berufliche schulen - ph-gmuend.de
TRANSCRIPT

Landesinstitut für
Schulentwicklung
Schulentwicklung
und empirische
Bildungsforschung
Schulentwicklung
Qualitätsentwicklung
und Evaluation
Bildungspläne
Berufsschule Fachschule für Technik
Berufliche Schulen
Industrie 4.0
Umsetzung im Unterricht
Stuttgart 2016 ▪ H-15.08

Redaktionelle Bearbeitung: Redaktion: OStR'in Löhr-Zeidler
Autoren: StD Hörner, Technische Schule Aalen
StD Wiedmann, Technische Schule Aalen StD Schmitt, Werner-von-Siemens-Schule Mannheim StR Heer, Gewerbliche Schule Göppingen StD Weber, Carl-Schaefer-Schule Ludwigsburg GSR Mußler, Gewerbliche Schule Lahr
Stand: Februar 2016
Impressum: Herausgeber: Landesinstitut für Schulentwicklung (LS)
Heilbronner Straße 172, 70191 Stuttgart Telefon: 0711 6642-0 Telefax: 0711 6642-1099 E-Mail: [email protected] www.ls-bw.de
Druck und Vertrieb:
Landesinstitut für Schulentwicklung (LS)Heilbronner Straße 172, 70191 Stuttgart Telefon: 0711 6642-1204 www.ls-webshop.de
Urheberrecht: Inhalte dieses Heftes dürfen für unterrichtliche Zwecke in den Schulen und Hoch-schulen des Landes Baden-Württemberg vervielfältigt werden. Jede darüber hin-ausgehende fotomechanische oder anderweitig technisch mögliche Reproduktion ist nur mit Genehmigung des Herausgebers möglich. Soweit die vorliegende Publi-kation Nachdrucke enthält, wurden dafür nach bestem Wissen und Gewissen Li-zenzen eingeholt. Die Urheberrechte der Copyrightinhaber werden ausdrücklich anerkannt. Sollten dennoch in einzelnen Fällen Urheberrechte nicht berücksichtigt worden sein, wenden Sie sich bitte an den Herausgeber. Bei weiteren Vervielfälti-gungen müssen die Rechte der Urheber beachtet bzw. deren Genehmigung einge-holt werden. © Landesinstitut für Schulentwicklung, Stuttgart 2016

Inhaltsverzeichnis
1 Beschreibung der Thematik Industrie 4.0 anhand des Y-Modells von
Prof. Dr. August-Wilhelm Scheer ............................................................................................. 1
1.1 „Smart Factory“ ................................................................................................................... 2
1.2 Produktsicht ......................................................................................................................... 3
1.3 Logistik ................................................................................................................................ 3
2 Aufbau und Struktur der Handreichung ................................................................................. 5
2.1 Aufbau der Handreichung ................................................................................................... 5
2.2 Struktur der Szenarien ........................................................................................................ 6
3 Zuordnung der Szenarien zu den Schularten und Ausbildungsberufen ............................. 7
4 Szenarienüberblick ................................................................................................................... 7
5 Zuordnung der Szenarien zu den Fortbilungsmodulen Elektro- und Metalltechnik ........... 8
5.1 Fortbildungsmodule Elektrotechnik ..................................................................................... 8
5.2 Fortbildungsmodule Metalltechnik ....................................................................................... 9
6 Szenarios ................................................................................................................................. 11
7 Glossar ..................................................................................................................................... 44

Landesinstitut für Schulentwicklung
Vorwort
Um Fach- und Nachwuchskräfte nachhaltig auf die Anforderungen von Industrie 4.0 vorzubereiten,
fördern die Ministerien der Landesregierung die Umsetzung an beruflichen Schulen.
Mit den damit geschaffenen Lernfabriken, aber auch den bereits vorhandenen Laborausstattungen,
Praxis- und Simulationsmodellen kann Industrie 4.0 praxisnah vermittelt werden.
Zielgruppe der Umsetzung von Industrie 4.0 sind Auszubildende in den Berufsfeldern Metall- und
Elektrotechnik sowie Schülerinnen und Schüler an Fachschulen für Technik.
Auf Grundlage der bestehenden KMK-Rahmenlehrpläne für die Berufsschule einschlägiger Ausbil-
dungsberufe und der Lehrpläne für die Fachschule für Technik wurde die vorliegende Handreichung
am Landesinstitut für Schulentwicklung zur Konkretisierung von Kompetenzen und Inhalten in Bezug
auf Industrie 4.0 erstellt. Die Handreichung soll bei der Umsetzung an den Schulen eine Hilfestellung
sein, indem beispielhaft Szenarien dargestellt werden. Die Szenarien beschreiben handlungsorien-
tierte Aufgabenstellungen, an denen Ausbildungsinhalte der Berufs- und Fachschule im Kontext von
Industrie 4.0 aufgegriffen und behandelt werden.

Industrie 4.0 - Umsetzung im Unterricht
1
1 Beschreibung der Thematik Industrie 4.0 anhand des Y-Modells von
Prof. Dr. August-Wilhelm Scheer1
In dem Y-Modell werden die wesentlichen produktiven Prozesstypen eines Industriebetriebes vor-
gestellt, an denen die betriebswirtschaftlichen Wirkungen von Industrie 4.0 diskutiert werden.
Zur Illustration werden in das Y-Modell grafische Symbole zur Bezeichnung der Funktionen ange-
geben und außerhalb des Randes wesentliche mit Industrie 4.0 verbundene Technologien gekenn-
zeichnet. Die in den Balken eingetragenen Begriffe bezeichnen die betriebswirtschaftlichen Treiber.
Die oberen Teile des Y-Modells bezeichnen Planungsaktivitäten,
der untere Teil die kurzfristige Steuerungs- und Realisierungsebene.
Der linke Zweig des Y-Modells bezeichnet die durch Aufträge getriebenen Geschäftsprozesse eines
Industriebetriebes. Aus den Kundenaufträgen werden die für die benötigten Materialien und Res-
sourcen erforderlichen Beschaffungsaufträge und für die zu produzierenden Teile die Fertigungs-
aufträge abgeleitet. Die Planung und Steuerung dieser Aufträge wird auch als Logistik bezeichnet.
Externe Logistik bezeichnet dabei die Beziehungen zu Kunden und Lieferanten, interne Logistik die
interne Auftragsabwicklung.
Der rechte Zweig des Y-Modells bezeichnet die durch die herzustellenden Produkte benötigten
Prozesse. Die Forschungs- und Entwicklungsprozesse im rechten oberen Bereich erzeugen durch
1 Auszüge aus Whitepaper Nr. 5, Industrie 4.0: Von der Vision zur Implementierung, Prof. Dr. A.-W. Scheer, Mai 2015
Industrie 4.0: Von der Vision zur Implementierung, Prof. Dr. A.-W. Scheer, Mai 2015

Landesinstitut für Schulentwicklung
2
Einsatz von CAD/CAE-Systemen die geometrischen Produktbeschreibungen und durch die Arbeits-
planung die Fertigungsvorschriften (Arbeitspläne). Von der Fabrikplanung werden die benötigten
maschinellen Ressourcen definiert.
In der Fabrik sind die logistischen und produktbezogenen Prozesse eng verbunden. Hier werden die
zu produzierenden Teile nach Art, Menge, Zeit und Qualität mittels der Fertigungsvorschriften den
Ressourcen zugeordnet, die Fertigung zeitnah gesteuert und die Ergebnisse erfasst. Die erzeugten
Produkte werden anschließend dem Versand übergeben und an die Kunden ausgeliefert.
1.1 „Smart Factory“
Die wesentliche neue Industrie 4.0-Technologie in der Fabrik sind sogenannte Cyber-Physical Sys-
tems (CPS). Diese sind softwareintensive Produktionssysteme, die mit dem Internet verbunden sind
und untereinander sowie mit den intelligenten Materialien kommunizieren. Materialien werden als
intelligent bezeichnet, weil sie ihre Eigenschaften wie Qualität und benötigte Fertigungsschritte (Ar-
beitspläne) auf einem Datenträger (Chip) mit sich führen. Über Radio Frequence Identification
(RFID)-Technologien können dann die Materialien selbstständig den Weg durch die Fertigung fin-
den. Die CPS und Materialien koordinieren Kapazitätsbedarf und -angebot quasi über eine Art Markt-
platz. Fällt ein CPS plötzlich aus, so übernimmt ein anderes System automatisch dessen Aufgabe
und das System organisiert selbstständig den Materialfluss neu.
Die nunmehr durchgehende Selbststeuerung der Produktion ist damit fast die logische Konsequenz
dieser Entwicklung.
In erweiterter Funktion führt die Selbstorganisation zur Selbstoptimierung. Wenn z. B. erkannt wird,
dass ein Werkzeug einer Maschine etwas abgenutzt ist, können automatisch Fertigungsteile zuge-
wiesen werden, für die der Werkzeugzustand noch ausreichend ist.
Die hohe Flexibilität der CPS ermöglicht eine starke Individualisierung der Fertigung, da das Umrüs-
ten des Systems ohne Zeitverlust und ohne Kosten erfolgt.
Eine weitere wesentliche Technologie ist die kostengünstige Speicherung von Massendaten in der
Fertigung, wie sie durch den Preisverfall von Speichermedien und neuen Datenbanktechnologien
(„in memory“) ermöglicht wird. Durch Sensoren können Maschinen-, Material- und Umfeldzustände
Realtime erfasst werden. Analytische Auswertungsverfahren (analytics) wollen nicht nur das Verhal-
ten der Vergangenheit erklären, sondern den Gegenwartszustand zum sofortigen Eingreifen nutzen
und darüber hinaus Hinweise über ein zu erwartendes zukünftiges Systemverhalten geben. Bekann-
testes Beispiel ist das predictive maintenance, bei dem aus dem gegenwärtigen Verhalten des Sys-
tems auf Anomalitäten geschlossen wird, die z. B. zum Auswechseln einer Komponente in naher
Zukunft raten. Durch eine Realtime-Analyse kann erkannt werden, ob das System durch unregel-
mäßigen Energieverbrauch eine Wartungsmaßnahme benötigt. Insgesamt führt die Kombination der
Technologien zu der Vision der Realtime sich selbst steuernden Fabrik.
Eine Zwischenstufe bilden z. Zt. sogenannte Manufacturing Execution Systems (MES), die als eine
Zwischenschicht zwischen der Fabrik und den darüber liegenden oberen Teilen des Y-Modells eine

