bestseller Сварочные материалы БЁЛЕР · s275jr, s235j0g3-s355j0g3, p235gh,...
TRANSCRIPT

BestsellerСварочные материалы БЁЛЕР
BÖHLER
22
Типы сварочных материалов 3
Материалы для углеродистых сталей
Покрытые электроды 4,5Проволоки сплошного сечения 5,6Проволоки для сварки под флюсом/флюсы 6Порошковые проволоки 7Прутки для газовой сварки 7
Электроды для трубопроводного строительства 8, 9
Электроды для резки и строжки 9
Материалы для низколегированных сталей
Высокопрочные и хладостойкие сталиПокрытые электроды 10Проволоки сплошного сечения 10,11Проволоки для сварки под флюсом/флюсы 11
Жаростойкие и жаропрочные сталиПокрытые электроды 12Проволоки сплошного сечения 13Проволоки для сварки под флюсом/флюсы 14Порошковая проволока, тип E 308H 14Прутки для газовой сварки 15
Материалы для нержавеющих и высоколегированных сталей
Покрытые электроды 16–18Проволоки сплошного сечения 18–20Проволоки для сварки под флюсом/флюсы 20, 21Порошковые проволоки 22, 23
Материалы для сварки разнородныхсталей и ремонтных работ
Покрытые электроды 24Проволоки сплошного сечения 25Порошковые проволоки 25
Материалы для жаропрочных сталей
Покрытые электроды 26Проволоки сплошного сечения 26
Материалы для сварки сплавов на никелевой основе
Покрытые электроды 27Проволоки сплошного сечения 27Порошковые проволоки 28
Дополнительная информация
Форма поставка 30Диаграмма расчета веса наплавленного металла 31Таблица подбора материалов 32, 33О компании 34
СОДЕРЖАНИЕ Условные обозначения
W.-Nr. Werkstoffnummer (марка стали по EN/DIN)
Пространственные положения сварки по AWS и ENPA / 1G, 1F нижнееPB / 2F горизонтальноеPC / 2G горизонтальное вертикальноеPD / 4F горизонтальное потолочноеPE / 4G потолочноеPF / 3G, 3F, 5G up снизу вверхPG / 3G, 3F, 5G down сверху вниз
= ограниченая свариваемость в этом положении= наилучшее положение для сварки
Тип тока= переменный ток= постоянный ток (плюс на электроде)= постоянный ток (минус на электроде)= постоянный ток (на электроде минус или плюс)= постоянный (плюс на электроде) или переменный ток = постоянный (минус на электроде) или переменный ток= постоянный ток (на электроде минус или плюс) или переменный ток
Механические свойства наплавленного металлаRe = предел текучести, Н/мм2 = Rp 0,2Rm = предел прочности, Н/мм2
A5 = относительное удлинение в %Av = ударная вязкость, Дж
Термообработкаu = после сварки / без термообработкиs = отжигn = нормализацияv = закалка и отпускa = отпуск
Одобрения классификационных обществABS = American Bureau of ShippingBN = Baseler NormBV = Bureau VeritasCL = Vereniging voor Controlle op Lasgebied ControlasCWB = Canadian Welding BureauDB = German RailwaysDNV = Det Norske VeritasFI = Force Institute (Dansk Standard)GdF = Gaz de FranceGL = Germanischer LloydINSPECTA = Technical Supervisory Association, FinlandITI = Institut Technické Inspekce, Czech RepublicKTA 1408.1 = TÜV-approval acc. to KTA-Regelwerk 1408.1, GermanyLR = Lloyd’s Register of ShippingLTSS = Lithuanian Technical Supervision ServiceÖBB = Austrian RailwaysPRS = Polish Register of ShippingRINA = Registro Italiano NavaleRMR = Морской Регистр, РоссияSEPROS = СЕПРОЗ, Украина Statoil = Statoil, NorwayTÜV-D = Technical Supervisory Association, GermanyTÜV-A = Technical Supervisory Association,AustriaUDT = Technical Supervisory Association, PolandÜ = Übereinstimmungszertifikat acc. to Bauregelliste A,Teil 1, GermanyVNIIGAZ = ВНИИГАЗ, РоссияVNIIST = ВНИИСТ, РоссияVUZ = Vyskumny Ústav Zváracsky, SlovakiaWIWEB = Bundesamt für Wehrtechnik und Beschaffung, Germany
Общие замечанияЭта брошюра содержит описания только наиболее популярных марок сварочных материалов выпускаемых компанией БЁЛЕР. За информацию по материалам специального и не-стандартного применения обращаетесь к нашим представителям. Для потребителя в бро-шюре представлены технические данные и сведения об областях применений материалов.Все данные относятся к свойствам наплавленного металла согласно соответствующим стандартам. Свойства конкретного сварного соединения определяются так же свойствами металла основы, пространственными положениями сварки и другими параметрами сварки.Гарантия применимости материалов требует в каждом случае письменной документации.Публикуемая информация может быть изменена без предварительного уведомления.
~
4G, 4F
PD, PE
PA, PB, PC
1G, 1F, 2G, 2F
PF3G3F5G
3Gdown3Fdown
PG
Bestseller

3BÖHLER Bestseller
Типы
сва
рочн
ых
мат
ериа
лов
Типы сварочных материалов
МЕТАЛЛ ОСНОВЫ
Стандарт / Классификация
Metals-No. ASTMEN AISI
Покрытыеэлектроды
Проволоки
сплошного сечениядля MIG / MAG / TIG
Проволоки для сваркипод флюсом / флюсы
Пруток для газовой сварки
Порошковые и металлопорошковыепроволоки
Углеродистые и трубныестали типа
S235J2G3, S355J2G3, GE 260P255G1TH, P285NHS255NL-P355NL1ASTM: A 381, GR Y 50 / 52,A 573 Gr. 70, A 285 Gr. C, A 106 Gr. BAPI X52, X60, X70
FOX BVD 85FOX CELFOX CEL 75FOX CEL 85FOX CEL 90FOX ETIFOX EV 47FOX EV 50FOX EV 50-AFOX EV 50-WFOX EV PIPEFOX EV 60 PIPEFOX EV 70 PIPEFOX HL 180 TiFOX KEFOX MSUFOX OHVFOX SPEFOX SPEMFOX SUSСтраница 4, 5, 8, 9
EMK 6EMK 8EML 5
Страница 5,6
EMS 2BB 24BF 16
Страница 6
BW Xll
Страница 7
HL 51-FDHL 53-FDTi 52-FD
Страница 7
Низколегированные и высоко-прочные,стали типа: S355J2G3, S380NL1-S460NL2Улучшенные стали с пределомпрочности до 720 Н/мм2
.ASTM: A 656 Gr. 1,A 572 Gr. 55
FOX EV 60FOX EV 63FOX EV 60 PIPEFOX EV 70 PIPEFOX EV 85Страница 10
NiCu 1-IGNiMo 1-lGNiCrMo 2,5-lGX 70-lGX 90-IGСтраница 10, 11
3NiMo 1-UP3NiCrMo 2,5-UPBB24
Страница 11
Жаростойкие и жаропрочныестали типа: 16Mo3, 13CrMo 4-5, 10CrMo 9-10, X20CrMoV 12-1,X10CrMoVNb 9-1,ASTM: A 204 Gr.A, B a. C,A387.Gr. 11 a. 12,A 335 Gr. P 1, P 11, P 12, P 22, P 91
FOX DMO TiFOX DMO KbFOX DCMS TiFOX DCMS KBFOX CM 2 KbFOX C 9 MVFOX 20 MVWFOX CN 18/11Страница 12
DM0-IGDCMS-IGCM 2-lGCM 5-IGC 9 MV-IG20 MVW-IGCN 18/11-IG
Страница 13
EMS 2 MoEMS 2 CrMoCM 2-UPBB 24C 9 MV-UP/BB910
Страница 14
DMODCMS
Страница 15
E 308H PW-FD
Страница 14
Хладостойкие стали типа:12Ni14ASTM: A 333 Gr. 1 a. Gr. 3,A 442 Gr. 55 a. Gr. 60
FOX 2,5 Ni
Страница 10
2,5 Ni-lG
Страница 11
Нержавеющие стали:1.4313
ACI Gr. CA6NM
FOX CN 13/4
Страница 16
CN 13/4-lG
Страница 18
CN 13/4-UPBB 203Страница 18
CN 13/4-MC
Страница 22
Коррозиестойкие стали типа:1.4301, 1.4306, 1.4541, 1.4550,1.4571, 1.4580AISI 304 LAISI 347AISI 316 LAISI 316 CbAISI 316 Ti
FOX EAS 2FOX EAS 2-AFOX EAS 2-VDFOX EAS 4 MFOX EAS 4 M-AFOX EAS 4 M-VDFOX SAS 2FOX SAS 2-AFOX SAS 4FOX SAS 4-AСтраница 16, 17
EAS 2-lGEAS 2-lG (Si)EAS 4 M-IGEAS 4 M-IG (Si)SAS 2-lGSAS 2-lG (Si)SAS 4-lGSAS 4-lG (Si)
Страница 18, 19
EAS 2-UPEAS 4 M-UPSAS 2-UPSAS 4-UPBB 202
Страница 20, 21
EAS 2-FDEAS 2 PW-FDEAS 4 M-FDEAS 4 PW-FDSAS 2-FDSAS 2 PW-FDSAS 4-FDSAS 4 PW-FD
Страница 22, 23
Высококоррозиестойкие стали
типа:1.4438, 1.4539, 1.4462UNS S 31803, AISI 317 L, UNS N 08904
FOX ASN 5FOX ASN 5-AFOX CN 20/25 MFOX CN 20/25 M-AFOX CN 22/9 NFOX CN 22/9 NBСтраница 17, 18
ASN 5-lGASN 5-lG (Si)CN 20/25 M-IGCN 20/25 M-IG (Si)CN 22/9 N-IG
Страница 19, 20
ASN 5-UPBB 203CN 22/9 N-UPBB 202
Страница 21
E 317 L-FDE 317 L PW-FDCN 22/9 N-FDCN 22/9 PW-FD
Страница 23
Никелевые сплавы типа:
NiCr 15 Fe, Incoloy 800, NiCr21 Mo,NiCr22Mo9Nb, 1.4529UNS N06625, Inconel 600
FOX NIBAS 70/15FOX NiCr 70/15FOX NIBAS 70/20FOX NiCr 70 NbFOX NIBAS 625 FOX NiCr 625Страница 27
NIBAS 70/20-lGNiCr 70 Nb-lGNIBAS 625-lGNiCr 625-lG
Страница 28
NIBAS 70/20-FD
Страница 28
Жаростойкие стали типа:
1.4762, 1.4828, 1.4841AISI 314, AISI 310, AISI 305
FOX FAFOX FFBFOX FFB-AСтраница 26
FA-IGFFB-IG
Страница 26
Материалы для специальных примененийСварка разнородных сталейПлакировкаСварка брони
FOX A 7FOX A 7-AFOX CN 19/9 MFOX CN 23/12-AFOX CN 23/12 Mo-AFOX CN 29/9FOX CN 29/9-AFOX RDA
Страница 24
A 7-lGA 7 CN-IGCN 19/9 M-IGCN 23/12-lG
Страница 25
A 7-FDA 7 PW-FDCN 23/12-FDCN 23/12 PW-FDCN 23/12 Mo-FDCN 23/12 Mo PW-FD
Страница 25
Резка и строжка FOX NUTСтраница 9

Материалы для углеродистых сталей
FOX ETI
E 420 RR 12E 6013
C 0.07Si 0.4Mn 0.5
Re 460 Н/мм2
Rm 520 Н/мм2
A5 26%Av 65 Дж
50 Дж ± 0°C
TÜV-DTÜV-A,FI, LR,
ABS, BV,DNV, GL,
UDT, LTSS,SEPROS
1.52
2.53.245
Электрод с толстой рутиловой обмазкой,высокое качество сварки во всех простра-нственных положениях кроме "сверхувниз". Гладкая поверхность шва, легкое отделение шлака. Годится для работы с маломощными трансформаторами, переменный / постоянный ток.
ПО
КР
ЫТ
ЫЕ
ЭЛ
ЕК
ТР
ОД
Ы
Марка стали постандарту / классификации
ENASTM
Марка BÖHLER
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
Парметры сварки,типо-размеры
Пол
ожен
иясв
арки
Тип
тока
ø ,м
м
ток,
A
S275JR, S235J0G3-S355J0G3,P235GH, P265GH, P255NH,P355T1, P235T2-P355T2,P235G1TH, P255G1TH, L210,L360NB, L290MB,S235JRS1-S235J0S1, S235JRS2-S235J0S2ASTM типа:A 106 Gr. A a. B, A 936 Gr. 50A 283 Gr. D, A 607 Gr. 45A 285 Gr. A, B a. C
40 - 6045 - 8060 - 11090 - 140
110 - 190170 - 240
FOX KEE 38 0 RC 11E 6013
C 0.06Si 0.3Mn 0.5
Re 430 Н/мм2
Rm 490 Н/мм2
A5 26%Av 75 Дж
50 Дж-10 °C
LR, UDT,SEPROS
22.53.24
Электрод с толстой рутиловой обмазкойдля работы во всех пространст-венных положениях включая "свер-ху вниз". Сварка опиранием. Легкозажигаемая и возобновляемая дуга,глубокое проплавление, плоский шов.Популярен для монтажных работ.
S275JR, S235J0G3-S355J0G3, P235GH, P265GH, P255NH,P355T1, P235T2-P355T2,P235G1TH, L210-L360NB,S235JRS1-S235J0S1, S235JRS2-S235J0S2ASTM A 106 Gr. A a. B, A 936 Gr. 50A 283 Gr. D, A 607 Gr. 45A 285 Gr. A, B a. C
45 - 8060 - 10090 - 130
110 - 170
FOX MSU
E 38 0 RC 11E 6013
C 0.05Si 0.3Mn 0.4
Re 430 Н/мм2
Rm 490 Н/мм2
A5 26%Av 75 Дж
58 Дж -10 °C
TÜV-D, Ü,DB, ÖBB,BV, DNV,GL, LR,
ABS, CL,RMR,
SEPROS
2.53.24
Рутиловое покрытие. Сварка во всехпространственных положениях нетребует подстройки тока. Стабиль-ная дуга, вязкая ванна позволяет перекрывать широкие зазоры, рекомендуется для судостроения.
S275JR, S235J0G3-S355J0G3,P235GH, P265GH, P255NH,P235T1, P355T1, P235T2-P355T2,P235G1TH, P255G1TH, L210-L360NB, L290MB, S235JRS1-S235J0S1, S235JRS2-S235J0S2ASTM типа:A 106 Gr. A a. B, A 936 Gr. 50A 283 Gr. D, A 607 Gr. 45A 285 Gr. A, B a. C
70 - 10090 - 130
140 - 180
FOX OHV
E 38 0 RC 11E 6013
C 0.06Si 0.4Mn 0.6
Re 460 Н/мм2
Rm 520 Н/мм2
A5 25%Av 75 Дж
47 Дж-10 °C
TÜV-D, Ü,TÜV-A, FI,ÖBB, DB,DNV, LR,UDT, ABS,
LTSS, SEPROS
22.53.245
Рутиловое покрытие. Самый популярныйэлектрод типа E 6013. Сварка во всехпространственных положениях,переменный / постоянный ток. Работа на маломощных источниках.Гибкое, влагостойкое покрытие.Для сборочных работ, может быть ис-пользован для сварки оцинкованных деталей.
S275JR, S235J0G3-S355J0G3,P235GH, P265GH, P255NH,P235T1, P355T1, P235T2-P355T2,P235G1TH, P255G1TH, L210-L360NB, L290MB, S235JRS1-S235J0S1, S235JRS2-S235J0S2ASTM типа:A 106 Gr. A a. B, A 570 Gr. 45A 283 Gr. D, A 607 Gr. 45A 285 Gr. A, B a. C
45 - 8060 - 10090 - 130
110 - 170170 - 240
FOX SPE
E 38 2 RB 12E 6013 (mod.)
C 0.08Si 0.2Mn 0.5
Re 420 Н/мм2
Rm 500 Н/мм2
A5 28%Av 90 Дж
60 Дж-20 °C
TÜV-D, Ü,TÜV-A,
ÖBB, DB,UDT, LTSS,
SEPROS
22.53.245
Толстое рутиловое покрытие, отличныесвойства при сварке во всех положенияхкроме "сверху вниз".Отсутствие пор, применяется длясварки корневых и заполняющихслоев трубопроводных стыков.Высокая ударная вязкость притемпературах до - 20 °C.
S275JR, S235J2G3-S355J2G3,S235JRS2-S235J2S2, P235GH, P265GH, P255NH, P355T1, P235T2-P355T2, P235G1TH, P255G1TH, L210-L360NB,L290MB-L360MB, S235JRS1-S235J1S
ASTM типа:A 106 Gr. A a. B, A 570 Gr. 45A 283 Gr. D, A 607 Gr. 45A 285 Gr. A, B a. C
45 - 7560 - 10090 - 140
110 - 190170 - 250
FOX SPEM
E 38 2 RB 12E 6013 (mod.)
C 0.08Si 0.2Mn 0.6
Re 450 Н/мм2
Rm 540 Н/мм2
A5 27%Av 70 Дж
≥ 47 Дж -20°C
TÜV-D, TÜV-A, ÖBB,DB, Ü,
SEPROS
2.53.245
Толстое рутиловое покрытие, отличныесвойства при сварке во всех положенияхкроме "сверху вниз".Отсутствие пор, применяется длясварки корневых и заполняющихслоев трубопроводных стыков.Высокая ударная вязкость притемпературах до - 20 °C. Превосходит электрод FOX SPE попрочностным свойствам за счет повышенного содержания Mn.
S275JR, S235J2G3-S355J2G3,P235GH, P265GH, P255NH,P295GH, P355T1, P235T2-P355T2, P235G1TH, P255G1TH,L210-L360NB, L210MB-L360MB,S235JRS-S235J2S1, S235JRS2-S235J2S2, S255N-S355NASTM типа:A 106 Gr. A a. B, A 570 Gr. 45A 283 Gr. D, A 607 Gr. 45A 285 Gr. A, B a. C
70 - 90110 - 140140 - 190200 - 250
FOX SUS
E 42 0 RR 12E 6013
C 0.07Si 0.5Mn 0.6
Re 450 Н/мм2
Rm 510 Н/мм2
A5 27%Av 75 Дж
45 Дж -10 °C
TÜV-D, Ü,DB, GL, ÖBB,
BV, DNV,LR, ABS,
CL, SEPROS
22.53.245
Толстое рутиловое покрытие.Высокая технологичность во всех положениях корме "сверху вниз".Мягкая дуга, отличная форма шва легко зажигаемая и возобновляемая дуга. Легкое отделение шлака.
S275JR, S235J0G3-S355J0G3,P235GH, P265GH, P255NH, P295GH, P235T1, P355T1, P235T2-P355T2, P235G1TH, P255G1TH, L210-L360NB,L290MB, S235JRS1-S235J0S1, S235JRS2-S235J0S2
ASTM типа:A 106 Gr. A a. B, A 936 Gr. 50A 283 Gr. D, A 607 Gr. 45A 285 Gr. A, B a. C
60 - 8080 - 100
120 - 150160 - 200220 - 250
4
ПО
КР
ЫТ
ЫЕ
ЭЛ
ЕК
ТР
ОД
Ы
ПР
ОВ
ОЛ
ОК
И С
ПЛ
ОШ
НО
ГОС
ЕЧ
ЕН
ИЯ
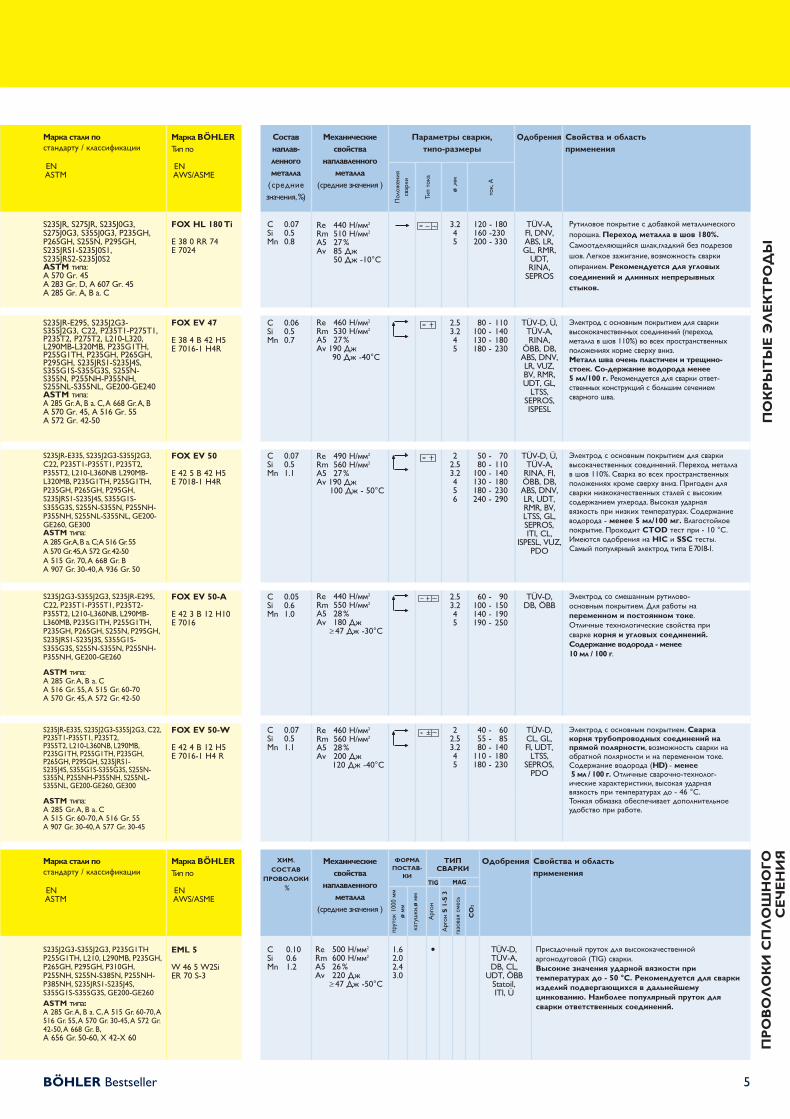
FOX HL 180 Ti
E 38 0 RR 74E 7024
C 0.07Si 0.5Mn 0.8
Re 440 Н/мм2
Rm 510 Н/мм2
A5 27%Av 85 Дж
50 Дж -10°C
TÜV-A,FI, DNV,ABS, LR, GL, RMR,
UDT, RINA,
SEPROS
3.245
Рутиловое покрытие с добавкой металлическогопорошка. Переход металла в шов 180%. Самоотделяющийся шлак,гладкий без подрезовшов. Легкое зажигание, возможность сварки опиранием. Рекомендуется для угловых соединений и длинных непрерывных стыков.
Марка стали постандарту / классификации
ENASTM
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
Параметры сварки,типо-размеры
Пол
ожен
иясв
арки
Тип
тока
ø,м
м
ток,
A
S235JR, S275JR, S235J0G3,S275J0G3, S355J0G3, P235GH,P265GH, S255N, P295GH,S235JRS1-S235J0S1,S235JRS2-S235J0S2ASTM типа:A 570 Gr. 45A 283 Gr. D, A 607 Gr. 45A 285 Gr. A, B a. C
120 - 180160 -230200 - 330
FOX EV 47
E 38 4 B 42 H5E 7016-1 H4R
C 0.06Si 0.5Mn 0.7
Re 460 Н/мм2
Rm 530 Н/мм2
A5 27%Av 190 Дж
90 Дж -40°C
TÜV-D, Ü,TÜV-A,RINA,
ÖBB, DB,ABS, DNV,LR, VUZ, BV, RMR,UDT, GL,
LTSS,SEPROS,ISPESL
2.53.245
Электрод с основным покрытием для сварки высококачественных соединений (переход металла в шов 110%) во всех пространственныхположениях корме сверху вниз.Металл шва очень пластичен и трещино-стоек. Со-держание водорода менее 5 мл/100 г. Рекомендуется для сварки ответ-ственных конструкций с большим сечением сварного шва.
S235JR-E295, S235J2G3-S355J2G3, C22, P235T1-P275T1,P235T2, P275T2, L210-L320,L290MB-L320MB, P235G1TH,P255G1TH, P235GH, P265GH,P295GH, S235JRS1-S235J4S,S355G1S-S355G3S, S255N-S355N, P255NH-P355NH,S255NL-S355NL, GE200-GE240ASTM типа:A 285 Gr.A, B a. C,A 668 Gr.A, BA 570 Gr. 45, A 516 Gr. 55 A 572 Gr. 42-50
80 - 110100 - 140130 - 180180 - 230
FOX EV 50
E 42 5 B 42 H5E 7018-1 H4R
C 0.07Si 0.5Mn 1.1
Re 490 Н/мм2
Rm 560 Н/мм2
A5 27%Av 190 Дж
100 Дж - 50°C
TÜV-D, Ü,TÜV-A,
RINA, FI,ÖBB, DB,ABS, DNV,LR, UDT, RMR, BV,LTSS, GL,SEPROS, ITI, CL,
ISPESL, VUZ,PDO
22.53.2456
Электрод с основным покрытием для сваркивысокачественных соединений. Переход металлав шов 110%. Сварка во всех пространственныхположениях кроме сверху вниз. Пригоден длясварки низкокачественных сталей с высоким содержанием углерода. Высокая ударная вязкость при низких температурах. Содержаниеводорода - менее 5 мл/100 мг. Влагостойкоепокрытие. Проходит CTOD тест при - 10 °C.Имеются одобрения на HIC и SSC тесты.Самый популярный электрод типа E 7018-1.
S235JR-E335, S235J2G3-S355J2G3,C22, P235T1-P355T1, P235T2,P355T2, L210-L360NB L290MB-L320MB, P235G1TH, P255G1TH,P235GH, P265GH, P295GH,S235JRS1-S235J4S, S355G1S-S355G3S, S255N-S355N, P255NH-P355NH, S255NL-S355NL, GE200-GE260, GE300ASTM типа:A 285 Gr.A,B a.C;A 516 Gr.55A 570 Gr.45,A 572 Gr.42-50A 515 Gr. 70,A 668 Gr. BA 907 Gr. 30-40,A 936 Gr. 50
50 - 7080 - 110
100 - 140130 - 180180 - 230240 - 290
FOX EV 50-A
E 42 3 B 12 H10 E 7016
C 0.05Si 0.6Mn 1.0
Re 440 Н/мм2
Rm 550 Н/мм2
A5 28%Av 180 Дж
≥ 47 Дж -30°C
TÜV-D,DB, ÖBB
2.53.245
Электрод со смешанным рутилово-основным покрытием. Для работы на переменном и постоянном токе.Отличные технологические свойства присварке корня и угловых соединений. Содержание водорода - менее 10 мл / 100 г.
S235J2G3-S355J2G3, S235JR-E295,C22, P235T1-P355T1, P235T2-P355T2, L210-L360NB, L290MB-L360MB, P235G1TH, P255G1TH,P235GH, P265GH, S255N, P295GH,S235JRS1-S235J3S, S355G1S-S355G3S, S255N-S355N, P255NH-P355NH, GE200-GE260
ASTM типа:A 285 Gr.A, B a. CA 516 Gr. 55,A 515 Gr. 60-70A 570 Gr. 45,A 572 Gr. 42-50
60 - 90100 - 150140 - 190190 - 250
FOX EV 50-W
E 42 4 B 12 H5E 7016-1 H4 R
C 0.07Si 0.5Mn 1.1
Re 460 Н/мм2
Rm 560 Н/мм2
A5 28%Av 200 Дж
120 Дж -40°C
TÜV-D,CL, GL, FI, UDT,
LTSS,SEPROS,
PDO
22.53.245
Электрод с основным покрытием. Сваркакорня трубопроводных соединений напрямой полярности, возможность сварки наобратной полярности и на переменном токе.Содержание водорода (HD) - менее 5 мл / 100 г. Отличные сварочно-технолог-ические характеристики, высокая ударная вязкость при температурах до - 46 °C.Тонкая обмазка обеспечивает дополнительноеудобство при работе.
40 - 6055 - 8580 - 140
110 - 180180 - 230
EML 5
W 46 5 W2SiER 70 S-3
S235J2G3-S355J2G3, P235G1THP255G1TH, L210, L290MB, P235GH,P265GH, P295GH, P310GH,P255NH, S255N-S385N, P255NH-P385NH, S235JRS1-S235J4S,S355G1S-S355G3S, GE200-GE260ASTM типа:A 285 Gr.A, B a. C,A 515 Gr. 60-70,A516 Gr. 55,A 570 Gr. 30-45,A 572 Gr.42-50,A 668 Gr. B,A 656 Gr. 50-60, X 42-X 60
Марка стали постандарту / классификации
ENASTM
Марка BÖHLER Тип по
ENAWS/ASME
ХИМ.
СОСТАВ
ПРОВОЛОКИ
%
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
ФОРМАПОСТАВ-
КИ
прут
ок 1
000
мм
ø м
м
ТИП СВАРКИ
кату
шки
,ø м
м
TIG
Арг
он
Арг
онS
1-S
3
газо
вая
смес
ь
CO
2
MAG
Присадочный пруток для высококачественной аргонодуговой (TIG) сварки.Высокие значения ударной вязкости при температурах до - 50 °C. Рекомендуется для сваркиизделий подвергающихся в дальнейшему цинкованию. Наиболее популярный пруток для сварки ответственных соединений.
C 0.10Si 0.6Mn 1.2
1.62.02.43.0
TÜV-D, TÜV-A,DB, CL,
UDT, ÖBBStatoil, ITI, Ü
•Re 500 Н/мм2
Rm 600 Н/мм2
A5 26%Av 220 Дж
≥ 47 Дж -50°C
5BÖHLER Bestseller
S235JR-E335, S235J2G3-S355J2G3, C22,P235T1-P355T1, P235T2,P355T2, L210-L360NB, L290MB,P235G1TH, P255G1TH, P235GH,P265GH, P295GH, S235JRS1-S235J4S, S355G1S-S355G3S, S255N-S355N, P255NH-P355NH, S255NL-S355NL, GE200-GE260, GE300
ASTM типа:A 285 Gr.A, B a. CA 515 Gr. 60-70,A 516 Gr. 55A 907 Gr. 30-40,A 577 Gr. 30-45

