best manufacturing practices - …infohouse.p2ric.org/ref/05/04918.pdfthe best manufacturing...
TRANSCRIPT
REPORT OF SURVEY CONDUCTED AT
DAYTON PARTS, INC.
HARRISBURG, PA
JUNE 1995
BEST MANUFACTURING PRACTICES
Center of Excellence for Best Manufacturing Practices

During the week of 26 June 1995, a Best Manufacturing Practices(BMP) survey was conducted at Dayton Parts, Inc. (DPI) in Harrisburg,Pennsylvania. Originally founded as Stanley Springs in 1921, its originalproduct line of heavy-duty leaf springs used on tractors, trailers andother heavy equipment remains the core of the company’s business. DPImanufactures and/or distributes truck and automotive components forthe original equipment market and aftermarket with sales to heavy-,medium-, and light-duty truck and trailer independent companies.Supporting a work force of approximately 120 nonunion employees,
DPI can produce more than 17,000 spring types and typically manufactures over 5000 spring partnumbers per year. Company net sales in 1994 were approximately $57M.
The BMP program has recognized – and documented information from – many small and mid–sized companies with substantial experience and expertise in the Department of Defense (DoD)4245-7.M templates. The survey at DPI also identified several best practices which could provebeneficial to larger companies seeking improvement. One example is DPI’s synchronousmanufacturing concept which highlights continuous improvement through employee involvement.DPI encourages workers to examine and research new ways to streamline and enhance work efforts.Top management continually demonstrates its commitment to these changes through actions inresponse to team suggestions. Employees are actively involved in continuous improvement teams,and their inputs are making a difference.
BMP surveys are conducted to identify best practices in the critical path templates of the DoD4245.7-M, “Transition from Development to Production.” This document provides the basis forBMP surveys that concentrate on areas of design, test, production, facilities, logistics, and management.Practices in these areas and other areas of interest are presented, discussed, reviewed, anddocumented by a team of government engineers who are invited by the company to evaluate thecompany’s policies, practices, and strategies. Only non-proprietary practices selected by thecompany are reviewed. In addition to the company’s best practices, the BMP survey team alsoreviews potential industry-wide problems that can be referred to one of the Navy’s ManufacturingTechnology Centers of Excellence. The results of the BMP surveys are entered into a database fordissemination through a central computer network. Any actual exchange of detailed data is betweencompanies at their discretion.
The Best Manufacturing Practices program is committed to strengthening the U.S. industrial base.Improving the use of existing technology, promoting the introduction of enhanced technologies, andproviding a noncompetitive means to address common problems are critical elements in achievingthat goal. This report on Dayton Parts, Inc. will provide information that can used for benchmarkingand is part of a national technology transfer effort to enhance the competitiveness of the U.S.industrial base.
P R E F A C E