Industrie 4.0 - Umsetzung im Unterricht
3
Filterung und Verdichtung von Daten vornimmt. Es ist aber zu erwarten, dass hierarchische Ansätze
mehr und mehr verschwinden werden und alle Komponenten in einem Industriebetrieb direkt mitei-
nander kommunizieren werden.
1.2 Produktsicht
Der rechte obere Teil des Y-Modells kennzeichnet die Produktentwicklung, sowie die Entwicklung
produktnaher Dienstleistungen.
Die gezeigte stärkere Flexibilisierung der Fertigung bis hin zur Losgröße 1 – Fertigung fordert eine
stärkere Individualisierung der Produktentwicklung. Da Kunden auf ihre Produkte in der Regel nicht
lange warten möchten, fordert die Individualisierung, dass die Produktion näher an den Standort des
Kunden rücken muss. Neue Technologien wie 3D-Druck, bei dem ein Erzeugnis aus einem geomet-
rischem 3D-Modell durch Aufschichtung von Material gefertigt wird, erlaubt beispielsweise die sofor-
tige Produktion eines nicht mehr lieferbaren Ersatzteils. Auf jeden Fall erhöht der 3D-Druck bereits
die Entwicklungsgeschwindigkeit neuer Produkte durch die schnellere Entwicklung von Prototypen
(rapid prototyping). Neue Produktideen können nicht nur von der eigenen Entwicklungsabteilung
generiert werden, sondern auch durch die systematische Einbeziehung von weiteren Mitarbeitern
des eigenen Unternehmens, Kunden, Lieferanten bis zur gesamten interessierten Welt. Dies kann
durch die Nutzung von Foren im Internet geschehen und wird als „Open Innovation“ bezeichnet.
In einer Industrie 4.0 Umgebung mit intelligenten Materialien und Bearbeitungseinheiten können
über die gesamte Lebenszeit eines einzelnen Produktes alle vorgenommenen Aktivitäten, wie Re-
paraturen, Wartungen, Ersatzteilaustausch, sowie die Einsätze und Einsatzbedingungen des Pro-
duktes automatisch erfasst und gespeichert werden. Dies führt zum Konzept des transparenten Pro-
duct Lifecycle Managements (PLM). Auch dieses führt zu einer immensen Datenfülle, die nur durch
die skizzierten Techniken des Big Data behandelt werden kann. Die Analyse dieser Daten kann
neben der rechtlich vorgeschriebenen Verfolgbarkeit von Teilen im Rahmen von Gewährleistungen
vor allem Anregungen für Produktverbesserungen und Optimierung von Einsatzbedingungen geben.
1.3 Logistik
Auch der linke obere Teil des Y-Modells, also die Vertriebs- und Beschaffungslogistik, wird durch
Industrie 4.0 stark verändert.
Zunächst kann ein Kunde über vielfältige Kanäle wie Standardcomputer, Laptops oder Smartphones
seinen Auftrag erteilen, stornieren oder ändern. Das Auftragserfassungs- und Auftragsverfolgungs-
system des Lieferanten muss sich gegenüber den unterschiedlichen Zugangskanälen transparent
verhalten, es muss omnichannel-fähig sein. Alle Kanäle müssen durcheinander benutzbar sein, d.
h. der Kunde kann z. B. den Auftrag über den Standardcomputer erteilen, ihn dann aber über sein
Smartphone ändern oder stornieren.

Landesinstitut für Schulentwicklung
4
Technisch bedeutet dies, dass die Benutzeroberflächen je nach Medium automatisch angepasst
werden müssen. Der leichte Zugang des Kunden zum Lieferanten führt zusammen mit der Individu-
alisierung zu einem verstärkten Änderungsanfall und damit zu den schon beschriebenen stärkeren
Anforderungen an flexibleres Produktdesign und Fertigungsflexibilität.
Die Individualisierung der Produkte durch höhere Variantenzahl und kundenindividueller Fertigung
erhöht tendenziell die Zahl der Zulieferer und verringert die Fertigungstiefe des Unternehmens. Dies
bedeutet, dass das Logistiknetzwerk des Unternehmens schneller reagieren muss. Neue Lieferan-
ten müssen schnell identifiziert werden und sofort in das Netzwerk eingebunden werden. Störungen
innerhalb der Supply Chain müssen frühzeitig erkannt werden und durch schnelle Maßnahmen ab-
gefangen werden. Die Abrufe von Vorprodukten und Materialien werden kleinteiliger. Das gesamte
Supply Chain-Netzwerk muss für alle Beteiligten in jedem Augenblick transparent sein. Dies ist mög-
lich, wenn alle Beteiligten über eine virtuelle zentrale Datenbank verbunden sind.
Link zum Vortrag:
https://www.youtube.com/watch?v=SQp-fLAjx2c +3 Scheer Goup, Prof. Scheer, CIM,CEBIT 15

Industrie 4.0 - Umsetzung im Unterricht
5
2 Aufbau und Struktur der Handreichung
2.1 Aufbau der Handreichung
Der Aufbau der Handreichung erfolgt in einzelnen Szenarien, in denen anhand von Beispielen aus
den Bereichen der Automatisierungstechnik, Fertigungstechnik und Informationstechnik, Technolo-
gien von Industrie 4.0 an handlungsorientierten Aufgabenstellungen aufgezeigt werden. Dabei wer-
den in den Szenarien die angestrebten Handlungsziele, fachlichen Inhalte sowie die dafür notwen-
digen Kompetenzen ausführlich beschrieben.
Aufgrund der sehr großen fachlichen Bandbreite sind nicht alle Szenarien in der gleichen inhaltlichen
Tiefe für alle Berufe und Schularten relevant. Um eine möglichst einfache Orientierung und Zuord-
nung der Szenarien zu den entsprechenden Schularten und Berufen zu bekommen, werden die
angestrebten Handlungsziele und Kompetenzen in den Szenarien differenziert in drei unterschied-
lich gestufte Anforderungsbereiche2 formuliert (s. Abbildung 1). Durch den Einsatz geeigneter Ope-
ratoren (Verben) entstehen somit Szenarien mit unterschiedlichen Anforderungen und Niveaus.
Im Nachfolgenden werden die drei Anforderungsbereiche beschrieben: Anforderungsbereich 1:
- Reproduktion und Anwendung einfacher Sachverhalte und Methoden
- Darstellen von Sachverhalten in vorgegebener Form
- Darstellen einfacher Bezüge Anforderungsbereich 2:
- Reorganisation und Übertragen komplexerer Sachverhalte und Fachmethoden
- Situationsgerechte Anwendung von technischen Kommunikationsformen
- Wiedergabe von Bewertungsansätzen
2 In Anlehnung an die EPA (Einheitliche Prüfungsanforderungen) der KMK
Abbildung 1

Landesinstitut für Schulentwicklung
6
- Herstellen von Bezügen, um technische Problemstellungen entsprechend den allgemeinen
Richtlinien der Technik zu lösen
Anforderungsbereich 3:
- Problembezogenes Anwenden und Übertragen komplexer Sachverhalte und Fachmethoden
- Situationsgerechte Auswahl von Kommunikationsformen
- Herstellen von Bezügen und das Bewerten von Sachverhalten
Im Anforderungsbereich 1 und 2 geht es hauptsächlich darum, einfache und komplexe Sachverhalte
zu reproduzieren, anzuwenden und darzustellen. Der Schwerpunkt des Anforderungsbereichs 3 liegt
im problemorientierten Arbeiten und Anwenden, sowie dem Transfer komplexer Sachverhalte auf
neue Problemstellungen.
2.2 Struktur der Szenarien
Jedes Szenario besitzt einen Titel und beschreibt eine authentische Aufgabenstellung, mit der Ver-
fahren und Technologien von Industrie 4.0 im Unterricht aufgegriffen und behandelt werden können.
Ein Szenario beginnt mit einer Beschreibung der angestrebten Kernkompetenzen. In einem Schau-
bild werden die einzelnen Aspekte sowie die fachlichen Inhalte in Zusammenhang gebracht und
Schnittstellen zu anderen Szenarien aufgezeigt. In einer Funktionsbeschreibung erfolgt eine detail-
lierte Darstellung und Beschreibung des handlungsorientierten Szenarios.
Die Beschreibung der Handlungsziele und der fachlichen Inhalte erfolgt zweispaltig (s. Abbildung 2).
In der linken Spalte werden die angestrebten Handlungsziele durchnummeriert aufgeführt. Diese
beschreiben Ergebnisse und die jeweiligen Aktivitäten, mit der diese Ziele erreicht werden können.
In der rechten Spalte stehen, ohne Anspruch auf Vollständigkeit, die korrespondierenden fachlichen
Inhalte. Diese konkretisieren die Elemente, durch deren Behandlung im Unterricht die jeweiligen
Ziele erreicht werden sollen.
Abbildung 2

Industrie 4.0 - Umsetzung im Unterricht
7
3 Zuordnung der Szenarien zu den Schularten und Ausbildungsberufen
Wie bereits erwähnt, sind nicht alle Szenarien in ihrer fachlichen Breite und Tiefe für jeden Ausbil-
dungsberuf und jede Schulart relevant. Daher werden diese entsprechend ihrer fachlichen Inhalte
und ihres Anforderungsbereiches in einer Matrix den Berufen und Schularten zugeordnet. Somit ist
eine schnelle und übersichtliche Zuordnung der Szenarien zu den Berufen und Schularten gewähr-
leistet.
Die Handlungsziele innerhalb der Szenarien können berufs- und schulartspezifisch angepasst wer-
den.
4 Szenarienüberblick

Landesinstitut für Schulentwicklung
8
5 Zuordnung der Szenarien zu den Fortbilungsmodulen Elektro- und Metalltechnik
Aufgrund des großen und differenzierten Lehrerfortbildungsangebotes im Bereich der Elektro- und
Metalltechnik, sind bereits viele Technologien und fachliche Inhalte von Industrie 4.0 Bestandteil von
existierenden Fortbildungsmodulen. Einen Überblick, in welchem Fortbildungsmodul welche Inhalte
geschult werden, liefert die nachfolgende Matrix.
5.1 Fortbildungsmodule Elektrotechnik

Industrie 4.0 - Umsetzung im Unterricht
9
5.2 Fortbildungsmodule Metalltechnik

Landesinstitut für Schulentwicklung
10
Weiterführende Fortbildungsmodule zu Industrie 4.0 sind in Planung.