Материалы для углеродистых сталей
EMK 6
W 42 5 W3Si 1ER 70 S-6WSG 2
G 38 4 M (C) G3 Si 1ER 70 S-6
C 0.1Si 0.9Mn 1.4
Re 430 Н/мм2
Rm 540 Н/мм2
A5 27%Av 160 Дж
70 Дж - 40°C≥ 47 Дж - 50°C
Re 440 Н/мм2
Rm 530 Н/мм2
A5 30%Av 160 Дж
80 Дж - 40°C
Re 440 Н/мм2
Rm 540 Н/мм2
A5 29%Av 120 Дж
50 Дж - 40°C
TÜV-D,TÜV-A,UDT, LTSS,
SEPROS
TÜV-D, Ü,TÜV-A,
DB, ÖBB,CWB, GL, ABS, LR, FI, DNV,
UDT, LTSS,SEPROS
Омедненная проволока сплошного сечения для полуавтоматической (MAG) и аргонодуговойсварки. Отличные смачивающие и подающие характеристики.Для роботизированных комплексов и T.I.M.E.процесса мы рекомендуем исполнение - EMK 6 TOP: неомедненная проволока предназначена для высококачественной сварки при скоростях подачи проволоки до 30 м/мин. Проволока обладает гладкой поли-рованной поверхностью, отсутствие меди обеспечивает равномерность подачи прово-локи на высоких скоростях и длительную сохранность подающих каналов, надежность работы роботизированных систем.
0.81.01.21.6
1.62.02.4
S235J2G3-S355J2G3, E360,P235T1-P355T1, P235G1TH,P255G1TH, P235GH, P265GH,P295GH, P310GH, P255NH,S235JRS1-S235J4S, S355G1S-S355G3S, S255N-S460N,P255NH-P460NH, GE200-GE260ASTM типа:A 285 Gr.A, B a. CA 515 Gr. 60-70,A 516 Gr. 55A 570 Gr. 30-45,A 572 Gr. 42-50A 668 Gr.A, BA 656 Gr. 50-60, X 42-X 60
EMK 8
G 46 4 M (C) G4Si1ER 70 S-6
C 0.07Si 1.0Mn 1.7
Re 470 Н/мм2
Rm 600 Н/мм2
A5 26%Av 120 Дж
50 Дж - 40°C
Re 470 Н/мм2
Rm 580 Н/мм2
A5 29%Av 110 Дж
50 Дж - 40°C
TÜV-D, Ü,DNV, GL,LR, DB,
ÖBB, UDT,SEPROS,
ABS
Проволока сплошного сечения для полуавто-матической сварки. Обладает такими жесварочною технологическими и подающимисвойствами как EMK 6, при этомобеспечивает более высокие механическиесвойства.Выпускается в исполнениях TOP и T.I.M.E.
0.81.01.2
S235JR-S335JR, S235J2G3-S335J2G3, P235T1-P335T1, P235T2-P355T2, P235GH, P265GH, S255N, P295GH, P310GH, S235JRS1-S235J4S,S255N-S380N
ASTM типа:A 285 Gr. A, B a. CA 515 Gr. 60-70, A 516 Gr. 55A 570 Gr. 30-45,A 572 Gr. 42-50A 668 Gr. A, BA 656 Gr. 50-60, X 42-X 56
S235JR-S335JR, S235J0G3-S335J0G3, P235T1-P335T1,P235T2- P355T2, P235GH,P265GH, S255N, P295GH,P310GH, S235JRS1-S235J0S,S255N-S380N
ASTM типа:A 36 Gr. всеA 106 Gr. A, B, A 214 A 242 Gr. 1-5, A 266 Gr. 1, 2, 4; A283 Gr. A, B, C, D A 285 Gr. A, B, CA 299 Gr. A, B, A 328, A 366 A 515, Gr. 60, 65, 70 A 516 Gr. 55, A 556 Gr. B2A A 570 Gr. 30, 33, 36, 40, 45 A 572 Gr. 42, 50, A 606 Gr.всеA 607 Gr. 45, A 656 Gr. 50, 60 A 668 Gr. A, B, A 907 Gr. 30, 33, 36, 40A 841, A 851 Gr. 1, 2A 935 Gr. 45, A 936 Gr. 50API 5L X42 - X52
Проволока:
EMS 2
Флюс:BB 24
S 2EM 12 K
SA FB 1 65 DC H5S 38 6 FB S 2F7A8-EM 12 KF48A6-EM 12 K
C 0.07Si 0.25Mn 1.05
Re 440 Н/мм2
Rm 520 Н/мм2
A5 33%Av 185 Дж
140 Дж -60°C
TÜV-D, ITI, UDT
Проволока:
KTA 1408.1,TÜV-D,
TÜV-A, Ü,ÖBB, DB, SEPROS
Проволока для сварки под флюсом.Флюс BB 24 агломерированный, фторидо-основной. Сочетание проволока/флюс обладаетнейтральным металлургическим пове-дением и обеспечивает отличныемеханические свойства соединения с высо-кими значениями ударной вязкости принизких температурах. Хорошее смачива-ние, гладкий шов, легкое шлакоотделе-ние, низкое содержание водорода (менее 5 мл/100 г). Плотность ~ 1,0 кг/дм3
Основность 2,6
BF 16 плавленый кислый флюс с добавками Si и Mn, возможность работы на высокихтоках. Ток: переменный /постоянный.Плотность ~ 1,5 кг/дм3
Основность 0,7.
В комбинации с проволокой EMS 2 флюс имеетуниверсальное применение при работе с углеродистыми сталями, особенно для деталей с толщинами стенок менее 20 мм.BF 16 стоек к влаге и обладет высокой гомогенностью.
2.02.53.0
Проволока:
EMS 2
Флюс:BF 16
S 2EM 12 K
SF MS 1 78 ACMS 38 0 MS S 2F6A0-EM 12 KF43A2-EM12 K
C 0.04Si 0.5Mn 1.3
Re 400 Н/мм2
Rm 500 Н/мм2
A5 29%Av 90 Дж
60 Дж ± 0 °C
2.02.53.03.24.0
TÜV-A,UDT
Проволока:
KTA 1408.1,TÜV-D,
TÜV-A, Ü,ÖBB, DB, SEPROS
ПР
ОВ
ОЛ
ОК
И С
ПЛ
ОШ
НО
ГО
СЕ
ЧЕ
НИ
ЯП
РО
ВО
ЛО
КИ
ДЛ
Я С
ВА
РК
И П
ОД
ФЛ
ЮС
ОМ
/ Ф
ЛЮ
СЫ
Марка стали постандарту / классификации
ENASTM
Марка BÖHLER Тип по
ENAWS/ASME
ХИМ.
СОСТАВ
ПРОВОЛОКИ
%
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
ФОРМАПОСТАВ-
КИ
прут
ок 1
000
мм
ø м
м
ТИП СВАРКИ
кату
шки
,ø м
м
TIG
Арг
он
Арг
онS
1-S
3
газо
вая
смес
ь
CO
2
S235J2G3-S355J2G3, E360,P235T1-P355T1, P235G1TH,P255G1TH, P235GH, P265GH,P295GH, P310GH, P255NH,S235JRS1-S235J4S, S355G1S-S355G3S, S255N-S385N,P255NH-P420NH, GE200-GE260ASTM типа:A 285 Gr.A, B a. CA 515 Gr. 60-70,A 516 Gr. 55A 570 Gr. 30-45,A 572 Gr. 42-50A 668 Gr.A, BA 656 Gr. 50-60, X 42-X 56
MAG
Марка стали постандарту / классификации
ENASTM
Марка BÖHLER Тип по
ENAWS/ASME
ХИМ.
СОСТАВ
ПРОВОЛОКИ
%
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
ФОРМАПОСТАВ-
КИ
см.с
тр.3
0ø
мм
6
•
•
•
•
•

HL 51-FD
T 46 4 MM 2 H5E 70 C-6M H4
C 0.07Si 0.7Mn 1.5
Re 490 Н/мм2
Rm 610 Н/мм2
A5 27%Av 130 Дж
90 Дж -40°C
TÜV-D, Ü,GL, DNV,DB, LR, ÖBB,
SEPROS, ABS
1.21.6
Металлопорошковая высокопроизводительная проволока для автоматической и полуавтомати- сварки углеродистых и мелкозернистых сталей.Производительность наплавки до 9 кг/час. Стабильная дуга в режиме струйного переноса обеспечивает минимум разбрызгивания.Малое образование оксидов на поверхности шва позволяет использовать проволоку для многопроходной сварки без промежуточной зачистки. Содержание водорода меньше 5 мл/100г. Особо рекомендуется для угловых соединений. Обеспечивает общую производительность на20% выше по сравнению с проволокой сплошного сечения.
Марка стали постандарту / классификации
ENASTM
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
Парметры сварки,типо-размеры
Пол
ожен
иясв
арки
Тип
тока
ø,м
м
защ
итны
йга
з
S235J2G3-S355J2G3, GE200, GE240,GE260, S235JRS1-S235J4S,AH, DH,EH, S255N-S380N, P235GH,P265GH, S255N, P295GH, S235G2T,S255GT, S355GT, L210-L360NB,P235G1TH, P255G1TH
ASTM типа:A 285 Gr.A, B a. CA 515 Gr. 60-70,A 516 Gr. 55A 570 Gr. 30-45,A 572 Gr. 42-50A 668 Gr.A, BA 656 Gr. 50-60, X 42-X 60
Аргон+
15-25%CO2
HL 53-FD
T 46 6 1 Ni MM 2 H5E 70 C-GM H4
C 0.06Si 0.5Mn 1.2Ni 1.0
Re 510 Н/мм2
Rm 560 Н/мм2
A5 27%Av 180 Дж
80 Дж -60°C
1.21.6
Металлопорошковая проволока для одно имногопроходной сварки.Содержание < 1 % Ni, высокая ударная вязкость при температурах до - 50 °C.Предназначена для толстостенных деталей с повышенными требованиями по ударной вязкости. Применяется для многопроходной сварки стыковых и угловых соединений в нижнем и горизонтальном положениях.
S235-S355J2G3, GE200, GE240,GE260, S235JRS1-S235J4S,AH,DH, EH, S255N-S380N, S275ML-S420ML, P235GH, P265GH,S255N, P295GH, P355GH, S235G2T,S255GT, S355GT,L210-L360NB, X 42-X 60,P235G1TH, P255G1TH
ASTM типа:A 285 Gr.A, B a. CA 515 Gr. 60-70,A 516 Gr. 55A 570 Gr. 30-45,A 572 Gr. 42-50A 668 Gr.A, BA 656 Gr. 50-60, X 42-X 60
Аргон+
15-25%CO2
Ti 52-FD
T 42 2 PC 1 H5T 46 2 PM 1 H10E 71-T 1 H4E 71T-1M H8
C 0.06Si 0.5Mn 1.2Ti +
Re 490 Н/мм2
Rm 580 Н/мм2
A5 26%Av 180 Дж
90 Дж -40°C(80%Ar/20%CO2)
Re ≥ 420 Н/мм2
Rm ≥ 510 Н/мм2
A5 ≥ 22%Av 170 Дж
80 Дж -40°C(100%CO2)
TÜV-D, TÜV-A,
GL, DNV,ABS, LR, UDT, BV
1.21.6
Проволока с рутиловым флюсом для работы вовсех пространственных положениях, сварка в100 % CO2 или Ar/CO2 смеси. Режим струйного переноса достигается в широкомдиапазоне сварочных параметов, отсутствиеразбрызгивания, легкое шлако-отделение,гладкий шов, отличная смачиваемость кромок.Сварка во всех пространственных положенияхбез подстройки параметров ( Ø 1,2 мм; 230 А).Возможность сварки в вертикальном положе-нии при 230 А обеспечивает высокую производительность и значительно снижает общую стоимость работ.
S235J2G3-S355J2G3, GE200, GE240,GE260, S235JRS1-S235J2S,S255N-S355N, P235GH, P265GH,S255N, P295GH, S235G2T,S255GT, S355GT, L210-L360NB,P235G1TH, P255G1TH
ASTM типа:A 285 Gr.A, B a. CA 515 Gr. 60-70,A 516 Gr. 55A 570 Gr. 30-45,A 572 Gr. 42-50A 668 Gr.A, BA 656 Gr. 50-60, X 42-X 56
Аргон+
15-25%CO2
или
100%CO2
BW XII
O IIIR 60-GG III
C 0.08Si 0.1Mn 1.1Ni 0.4
Re ≥ 275 Н/мм2
Rm ≥ 410 Н/мм2
A5 ≥ 14%Av ≥ 47 Дж
TÜV-D,ÖBB, DB,UDT, Ü
2.02.53.0
Присадочный пруток легированный никелем для газовой сварки. Удобен при работе благодаря легкоконтролируемой сварной ванне, отличное перекрытиебольших зазоров. Сварочная ванна не подверженаперегреву при слишком горячем пламени.
Углеродистая сталь
ASTM типа:A 283 Gr. B, C, D A 515 Gr. 60A 285 Gr. B
Марка стали постандарту / классификации
ENASTM
Марка BÖHLER Тип по
ENAWS/ASME
ХИМ.
СОСТАВ
ПРОВОЛОКИ
%
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
ФОРМАПОСТАВ-
КИ
прут
ок 1
000
мм
ø м
м
ПО
РО
ШК
ОВ
ЫЕ
И М
ЕТ
АЛ
ЛО
ПО
РО
ШК
ОВ
ЫЕ
ПР
ОВ
ОЛ
ОК
ИП
РУ
ТК
И Д
ЛЯ
ГА
ЗО
ВО
Й С
ВА
РК
И
7BÖHLER Bestseller
Электроды для трубопроводного строительства
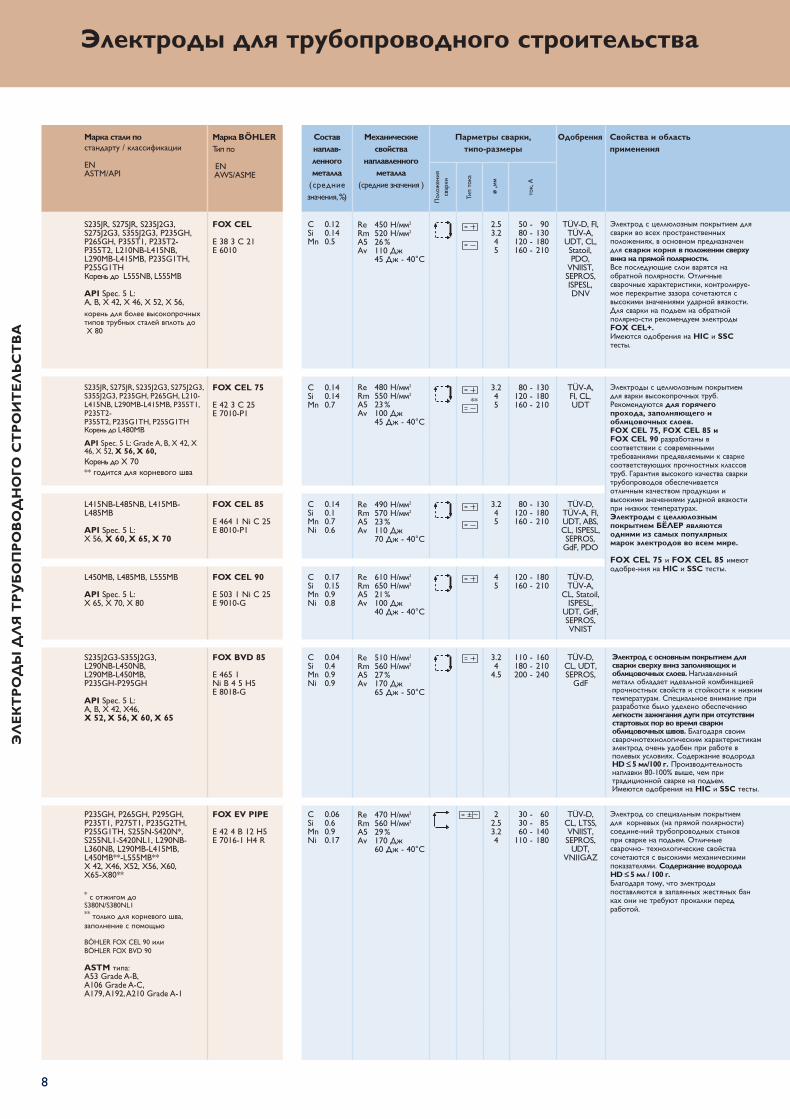
FOX CEL
E 38 3 C 21E 6010
C 0.12Si 0.14Mn 0.5
Re 450 Н/мм2
Rm 520 Н/мм2
A5 26%Av 110 Дж
45 Дж - 40°C
TÜV-D, FI,TÜV-A,
UDT, CL,Statoil, PDO,
VNIIST,SEPROS,ISPESL, DNV
2.53.245
Электрод с целлюлозным покрытием для сварки во всех пространственных положениях, в основном предназначендля сварки корня в положении сверхувниз на прямой полярности.Все последующие слои варятся на обратной полярности. Отличныесварочные характеристики, контролируе-мое перекрытие зазора сочетаются свысокими значениями ударной вязкости. Для сварки на подъем на обратной полярно-сти рекомендуем электродыFOX CEL+.Имеются одобрения на HIC и SSCтесты.
Марка стали постандарту / классификации
ENASTM/API
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
Парметры сварки,типо-размеры
Пол
ожен
иясв
арки
Тип
тока
ø,м
м
ток,
A
S235JR, S275JR, S235J2G3, S275J2G3, S355J2G3, P235GH,P265GH, P355T1, P235T2-P355T2, L210NB-L415NB,L290MB-L415MB, P235G1TH,P255G1THКорень до L555NB, L555MB
API Spec. 5 L:A, B, X 42, X 46, X 52, X 56, корень для более высокопрочныхтипов трубных сталей вплоть доX 80
50 - 9080 - 130
120 - 180160 - 210
FOX CEL 75
E 42 3 C 25E 7010-P1
C 0.14Si 0.14Mn 0.7
Re 480 Н/мм2
Rm 550 Н/мм2
A5 23%Av 100 Дж
45 Дж - 40°C
TÜV-A,FI, CL, UDT
3.245
Электроды с целлюлозным покрытиемдля варки высокопрочных труб. Рекомендуются для горячего прохода, заполняющего и облицовочных слоев. FOX CEL 75, FOX CEL 85 и FOX CEL 90 разработаны в соответствии с современными требованиями предявляемыми к сваркесоответствующих прочностных классовтруб. Гарантия высокого качества сваркитрубопроводов обеспечиваетсяотличным качеством продукции и высокими значениями ударной вязкостипри низких температурах. Электроды с целлюлозным покрытием БЁЛЕР являются одними из самых популярныхмарок электродов во всем мире.
FOX CEL 75 и FOX CEL 85 имеютодобре-ния на HIC и SSC тесты.
S235JR, S275JR, S235J2G3, S275J2G3,S355J2G3, P235GH, P265GH, L210-L415NB, L290MB-L415MB, P355T1,P235T2-P355T2, P235G1TH, P255G1THКорень до L480MB
API Spec. 5 L: Grade A, B, X 42, X46, X 52, X 56, X 60,Корень до X 70** годится для корневого шва
80 - 130120 - 180160 - 210
FOX BVD 85
E 465 1 Ni B 4 5 H5E 8018-G
C 0.04Si 0.4Mn 0.9Ni 0.9
Re 510 Н/мм2
Rm 560 Н/мм2
A5 27%Av 170 Дж
65 Дж - 50°C
TÜV-D,CL, UDT,SEPROS,
GdF
3.24
4.5
Электрод с основным покрытием для сварки сверху вниз заполняющих и облицовочных слоев. Наплавленныйметалл обладает идеальной комбинациейпрочностных свойств и стойкости к низкимтемпературам. Специальное внимание приразработке было уделено обеспечению легкости зажигания дуги при отсутствиистартовых пор во время сварки облицовочных швов. Благодаря своимсварочнотехнологическим характеристикамэлектрод очень удобен при работе в полевых условиях. Содержание водородаHD ≤≤ 5 мл/100 г. Производительность наплавки 80-100% выше, чем при традиционной сварке на подъем. Имеются одобрения на HIC и SSC тесты.
S235J2G3-S355J2G3, L290NB-L450NB, L290MB-L450MB, P235GH-P295GH
API Spec. 5 L:A, B, X 42, X46, X 52, X 56, X 60, X 65
110 - 160180 - 210200 - 240
FOX CEL 85
E 464 1 Ni C 25E 8010-P1
C 0.14Si 0.1Mn 0.7Ni 0.6
Re 490 Н/мм2
Rm 570 Н/мм2
A5 23%Av 110 Дж
70 Дж - 40°C
TÜV-D,TÜV-A, FI,UDT, ABS, CL, ISPESL,SEPROS,
GdF, PDO
3.245
L415NB-L485NB, L415MB-L485MB
API Spec. 5 L:X 56, X 60, X 65, X 70
80 - 130120 - 180160 - 210
FOX CEL 90
E 503 1 Ni C 25E 9010-G
C 0.17Si 0.15Mn 0.9Ni 0.8
Re 610 Н/мм2
Rm 650 Н/мм2
A5 21%Av 100 Дж
40 Дж - 40°C
TÜV-D,TÜV-A,
CL, Statoil,ISPESL,
UDT, GdF,SEPROS,VNIST
45
L450MB, L485MB, L555MB
API Spec. 5 L:X 65, X 70, X 80
120 - 180160 - 210
FOX EV PIPE
E 42 4 B 12 H5E 7016-1 H4 R
C 0.06Si 0.6Mn 0.9Ni 0.17
Re 470 Н/мм2
Rm 560 Н/мм2
A5 29%Av 170 Дж
60 Дж - 40°C
TÜV-D,CL, LTSS,VNIIST,SEPROS,
UDT, VNIIGAZ
22.53.24
Электрод со специальным покрытиемдля корневых (на прямой полярности)соедине-ний трубопроводных стыковпри сварке на подъем. Отличныесварочно- технологические свойствасочетаются с высокими механическимипоказателями. Содержание водородаHD ≤≤ 5 мл / 100 г.Благодаря тому, что электроды поставляются в запаянных жестяных банках они не требуют прокалки перед работой.
P235GH, P265GH, P295GH,P235T1, P275T1, P235G2TH,P255G1TH, S255N-S420N*,S255NL1-S420NL1, L290NB-L360NB, L290MB-L415MB,L450MB**-L555MB**X 42, X46, X52, X56, X60, X65-X80**
* с отжигом до S380N/S380NL1** только для корневого шва, заполнение с помощью
BÖHLER FOX CEL 90 илиBÖHLER FOX BVD 90
ASTM типа:A53 Grade A-B,A106 Grade A-C,A179,A192,A210 Grade A-1
30 - 6030 - 8560 - 140
110 - 180
**
8
ЭЛ
ЕК
ТР
ОД
Ы Д
ЛЯ
ТР
УБ
ОП
РО
ВО
ДН
ОГО
СТ
РО
ИТ
ЕЛ
ЬС
ТВ
А
Электроды для резки и строжки
9BÖHLER Bestseller
ЭЛ
ЕК
ТР
ОД
Ы Д
ЛЯ
РЕ
ЗК
И И
СТ
РО
ЖК
И
Марка стали постандарту / классификации
ENASTM/API
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
Парметры сварки,типо-размеры
Пол
ожен
иясв
арки
Тип
тока
ø,м
м
ток,
A
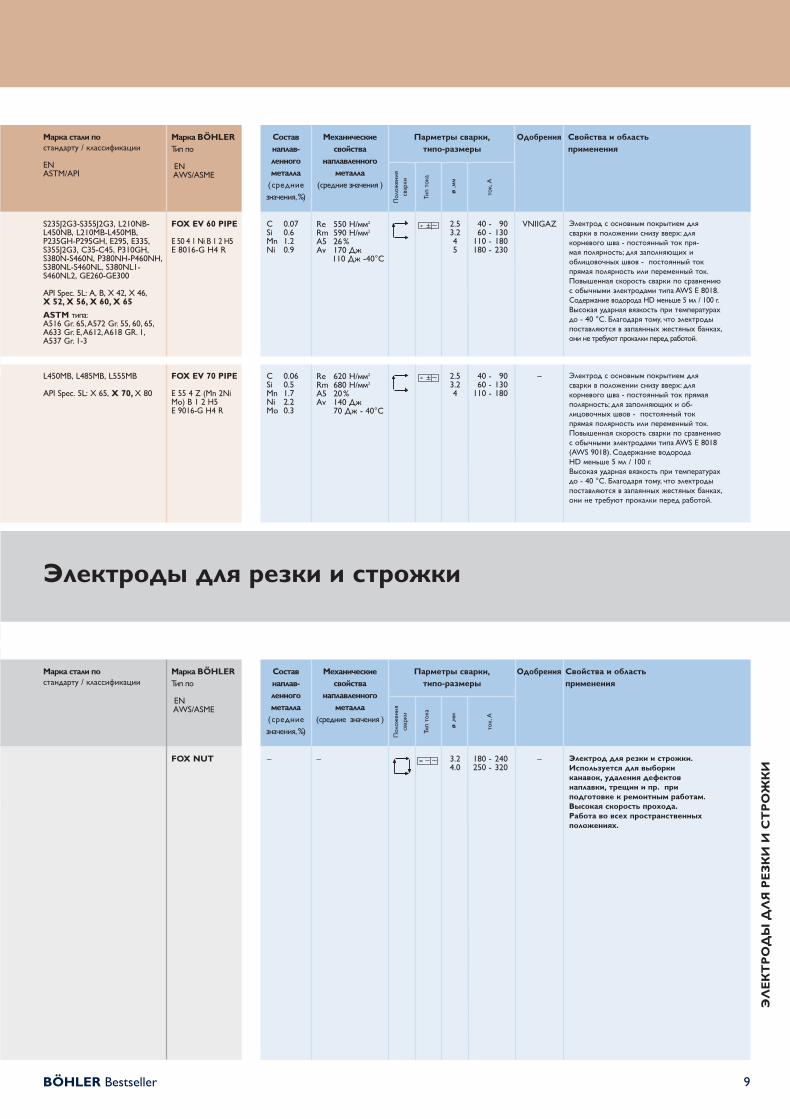
FOX NUT – – –3.24.0
Электрод для резки и строжки. Используется для выборки канавок, удаления дефектов наплавки, трещин и пр. при подготовке к ремонтным работам.Высокая скорость прохода. Работа во всех пространственныхположениях.
Марка стали постандарту / классификации
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
Парметры сварки,типо-размеры
Пол
ожен
иясв
арки
Тип
тока
ø,м
м
ток,
A
180 - 240250 - 320
FOX EV 60 PIPE
E 50 4 1 Ni B 1 2 H5E 8016-G H4 R
C 0.07Si 0.6Mn 1.2Ni 0.9
Re 550 Н/мм2
Rm 590 Н/мм2
A5 26%Av 170 Дж
110 Дж -40°C
VNIIGAZ2.53.245
Электрод с основным покрытием для сварки в положении снизу вверх: для корневого шва - постоянный ток пря-мая полярность; для заполняющих и облицовочных швов - постоянный ток прямая полярность или переменный ток.Повышенная скорость сварки по сравнениюс обычными электродами типа AWS E 8018.Содержание водорода HD меньше 5 мл / 100 г.Высокая ударная вязкость при температурахдо - 40 °C. Благодаря тому, что электродыпоставляются в запаянных жестяных банках,они не требуют прокалки перед работой.
S235J2G3-S355J2G3, L210NB-L450NB, L210MB-L450MB,P235GH-P295GH, E295, E335,S355J2G3, C35-C45, P310GH,S380N-S460N, P380NH-P460NH,S380NL-S460NL, S380NL1-S460NL2, GE260-GE300
API Spec. 5L: A, B, X 42, X 46, X 52, X 56, X 60, X 65
ASTM типа:A516 Gr. 65,A572 Gr. 55, 60, 65,A633 Gr. E,A612,A618 GR. 1,A537 Gr. 1-3
40 - 9060 - 130
110 - 180180 - 230
FOX EV 70 PIPE
E 55 4 Z (Mn 2NiMo) B 1 2 H5E 9016-G H4 R
C 0.06Si 0.5Mn 1.7Ni 2.2Mo 0.3
Re 620 Н/мм2
Rm 680 Н/мм2
A5 20%Av 140 Дж
70 Дж - 40°C
–2.53.24
Электрод с основным покрытием для сварки в положении снизу вверх: для корневого шва - постоянный ток прямаяполярность; для заполняющих и об-лицовочных швов - постоянный ток прямая полярность или переменный ток.Повышенная скорость сварки по сравнениюс обычными электродами типа AWS E 8018(AWS 9018). Содержание водорода HD меньше 5 мл / 100 г.Высокая ударная вязкость при температурахдо - 40 °C. Благодаря тому, что электродыпоставляются в запаянных жестяных банках,они не требуют прокалки перед работой.
L450MB, L485MB, L555MB
API Spec. 5L: X 65, X 70, X 80
40 - 9060 - 130
110 - 180