DESIGN
PRODUCT
FUNDING
MONEY PHASING
TEST PRODUCTION FACILITIES LOGISTICS MANAGEMENT
DESIGN REF MISSION PROFILE
TRADE STUDIES
DESIGN PROCESS
PARTS & MATERIALS SELECTION
COMPUTER - AIDED DESIGN
BUILT-IN TEST
DESIGN REVIEWS
DESIGN REQUIREMENT
DESIGN POLICY
DESIGN ANALYSIS
SOFTWARE
DESIGN FOR TESTING
CONFIGURATION CONTROL
DESIGN RELEASE
INTEGRATED TEST
FAILURE REPORTING
SYSTEM
UNIFORM TEST
REPORT
SOFTWARE TEST
DESIGN LIMIT
LIFE
TEST, ANALYZE & FIX (TAAF)
FIELD FEEDBACK
MANUFACTURING PLAN
QUALIFY MFG. PROCESS
PIECE PART CONTROL
SUBCONTRACTOR CONTROL
DEFECT CONTROL
TOOL PLANNING
SPECIAL TEST EQUIPMENT (STE)
COMPUTER-AIDED MFG. (CAM)
MANUFACTURING SCREENING
MODERNIZATION
FACTORY IMPROVEMNTS
PRODUCTIVITY CENTER
LOGISTICS SUPPORT ANALYSIS
MANPOWER & PERSONNEL
SUPPORT & TEST
EQUIPMENT
TRAINING MATERIALS & EQUIPMENT
SPARES
TECHNICAL MANUALS
MANUFACTURING STRATEGY
PERSONNEL REQUIREMENTS
DATA REQUIREMENTS
PRODUCTION BREAKS
TECHNICAL RISK
ASSESSMENT
TRANSITION PLAN
BREADBOARD DEVELOPMENT
BRASSBOARD DEVELOPMENT
PROTOTYPE DEVELOPMENT &
REVIEW
CONCEPT STUDIES & ANALYSIS
SPECIFICATION DEV./ALLOCA./
VALID.
DESIGN FOR ASSEMBLY
TEMP DEVELOPMENT/
EXECUTION
SOFTWARE SIMULATOR
PRODUCTION FABRICATION
ENVIRONMENTAL ISSUES
FIELD VISITS/ SITE SURVEYS
COST ASSESSMENT
LOGISTICS ANALYSIS
DOCUMENTATION
DETERMINING DEFINING NEED
FOR SYSTEM
PREPARE REQUIREMENT DOCUMENTS
QUALITY ASSURANCE
DESIGN/ MILESTONE
REVIEW PLANNING
NEW PMWS TEMPLATES (SEE APPENDIX E)
“CRITICAL PATH TEMPLATESFOR
TRANSITION FROM DEVELOPMENT TO PRODUCTION”
i
C O N T E N T S
1. EXECUTIVE SUMMARY
1.1 BACKGROUND ......................................................................................... 11.2 BEST PRACTICES .................................................................................... 11.3 INFORMATION .......................................................................................... 21.4 ACKNOWLEDGEMENTS .......................................................................... 31.5 ACTIVITY POINT OF CONTACT .............................................................. 3
2. BEST PRACTICES
2.1 PRODUCTIONPIECE PART CONTROL
Inventory Control ........................................................................................ 5PRODUCTION FABRICATION
Full Taper Clip Development and Implementation ...................................... 5ENVIRONMENTAL ISSUES
Spring Coating Environmental Requirements ............................................ 5
2.2 FACILITIESMODERNIZATION
Hille Task Team .......................................................................................... 6Distribution Program .................................................................................. 7
2.3 LOGISTICSMANPOWER AND PERSONNEL
Pre-Shift Stretching for Injury Prevention ................................................... 7Injury Prevention Through Upper/Lower Extremity Screening ................... 8Flexible Weekend Shift Work ..................................................................... 8Worker Safety Improvement Program ........................................................ 9
2.4 MANAGEMENTMANUFACTURING STRATEGY
Synchronous Manufacturing ...................................................................... 9QUALITY ASSURANCE
Continuous Improvement ......................................................................... 10Communications ...................................................................................... 10
ii
C O N T E N T S (C o n t i n u e d)
3. INFORMATION
3.1 MANAGEMENTQUALITY ASSURANCE
Material Utilization .................................................................................... 11Wellness Program .................................................................................... 11
APPENDIX A – TABLE OF ACRONYMS ............................................................................... A-1
APPENDIX B – BMP SURVEY TEAM .................................................................................... B-1
APPENDIX C – PROGRAM MANAGER’S WORKSTATION ................................................. C-1
APPENDIX D – NAVY CENTERS OF EXCELLENCE ........................................................... D-1
APPENDIX E – NEW BEST MANUFACTURING PRACTICES PROGRAM TEMPLATES ... E-1
APPENDIX F – COMPLETED SURVEYS ...............................................................................F-1
iii
F I G U R E S
2-1 Delivery Zone Example ............................................................................................. 7
2-2 Safety History of Dayton Parts, Inc. ..........................................................................9
2-3 Throughput Improvement (Average Days in the Shop) .......................................... 10
2-4 Continuous Improvement Focus Goals ...................................................................10
3-1 Percentage of Tapers Off Fall vs. Percentage of Overall Off Fall ............................ 11
1
S E C T I O N 1
EXECUTIVE SUMMARY
1.1 BACKGROUND
Dayton Parts Inc. (DPI), located in Harrisburg, PA, wasoriginally founded as Stanley Springs in 1921, and itsoriginal product line of heavy-duty leaf springs used ontractors, trailers and other heavy equipment has remainedcentral to the company’s business. The company becameDayton Parts in 1988 and kept the Stanley Springs name forits spring line and its repair facility. Acquired by JPE, Inc.in 1992, DPI manufactures and/or distributes truck andautomotive components for the original equipment marketand aftermarket and sells to heavy-, medium-, and light-duty truck and trailer independent companies. Its primarycustomers are independent warehouse distributors, megadistributors, wheel and rim distributors, and spring serviceoutlets for heavy duty and medium duty commercial ve-hicles and related equipment. DPI has expanded on itsoriginal spring line to include the suspension, steering, andwheel end products to encompass a “one-stop” shoppingconcept. Products other than the springs are purchased fordistribution.
The spring manufacturing plant is well-equipped andfeatures state-of-the-art taper spring manufacturing equip-ment. Supporting a work force of approximately 120 non-union employees, the plant is capable of producing morethan 17,000 spring types and typically manufactures over5000 spring part numbers per year with 60% of these in lotsizes ranging from 1 to 40. Typical big lots average between100 and 200. Leaf spring products currently representapproximately 80% of the manufactured product with thetapered spring line expected to grow from its current 20%share. Company net sales in 1994 were approximately$57M from all sources – 46.5 % from springs.
Although the Best Manufacturing Practices (BMP) pro-gram has traditionally focused survey efforts on largemanufacturing firms, it has long recognized – and docu-mented information from – many small and mid-sizedcompanies with substantial experience and expertise in theDepartment of Defense document 4245.7-M templates. Aswith companies that preceded it in this category, DPIpresented several best practices which could prove benefi-cial to larger companies seeking improvement.
One of these practices is DPI’s synchronous manufactur-ing concept which highlights continuous improvementthrough employee involvement. The manufacturing phi-losophy is based on the theory of constraints as presented inthe book The Goal by Eliah Goldratt in which every action
is focused on the common goal of making money now andin the future. This program represents a substantial changein management philosophy – not unlike many large corpo-rations – and has effected a real cultural change throughoutthe company. The new philosophy commands considerablemanagement commitment to safety, customer service, qual-ity, and cost reduction. These focal points are reinforcedthrough various instituted programs such as safety andwellness programs, and have already significantly contrib-uted to reduced worker compensation and lost time injuries.DPI management is serious about the new changes and hascharged workers to always examine and research new waysto make their jobs easier. Top management continuallydemonstrates its commitment to these changes throughactions in response to team suggestions. Shop floor super-visors now function more as coaches in the continuousimprovement process as the workcells are becoming self-managed. Employees are actively involved in continuousimprovement teams, and their input is making a difference.
The results of this new management change can bemeasured in increased sales and reduced cost and representareas of interest for other companies – both large and small.The BMP survey team considered the following practices tobe among the best in government and industry.
1.2 BEST PRACTICES
The BMP survey team documented the following bestpractices at DPI.
Item Page
Inventory Control 5
DPI instituted a two-phase inventory control pro-cess in response to a large physical inventorywrite-off in manufacturing at the end of 1992.
Full Taper Clip Development and Implementation 5
DPI replaced an outdated, time-consuming band-ing process by developing full taper clips and aspecialized machine to bend the clips during in-stallation. This was a product quality enhance-ment coupled with a significant cost reduction.
Spring Coating Environmental Requirements 5
DPI determined that two different coatings usedon assembled springs were non-compliant with
2
new state environmental regulations. Faced withthe expensive options of either purchasingequipment to remove Volatile Organic Compoundsor incurring progressive fines, DPI took steps toidentify, test, and utilize new coating materials thatwould fully meet the new environmental standards.It found excellent substitutes without significantcapital investment.
Hille Task Team 6
DPI assembled a team to investigate problems withand initiate continuous improvements to its HilleComputerized Hot Rolling Taper Mill. A newflexible setup system was developed and installedat a reasonable cost, avoiding the anticipated pur-chase of a new machine to meet expected capacitydemands. A 50% productivity gain has been ac-complished.
Distribution Program 7
DPI’s warehousing and distribution center is awell-organized, well-controlled facility of approxi-mately 150,000 square feet that maintains an in-ventory accuracy of over 99%. It has implementeda unique customer order and delivery system.
Pre-Shift Stretching for Injury Prevention 7
DPI established a successful injury preventionprogram through pre-shift stretching that has pro-duced significant savings in dollars and employeeinjuries.
Injury Prevention Through Upper/ 8Lower Extremity Screening
DPI implemented Upper and Lower ExtremityScreening Programs for manufacturing employeesin response to information from its insurance car-rier that manufacturing plant activities made thecompany potentially subject to significant num-bers of carpal tunnel syndrome and other repetitivemotion disorders if action was not taken. Thisprevention program identified and addressed sev-eral potential problems before they became costly.
Flexible Weekend Shift Work 8
Rather than hiring part-time employees to staff theplant on weekends or working full-time employeesovertime, the company used a creative employeescheduling technique similar to one used by hospi-tals to staff nurses on weekends. This increasedthroughput and capacity.
Item PageItem Page
Worker Safety Improvement Program 9
The primary goal of DPI’s safety program is toincrease safety awareness at DPI. Several initia-tives, designed to help DPI meet its goal, aresupported by a strong company commitment tosafety, and an executive safety committee thatmeets quarterly to address current safety issuesand make plans for the future.
Synchronous Manufacturing 9
DPI applies a manufacturing philosophy based onsynchronous manufacturing where production flow– not capacity – is balanced to meet customerdemands. Changes are measured by impact on theoverall system throughput.
Continuous Improvement 10
Because DPI firmly believes that employee in-volvement and continuous improvement are es-sential for the future growth and well-being of thecompany, focus is maintained on systematic smallimprovements in company operating policies,management, and personnel involvement in theplants’s daily operation.
Communications 10
Developing and maintaining open communicationbetween management, staff, and employees of DPIhave contributed significantly to its success.
1.3 INFORMATION
The BMP survey team highlighted these informationitems at DPI.
Item Page
Material Utilization 11
DPI realized that the quantity of steel sold as scrapwas excessive relative to the total raw steel con-sumed, but that it could be a controllable cost. Toinvestigate the problem and develop solutions, aMaterial Utilization Task Team developed an in-formation base to direct raw steel length purchas-ing decisions.
Wellness Program 11
In 1994, DPI instituted a Wellness Program for allemployees as an outgrowth of its aggressive safetyprogram.

3
1.4 ACKNOWLEDGMENTS
The BMP program wishes to extend its appreciation to thePennsylvania Manufacturing Industrial Resource Centerfor arranging this survey, and to Mr. George Meyer atDayton Parts, Inc. for making it possible.
1.5 ACTIVITY POINT OF CONTACT
For further information regarding any item in this report,please contact:
George MeyerDayton Parts, Inc.1300 N. Cameron StreetHarrisburg, Pennsylvania 17103(717) 257-5001