Industrie 4.0 - Umsetzung im Unterricht
11
6 Szenarios
Szenario 1: Produktentwicklung / Produktionsplanung
Kernkompetenzen
Die Schülerinnen und Schüler besitzen die Kompetenz, den Weg von der Produktidee über die Ent-
wicklung und Konstruktion der Produkte bis zur Produktionsplanung und Steuerung aufzuzeigen
bzw. zu realisieren und die für die Produktion benötigten Daten aufzubereiten und anzulegen.
Sie bestimmen Produktdaten, die für das Produkt-Lifecycle-Management von Bedeutung sind und
in Zukunft erhoben werden sollen.
Schaubild
Funktionsbeschreibung, Hinweise, Erläuterungen
Die Kundenwünsche und Bedürfnisse an ein Smartphone werden analysiert und bewertet. Aus der
Produktidee werden mögliche Produktvarianten des Smartphone-Gehäuses festgelegt. Die Produkt-
varianten des Gehäuses sollen variable Abmessungen, unterschiedliche Farben oder verschiedene
Aussparungen umfassen. Die Konstruktion des Smartphone-Gehäuses erfolgt fertigungs- und mon-
tagegerecht mit einem 3D-CAD-System. Die Konstruktion ist entsprechend den Produktvarianten
parametrisiert und die Konstruktionsdaten sind dokumentiert.
Landesinstitut für Schulentwicklung
12
Die 3D-Datensätze der Konstruktion werden sowohl beim Digital Prototyping als auch beim Rapid
Prototyping genutzt. Das Digital Prototyping bietet sich bei der fotorealistischen Visualisierung und
bei der Simulation von Montage- und Fertigungsprozessen an. Mit dem entsprechenden Rapid Pro-
totyping Verfahren können sowohl Designmodelle, Funktionsprototypen oder Endprodukte erstellt
werden.
Ein weiterer Bereich, bei dem die 3D-Datensätze der Konstruktion zur Verwendung kommen, ist die
flexible Programmerstellung für CNC-Maschinen mit einem CAM-System.
Nach der Analyse der Daten und der geeigneten Fertigungsstruktur und Ablaufplanung werden die
Produktionsdaten für das ERP/MES-System aufbereitet und angepasst.

Industrie 4.0 - Umsetzung im Unterricht
13
Handlungsziele und fachliche Inhalte
ANFORDERUNGSBEREICH 1
1
Szenario 1: Produktentwicklung / Produktionsplanung
1.1 Zusammenhang zwischen Erfüllungs-grad, den Anforderungen und der Kun-denzufriedenheit beschreiben
Grundforderungen, Qualitäts- und Leis-tungsanforderung, Begeisterungsanforde-rung
1.2 Kundenwünsche analysieren und syste-
matisch in Produkt- und Prozessmerk-male umsetzen
(Quality Function Deployment)
1.3 Einfache parametrische 2D-und 3D-Da-
tensätze mit einem CAD-System entwi-ckeln
Virtuelle Bauteile, Baugruppen, Dokumen-tation
1.4 Einfache mechanische Bauteile und
Komponenten gestalten und dimensio-nieren
Fertigungsgerechte und montagegerechte Gestaltung, einfache Maschinenelemente berechnen
1.5 Methoden des digitalen Prototyping be-
schreiben Realistische Visualisierung, Simulation von Fertigungs- und Montageprozessen
1.6 Unterschiede in der Beschaffungsauslö-
sung benennen Verbrauchsgesteuert, bedarfsgesteuert
1.7 Kriterien für Arbeitsablaufplanung benen-
nen Mengen, Arten, Arbeitsteilung, Varianten-stücklisten
1.8 Ablaufprinzipien benennen Klassifizierungskriterien 1.9 2D-Datensätze zur Fertigung nutzen und
Bearbeitungsstrategien festlegen Maschinen, Spannsysteme, Werkzeuge, Hilfsstoffe, flexible CNC-Programmierung
1.10 Auftragsabhängige und auftragsunab-
hängige Daten unterscheiden Strukturdaten, Bewegungsdaten, Be-standsdaten
1.11 Verfahren zur analytischen und syntheti-
schen Bedarfsplanung unterscheiden Deterministische, heuristische und stochastische Verfahren
1.12 Produktentwicklung und Produktionspla-
nung bewerten und optimieren

Landesinstitut für Schulentwicklung
14
ANFORDERUNGSBEREICH 2
1
Szenario 1: Produktentwicklung / Produktionsplanung
1.1 Zusammenhang zwischen Erfüllungs-grad, den Anforderungen und der Kun-denzufriedenheit analysieren
Grundforderungen, Qualitäts- und Leis-tungsanforderung, Begeisterungsanforde-rung
1.2 Kundenwünsche analysieren und syste-
matisch in Produkt- und Prozessmerk-male umsetzen
(Quality Function Deployment)
1.3 Parametrische 2D- und 3D-Datensätze
mit einem CAD-System entwickeln Virtuelle Bauteile, Baugruppen, Dokumen-tation, Konstruktionsvarianten
1.4 Mechanische Bauteile und Komponenten
gestalten und dimensionieren Fertigungsgerechte und montagegerechte Gestaltung, Maschinenelemente berech-nen
1.5 Produktvarianten aus vorliegender Pro-
duktidee entwickeln Variantenkonstruktion, Produktparameter
1.6 Methoden des digitalen Prototyping be-
schreiben und anwenden Realistische Visualisierung, Simulation von Fertigungs- und Montageprozessen
1.7 3D-Datensätze für das Rapid Prototyping
aufbereiten und exemplarisch anwenden Datenformate, Rapid Prototyping Verfah-ren, Muster-, Gebrauchs-, und Funktions-prototypen
1.8 Unterschiede in der Beschaffungsauslö-
sung benennen Verbrauchsgesteuert, bedarfsgesteuert, Methoden zur Entscheidungsfindung
1.9 Kriterien für Arbeitsablaufplanung benen-
nen Mengen, Arten, Arbeitsteilung, Varianten-stücklisten, parametrisierte Stücklisten
1.10 Ablaufprinzipien analysieren Klassifizierungskriterien 1.11 2D- und 3D-Datensätze zur Fertigung
nutzen und Bearbeitungsstrategien fest-legen
Maschinen, Spannsysteme, Werkzeuge, Hilfsstoffe, flexible CNC-Programmierung
1.12 Auftragsabhängige und auftragsunab-
hängige Daten unterscheiden und in ERP-Systemen begründen
Strukturdaten, Bewegungsdaten, Be-standsdaten
1.13 Verfahren zur analytischen und syntheti-
schen Bedarfsplanung unterscheiden Deterministische, heuristische und stochastische Verfahren
1.14 Produktentwicklung und Produktionspla-
nung bewerten und optimieren

Industrie 4.0 - Umsetzung im Unterricht
15
ANFORDERUNGSBEREICH 3
1
Szenario 1: Produktentwicklung / Produktionsplanung
1.1 Zusammenhang zwischen Erfüllungs-grad, den Anforderungen und der Kun-denzufriedenheit ausarbeiten
Grundforderungen, Qualitäts- und Leis-tungsanforderung, Begeisterungsanforde-rung
1.2 Kundenwünsche analysieren und syste-
matisch in Produkt- und Prozessmerk-male umsetzen
Quality Function Deployment
1.3 Parametrische 2D- und 3D-Datensätze
mit einem CAD-System entwickeln Virtuelle Bauteile, Baugruppen, Dokumen-tation, Konstruktionsvarianten
1.4 Komplexe mechanische Bauteile und
Komponenten gestalten und dimensio-nieren
Fertigungsgerechte und montagegerechte Gestaltung, Maschinenelemente berech-nen
1.5 Produktvarianten aus vorliegender Pro-
duktidee entwickeln Variantenkonstruktion, Produktparameter
1.6 Methoden des digitalen Prototyping be-
schreiben und anwenden Realistische Visualisierung, Simulation von Fertigungs- und Montageprozessen
1.7 3D-Datensätze für das Rapid Prototyping
aufbereiten und bei verschiedenen RP Verfahren anwenden
STL Datenformat, Rapid Prototyping Ver-fahren, Muster-, Gebrauchs-, und Funkti-onsprototypen
1.8 Unterschiede in der Beschaffungsauslö-
sung anwenden Verbrauchsgesteuert, bedarfsgesteuert, Methoden zur Entscheidungsfindung
1.9 Kriterien für Arbeitsablaufplanung an-
wenden Mengen, Arten, Arbeitsteilung, Varianten-stücklisten, parametrisierte Stücklisten
1.10 Ablaufprinzipien analysieren und bewer-
ten Klassifizierungskriterien
1.11 2D- und 3D-Datensätze zur Fertigung
nutzen und Bearbeitungsstrategien fest-legen und analysieren
Maschinen, Spannsysteme, Werkzeuge, Hilfsstoffe, flexible CNC-Programmierung
1.12 Auftragsabhängige und auftragsunab-
hängige Daten unterscheiden und in ERP-(MES-)Systemen anlegen
Strukturdaten, Bewegungsdaten, Be-standsdaten
1.13 Verfahren zur analytischen und syntheti-
schen Bedarfsplanung anwenden und unterscheiden
Deterministische, heuristische und stochastische Verfahren
1.14 Produktentwicklung und Produktionspla-
nung bewerten und optimieren