Материалы для сварки низколегированных сталей
10
FOX EV 60
E 4661 Ni B 42 H5E 8018-C3 H4 R
C 0.07Si 0.4Mn 1.15Ni 0.9
Re 510 Н/мм2
Rm 610 Н/мм2
A5 27%Av 180 Дж
110 Дж -60°C
TÜV-D,TÜV-A, DNV,
UDT, LTSS,Statoil,ISPESL,
SEPROS,RMR
2.53.245
Низководородный электрод с ос-новным покрытием, Ni легирование.Содержание водорода HD ≤≤5 мл/100 г.Отличные сварочно-технологические характеристики во всех положениях,высокая ударная вязкость при температурах до - 60 °C. Переход металла в шов 115 %.
Марка стали постандарту / классификации
ENASTM
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
Параметры сварки,типо-размеры
Пол
ожен
иясв
арки
Тип
тока
ø,м
м
ток,
A
E295, E335, S355J2G3, C35-C45,L210-L360NB, L210MB-L360MB,P310GH, S380N-S460N,P380NH-P460NH, S380NL-S460NL,S380NL1-S460NL2, GE260-GE300
ASTM типа:A 572 Gr. 55-65A 516 Gr. 65,A 633 Gr. E,A 537 Gr. 1-3,A 618 Gr. I
80 - 100110 - 140140 - 180190 - 230
FOX EV 63
E 50 4 B 42 H5E 8018-G H4 R
C 0.06Si 0.7Mn 1.7
Re 580 Н/мм2
Rm 630 Н/мм2
A5 26%Av 170 Дж
90 Дж -40°C
TÜV-D, Ü,TÜV-A,
ÖBB, DB,RMR, UDT,
SEPROS
2.53.245
Низководородный электрод с основным покрытием, повышенное содержанием Mn. Для сварки углеродистых и низко-легированных высокопрочных сталей. Металл шва оченьпластичен и трещиностоек. HD ≤≤ 5 мл/100 г.Переход металла в шов около 115%
S355J2G3, E295-E360, C35-C60,S315N-S500N,P315NH-P500NH,GE200-GE340,Рельсовые стали:до R0800-785 Н/мм2
A 225 Gr. C,A 517 Gr.A-P
80 - 110100 - 140140 - 180190 - 230
FOX EV 85
E 69 6 Mn 2 Ni Cr Mo B 42 H5E 11018-G H4 R
C 0.05Si 0.4Mn 1.7Cr 0.4Mo 0.5Ni 2.1
Re 780 Н/мм2
Rm 840 Н/мм2
A5 20%Av 110 Дж
60 Дж -60°C
TÜV-D, ÜDB, ÖBB,
UDT,SEPROS
2.53.245
Низководородный электрод с основным покрытием для сваркисталей с мин. пределом текучести 690 Н/мм2 и высокими значениями ударной вязкости при температурах до - 60 °C. HD ≤≤ 5 мл/100 г.
Для улучшенных сталей с пре-делом текучести до 740 Н/мм2
S620QL-S690QL S620QL1, S690QU N-AXTRA 56, 63, 70
70 - 100100 - 140140 - 180190 - 230
FOX 2,5 Ni
E 46 8 2 Ni B 42 H5E 8018-C 1 H4R
C 0.04Si 0.3Mn 0.8Ni 2.4
Re 490 Н/мм2
Rm 570 Н/мм2
A5 30%Av 180 Дж
110 Дж -80°C
TÜV-D, Ü,ÖBB, DB, ABS, BV, DNV, GL, LR, UDT,
CL, Statoil,WIWEB,SEPROS,
RINA
2.53.245
Низководородный электрод с основным покрытием, содержаниеNi до 2,5%. Для сварки сталей работающих при температурах до - 80 °C. HD ≤≤ 5 мл/100 г. Прекрасный электрод для сварки 2,5% Niсталей.
70 - 100110 - 140140 - 180190 - 230
Марка стали постандарту / классификации
ENASTM
Марка BÖHLER Тип по
ENAWS/ASME
ХИМ.
СОСТАВ
ПРОВОЛОКИ
%
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
ФОРМАПОСТАВ-
КИ
прут
ок 1
000
мм
ø м
м
ТИП СВАРКИ
кату
шки
,ø м
м
TIG
Arg
on
Arg
on
S 1
-S 3
газо
вая
смес
ь
CO
2
MAG
NiCu 1-IG
G 42 4 M (C) G 0ER 80 S-G
C 0.1Si 0.5Mn 1.1Ni 0.9Cu 0.4
Re 500 Н/мм2
Rm 580 Н/мм2
A5 26%Av 130 Дж
≥ 47 Дж-40°C
DB, ÖBB, Ü, UDT
Проволока сплошного сечения легированнаяNi и Cu для полуавтоматической сварки сталей стойких к атмосферной коррозии.
1.01.2
•Стойкие к атмосферным воздействиям стали типа: S235JRW,S235J2G3 Cu, S355J2G3 Cu,так же стали: Corten A,Patinax 37,Alcodur 50, Koralpin 52
ASTM типа:ASTM A 36,A 283 Gr. B, C
NiMo 1-IG
G 55 6 MMn3Ni1MoG 55 4 CMn3Ni1MoER 90 S-G
C 0.08Si 0.6Mn 1.8Ni 0,9Mo 0.3
Re 620 Н/мм2
Rm 700 Н/мм2
A5 23%Av 140 Дж
110 Дж -40°C≥ 47 Дж-60°C
ÖBB, DB,Ü, GL,
SEPROS,UDT
Проволока сплошного сечения для полуавтоматической сварки средне- и высокопрочных сталей (Re ≥ 550 Н/мм2).Особенно рекомендуется для сварки сталей работающих при динамических нагрузках и при низких температурах.
1.01.2
• •Трубные и мелкозернистые сталитипа: S460N-S500N, S460NL-S500NL, S500NC-S550NC,улучшенные и мелкозернистыестали: S550GD-S690GD,N-A-XTRA 56-70, BHV 70, PAS 700,HSM 700, 20MnMoNi5-5
ASTM типа:A 517 Gr.A-P,A 225 Gr. C,A 633 Gr. E,A 572 Gr. 65
X 70-IG
G 69 5 M Mn3 Ni 1 CrMoER 110 S-G
C 0.1Si 0.6Mn 1.6Cr 0.25Mo 0.25Ni 1.3V 0.1
Re 800 Н/мм2
Rm 900 Н/мм2
A5 19%Av 190 Дж
≥ 47 Дж-50°C
TÜV-D, Ü,TÜV-A, DB, ÖBB, UDT,ABS, BV, LR, GL, RMR,
DNV,SEPROS
Для полуавтоматической сварки высокопрочных мелкозернистых сталей с минимальным пределом текучести 690 Н/мм2.Благодаря микролегированию наплавленный металл отличается высокой пластичностью и трещиностойкостью при высоких прочностныхсвойствах. Высокая ударная вязкость при - 50 °C. Проволока БЁЛЕР X 70-IG широко используется при изготовлении подъемных кранов.
1.01.2
•Высокопрочные мелкозерни-стые стали типа S690Q, L690M,N-A-XTRA 70, USS-T1, BH 70 V,HY 100, Pass 700, HSM 700.
ASTM типа:A514 Grade F
ЭЛ
ЕК
ТР
ОД
Ы Д
ЛЯ
ВЫ
СО
КО
ПР
ОЧ
НЫ
Х И
ХЛ
АД
ОС
ТО
ЙК
ИХ
СТ
АЛ
ЕЙ
ПР
ОВ
ОЛ
ОК
И И
ПР
УТ
КИ
Д
ЛЯ
В
ЫС
ОК
ОП
РО
ЧН
ЫХ
И Х
ЛА
ДО
СТ
ОЙ
КИ
Х С
ТА
ЛЕ
Й
Криогенные стали, хладостойкиекорабельные стали
12Ni14, 14Ni6, 13MnNi6-3,G12Ni14, S255N-S460N,S255NH-S460NH, S255NL-S460NL, S255NL1-S460NL1
ASTM типа:A 633 Gr. E, A 572 Gr. 65A 203 Gr. D,A 333 a.A 334 Gr. 3 A350 Gr. LF3
11BÖHLER Bestseller
Марка стали постандарту / классификации
ENASTM
Марка BÖHLER Тип по
ENAWS/ASME
ХИМ.
СОСТАВ
ПРОВОЛОКИ
%
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
ФОРМАПОСТАВ-
КИ
прут
ок 1
000
мм
ø м
ТИП СВАРКИ
кату
шки
,ø м
м
TIG
Arg
on
Arg
on
S 1
-S 3
газо
вая
смес
ь
CO
2
MAG
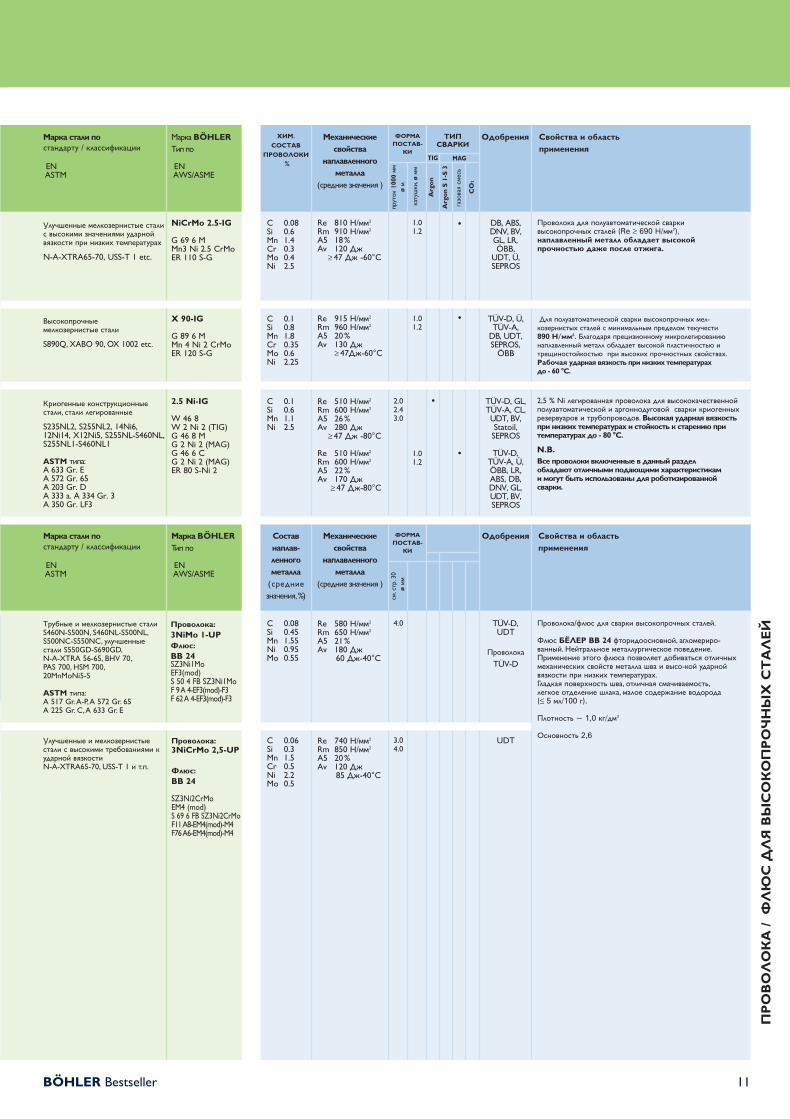
NiCrMo 2.5-IG
G 69 6 M Mn3 Ni 2.5 CrMoER 110 S-G
C 0.08Si 0.6Mn 1.4Cr 0.3Mo 0.4Ni 2.5
Re 810 Н/мм2
Rm 910 Н/мм2
A5 18%Av 120 Дж
≥ 47 Дж -60°C
DB, ABS,DNV, BV,GL, LR, ÖBB,
UDT, Ü,SEPROS
Проволока для полуавтоматической сварки высокопрочных сталей (Re ≥ 690 Н/мм2),наплавленный металл обладает высокой прочностью даже после отжига.
1.01.2
•Улучшенные мелкозернистые сталис высокими значениями ударнойвязкости при низких температурах
N-A-XTRA65-70, USS-T 1 etc.
X 90-IG
G 89 6 MMn 4 Ni 2 CrMo ER 120 S-G
C 0.1Si 0.8Mn 1.8Cr 0.35Mo 0.6Ni 2.25
Re 915 Н/мм2
Rm 960 Н/мм2
A5 20%Av 130 Дж
≥ 47Дж-60°C
TÜV-D, Ü,TÜV-A,
DB, UDT,SEPROS,
ÖBB
Для полуавтоматической сварки высокопрочных мел-козернистых сталей с минимальным пределом текучести 890 Н/мм2. Благодаря прецизионному микролегированиюнаплавленный металл обладает высокой пластичностью и трещиностойкостью при высоких прочностных свойствах.Рабочая ударная вязкость при низких температурахдо - 60 °C.
1.01.2
•Высокопрочные мелкозернистые стали
S890Q, XABO 90, OX 1002 etc.
2.5 Ni-IG
W 46 8W 2 Ni 2 (TIG)G 46 8 MG 2 Ni 2 (MAG)G 46 6 CG 2 Ni 2 (MAG)ER 80 S-Ni 2
C 0.1Si 0.6Mn 1.1Ni 2.5
Re 510 Н/мм2
Rm 600 Н/мм2
A5 26%Av 280 Дж
≥ 47 Дж -80°C
Re 510 Н/мм2
Rm 600 Н/мм2
A5 22%Av 170 Дж
≥ 47 Дж-80°C
TÜV-D, GL,TÜV-A, CL,UDT, BV,Statoil,SEPROS
TÜV-D, TÜV-A, Ü,ÖBB, LR,ABS, DB,DNV, GL, UDT, BV,SEPROS
2,5 % Ni легированная проволока для высококачественнойполуавтоматической и аргоннодуговой сварки криогенныхрезервуаров и трубопроводов. Высокая ударная вязкостьпри низких температурах и стойкость к старению притемпературах до - 80 °C.
N.B.Все проволоки включенные в данный раздел обладают отличными подающими характеристикам и могут быть использованы для роботизированной сварки.
1.01.2
2.02.43.0
•
•Криогенные конструкционныестали, стали легированные
S235NL2, S255NL2, 14Ni6, 12Ni14, X12Ni5, S255NL-S460NL,S255NL1-S460NL1
ASTM типа:A 633 Gr. EA 572 Gr. 65A 203 Gr. DA 333 a. A 334 Gr. 3 A 350 Gr. LF3
Марка стали постандарту / классификации
ENASTM
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
ФОРМАПОСТАВ-
КИ
см.с
тр.3
0ø
мм
Проволока:3NiMo 1-UPФлюс:BB 24SZ3Ni1Mo EF3(mod) S 50 4 FB SZ3Ni1MoF 9 A 4-EF3(mod)-F3 F 62 A 4-EF3(mod)-F3
C 0.08Si 0.45Mn 1.55Ni 0.95Mo 0.55
Re 580 Н/мм2
Rm 650 Н/мм2
A5 21%Av 180 Дж
60 Дж-40°C
TÜV-D, UDT
Проволока
TÜV-D
Проволока/флюс для сварки высокопрочных сталей.
Флюс БЁЛЕР BB 24 фторидоосновной, агломериро-ванный. Нейтральное металлургическое поведение.Применение этого флюса позволяет добиваться отличныхмеханических свойств металла шва и высо-кой ударной вязкости при низких температурах.Гладкая поверхность шва, отличная смачиваемость,легкое отделение шлака, малое содержание водорода (≤ 5 мл/100 г).
Плотность ~ 1,0 кг/дм3
Основность 2,6
4.0Трубные и мелкозернистые сталиS460N-S500N, S460NL-S500NL,S500NC-S550NC, улучшенные стали S550GD-S690GD,N-A-XTRA 56-65, BHV 70,PAS 700, HSM 700,20MnMoNi5-5
ASTM типа:A 517 Gr.A-P,A 572 Gr. 65A 225 Gr. C,A 633 Gr. E
Проволока:3NiCrMo 2,5-UP
Флюс:BB 24
SZ3Ni2CrMoEM4 (mod)S 69 6 FB SZ3Ni2CrMoF11 A8-EM4(mod)-M4F76 A6-EM4(mod)-M4
C 0.06Si 0.3Mn 1.5Cr 0.5Ni 2.2Mo 0.5
Re 740 Н/мм2
Rm 850 Н/мм2
A5 20%Av 120 Дж
85 Дж-40°C
UDT3.04.0
Улучшенные и мелкозернистыестали с высокими требованиями кударной вязкостиN-A-XTRA65-70, USS-T 1 и т.п.
ПР
ОВ
ОЛ
ОК
А /
Ф
ЛЮ
С Д
ЛЯ
ВЫ
СО
КО
ПР
ОЧ
НЫ
Х С
ТА
ЛЕ
Й
Материалы для сварки низколегированных сталей
12
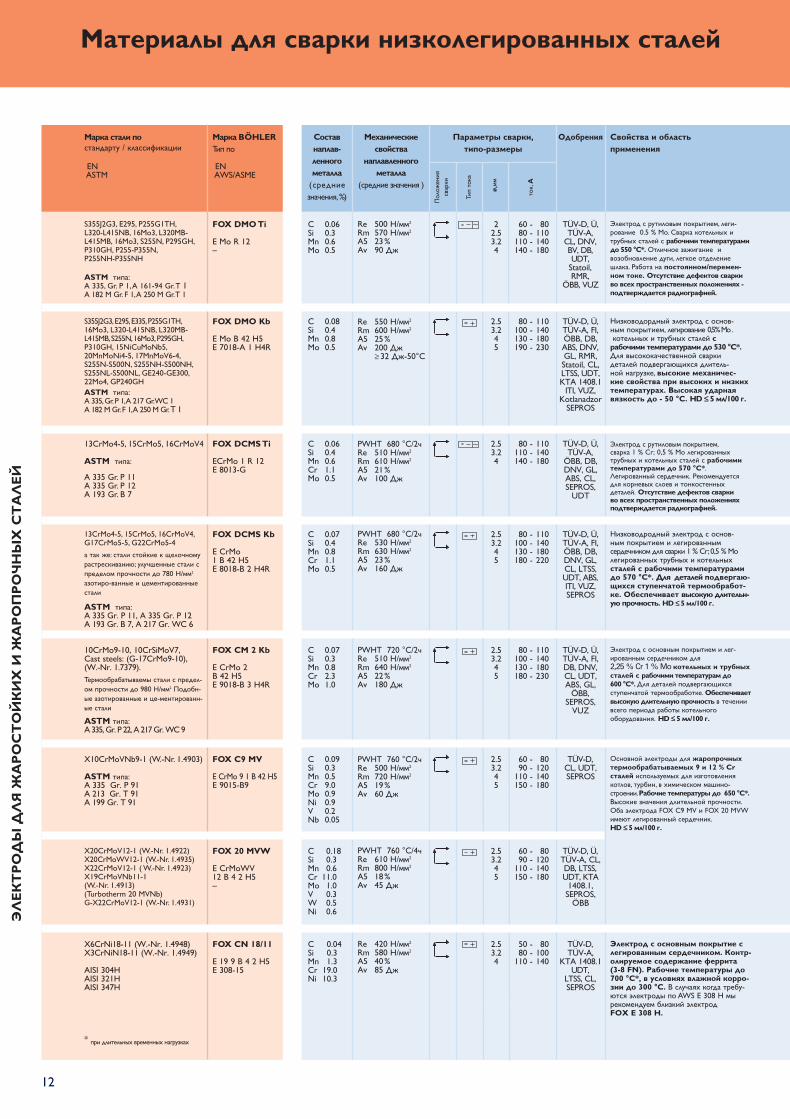
FOX DMO Ti
E Mo R 12–
C 0.06Si 0.3Mn 0.6Mo 0.5
Re 500 Н/мм2
Rm 570 Н/мм2
A5 23%Av 90 Дж
TÜV-D, Ü,TÜV-A,
CL, DNV, BV, DB, UDT,
Statoil, RMR,
ÖBB, VUZ
22.53.24
Электрод с рутиловым покрытием, леги-рование 0.5 % Mo. Сварка котельных и трубных сталей с рабочими температурамидо 550 °C*. Отличное зажигание и возобновление дуги, легкое отделениешлака. Работа на постоянном/перемен-ном токе. Отсутствие дефектов сварки во всех пространственных положениях - подтверждается радиографией.
Марка стали постандарту / классификации
ENASTM
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
Параметры сварки,типо-размеры
Пол
ожен
иясв
арки
Тип
тока
ø,м
м
ток,
A
S355J2G3, E295, P255G1TH,L320-L415NB, 16Mo3, L320MB-L415MB, 16Mo3, S255N, P295GH,P310GH, P255-P355N,P255NH-P355NH
ASTM типа:A 335, Gr. P 1,A 161-94 Gr.T 1A 182 M Gr. F 1,A 250 M Gr.T 1
60 - 8080 - 110
110 - 140140 - 180
FOX DMO Kb
E Mo B 42 H5E 7018-A 1 H4R
C 0.08Si 0.4Mn 0.8Mo 0.5
Re 550 Н/мм2
Rm 600 Н/мм2
A5 25%Av 200 Дж
≥ 32 Дж-50°C
TÜV-D, Ü,TÜV-A, FI,ÖBB, DB,ABS, DNV, GL, RMR,Statoil, CL,LTSS, UDT,KTA 1408.1
ITI, VUZ,Kotlanadzor
SEPROS
2.53.245
Низководордный электрод с основ-ным покрытием, легирование 0,5% Mo .котельных и трубных сталей с
рабочими температурами до 530 °C*.Для высококачественной сварки деталей подвергающихся длитель-ной нагрузке, высокие механичес-кие свойства при высоких и низкихтемпературах. Высокая ударнаявязкость до - 50 °C. HD ≤≤ 5 мл/100 г.
S355J2G3,E295,E335,P255G1TH,16Mo3, L320-L415NB, L320MB-L415MB,S255N,16Mo3,P295GH,P310GH, 15NiCuMoNb5,20MnMoNi4-5, 17MnMoV6-4,S255N-S500N, S255NH-S500NH,S255NL-S500NL, GE240-GE300,22Mo4, GP240GHASTM типа:A 335,Gr.P 1,A 217 Gr.WC 1A 182 M Gr.F 1,A 250 M Gr.T 1
80 - 110100 - 140130 - 180190 - 230
FOX DCMS Ti
ECrMo 1 R 12E 8013-G
C 0.06Si 0.4Mn 0.6Cr 1.1Mo 0.5
PWHT 680 °C/2чRe 510 Н/мм2
Rm 610 Н/мм2
A5 21%Av 100 Дж
TÜV-D, Ü,TÜV-A,
ÖBB, DB,DNV, GL,ABS, CL,SEPROS,
UDT
2.53.24
Электрод с рутиловым покрытием, сварка 1 % Cr; 0,5 % Mo легированных трубных и котельных сталей с рабочимитемпературами до 570 °C*. Легированный сердечник. Рекомендуется для корневых слоев и тонкостенных деталей. Отсутствие дефектов сварки во всех пространственных положениях подтверждается радиографией.
13CrMo4-5, 15CrMo5, 16CrMoV4
ASTM типа:
A 335 Gr. P 11A 335 Gr. P 12A 193 Gr. B 7
80 - 110110 - 140140 - 180
FOX DCMS Kb
E CrMo1 B 42 H5E 8018-B 2 H4R
C 0.07Si 0.4Mn 0.8Cr 1.1Mo 0.5
PWHT 680 °C/2чRe 530 Н/мм2
Rm 630 Н/мм2
A5 23%Av 160 Дж
TÜV-D, Ü,TÜV-A, FI,ÖBB, DB,DNV, GL, CL, LTSS,UDT, ABS, ITI, VUZ,SEPROS
2.53.245
Низководродный электрод с основ-ным покрытием и легированнымсердечником для сварки 1 % Cr;0,5 % Moлегированных трубных и котельных сталей с рабочими температурамидо 570 °C*. Для деталей подвергаю-щихся ступенчатой термообработ-ке. Обеспечивает высокую длительн-ую прочность. HD ≤≤ 5 мл/100 г.
13CrMo4-5, 15CrMo5, 16CrMoV4,G17CrMo5-5, G22CrMo5-4
а так же: стали стойкие к щелочномурастрескиванию; улучшенные стали спределом прочности до 780 Н/мм2
азотиро-ванные и цементированныестали
ASTM типа:A 335 Gr. P 11, A 335 Gr. P 12A 193 Gr. B 7, A 217 Gr. WC 6
80 - 110100 - 140130 - 180180 - 220
FOX CM 2 Kb
E CrMo 2B 42 H5E 9018-B 3 H4R
C 0.07Si 0.3Mn 0.8Cr 2.3Mo 1.0
PWHT 720 °C/2чRe 510 Н/мм2
Rm 640 Н/мм2
A5 22%Av 180 Дж
TÜV-D, Ü,TÜV-A, FI,DB, DNV, CL, UDT,ABS, GL,
ÖBB, SEPROS,
VUZ
2.53.245
Электрод с основным покрытием и лег-ированным сердечником для 2,25 % Cr 1 % Mo котельных и трубныхсталей с рабочими температурам до 600 °C*. Для деталей подвергающихся ступенчатой термообработке. Обеспечиваетвысокую длительную прочность в течениивсего периода работы котельного оборудования. HD ≤≤ 5 мл/100 г.
10CrMo9-10, 10CrSiMoV7,Cast steels: (G-17CrMo9-10), (W.-Nr. 1.7379).Термообрабатываемы стали с предел-ом прочности до 980 Н/мм2 Подобн-ые азотированные и це-ментированн-ые стали
ASTM типа:A 335, Gr. P 22, A 217 Gr. WC 9
80 - 110100 - 140130 - 180180 - 230
FOX C9 MV
E CrMo 9 1 B 42 H5E 9015-B9
C 0.09Si 0.3Mn 0.5Cr 9.0Mo 0.9Ni 0.9V 0.2Nb 0.05
PWHT 760 °C/2чRe 500 Н/мм2
Rm 720 Н/мм2
A5 19%Av 60 Дж
TÜV-D, CL, UDT,SEPROS
2.53.245
Основной электроды для жаропрочныхтермообрабатываемых 9 и 12 % Cr сталей используемых для изготовления котлов, турбин, в химическом машино-строении.Рабочие температуры до 650 °C*.Высокие значения длительной прочности.Оба электрода FOX C9 MV и FOX 20 MVWимеют легированный сердечник.HD ≤≤ 5 мл/100 г.
X10CrMoVNb9-1 (W.-Nr. 1.4903)
ASTM типа:A 335 Gr. P 91A 213 Gr. T 91A 199 Gr. T 91
60 - 8090 - 120
110 - 140150 - 180
FOX 20 MVW
E CrMoWV12 B 4 2 H5–
C 0.18Si 0.3Mn 0.6Cr 11.0Mo 1.0V 0.3W 0.5Ni 0.6
PWHT 760 °C/4чRe 610 Н/мм2
Rm 800 Н/мм2
A5 18%Av 45 Дж
TÜV-D, Ü, TÜV-A, CL,DB, LTSS, UDT, KTA
1408.1,SEPROS,
ÖBB
2.53.245
X20CrMoV12-1 (W.-Nr. 1.4922)X20CrMoWV12-1 (W.-Nr. 1.4935)X22CrMoV12-1 ( W.-Nr. 1.4923)X19CrMoVNb11-1 (W.-Nr. 1.4913)(Turbotherm 20 MVNb)G-X22CrMoV12-1 (W.-Nr. 1.4931)
60 - 8090 - 120
110 - 140150 - 180
FOX CN 18/11
E 19 9 B 4 2 H5E 308-15
C 0.04Si 0.3Mn 1.3Cr 19.0Ni 10.3
Re 420 Н/мм2
Rm 580 Н/мм2
A5 40%Av 85 Дж
TÜV-D, TÜV-A,
KTA 1408.1UDT,
LTSS, CL, SEPROS
2.53.24
Электрод с основным покрытие слегированным сердечником. Контр-олируемое содержание феррита (3-8 FN). Рабочие температуры до700 °C*, в условиях влажной корро-зии до 300 °C. В случаях когда требу-ются электроды по AWS E 308 H мы рекомендуем близкий электрод FOX E 308 Н.
X6CrNi18-11 (W.-Nr. 1.4948)X3CrNiN18-11 (W.-Nr. 1.4949)
AISI 304HAISI 321HAISI 347H
* при длительных временных нагрузках
50 - 8080 - 100
110 - 140
ЭЛ
ЕК
ТР
ОД
Ы Д
ЛЯ
ЖА
РО
СТ
ОЙ
КИ
Х И
ЖА
РО
ПР
ОЧ
НЫ
Х С
ТА
ЛЕ
Й
13BÖHLER Bestseller
Марка стали постандарту / классификации
ENASTM
Марка BÖHLER Тип по
ENAWS/ASME
ХИМ.
СОСТАВ
ПРОВОЛОКИ
%
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
ФОРМАПОСТАВ-
КИ
прут
ок 1
000
мм
ø м
ТИП СВАРКИ
кату
шки
,ø м
м
TIG
Arg
on
Arg
on
S 1
-S 3
газо
вая
смес
ь
CO
2
MAG
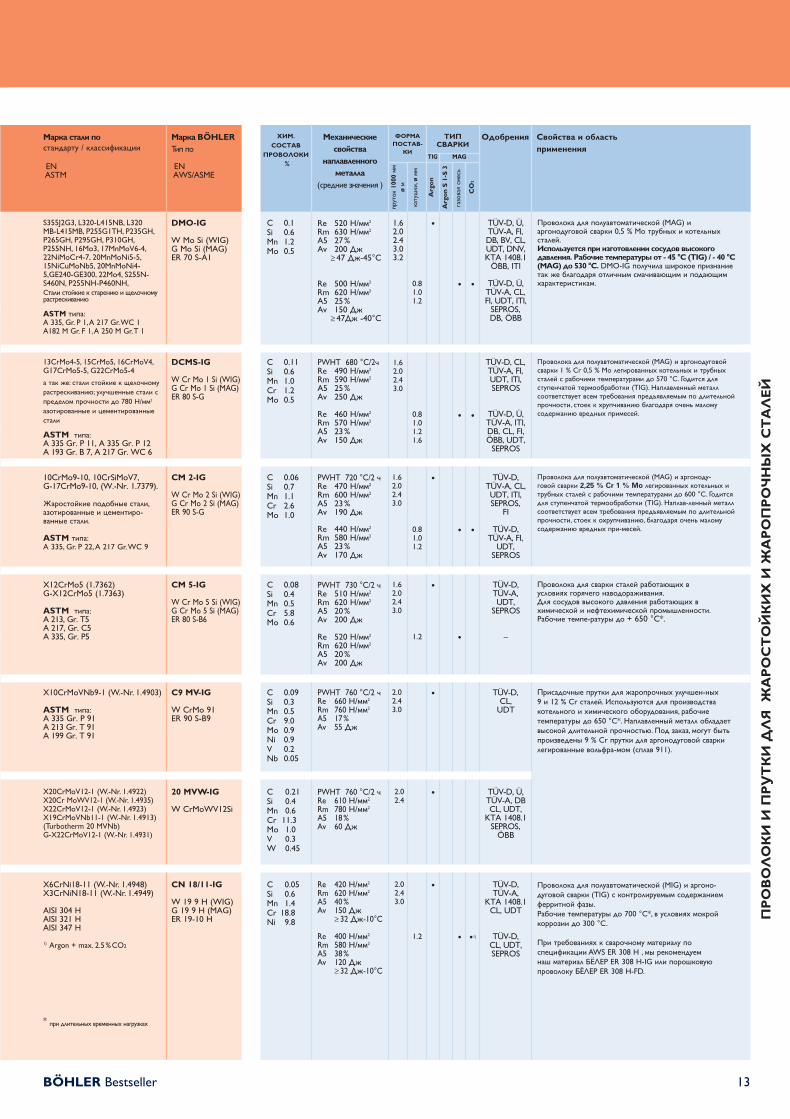
DMO-IG
W Mo Si (WIG)G Mo Si (MAG)ER 70 S-A1
C 0.1Si 0.6Mn 1.2Mo 0.5
Re 520 Н/мм2
Rm 630 Н/мм2
A5 27%Av 200 Дж
≥ 47 Дж-45°C
Re 500 Н/мм2
Rm 620 Н/мм2
A5 25%Av 150 Дж
≥ 47Дж -40°C
TÜV-D, Ü,TÜV-A, FI, DB, BV, CL,UDT, DNV,KTA 1408.1
ÖBB, ITI
TÜV-D, Ü,TÜV-A, CL, FI, UDT, ITI,
SEPROS, DB, ÖBB
Проволока для полуавтоматической (MAG) и аргонодуговой сварки 0,5 % Mo трубных и котельных сталей.Используется при изготовлении сосудов высокого давления. Рабочие температуры от - 45 °C (TIG) / - 40 °C(MAG) до 530 °C. DMO-IG получила широкое признаниетак же благодаря отличным смачивающим и подающимхарактеристикам.0.8
1.01.2
• •
• 1.62.02.43.03.2
S355J2G3, L320-L415NB, L320 MB-L415MB, P255G1TH, P235GH,P265GH, P295GH, P310GH,P255NH, 16Mo3, 17MnMoV6-4,22NiMoCr4-7, 20MnMoNi5-5,15NiCuMoNb5, 20MnMoNi4-5,GE240-GE300, 22Mo4, S255N-S460N, P255NH-P460NH,Стали стойкие к старению и щелочномурастрескиванию
ASTM типа:A 335, Gr. P 1,A 217 Gr.WC 1A182 M Gr. F 1,A 250 M Gr.T 1
DCMS-IG
W Cr Mo 1 Si (WIG)G Cr Mo 1 Si (MAG)ER 80 S-G
C 0.11Si 0.6Mn 1.0Cr 1.2Mo 0.5
PWHT 680 °C/2чRe 490 Н/мм2
Rm 590 Н/мм2
A5 25%Av 250 Дж
Re 460 Н/мм2
Rm 570 Н/мм2
A5 23%Av 150 Дж
TÜV-D, CL, TÜV-A, FI, UDT, ITI,SEPROS
TÜV-D, Ü,TÜV-A, ITI,DB, CL, FI,ÖBB, UDT,
SEPROS
Проволока для полуавтоматической (MAG) и аргонодуговойсварки 1 % Cr 0,5 % Mo легированных котельных и трубныхсталей с рабочими температурами до 570 °C. Годится для ступенчатой термообработки (TIG). Наплавленный металл соответствует всем требования предъявляемым по длительнойпрочности, стоек к хрупчиванию благодаря очень малому содержанию вредных примесей.0.8
1.01.21.6
1.62.02.43.0
• •
13CrMo4-5, 15CrMo5, 16CrMoV4,G17CrMo5-5, G22CrMo5-4
а так же: стали стойкие к щелочномурастрескиванию; улучшенные стали спределом прочности до 780 Н/мм2
азотированные и цементированныестали
ASTM типа:A 335 Gr. P 11, A 335 Gr. P 12A 193 Gr. B 7, A 217 Gr. WC 6
CM 2-IG
W Cr Mo 2 Si (WIG)G Cr Mo 2 Si (MAG)ER 90 S-G
C 0.06Si 0.7Mn 1.1Cr 2.6Mo 1.0
PWHT 720 °C/2 чRe 470 Н/мм2
Rm 600 Н/мм2
A5 23%Av 190 Дж
Re 440 Н/мм2
Rm 580 Н/мм2
A5 23%Av 170 Дж
TÜV-D,TÜV-A, CL,UDT, ITI,SEPROS,
FI
TÜV-D,TÜV-A, FI,
UDT, SEPROS
Проволока для полуавтоматической (MAG) и аргоноду-говой сварки 2,25 % Cr 1 % Mo легированных котельных итрубных сталей с рабочими температурами до 600 °C. Годитсядля ступенчатой термообработки (TIG). Наплав-ленный металлсоответствует всем требования предъявляемым по длительнойпрочности, стоек к охрупчиванию, благодаря очень малому содержанию вредных при-месей.
Проволока для сварки сталей работающих в условиях горячего наводораживания.Для сосудов высокого давления работающих в химической и нефтехимической промышленности.Рабочие темпе-ратуры до + 650 °C*.
0.81.01.2
1.62.02.43.0
• •
• 10CrMo9-10, 10CrSiMoV7,G-17CrMo9-10, (W.-Nr. 1.7379).
Жаростойкие подобные стали,азотированные и цементиро-ванные стали.
ASTM типа:A 335, Gr. P 22,A 217 Gr.WC 9
CM 5-IG
W Cr Mo 5 Si (WIG)G Cr Mo 5 Si (MAG)ER 80 S-B6
C 0.08Si 0.4Mn 0.5Cr 5.8Mo 0.6
PWHT 730 °C/2 чRe 510 Н/мм2
Rm 620 Н/мм2
A5 20%Av 200 Дж
Re 520 Н/мм2
Rm 620 Н/мм2
A5 20%Av 200 Дж
TÜV-D,TÜV-A, UDT,
SEPROS
–1.2
1.62.02.43.0
•
• X12CrMo5 (1.7362)G-X12CrMo5 (1.7363)
ASTM типа:A 213, Gr. T5A 217, Gr. C5A 335, Gr. P5
C9 MV-IG
W CrMo 91ER 90 S-B9
C 0.09Si 0.3Mn 0.5Cr 9.0Mo 0.9Ni 0.9V 0.2Nb 0.05
PWHT 760 °C/2 чRe 660 Н/мм2
Rm 760 Н/мм2
A5 17%Av 55 Дж
TÜV-D, CL,
UDT
Присадочные прутки для жаропрочных улучшен-ных 9 и 12 % Cr сталей. Используются для производства котельного и химического оборудования, рабочие температуры до 650 °C*. Наплавленный металл обладаетвысокой длительной прочностью. Под заказ, могут бытьпроизведены 9 % Cr прутки для аргонодуговой сваркилегированные вольфра-мом (сплав 911).
Проволока для полуавтоматической (MIG) и аргоно-дуговой сварки (TIG) с контролируемым содержаниемферритной фазы.Рабочие температуры до 700 °C*, в условиях мокройкоррозии до 300 °C.
При требованиях к сварочному материалу по спецификации AWS ER 308 H , мы рекомендуем наш материал БЁЛЕР ER 308 H-IG или порошковую проволоку БЁЛЕР ER 308 H-FD.
2.02.43.0
•X10CrMoVNb9-1 (W.-Nr. 1.4903)
ASTM типа:A 335 Gr. P 91A 213 Gr. T 91A 199 Gr. T 91
20 MVW-IG
W CrMoWV12Si
C 0.21Si 0.4Mn 0.6Cr 11.3Mo 1.0V 0.3W 0.45
PWHT 760 °C/2 чRe 610 Н/мм2
Rm 780 Н/мм2
A5 18%Av 60 Дж
TÜV-D, Ü,TÜV-A, DB CL, UDT,
KTA 1408.1SEPROS,
ÖBB
2.02.4
•X20CrMoV12-1 (W.-Nr. 1.4922)X20Cr MoWV12-1 (W.-Nr. 1.4935)X22CrMoV12-1 (W.-Nr. 1.4923)X19CrMoVNb11-1 (W.-Nr. 1.4913)(Turbotherm 20 MVNb)G-X22CrMoV12-1 (W.-Nr. 1.4931)
CN 18/11-IG
W 19 9 H (WIG)G 19 9 H (MAG)ER 19-10 H
C 0.05Si 0.6Mn 1.4Cr 18.8Ni 9.8
Re 420 Н/мм2
Rm 620 Н/мм2
A5 40%Av 150 Дж
≥ 32 Дж-10°C
Re 400 Н/мм2
Rm 580 Н/мм2
A5 38%Av 120 Дж
≥ 32 Дж-10°C
TÜV-D,TÜV-A,
KTA 1408.1CL, UDT
TÜV-D,CL, UDT,SEPROS
1.2
2.02.43.0
• •1)
•X6CrNi18-11 (W.-Nr. 1.4948)X3CrNiN18-11 (W.-Nr. 1.4949)
AISI 304 HAISI 321 HAISI 347 H
1) Argon + max. 2.5%CO2
* при длительных временных нагрузках
ПР
ОВ
ОЛ
ОК
И И
ПР
УТ
КИ
ДЛ
Я
ЖА
РО
СТ
ОЙ
КИ
Х И
ЖА
РО
ПР
ОЧ
НЫ
Х С
ТА
ЛЕ
Й

