Conference 2017

Digestion Alternative Capital Cost Comparison
Alternative Capital Cost, $M
Mesophilic 58.2
TPAD 65.1
TPAD with batch tanks
76.8
DAFT and digester upgrades and gas pipeline included in all
capital costs.
Annual Costs
Annual costs are impacted by the process change to thermophilic digestion in the four upgraded digesters and are described below. Annual costs are estimated assuming a midpoint load between Day 1 and 2030.
• Net power: TPAD and batch tanks will have additional equipment and will require more electrical power than the mesophilic option; however, these alternatives result in greater gas production and thus additional revenue through cogeneration. The unit cost for power assumed is the 2013 rate of $0.108 per kilowatt-hour (kWh). Higher VSR with TPAD will create additional digester gas, which can be used at the Facility cogeneration facility to generate a credit. A cogeneration electrical efficiency of 42 percent is assumed. TPAD will likely increase VSR to a level 5 percentage points higher than mesophilic digestion; gas production will increase with thermophilic operation; and solids production will decrease with thermophilic operation. Gas production rates for TPAD and mesophilic digestion are 16.5 and 15 scf/lb VS destroyed, respectively. To account for the TPAD water vapor volume, only the increase in gas energy production is included. A supplementary 9 percent additional gas production will be attributed to the thermophilic digestion as this rate will be equivalent to the increase in gas energy available from thermophilic digester gas. The digester gas energy is assumed to be 550 Btu/ft3 for mesophilic digestion and 500 Btu/ft3 for TPAD. The additional energy from TPAD reduces the quantity of natural gas that will be needed in the future to meet the Facility’s requirement of 12 megawatts (MW).
• Dewatering polymer: Solids from thermophilic digestion have been reported to require greater quantities of dewatering polymer, typical of processes that achieve greater VSR. For this analysis, it is assumed that dewatering mesophilic digested sludge will require 20 lb polymer/dry ton solids, and dewatering of thermophilic digested sludge will require 22 lb polymer/dry ton solids. A 10 percent increase is assumed for TPAD, and the polymer unit cost assumed is $1.70/lb polymer. Overall pounds of solids are lower for TPAD, however.
• Water: Double mechanical seals are assumed to be used for sludge pumping, and each sludge pump was assumed to require a continuous 1 gpm of seal water. There will be additional sludge pumps for TPAD and batch tank operations, which will increase seal water usage. Recycled water may be used and a unit cost of $1.33/100 ft3 will be applied. This cost is taken from the City’s Web site (http://www.sanjoseca.gov/index.aspx?nid=2279).
• Natural gas: A cogeneration facility capital improvement project is in design and expected to be in service by 2019. This facility is designed to meet the entire Facility’s power demand of
925Copyright© 2017 by the Water Environment Federation
WEF Residuals and Biosolids Conference 2017