around spring leaves to keep them from spreading. DPI’sSignode installation table dated to the 1930s, and frequentlybroke down; in addition, repair parts were hard to find.Therefore, the task team examined various hand-held band-ers, and also attempted to improve the Signode table, butneither presented a viable solution.
One team member noticed that clips on sample springsfrom other manufacturers looked different than the DPIclips. With the cooperation of another team at DPI, thepurchasing task team developed new clips called Full TaperClips. These clips could be used in many applications inplace of the old Signode banding. After developing theclips, the team member from engineering – with input fromother members – developed a machine to bend the clipsduring installation.
With the use of the clip bending machine, an air cylindernow presses the clip into place around the spring, rather thanan assembly operator hammering the clip around the spring.This new process is faster and reduces the operator’s risk ofa repetitive motion injury from constant hammering. Ini-tially this process was only used on full taper springs.However, it was so successful that DPI is now implement-ing the full taper clips on multileaf designs.
As a result of implementing the full taper clips, the use ofthe Signode machine has been drastically reduced. Themachine has now been moved out of the main manufacturingarea, leaving space for other operations. Also, the waitingtime before the Signode process was eliminated, reducingthroughput time by an average of three days per spring sincefull taper clips did not add material handling or waiting to themanufacturing process. The new clips are installed as part ofthe final assembly process. The risk of injury from repetitivemotion and heavy lifting has been reduced. The productquality was increased which can provide a competitiveadvantage. And finally, product cost has been reduced.Although the material cost for the clips is higher than thebands, this cost is offset by reduced labor costs.
ENVIRONMENTAL ISSUES
Spring Coating EnvironmentalRequirements
As the result of the Pennsylvania Department of Environ-mental Regulations (PaDER) provisions of the FederalClean Air Act Standards, DPI determined that two differentcoatings used on assembled springs were non-compliant.
S E C T I O N 2
BEST PRACTICES
2.1 PRODUCTION
PIECE PART CONTROL
Inventory Control
DPI instituted a two-phase inventory control process inresponse to a large physical inventory write-off in manufac-turing at the end of 1992. The first phase centered on effortsof a task force comprised of personnel from management,scheduling, accounting, and warehousing that was estab-lished to solve the inventory control problem. By late Janu-ary 1993, this group had removed all inventory from theassembly area, taken a physical count of all material andorganized it into an expense warehouse. The system was alsoconverted from a Simultaneous Issue and Receipt process toa requisition process, including pre-kitting jobs for assemblyoperations using BOMs and the schedule needs of the assem-bly area. By strengthening communications between alldepartments and adjusting the scheduling of work, DPIreduced throughput time and alleviated bottlenecks.
The second phase of the project included reorganizingpart of the factory floor layout, initiating daily cycle countspot inventories in the warehouse, and bar coding accessoryparts in the warehouse.
Benefits from this two-phase inventory control processinitiation include:
• Downtime resulting from out-of-stock conditions foraccessory parts has been eliminated
• Throughput time of finished goods has been reduced
• The yearly physical inventory has been abolished
• A $46K yearly savings in material handling cost hasbeen realized – this is in addition to a $199K reductionin inventory variance between 1992 and 1994.
PRODUCTION FABRICATION
Full Taper Clip Development andImplementation
DPI established a purchasing task team in January 1993to research the cost of purchased items and their relatedprocesses and determine if there were ways to reduce thatcost. One significant example was the Signode process,which includes wrapping a band of steel with a rubber liner
5

6
The coatings – one a black, tar-based coating for multi-leafsprings and the other, a zinc-based coating for taperedsprings – contained excessive Volatile Organic Compounds(VOCs) for meeting the new PaDER requirements. Facedwith the expensive options of either purchasing equipmentto capture VOCs or incurring progressive fines, DPI tooksteps to identify, test, and utilize new coating materials thatwould fully meet the new environmental standards. Thisrequirement for identifying new coating materials withacceptable levels of VOCs was complicated by additionalneeds to meet salt spray tests, application-ease require-ments, and simple part preparation, in addition to presentinga satisfactory finished appearance. The time available tofind a solution was also limited by the regulating agency.
To meet these requirements, DPI formed a Project TaskTeam with representation from the plant’s production,manufacturing engineering, maintenance, purchasing andproduct engineering elements. The team developed solu-tion parameters which included the range of environmentalconcerns (PaDER regulations, employee exposure, andwaste disposal issues), quality issues, process capacity, andprojected costs in addition to the time deadlines. Discus-sions were held with numerous paint manufacturers regard-ing the coating needs and revealed a concurrent requirementthat thorough pre-application cleaning was a specificationincluded with many of the suggested materials. After inves-tigating cleaning methods, the team determined it shouldavoid selecting coatings with pre-cleaning requirements ifpossible because of potentially high added costs and theenvironmental/safety problem associated with many clean-ing methods.
A number of sample products were obtained from paintmanufacturers and all were submitted to salt spray testingdurations compatible with the quality requirements of DPI.Paints passing the first salt spray tests were subjected toadditional similar tests as well as ASTM-specified tests(hardness, chip resistance, and adhesion) where applicable.The results of these tests – together with application meth-odologies and costs considerations – prompted the team torecommend a water soluble alkyd-based paint as a replace-ment for the black coating and a water-based, high perfor-mance vinyl coating as a replacement for the zinc-basedcoating. Neither required a pre-application cleaning ofspring assemblies.
DPI, through successful team investigation, has foundreplacement coatings for both product lines that exceedenvironmental VOC requirements and require no pre-appli-cation cleaning. Implementation is ahead of the PaDERrequired timetable. Tests prove that both replacement coat-ings may be applied using the cost-effective method ofdipping, and then air drying. This application method willeliminate over 90% of the labor required for the replacedzinc-based coating. Implementing the replacement coat-
ings saved over $500K compared to adding environmentalcontrol equipment to original processes.
2.2 FACILITIES
MODERNIZATION
Hille Task Team
DPI assembled a team to investigate problems with andinitiate continuous improvements to its Hille ComputerizedHot Rolling Taper Mill. Used in the production of taperedspring products, the Hille machine represented a productionbottleneck, while business projections in 1992 indicatedsignificant growth would occur in the tapered spring market.Because between $1.5M and $2.0M was projected to berequired to purchase additional taper rolling capacity, DPImanagement decided to assemble a continuous improvementteam to investigate problems with the existing machine.
The team was initially led by the Director of Manufactur-ing and included members from engineering, maintenance,and the Hille operators’ group. The team’s stated missionwas to continuously improve the machine availability andproduction output. Data was collected and charted to showkey factors such as average ends per shift, setup hours,downtime hours, material handling hours, and maintenanceby operators. A Pareto analysis was performed looking atevery element contributing to downtime on the machine.Problems contributing most to the bottleneck problem wereaddressed first. For example, the initial analysis highlighteda major problem with hydraulic leaks. These were correctedby designing and installing two new seamless piping lines.The leak correction also reduced the disposal of used oil bysix to eight drums per quarter.
Another major contributor to the reduced productioncapacity of the Hille machine was in setup time require-ments. Major line setup changes required four hours, andaverage setup across the entire spectrum was 30 minutes.The team investigated quick-die change systems and workedwith vendors to develop a system for the Hille. A newsystem was developed and installed at a total cost of$149.1K. Installation of the system was projected at twoweeks but only required four days from transport arrival tofull production running. This was attributed to team famil-iarity with the new system. Since its implementation, over-all average setup has dropped to as low as 18 minutes, andthe 4-hour major setup has been reduced to 30 minutes. Asa result of these improvements, the Hille is no longer abottleneck and now contributes to the overall throughputimprovement that the company is experiencing. Improve-ments to the machine and its operations have increasedcapacity to meet an even larger growth than anticipated, andit is expected to meet additional future requirements.