Материалы для сварки низколегированных сталей
E 308H PW-FD
T Z 19 9 H P M(C) 1E 308 H T1-4 (1)
C 0.06Si 0.5Mn 1.1Cr 19.4Ni 10.1
Re 390 Н/мм2
Rm 585 Н/мм2
A5 42%Av 90 Дж
1.2 БЁЛЕР E 308H PW-FD порошковая проволока с рутиловым флюсом с быстросхватываю-щимся шлаком. Высокая скорость сварки во всех пространственных положениях. Пред-назначена для сварки жаропрочных аусте-нитных сталей типа AISI 304 H.Контролируемое содержание феррита:3 - 8 FN. Bimax 0.001 %.Рабочие температуры до +700 °C.
Марка стали постандарту / классификации
ENASTM
Metals-No. ASTM/AISIEN UNS
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Свойства и область применения
Параметры сварки,типо-размеры
Пол
ожен
иясв
арки
Тип
тока
ø,м
м
защ
итны
йга
з
X6CrNi18-11 (W.-Nr. 1.4948)X12CrNiTi18-9 (W.-Nr. 1.4878)
AISI 304AISI 304 HAISI 321 HAISI 347 H
Аргон
+15-25%CO2
или
100%CO2
ПО
РО
ШК
ОВ
АЯ
ПР
ОВ
ОЛ
ОК
А Д
ЛЯ
Ж
АР
ОП
РО
ЧН
ЫХ
СТ
АЛ
ЕЙ
ПР
ОВ
ОЛ
ОК
А /
ФЛ
ЮС
ДЛ
Я Ж
АР
ОС
ТО
ЙК
ИХ
И
ЖА
РО
ПР
ОЧ
НЫ
Х С
ТА
ЛЕ
Й
14
Марка стали постандарту / классификации
ENASTM
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
ФОРМАПОСТАВ-
КИ
см.с
тр.3
0ø
мм
Проволока:
EMS 2 Mo
Флюс:BB 24S2 MoEA2
SA FB 1 65 DC H5S 46 4 FB S2 MoF8 A 4-EA2-A2F55 A 4-EA2-A2
C 0.08Si 0.25Mn 1.15Mo 0.45
Re ≥ 470 Н/мм2
Rm ≥ 550 Н/мм2
A5 ≥ 24%Av ≥ 140 Дж
≥ 47Дж -40°C
TÜV-D, UDT
Проволока:TÜV-D,
TÜV-A, Ü, DB, ÖBB,
KTA 1408.1SEPROS
Комбинация проволока/флюс для сварки 0,5 % Moвысокопрочных сталей. Для жаростойких сталей с рабочими температурами до 530 °C*, так же как и для работы при низких температурах.
Флюс BB 24 агломерированный, фторидо-основной. Сочетание проволока/флюс обладаетнейтральным металлургическим поведениеми обеспечивает отличные механические свойства соединения с высокими значениямиударной вязкости при низких температурах.
2.02.53.04.0
2.53.04.0
16 Mo3, P275T1-P355T1, WB25P315NH-P420NH,P310 G-H
ASTM типа:A 335 Gr. P 1API X52-X65
Проволока:EMS 2 Cr MoФлюс:BB 24
S Cr Mo 1EB2
SA FB 1 65 DC H5F8 P 4-EB2-B2 F55 P 4-EB2-B2
C 0.08Si 0.25Mn 1.0Cr 1.0Mo 0.45
PWHT 680 °C/2 чRe ≥ 460 Н/мм2
Rm ≥ 550 Н/мм2
A5 ≥ 22%Av ≥ 47 Дж
TÜV-D, UDT
Проволока:TÜV-D, TÜV-A,SEPROS
Комбинация проволока/флюс для 1 % Cr 0,5 % Moкотельных и трубных сталей с рабочими температурами до 570 °C*.Пригодна для ступенчатой термообработки.Наплавленный металл не охрупчивается и отвечает всем требования по длительнойпрочности благодаря низкому содержанию вредных примесей.
Описание флюса BB 24 см.выше.
13CrMo4-5 (1.7335)стали стойкие к щелочному растрескиванию
ASTM типа:A 335 Gr. P 11A 335 Gr. P 12A 193 Gr. B 7
2.53.04.0
Проволока:
CM 2-UP
Флюс:BB 24
S Cr Mo 2EB3
SA FB 1 65 DC H5F9 P 2-EB3-B3 F55 P 0-EB3-B3
C 0.07Si 0.25Mn 0.80Cr 2.30Mo 0.95
PWHT 720 °C/2 чRe ≥ 460 Н/мм2
Rm ≥ 530 Н/мм2
A5 ≥ 22%Av ≥ 47 Дж
TÜV-D, UDT
Проволока:TÜV-D,TÜV-A
KTA 1408.1SEPROS
Комбинация проволока/флюс2,25 % Cr 1 % Mo легированных котельных и трубных сталей с рабочими температурами до 600 °C*. Годится для ступенчатой термообработки.Наплавленный металл соответствует всем требованияпредъявляемым по длительной прочности безохрупчивания, благодаря очень малому содержаниювредных примесей.
Описание флюса BB 24 см.выше.
10CrMo9-10 (1.7380)
ASTM типа:A 335 Gr. P 22
2.53.0
Проволока:C 9 MV-UP
Флюс:BB 910
S CrMo 91 EB9
SA FB 2 55 DC H5F9 PZ-EB9-B9F62 PZ-EB9-B9
C 0.11Si 0.3Mn 0.6Cr 9.0Mo 0.8Ni 0.7V 0.2Nb 0.05
PWHT 760 °C/2 чRe 610 Н/мм2
Rm 740 Н/мм2
A5 20%Av 40 Дж
TÜV-D,UDT, CL,SEPROS
Комбинация проволока/флюс 9 % Cr 1 % Mo (типа P91) для жаропрочных сталей с рабочими температурам до 650 °C*.Проволока и флюс соответствуют наивысшимтехническим стандартам предъявляемым по длительной временной прочности, гарантируютбезопасность работы изделий работающих прибольших нагрузках.
X10CrMoVNb9-1 (1.4903)
ASTM типа:A 335 Gr. P 91A 213 Gr. T 91A 199 Gr. T 91
* при длительных временных нагрузках

2.02.53.24.0
DMO
O IVR 60-G
C 0.12Si 0.15Mn 1.0Mo 0.5
Re 330 Н/мм2
Rm 470 Н/мм2
A5 24%Av 60 Дж
TÜV-D, DB, Ü,
SEPROS,ÖBB, UDT
Легированный Mo пруток для газовой сварки.Контролируемая сварная ванна и шлакообразование.Отличное перекрытие широких зазоров.
P255G1TH, P295GH, P265GH, P285NH, 16Mo3
ASTM типа:A 335 Gr. P 1A 570 Gr. 33-40
2.53.0
DCMS
O VR 65-G
C 0.12Si 0.15Mn 0.9Cr 1.0Mo 0.5
PWHT 680 °C/2 чRe Н/мм2
Rm ≥490 Н/мм2
A5 ≥18%Av ≥47 Дж
TÜV-D,UDT,
SEPROS
CrMo легированный пруток для газовой сваркижаропрочных котельных и трубных сталей. Высокая длительная прочность при температурахдо 550 °C*. Вязкая сварная ванна.
13CrMo4-5 (1.7335), 16Cr Mo V4
ASTM типа:A 335 Gr. P 11 a. P 12A 217 Gr. WC 6
* при длительных временных нагрузка
ПР
УТ
ОК
ДЛ
Я Г
АЗ
ОВ
ОЙ
СВ
АР
КИ
Д
ЛЯ
ЖА
РО
СТ
ОЙ
КИ
Х
И Ж
АР
ОП
РО
ЧН
ЫХ
СТ
АЛ
ЕЙ
Марка стали постандарту / классификации
ENASTM
Марка BÖHLER Тип по
ENAWS/ASME
ХИМ.
СОСТАВ
ПРОВОЛОКИ
%
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
ФОРМАПОСТАВ-
КИ
см.с
тр.3
0ø
мм
15BÖHLER Bestseller