Landesinstitut für Schulentwicklung
16
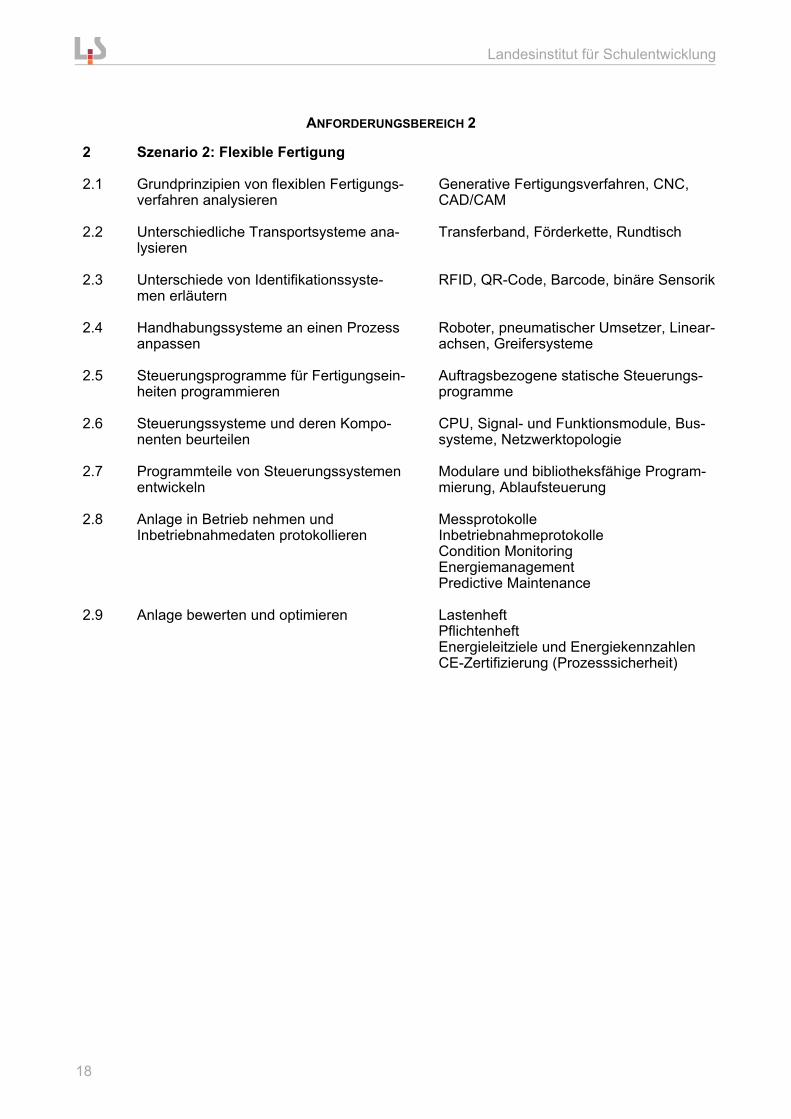
Szenario 2: Flexible Fertigung
Kernkompetenzen
Die Schülerinnen und Schüler besitzen die Kompetenz, eine flexible Fertigung zur Herstellung von
Smartphone-Gehäusen in unterschiedlichen Produktvarianten und ohne Vorratshaltung zu projek-
tieren, zu installieren und in Betrieb zu nehmen.
Die hierbei entstehenden Daten sollen dem Service (Condition Monitoring), Energiemanagement,
Engineering, PLM, etc. zur Verfügung gestellt werden.
Schaubild
Funktionsbeschreibung, Hinweise, Erläuterungen
Die Rohgehäuse werden auf einem Werkstückträger über das Transportsystem dem Identifizie-
rungssystem zugeführt. Nach der Identifizierung der Rohgehäuse werden diese über ein Handha-
bungssystem der Fertigungseinheit zugeführt. Die individuelle Fertigung der Smartphone-Gehäuse
erfolgt anhand der ausgelesenen Produktionsdaten. Dabei werden die notwendigen Steuerungspro-
gramme für die Fertigungseinheit ausgewählt oder bei Bedarf angepasst. Nach der Fertigung der
Gehäuse werden diese wieder über das Handhabungssystem dem Transportsystem zur Weiterver-
arbeitung zugeführt. Die dabei entstehenden Prozessdaten werden im übergeordneten MES gespei-
chert, ausgewertet und der Instandhaltung sowie dem Energiemanagement zur Verfügung gestellt.

Industrie 4.0 - Umsetzung im Unterricht
17
Handlungsziele und fachliche Inhalte
ANFORDERUNGSBEREICH 1
2
Szenario 2: Flexible Fertigung
2.1 Grundprinzipien von flexiblen Fertigungs-verfahren nennen
Generative Fertigungsverfahren, CNC, CAD/CAM
2.2 Grundprinzipien von Transportsystemen
nennen Transferband, Förderkette, Rundtisch
2.3 Verschiedene Identifikationssysteme be-
schreiben RFID, QR-Code, Barcode, binäre Sensorik
2.4 Funktionsweisen von Handhabungssys-
temen erläutern Roboter, pneumatischer Umsetzer, Linear-achsen, Greifersysteme
2.5 Steuerungsprogramme für Fertigungsein-
heiten beschreiben Auftragsbezogene statische Steuerungs-programme
2.6 Steuerungssysteme und deren Kompo-
nenten erklären CPU, Signalmodule, Bussysteme
2.7 Programmteile von Steuerungssystemen
programmieren Modulare und bibliotheksfähige Program-mierung, Ablaufsteuerung
2.8
Anlage in Betrieb nehmen MessprotokolleInbetriebnahmeprotokolle Predictive Maintenance
2.9 Anlage bewerten und optimieren Lastenheft
Pflichtenheft CE-Zertifizierung (Prozesssicherheit)
Landesinstitut für Schulentwicklung
18
ANFORDERUNGSBEREICH 2
2
Szenario 2: Flexible Fertigung
2.1 Grundprinzipien von flexiblen Fertigungs-verfahren analysieren
Generative Fertigungsverfahren, CNC, CAD/CAM
2.2 Unterschiedliche Transportsysteme ana-
lysieren Transferband, Förderkette, Rundtisch
2.3 Unterschiede von Identifikationssyste-
men erläutern RFID, QR-Code, Barcode, binäre Sensorik
2.4 Handhabungssysteme an einen Prozess
anpassen Roboter, pneumatischer Umsetzer, Linear-achsen, Greifersysteme
2.5 Steuerungsprogramme für Fertigungsein-
heiten programmieren Auftragsbezogene statische Steuerungs-programme
2.6 Steuerungssysteme und deren Kompo-
nenten beurteilen CPU, Signal- und Funktionsmodule, Bus-systeme, Netzwerktopologie
2.7 Programmteile von Steuerungssystemen
entwickeln Modulare und bibliotheksfähige Program-mierung, Ablaufsteuerung
2.8 Anlage in Betrieb nehmen und
Inbetriebnahmedaten protokollieren MessprotokolleInbetriebnahmeprotokolle Condition Monitoring Energiemanagement Predictive Maintenance
2.9 Anlage bewerten und optimieren Lastenheft
Pflichtenheft Energieleitziele und Energiekennzahlen CE-Zertifizierung (Prozesssicherheit)

Industrie 4.0 - Umsetzung im Unterricht
19
ANFORDERUNGSBEREICH 3
2
Szenario 2: Flexible Fertigung
2.1 Grundprinzipien von flexiblen Fertigungs-verfahren vergleichen, beurteilen und an-wendungsbezogen auswählen
Generative Fertigungsverfahren, CNC, CAD/CAM
2.2 Unterschiedliche Transportsysteme ver-
gleichen, beurteilen und anwendungsbe-zogen auswählen
Transferband, Förderkette, Rundtisch
2.3 Identifikationssysteme auswählen und
anwenden RFID, QR-Code, Barcode, binäre Sensorik
2.4 Handhabungssysteme in einen Prozess
einbinden Roboter, pneumatischer Umsetzer, Linear-achsen, Greifersysteme
2.5 Steuerungsprogramme für Fertigungsein-
heiten projektieren Auftragsbezogene statische Steuerungs-programme
2.6 Steuerungssysteme auswählen und mit
den Komponenten verbinden CPU, Signal- und Funktionsmodule, Bus-systeme, Netzwerktopologie
2.7 Programmteile von Steuerungssystemen
projektieren Modulare und bibliotheksfähige Program-mierung, Ablaufsteuerung
2.8 Anlage in Betrieb nehmen,
Inbetriebnahmedaten protokollieren und daraus Instandhaltungsdaten gene-rieren
MessprotokolleInbetriebnahmeprotokolle Produktivität Condition Monitoring Energiemanagement Product Lifecycle Management (PLM) Predictive Maintenance Engineering
2.9 Anlage bewerten und optimieren Lastenheft
Pflichtenheft Energieleitziele, Energiekennzahlen Clean Production CE-Zertifizierung (Prozesssicherheit)

Landesinstitut für Schulentwicklung
20
Szenario 3: Manufacturing Execution System
Kernkompetenzen
Die Schülerinnen und Schüler besitzen die Kompetenz, das Einsatzgebiet sowie die Funktion eines
Manufacturing Execution System (MES) zu beschreiben, dieses gegenüber anderen datenbankba-
sierenden Systemen abzugrenzen, sowie dessen Kommunikationsschnittstellen zu beschreiben und
zu projektieren.
Schaubild
Funktionsbeschreibung, Hinweise, Erläuterungen
Ausgehend von der im Szenario 2 beschriebenen Funktionsbeschreibung werden von dem Steue-
rungssystem produktspezifische Fertigungsinformationen am MES über standardisierte Schnittstel-
len angefragt. Der Datenstamm des MES resultiert aus den Auftragsdaten des Kunden, sowie aus
den Produkt-/Produktionsdaten. Das MES ermittelt entsprechend der Anfrage daraufhin die für das
Steuerungssystem notwendigen Produktdaten und sendet diese wiederum an das Steuerungssys-
tem zurück. Nach erfolgter Ausführung des Fertigungsschrittes durch das Steuerungssystem, wer-
den die aktuellen Prozessdaten an das MES zurückgeliefert und vom MES in dessen Datenbank
abgelegt. Diese Daten stehen für das weitere Controlling des Produktlebenszykluses zur Verfügung.

Industrie 4.0 - Umsetzung im Unterricht
21
Handlungsziele und fachliche Inhalte
ANFORDERUNGSBEREICH 1
3
Szenario 3: Manufacturing Execution System
3.1 Aufgaben und Funktion eines MES de-tailliert beschreiben
Komponenten, interne Architektur
3.2 MES für einen Fertigungsprozess be-
schreiben System- und Kommunikationsschnitt-stel-len Auftrags-, Produkt- und Prozessdaten Formulare und Masken
3.3 Kommunikationsschnittstellen eines MES
nennen OPC UA, ODBC
3.4 MES an einem Fertigungsprozess an-
wenden Auftragsverwaltung, Meldungsanalyse, Prozessdatenauswertung, Instandhal-tungsdaten, Energiemanagementdaten
3.5 Den Zugriff mit einem vorgegebenen
Verfahren über eine Steuerungseinheit auf ein MES beschreiben
SOA, Industrial Ethernet
3.6 MES bewerten und optimieren
ANFORDERUNGSBEREICH 2
3
Szenario 3: Manufacturing Execution System
3.1 Aufgaben und Funktion eines MES de-tailliert beschreiben
Komponenten, interne Architektur
3.2 MES für einen Fertigungsprozess konfi-
gurieren und notwendige Datenstruktu-ren begründen
System- und Kommunikationsschnitt-stel-len Auftrags-, Produkt- und Prozessdaten Formulare und Masken
3.3 Kommunikationsschnittstellen eines MES
vergleichen und auswählen. Ausge-wählte Schnittstelle projektieren
OPC UA, ODBC
3.4 MES an einem Fertigungsprozess an-
wenden Auftragsverwaltung, Meldungsanalyse, Prozessdatenauswertung, Instandhal-tungsdaten, Energiemanagementdaten
3.5 Mit einem vorgegebenen Verfahren über
eine Steuerungseinheit auf ein MES zu-greifen
SOA, Industrial Ethernet
3.6 MES bewerten und optimieren