7
FIGURE 2-1. DELIVERY ZONE EXAMPLE
MN
CA
WT
ID
MT
CO
ND
SD
NBIL IN
IN
IA
MI
KS
MO
LA
AK
TN
SC
VAWA
OH
PA
NY
NJ
MD
DE
CT
MARI
VT
NH
ME
NMAZ
UT
FL
Order Ship Receive Zone Day Day Day
1 Monday Tuesday Friday
2 Tuesday Thursday Tuesday
3 Tuesday Wednesday Thursday
4 Wednesday Thursday Monday
5 Thursday Friday Tuesday
6 Friday — Friday
DAY2-1.EPS
DELIVERY ZONE EXAMPLE
5
53
3
14
2
4
2AK
NC
OK
NV
OR
WI
MS ALGA
IN
WY
TX
The team continues to monitor data and implement changesthat impact the operational capability of the Hille machine.The results achieved by this team not only allowed thecompany to avoid a major capital equipment investment,but also provided the opportunity to demonstrate howemployee involvement in continuous improvement activi-ties can have a major impact on the company’s overallbusiness outlook.
Distribution Program
DPI maintains a warehousing and distribution center inHarrisburg, PA that stocks and distributes over 20,000different items at any given time. The warehousing anddistribution center is a well-organized, well-controlled fa-cility of approximately 150,000 square feet and maintainsan inventory accuracy of over 99%.
The method of distribution of inventoried goods is unique.Prior to recent changes in the process, customers couldsubmit orders to DPI before the last three days of themonths. If the order met certain minimum dollar amounts,the customer could take until the 15th of the next billingmonth to pay for the order. This process created largeamounts of overtime for personnel at the end of each month,and customers had to spend extra dollars in inventory to beeligible for the delayed billing.
To alleviate both problems, DPI created a system calledthe Inventory Management Plan that encourages customersto place regular weekly orders and receive their productswith guaranteed delivery dates and prepaid freight charges.In establishing this system, agreements were reached withsmall trucking companies that guaranteed them full loads
on specific days. Because the trucking company was paidby mileage, no funds were lost if a full truckload was notavailable. Delivery zones were established within the U.S.and Canada, and order days, shipping days, and receipt dayswere defined (Figure 2-1).
This change allowed DPI to reduce shipping costs byapproximately 2%, significantly reduce overtime by com-pany personnel, guarantee customer delivery dates, andallow customers to reduce the amount of inventory theymust carry because of uncertain delivery and minimumorder requirements. The average time of shipment fromorder placement is now 1.3 days.
2.3 LOGISTICS
MANPOWER AND PERSONNEL
Pre-Shift Stretching for Injury Prevention
DPI established a successful injury prevention programthat has produced significant savings in dollars and em-ployee injuries. DPI experienced high injury rates andconsequent workers compensation costs in the late 1980s.To combat these problems, the company analyzed injurydata to determine problems that led to injuries. This analysisrevealed that approximately 80% of all manufacturinginjuries occurred within the first two hours of each shift.
DPI requested production workers to perform stretchingexercises prior to beginning their work. DPI’s initial stretch-ing program was implemented in 1990 and included class-room training and two weeks of mandatory stretching. Afterthe two-week period, employees could voluntarily continue