Материалы для сварки нержавеющих сталей
16
FOX CN 13/4
E 13 4 B 62E 410 NiMo-25
C 0.035Si 0.3Mn 0.5Cr 12.2Mo 0.5Ni 4.5
PWHT 600 °C/2 чRe 680 Н/мм2
Rm 910 Н/мм2
A5 17%Av 66 Дж
50 Дж-60°C
TÜV-D,TÜV-A,UDT, LTSS,
SEPROS
2.53.245
Электрод с основным покрытием для сварки однородных сталей мягкого мар-тенсита, мартенсито-ферритных сталей;проката, литья, поковок. Оптимальное легирование обеспечивает высокую пластичность, прочность и трещино-стойкость наплавленного металла при высоких прочностных свойствах.Отличные сварочные характеристи-ки, лекое отделение шлака, гладкийшов, коэф. перехода металла 130 %.Электрод широко используется припроизводстве гидротурбин.
Марка стали постандарту / классификации
Metals-No. ASTM/AISIEN UNS
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
Параметры сварки,типо-размеры
По
лож
ения
свар
ки
Тип
тока
ø,м
м
ток,
A
1.4317 ACI Gr.G-X4CrNi13-4 CA 6 NM1.4313 S41500X3CrNiMo13-41.4351X3CrNi13-4
60 - 9090 - 130
120 - 170160 - 220
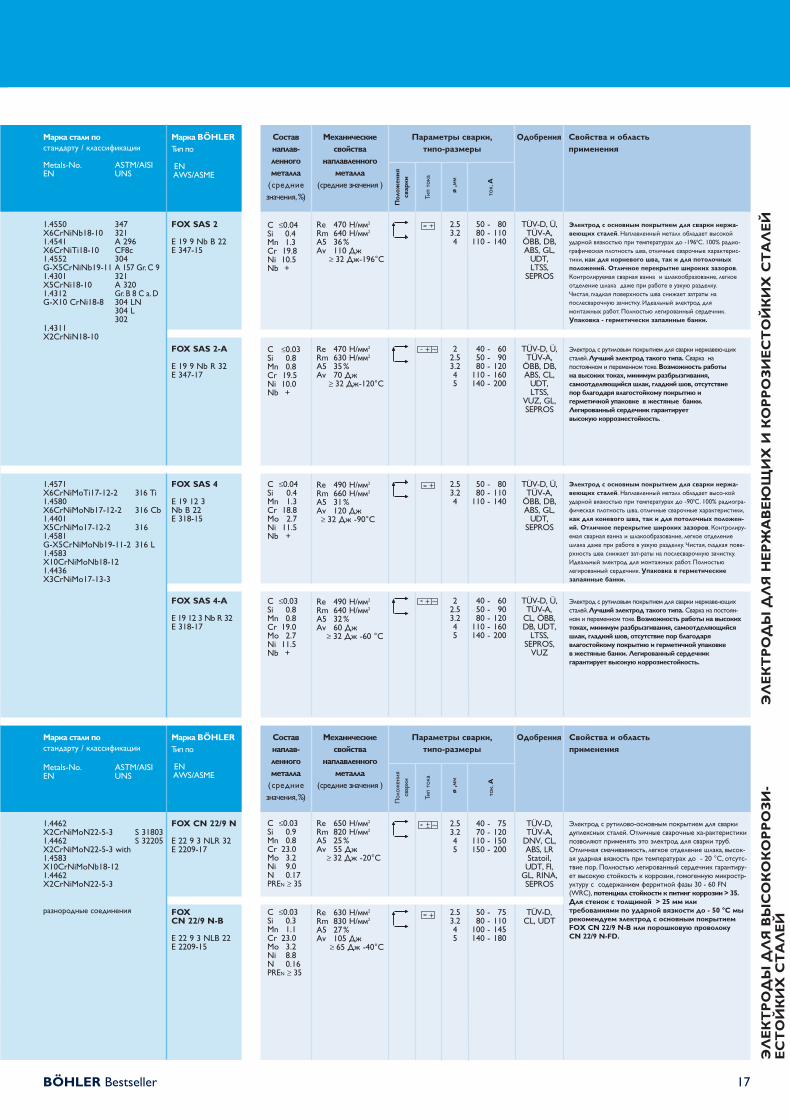
FOX EAS 2
E 19 9 LB 22E 308 L-15
C 0.03Si 0.4Mn 1.3Cr 19.5Ni 10.5
Re 430 Н/мм2
Rm 580 Н/мм2
A5 42%Av 100 Дж
≥ 34 Дж -196°C
TÜV-D, Ü,TÜV-A,
ÖBB, DB, CL, UDT,Statoil, SEPROS
2.53.24
Электрод с основным покрытием для сваркинержавеющих сталей. Наплавленный металл обладает высокой ударной вязкостью при температурах до -1960С.100% радиографическая плотность шва, отличныесварочные характеристики, как для корневогошва, так и для потолочных положений.Отличное перекрытие широких зазоров.Контролируемая сварная ванна, легкое шлакоотделение, даже при работе в узкую разделку.Чистая, гладкая поверхность шва снижает затратына послесварочную зачистку. Идеальный электроддля монтажных работ. Полностью легированныйсердечник. Упаковка - герметические запа-янные банки.
1.4306X2CrNi19-11 304 L1.4301X5CrNi18-10 3041.4541X6CrNiTi18-10 3211.4550X6CrNiNb18-10 3471.4311X2CrNiN18-10 304 LN1.4546X5CrNiNb18-10 A 320 1.4312 Gr.B 8 C a.DG-X10CrNi18-8 302
50 - 8080 - 110
110 - 140
FOX EAS 2-A
E 19 9 LR 32E 308 L-17
C ≤ 0.03Si 0.8Mn 0.8Cr 19.8Ni 10.2
Re 430 Н/мм2
Rm 560 Н/мм2
A5 40%Av 70 Дж
≥ 32 Дж-120°C
TÜV-D, Ü,TÜV-A,
ÖBB, DB,ABS, CL, GL, UDT,Statoil,
SEPROS, VUZ
1.52
2.53.245
Электрод с рутиловым покрытием для сварки нержавеющих сталей. Лучший электрод такого типа. Сварка на посто-янном и переменном токе. Возможностьработы на высоких токах, минимумразбрызгивания, самоотделяющийсяшлак, гладкий шов, отсутствие пор благодаря влагостойкому покрытию и герметичной упаковке в жестяныебанки.
25 - 4040 - 6050 - 9080 - 120
110 - 160140 - 200
FOX EAS 2-VD
E 19 9 LR 15E 308 L-17
C ≤ 0.02Si 0.7Mn 0.7Cr 19.5Ni 10.5
Re 470 Н/мм2
Rm 600 Н/мм2
A5 36%Av 55 Дж
≥ 32 Дж -120°C
UDT,SEPROS
2.53.2
Электрод с рутилово основным покрытием длясварки нержавеющих сталей в положениисверху вниз. Идеально подходит для сваркитонких листов. Предельно низкое тепловло-жение, минимальное коробление за счетвысокой скорости сварки. Высокий экономический эффект применения при массовом производстве изделий из листовойстали.
75 - 85105 - 115
FOX EAS 4 M
E 19 12 3 LB 22E 316 L-15E 19 12 3 LB 20+EZ 19 12 3LB 20
C 0.03Si 0.4Mn 1.2Cr 18.8Mo 2.7Ni 11.5
Re 460 Н/мм2
Rm 600 Н/мм2
A5 38%Av 90 Дж
≥ 32 Дж-120°C
TÜV-D,TÜV-A,
ÖBB, UDT,CL, DNV,Statoil,
SEPROS,Kotlandzor
2.53.24
Электрод с основным покрытием для сварки нержавеющих сталей. Наплавлен-ный металл обладает высокой ударной вяз-костью при температурах до -1200С.100% радиографическая плотность шва, отличныесварочные характеристики, как для коневогошва, так и для потолочных положений.Отличное перекрытие широких зазоров.Контролируемая сварная ванна и шлакообразование, легкое отделение шлака дажепри работе в узкую разделку. Чистая, гладкая поверхность шва снижает затраты на послесварочную зачистку. Идеальный элек-трод для монтажных работ. Полностью легированный сердечник.Упаковка - герметические запаянные банки.
1.4583X10CrNiMoNb18-12 316 Cb1.4435X2CrNiMo18-14-3 316 L1.4436X3CrNiMo17-13-3 3161.4404X2CrNiMo17-12-2 316 Ti1.4401X5CrNiMo17-12-2 S 316531.4571X6CrNiMoTi 17-12-21.4580X6CrNiMoNb17-12-21.4409G-X2CrNiMo19-11-2
50 - 8080 - 110
110 - 140
FOX EAS 4 M-A
E 19 12 3 LR 32E 316 L-17
C ≤ 0.03Si 0.8Mn 0.8Cr 18.8Mo 2.7Ni 11.7
Re 460 Н/мм2
Rm 600 Н/мм2
A5 36%Av 70 Дж≥ 32 Дж-120°C
TÜV-D, Ü,TÜV-A,
ÖBB, DB,DNV, GL, ABS, CL, LR, UDT,Statoil,
SEPROS,VUZ
1.52
2.53.245
Электрод с рутиловым покрытием для сварки нержавеющих сталей. Лучший электрод такого типа. Сварка на постоянном и переменном токе.Возможность работы на высоких токах,минимум разбрызгивания, самоотделяющийся шлак, гладкий шов, отсутствие пор благодаря влагостойкому покрытию и герметичной упаковке в жестяные банки.
25 - 4040 - 6050 - 9080 - 120
110 - 160140 - 200
FOXEAS 4 M-VD
E 19 12 3 LR 15E 316 L-17
C ≤ 0.03Si 0.7Mn 0.7Cr 19.0Mo 2.7Ni 12.0
Re 470 Н/мм2
Rm 600 Н/мм2
A5 35%Av 55 Дж≥ 32 Дж-120°C
TÜV-D,DNV, GL, UDT, CL,SEPROS,
LTSS
2.53.2
Электрод с рутилово-основным пок-рытием для сварки нержавеющих сталей в положении сверху вниз. Идеально подходит для сварки тонких листов. Предельно низкое тепловложение, минимальное коробление за счет высокойскорости сварки. Высокий экономическийэффект применения при массовом про-изводстве изделий из листовой стали.
75 - 85105 - 115
ЭЛ
ЕК
ТР
ОД
Ы Д
ЛЯ
НЕ
РЖ
АВ
ЕЮ
ЩИ
Х И
КО
РР
ОЗ
ИЕ
СТ
ОЙ
КИ
Х С
ТА
ЛЕ
Й
17BÖHLER Bestseller
FOX SAS 2
E 19 9 Nb B 22E 347-15
C ≤0.04Si 0.4Mn 1.3Cr 19.8Ni 10.5Nb +
Re 470 Н/мм2
Rm 640 Н/мм2
A5 36%Av 110 Дж
≥ 32 Дж-196°C
TÜV-D, Ü,TÜV-A,
ÖBB, DB,ABS, GL,
UDT, LTSS,
SEPROS
2.53.24
Электрод с основным покрытием для сварки нержа-веющих сталей. Наплавленный металл обладает высокойударной вязкостью при температурах до -1960С. 100% радио-графическая плотность шва, отличные сварочные характерис-тики, как для корневого шва, так и для потолочныхположений. Отличное перекрытие широких зазоров.Контролируемая сварная ванна и шлакообразование, легкоеотделение шлака даже при работе в узкую разделку.Чистая, гладкая поверхность шва снижает затраты на послесварочную зачистку. Идеальный электрод для монтажных работ. Полностью легированный сердечник.Упаковка - герметически запаянные банки.
Марка стали постандарту / классификации
Metals-No. ASTM/AISIEN UNS
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
Параметры сварки,типо-размеры
По
лож
ения
свар
ки
Тип
тока
ø,м
м
ток,
A
1.4550 347X6CrNiNb18-10 3211.4541 A 296X6CrNiTi18-10 CF8c1.4552 304G-X5CrNiNb19-11 A 157 Gr. C 91.4301 321X5CrNi18-10 A 3201.4312 Gr. B 8 C a. DG-X10 CrNi18-8 304 LN
304 L302
1.4311X2CrNiN18-10
50 - 8080 - 110
110 - 140
FOX SAS 2-A
E 19 9 Nb R 32E 347-17
C ≤0.03Si 0.8Mn 0.8Cr 19.5Ni 10.0Nb +
Re 470 Н/мм2
Rm 630 Н/мм2
A5 35%Av 70 Дж
≥ 32 Дж-120°C
TÜV-D, Ü,TÜV-A,
ÖBB, DB,ABS, CL,
UDT, LTSS,
VUZ, GL,SEPROS
22.53.245
Электрод с рутиловым покрытием для сварки нержавею-щих сталей.Лучший электрод такого типа. Сварка на постоянном и переменном токе.Возможность работы на высоких токах, минимум разбрызгивания, самоотделяющийся шлак, гладкий шов, отсутствиепор благодаря влагостойкому покрытию игерметичной упаковке в жестяные банки. Легированный сердечник гарантирует высокую коррозиестойкость.
40 - 6050 - 9080 - 120
110 - 160140 - 200
FOX SAS 4
E 19 12 3Nb B 22E 318-15
C ≤0.04Si 0.4Mn 1.3Cr 18.8Mo 2.7Ni 11.5Nb +
Re 490 Н/мм2
Rm 660 Н/мм2
A5 31%Av 120 Дж
≥ 32 Дж -90°C
TÜV-D, Ü,TÜV-A,
ÖBB, DB,ABS, GL,
UDT, SEPROS
2.53.24
Электрод с основным покрытием для сварки нержа-веющих сталей. Наплавленный металл обладает высо-койударной вязкостью при температурах до -900С. 100% радиогра-фическая плотность шва, отличные сварочные характеристики,как для коневого шва, так и для потолочных положен-ий. Отличное перекрытие широких зазоров. Контролиру-емая сварная ванна и шлакообразование, легкое отделениешлака даже при работе в узкую разделку. Чистая, гладкая пове-рхность шва снижает зат-раты на послесварочную зачистку.Идеальный электрод для монтажных работ. Полностью легированный сердечник. Упаковка в герметические запаянные банки.
1.4571X6CrNiMoTi17-12-2 316 Ti1.4580X6CrNiMoNb17-12-2 316 Cb1.4401X5CrNiMo17-12-2 3161.4581G-X5CrNiMoNb19-11-2 316 L1.4583X10CrNiMoNb18-121.4436X3CrNiMo17-13-3
50 - 8080 - 110
110 - 140
FOX CN 22/9 N
E 22 9 3 NLR 32E 2209-17
C ≤0.03Si 0.9Mn 0.8Cr 23.0Mo 3.2Ni 9.0N 0.17PREN ≥ 35
Re 650 Н/мм2
Rm 820 Н/мм2
A5 25%Av 55 Дж
≥ 32 Дж -20°C
TÜV-D,TÜV-A,
DNV, CL,ABS, LRStatoil,UDT, FI,
GL, RINA,SEPROS
2.53.245
Электрод с рутилово-основным покрытием для сваркидуплексных сталей. Отличные сварочные ха-рактеристикипозволяют применять это электрод для сварки труб.Отличная смачиваемость, легкое отделение шлака, высок-ая ударная вязкость при температурах до - 20 °C, отсутс-твие пор. Полностью легированный сердечник гарантиру-ет высокую стойкость к коррозии, гомогенную микростр-уктуру с содержанием ферритной фазы 30 - 60 FN(WRC), потенциал стойкости к питинг коррозии > 35.Для стенок с толщиной > 25 мм или требованиями по ударной вязкости до - 50 °C мырекомендуем электрод с основным покрытиемFOX CN 22/9 N-B или порошковую проволоку CN 22/9 N-FD.
1.4462X2CrNiMoN22-5-3 S 318031.4462 S 32205X2CrNiMoN22-5-3 with1.4583X10CrNiMoNb18-121.4462X2CrNiMoN22-5-3
40 - 7570 - 120
110 - 150150 - 200
FOX CN 22/9 N-B
E 22 9 3 NLB 22E 2209-15
C ≤0.03Si 0.3Mn 1.1Cr 23.0Mo 3.2Ni 8.8N 0.16PREN ≥ 35
Re 630 Н/мм2
Rm 830 Н/мм2
A5 27%Av 105 Дж
≥ 65 Дж -40°C
TÜV-D, CL, UDT
2.53.245
разнородные соединения 50 - 7580 - 110
100 - 145140 - 180
FOX SAS 4-A
E 19 12 3 Nb R 32E 318-17
C ≤0.03Si 0.8Mn 0.8Cr 19.0Mo 2.7Ni 11.5Nb +
Re 490 Н/мм2
Rm 640 Н/мм2
A5 32%Av 60 Дж
≥ 32 Дж -60 °C
TÜV-D, Ü,TÜV-A,
CL, ÖBB, DB, UDT,
LTSS,SEPROS,
VUZ
22.53.245
Электрод с рутиловым покрытием для сварки нержаве-ющихсталей.Лучший электрод такого типа. Сварка на постоян-ном и переменном токе.Возможность работы на высокихтоках, минимум разбрызгивания, самоотделяющийсяшлак, гладкий шов, отсутствие пор благодаря влагостойкому покрытию и герметичной упаковке в жестяные банки. Легированный сердечник гарантирует высокую коррозиестойкость.
40 - 6050 - 9080 - 120
110 - 160140 - 200
Марка стали постандарту / классификации
Metals-No. ASTM/AISIEN UNS
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
Параметры сварки,типо-размеры
Пол
ожен
иясв
арки
Тип
тока
ø, м
м
ток,
A
ЭЛ
ЕК
ТР
ОД
Ы Д
ЛЯ
НЕ
РЖ
АВ
ЕЮ
ЩИ
Х И
КО
РР
ОЗ
ИЕ
СТ
ОЙ
КИ
Х С
ТА
ЛЕ
ЙЭ
ЛЕ
КТ
РО
ДЫ
ДЛ
Я В
ЫС
ОК
ОК
ОР
РО
ЗИ
-Е
СТ
ОЙ
КИ
Х С
ТА
ЛЕ
Й
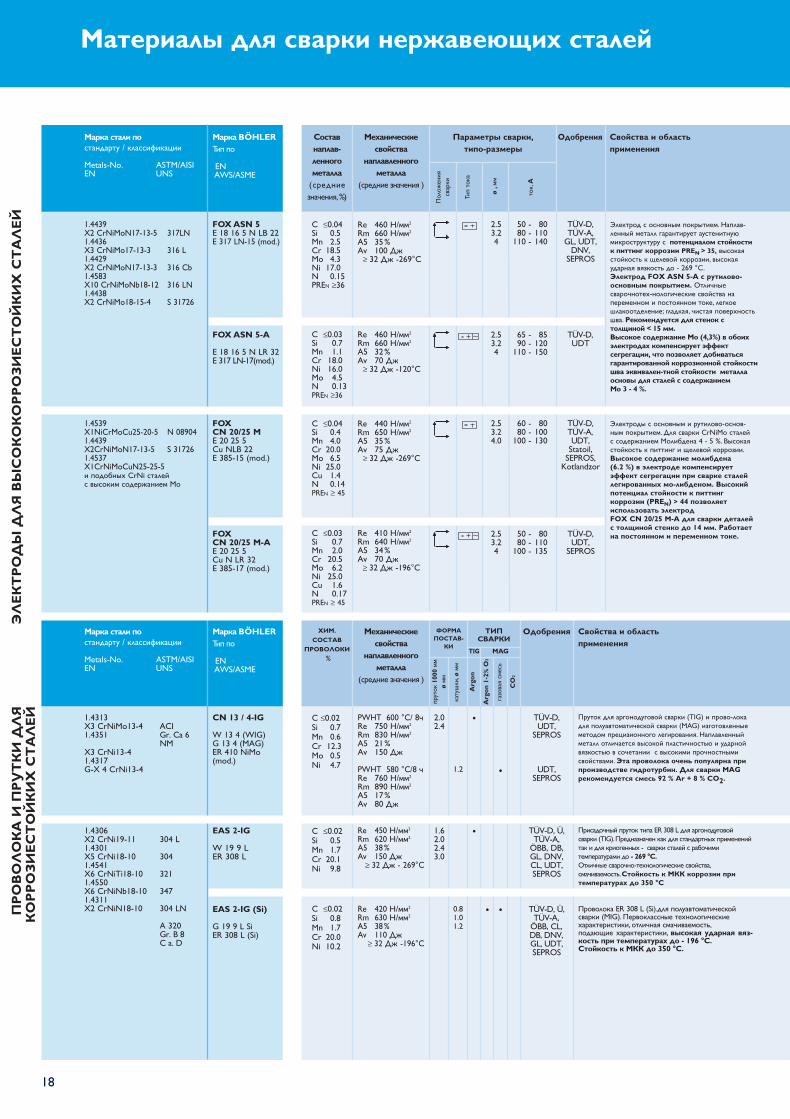
Материалы для сварки нержавеющих сталей
FOX ASN 5E 18 16 5 N LB 22E 317 LN-15 (mod.)
C ≤0.04Si 0.5Mn 2.5Cr 18.5Mo 4.3Ni 17.0N 0.15PREN ≥36
Re 460 Н/мм2
Rm 660 Н/мм2
A5 35%Av 100 Дж
≥ 32 Дж -269°C
TÜV-D,TÜV-A,
GL, UDT,DNV,
SEPROS
2.53.24
Электрод с основным покрытием. Наплав-ленный металл гарантирует аустенитную микроструктуру с потенциалом стойкости к питтинг коррозии PREN > 35, высокая стойкость к щелевой коррозии, высокая ударная вязкость до - 269 °C.Электрод FOX ASN 5-A с рутилово-основным покрытием. Отличные сварочнотех-нологические свойства на переменном и постоянном токе, легкое шлакоотделение; гладкая, чистая поверхностьшва. Рекомендуется для стенок с толщиной < 15 мм. Высокое содержание Mo (4,3%) в обоихэлектродах компенсирует эффект сегрегации, что позволяет добиваться гарантированной коррозионной стойкостишва эквивален-тной стойкости металла основы для сталей с содержанием Mo 3 - 4 %.
Марка стали постандарту / классификации
Metals-No. ASTM/AISIEN UNS
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
Параметры сварки,типо-размеры
Пол
ожен
иясв
арки
Тип
тока
ø,м
м
ток,
A
1.4439X2 CrNiMoN17-13-5 317LN1.4436X3 CrNiMo17-13-3 316 L1.4429X2 CrNiMoN17-13-3 316 Cb1.4583X10 CrNiMoNb18-12 316 LN1.4438X2 CrNiMo18-15-4 S 31726
50 - 8080 - 110
110 - 140
FOX ASN 5-A
E 18 16 5 N LR 32E 317 LN-17(mod.)
C ≤0.03Si 0.7Mn 1.1Cr 18.0Ni 16.0Mo 4.5N 0.13PREN ≥36
Re 460 Н/мм2
Rm 660 Н/мм2
A5 32%Av 70 Дж
≥ 32 Дж -120°C
TÜV-D, UDT
2.53.24
65 - 8590 - 120
110 - 150
ЭЛ
ЕК
ТР
ОД
Ы Д
ЛЯ
ВЫ
СО
КО
КО
РР
ОЗ
ИЕ
СТ
ОЙ
КИ
Х С
ТА
ЛЕ
ЙП
РО
ВО
ЛО
КА
И П
РУ
ТК
И Д
ЛЯ
КО
РР
ОЗ
ИЕ
СТ
ОЙ
КИ
Х С
ТА
ЛЕ
Й
FOXCN 20/25 ME 20 25 5Cu NLB 22E 385-15 (mod.)
C ≤0.04Si 0.4Mn 4.0Cr 20.0Mo 6.5Ni 25.0Cu 1.4N 0.14PREN ≥ 45
Re 440 Н/мм2
Rm 650 Н/мм2
A5 35%Av 75 Дж
≥ 32 Дж -269°C
TÜV-D,TÜV-A, UDT,
Statoil,SEPROS,
Kotlandzor
2.53.24.0
Электроды с основным и рутилово-основ-ным покрытием. Для сварки CrNiMo сталей с содержанием Молибдена 4 - 5 %. Высокаястойкость к питтинг и щелевой коррозии.Высокое содержание молибдена (6.2 %) в электроде компенсирует эффект сегрегации при сварке сталейлегированных мо-либденом. Высокийпотенциал стойкости к питтинг коррозии (PREN) > 44 позволяет использовать электродFOX CN 20/25 M-A для сварки деталейс толщиной стенко до 14 мм. Работаетна постоянном и переменном токе.
1.4539X1NiCrMoCu25-20-5 N 089041.4439X2CrNiMoN17-13-5 S 317261.4537X1CrNiMoCuN25-25-5и подобных CrNi сталей с высоким содержанием Mo
60 - 8080 - 100
100 - 130
FOXCN 20/25 M-AE 20 25 5 Cu N LR 32E 385-17 (mod.)
C ≤0.03Si 0.7Mn 2.0Cr 20.5Mo 6.2Ni 25.0Cu 1.6N 0.17PREN ≥ 45
Re 410 Н/мм2
Rm 640 Н/мм2
A5 34%Av 70 Дж
≥ 32 Дж -196°C
TÜV-D,UDT,
SEPROS
2.53.24
50 - 8080 - 110
100 - 135
18
Марка стали постандарту / классификации
Metals-No. ASTM/AISIEN UNS
Марка BÖHLER Тип по
ENAWS/ASME
ХИМ.
СОСТАВ
ПРОВОЛОКИ
%
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
ФОРМАПОСТАВ-
КИ
прут
ок 1
000
мм
ø м
м
ТИП СВАРКИ
кату
шки
,ø м
м
TIG
Arg
on
Arg
on
1-2
% O
2
газо
вая
смес
ь
CO
2
MAG
CN 13 / 4-IG
W 13 4 (WIG)G 13 4 (MAG)ER 410 NiMo(mod.)
C ≤0.02Si 0.7Mn 0.6Cr 12.3Mo 0.5Ni 4.7
PWHT 600 °C/ 8чRe 750 Н/мм2
Rm 830 Н/мм2
A5 21%Av 150 Дж
PWHT 580 °C/8 чRe 760 Н/мм2
Rm 890 Н/мм2
A5 17%Av 80 Дж
TÜV-D,UDT,
SEPROS
UDT,SEPROS
Пруток для аргонодуговой сварки (TIG) и прово-локадля полуавтоматической сварки (MAG) изготовленныеметодом прецизионного легирования. Наплавленныйметалл отличается высокой пластичностью и ударнойвязкостью в сочетании с высокими прочностнымисвойствами. Эта проволока очень популярна припроизводстве гидротурбин. Для сварки MAGрекомендуется смесь 92 % Ar + 8 % CO2.
1.2 •
•2.02.4
1.4313X3 CrNiMo13-4 ACI 1.4351 Gr. Ca 6
NMX3 CrNi13-41.4317G-X 4 CrNi13-4
EAS 2-IG
W 19 9 LER 308 L
C ≤0.02Si 0.5Mn 1.7Cr 20.1Ni 9.8
Re 450 Н/мм2
Rm 620 Н/мм2
A5 38%Av 150 Дж
≥ 32 Дж - 269°C
TÜV-D, Ü,TÜV-A,
ÖBB, DB,GL, DNV,CL, UDT,SEPROS
Присадочный пруток типа ER 308 L для аргонодуговой сварки (TIG).Предназначен как для стандартных примененийтак и для криогенных - сварки сталей с рабочими температурами до - 269 °C. Отличные сварочно-технологические свойства,смачиваемость.Стойкость к МКК коррозии притемпературах до 350 °C
•1.62.02.43.0
1.4306X2 CrNi19-11 304 L1.4301X5 CrNi18-10 3041.4541X6 CrNiTi18-10 3211.4550X6 CrNiNb18-10 3471.4311X2 CrNiN18-10 304 LN
A 320Gr. B 8 C a. D
EAS 2-IG (Si)
G 19 9 L SiER 308 L (Si)
C ≤0.02Si 0.8Mn 1.7Cr 20.0Ni 10.2
Re 420 Н/мм2
Rm 630 Н/мм2
A5 38%Av 110 Дж
≥ 32 Дж -196°C
TÜV-D, Ü,TÜV-A,
ÖBB, CL, DB, DNV, GL, UDT,SEPROS
Проволока ER 308 L (Si).для полуавтоматической сварки (MIG). Первоклассные технологические характеристики, отличная смачиваемость,подающие характеристики, высокая ударная вяз-кость при температурах до - 196 °C. Стойкость к МКК до 350 °C.
0.81.01.2
• •
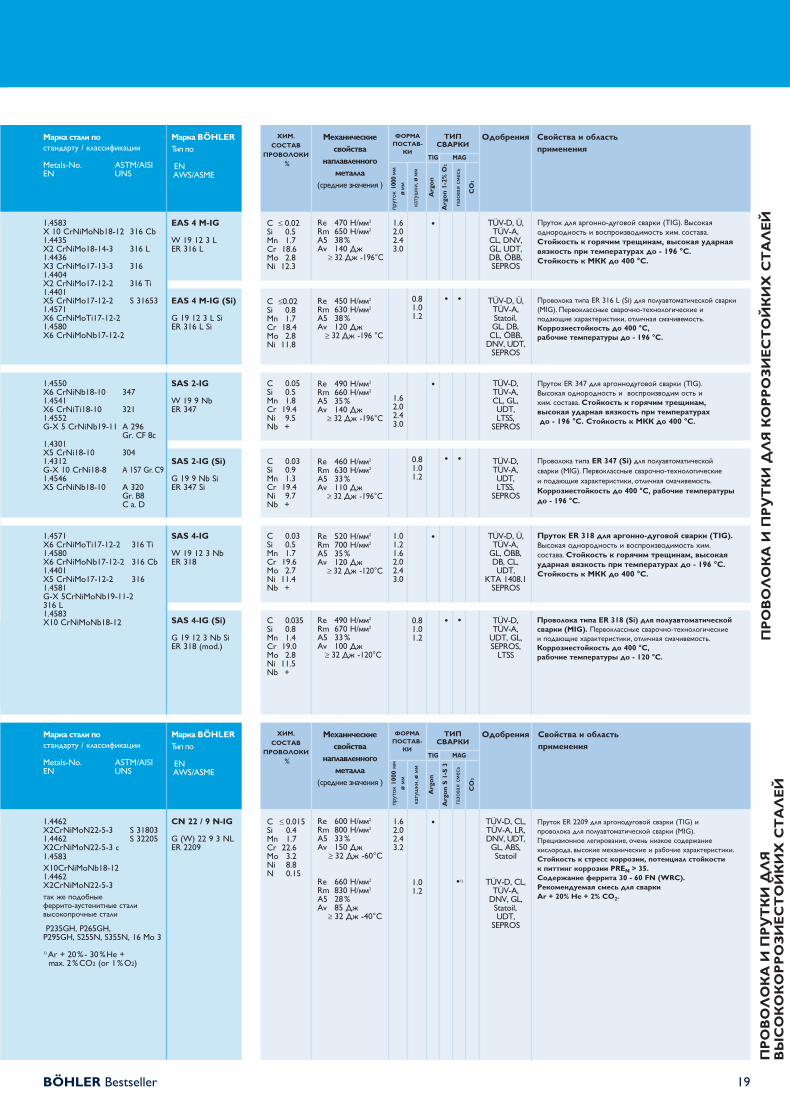
ПР
ОВ
ОЛ
ОК
А И
ПР
УТ
КИ
ДЛ
Я К
ОР
РО
ЗИ
ЕС
ТО
ЙК
ИХ
СТ
АЛ
ЕЙ
ПР
ОВ
ОЛ
ОК
А И
ПР
УТ
КИ
ДЛ
ЯВ
ЫС
ОК
ОК
ОР
РО
ЗИ
ЕС
ТО
ЙК
ИХ
СТ
АЛ
ЕЙ
19BÖHLER Bestseller
Марка стали постандарту / классификации
Metals-No. ASTM/AISIEN UNS
Марка BÖHLER Тип по
ENAWS/ASME
ХИМ.
СОСТАВ
ПРОВОЛОКИ
%
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
ФОРМАПОСТАВ-
КИ
прут
ок 1
000
мм
ø м
м
ТИП СВАРКИ
кату
шки
,ø м
м
TIG
Arg
on
Arg
on
1-2
% O
2
газо
вая
смес
ь
CO
2
MAG
EAS 4 M-IG
W 19 12 3 LER 316 L
C ≤ 0.02Si 0.5Mn 1.7Cr 18.6Mo 2.8Ni 12.3
Re 470 Н/мм2
Rm 650 Н/мм2
A5 38%Av 140 Дж
≥ 32 Дж -196°C
TÜV-D, Ü,TÜV-A,
CL, DNV,GL, UDT,DB, ÖBB,SEPROS
Пруток для аргонно-дуговой сварки (TIG). Высокая однородность и воспроизводимость хим. состава.Стойкость к горячим трещинам, высокая ударнаявязкость при температурах до - 196 °C. Стойкость к МКК до 400 °C.
0.81.01.2
•1.62.02.43.0
1.62.02.43.0
1.4583X 10 CrNiMoNb18-12 316 Cb1.4435X2 CrNiMo18-14-3 316 L1.4436X3 CrNiMo17-13-3 3161.4404X2 CrNiMo17-12-2 316 Ti1.4401X5 CrNiMo17-12-2 S 316531.4571X6 CrNiMoTi17-12-21.4580X6 CrNiMoNb17-12-2
CN 22 / 9 N-IG
G (W) 22 9 3 NLER 2209
C ≤ 0.015Si 0.4Mn 1.7Cr 22.6Mo 3.2Ni 8.8N 0.15
Re 600 Н/мм2
Rm 800 Н/мм2
A5 33%Av 150 Дж
≥ 32 Дж -60°C
Re 660 Н/мм2
Rm 830 Н/мм2
A5 28%Av 85 Дж
≥ 32 Дж -40°C
TÜV-D, CL,TÜV-A, LR,DNV, UDT,
GL, ABS,Statoil
TÜV-D, CL,TÜV-A,
DNV, GL,Statoil, UDT,
SEPROS
Пруток ER 2209 для аргонодуговой сварки (TIG) и проволока для полуавтоматической сварки (MIG).Прецизионное легирование, очень низкое содержание кислорода, высокие механические и рабочие характеристики.Стойкость к стресс коррозии, потенциал стойкости к питтинг коррозии PREN > 35. Содержание феррита 30 - 60 FN (WRC). Рекомендуемая смесь для сварки Ar + 20% He + 2% CO2.
1.01.2
1.62.02.43.2
•1)
•1.4462X2CrNiMoN22-5-3 S 318031.4462 S 32205X2CrNiMoN22-5-3 с1.4583X10CrNiMoNb18-121.4462X2CrNiMoN22-5-3 так же подобные феррито-аустенитные стали высокопрочные стали
P235GH, P265GH, P295GH, S255N, S355N, 16 Mo 3
1) Ar + 20%- 30%He + max. 2%CO2 (or 1%O2)
EAS 4 M-IG (Si)
G 19 12 3 L SiER 316 L Si
C ≤0.02Si 0.8Mn 1.7Cr 18.4Mo 2.8Ni 11.8
Re 450 Н/мм2
Rm 630 Н/мм2
A5 38%Av 120 Дж
≥ 32 Дж -196 °C
TÜV-D, Ü,TÜV-A,Statoil, GL, DB,
CL, ÖBB,DNV, UDT,
SEPROS
Проволока типа ER 316 L (Si) для полуавтоматической сварки(MIG). Первоклассные сварочно-технологические и подающие характеристики, отличная смачивемость.Коррозиестойкость до 400 °C, рабочие температуры до - 196 °C.
• •
• •
SAS 2-IG
W 19 9 NbER 347
C 0.05Si 0.5Mn 1.8Cr 19.4Ni 9.5Nb +
Re 490 Н/мм2
Rm 660 Н/мм2
A5 35%Av 140 Дж
≥ 32 Дж -196°C
TÜV-D, TÜV-A, CL, GL, UDT,LTSS,
SEPROS
Пруток ER 347 для аргоннодуговой сварки (TIG).Высокая однородность и воспроизводим ость ихим. состава. Стойкость к горячим трещинам, высокая ударная вязкость при температурахдо - 196 °C. Стойкость к МКК до 400 °C.
0.81.01.2
• 1.4550X6 CrNiNb18-10 3471.4541X6 CrNiTi18-10 3211.4552G-X 5 CrNiNb19-11 A 296
Gr. CF 8c1.4301X5 CrNi18-10 3041.4312G-X 10 CrNi18-8 A 157 Gr. C91.4546X5 CrNiNb18-10 A 320
Gr. B8 C a. D
SAS 2-IG (Si)
G 19 9 Nb SiER 347 Si
C 0.03Si 0.9Mn 1.3Cr 19.4Ni 9.7Nb +
Re 460 Н/мм2
Rm 630 Н/мм2
A5 33%Av 110 Дж
≥ 32 Дж -196°C
TÜV-D, TÜV-A, UDT, LTSS,
SEPROS
Проволока типа ER 347 (Si) для полуавтоматической сварки (MIG). Первоклассные сварочно-технологические и подающие характеристики, отличная смачивемость.Коррозиестойкость до 400 °C, рабочие температурыдо - 196 °C.
1.01.21.62.02.43.0
• •
SAS 4-IG
W 19 12 3 NbER 318
C 0.03Si 0.5Mn 1.7Cr 19.6Mo 2.7Ni 11.4Nb +
Re 520 Н/мм2
Rm 700 Н/мм2
A5 35%Av 120 Дж
≥ 32 Дж -120°C
TÜV-D, Ü,TÜV-A,
GL, ÖBB, DB, CL, UDT,
KTA 1408.1SEPROS
Пруток ER 318 для аргонно-дуговой сварки (TIG).Высокая однородность и воспроизводимость хим.состава. Стойкость к горячим трещинам, высокаяударная вязкость при температурах до - 196 °C. Стойкость к МКК до 400 °C.
0.81.01.2
• 1.4571X6 CrNiMoTi17-12-2 316 Ti1.4580X6 CrNiMoNb17-12-2 316 Cb1.4401X5 CrNiMo17-12-2 3161.4581G-X 5CrNiMoNb19-11-2316 L1.4583X10 CrNiMoNb18-12 SAS 4-IG (Si)
G 19 12 3 Nb SiER 318 (mod.)
C 0.035Si 0.8Mn 1.4Cr 19.0Mo 2.8Ni 11.5Nb +
Re 490 Н/мм2
Rm 670 Н/мм2
A5 33%Av 100 Дж
≥ 32 Дж -120°C
TÜV-D, TÜV-A,
UDT, GL,SEPROS,
LTSS
Проволока типа ER 318 (Si) для полуавтоматическойсварки (MIG). Первоклассные сварочно-технологические и подающие характеристики, отличная смачивемость.Коррозиестойкость до 400 °C, рабочие температуры до - 120 °C.
Марка стали постандарту / классификации
Metals-No. ASTM/AISIEN UNS
Марка BÖHLER Тип по
ENAWS/ASME
ХИМ.
СОСТАВ
ПРОВОЛОКИ
%
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
ФОРМАПОСТАВ-
КИ
прут
ок 1
000
мм
ø м
м
ТИП СВАРКИ
кату
шки
,ø м
м
TIG
Arg
on
Arg
on
S 1
-S 3
газо
вая
смес
ь
CO
2
MAG

Материалы для сварки нержавеющих сталей
Марка стали постандарту / классификации
Metals-No. ASTM/AISIEN UNS
Марка BÖHLER Тип по
ENAWS/ASME
ХИМ.
СОСТАВ
ПРОВОЛОКИ
%
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
ФОРМАПОСТАВ-
КИ
прут
ок 1
000
мм
ø м
м
ТИП СВАРКИ
кату
шки
,ø м
м
TIG
Arg
on
Arg
on
S 1
-S 3
газо
вая
смес
ь
CO
2
MAG
ASN 5-IG
W Z 18 16 5 NLER 317 LN (mod.)
C ≤ 0.02Si 0.2Mn 5.0Cr 19.0Mo 4.1Ni 16.5N 0.16
Re 440 Н/мм2
Rm 650 Н/мм2
A5 35%Av 120 Дж
≥ 32 Дж - 269°C
TÜV-D,TÜV-A,UDT, DNV,
SEPROS
Пруток для аргонодуговой (TIG)сварки и проволока(MIG) для полуавтоматической сварки Cr/Ni сталей ссодержанием Mo 3-4%. Наплавленный металлобладает однородной аустенитной микрострук-турой, потенциал стойкости к питтинг коррозии PREN > 35 и стойкость к щелевой коррозиисочетается с высокими значениями ударной вязкости. Проволока и пруток обладают повышенным содержанием Мо (4,3 %) для компенсации эффекта сегрегации, что гарантирует такую же коррозиестойкость металла шва как у металла основы.
1.01.2
•1.62.02.4
1.4439X2 CrNiMoN17-13-5 317LN1.4436X3 CrNiMo17-13-3 316 L1.4429X2 CrNiMoN17-13-3 316 Cb1.4583X10 CrNiMoNb18-12 316 LN1.4438X2 CrNiMo18-15-4 S 31726
ASN 5-IG (Si)
G Z 18 16 5 NLER 317 LN (mod.)
C ≤ 0.03Si 0.7Mn 7.0Cr 19.0Mo 4.3Ni 17.5N 0.16
Re 430 Н/мм2
Rm 650 Н/мм2
A5 35%Av 110 Дж
≥ 32 Дж-196°C
TÜV-D,GL, UDT,
DNV
• •
CN 20/25 M-IG
W Z 20 25 5 Cu NLER 385 (mod.)
C ≤ 0.02Si 0.7Mn 4.7Cr 20.0Mo 6.2Ni 25.4Cu 1.5N 0.12
Re 440 Н/мм2
Rm 670 Н/мм2
A5 42%Av 115 Дж
≥ 32 Дж -269°C
TÜV-D,TÜV-A,UDT,Statoil
Пруток для аргонодуговой (TIG) и проволока дляполуавтоматической (MIG) сварки сварки CrNiMoсталей с содержанием Молибдена 4 - 5 %.. Наплавленный металл обладает однородной аустенитной структурой.Потенциал стойкости к питтинг коррозииPREN > 45. Для компенсации эффекта сегрегации при сварке сталей с Mo 3-4 %, проволока и пруток обладают повышен-ным содержанием Mo (6,2 %).
1.01.2
• 1.62.02.4
1.4539X1NiCrMoCu25-20-5 N 089041.4439X2CrNiMoN17-13-5 S 317261.4537X1CrNiMoCuN25-25-5и подобных CrNi сталей с высоким содержанием Mo
1)
Ar +20 - 30%He + max. 2%CO2
Ar +20%He + 0.5%CO2 CN 20/25 M-IG (Si)
G Z20 25 5 Cu NL ER 385 (mod.)
C ≤ 0.02Si 0.7Mn 4.7Cr 20.0Mo 6.2Ni 25.4Cu 1.5N 0.12
Re 410 Н/мм2
Rm 650 Н/мм2
A5 39%Av 100 Дж
≥ 32 Дж -196°C
TÜV-D,TÜV-A,UDT,
Statoil,SEPROS
• •1)
Марка стали постандарту / классификации
Metals-No. ASTM/AISIEN UNS
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
ФОРМАПОСТАВ-
КИ
см.с
тр.3
0ø
мм
Проволока:CN 13/4-UP
Флюс:BB 203S 13 4ER 410 NiMo (mod.)SA FB 2 DC
C 0.025Si 0.20Mn 0.6Cr 12.1Mo 0.5Ni 4.7
PWHT 600 °C/2 чRe ≥ 600 Н/мм2
Rm ≥ 800 Н/мм2
A5 ≥ 15%Av ≥ 50 Дж
UDT, SEPROS
Проволока:SEPROS
Комбинация проволока/флюс при сварке дает наплавленный металл отличающихся высокой ударнойвязкостью и трещиностойкостью.Флюс ВВ 203 - фторидо-основного типа, агломерированный, отличные сварочно-технологические свойства, гладкая поверхность сварного шва, низкое содержание водорода в наплавленном металле.Основность 2,7. Плотность 1,0 кг/дм3.
3.01.4313X3 CrNiMo13-4 ACI 1.4351 Gr. Ca 6
NMX3 CrNi13-41.4317G-X 4 CrNi13-4
Проволока:EAS 2-UP
Флюс:BB 202
S 19 9 LER 308 L
SA FB 2 DC(Флюс)
C ≤ 0.02Si 0.6Mn 1.3Cr 19.8Ni 9.8
Re ≥ 350 Н/мм2
Rm ≥ 550 Н/мм2
A5 ≥ 35%Av ≥ 80 Дж
≥ 35 Дж-196°C
TÜV-D, UDT
Проволока:TÜV-D,TÜV-A,
KTA 1408.1 SEPROS
Проволока/флюс типа 308L. Гладкая поверхность шва, легкое шлако-отделение без остатков шлаковых включений.Отличные сварочно-технологические свойствадаже для угловых стыков.Для сварки деталей с рабочими температурами от - 196 °C до 350 °C. Флюс ВВ 202 - фторидо-основной, агломерированный. Основность 2,3. Плотность 1,0 кг/дм3.
3.01.4306X2 CrNi19-11 304 L1.4301X5 CrNi18-10 3041.4541X6 CrNiTi18-10 3211.4550X6 CrNiNb18-10 3471.4311X2 CrNiN18-10 304 LN
A 320Gr. B 8 C a. D
Проволока:EAS 4 M-UP
Флюс:BB 202
S 19 12 3 LER 316 L
SA FB 2 DC(Флюс)
C ≤ 0.02Si 0.6Mn 1.3Cr 18.3Mo 2.7Ni 12.2
Re ≥ 350 Н/мм2
Rm ≥ 560 Н/мм2
A5 ≥ 35%Av ≥ 80 Дж
≥ 50 Дж-100°C
TÜV-D, UDT
Проволока:TÜV-D, Ü,
TÜV-A,KTA 1408.1DB, ÖBB,SEPROS
Проволока/флюс типа 316L. Гладкая поверхность шва, легкое шлакоотделение без остатков шлаковых включений. Отличныесварочно-технологические свойства даже для угловых стыков.Для сварки деталей с рабочими температу-рами от - 120 °C до 400 °C. Флюс ВВ 202 - фторидо-основной, агломерированный. Основность 2,3. Плотность 1,0 кг/дм3.
3.01.4583X 10 CrNiMoNb18-12 316 Cb1.4435X2 CrNiMo18-14-3 316 L1.4436X3 CrNiMo17-13-3 3161.4404X2 CrNiMo17-12-2 316 Ti1.4401X5 CrNiMo17-12-2 S 316531.4571X6 CrNiMoTi17-12-21.4580X6 CrNiMoNb17-12-2
20
ПР
ОВ
ОЛ
ОК
А И
ПР
УТ
КИ
ДЛ
ЯВ
ЫС
ОК
ОК
ОР
РО
ЗИ
ЕС
ТО
ЙК
ИХ
СТ
АЛ
ЕЙ
ПР
ОВ
ОЛ
ОК
А /
ФЛ
ЮС
ДЛ
Я
КО
РР
ОЗ
ИЕ
СТ
ОЙ
КИ
Х С
ТА
ЛЕ
Й