12 MW. For this study, it was assumed that digester gas and natural gas, if necessary, would be supplied to the cogeneration facility to produce 12 MW of power. Therefore, all of the produced digester gas will be used, and natural gas will also need to be purchased to create 12 MW of power. Based on heat balance estimates, mesophilic digestion will require more natural gas than TPAD because the energy production rate is lower. For estimates, a $0.50 per therm unit cost for natural gas is assumed. Approximately 47.8 million Btu per hour (MMBtuh) of natural gas will be required for mesophilic digestion and 43.3 MMBtuh natural gas for TPAD to produce 12 MW at the cogeneration facility.
• Solids hauling and disposal: Fewer solids are produced from increased VSR associated with TPAD operation. Annual hauling and disposition costs are based on an average unit cost of $35/WT. It is also assumed that dewatered cake is 25 percent solids for both mesophilic and TPAD. There is a possibility that TPAD cake will be slightly drier than mesophilic cake and is a result of the increased polymer use and improved dewaterability associated with the higher temperature processing, however, extensive laboratory testing would be required to evaluate improvements in dewatering performance. To be conservative, the same cake percent solids is assumed in this evaluation.
• Heating requirements: Sufficient digester gas will be produced from TPAD operation to meet the heating requirements of the thermophilic digesters. With the cogeneration facility operation at 12 MW, the heat recovered will be in surplus of heat requirements for TPAD, and an external heat source is not required. There will be no additional cost for the heating parameter.
• Operations: Operations cost is assumed to be equal for mesophilic and TPAD. While TPAD will require more labor for the heat exchangers and additional pumps, the feed system is simpler than mesophilic. Adding batch tanks to TPAD Class A will require an additional operator, estimated at $100,000 per year.
• Maintenance: Maintenance costs are associated with the operating equipment and gas utilization. Digester gas will be split between cogeneration and a fuel cell. The Facility has a contracted fuel cell that produces 1.4 MW of energy using digester gas. Different proportions of digester gas will be used by the fuel cell for mesophilic digestion and TPAD due to the difference in VSR and gas production. For mesophilic digestion, 79 percent of digester gas will go to the cogeneration facility and 21 percent will go to the fuel cell. For TPAD, 81 percent of the gas will go to the cogeneration facility and 19 percent will go to the fuel cell. The annual maintenance cost is assumed to be the sum of 1 percent of the capital cost, $0.031/kWh produced in the cogeneration facility, and $0.01/kWh for the fuel cell operations and maintenance. The fuel cell will run 85 percent of the time and utilize digester gas to produce 1.4 MW while the cogeneration facility will run continuously on a combination of digester gas and natural gas. Natural gas will supplement digester gas to produce 12 MW at the cogeneration facility.
926Copyright© 2017 by the Water Environment Federation
WEF Residuals and Biosolids Conference 2017

A summary of the incremental annual costs required to change the process from mesophilic to TPAD and from mesophilic to TPAD Class A with batch tanks is presented in Table 21.
Annual Costs Comparison
Mesophilic TPAD TPAD with Batch Tanks
Net power production from cogen (less power consumption from equipment)
($6.75M) ($6.72M) ($6.59M)
Chemicals $3.73M $3.76M $3.76M
Natural gas $2.32M $2.10M $2.10M
Solids hauling and disposal $4.50M $4.18M $4.18M
Operation $1.0M $1.0M $1.1M
Maintenance $3.58M $3.65M $3.77M
Net annual operating costs (unrounded) $8.38M $7.97M $8.32M
The TPAD Class B digestion process is estimated to require the lowest annual operating and maintenance costs. While TPAD Class B requires more equipment, this process generates more power with cogeneration from a 5 percent increase in VSR and digester gas energy production. A greater polymer demand is required for the TPAD processes. With more equipment, greater seal water demand is also associated with TPAD and TPAD Class A. Natural gas demand is required for both alternatives to supplement digester gas in producing 12 MW at the future cogeneration facility; however, less natural gas is needed for the TPAD processes. With increased VSR, there is also a reduction in solids production and associated hauling costs. TPAD Class A will require greater operating labor for the Class A batch tank facility. Similarly, TPAD and TPAD Class A will require more maintenance due to the greater amount of equipment.
Net Present Value
NPV costs were developed on a conceptual level using the capital costs and annual costs. The present-worth evaluation is based on a 30-year period, a 5 percent discount rate, and a 3 percent escalation rate. This evaluation represents the total capital costs and annual operating costs for mesophilic digestion, TPAD, and TPAD with batch tanks.
Digestion Alternative Net Present Value Comparison
Alternative NPV Cost
Mesophilic $246M
TPAD Class B $244M
TPAD Class A $263M
While greater capital costs are associated with TPAD relative to mesophilic digestion, TPAD is estimated to have reduced annual costs and thus a slightly lower NPV. TPAD Class A has the highest capital cost, and this option represents the greatest NPV cost.
927Copyright© 2017 by the Water Environment Federation
WEF Residuals and Biosolids Conference 2017
TPAD Recommendation
TPAD provides the lowest NPV, and while this process had a slightly greater capital cost than mesophilic digestion, the reduced annual costs are significant. The TPAD configuration also provides several other process benefits, including a simplified raw sludge feeding system and greater digestion capacity. Given these benefits and the estimated NPV, the TPAD process is recommended for Class B digestion.
If a driver for Class A biosolids is realized, the addition of Class A batch tanks can be implemented relatively easily to provide Class A biosolids. Given the greater capital and annual costs, Class A digestion should not be implemented until there is a biosolids utilization requirement.
DIGESTER AND THICKENER FACILITIES UPGRADE PROJECT
The Digester and Thickener Facilities Upgrade Project (Project) is the initial phase of a comprehensive upgrade to the Facility’s biosolids processing facilities. It follows the recommendations of the Plant Master Plan (upgrading four digesters), but leverages the work of the Biosolids Transition Study and the TPAD Evaluation to transform the digestion process to TPAD and deliver a lower lifecycle cost to the City. The objective of the Project is to initiate a complete renewal of the Facility’s sludge and biosolids processing facilities. In addition to rehabilitating the first four of the existing 16 digesters, the Project will transform the fundamental sludge thickening and anaerobic digestion processes to a more efficient and advanced regime. To achieve the objective of processing more solids and less water in the biosolids process train, six of the existing DAFT units will be rehabilitated and reconfigured to thicken a combined stream of primary sludge (PS) and waste activated sludge (WAS) to a target solids concentration of 5.5 percent. To meet the objective of reducing debris in the thickening, digestion, and dewatering processes, sludge screens will be installed to remove residual debris from the PS, upstream of thickening. To meet the objective of efficient feed to digesters with smooth, even digester gas production, a thickened sludge distribution system will be provided that equally distributes continuous flow to every first-stage digester. To meet the objective of a digestion process that can accept higher loadings per vessel, provide greater stabilization of volatile matter, produce more digester gas energy, and result in a product with very low pathogenic organism counts, the Project will transform the digestion process to a TPAD process with first-stage thermophilic digesters to be followed by second-stage mesophilic digesters. To achieve the objective of digester vessels with optimized volume, efficient mixing, and managed removal of scum and floatable matter, the first four rehabilitated digesters will be converted from floating-cover reactors to submerged fixed-cover reactors. To meet the objective of removing hazardous digester gas piping systems from the Facility tunnels, a new outdoor elevated pipe network will be installed through the entire digester campus that will carry uncompressed and compressed digester gas, natural gas, and fuel oil to points of utilization in the
928Copyright© 2017 by the Water Environment Federation
WEF Residuals and Biosolids Conference 2017