8
with this pilot employee sold the program to the rest of themanufacturing employees.
Individual upper extremity screening elements includedthe individual employee’s history (including past work andhobbies), a physical assessment, a questionnaire regardingsymptoms, and a series of tests that assessed dexterity,feeling sensitivity, and grip strength. Employees with indi-cated upper extremity problems were identified and recom-mendations developed for individual treatment includingmodification of the worksite and tools, fitting for splints,job rotation – and in severe cases, referral to a physician.
The success of this upper extremity screening programled to the development of a lower extremity screeningprogram as an additional part of the injury preventionprogram. As before, a pilot program was initiated by work-ing with a single employee with clear symptoms.
The upper and lower extremity screening programs haveprovided substantial benefits. The upper extremity screen-ing program identified 28 employees with various levels ofproblems and all have been offered an appropriate level oftreatment. The screening program also identified workelements most prone to result in identified problems so theycan be examined.
Flexible Weekend Shift Work
DPI needed additional plant capacity on critical manufac-turing processes. Already operating at almost full capacity,DPI would have to add more workers to weekend shifts.Rather than hiring part-time employees to staff the plant onweekends or working full-time employees overtime, thecompany used a creative employee scheduling techniquesimilar to one used by hospitals to staff nurses on weekends.
Under this plan, full-time employees work a 12-hour shifton Saturday, a 12-hour shift on Sunday and two, eight-hourshifts on flexible weekdays. As an incentive to work thisnontraditional work schedule, employees are paid for 45hours per week while actually working 40.
DPI currently has five employees on this schedule, and boththe employees and the company have realized many benefits,some of which were not envisioned when the program wasestablished. Employees now have three days off from workeach week, and the non-weekend days are flexible. Thisflexibility allows management to give employees off days tosuit individual needs. In other weeks, these employees workcertain days to cover for other workers on vacation. Theweekend workers are cross-trained to operate many differentmachines in the plant and have become competent at main-taining and repairing the equipment they use since the main-tenance staff does not normally work weekends. This allowsthe weekend workers to produce whatever parts are mostneeded to meet production schedules.
stretching each day, and a core group continued with theprogram for a year.
At the end of the year, none of the employees in thestretching group had been injured. This result influencedDPI to make stretching exercises mandatory again in 1992.All employees are now required to stretch for 10 to 15minutes before starting production work. This time isincluded within the normal work shift.
This stretching program costs about $75K per year tooperate. However, in conjunction with other safety initia-tives, it has returned significant savings to DPI. For ex-ample, the annual cost of workers compensation at DPI hasdecreased from $700K to $200K per year. In 1994, $500Kof the workers compensation premium was refunded to thecompany. This money was included in the quarterly profitand contributed to employee bonuses that quarter.
Injury Prevention Through Upper/LowerExtremity Screening
In 1993, DPI implemented an Upper Extremity ScreeningProgram for all manufacturing employees. The insurancecarrier for DPI indicated that its manufacturing plantactivities made the company potentially subject to significantnumbers of carpal tunnel syndrome and other repetitivemotion disorders if action was not taken. Subsequently, aLower Extremity Screening Program was added to theprevention program to address back and leg pain.
Work on the manufacturing plant floor at Dayton Parts,Inc. requires repetitive positioning of individual steel springleafs for the various stages of machine forming and assem-bly of the completed spring set. Most workstations neces-sitate hand manipulation of the pieces, while stations han-dling hot leafs require manual tong use. Based on theinsurance carrier’s information, DPI management began toaddress these problems to prevent excessive workman’scompensation costs and injury-related production interrup-tions.
The company’s management team drafted an action planwith the development of an upper extremity screeningprogram as the key thrust. With support from anoccupational therapist, a registered nurse, and the companydoctor, a pilot program was developed to educate workersregarding basic anatomy and physiology of the upperextremities, screen production-floor workers, and presenta treatment recommendation program for symptomaticworkers.
To help launch the program, an employee with severeexisting symptoms was asked to participate. He was tested,and treatment was initiated to include wrist splints and handtool modification. Because DPI’s culture already acknowl-edged management’s high concern for safety, the results
9
Worker Safety Improvement Program
Prior to the 1990s, DPI had no worker safety program,and injuries were viewed as a natural part of manufacturing.In the early 1990s, new DPI management and staggeringworker’s compensation costs prompted the company toaggressively pursue and manage worker safety. Many ini-tiatives were implemented to reduce injuries and resultantcosts.
The primary goal of the safety program is to increasesafety awareness at DPI. The following initiatives, de-signed to help DPI meet its goal, are supported by a strongcompany commitment to safety, and an executive safetycommittee that meets quarterly to address current safetyissues and make plans for the future.
• An employee safety committee has been establishedwith representatives from across the company. Thisgroup tours the plant, lists safety problems, and workswith maintenance personnel to have those problemsrepaired.
• A “stretching” program is required for all manufactur-ing distribution and service employees to stretch priorto starting work each day to help avoid work-relatedinjuries.
• A “Working Safe” Incentive Program rewards safeworkers. After one year without a lost-time accident,workers become eligible to win a “Safety Day” offfrom work in a monthly lottery, or a $100 bonus at theend of the year.
• A housekeeping committee monitors the cleanliness ofthe manufacturing plant. This program has evolvedinto a competition for the cleanest department in theplant.
• A formal safety training program includes monthlymeetings where short safety videos are shown andsafety issues are discussed. Longer training classeshave been established for topics such as forklift opera-tion, personal protective equipment, and back injuryavoidance.
• A wellness program is used to conduct activities suchas carpal tunnel syndrome screening, and cholesteroland blood pressure monitoring.
When injuries occur, DPI now works closely with theinjured employee to be sure he receives the necessarymedical attention and returns to work when able. A casemanager ensures that the injured employee sees a doctor onthe approved list and accompanies the employee to thedoctor’s office. DPI makes weekly phone contact with theemployee when he is not able to work. In addition, light dutyjobs are created to provide productive work while employ-ees are under injury restrictions.
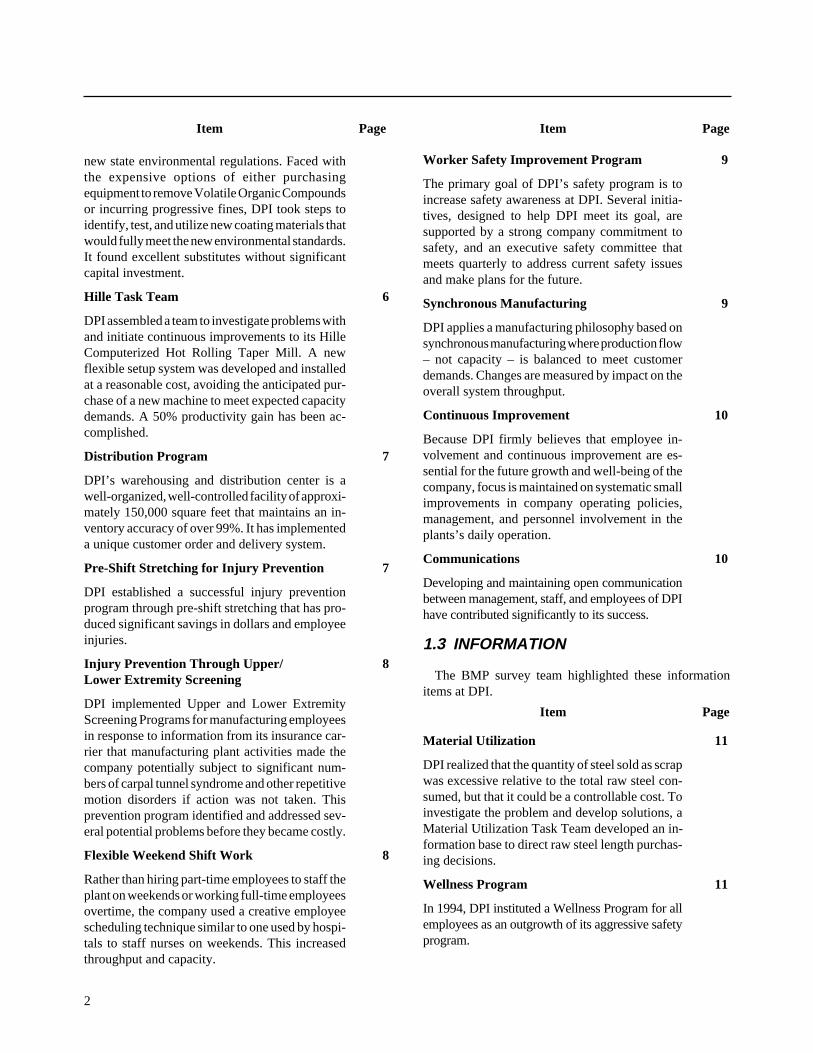
FIGURE 2-2. SAFETY HISTORY OF DAYTONPARTS, INC.
In 1988, DPI had 1000 days of lost work due to injuries.After the safety program took effect, the number of lost daysdropped substantially, to 91 days in 1993 and 69 days in1994 (Figure 2-2).
2.4 MANAGEMENT
MANUFACTURING STRATEGY
Synchronous Manufacturing
DPI has implemented a manufacturing philosophy basedon synchronous manufacturing where production flow –not capacity – is balanced to meet customer demands.Under this system, typical measurements such as efficien-cies of individual operations or operators are not used.Instead, changes are measured by impact on the overallsystem throughput. These concepts have been developedbased on the book The Goal by Eliah Goldratt and isrequired reading in all plant departments.
DPI uses selected measurements to guide the focus ofcontinuous improvement projects aimed at improving over-all throughput, while reducing operating expense and WIPinventory. The process first identifies system bottleneckswhich are the controlling resources of the system, and thentries to exploit those bottleneck functions. Under the through-put system, an hour wasted at a system constraint or bottle-neck is equal to an hour on the complete system, and the useof a non-bottleneck resource is controlled by the constraintsof the system.
Since the implementation of this concept in 1992, DPI hasdeveloped an employee involvement continuous improve-ment program to help identify and correct bottleneck prob-lems. As a result, average order fill across all product linesrose from 84.2% in 1992 to 98% in 1995. This was accom-plished while experiencing an increase in business from$17M in 1992 to $27M in 1994. During this same period,WIP was reduced through the continuous improvementprogram by almost 50%, and throughput measurements
1988
1989
1990
1991
1992
1993
1994
0 200 400 600 800 1,000 1,200Lost Work Days
SAFETY HISTORY OF DPI
DAY2-2.EPS
10
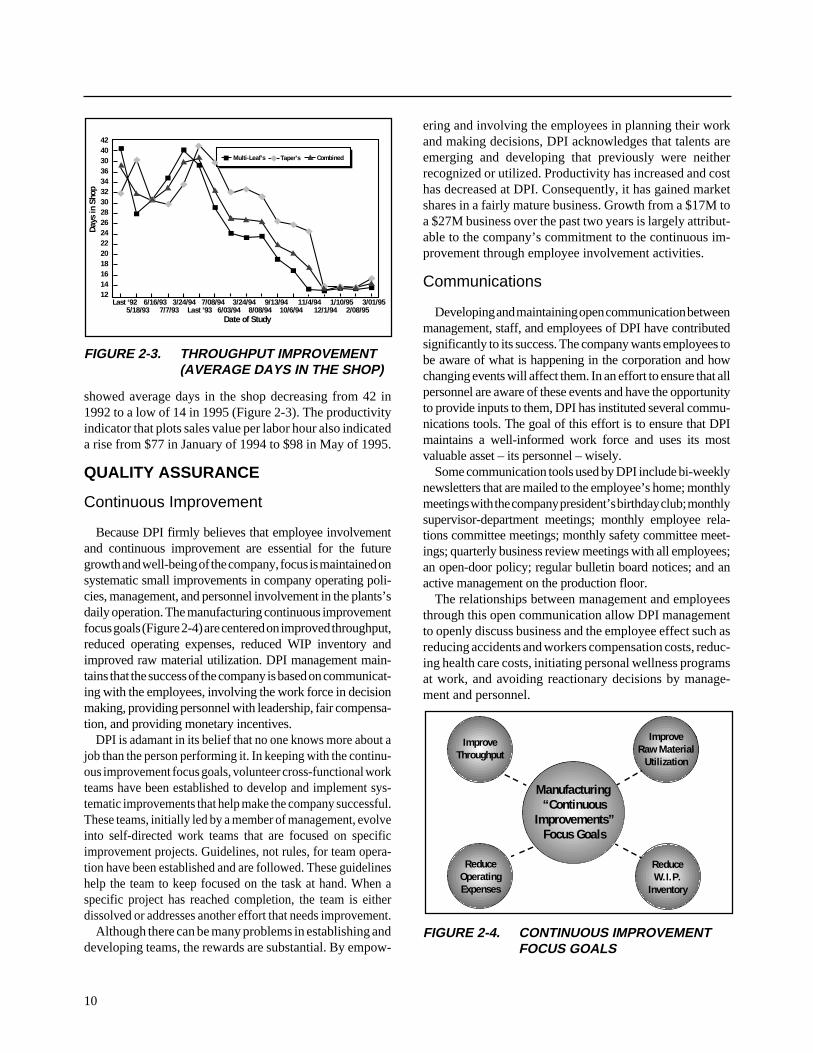
FIGURE 2-4. CONTINUOUS IMPROVEMENTFOCUS GOALS
ering and involving the employees in planning their workand making decisions, DPI acknowledges that talents areemerging and developing that previously were neitherrecognized or utilized. Productivity has increased and costhas decreased at DPI. Consequently, it has gained marketshares in a fairly mature business. Growth from a $17M toa $27M business over the past two years is largely attribut-able to the company’s commitment to the continuous im-provement through employee involvement activities.
Communications
Developing and maintaining open communication betweenmanagement, staff, and employees of DPI have contributedsignificantly to its success. The company wants employees tobe aware of what is happening in the corporation and howchanging events will affect them. In an effort to ensure that allpersonnel are aware of these events and have the opportunityto provide inputs to them, DPI has instituted several commu-nications tools. The goal of this effort is to ensure that DPImaintains a well-informed work force and uses its mostvaluable asset – its personnel – wisely.
Some communication tools used by DPI include bi-weeklynewsletters that are mailed to the employee’s home; monthlymeetings with the company president’s birthday club; monthlysupervisor-department meetings; monthly employee rela-tions committee meetings; monthly safety committee meet-ings; quarterly business review meetings with all employees;an open-door policy; regular bulletin board notices; and anactive management on the production floor.
The relationships between management and employeesthrough this open communication allow DPI managementto openly discuss business and the employee effect such asreducing accidents and workers compensation costs, reduc-ing health care costs, initiating personal wellness programsat work, and avoiding reactionary decisions by manage-ment and personnel.
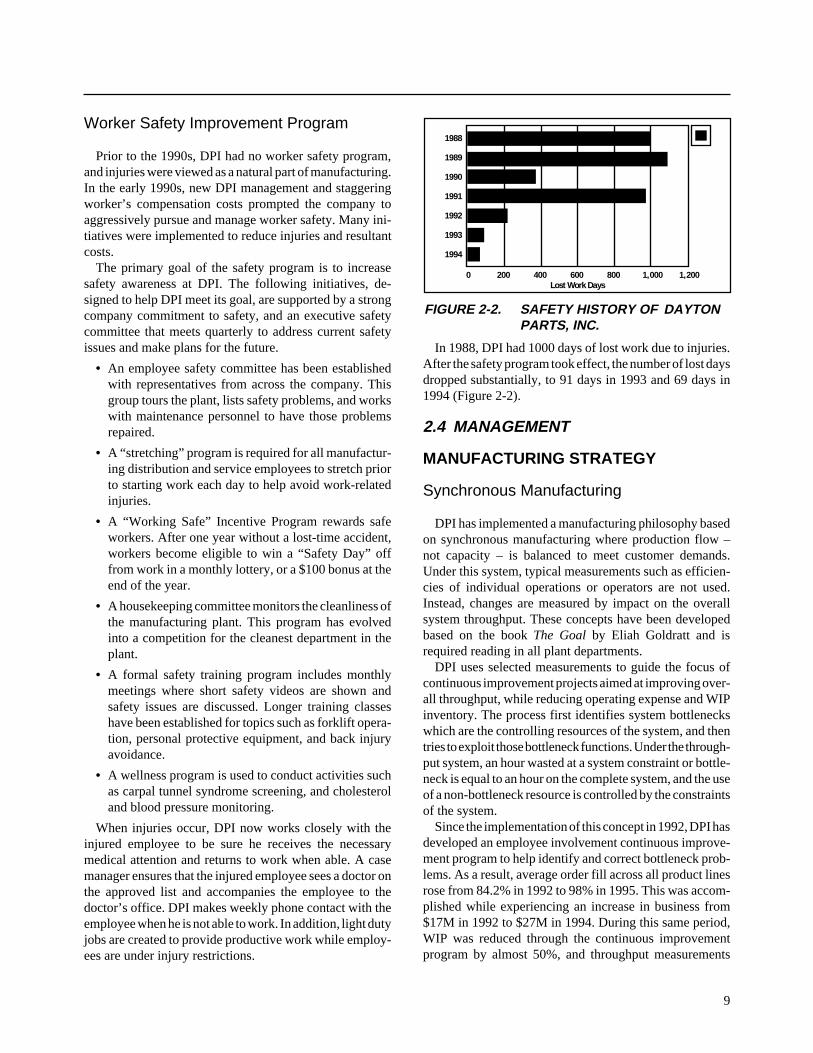
showed average days in the shop decreasing from 42 in1992 to a low of 14 in 1995 (Figure 2-3). The productivityindicator that plots sales value per labor hour also indicateda rise from $77 in January of 1994 to $98 in May of 1995.
QUALITY ASSURANCE
Continuous Improvement
Because DPI firmly believes that employee involvementand continuous improvement are essential for the futuregrowth and well-being of the company, focus is maintained onsystematic small improvements in company operating poli-cies, management, and personnel involvement in the plants’sdaily operation. The manufacturing continuous improvementfocus goals (Figure 2-4) are centered on improved throughput,reduced operating expenses, reduced WIP inventory andimproved raw material utilization. DPI management main-tains that the success of the company is based on communicat-ing with the employees, involving the work force in decisionmaking, providing personnel with leadership, fair compensa-tion, and providing monetary incentives.
DPI is adamant in its belief that no one knows more about ajob than the person performing it. In keeping with the continu-ous improvement focus goals, volunteer cross-functional workteams have been established to develop and implement sys-tematic improvements that help make the company successful.These teams, initially led by a member of management, evolveinto self-directed work teams that are focused on specificimprovement projects. Guidelines, not rules, for team opera-tion have been established and are followed. These guidelineshelp the team to keep focused on the task at hand. When aspecific project has reached completion, the team is eitherdissolved or addresses another effort that needs improvement.
Although there can be many problems in establishing anddeveloping teams, the rewards are substantial. By empow-
FIGURE 2-3. THROUGHPUT IMPROVEMENT(AVERAGE DAYS IN THE SHOP)
42 40 30 36 34 32 30 28 26 24 22 20 18 16 14 12
Multi-Leaf’s Taper’s Combined
Last ‘92 6/16/93 3/24/94 7/08/94 3/24/94 9/13/94 11/4/94 1/10/95 3/01/955/18/93 7/7/93 Last ’93 6/03/94 8/08/94 10/6/94 12/1/94 2/08/95
Date of Study
Day
s in
Sho
p
DAY2-3.EPS
THROUGHPUT IMPROVEMENT (AVERAGE DAYS IN THE SHOP)
Manufacturing “Continuous
Improvements” Focus Goals
Improve Throughput
CONTINUOUS IMPROVEMENT FOCUS
DAY2-4.EPS
Reduce Operating Expenses
Improve Raw Material
Utilization
Reduce W.I.P.
Inventory