Марка стали постандарту / классификации
Metals-No. ASTM/AISIEN UNS
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
ФОРМАПОСТАВ-
КИ
см.с
тр.3
0ø
мм
Проволока:SAS 2-UP
Флюс:BB 202
S 19 9 NbER 347
SA FB 2 DC(Флюс)
C ≤ 0.045Si 0.65Mn 1.3Cr 19.3Ni 9.5Nb 0.5
Re ≥ 420 Н/мм2
Rm ≥ 600 Н/мм2
A5 ≥ 30%Av ≥ 90 Дж
≥ 35 Дж -196°C
TÜV-D, UDT
TÜV-A,
Проволока:TÜV-D, Ü,
TÜV-A, ÖBB, DB
KTA 1408.1SEPROS
Проволока/флюс типа 347. Гладкая повер-хность шва, легкое шлакоотделение без остатковшлаковых включений. Отличные сварочно-технологические свойства даже для угловых стыков.Для сварки деталей с рабочими температурами от - 196 °C до 400 °C. Флюс ВВ 202 - фторидо-основной, агломерированный. Основность 2,3. Плотность 1,0 кг/дм3.
3.01.4550X6 CrNiNb18-10 3471.4541X6 CrNiTi18-10 3211.4552G-X 5 CrNiNb19-11 A 296
Gr. CF 8c1.4301X 5 CrNi18-10 3041.4312G-X 10 CrNi18-8 A 157 Gr. C91.4546X5 CrNiNb18-10 A 320
Gr. B8 C a. D
Проволока:SAS 4-UP
ФлюсBB 202
S 19 12 3 NbER 318
SA FB 2 DC(Флюс)
C 0.025Si 0.65Mn 1.3Cr 18.8Mo 2.7Ni 11.4Nb 0.45
Re ≥ 430 Н/мм2
Rm ≥ 600 Н/мм2
A5 ≥ 30%Av ≥ 80 Дж
≥ 32 Дж -120°C
TÜV-D,TÜV-A,UDT
Проволока:TÜV-D, Ü,
TÜV-A,KTA 1408.1DB, ÖBB,SEPROS
Проволока/флюс типа 318. Гладкая повер-хность шва, легкое шлакоотделение без остатковшлаковых включений. Отличные сварочно-технологические свойства даже для угловых стыков. Для сварки деталей с рабочими температурами от - 120 °C до 400 °C. Флюс ВВ 202 - фторидо-основной, агломерированный. Основность 2,3. Плотность 1,0 кг/дм3.
3.01.4571X6 CrNiMoTi17-12-2 316 Ti1.4580X6 CrNiMoNb17-12-2 316 Cb1.4401X5 CrNiMo17-12-2 3161.4581G-X 5CrNiMoNb19-11-2 316 L1.4583X10 CrNiMoNb18-12
Проволока:CN 22/9 N-UP
ФлюсBB 202
S 22 9 3 NLER 2209
SA FB 2 DC(Флюс)
C 0.015Si 0.55Mn 1.3Cr 22.5Mo 3.1Ni 8.9N 0.14PREN ≥35
Re ≥ 550 Н/мм2
Rm ≥ 750 Н/мм2
A5 ≥ 27%Av ≥ 100 Дж
≥ 32 Дж -40°C
TÜV-D,TÜV-A, LR, UDT, CL, GL, ABS,
DNV
Комбинация проволока/флюс типа Дуплекс 2209.Гладкий шов; легкое шлакоотделение без остаточныхшлаковых включений. Отличные сварочно-технологические свойства даже при сварке угловых соединений. Рабочие температуры свариваемых деталей от - 40 °C до 250 °C. Потенциал стойкости кпиттинг коррозии PREN > 35 .Флюс ВВ 202 - фторидо-основной, агломерированный. Основность 2,3. Плотность 1,0 кг/дм3. При повышенных требованиях к ударной вязкостидо - 40 °C, мы рекомендуем флюс ВВ 203.
3.01.4462X2CrNiMoN22-5-3 S 318031.4462 S 32205X2CrNiMoN22-5-3 c1.4583X10CrNiMoNb18-121.4462X2CrNiMoN22-5-3 так же подобные феррито-аустенитные стали высоко-прочные стали
P235GH, P265GH, P295GH, S255N, S355N, 16 Mo 3
Проволока:ASN 5-UP
ФлюсBB 203
S 18 16 5 NLER 317 LN (mod.)
SA FB 2 DC(Флюс)
C ≤ 0.02Si 0.2Mn 4.5Cr 18.5Mo 4.0Ni 16.3N 0.14PREN ≥ 33
Re ≥ 420 Н/мм2
Rm ≥ 630 Н/мм2
A5 ≥ 35%Av ≥ 120 Дж
≥ 40 Дж -196°C
UDT
Проволока:TÜV-D, Ü,
TÜV-A,KTA 1408.1DB, ÖBB,SEPROS
Комбинация проволока/флюс типа 317L. Для сваркиCrNiMo сталей с содержанием Mo 3-4 %. Наплавлен-ный металл обладает однородной аустенитной микроструктурой, потенциал стойкости кпиттинг коррозии PREN > 34, высокая стойкость к щелевойкоррозии, рабочая ударная вязкость при температурах до - 196 °C. Флюс ВВ 203 - фторидо-основной,агломерированный. Основность 2,3. Плотность 1,0 кг/дм3.Отличные рабочие характеристики, гладкий шов, низкое содержание водорода в шве.
3.01.4439X2 CrNiMoN17-13-5 317 LN1.4436X3 CrNiMo17-13-3 316 L1.4429X2 CrNiMoN17-13-3 316 Cb1.4583X10 CrNiMoNb18-12 316 LN1.4438X2 CrNiMo18-15-4 S 31726
21BÖHLER Bestseller
ПР
ОВ
ОЛ
ОК
А /
ФЛ
ЮС
ДЛ
Я К
ОР
РО
ЗИ
ЕС
ТО
ЙК
ИХ
СТ
АЛ
ЕЙ

Материалы для сварки нержавеющих сталей
Марка стали постандарту / классификации
Metals-No. ASTM/AISIEN UNS
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
Параметры сварки,типо-размеры
Пол
ожен
иясв
арки
Тип
тока
ø,м
м
газо
вая
смес
ь
CN 13/4-MC
T 13 4 MM2EC 410 NiMo(mod.)
C ≤ 0.025Si 0.7Mn 0.9Cr 12.0Ni 4.6Mo 0.6
PWHT(a) 580 °C/8чRe 760 Н/мм2
Rm 900 Н/мм2
A5 16%Av 65 Дж
≥ 47 Дж -20°C
SEPROS1.21.6
Высокопроизводительная металл-порошковая проволока, применяется дляпроизводства и ремонта гидро-турбин из мягко-мартенситной стали 13 % Cr, 4 % Ni . Проволока работает в режиме струйнго переноса или импуль-сном режиме, что обеспечивает мини-мум разбрызгивания, плоскую и глад-кую поверхность шва. Отличная смачиваемость и проплавление сочетаютсяс высокой производительностью наплавки.
1.4313X3 CrNiMo13-4 ACI 1.4351 Gr. Ca 6
NMX3 CrNi13-41.4317G-X 4 CrNi13-4
Argon + 2.5%CO2
EAS 2-FD
T 19 9 LR M (C) 3E 308 LT0-4 (1)
ø 0.9 mmT 19 9 L P M (C) 1E 308 LT1-4 (1)
C ≤ 0.03Si 0.7Mn 1.5Cr 19.8Ni 10.2
Re 380 Н/мм2
Rm 560 Н/мм2
A5 40%Av 60 Дж
≥ 32 Дж -196°C
TÜV-D, Ü,TÜV-A,
CL, UDT,DB, CWB, SEPROS,GL, ÖBB
0.91.21.6
Порошковая проволока с рутиловым флюсом типа 308 L. Высокая производи-тельность наплавки сочетается с отличнымисварочно-технологическими свойствами илегкостью в обращении. Самоотделяющийсяшлак, малое разбрызгивание, образованиецветов побежалости сведено к минимуму,гладкая поверхность шва, отличное пропла-вление. Высокая скорость сварки, ми-нимум затрат на послесварочную обработкушва обеспечивают значительныйэкономический эффект использования этойпроволоки. Рабочие температуры от -196 °Cдо +350 °C.EAS 2 PW-FD порошковая проволока срутиловым флюсом с быстросхваты-вающимся шлаком. Особенно рекомендуетсядля высокоскоростной позиционной сварки.
1.4306X2 CrNi 19 11 304 L1.4301X5 CrNi 18 10 3041.4541X6 CrNiTi 18 10 3211.4550X6 CrNiNb 18 10 3471.4311X2 CrNiN 18 10 304 LN1.4546 302X5 CrNiNb 18-10
A 320Gr. B 8 C a. D
Argon + 15-25%
CO2
или
100%CO2
22
ø 0.9
EAS 2 PW-FD
T 19 9 LP M (C) 1E 308 LT1-4 (1)
C ≤ 0.03Si 0.7Mn 1.5Cr 19.8Ni 10.2
Re 380 Н/мм2
Rm 560 Н/мм2
A5 40%Av 70 Дж
≥ 32 Дж -196°C
TÜV-D, CL, UDT,
CWB,SEPROS,DB, ÖBB
1.21.6
Argon + 15-25%
CO2
или
100%CO2
ø 1.2
ø 1.6
EAS 4 M-FD
T 19 12 3 L R M(C) 3E 316 LT0-4 (1)
ø 0.9 mmT 19 12 3 L P M (C) 1E 316 LT1-4 (1)
C ≤ 0.03Si 0.7Mn 1.5Cr 19.0Mo 2.7Ni 12.0
Re 400 Н/мм2
Rm 560 Н/мм2
A5 38%Av 55 Дж
35 Дж -120 °C
TÜV-D, ÜTÜV-A,
CL, UDT,GL, DB,CWB,
ÖBB, LR,SEPROS
0.91.21.6
Порошковая проволока с рутиловым флюсом типа 316 L. Высокая производи-тельность наплавки сочетается с отличнымисварочно-технологическими свойствами илегкостью в обращении. Самоотделяющийсяшлак, малое разбрызгивание, образованиецветов побежалости сведено к минимуму,гладкая поверхность шва, отличное пропла-вление. Высокая скорость сварки, ми-нимум затрат на послесварочную обработкушва обеспечивают значительныйэкономический эффект использования этойпроволоки. Рабочие температуры от -120 °Cдо +400 °C.EAS 4M PW-FD порошковая проволока срутиловым флюсом с быстросхватыва-ющимся шлаком. Особенно рекомендуетсядля высокоскоростной позиционной сварки.
1.4583X10 CrNiMoNb 18-12 316 Cb1.4435X2 CrNiMo 18-14-3 316 L1.4436X3 CrNiMo 17-13-3 3161.4404X2 CrNiMo 17-12-2 316 Ti1.4401X5 CrNiMo 17-12-2 S 316531.4571X6 CrNiMoTi 17-12-21.4580X6 CrNiMoNb 17-12-2
Argon + 15-25%
CO2
или
100%CO2
ø 0.9
EAS 4 PW-FD
T 19 12 3 LP M (C) 1E 316 LT1-4 (1)
C ≤ 0.03Si 0.7Mn 1.5Cr 19.0Mo 2.7Ni 12.0
Re 400 Н/мм2
Rm 560 Н/мм2
A5 38%Av 65 Дж
≥ 32 Дж -120°C
TÜV-D,CL, UDT,GL, CWB,SEPROS,
DB, ÖBB, LR
1.21.6
Argon + 15-25%
CO2
или
100%CO2
ø 1.2
ø 1.6
SAS 2-FD
T 19 9 Nb RM (C) 3E 347 T0-4(1)
C ≤ 0.03Si 0.7Mn 1.4Cr 19.0Ni 10.4Nb +
Re 420 Н/мм2
Rm 600 Н/мм2
A5 35%Av 75 Дж
≥ 32 Дж -196°C
TÜV-D, SEPROS
1.21.6
Порошковая проволока с рутиловым флюсом типа 347.Высокая производительность наплавкисочетается с отличными сварочно-технологическими свойствами и легкостьюв обращении. Самоотделяющийся шлак,малое разбрызгивание, образование цветовпобежалости сведено к минимуму, гладкаяповерхность шва, отличное проплавление.Высокая скорость сварки, минимум затрат на послесварочную обработку шва обеспечивают значительный экономическийэффект использования этой проволоки.Рабочие температуры от -196 °C до +400 °C.SAS 2 PW-FD порошковая проволока срутиловым флюсом с быстросхватыва-ющимся шлаком. Особенно рекомендуетсядля высокоскоростной позиционной сварки.
1.4550X6 CrNiNb18-10 3471.4541X6 CrNiTi18-10 3211.4552G-X 5 CrNiNb19-11 A 296
Gr.CF 8c1.4301X5 CrNi18-10 3041.4312G-X 10 CrNi18-8 A 157
Gr. C9A 320Gr. B 8 C a. D
Argon + 15-25%
CO2
или
100%CO2
ø 1.2
SAS 2 PW-FD
T 19 9 Nb PM (C) 1E 347 T1-4(1)
C ≤ 0.03Si 0.7Mn 1.4Cr 19.0Ni 10.4Nb +
Re 420 Н/мм2
Rm 600 Н/мм2
A5 35%Av 75 Дж
≥ 32 Дж -120°C
TÜV-D,SEPROS
1.2 Argon + 15-25%
CO2
или
100%CO2
ø 1.6
ПО
РО
ШК
ОВ
ЫЕ
ПР
ОВ
ОЛ
ОК
И
ДЛ
Я К
ОР
РО
ЗИ
ЕС
ТО
ЙК
ИХ
СТ
АЛ
ЕЙ

Марка стали постандарту / классификации
Metals-No. ASTM/AISIEN UNS
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
Параметры сварки,типо-размеры
По
лож
ения
свар
ки
Тип
тока
ø,м
м
газо
вая
смес
ь
23BÖHLER Bestseller
SAS 4-FD
T 19 12 3 Nb RM (C) 3E 318 T0-4(1)*
C ≤ 0.03Si 0.6Mn 1.3Cr 18.8Mo 2.6Ni 12.2Nb +
Re 430 Н/мм2
Rm 570 Н/мм2
A5 35%Av 65 Дж
35 Дж -120°C
TÜV-D1.21.6
Порошковая проволока с рутиловым флюсом для сварки аустенитных CrNiMoсталей. Высокая производительность наплавки сочетается с отличными сварочно-технологическими свойствами илегкостью в обращении. Самоотделяющийсяшлак, малое разбрызгивание, образованиецветов побежалости сведено к минимуму,гладкая поверхность шва, отличное проплавление. Высокая скорость сварки,минимум затрат на послесварочную обработку шва обеспечивают значительныйэкономический эффект использования этойпроволоки. Рабочие температуры от -120 °C,стойкость к межкристаллитной коррозии до +400 °C. SAS 2 PW-FD порошковаяпроволока с рутиловым флюсом с быстросхватывающимся шлаком. Особеннорекомен-дуется для высокоскоростной позиционной сварки.
1.4583X10 CrNiMoNb 18-12 316 Cb1.4435X2 CrNiMo 18-14-3 316 L1.4436X3 CrNiMo 17-13-3 3161.4404X2 CrNiMo 17-12-2 316 Ti1.4401X5 CrNiMo 17-12-2 S 316531.4571X6 CrNiMoTi 17-12-21.4580X6 CrNiMoNb 17-12-2
Argon + 15-25%
CO2
или
100%CO2
ø 1.2
SAS 4 PW-FD
T 19 12 3 Nb PM (C) 1E 318 T1-4(1)*
C ≤ 0.03Si 0.6Mn 1.3Cr 18.8Mo 2.6Ni 12.2Nb +
Re 430 Н/мм2
Rm 570 Н/мм2
A5 35%Av 65 Дж
40 Дж -120°C
TÜV-D1.2 Argon + 15-25%
CO2
или
100%CO2
CN 22/9 N-FD
T 22 9 3 NLR M (C) 3E 2209 T0-4 (1)
C ≤ 0.03Si 0.8Mn 0.9Cr 22.7Mo 3.2Ni 9.0N 0.13PREN ≥ 35
Re 600 Н/мм2
Rm 800 Н/мм2
A5 27%Av 60 Дж
45 Дж -40°C
TÜV-D,UDT, CL,RINA, GL,
DNV, ABS, LR,CWB,
SEPROS
1.2 Применение проволоки CN 22/9 N-FD хара-ктеризуется более высоким качеством иэкономичностью по сравнению с проволо-кой сплошного сечения иcпользуемой длясварки дуплексных сталей в импульсномрежиме в нижнем и горизонтальном поло-жении. Наряду с высокой производитель-ностью и технологическими преемуществамипорошковых проволок, указанная проволока обладает дополнительными достоинствамипри сварке дуплексных сталей: отличнаясмачиваемость, уменьшение цветов побежалости и окисления поверхности сварного шва, что приводит к снижениюобъема работ по зачистке и травлению.
Проволока CN 22/9 PW-FD с рутиловым,быстро затвердевающим шлаком обладаетотличными сварочными свойствами при по-зиционной сварке. Проволока отвечает самымвысоким стандартам при монтаже оффшорной техники, строительстве судовдля перевозки химикатов, так же как приизготовлении оборудования для химической,нефтехимической и целлюлозо-бумажнойпромышленности.
1.4462X2CrNiMoN22-5-3 S 318031.4462 S 32205X2CrNiMoN22-5-3 1.4583X10CrNiMoNb18-121.4462X2CrNiMoN22-5-3 так же подобные феррито-аустенитные стали высокопрочные стали
P235GH, P265GH,P295GH,S255N,S355N,16 Mo 3
Argon + 15-25%
CO2
или
100%CO2
CN 22/9 PW-FD
T 22 9 3 NL PM (C) 1E 2209 T1-4 (1)
C ≤ 0.03Si 0.8Mn 0.9Cr 22.7Mo 3.2Ni 9.0N 0.13PREN ≥ 35
Re 600 Н/мм2
Rm 800 Н/мм2
A5 27%Av 80 Дж
45 Дж -46°C
TÜV-D,DNV, CL,ABS, LR,UDT, GL,
RINA, CWB
1.2 Argon + 15-25%
CO2
или
100%CO2
ø 1.6
ø 1.2
ø 1.6
E 317 L-FD
T 19 13 4 LR M 3E 317 LT0-4 (1)
C ≤ 0.035Si 0.7Mn 1.3Cr 18.5Ni 13.3Mo 3.4
Re 420 Н/мм2
Rm 570 Н/мм2
A5 32%Av 50 Дж
45 Дж -60°C
UDT1.21.6
Порошковая проволока с рутиловым флюсом типа 317 L. Высокая производительность наплавки сочетаетсяс отличными сварочно-технологическимисвойствами и легкостью в обращении.Самоотделяющийся шлак, малое разбрызгивание, образование цветов побежалости сведено к минимуму, гладкаяповерхность шва, отличное проплавление.Высокая скорость сварки, минимум затрат на послесварочную обработку шва обеспечивают значительный экономическийэффект использования этой проволоки.E 317L PW-FD порошковая проволока срутиловым флюсом с быстросхватывающимся шлаком. Особеннорекомендуется для высокоскоростной позици-онной сварки.
1.4435 317L X2 CrNiMo18-14-3 317LN1.4429 316 LX2 CrNiMoN17-13-3 316 LN1.4438 316 CbX2 CrNiMo18-15-4Плакирование углеродистых сталей.
1.4435 317L X2 CrNiMo18-14-3 317LN1.4429 316 LX2 CrNiMoN17-11-2 316 LN1.4436X3 CrNiMo17-13-3Сварка CrNiMo сталей с высоким содержанием Mo,плакирование углеродистых сталей.
Argon + 15-25%
CO2
или
100%CO2
E 317 L PW-FD
–E 317 LT1-4
C ≤ 0.035Si 0.7Mn 1.3Cr 18.5Ni 13.3Mo 3.4
Re 380 Н/мм2
Rm 560 Н/мм2
A5 39%Av 58 Дж
≥ 32 Дж -60°C
BV1.2 Argon + 15-25%
CO2
или
100%CO2
ПО
РО
ШК
ОВ
ЫЕ
ПР
ОВ
ОЛ
ОК
И
ДЛ
Я
КО
РР
ОЗ
ИЕ
СТ
ОЙ
КИ
Х С
ТА
ЛЕ
Й
* проволоки пока не классифицированы по AWS A5.22-95
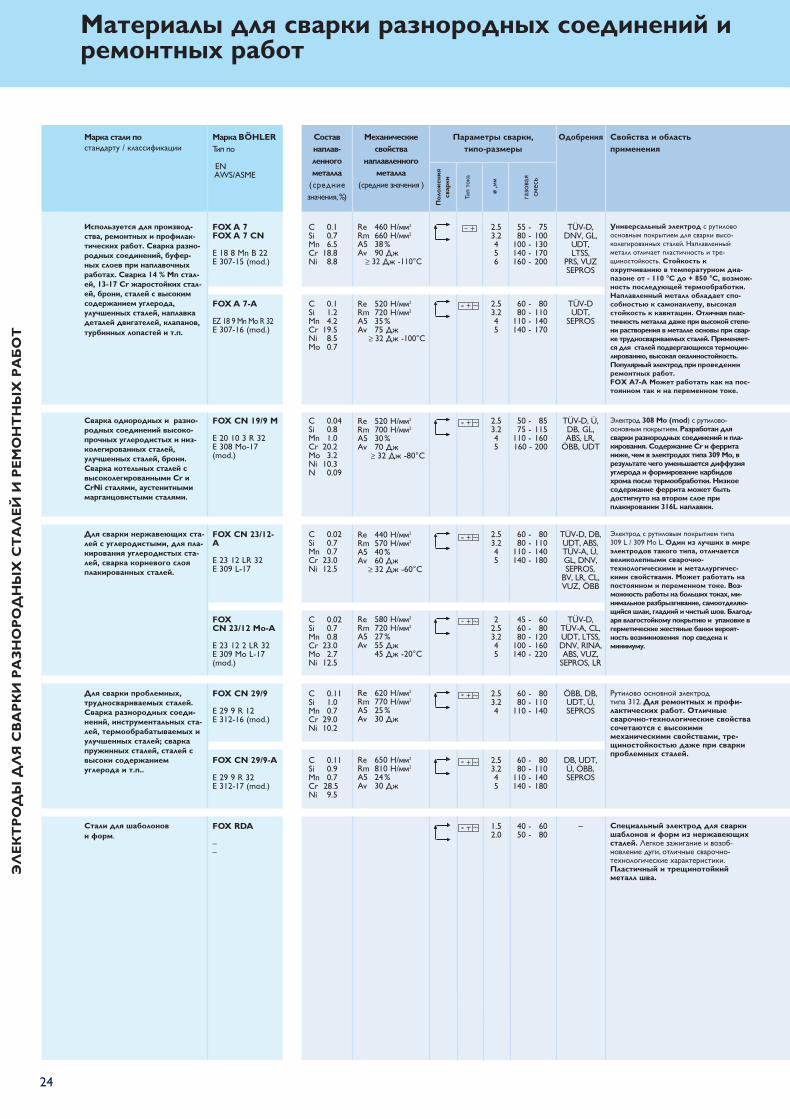
Материалы для сварки разнородных соединений иремонтных работ
Марка стали постандарту / классификации
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
Параметры сварки,типо-размеры
По
лож
ения
свар
ки
Тип
тока
ø,м
м
газо
вая
смес
ь
FOX A 7FOX A 7 CN
E 18 8 Mn B 22E 307-15 (mod.)
C 0.1Si 0.7Mn 6.5Cr 18.8Ni 8.8
Re 460 Н/мм2
Rm 660 Н/мм2
A5 38%Av 90 Дж
≥ 32 Дж -110°C
TÜV-D,DNV, GL,
UDT, LTSS,
PRS, VUZSEPROS
2.53.2456
Универсальный электрод с рутилово основным покрытием для сварки высо-колегированных сталей. Наплавленный металл отличает пластичность и тре-щиностойкость. Стойкость к охрупчиванию в температурном диа-пазоне от - 110 °C до + 850 °C, возмож-ность последующей термообработки.Наплавленный металл обладает спо-собностью к самонаклепу, высокая стойкость к кавитации. Отличная плас-тичность металла даже при высокой степе-ни растворения в металле основы при свар-ке трудносвариваемых сталей. Применяет-ся для сталей подвергающихся термоцик-лированию, высокая окалиностойкость.Популярный электрод при проведенииремонтных работ. FOX A7-A Может работать как на пос-тоянном так и на переменном токе.
Используется для производ-ства, ремонтных и профилак-тических работ. Сварка разно-родных соединений, буфер-ных слоев при наплавочныхработах. Сварка 14 % Mn стал-ей, 13-17 Cr жаростойких стал-ей, брони, сталей с высокимсодержанием углерода,улучшенных сталей, наплавкадеталей двигателей, клапанов,турбинных лопастей и т.п.
55 - 7580 - 100
100 - 130140 - 170160 - 200
FOX CN 19/9 M
E 20 10 3 R 32E 308 Mo-17(mod.)
C 0.04Si 0.8Mn 1.0Cr 20.2Mo 3.2Ni 10.3N 0.09
Re 520 Н/мм2
Rm 700 Н/мм2
A5 30%Av 70 Дж
≥ 32 Дж -80°C
TÜV-D, Ü,DB, GL,ABS, LR,
ÖBB, UDT
2.53.245
Электрод 308 Mo (mod) с рутилово-основным покрытием. Разработан для сварки разнородных соединений и пла-кирования. Содержание Cr и ферританиже, чем в электродах типа 309 Mo, врезультате чего уменьшается диффузияуглерода и формирование карбидовхрома после термообработки. Низкоесодержание феррита может быть достигнуто на втором слое при плакировании 316L наплавки.
Сварка однородных и разно-родных соединений высоко-прочных углеродистых и низ-колегированных сталей,улучшенных сталей, брони.Сварка котельных сталей свысоколегированными Cr иCrNi сталями, аустенитнымимарганцовистыми сталями.
50 - 8575 - 115
110 - 160160 - 200
FOX A 7-A
EZ 18 9 Mn Mo R 32E 307-16 (mod.)
C 0.1Si 1.2Mn 4.2Cr 19.5Ni 8.5Mo 0.7
Re 520 Н/мм2
Rm 720 Н/мм2
A5 35%Av 75 Дж
≥ 32 Дж -100°C
TÜV-DUDT,
SEPROS
2.53.245
60 - 8080 - 110
110 - 140140 - 170
FOX CN 23/12-A
E 23 12 LR 32E 309 L-17
C 0.02Si 0.7Mn 0.7Cr 23.0Ni 12.5
Re 440 Н/мм2
Rm 570 Н/мм2
A5 40%Av 60 Дж
≥ 32 Дж -60°C
TÜV-D, DB,UDT, ABS, TÜV-A, Ü, GL, DNV,SEPROS,
BV, LR, CL,VUZ, ÖBB
2.53.245
Электрод с рутиловым покрытием типа 309 L / 309 Mo L. Один из лучших в миреэлектродов такого типа, отличаетсявеликолепными сварочно-технологическими и металлургичес-кими свойствами. Может работать напостоянном и переменном токе. Воз-можность работы на больших токах, ми-нимальное разбрызгивание, самоотделяю-щийся шлак, гладкий и чистый шов. Благод-аря влагостойкому покрытию и упаковке вгерметические жестяные банки вероят-ность возникновения пор сведена к минимуму.
Для сварки нержавеющих ста-лей с углеродистыми, для пла-кирования углеродистых ста-лей, сварка корневого слояплакированных сталей.
60 - 8080 - 110
110 - 140140 - 180
FOX CN 23/12 Mo-A
E 23 12 2 LR 32E 309 Mo L-17(mod.)
C 0.02Si 0.7Mn 0.8Cr 23.0Mo 2.7Ni 12.5
Re 580 Н/мм2
Rm 720 Н/мм2
A5 27%Av 55 Дж
45 Дж -20°C
TÜV-D,TÜV-A, CL,UDT, LTSS,DNV, RINA,ABS, VUZ,
SEPROS, LR
22.53.245
45 - 6060 - 8080 - 120
100 - 160140 - 220
FOX CN 29/9
E 29 9 R 12E 312-16 (mod.)
C 0.11Si 1.0Mn 0.7Cr 29.0Ni 10.2
Re 620 Н/мм2
Rm 770 Н/мм2
A5 25%Av 30 Дж
ÖBB, DB,UDT, Ü,SEPROS
2.53.24
Рутилово основной электродтипа 312. Для ремонтных и профи-лактических работ. Отличныесварочно-технологические свойствасочетаются с высокимимеханическими свойствами, тре-щиностойкостью даже при сваркипроблемных сталей.
Для сварки проблемных, трудносвариваемых сталей.Сварка разнородных соеди-нений, инструментальных ста-лей, термообрабатываемых иулучшенных сталей; сваркапружинных сталей, сталей свысоки содержанием углерода и т.п..
60 - 8080 - 110
110 - 140
FOX RDA
––
–1.52.0
Специальный электрод для сваркишаблонов и форм из нержавеющихсталей. Легкое зажигание и возоб-новление дуги, отличные сварочно-технологические характеристики.Пластичный и трещинотойкий металл шва.
Стали для шаболонови форм.
40 - 6050 - 80
FOX CN 29/9-A
E 29 9 R 32E 312-17 (mod.)
C 0.11Si 0.9Mn 0.7Cr 28.5Ni 9.5
Re 650 Н/мм2
Rm 810 Н/мм2
A5 24%Av 30 Дж
DB, UDT,Ü, ÖBB, SEPROS
2.53.245
60 - 8080 - 110
110 - 140140 - 180
ЭЛ
ЕК
ТР
ОД
Ы Д
ЛЯ
СВ
АР
КИ
РА
ЗН
ОР
ОД
НЫ
Х С
ТА
ЛЕ
Й И
РЕ
МО
НТ
НЫ
Х Р
АБ
ОТ
24
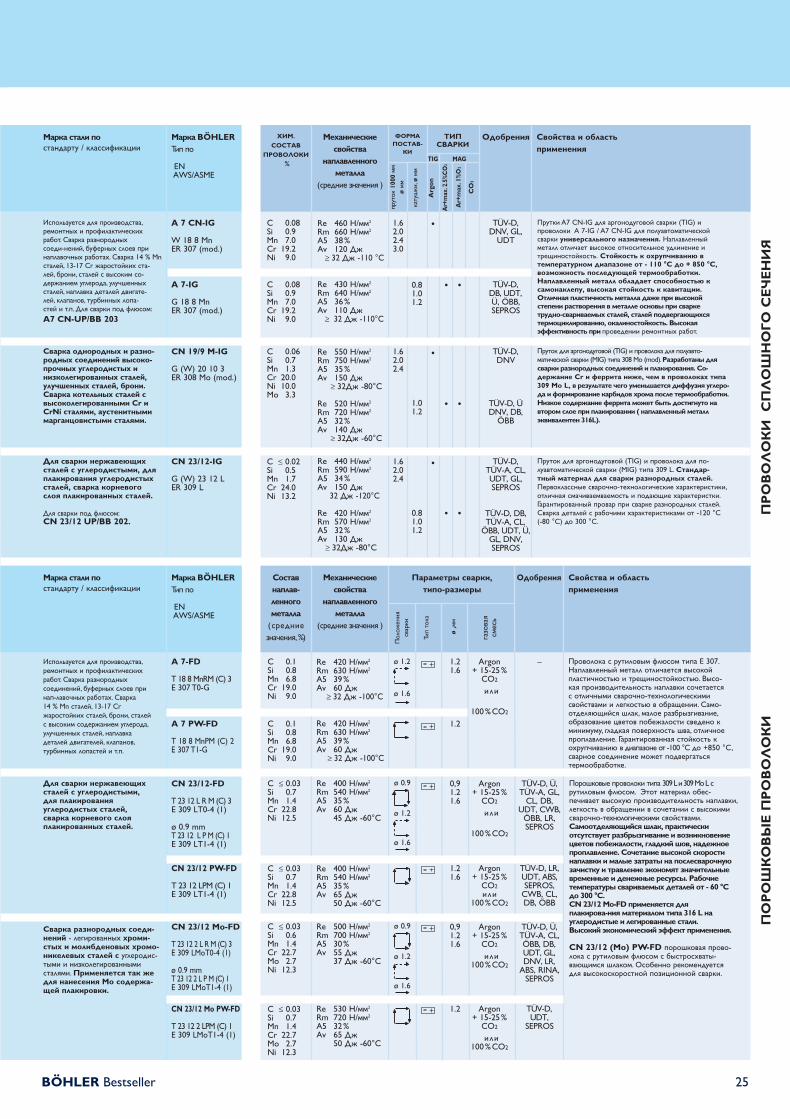
25BÖHLER Bestseller
Марка стали постандарту / классификации
Марка BÖHLER Тип по
ENAWS/ASME
ХИМ.
СОСТАВ
ПРОВОЛОКИ
%
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
ФОРМАПОСТАВ-
КИ
прут
ок 1
000
мм
ø м
м
ТИП СВАРКИ
кату
шки
,ø м
м
TIG
Arg
on
Ar+
max
.2.5
%C
O2
Ar+
max
.1%
O2
CO
2
MAG
A 7 CN-IG
W 18 8 MnER 307 (mod.)
C 0.08Si 0.9Mn 7.0Cr 19.2Ni 9.0
Re 460 Н/мм2
Rm 660 Н/мм2
A5 38%Av 120 Дж
≥ 32 Дж -110 °C
TÜV-D, DNV, GL,
UDT
Прутки A7 CN-IG для аргонодуговой сварки (TIG) и проволоки A 7-IG / A7 CN-IG для полуавтоматической сварки универсального назначения. Наплавленный металл отличает высокое относительное удлинение и трещиностойкость. Стойкость к охрупчиванию в температурном диапазоне от - 110 °C до + 850 °C,возможность последующей термообработки. Наплавленный металл обладает способностью к самонаклепу, высокая стойкость к кавитации.Отличная пластичность металла даже при высокой степени растворения в металле основы при сварке трудно-свариваемых сталей, сталей подвергающихся термоциклированию, окалиностойкость. Высокая эффективность при проведении ремонтных работ.
•1.62.02.43.0
0.81.01.2
1.01.2
Используется для производства,ремонтных и профилактическихработ. Сварка разнородных соеди-нений, буферных слоев принаплавочных работах. Сварка 14 % Mnсталей, 13-17 Cr жаростойких ста-лей, брони, сталей с высоким со-держанием углерода, улучшенных сталей, наплавка деталей двигате-лей, клапанов, турбинных лопа-стей и т.п. Для сварки под флюсом:A7 CN-UP/BB 203
CN 19/9 M-IG
G (W) 20 10 3ER 308 Mo (mod.)
C 0.06Si 0.7Mn 1.3Cr 20.0Ni 10.0Mo 3.3
Re 550 Н/мм2
Rm 750 Н/мм2
A5 35%Av 150 Дж
≥ 32Дж -80°C
Re 520 Н/мм2
Rm 720 Н/мм2
A5 32%Av 140 Дж
≥ 32Дж -60°C
TÜV-D, DNV
TÜV-D, ÜDNV, DB,
ÖBB
Пруток для аргонодуговой (TIG) и проволока для полуавто-матической сварки (MIG) типа 308 Mo (mod).Разработаны длясварки разнородных соединений и плакирования. Со-держание Cr и феррита ниже, чем в проволоках типа309 Mo L, в результате чего уменьшается диффузия углеро-да и формирование карбидов хрома после термообработки.Низкое содержание феррита может быть достигнуто навтором слое при плакировании ( наплавленный металл эквивалентен 316L).
• 1.62.02.4
Сварка однородных и разно-родных соединений высоко-прочных углеродистых и низколегированных сталей, улучшенных сталей, брони. Сварка котельных сталей с высоколегированными Cr иCrNi сталями, аустенитнымимарганцовистыми сталями.
A 7-IG
G 18 8 MnER 307 (mod.)
C 0.08Si 0.9Mn 7.0Cr 19.2Ni 9.0
Re 430 Н/мм2
Rm 640 Н/мм2
A5 36%Av 110 Дж
≥ 32 Дж -110°C
TÜV-D, DB, UDT, Ü, ÖBB,SEPROS
• •
• •
0.81.01.2
CN 23/12-IG
G (W) 23 12 LER 309 L
C ≤ 0.02Si 0.5Mn 1.7Cr 24.0Ni 13.2
Re 440 Н/мм2
Rm 590 Н/мм2
A5 34%Av 150 Дж
32 Дж -120°C
Re 420 Н/мм2
Rm 570 Н/мм2
A5 32%Av 130 Дж
≥ 32Дж -80°C
TÜV-D, TÜV-A, CL,UDT, GL,SEPROS
TÜV-D, DB,TÜV-A, CL,
ÖBB, UDT, Ü,GL, DNV,SEPROS
Пруток для аргонодуговой (TIG) и проволока для по-луавтоматической сварки (MIG) типа 309 L. Стандар-тный материал для сварки разнородных сталей.Первоклассные сварочно-технологические характеристики,отличная смачиваемваемость и подающие характеристки.Гарантированный провар при сварке разнородных сталей.Сварка деталей с рабочими характеристиками от -120 °C (-80 °C) до 300 °C.
• 1.62.02.4
Для сварки нержавеющихсталей с углеродистыми, дляплакирования углеродистыхсталей, сварка корневогослоя плакированных сталей.
Для сварки под флюсом:CN 23/12 UP/BB 202.
• • ПР
ОВ
ОЛ
ОК
И
СП
ЛО
ШН
ОГО
СЕ
ЧЕ
НИ
ЯП
ОР
ОШ
КО
ВЫ
Е П
РО
ВО
ЛО
КИ
Марка стали постандарту / классификации
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
Параметры сварки,типо-размеры
Пол
ожен
иясв
арки
Тип
тока
ø,м
м
газо
вая
смес
ь
A 7-FD
T 18 8 MnRM (C) 3E 307 T0-G
C 0.1Si 0.8Mn 6.8Cr 19.0Ni 9.0
Re 420 Н/мм2
Rm 630 Н/мм2
A5 39%Av 60 Дж
≥ 32 Дж -100°C
–1.21.6
Проволока с рутиловым флюсом типа E 307.Наплавленный металл отличается высокой пластичностью и трещиностойкостью. Высо-кая производительность наплавки сочетается с отличными сварочно-технологическими свойствами и легкостью в обращении. Само-отделяющийся шлак, малое разбрызгивание,образование цветов побежалости сведено к минимуму, гладкая поверхность шва, отличное проплавление. Гарантированная стойкость кохрупчиванию в диапазоне от -100 °C до +850 °C,сварное соединение может подвергаться термообработке.
Используется для производства,ремонтных и профилактическихработ. Сварка разнородных соединений, буферных слоев принап-лавочных работах. Сварка 14 % Mn сталей, 13-17 Cr жаростойких сталей, брони, сталей с высоким содержанием углерода,улучшенных сталей, наплавка деталей двигателей, клапанов,турбинных лопастей и т.п.
Argon + 15-25%
CO2
или
100%CO2
A 7 PW-FD
T 18 8 MnPM (C) 2E 307 T1-G
C 0.1Si 0.8Mn 6.8Cr 19.0Ni 9.0
Re 420 Н/мм2
Rm 630 Н/мм2
A5 39%Av 60 Дж
≥ 32 Дж -100°C
1.2
ø 1.2
ø 1.6
CN 23/12-FD
T 23 12 L R M (C) 3E 309 LT0-4 (1)
ø 0.9 mmT 23 12 L P M (C) 1E 309 LT1-4 (1)
C ≤ 0.03Si 0.7Mn 1.4Cr 22.8Ni 12.5
Re 400 Н/мм2
Rm 540 Н/мм2
A5 35%Av 60 Дж
45 Дж -60°C
TÜV-D, Ü,TÜV-A, GL,
CL, DB,UDT, CWB,
ÖBB, LR,SEPROS
TÜV-D, LR,UDT, ABS,SEPROS,
CWB, CL,DB, ÖBB
0,91.21.6
Порошковые проволоки типа 309 L и 309 Mo L с рутиловым флюсом. Этот материал обес-печивает высокую производительность наплавки,легкость в обращении в сочетании с высокимисварочно-технологическими свойствами.Самоотделяющийся шлак, практически отсутствует разбрызгивание и возникновениецветов побежалости, гладкий шов, надежноепроплавление. Сочетание высокой скоростинаплавки и малые затраты на послесварочнуюзачистку и травление экономят значительныевременные и денежные ресурсы. Рабочие температуры свариваемых деталей от - 60 °Cдо 300 °C.CN 23/12 Mo-FD применяется для плакирова-ния материалом типа 316 L на углеродистые и легированные стали. Высокий экономический эффект применения.
CN 23/12 (Mo) PW-FD порошковая прово-лока с рутиловым флюсом с быстросхваты-вающимся шлаком. Особенно рекомендуется для высокоскоростной позиционной сварки.
Для сварки нержавеющих сталей с углеродистыми, для плакирования углеродистых сталей, сварка корневого слоя плакированных сталей.
Argon + 15-25%
CO2
или
100%CO2
Argon + 15-25%
CO2
или100%CO2
CN 23/12 PW-FD
T 23 12 LPM (C) 1E 309 LT1-4 (1)
C ≤ 0.03Si 0.7Mn 1.4Cr 22.8Ni 12.5
Re 400 Н/мм2
Rm 540 Н/мм2
A5 35%Av 65 Дж
50 Дж -60°C
1.21.6
ø 0.9
ø 1.2
ø 1.6
CN 23/12 Mo-FD
T 23 12 2 L R M (C) 3E 309 LMoT0-4 (1)
ø 0.9 mmT 23 12 2 L P M (C) 1E 309 LMoT1-4 (1)
C ≤ 0.03Si 0.6Mn 1.4Cr 22.7Mo 2.7Ni 12.3
Re 500 Н/мм2
Rm 700 Н/мм2
A5 30%Av 55 Дж
37 Дж -60°C
TÜV-D, Ü,TÜV-A, CL,ÖBB, DB, UDT, GL, DNV, LR,
ABS, RINA,SEPROS
TÜV-D, UDT,
SEPROS
0,91.21.6
Сварка разнородных соеди-нений - легированных хроми-стых и молибденовых хромо-никелевых сталей с углеродис-тыми и низколегированными сталями. Применяется так жедля нанесения Mo содержа-щей плакировки.
Argon + 15-25%
CO2
или100%CO2
Argon + 15-25%
CO2
или100%CO2
CN 23/12 Mo PW-FD
T 23 12 2 LPM (C) 1E 309 LMoT1-4 (1)
C ≤ 0.03Si 0.7Mn 1.4Cr 22.7Mo 2.7Ni 12.3
Re 530 Н/мм2
Rm 720 Н/мм2
A5 32%Av 65 Дж
50 Дж -60°C
1.2
ø 0.9
ø 1.2
ø 1.6