Landesinstitut für Schulentwicklung
22
ANFORDERUNGSBEREICH 3
3
Szenario 3: Manufacturing Execution System
3.1 Aufgaben und Funktion eines MES de-tailliert beschreiben
Komponenten, interne Architektur
3.2 MES für einen Fertigungsprozess konfi-
gurieren und notwendige Datenstruktu-ren definieren
System- und Kommunikationsschnitt-stel-len Auftrags-, Produkt- und Prozessdaten Formulare und Masken
3.3 Kommunikationsschnittstellen eines MES
vergleichen und auswählen. Ausge-wählte Schnittstelle projektieren und pro-grammieren
OPC UA, ODBC
3.4 MES an einem Fertigungsprozess an-
wenden und analysieren Auftragsverwaltung, Meldungsanalyse, Prozessdatenauswertung, Instandhal-tungsdaten, Energiemanagementdaten
3.5 Über eine Steuerungseinheit auf ein
MES zugreifen SOA, Industrial Ethernet, SQL
3.6 MES bewerten und optimieren
Industrie 4.0 - Umsetzung im Unterricht
23
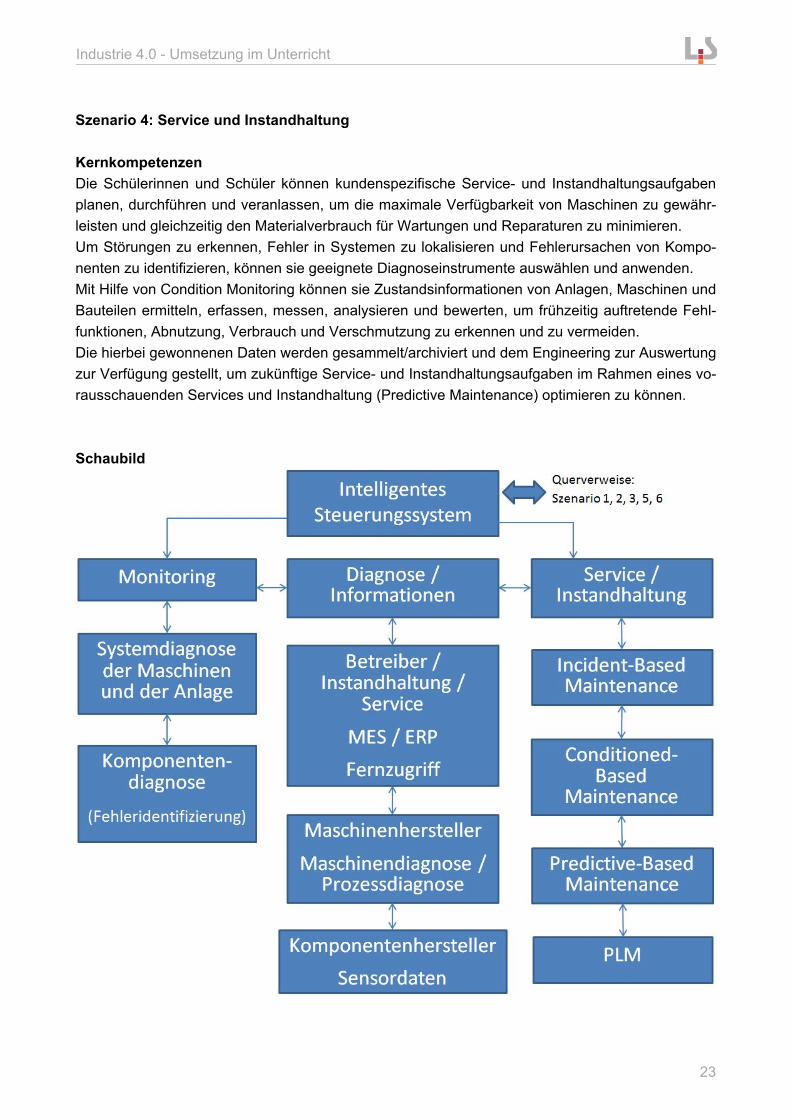
Szenario 4: Service und Instandhaltung
Kernkompetenzen
Die Schülerinnen und Schüler können kundenspezifische Service- und Instandhaltungsaufgaben
planen, durchführen und veranlassen, um die maximale Verfügbarkeit von Maschinen zu gewähr-
leisten und gleichzeitig den Materialverbrauch für Wartungen und Reparaturen zu minimieren.
Um Störungen zu erkennen, Fehler in Systemen zu lokalisieren und Fehlerursachen von Kompo-
nenten zu identifizieren, können sie geeignete Diagnoseinstrumente auswählen und anwenden.
Mit Hilfe von Condition Monitoring können sie Zustandsinformationen von Anlagen, Maschinen und
Bauteilen ermitteln, erfassen, messen, analysieren und bewerten, um frühzeitig auftretende Fehl-
funktionen, Abnutzung, Verbrauch und Verschmutzung zu erkennen und zu vermeiden.
Die hierbei gewonnenen Daten werden gesammelt/archiviert und dem Engineering zur Auswertung
zur Verfügung gestellt, um zukünftige Service- und Instandhaltungsaufgaben im Rahmen eines vo-
rausschauenden Services und Instandhaltung (Predictive Maintenance) optimieren zu können.
Schaubild

Landesinstitut für Schulentwicklung
24
Funktionsbeschreibung, Hinweise, Erläuterungen
Für eine Transferstraße/Bearbeitungszentrum mit spanenden und spanlosen Fertigungsverfahren
und Handhabungssystemen (Spannvorrichtungen, …, Roboter) sollen dessen Zustandsdaten zur
Aufrechterhaltung der Produkt- und Prozessqualität, zur Vermeidung von Stillstandzeiten, zur Nach-
vollziehbarkeit von Chargen, zur Ermittlung des Verbrauchs und zur Integration eines Energiema-
nagementsystems überwacht werden.
Die Anlage hat mechanische, elektrische, pneumatische und hydraulische Antriebe und Komponen-
ten.
Die Prozessparameter wie Positionen, Geschwindigkeiten, Drücke, Kräfte, Temperaturen, Volumen-
ströme, etc. werden von den der Steuerung übergeordneten Rechnern oder vom Werkstückträger
der Steuerung der jeweiligen Bearbeitungs- oder Handhabungsstation vorgegeben und ebenso über
diese rückgemeldet, ausgewertet und archiviert.
Um Maschinenstillstandzeiten zu reduzieren und die Produktivität zu erhöhen, kann der Kundenser-
vice webbasierend durch die Möglichkeit einer Ferndiagnose, eines E-Services des Maschinen- und
Anlagenherstellers, der Systeme- und Bauteilezulieferer erfolgen und ausgewertet werden. Durch
dieses Controlling und Monitoring soll die Maschinenperformance, der Bearbeitungs- und Lieferzu-
stand des Werkstücks weltweit betrachtet werden können.

Industrie 4.0 - Umsetzung im Unterricht
25
Handlungsziele und fachliche Inhalte
ANFORDERUNGSBEREICH 1
4
Szenario 4: Service und Instandhaltung
4.1 Prozess- und Zustandswerte von Bau-teilen, Maschinen und Anlagen nennen und die Notwendigkeit der Dokumenta-tion und Archivierung der Referenzda-ten aus der Inbetriebnahme für die In-standhaltung beschreiben
Funktionale Zusammenhänge HMI Referenz/Sollwerte für Condition Monitoring Physikalische Größen Betriebsdaten (BDE)
4.2 Gesamtwirtschaftliche und rechtliche
Rahmenbedingungen beschreiben Gewährleistung,Abnahmebedingungen
4.3 Prozess- und Zustandswerte von Sen-
soren/Aktoren erfassen Messgerät, Sensordisplay, HMI Intelligente Feldgeräte Remote Inspection Datenerfassung in Echtzeit Smart-Metering Tabelle, Diagramm, Datenformat
4.4 Die Möglichkeiten der Weiterleitung von
Prozess- und Zustandswerten zur Aus-wertung beschreiben
Webbasierend, SMS, E-Mail, Betreiber, Maschinen- und Komponentenher-steller Servicedienstleister Cloud-Computing
4.5 Standardisierte Kommunikationsdienste
nennen RFIDIO-Link Bussysteme Industrial Ethernet OPC-UA
4.6 Aussagekräftige Prozess- und Zu-
standswerte für die Datenanalyse be-schreiben
Muster-/Trend-AnalyseStatistische Auswertungen Referenz-Daten
4.7 Diagnoserelevante Signalzustände von
Bauteilen/Maschinen/Anlagen nennen
RohdatenVerdichtete Daten Aufbereitete Daten
4.8 Einfache Instandhaltungsmaßnahmen,
die vor Ort durchgeführt werden kön-nen, beschreiben
PLC, HMI
4.9 Instandhaltungsmaßnahmen auslösen Teleservice, Remote Maintenance
Remote Repair, Betreiber, Maschinen- und Komponentenhersteller Plug and produce

Landesinstitut für Schulentwicklung
26
4.10 Service- und Instandhaltungs-metho-den/-strategien beschreiben
6-Stufen-Methode:1. Störungsmeldung der Anlage (Condition-
Monitoring) 2. Systemdiagnose (Fehlerlokalisierung) 3. Komponentendiagnose (Fehleridentifizie-
rung) 4. Instandsetzung 5. Ersatzteilbestellung 6. Dokumentieren und Archivieren
4.11 Einflussgrößen zur Aufrechterhaltung
der Prozesssicherheit beschreiben Safety Control und Monitoring HMI, UVV, CE, Ergonomie, Gesundheit
4.12 Die Notwendigkeit der Archivierung von
Zustandsinformationen für die voraus-schauende Instandhaltung und das En-gineering beschreiben
Life Cycle CostProduct Lifecycle Management PLM „Big Data“ Cloud-Computing Muster- und Trend-Analysen Predictive Maintenance ERP, MES, SCM, SFM
4.13 Einfache Service- und Instandshal-
tungsmaßnahmen reflektieren Qualität, Produktivität, Rentabilität, Zuverläs-sigkeit, Sicherheit, Verfügbarkeit