S E C T I O N 3
INFORMATION
3.1 MANAGEMENT
QUALITY ASSURANCE
Material Utilization
DPI realized in 1993 that the quantity of steel sold as scrapwas excessive relative to the total raw steel consumed, butthat it could be a controllable cost. To investigate theproblem and develop solutions, a Material Utilization TaskTeam was formed with membership drawn from both shopfloor and management departments. To minimize scrap, theteam developed an information base to direct raw steellength purchasing decisions.
While the team knew the total scrap sold, it initially only hadassumptions regarding the relative amounts of scrap steel (offfall) produced by the two major lines – multi-leaf springs andtaper springs. To correct this lack of accurate information, theteam spent its first three months gathering data relative to theoff fall that resulted from the production of each part numberand the length of the raw steel from which each part wasproduced. The result of the data analysis indicated that whilethe overall off fall was approximately 3%, the total for taperspring operations was over 6% (Figure 3-1). This data alsorevealed that 51% of the total off fall was from 21% of theproduction. The data indicated that the majority of the off fallresulted from less than optimum raw steel lengths, usually 22feet for all cross sections.
DPI may produce as many as 5000 different springdesigns in a year, mostly in relatively small batches, and itis therefore not feasible to buy precut spring blanks directfrom steel mills since the quantity of each length required iswell below the minimum for such special cuts. The mills cansupply stock cut to any length if at least five tons arerequested in each length (for a given cross section) at noextra cost. Since the team’s analysis indicated that off fallcan be minimized by optimizing the purchased lengths, thedecision was made to base purchase lengths on part numberrequirements. This optimization resulted in specifying twopurchased lengths for a number of cross sections, and threefor a few. To ensure these changes were understood bymanufacturing personnel, the BOMs were changed to re-flect the new (and additional) steel lengths. Likewise, therouting instructions were amended to provide shearinginstructions for optimal steel utilization.
Modification of its raw steel purchasing procedures tooptimize utilization has resulted in over $42K in savings for
OVERALL OFF FALL8.00%
6.00%
4.00%
2.00%
0.00% Avg–93 1st–94 2nd–94 3rd–94 4th–94 1st–95
Period – Year
Off Fall of Tapers Overall Off Fall
% o
f Off
Fall
DAY3-1.EPS
the company since the team was formed and has brought theoff fall from taper spring production to well below 3%. Thisis doubly important since the taper spring line represents thegrowth market for Dayton Parts.
Wellness Program
In 1994 DPI instituted a Wellness Program for all employeesas an outgrowth of its aggressive safety program. The companyrecognizes that one its most important resources is its well-trained and motivated work force. Consequently, the health ofits employees is important to the company’s business healthand success. Therefore, DPI joined forces with a local healthcare provider, Polyclinic Corporate Health, and developed aWellness Program that is available to all employees at no cost.The objective of this plan is to reduce the costs of unknownhealth risks on the DPI work force.
Under this plan, the employee meets with a member of thehealth care provider and undergoes an initial screeningprocess to develop a patient health history. Blood glucoseand cholesterol screening, body flexibility testing, andblood pressure baselines are established, and weight andbody fat measurements are taken. A written report of thegeneral health condition is given to the employee only.Employees in high risk groups meet individually with amember of the care provider, and individual case manage-ment is offered. During this case management process, thescreening results are reviewed and health suggestions areprovided. Education and specific physicians referrals arealso provided as part of the service.
FIGURE 3-1. PERCENTAGE OF TAPERS OFFFALL VS. PERCENTAGE OFOVERALL OFF FALL
11