Материалы для сварки жаростойких сталей
Марка стали постандарту / классификации
Metals-No. ASTM/AISIEN UNS
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
Параметры сварки,типо-размеры
Пол
ожен
иясв
арки
Тип
тока
ø,м
м
ток,
A
FOX FA
E 25 4 B 22
C 0.1Si 0.5Mn 1.2Cr 25.0Ni 5.4
Re 520 Н/мм2
Rm 680 Н/мм2
A5 22%Av 45 Дж
UDT,SEPROS
2.53.24
Электрод с основным покрытием длясварки жаростойких сталей с рабочимитемпературами до 1100 °C. Высокая стойкость в окислительных, восстановительных и серо-содержащих средах. Может быть использован как материалдля сварки покрывающего слоя когдадля достижения высокой прочности предыдущие слои сварены электродамис высоким содержанием никеля (типа FOX FF-A, FOX FFB).
феррито-аустенитные1.4821X20CrNiSi 25 4 3271.4823*)
G-X40CrNiSi 27 4 A 297 HCферрито-перлитные1.4713X10CrAI71.4724X10CrAI131.4742X10CrAI181.4762X10CrAI251.4710*)
G-X30CrSi61.4740*)
G-X40CrSi17 *)
*) ограниченная свариваемость
50 - 75 80 - 105
100 - 130
FOX FFB
E 25 20 B 22E 310-15 (mod.)
C 0.11Si 0.6 Mn 3.5Cr 26.0Ni 20.5
Re 420 Н/мм2
Rm 600 Н/мм2
A5 36%Av 100 Дж
TÜV-D,UDT,
Statoil,SEPROS
2.53.245
Для сварки однородных жаростойких,горячекатаных и кованых сталей, литья.Окалиностойкость до 1200 °C. FOX FFB электрод с основным низководородным покрытием особенно рекомендуется для сварки тол-стостенных деталей,сварки однородного литья. Электрод с рутилово-основнымпокрытием FOX FFB-A, с возмож-ностью работы на переменномтоке, рекомендуется для сваркитонкостенных листов и труб.
аустенитные1.4841X15CrNiSi25-20 3141.4845X12CrNi25-21 3101.4828X15CrNiSi20-12 3051.4840G-X15 CrNi25-201.4846G-X40 CrNi25-21 A 287 HJ1.4826G-X40 CrNiSi22-9 A 297 HFферрито-перлитные1.4713X10CrAl71.4724X10CrAl131.4742X10CrAl181.4762X10CrAl251.4710X30CrSi61.4740G-X40CrSi17
50 - 7580 - 110
110 - 140140 - 180
FOX FFB-A
E 25 20 R 32E 310-16
C 0.12Si 0.5Mn 2.2Cr 26.0Ni 20.5
Re 430 Н/мм2
Rm 620 Н/мм2
A5 35%Av 75 Дж
Statoil, UDT,
SEPROS,VUZ
22.53.24
40 - 6050 - 8080 - 110
110 - 140
ЭЛ
ЕК
ТР
ОД
Ы
ПР
ОВ
ОЛ
ОК
А И
ПР
УТ
КИ
Марка стали постандарту / классификации
Metals-No. ASTM/AISIEN UNS
Марка BÖHLER Тип по
ENAWS/ASME
ХИМ.
СОСТАВ
ПРОВОЛОКИ
%
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
прут
ок 1
000
мм
ø м
м
ТИП СВАРКИ
кату
шки
,ø м
м
TIG
Arg
on
Arg
on
S 1
-S 3
газо
вая
смес
ь
CO
2
MAG
FA-IG
G (W) 25 4
C 0.08Si 0.8Mn 1.2Cr 25.7Ni 4.5
Re 540 Н/мм2
Rm 710 Н/мм2
A5 22%Av 70 Дж
Re 520 Н/мм2
Rm 690 Н/мм2
A5 20%Av 50 Дж
UDT
UDT
Пруток для аргонодуговой (TIG)и полуавто-матической сварки (MIG) жаростойких ста-лей с рабочими температурами до 1100 °С.Великолепный присадочный материал когда требуется стойкость сварного шва к восста-навливающим и окисляющим средам, работе в серосодержащих средах. Для облицовки швов сваренных материалами с высоким содержанием никеля (типа FF-IG, FFB-IG),при повышенных требования к прочност-ным свойствам.
•
• •
2.4
1.01.2
феррито-аустенитные1.4821X20CrNiSi 25 4 3271.4823*)
G-X40CrNiSi 27 4 A 297 HCферрито-перлитные1.4713X10CrAI71.4724X10CrAI131.4742X10CrAI181.4762X10CrAI251.4710*)
X30CrSi61.4740*)
G-X40CrSi17*) ограниченная свариваемость
FFB-IG
G (W) 25 20 MnER 310 (mod.)
C 0.12Si 0.9Mn 3.2Cr 25.0Ni 20.5
Re 420 Н/мм2
Rm 630 Н/мм2
A5 33%Av 85 Дж
Re 400 Н/мм2
Rm 620 Н/мм2
A5 38%Av 95 Дж
UDT,SEPROS
UDT,SEPROS
Пруток для аргонодуговой (TIG) и проволока для полуавтоматической сварки (MIG). Окалиностойкость до 1200 °C. Содержание Mn несколько превышает предел, рекомендованный для AWS ER 310,но обеспечивает лучшую стойкость кгорячим трещинам, полностью аустенитнуюструктуру наплавлен-ного металла по сравнению с подобными AWS материалами(Mn < 2,5 %).
•
• •
1.62.02.4
0.81.01.2
аустенитные1.4841X15CrNiSi25-20 3141.4845X12CrNi25-21 3101.4828X15CrNiSi20-12 3051.4840G-X15 CrNi25-201.4846G-X40 CrNi25-21 A 287 HJ1.4826G-X40 CrNiSi22-9 A 297 HFферрито-перлитные1.4713X10CrAl71.4724X10CrAl131.4742X10CrAl181.4762X10CrAl251.4710X30CrSi61.4740G-X40CrSi17
26
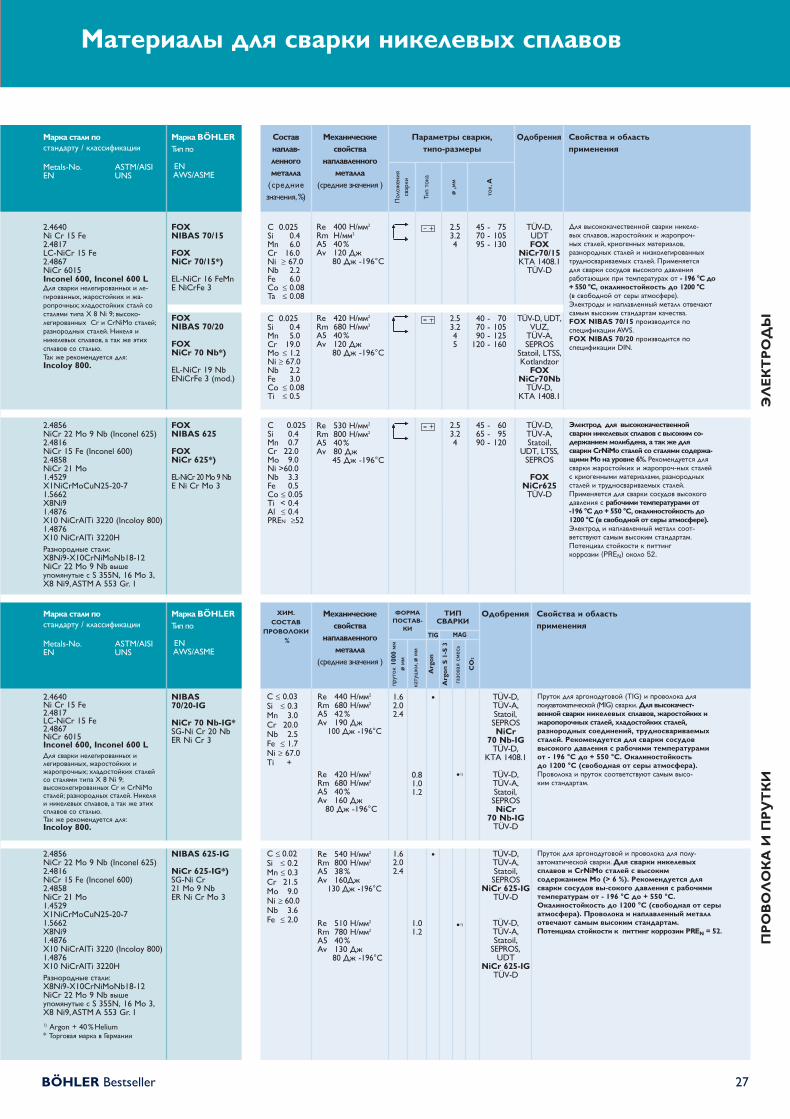
Материалы для сварки никелевых сплавов
Марка стали постандарту / классификации
Metals-No. ASTM/AISIEN UNS
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
Параметры сварки,типо-размеры
Пол
ожен
иясв
арки
Тип
тока
ø,м
м
ток,
A
FOXNIBAS 70/15
FOXNiCr 70/15*)
EL-NiCr 16 FeMnE NiCrFe 3
C 0.025Si 0.4Mn 6.0Cr 16.0Ni ≥ 67.0Nb 2.2Fe 6.0Co ≤ 0.08Ta ≤ 0.08
Re 400 Н/мм2
Rm Н/мм2
A5 40%Av 120 Дж
80 Дж -196°C
TÜV-D, UDTFOX
NiCr70/15KTA 1408.1
TÜV-D
2.53.24
Для высококачественной сварки никеле-вых сплавов, жаростойких и жаропроч-ных сталей, криогенных материалов,разнородных сталей и низколегированныхтрудносвариваемых сталей. Применяется для сварки сосудов высокого давления работающих при температурах от - 196 °C до+ 550 °C, окалиностойкость до 1200 °C(в свободной от серы атмосфере).Электроды и наплавленный металл отвечаютсамым высоким стандартам качества.FOX NIBAS 70/15 производится по спецификации AWS.FOX NIBAS 70/20 производится по спецификации DIN.
2.4640 Ni Cr 15 Fe2.4817 LC-NiCr 15 Fe2.4867 NiCr 6015Inconel 600, Inconel 600 LДля сварки нелегированных и ле-гированных, жаростойких и жа-ропрочных; хладостойких сталй состалями типа X 8 Ni 9; высоко-легированных Cr и CrNiMo сталей;разнородных сталей. Никеля и никелевых сплавов, а так же этих сплавов со сталью.Так же рекомендуется для:Incoloy 800.
45 - 7570 - 10595 - 130
FOXNIBAS 625
FOXNiCr 625*)
EL-NiCr 20 Mo 9 NbE Ni Cr Mo 3
C 0.025Si 0.4Mn 0.7Cr 22.0Mo 9.0Ni >60.0Nb 3.3Fe 0.5Co ≤ 0.05Ti < 0.4Al ≤ 0.4PREN ≥52
Re 530 Н/мм2
Rm 800 Н/мм2
A5 40%Av 80 Дж
45 Дж -196°C
TÜV-D, TÜV-A,Statoil,
UDT, LTSS,SEPROS
FOXNiCr625TÜV-D
2.53.24
Электрод для высококачественной сварки никелевых сплавов с высоким со-держанием молибдена, а так же для сварки CrNiMo сталей со сталями содержа-щими Mo на уровне 6%. Рекомендуется длясварки жаростойких и жаропроч-ных сталейс криогенными материалами, разнородныхсталей и трудносвариваемых сталей.Применяется для сварки сосудов высокогодавления с рабочими температурами от -196 °C до + 550 °C, окалиностойкость до1200 °C (в свободной от серы атмосфере).Электрод и наплавленный металл соот-ветствуют самым высоким стандартам.Потенциал стойкости к питтинг коррозии (PREN) около 52.
2.4856NiCr 22 Mo 9 Nb (Inconel 625)2.4816NiCr 15 Fe (Inconel 600)2.4858NiCr 21 Mo1.4529X1NiCrMoCuN25-20-71.5662X8Ni91.4876X10 NiCrAlTi 3220 (Incoloy 800)1.4876X10 NiCrAlTi 3220HРазнородные стали:X8Ni9-X10CrNiMoNb18-12NiCr 22 Mo 9 Nb выше упомянутые c S 355N, 16 Mo 3,X8 Ni9,ASTM A 553 Gr. 1
45 - 6065 - 9590 - 120
FOXNIBAS 70/20
FOXNiCr 70 Nb*)
EL-NiCr 19 NbENiCrFe 3 (mod.)
C 0.025Si 0.4Mn 5.0Cr 19.0Mo ≤ 1.2Ni ≥ 67.0Nb 2.2Fe 3.0Co ≤ 0.08Ti ≤ 0.5
Re 420 Н/мм2
Rm 680 Н/мм2
A5 40%Av 120 Дж
80 Дж -196°C
TÜV-D, UDT,VUZ,
TÜV-A,SEPROS
Statoil, LTSS,Kotlandzor
FOXNiCr70Nb
TÜV-D, KTA 1408.1
2.53.245
40 - 7070 - 10590 - 125
120 - 160
Марка стали постандарту / классификации
Metals-No. ASTM/AISIEN UNS
Марка BÖHLER Тип по
ENAWS/ASME
ХИМ.
СОСТАВ
ПРОВОЛОКИ
%
Механические свойства
наплавленного металла
(средние значения )
Одобрения Свойства и область применения
ФОРМАПОСТАВ-
КИ
прут
ок 1
000
мм
ø м
м
ТИП СВАРКИ
кату
шки
,ø м
м
TIG
Arg
on
Arg
on
S 1
-S 3
газо
вая
смес
ь
CO
2
MAG
NIBAS 70/20-IG
NiCr 70 Nb-IG*SG-Ni Cr 20 NbER Ni Cr 3
C ≤ 0.03Si ≤ 0.3Mn 3.0Cr 20.0Nb 2.5Fe ≤ 1.7Ni ≥ 67.0Ti +
Re 440 Н/мм2
Rm 680 Н/мм2
A5 42%Av 190 Дж
100 Дж -196°C
Re 420 Н/мм2
Rm 680 Н/мм2
A5 40%Av 160 Дж
80 Дж -196°C
TÜV-D,TÜV-A,Statoil, SEPROSNiCr
70 Nb-IGTÜV-D,
KTA 1408.1
TÜV-D,TÜV-A,Statoil, SEPROSNiCr
70 Nb-IGTÜV-D
Пруток для аргонодуговой (TIG) и проволока для полуавтоматической (MIG) сварки. Для высокачест-венной сварки никелевых сплавов, жаростойких ижаропорочных сталей, хладостойких сталей, разнородных соединений, трудносвариваемыхсталей. Рекомендуется для сварки сосудов высокого давления с рабочими температурамиот - 196 °C до + 550 °C. Окалиностойкость до 1200 °C (свободная от серы атмосфера). Проволока и пруток соответствуют самым высо-ким стандартам.
•
•1)
1.62.02.4
0.81.01.2
2.4640 Ni Cr 15 Fe2.4817 LC-NiCr 15 Fe2.4867 NiCr 6015Inconel 600, Inconel 600 LДля сварки нелегированных и легированных, жаростойких и жаропрочных; хладостойких сталейсо сталями типа X 8 Ni 9;высоколегированных Cr и CrNiMoсталей; разнородных сталей. Никеляи никелевых сплавов, а так же этихсплавов со сталью.Так же рекомендуется для:Incoloy 800.
NIBAS 625-IG
NiCr 625-IG*)SG-Ni Cr21 Mo 9 NbER Ni Cr Mo 3
C ≤ 0.02Si ≤ 0.2Mn ≤ 0.3Cr 21.5Mo 9.0 Ni ≥ 60.0Nb 3.6Fe ≤ 2.0
Re 540 Н/мм2
Rm 800 Н/мм2
A5 38%Av 160Дж
130 Дж -196°C
Re 510 Н/мм2
Rm 780 Н/мм2
A5 40%Av 130 Дж
80 Дж -196°C
TÜV-D,TÜV-A,Statoil,SEPROS
NiCr 625-IGTÜV-D
TÜV-D,TÜV-A,Statoil,
SEPROS, UDT
NiCr 625-IGTÜV-D
Пруток для аргонодуговой и проволока для полу-автоматической сварки. Для сварки никелевых сплавов и CrNiMo сталей с высоким содержанием Mo (> 6 %). Рекомендуется для сварки сосудов вы-сокого давления с рабочимитемпературам от - 196 °C до + 550 °C. Окалиностойкость до 1200 °C (свободная от серыатмосфера). Проволока и наплавленный металлотвечают самым высоким стандартам. Потенциал стойкости к питтинг коррозии PREN = 52.
•
•1)
1.62.02.4
1.01.2
2.4856NiCr 22 Mo 9 Nb (Inconel 625)2.4816NiCr 15 Fe (Inconel 600)2.4858NiCr 21 Mo1.4529X1NiCrMoCuN25-20-71.5662X8Ni91.4876X10 NiCrAlTi 3220 (Incoloy 800)1.4876X10 NiCrAlTi 3220HРазнородные стали:X8Ni9-X10CrNiMoNb18-12NiCr 22 Mo 9 Nb выше упомянутые c S 355N, 16 Mo 3,X8 Ni9,ASTM A 553 Gr. 11) Argon + 40%Helium* Торговая марка в Германии
27BÖHLER Bestseller
ЭЛ
ЕК
ТР
ОД
ЫП
РО
ВО
ЛО
КА
И П
РУ
ТК
И
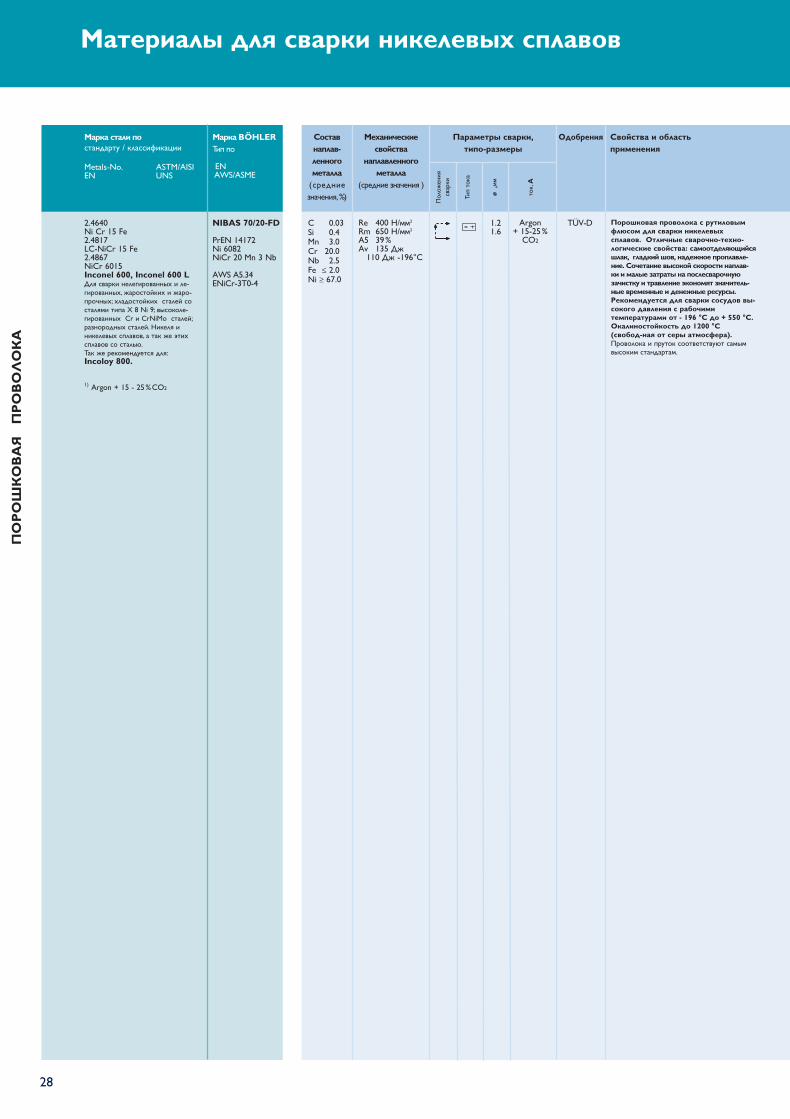
Материалы для сварки никелевых сплавов
Марка стали постандарту / классификации
Metals-No. ASTM/AISIEN UNS
Марка BÖHLER Тип по
ENAWS/ASME
Состав наплав-ленного металла
(средниезначения,%)
Механические свойства
наплавленного металла
(средние значения )
NIBAS 70/20-FD
PrEN 14172 Ni 6082 NiCr 20 Mn 3 Nb
AWS A5.34 ENiCr-3T0-4
C 0.03Si 0.4Mn 3.0Cr 20.0Nb 2.5Fe ≤ 2.0Ni ≥ 67.0
Re 400 Н/мм2
Rm 650 Н/мм2
A5 39%Av 135 Дж
110 Дж -196°C
TÜV-D Порошковая проволока с рутиловымфлюсом для сварки никелевых сплавов. Отличные сварочно-техно-логические свойства: самоотделяющийсяшлак, гладкий шов, надежное проплавле-ние. Сочетание высокой скорости наплав-ки и малые затраты на послесварочнуюзачистку и травление экономят значитель-ные временные и денежные ресурсы.Рекомендуется для сварки сосудов вы-сокого давления с рабочими температурами от - 196 °C до + 550 °C. Окалиностойкость до 1200 °C (свобод-ная от серы атмосфера). Проволока и пруток соответствуют самымвысоким стандартам.
1.21.6
2.4640 Ni Cr 15 Fe2.4817 LC-NiCr 15 Fe2.4867 NiCr 6015Inconel 600, Inconel 600 LДля сварки нелегированных и ле-гированных, жаростойких и жаро-прочных; хладостойких сталей состалями типа X 8 Ni 9; высоколе-гированных Cr и CrNiMo сталей;разнородных сталей. Никеля и никелевых сплавов, а так же этих сплавов со сталью.Так же рекомендуется для:Incoloy 800.
1) Argon + 15 - 25%CO2
28
ПО
РО
ШК
ОВ
АЯ
П
РО
ВО
ЛО
КА
Одобрения Свойства и область применения
Параметры сварки,типо-размеры
Пол
ожен
иясв
арки
Тип
тока
ø,м
м
ток,
A
Argon + 15-25%
CO2
29BÖHLER Bestseller
Для заметок
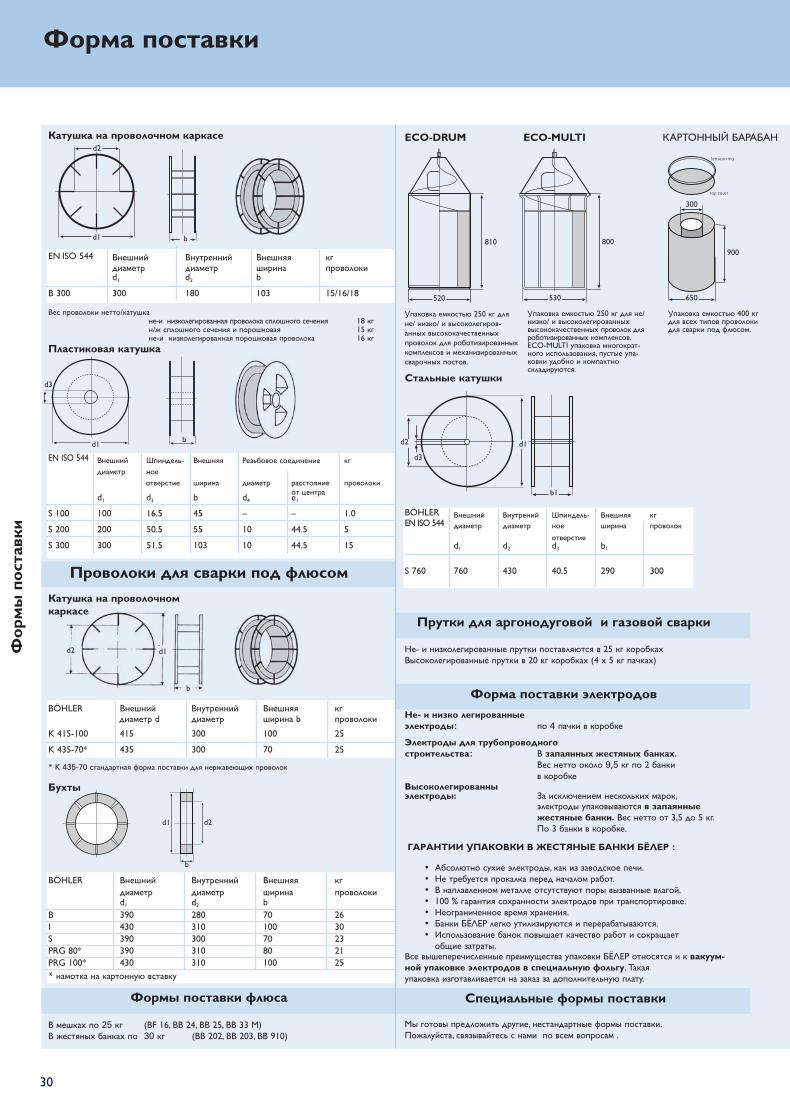
30
Проволоки для сварки под флюсом
Форма поставки электродов
Прутки для аргонодуговой и газовой сварки
EN ISO 544 Внешний Внутренний Внешняя кгдиаметр диаметр ширина проволокиd1 d2 b
B 300 300 180 103 15/16/18
EN ISO 544 Внешний Шпиндель- Внешняя Резьбовое соединение кгдиаметр ное
отверстие ширина диаметр расстояние проволокиот центра
d1 d3 b d4 e1
S 100 100 16.5 45 – – 1.0
S 200 200 50.5 55 10 44.5 5
S 300 300 51.5 103 10 44.5 15
Пластиковая катушка
Вес проволоки нетто/катушкане-и низколегированная проволока сплошного сечения 18 кгн/ж сплошного сечения и порошковая 15 кгне-и низколегированная порошковая проволока 16 кг
Стальные катушки
ECO-DRUM ECO-MULTI
BÖHLER Внешний Внутрений Шпиндель- Внешняя кгEN ISO 544 диаметр диаметр ное ширина проволок
отверстиеd1 d2 d3 b1
S 760 760 430 40.5 290 300
Упаковка емкостью 250 кг для не/ низко/ и высоколегиров-анных высококачественных проволок для роботизированныхкомплексов и механизированныхсварочных постов.
Упаковка емкостью 250 кг для не/низко/ и высоколегированных высококачественных проволок дляроботизированных комплексов.ECO-MULTI упаковка многократ-ного использования, пустые упа-ковки удобно и компактно складируются.
Упаковка емкостью 400 кгдля всех типов проволокидля сварки под флюсом.
BÖHLER Внешний Внутренний Внешняя кгдиаметр диаметр ширина проволокиd1 d2 b
B 390 280 70 26I 430 310 100 30S 390 300 70 23PRG 80* 390 310 80 21PRG 100* 430 310 100 25* намотка на картонную вставку
BÖHLER Внешний Внутренний Внешняя кгдиаметр d диаметр ширина b проволоки
K 415-100 415 300 100 25
K 435-70* 435 300 70 25
Катушка на проволочномкаркасе
* K 435-70 стандартная форма поставки для нержавеющих проволок
В мешках по 25 кг (BF 16, BB 24, BB 25, BB 33 M)В жестяных банках по 30 кг (BB 202, BB 203, BB 910)
Не- и низко легированныеэлектроды: по 4 пачки в коробке
Электроды для трубопроводногостроительства: В запаянных жестяных банках.
Вес нетто около 9,5 кг по 2 банки в коробке
Высоколегированны электроды: За исключением нескольких марок,
электроды упаковываются в запаянные жестяные банки. Вес нетто от 3,5 до 5 кг.По 3 банки в коробке.
ГАРАНТИИ УПАКОВКИ В ЖЕСТЯНЫЕ БАНКИ БЁЛЕР :
• Абсолютно сухие электроды, как из заводское печи.• Не требуется прокалка перед началом работ.• В наплавленном металле отсутствуют поры вызванные влагой.• 100 % гарантия сохранности электродов при транспортировке.• Неограниченное время хранения.• Банки БЁЛЕР легко утилизируются и перерабатываются.• Использование банок повышает качество работ и сокращает
общие затраты.Все вышеперечисленные преимущества упаковки БЁЛЕР относятся и к вакуум-ной упаковке электродов в специальную фольгу. Такая упаковка изготавливается на заказ за дополнительную плату.
Не- и низколегированные прутки поставляются в 25 кг коробкахВысоколегированные прутки в 20 кг коробках (4 х 5 кг пачках)
Мы готовы предложить другие, нестандартные формы поставки.Пожалуйста, связывайтесь с нами по всем вопросам .
Специальные формы поставки
530
Форма поставкиФ
ор
мы
по
став
ки
КАРТОННЫЙ БАРАБАН
Формы поставки флюса
b
d2d1
d1
b
d2
Катушка на проволочном каркасеd2
d1 b
d1b d1
b1
d2
d3
300
900
650
800
520 530
810
d3
Бухты