Industrie 4.0 - Umsetzung im Unterricht
27
ANFORDERUNGSBEREICH 2
4
Szenario 4: Service und Instandhaltung
4.1 Prozess- und Zustandswerte von Bau-teilen, Maschinen und Anlagen erläu-tern und die Notwendigkeit der Doku-mentation und Archivierung der Refe-renzdaten aus der Inbetriebnahme für die Instandhaltung begründen
Funktionale Zusammenhänge HMI Referenz/Sollwerte für Condition Monitoring Physikalische Größen Betriebsdaten (BDE)
4.2 Gesamtwirtschaftliche und rechtliche
Rahmenbedingungen erklären Gewährleistung,Abnahmebedingungen
4.3 Die Möglichkeiten der Weiterleitung von
Prozess- und Zustandswerten zur Aus-wertung erläutern
Messgerät, Sensordisplay, HMI Intelligente Feldgeräte Remote Inspection Datenerfassung in Echtzeit Smart-Metering Tabelle, Diagramm, Datenformat
4.4 Prozess- und Zustandswerte zur Aus-
wertung weiterleiten Webbasierend, SMS, E-Mail, Betreiber, Maschinen- und Komponentenher-steller Servicedienstleister Cloud-Computing
4.5 Die Unterschiede standardisierter Kom-
munikationsdienste beschreiben RFIDIO-Link Bussysteme Industrial Ethernet OPC-UA
4.6 Aussagekräftige Prozess- und Zu-
standswerte für die Datenanalyse erläu-tern
Muster-/Trend-AnalyseStatistische Auswertungen Referenz-Daten
4.7 Diagnoserelevante Signalzustände von
Bauteilen/Maschinen/Anlagen erläutern
RohdatenVerdichtete Daten Aufbereitete Daten
4.8 Instandhaltungsmaßnahmen aufgrund
einer Gerätediagnose vor Ort durchfüh-ren
PLC, HMI
4.9 Instandhaltungsmaßnahmen auslösen
und deren Durchführung überwachen Teleservice, Remote Maintenance, Remote Repair, Betreiber, Maschinen- und Komponentenhersteller Plug and produce

Landesinstitut für Schulentwicklung
28
4.10 Service- und Instandhaltungsmetho-den/-strategien und deren Notwendig-keit für eine systematische Instandhal-tung erklären
6-Stufen-Methode:1. Störungsmeldung der Anlage (Condition-
Monitoring) 2. Systemdiagnose (Fehlerlokalisierung) 3. Komponentendiagnose (Fehleridentifizie-
rung) 4. Instandsetzung 5. Ersatzteilbestellung 6. Dokumentieren und Archivieren
4.11 Einflussgrößen zur Aufrechterhaltung
der Prozesssicherheit erfassen und analysieren
Safety Control und Monitoring HMI, UVV, CE, Ergonomie, Gesundheit
4.12 Zustandsinformationen für die voraus-
schauende Instandhaltung und das En-gineering archivieren
Life Cycle CostProduct Lifecycle Management PLM „Big Data“ Cloud-Computing Muster- und Trend-Analysen Predictive Maintenance ERP, MES, SCM, SFM
4.13 Durchgeführte Service- und Instandhal-
tungsmaßnahmen erläutern und beur-teilen
Qualität, Produktivität, Rentabilität, Zuverläs-sigkeit, Sicherheit, Verfügbarkeit

Industrie 4.0 - Umsetzung im Unterricht
29
ANFORDERUNGSBEREICH 3
4
Szenario 4: Service und Instandhaltung
4.1 Prozess- und Zustandswerte von Bau-teilen, Maschinen und Anlagen erläu-tern, Werte aus der Inbetriebnahme er-mitteln und als Referenzdaten doku-mentieren, archivieren und bewerten
Funktionale Zusammenhänge HMI Referenz/Sollwerte für Condition Monitoring Physikalische Größen Betriebsdaten (BDE)
4.2 Gesamtwirtschaftliche und rechtliche
Rahmenbedingungen übertragen Gewährleistung,Abnahmebedingungen
4.3 Prozess- und Zustandswerte von Sen-
soren/Aktoren messen und darstellen Messgerät, Sensordisplay, HMI Intelligente Feldgeräte Remote Inspection Datenerfassung in Echtzeit Smart-Metering Tabelle, Diagramm, Datenformat
4.4 Prozess- und Zustandswerte zur Aus-
wertung weiterleiten Webbasierend, SMS, E-Mail, Betreiber, Maschinen- und Komponentenher-steller Servicedienstleister Cloud-Computing
4.5 Standardisierte Kommunikationsdienste
anwenden RFIDIO-Link Bussysteme Industrial Ethernet OPC-UA
4.6 Prozess- und Zustandswerte metho-
dengeleitet analysieren Muster-/Trend-AnalyseStatistische Auswertungen Referenz-Daten
4.7 Bauteile-/Maschinen-/Anlagenzustände
diagnostizieren und bewerten
RohdatenVerdichtete Daten Aufbereitete Daten
4.8 Komplexe Instandhaltungsmaßnahmen
aufgrund einer Gerätediagnose vor Ort strukturiert durchführen
PLC, HMI
4.9 Instandhaltungsmaßnahmen auslösen,
durchführen und bewerten Teleservice, Remote Maintenance, Remote Repair, Betreiber, Maschinen- und Komponentenhersteller Plug and produce

Landesinstitut für Schulentwicklung
30
4.10 Service- und Instandhaltungs-metho-den/-strategien für eine systematische Instandhaltung anwenden
6-Stufen-Methode:1. Störungsmeldung der Anlage (Condition-
Monitoring) 2. Systemdiagnose (Fehlerlokalisierung) 3. Komponentendiagnose (Fehleridentifizie-
rung) 4. Instandsetzung 5. Ersatzteilbestellung 6. Dokumentieren und Archivieren
4.11 Einflussgrößen zur Aufrechterhaltung
der Prozesssicherheit erfassen, analy-sieren und bewerten
Safety Control und Monitoring HMI, UVV, CE, Ergonomie, Gesundheit
4.12 Zustandsinformationen für die voraus-
schauende Instandhaltung und das En-gineering nutzen
Life Cycle CostProduct Lifecycle Management PLM „Big Data“ Cloud-Computing Muster- und Trend-Analysen Predictive Maintenance ERP, MES, SCM, SFM
4.13 Komplexe Service- und Instandhal-
tungsmaßnahmen bewerten und ggf. optimieren
Qualität, Produktivität, Rentabilität, Zuverläs-sigkeit, Sicherheit, Verfügbarkeit

Industrie 4.0 - Umsetzung im Unterricht
31
Szenario 5: Energiemanagement
Kernkompetenzen
Die Schülerinnen und Schüler besitzen die Kompetenz, bei der Produktion der Smartphone-Ge-
häuse, den Energieverbrauch durch Energiemanagement zu optimieren.
Sie erfassen messtechnisch die Energieströme der Gesamtanlage, über den Maschinenbereich bis
zur Komponentenebene. Sie zeigen Potenziale auf, die durch Produktionspausen und Spitzenlasten
entstehen und können dadurch Energieflüsse managen. Mögliche Einsparpotenziale werden durch
die Auswahl energieeffizienter Komponenten realisiert.
Sie zeigen geeignete Energiespeicher und die Möglichkeit der Rückspeisung auf, um die Produkti-
vität des Wertschöpfungsprozesses zu optimieren.
Dadurch realisieren sie ein intelligentes Stromnetz (Smart Grid), das die Sicherstellung der Energie-
versorgung auf Basis eines effizienten und zuverlässigen Systembetriebs gewährleistet.
Schaubild

Landesinstitut für Schulentwicklung
32
Funktionsbeschreibung, Hinweise, Erläuterungen
Um Maßnahmen zur Energieeffizienz zu realisieren und somit den Energieverbrauch bei der Pro-
duktion der Smartphone-Gehäuse zu senken, müssen die Energieverbräuche gemessen werden.
Die Transparenz der Energieströme durch Energie-Monitoring erfordert die Messung der Gesamt-
anlage, bestehend aus Beleuchtung, Druckluftaufbereitung, Druckluftnetz, Produktion etc.
Eine Ebene tiefer werden die Verbräuche einzelner Teilsysteme erfasst und visualisiert. Die nächste
Ebene ist die Komponentenebene, hier werden die Verbräuche der einzelnen Komponenten wie
elektrische Motoren, Schaltgeräte, Stromversorgungen, Umrichter, pneumatische und hydraulische
Aktoren ermittelt. Um den Gesamtenergieverbrauch ganzheitlich betrachten zu können, sind die Be-
rechnungen von Energiekennzahlen notwendig, die sich auf die Produktionsmenge oder den Her-
stellungsprozess beziehen.
Durch die Auswahl geeigneter energieeffizienter Komponenten und intelligenter Steuer- und Rege-
lungen, können die Energieverbräuche gesenkt werden. Durch ein Energie-Monitoring kann aufge-
zeigt werden, wann über den Tag verteilt Spitzenlasten und damit verbunden hohe Energiekosten
entstehen. Mit Hilfe des Smart-Grids und einem Lastmanagement können Netzbelastungen ausge-
glichen werden und so günstigere Strompreise realisiert werden.
Durch geeignete Energiespeicher und Energierückspeisemöglichkeiten können im Bearbeitungs-
zentrum schnelle Lastspitzen aufgefangen werden und ein konstanter Energieverbrauch sowie eine
gleichmäßige Netzauslastung erreicht werden.
Mit einem Energiemanagementsystem können der Primärenergieverbrauch und Treibgasausstoß
gesenkt und somit ein vorsorgender betrieblicher Umweltschutz (Clean Production) verwirklicht wer-
den. Neben dem erhöhten Umwelt und Klimaschutz werden durch die gesteigerte Energieeffizienz
auch die Betriebskosten nachhaltig gesenkt, was vorteilhaft für den Wettbewerb sein kann.
Die Energieziele der Geschäftsführung können Großbetriebe entweder nach Norm mit der Einfüh-
rung eines Energiemanagementsystems, Energieaudits oder Umweltmanagementsystems nach E-
MAS erreichen. Eine praktische Hilfe zur Erreichung dieser Ziele kann die PDCA-Zyklus-Methode
sein.