12
At the beginning of the Wellness Program, DPI anticipated10 to 15 volunteers to participate. Within the first sixmonths, 60 employees participated in the initial screening,and presently 135 employees (or over one-half of the workforce) are participating. Results to date have identified oneemployee with previously unknown minor heart attackdiscovered, two employees with previously unknown
elevated cholesterol identified, two employees withpreviously unknown elevated blood pressure identified,and one angina sufferer identified. By enabling itsemployees to have access to this program and receiveneeded medical assistance DPI is able to help its personnelhold down health care insurance cost and maintain ahealthy work force.

A-1
A P P E N D I X A
TABLE OF ACRONYMS
ACRONYM DEFINITION
BMP Best Manufacturing Practices
DPI Dayton Parts, Inc.
PaDER Pennsylvania Department of Environmental Regulations
VOC Volatile Organic Compound
A P P E N D I X B
BMP SURVEY TEAM
TEAM MEMBER ACTIVITY FUNCTION
Bob Jenkins Naval Sea Systems Command Team Chairman(703) 602-3003 Washington, DC
John Carney Naval Surface Warfare Center(703) 602-3005 Carderock Division
Washington, DC
Don Hill Naval Air Warfare Center(317) 306-3781 Aircraft Division - Indianapolis
Indianapolis, IN
Travis Walton University of Maryland College Park(403) 405-3883 Engineering Research Center
College Park, MD
B-1

A P P E N D I X C
PROGRAM MANAGER’S WORKSTATION
The Program Manager's Workstation (PMWS) is a seriesof expert systems that provides the user with knowledge,insight, and experience on how to manage a program, addresstechnical risk management, and find solutions that industryleaders are using to reduce technical risk and improve qualityand productivity. This system is divided into four maincomponents; KNOW-HOW, Technical Risk Identificationand Mitigation System (TRIMS), BMP Database, and BestManufacturing Practices Network (BMPnet).
• KNOW-HOW is an intelligent,automated method that turns“Handbooks” into expert systems,or digitized text. It provides rapidaccess to information in existinghandbooks including AcquisitionStreamlining, Non-DevelopmentItems, Value Engineering, NAVSOP-6071 (Best Practices Manual),MIL-STD-2167/2168, SecNav5000.2A and the DoD 5000 seriesdocuments.
• TRIMS is based on DoD 4245.7-M(the transition templates), NAVSO P-6071 and DoD5000 event oriented acquisition. It identifies and ranksthe high risk areas in a program. TRIMS conducts a fullrange of risk assessments throughout the acquisitionprocess so corrective action can be initiated beforerisks develop into problems. It also tracks key projectdocumentation from concept through production in-cluding goals, responsible personnel, and next actiondates for future activities in the development andacquisition process.
• The BMP Database draws information from industry,government, and the academic communities to in-clude documented and proven best practices in design,test, production, facilities, management, and logistics.
Each practice in the database has been observed andverified by a team of experienced government engi-neers. All information gathered from BMP surveys isincluded in the BMP Database, including this surveyreport.
• BMPnet provides communication between all PMWSusers. Features include downloading of all programs,E-mail, file transfer, help “lines”, Special InterestGroups (SIGs), electronic conference rooms and much
more. Through BMPnet, IBM orcompatible PC's and Macintoshcomputers can run all PMWS pro-grams.
• To access BMPnet efficiently,users need a special modem pro-gram. This program can be ob-tained by calling the BMPnet us-ing a VT-100/200 terminal emu-lator set to 8,N,1. Dial (703) 538-7697 for 2400 baud modems and(703) 538-7267 for 9600 baudand 14.4 kb. When asked for a
user profile, type: DOWNPC or DOWNMAC <return>as appropriate. This will automatically start the Down-load of our special modem program. You can then callback using this program and access all BMPnet func-tions. The General User account is:
USER PROFILE: BMPNET
USER I.D.: BMP
Password: BMPNET
If you desire your own personal account (so that you mayreceive E-Mail), just E-Mail a request to either Ernie Renner(BMP Director) or Brian Willoughby (CSC Program Man-ager). If you encounter problems please call (703) 538-7253.
C-1

A P P E N D I X D
NAVY CENTERS OF EXCELLENCE
D-1
Automated Manufacturing Research Facility(301) 975-3414
The Automated Manufacturing Research Facility (AMRF) –a National Center of Excellence – is a research test bed at theNational Institute of Standards and Technology located inGaithersburg, Maryland. The AMRF produces technicalresults and transfers them to the Navy and industry to solveproblems of automated manufacturing. The AMRF supportsthe technical work required for developing industry standardsfor automated manufacturing. It is a common ground whereindustry, academia, and government work together to addresspressing national needs for increased quality, greater flexibil-ity, reduced costs, and shorter manufacturing cycle times.These needs drive the adoption of new computer-integratedmanufacturing technology in both civilian and defense sec-tors. The AMRF is meeting the challenge of integrating thesetechnologies into practical, working manufacturing systems.
Electronics Manufacturing Productivity Facility(317) 226-5607
Located in Indianapolis, Indiana, the Electronics Manufac-turing Productivity Facility (EMPF) is a National Center ofExcellence established to advance state-of-the-art electronicsand to increase productivity in electronics manufacturing.The EMPF works with industry, academia, and governmentto identify, develop, transfer, and implement innovative elec-tronics manufacturing technologies, processes, and practices.The EMPF conducts applied research, development, andproof-of-concept electronics manufacturing and design tech-nologies, processes, and practices. It also seeks to improveeducation and training curricula, instruction, and necessarydelivery methods. In addition, the EMPF is striving toidentify, implement, and promote new electronics manufac-turing technologies, processes, materials, and practices thatwill eliminate or reduce damage to the environment.
National Center for Excellence in MetalworkingTechnology(814) 269-2420
The National Center for Excellence in MetalworkingTechnology (NCEMT) is located in Johnstown, Pennsyl-vania and is operated by Concurrent Technologies Corpo-ration (CTC), a subsidiary of the University of PittsburghTrust. In support of the NCEMT mission, CTC’s primaryfocus includes working with government and industry todevelop improved manufacturing technologies includingadvanced methods, materials, and processes, and transfer-
ring those technologies into industrial applications. CTCmaintains capabilities in discrete part design, computer-ized process analysis and modeling, environmentally com-pliant manufacturing processes, and the application ofadvanced information science technologies to product andprocess integration.
Center of Excellence for Composites ManufacturingTechnology(414) 947-8900
The Center of Excellence for Composites ManufacturingTechnology (CECMT), a national resource, is located inKenosha, Wisconsin. Established as a cooperative effortbetween government and industry to develop and dis-seminate this technology, CECMT ensures that robustprocesses and products using new composites are avail-able to manufacturers. CECMT is operated by the GreatLakes Composites Consortium. It represents a collabora-tive approach to provide effective advanced compositestechnology that can be introduced into industrial pro-cesses in a timely manner. Fostering manufacturingcapabilities for composites manufacturing will enable theU.S. to achieve worldwide prominence in this criticaltechnology.
Navy Joining Center(614) 486-9423
The Navy Joining Center (NJC) is a Center of Excellenceestablished to provide a national resource for the develop-ment of materials joining expertise, deployment of emerg-ing manufacturing technologies, and dissemination of in-formation to Navy contractors, subcontractors, Navy ac-tivities, and U.S. industry.
The NJC is located in Columbus, Ohio, and is operated byEdison Welding Institute (EWI), the nation’s largest indus-trial consortium dedicated to materials joining. The NJCcombines these resources with an assortment of facilitiesand demonstrated capabilities from a team of industrial andacademic partners. NJC technical activities are divided intothree categories - Technology Development, TechnologyDeployment, and Technology Transfer. Technology De-velopment maintains a goal to complete development quicklyto initiate deployment activities in a timely manner. Tech-nology Deployment includes projects for rapid deploymentteaming and commercialization of specific technologies.The Technology Transfer department works to disseminatepertinent information on past and current joining technolo-gies both at and above the shop floor.