31BÖHLER Bestseller
10987
6
5
4
3
2
1.5
1.00.90.80.7
0.6
0.5
0.4
0.3
0.2
0.15
0.100.090.080.07
0.06
0.05
0.04
0.03
0.02
0.011 2 3 4 5 6 7 8 9 10 12 15 18 20 22 25 30 35 40 45 50
ВЕ
С Н
АП
ЛА
ВЛ
ЕН
НО
ГО М
ЕТ
АЛ
ЛА
(К
Г/М
)
ТОЛЩИНА СВАРНОГО ШВА (ММ)
В стык
V-разделка 70°V-разделка 60°
V-разделка 50°DV-разделка 70°DV-разделка 60°DV-разделка 50°
РАСЧЕТЫ ВКЛЮЧАЮТ 1,5 ММ ДОПОЛНИТЕЛЬНОГО ПЕРЕКРЫТИЯ
Угловой стык 120°
Угловой стык 90°
Угловой стык 60°
РА
СЧ
ЕТ
В
ЕС
А Н
АП
ЛА
ВЛ
ЕН
НО
ГО М
ЕТ
АЛ
ЛА
Вес наплавленного металла на метр стыкового или углового соединения
(ориентировочные величины)
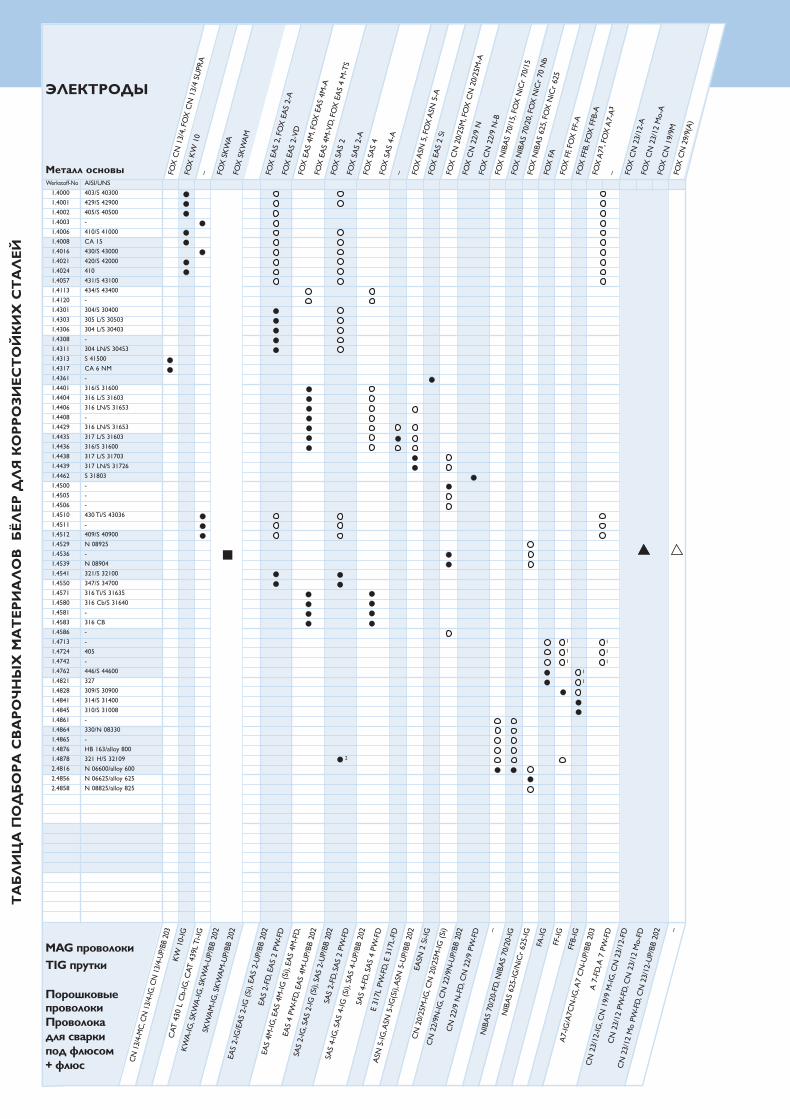
ЭЛЕКТРОДЫ
MAG проволоки
TIG прутки
ПорошковыепроволокиПроволокадля сваркипод флюсом+ флюс C
N 1
3/4-
MC
, CN
13/
4-IG
, CN
13/
4-U
P/BB
203
KW
10-
IG
CAT
430
L C
b-IG
, CAT
439
L T
i-IG
KW
A-IG
, SK
WA
-IG, S
KW
A-U
P/BB
202
SKW
AM
-IG, S
KW
AM
-UP/
BB 2
02EA
S 2-
IG/E
AS
2-IG
(Si
),EA
S 2-
UP/
BB 2
02EA
S 2-
FD, E
AS
2 PW
-FD
EAS
4M-IG
, EA
S 4M
-IG (
Si),
EAS
4M-F
D,
EAS
4 PW
-FD
, EA
S 4M
-UP/
BB 2
02
SAS
2-IG
, SA
S 2-
IG (
Si),
SAS
2-U
P/BB
202
SAS
2-FD
, SA
S 2
PW-F
D
SAS
4-IG
, SA
S 4-
IG (
Si),
SAS
4-U
P/BB
202
SAS
4-FD
, SA
S 4
PW-F
DE
317L
PW
-FD
, E 3
17L-
FD
ASN
5-IG
,ASN
5-IG
(Si),
ASN
5-U
P/BB
202
EASN
2 S
i-IG
CN
20/
25M
-IG, C
N 2
0/25
M-IG
(Si
)
CN
22/
9N-IG
, CN
22/
9N-U
P/BB
202
CN
22/
9 N
-FD
, CN
22/
9 PW
-FD –
FOX
CN
20/
25M
, FO
X C
N 2
0/25
M-A
FOX
CN
22/
9 N
FOX
CN
22/
9 N
-BFO
X N
IBA
S 70
/15,
FOX
NiC
r 70
/15
FOX
NIB
AS
70/2
0,FO
X N
iCr
70 N
b
FOX
NIB
AS
625,
FOX
NiC
r 62
5FO
X F
AFO
X F
F,FO
X F
F-A
FOX
FFB
, FO
X F
FB-A
FO
X A
73, F
OX
A7-
A3
– FOX
CN
23/
12-A
FOX
CN
23/
12 M
o-A
FOX
CN
19/
9MFO
X C
N 2
9/9(
A)
FOX
CN
13/
4,FO
X C
N 1
3/4
SUPR
A
FOX
KW
10
– FOX
SK
WA
FOX
SK
WA
M
FOX
EA
S 2,
FOX
EA
S 2-
AFO
X E
AS
2-V
DFO
X E
AS
4M, F
OX
EA
S 4M
-AFO
X E
AS
4M-V
D, F
OX
EA
S 4
M-T
S
FOX
SA
S 2
FOX
SA
S 2-
AFO
X S
AS
4FO
X S
AS
4-A
– FOX
ASN
5, F
OX
ASN
5-A
FOX
EA
S 2
Si
NIB
AS
70/2
0-FD
, NIB
AS
70/2
0-IG
NIB
AS
625-
IG/N
iCr
625-
IG
FA-IG
FF-IG
FFB-
IG
A7-
IG/A
7CN
-IG,A
7 C
N-U
P/BB
203
A 7
-FD
,A 7
PW
-FD
CN
23/
12-IG
, CN
19/
9 M
-IG, C
N 2
3/12
-FD
CN
23/
12 P
W-F
D, C
N 2
3/12
Mo-
FD
CN
23/
12 M
o PW
-FD
, CN
23/
12-U
P/BB
202 –
Werkstoff-No AISI/UNS
1.4000 403/S 40300
1.4001 429/S 42900
1.4002 405/S 40500
1.4003 -
1.4006 410/S 41000
1.4008 CA 15
1.4016 430/S 43000
1.4021 420/S 42000
1.4024 410
1.4057 431/S 43100
1.4113 434/S 43400
1.4120 -
1.4301 304/S 30400
1.4303 305 L/S 30503
1.4306 304 L/S 30403
1.4308 -
1.4311 304 LN/S 30453
1.4313 S 41500
1.4317 CA 6 NM
1.4361 -
1.4401 316/S 31600
1.4404 316 L/S 31603
1.4406 316 LN/S 31653
1.4408 -
1.4429 316 LN/S 31653
1.4435 317 L/S 31603
1.4436 316/S 31600
1.4438 317 L/S 31703
1.4439 317 LN/S 31726
1.4462 S 31803
1.4500 -
1.4505 -
1.4506 -
1.4510 430 Ti/S 43036
1.4511 -
1.4512 409/S 40900
1.4529 N 08925
1.4536 -
1.4539 N 08904
1.4541 321/S 32100
1.4550 347/S 34700
1.4571 316 Ti/S 31635
1.4580 316 Cb/S 31640
1.4581 -
1.4583 316 CB
1.4586 -
1.4713 -
1.4724 405
1.4742 -
1.4762 446/S 44600
1.4821 327
1.4828 309/S 30900
1.4841 314/S 31400
1.4845 310/S 31008
1.4861 -
1.4864 330/N 08330
1.4865 -
1.4876 HB 163/alloy 800
1.4878 321 H/S 32109
2.4816 N 06600/alloy 600
2.4856 N 06625/alloy 625
2.4858 N 08825/alloy 825
Металл основы
1
1
1
2
ТА
БЛ
ИЦ
А П
ОД
БО
РА
СВ
АР
ОЧ
НЫ
Х М
АТ
ЕР
ИА
ЛО
В
БЁ
ЛЕ
Р Д
ЛЯ
КО
РР
ОЗ
ИЕ
СТ
ОЙ
КИ
Х С
ТА
ЛЕ
Й
1
1
1
1
1

DM
O-IG
, DM
OEM
S 2
Mo/B
B 2
4N
iMo1-
IG3N
iMo1-
UP/B
B24
DC
MS-
IG, D
CM
SEM
S 2
CrM
o/B
B24 –
DM
V 8
3-IG
CM
2-IG
CM
2-U
P/B
B24
CM
5-IG
CM
5-U
P/B
B24
CM
9-IG
C9
MV-
IG, C
9 M
V-U
P/B
B91
0
C9
MV
W-IG
, C9
MV
W-U
P/B
B91
020
MV
W-IG
, 20
MV
W-U
P/B
B24
CN
18/
11-IG
, E 3
08 H
PW
-FD
, CN
18/
11-U
P/BB
202
CN
16/
13-IG
NIB
AS
70/2
0-IG
NIB
AS
70/2
0-FD
FOX
DM
O K
bFO
X D
MO
Ti
FOX
EV
65
FOX
EV
70
Mo
FOX
DC
MS
Kb
FOX
DC
MS
Ti
FOX
DC
MV
FOX
DM
V 8
3 K
bFO
X C
M 2
Kb
– FOX
CM
5 K
b– FO
X C
M 9
Kb
FOX
C9
MV
FOX
C9
MV
WFO
X 2
0 M
VW
FOX
CN
18/
11, F
OX
E 3
08 H
FOX
CN
16/
13FO
X N
IBA
S 70
/20
FOX
NIB
AS
70/1
5
Аналогичные или подобные присадочные материалы.
Разнородные или более легированные присадки (с учетом условий работы).
Рекомендуется для коррозиестойкой наплавки и плакирования не- и низколегированных материалов.
Для сварки разнородных сталей: не-и низколегированных сталей с высоколегированными CrNi/CrNiMo или ферритными хромистыми сталями. Рекомендуется для рабочих температур до 300 °C и толщин до 30 мм без термообработки. Для других условий работы мы рекомендуем FOX NIBAS 70/20, FOX NiCr 70 Nb* или NIBAS 70/20-IG, NiCr 70 Nb-IG* соответственно. Для плакирования не- и низколегированных сталей (с теми же температурами работы), так же как для наплавки буферных слоев.для ремонтных и профилактических работ, сварки трудносвариваемых сталей со сталями с высоким содержанием углеродаили феррито-мартенситными хромистыми сталями.
Для сварки сталей и литья с ограниченной свариваемостью и высокими прочностными свойствами. Для сварки буферных слоев, для наплавки и восстановления изношенных деталей.
1 Высокопрочный наплавленный металл с аустенитной структурой. Для условий работы в серосодержащих средах или когда есть требования по равноцветности для облицовочных швов необходимо применять аналогичные сварочные материалы.
2 В случае необходимости подбора материала с рабочей температурой выше 400 °C свяжитесь с нами.3 Так же для сварки разнородных соединений: аустенитных марганцовистых сталей, сталей с высоким содержанием углерода,
жаростойких Cr сталей, наплавке буферных слоев.
ЭЛЕКТРОДЫ
MMAAGG проволокиTTIIGG пруткиПорошковые проволокиПроволокадля сваркипод флюсом+ флюсПрутки для газовой сварки
Werkstoff-No ASTM,AISI, UNS
1.0405 A 106, Gr.A
1.0461 A 516, Gr. 55
1.0481 A 106, Gr. C
1.0482 A 515, Gr. 70
1.5415 A 335, Gr. P1
1.7335 A 335, Gr. P11, P12
1.7715 A 405, Gr. P24
1.7380 A 335, Gr. P22
1.0619 A 216, Gr.WCA-C
1.5419 A 217, Gr.WC1
1.7357 A 217, Gr.WC6
1.7706 I 21610
1.7379 A 217, Gr.WC9
1.7218 A 519, Gr. 4130
1.7273 –
1.7362 A 335, Gr. P5
1.7386 A 335, Gr. P9
1.6368 –
1.6311 A 508, Cl. 3
1.7733 A 389, Gr. C 23
1.8070 A 389, Gr. C 24
1.7375 –
1.6369 –
1.6310 A 533, Gr. BCI. 1
1.0569 A 516, Gr. 70
1.4903 A 335, Gr. P91
1.4905 A 335, Gr. P911
1.4922 0.20%C, 12%Cr, 1%Mo + V
1.4923 0.22%C, 12%Cr, 1%Mo + V
1.4926 –
1.4931 0.22%C, 12%Cr, 1%Mo + V
1.4935 0.20 % C, 12 % Cr, 1 % Mo + V + W
– 0.20 % C, 12 % Cr, 1 % Mo + V + Cb
1.4948 AISI 304 H
1.4949 AISI 304 LN
1.4878 AISI 321 H
1.4961 0.08 % C, 16 % Cr, 13 % Ni + Cb
Металл основы
ДЛ
Я С
ВА
РК
И Н
ИК
ЕЛ
ЕВ
ЫХ
СП
ЛА
ВО
В И
РА
ЗН
ОР
ОД
НЫ
Х С
ОЕ
ДИ
НЕ
НИ
Й
ТА
БЛ
ИЦ
А П
ОД
БО
РА
СВ
АР
ОЧ
НЫ
Х М
АТ
ЕР
ИА
ЛО
В Б
ЁЛ
ЕР
Д
ЛЯ
ЖА
РО
СТ
ОЙ
КИ
Х И
ЖА
РО
ПР
ОЧ
НЫ
Х С
ТА
ЛЕ
Й
33BÖHLER Bestseller
Компания
Компания BÖHLER SCHWEISSTECHNIK AUSTRIA GMBH (БЁЛЕР ШВАЙСТЕХНИК АВСТРИЯ ГмбХ), распо-
ложенная в Капфенберге является подразделением по производству сварочных материалов концерна
Böhler Uddeholm AG, Вена. В компании работает 1500 человек, ежегодно производится около
70 000 тн сварочных материалов при общем объеме продаж в 260 миллионов Евро.
Помимо наших торговых партнеров, имеющихся во многих странах мира, компания, кроме производ-
ства в Австрии, располагает производственными линиями в Бельгии, Германии, Италии, Турции, Мек-
сике и Бразилии.
История
БЁЛЕР ШВАЙСТЕХНИК завоевала себе признание как ведущий производитель сварочных материал-ов с момента внедрения электродуговой сварки в производство. С начала образования в 1927, компа-ния постоянно расширяет количество производимых материалов для всех типов сварочных процессовза счет собственных разработок .
Инновации
Приобретенные за годы существования опыт, знания и квалификация персонала служат гарантиейнепрерывности развития компании. Активно ведущиеся исследования в сочетании с программамиобучения проводимыми компанией позволяют БЁЛЕР ШВАЙСТЕХНИК оставаться лидером новейш-их решений в области сварки.
Кооперация
БЁЛЕР ШВАЙСТЕХНИК участвует в различных международных исследовательских проектах, явля-
ется членом различных международных комиссий и комитетов по сварке. Тесное сотрудничество с ве-
дущими техническими университетами позволяет создавать сварочные материалы с учетом новейших
научных разработок.
Производство
Высокое качество продукции БЁЛЕР ШВАЙСТЕХНИК обеспечивается самым современным оборудо-
ванием и оптимизацией всех производственных процессов.
Окружающая среда
БЁЛЕР ШВАЙСТЕХНИК уделяет большое внимание защите окружающей среды как при организации
производства так и при создании новых типов сварочных материалов. Производство и продукция ком-
пании соответствуют экологическому стандарту ISO 4001.
О компании
34
Foto
:Pal
finge
r A
GFo
to:S
iem
ens T
rans
port
atio
n Sy
stem
sFo
to:A
ndri
tz A
G
Foto
:Gra
z 20
03Fo
to:G
efyr
a SA
Foto
:And
ritz
AG

Поставки осуществляет:
ООО “ВЭЛД ДМС”123060, Москва,ул. Расплетина, д.4, кор.1, под. 8тел. (095) 943 74 49факс. (095) 943 75 22E-mail. [email protected]
Böhler SchweißtechnikAustria GmbHBöhler-Welding-St. 18605 Kapfenberg / AUSTRIATel.: ++43 (0) 3862-301-0Fax: ++43 (0) 3862-301-95193E-mail: [email protected]://www.boehler-welding.com
BSG
A 0
9/20
04
RU30
00