Industrie 4.0 - Umsetzung im Unterricht
33
Handlungsziele und fachliche Inhalte
ANFORDERUNGSBEREICH 1
5
Szenario 5: Energiemanagement
5.1 Energieströme einer Anlage nennen und die Arten des Monitoring beschreiben
Gesamtwirtschaftliche und rechtliche Rah-menbedingungen Grundlage: Energieziele der Geschäftsfüh-rung Gesamtanlage, Maschinenbereich und Komponentenebene Mögliche Methode: PDCA-Zyklus
5.2 Geeignete Energiemessverfahren erläu-
tern und Messgeräte nennen Energieverbrauchsmessungen durchfüh-ren und darstellen
Istwertermittlung an Anlagen, Maschinen und Bauteilen Erfassung und Umsetzung Effective/Smart Maintenance Smart Metering
5.3 Vorhandene Betriebsmittel hinsichtlich ih-
rer Energieeffizienz erläutern Kenndaten von Betriebsmitteln Energiekennzahlen Condition Monitoring
5.4 Einsparpotenziale erläutern, Energieeffi-
zienzmaßnahmen beschreiben Energieziele der GeschäftsführungPDCA-Zyklus-Methode, Energieaudit Energiebeauftragter, Energieteam Soll-Ist-Vergleich Referenzwerte aus Inbetriebnahme
5.4.1 Energieeffiziente Komponenten nennen und beschreiben
Mechanische, elektrische, pneumatische, hydraulische und thermische Betriebsmit-tel
5.4.2 Prozessabläufe darstellen DruckregelungenVerbrauchsoptimierte Drücke Stand-by-Modus Softstarter Frequenzumrichter
5.4.3 Energiedaten erklären Energiebeauftragter, EnergieteamReporting, Energiekennzahlen Verbräuche an MES, ERP

Landesinstitut für Schulentwicklung
34
5.5 Lastmanagement DSM („Demande side Management“) erläutern
Energiewirtschaftsgesetz (EnWG) und Ab-schaltverordnung (AbLaV) Einhaltung eines prognostizierten Leis-tungsbezugs und Lastprofils Stromspitzenauslösende Verbraucher („Peak Shaving“) Phasen mit geringer Netzbelastung (Pro-duktionspausen) Abschaltmöglichkeiten von Verbrauchern Parametrierbare Lastprofile (Druckspeicher, Kühlaggregate, etc.) Fernabschaltung Smart Grid Netzstabilität Stromtarife
5.6 Intelligente Energiespeichermöglichkei-
ten beschreiben Doppelschichtkondensatoren (DSK)Elektrochemische Speicher auf Lithium-basis Stoffliche Speicher wie Wasserstoff Druckspeicher
5.7 Energierückspeisesysteme
erklären Rückspeisesysteme mechanisch, elektrisch, pneumatisch, ther-misch
5.8 Energiedaten, Maßnahmen und Kosten
zur Erhöhung der Energieeffizienz dar-stellen
Messprotokolle, EnergiekennzahlenCondition Monitoring Smart Grid Produktivität Product Lifecycle Management (PLM) Predictive Maintenance Zukünftiges Engineering
5.9 Maßnahmen zur Erhöhung der Energie-
effizienz erläutern PDCA-Zyklus im Energieaudit Energie- oder Umweltmanagementsystem Optimierungsmöglichkeiten

Industrie 4.0 - Umsetzung im Unterricht
35
ANFORDERUNGSBEREICH 2
5
Szenario 5: Energiemanagement
5.1 Energieströme einer Anlage ermitteln und die Art des Monitoring begründen
Gesamtwirtschaftliche und rechtliche Rah-menbedingungen Grundlage: Energieziele der Geschäftsfüh-rung Gesamtanlage, Maschinenbereich und Komponentenebene Mögliche Methode: PDCA-Zyklus
5.2 Geeignete Energiemessverfahren aus-
werten und Messgeräte auswählen Ener-gieverbrauchsmessungen durchführen, darstellen und beurteilen
Istwertermittlung an Anlagen, Maschinen und Bauteilen Erfassung und Umsetzung Effective/Smart Maintenance Smart Metering
5.3 Vorhandene Betriebsmittel hinsichtlich ih-
rer Energieeffizienz begründen Kenndaten von Betriebsmitteln Energiekennzahlen Condition Monitoring
5.4 Einsparpotenziale ableiten, Energieeffi-
zienzmaßnahmen durchführen Energieziele der Geschäftsführung PDCA-Zyklus-Methode, Energieaudit Energiebeauftragter, Energieteam Soll-Ist-Vergleich Referenzwerte aus Inbetriebnahme
5.4.1 Energieeffiziente Komponenten analysie-ren und untersuchen
mechanische, elektrische, pneumatische, hydraulische und thermische Betriebsmit-tel
5.4.2 Prozessabläufe optimieren DruckregelungenVerbrauchsoptimierte Drücke Stand-by-Modus Softstarter Frequenzumrichter
5.4.3 Energiedaten auswerten Energiebeauftragter, EnergieteamReporting, Energiekennzahlen Verbräuche an MES, ERP

Landesinstitut für Schulentwicklung
36
5.5 Lastmanagement DSM („Demande side Management“) begründen und beurteilen
Energiewirtschaftsgesetz (EnWG) und Ab-schaltverordnung (AbLaV) Einhaltung eines prognostizierten Leis-tungsbezugs und Lastprofils Stromspitzenauslösende Verbraucher („Peak Shaving“) Phasen mit geringer Netzbelastung (Pro-duktionspausen) Abschaltmöglichkeiten von Verbrauchern Parametrierbare Lastprofile (Druckspeicher, Kühlaggregate, etc.) Fernabschaltung Smart Grid Netzstabilität Stromtarife
5.6 Intelligente Energiespeichermöglichkei-
ten analysieren Doppelschichtkondensatoren (DSK)Elektrochemische Speicher auf Lithium-basis Stoffliche Speicher wie Wasserstoff Druckspeicher
5.7 Energierückspeisesysteme
beurteilen Rückspeisesysteme mechanisch, elektrisch, pneumatisch, ther-misch
5.8 Energiedaten, Maßnahmen und Kosten
zur Erhöhung der Energieeffizienz doku-mentieren
Messprotokolle, EnergiekennzahlenCondition Monitoring Smart Grid Produktivität Product Lifecycle Management (PLM) Predictive Maintenance Zukünftiges Engineering
5.9 Maßnahmen zur Erhöhung der Energie-
effizienz bewerten PDCA-Zyklus im Energieaudit Energie- oder Umweltmanagementsystem Optimierungsmöglichkeiten

Industrie 4.0 - Umsetzung im Unterricht
37
ANFORDERUNGSBEREICH 3 5
Szenario 5: Energiemanagement
5.1 Energieströme einer Anlage ermitteln und die Art des Monitoring auswählen
Gesamtwirtschaftliche und rechtliche Rah-menbedingungen Grundlage: Energieziele der Geschäftsfüh-rung Gesamtanlage, Maschinenbereich und Komponentenebene Mögliche Methode: PDCA-Zyklus
5.2 Geeignete Energiemessverfahren beur-
teilen und Messgeräte auswählen Energieverbrauchsmessungen durchfüh-ren, dokumentieren und bewerten
Istwertermittlung an Anlagen, Maschinen und Bauteilen Erfassung und Umsetzung Effective/Smart Maintenance Smart Metering
5.3 Vorhandene Betriebsmittel hinsichtlich ih-
rer Energieeffizienz beurteilen Kenndaten von Betriebsmitteln Energiekennzahlen Condition Monitoring
5.4 Einsparpotenziale nachweisen, Energie-
effizienzmaßnahmen entwickeln und um-setzen
Energieziele der GeschäftsführungPDCA-Zyklus-Methode, Energieaudit Energiebeauftragter, Energieteam Soll-Ist-Vergleich Referenzwerte aus Inbetriebnahme
5.4.1 Energieeffiziente Komponenten bedarfs-gerecht dimensionieren
Mechanische, elektrische, pneumatische, hydraulische und thermische Betriebsmit-tel
5.4.2 Prozessabläufe optimieren DruckregelungenVerbrauchsoptimierte Drücke Stand-by-Modus Softstarter Frequenzumrichter
5.4.3 Energiedaten kommunizieren Energiebeauftragter, EnergieteamReporting, Energiekennzahlen Verbräuche an MES, ERP

Landesinstitut für Schulentwicklung
38
5.5 Lastmanagement DSM („Demande side Management“) entwickeln und anwenden
Energiewirtschaftsgesetz (EnWG) und Ab-schaltverordnung (AbLaV) Einhaltung eines prognostizierten Leis-tungsbezugs und Lastprofils Stromspitzenauslösende Verbraucher („Peak Shaving“) Phasen mit geringer Netzbelastung (Pro-duktionspausen) Abschaltmöglichkeiten von Verbrauchern Parametrierbare Lastprofile (Druckspeicher, Kühlaggregate, etc.) Fernabschaltung Smart Grid Netzstabilität Stromtarife
5.6 Intelligente Energiespeichermöglichkei-
ten analysieren und bewerten Doppelschichtkondensatoren (DSK)Elektrochemische Speicher auf Lithiumba-sis Stoffliche Speicher wie Wasserstoff Druckspeicher
5.7 Energierückspeisesysteme
dimensionieren Rückspeisesysteme mechanisch, elektrisch, pneumatisch, ther-misch
5.8 Energiedaten, Maßnahmen und Kosten
zur Erhöhung der Energieeffizienz doku-mentieren und archivieren
Messprotokolle, EnergiekennzahlenCondition Monitoring Smart Grid Produktivität Product Lifecycle Management (PLM) Predictive Maintenance Zukünftiges Engineering
5.9 Maßnahmen zur Erhöhung der Energie-
effizienz reflektieren PDCA-Zyklus im Energieaudit Energie- oder Umweltmanagementsystem Optimierungsmöglichkeiten
Industrie 4.0 - Umsetzung im Unterricht
39
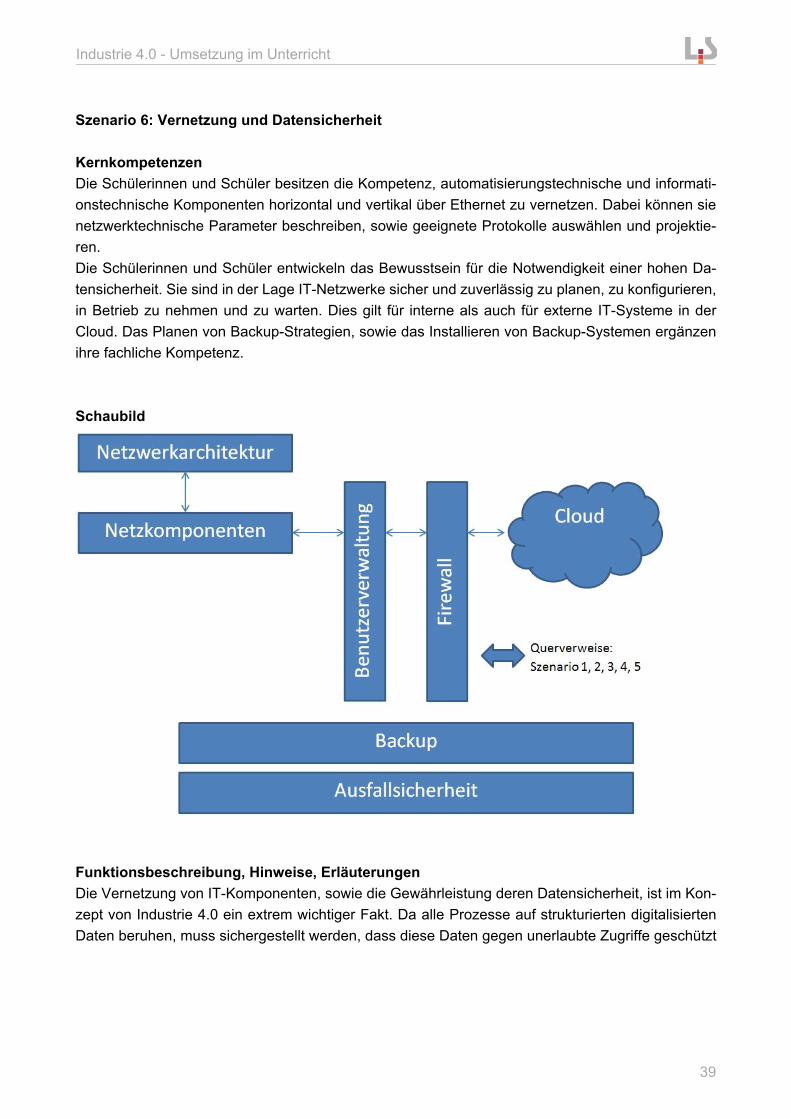
Szenario 6: Vernetzung und Datensicherheit
Kernkompetenzen
Die Schülerinnen und Schüler besitzen die Kompetenz, automatisierungstechnische und informati-
onstechnische Komponenten horizontal und vertikal über Ethernet zu vernetzen. Dabei können sie
netzwerktechnische Parameter beschreiben, sowie geeignete Protokolle auswählen und projektie-
ren.
Die Schülerinnen und Schüler entwickeln das Bewusstsein für die Notwendigkeit einer hohen Da-
tensicherheit. Sie sind in der Lage IT-Netzwerke sicher und zuverlässig zu planen, zu konfigurieren,
in Betrieb zu nehmen und zu warten. Dies gilt für interne als auch für externe IT-Systeme in der
Cloud. Das Planen von Backup-Strategien, sowie das Installieren von Backup-Systemen ergänzen
ihre fachliche Kompetenz.
Schaubild
Funktionsbeschreibung, Hinweise, Erläuterungen
Die Vernetzung von IT-Komponenten, sowie die Gewährleistung deren Datensicherheit, ist im Kon-
zept von Industrie 4.0 ein extrem wichtiger Fakt. Da alle Prozesse auf strukturierten digitalisierten
Daten beruhen, muss sichergestellt werden, dass diese Daten gegen unerlaubte Zugriffe geschützt