E-1
A P P E N D I X E
NEW BEST MANUFACTURING PRACTICES PROGRAM TEMPLATES
Since 1985, the BMP Program has applied the templatesphilosophy with well-documented benefits. Aside from thevalue of the templates, the templates methodology hasproven successful in presenting and organizing technicalinformation. Therefore, the BMP program is continuingthis existing “knowledge” base by developing 17 newtemplates that complement the existing DoD 4245.7-M orTransition from Design to Production templates.
The development of these new templates was based inpart on Defense Science Board studies that have identifiednew technologies and processes that have proven success-ful in the last few years. Increased benefits could be realizedif these activities were made subsets of the existing, com-patible templates.
Also, the BMP Survey teams have become experiencedin classifying Best Practices and in technology transfer.
The Survey team members, experts in each of theirindividual fields, determined that data collected, whilerelated to one or more template areas, was not entirelyapplicable. Therefore, if additional categories were avail-able for Best Practices “mapping,” technology transferwould be enhanced.
Finally, users of the Technical Risk Identification andMitigation System (TRIMS) found that the program per-formed extremely well in tracking most key program docu-mentation. However, additional categories – or templates– would allow the system to track all key documentation.
Based on the above identified areas, a core group ofactivities was identified and added to the “templates base-line.” In addition, TRIMS was modified to allow individualusers to add an unlimited number of user-specific catego-ries, templates, and knowledge-based questions.
A P P E N D I X F
COMPLETED SURVEYS
F-1
BMP surveys have been conducted at the companies listed below. Copies of older survey reports may be obtained throughDTIC or by accessing the BMPNET. Requests for copies of recent survey reports or inquiries regarding the BMPNET maybe directed to:
Best Manufacturing Practices Program4321 Hartwick Rd., Suite 308
College Park, MD 20740Attn: Mr. Ernie Renner, Director
Telephone: 1-800-789-4267FAX: (301) 403-8180
COMPANIES SURVEYED
Litton Honeywell, IncorporatedGuidance & Control Systems Division Undersea Systems DivisionWoodland Hills, CA (Alliant Tech Systems, Inc.)October 1985 and February 1991 Hopkins, MN
January 1986
Texas Instruments General DynamicsDefense Systems & Electronics Group Pomona DivisionLewisville, TX Pomona, CAMay 1986 and November 1991 August 1986
Harris Corporation IBM CorporationGovernment Support Systems Division Federal Systems DivisionSyosset, NY Owego, NYSeptember 1986 October 1986
Control Data Corporation Hughes Aircraft CompanyGovernment Systems Division Radar Systems Group(Computing Devices International) Los Angeles, CAMinneapolis, MN January 1987December 1986 and October 1992
ITT Rockwell International CorporationAvionics Division Collins Defense CommunicationsClifton, NJ (Rockwell Defense ElectronicsSeptember 1987 Collins Avionics and
Communications Division)October 1987 and March 1995
UNISYS MotorolaComputer Systems Division Government Electronics Group(Paramax) Scottsdale, AZSt. Paul, MN March 1988November 1987

24
General Dynamics Texas InstrumentsFort Worth Division Defense Systems & Electronics GroupFort Worth, TX Dallas, TXMay 1988 June 1988
Hughes Aircraft Company Bell HelicopterMissile Systems Group Textron, Inc.Tucson, AZ Fort Worth, TXAugust 1988 October 1988
Litton GTEData Systems Division C3 Systems SectorVan Nuys, CA Needham Heights, MAOctober 1988 November 1988
McDonnell-Douglas Corporation Northrop CorporationMcDonnell Aircraft Company Aircraft DivisionSt. Louis, MO Hawthorne, CAJanuary 1989 March 1989
Litton LittonApplied Technology Division Amecom DivisionSan Jose, CA College Park, MDApril 1989 June 1989
Standard Industries Engineered Circuit Research, IncorporatedLaMirada, CA Milpitas, CAJune 1989 July 1989
Teledyne Industries Incorporated Lockheed Aeronautical Systems CompanyElectronics Division Marietta, GANewbury Park, CA August 1989July 1989
Lockheed Corporation WestinghouseMissile Systems Division Electronic Systems GroupSunnyvale, CA Baltimore, MDAugust 1989 September 1989
General Electric Rockwell International CorporationNaval & Drive Turbine Systems Autonetics Electronics SystemsFitchburg, MA Anaheim, CAOctober 1989 November 1989
TRICOR Systems, Incorporated Hughes Aircraft CompanyElgin, IL Ground Systems GroupNovember 1989 Fullerton, CA
January 1990
TRW MechTronics of Arizona, Inc.Military Electronics and Avionics Division Phoenix, AZSan Diego, CA April 1990March 1990
F-2

25F-3
Boeing Aerospace & Electronics Technology Matrix ConsortiumCorinth, TX Traverse City, MIMay 1990 August 1990
Textron Lycoming Norden Systems, Inc.Stratford, CT Norwalk, CTNovember 1990 May 1991
Naval Avionics Center United Electric ControlsIndianapolis, IN Watertown, MAJune 1991 June 1991
Kurt Manufacturing Co. MagneTek Defense SystemsMinneapolis, MN Anaheim, CAJuly 1991 August 1991
Raytheon Missile Systems Division AT&T Federal Systems AdvancedAndover, MA Technologies and AT&T Bell LaboratoriesAugust 1991 Greensboro, NC and Whippany, NJ
September 1991
Tandem Computers Charleston Naval ShipyardCupertino, CA Charleston, SCJanuary 1992 April 1992
Conax Florida Corporation Texas InstrumentsSt. Petersburg, FL Semiconductor GroupMay 1992 Military Products
Midland, TXJune 1992
Hewlett-Packard Watervliet U.S. Army ArsenalPalo Alto Fabrication Center Watervliet, NYPalo Alto, CA July 1992June 1992
Digital Equipment Company Naval Aviation DepotEnclosures Business Naval Air StationWestfield, MA and Pensacola, FLMaynard, MA November 1992August 1992
NASA Marshall Space Flight Center Naval Aviation DepotHuntsville, AL Naval Air StationJanuary 1993 Jacksonville, FL
March 1993
Department of Energy- McDonnell Douglas AerospaceOak Ridge Facilities Huntington Beach, CAOperated by Martin Marietta Energy Systems, Inc. April 1993Oak Ridge, TNMarch 1993
26F-4
Crane Division Philadelphia Naval ShipyardNaval Surface Warfare Center Philadelphia, PACrane, IN and Louisville, KY June 1993May 1993
R. J. Reynolds Tobacco Company Crystal Gateway Marriott HotelWinston-Salem, NC Arlington, VAJuly 1993 August 1993
Hamilton Standard Alpha Industries, IncElectronic Manufacturing Facility Methuen, MAFarmington, CT November 1993October 1993
Harris Semiconductor United Defense, L.P.Melbourne, FL Ground Systems DivisionJanuary 1994 San Jose, CA
March 1994
Naval Undersea Warfare Center Mason & HangerDivision Keyport Silas Mason Co., Inc.Keyport, WA Middletown, IAMay 1994 July 1994
Kaiser Electronics U.S. ArmySan Jose, CA Combat Systems Test ActivityJuly 1994 Aberdeen, MD
August 1994
Stafford County Public Schools Sandia National LaboratoriesStafford County, VA Albuquerque, NMJuly 1994 January 1995
Lockheed Martin McDonnell DouglasElectronics & Missiles Aerospace (St. Louis)Orlando, FL St. Louis, MOApril 1995 May 1995
Dayton Parts, Inc. Wainwright IndustriesHarrisburg, PA St. Peters, MOJune 1995 June 1995