Facility. Figure 11 shows a preliminary rendering of the digester, DAFT and new screening facility upgrade areas.
Figure 11. Digester and Thickener Upgrade Project preliminary rendering. The vision for the Project is completion of the backbone of a major anaerobic digester process conversion. With completion of the Project, new sludge screening and thickening facilities will evenly distribute thicker sludge to four newly rehabilitated digesters that accept high organic loadings and process sludge at thermophilic temperatures. The completely new first stage of the process will perform the majority of volatile solids stabilization and produce most of the digester gas. New sludge cooling facilities will reduce the temperature of the sludge to mesophilic temperatures and the sludge will be distributed to the existing south campus digesters that will complete the second-stage digestion process. Digester gas will be safely conveyed from digesters to compressors and from compressors to uses in a new outdoor pipe network that will result in a safer campus tunnel system. The remaining digesters can be more simply renovated in subsequent rehabilitation projects that will improve the physical characteristics of the second-stage digesters. The renewed process will provide a better-stabilized product for the planned new digested sludge dewatering and load-out facilities. Additionally, the TPAD process will position the Facility for an easy conversion to full Class A biosolids production with insertion of some simple batch tanks at a future date. The Digester and Thickener Facility Upgrade project design was completed in 2015 and the project is currently in construction. When this $108 million project is complete (expected in 2019), San José-Santa Clara will have the world’s largest TPAD facility.
929Copyright© 2017 by the Water Environment Federation
WEF Residuals and Biosolids Conference 2017

REFERENCES
Slezak, L.; Chow, G. (2014) Biosolids Transition Strategy Report, prepared for the City of San
José.
Chapman, T.; Ross, A; Slezak, L. (2014) Temperature (Thermophilic) Phased Anaerobic
Digestion Process Conceptual Development, prepared for the City of San José.
930Copyright© 2017 by the Water Environment Federation
WEF Residuals and Biosolids Conference 2017