Landesinstitut für Schulentwicklung
40
und vor Systemausfällen gesichert sind. Dies gilt insbesondere auch für die beschriebenen Szena-
rien 1 bis 5. Aus diesem Grund werden die hierfür zu behandelnden Inhalte in diesem Szenario 6
zusammengefasst.
Industrie 4.0 - Umsetzung im Unterricht
41
Handlungsziele und fachliche Inhalte
ANFORDERUNGSBEREICH 1
6
Szenario 6: Vernetzung und Datensicherheit
6.1 Notwendige Parameter für ein Ethernet-Netzwerk beschreiben
IP-AdresseSubnetzmaske Standard-Gateway
6.2 Topologien sowie eine strukturierte Ver-
kabelung beschreiben Stern-Topologie
6.3 Aktive Netzkomponenten nennen und er-
klären SwitchRouter DSL-Modem
6.4 Verschiedene ethernetbasierte Kompo-
nenten in einem Netzwerk in Betrieb nehmen
SPSPC- und Serversysteme aktive Netzkomponenten HMI-Geräte Sensoren und Aktoren
6.5 Benutzerverwaltungskonzepte darstellen Active Directory
Benutzerverwaltungskonzepte 6.6 Firewallsysteme erläutern Ports
Applikationen 6.7 Gesicherte Internetzugänge begründen Proxy
VLAN 6.8 Zugriffe auf das Intranet beschreiben Lokal- und Remotezugriffe
VPN WLAN-Sicherheit
6.9 Notwendigkeit von Cloudlösungen nen-
nen und beschreiben Interne, externe Lösung selbstgehostete Cloud ISP-Cloud
6.10 Backup-Strategien zur Sicherung der Fir-
mendaten erklären BandsicherungRAID-Systeme Inkrementelle Datensicherung
6.11 Ausfallsicherheit von IT-Komponenten si-
cherstellen USV
6.12 Datensicherheit bewerten Zertifizierung

Landesinstitut für Schulentwicklung
42
ANFORDERUNGSBEREICH 2
6
Szenario 6: Vernetzung und Datensicherheit
6.1 Notwendige Parameter für ein Ethernet-Netzwerk beschreiben
IP-AdresseSubnetzmaske Standard-Gateway
6.2 Topologien sowie eine strukturierte Ver-
kabelung planen und beschreiben Stern-Topologie
6.3 Aktive Netzkomponenten vergleichen
und erklären SwitchRouter DSL-Modem
6.4 Verschiedene ethernetbasierte Kompo-
nenten in einem Netzwerk in Betrieb nehmen
SPSPC- und Serversysteme aktive Netzkomponenten HMI-Geräte Sensoren und Aktoren
6.5 Benutzerverwaltung installieren und ad-
ministrieren Active DirectoryBenutzerverwaltungskonzepte
6.6 Firewallsysteme installieren und konfigu-
rieren KonzeptePorts Applikationen
6.7 Gesicherte Internetzugänge einrichten
und in Betrieb nehmen ProxyVLAN Weblogs
6.8 Zugriffe auf das Intranet installieren und
überwachen Lokal- und Remotezugriffe VPN IPsec Verschlüsselung WLAN-Sicherheit
6.9 Einrichten und konfigurieren von Cloudlö-
sungen Interne, externe Lösung selbstgehostete Cloud ISP-Cloud
6.10 Backup-Strategien zur Sicherung der Fir-
mendaten erklären und projektieren BandsicherungRAID-Systeme Inkrementelle Datensicherung
6.11 Ausfallsicherheit von IT-Komponenten si-
cherstellen USV
6.12 Datensicherheit bewerten und ggf. opti-
mieren Zertifizierung

Industrie 4.0 - Umsetzung im Unterricht
43
ANFORDERUNGSBEREICH 3
6
Szenario 6: Vernetzung und Datensicherheit
6.1 Notwendige Parameter für ein Ethernet-Netzwerk beschreiben
IP-AdresseSubnetzmaske Standard-Gateway
6.2 Topologien sowie eine strukturierte Ver-
kabelung planen und realisieren Stern-Topologie
6.3 Aktive Netzkomponenten vergleichen,
analysieren und auswählen SwitchRouter DSL-Modem
6.4 Verschiedene ethernetbasierte Kompo-
nenten in einem Netzwerk in Betrieb nehmen
SPSPC- und Serversysteme aktive Netzkomponenten HMI-Geräte Sensoren und Aktoren
6.5 Benutzerverwaltung planen, installieren
und administrieren Active DirectoryBenutzerverwaltungskonzepte
6.6 Firewallsysteme auswählen, installieren
und konfigurieren KonzeptePorts Applikationen
6.7 Gesicherte Internetzugänge planen, ein-
richten und in Betrieb nehmen ProxyVLAN Weblogs
6.8 Zugriffe auf das Intranet planen, installie-
ren und überwachen Lokal- und Remotezugriffe VPN IPsec Verschlüsselung WLAN-Sicherheit
6.9 Auswählen, installieren und konfigurieren
von Cloudlösungen Interne, externe Lösung selbstgehostete Cloud ISP-Cloud
6.10 Backup-Strategien zur Sicherung der Fir-
mendaten entwickeln und projektieren BandsicherungRAID-Systeme Inkrementelle Datensicherung
6.11 Ausfallsicherheit von IT-Komponenten si-
cherstellen USV
6.12 Datensicherheit bewerten und ggf. opti-
mieren Zertifizierung

Landesinstitut für Schulentwicklung
44
7 Glossar
AbLaV Verordnung zu abschaltbaren Lasten Clean Production vorsorgender, betriebsspezifischer Umweltschutz Condition-Based-Mainte-nance
Zustandsbedingte Instandhaltung
Condition Monitoring Zustandsüberwachung, regelmäßige oder permanente Erfassung
des Maschinenzustandes DSM Demande side Management, Lastmanagement, Laststeuerung Effective Maintenance effektive Wartung EMAS Eco-Management and Audit Scheme, kontinuierliches Verbes-
sern der Umweltleistung mithilfe eines standardisierten Manage-ment-Systems
EnWG Energiewirtschaftsgesetz ERP Enterprise-Resource-Planing, unternehmerische Aufgabe, Res-
sourcen im Sinne der Unternehmensaufgabe rechtzeitig und be-darfsgerecht zu planen und zu steuern
Incident-Based-Maintenance Ereignisbasierte Wartung IO-Link Intelligentes Sensor/Aktor-Interface IPsec Sicheres Internetprotokoll ISP-Cloud Cloud eines Internet-Service-Providers MES Manufacturing Execution System, Produktionsleitsystem ODBC Open Database Connectivity, offene Datenbankschnittstelle OPC UA Open Productivity Connection – Universal Architecture
Offene Kommunikationsschnittstelle zwischen automatisierungs-technischen Komponenten
PDCA-Zyklus-Methode Plan – Do – Check – Act (Planen – Tun – Überprüfen – Umset-
zen) vierphasiger Problemlösungsprozess der Qualitätssicherung Peak Shaving Stromspitzenauslösende Verbraucher PLM Product Lifecycle Management Produktlebenszyklusmanagement
Konzept zur Integration aller Informationen im Verlauf des Le-benszyklus eines Produktes
PdM Predictive Maintenance, vorausschauende Instandhaltung

Industrie 4.0 - Umsetzung im Unterricht
45
QR-Code Quick-Response-Code, 2D-Code RFID Radio Frequency Identification SCM Supply Chain Management SFM Supply Flour Management Smart Grid intelligentes Stromnetz, Vernetzung und Steuerung von Stromer-
zeugern, Stromspeichern, elektrischen Verbrauchern und Netz-betriebsmitteln in Energieübertragungs- und -verteilungsnetzen zur effizienten und zuverlässigen Sicherstellung der Energiever-sorgung
Smart Maintenance intelligente Wartung Smart Metering intelligenter Zähler, zeigt den tatsächlichen Energieverbrauch
und die tatsächliche Nutzungszeit an, ist in ein Kommunikations-netz eingebunden
SOA Service Orientated Architecture SQL Structured Query Language VPN Virtual Private Network