billiet et al. - 2014 - the 3d printing of gelatin methacrylamide cell-laden tissue-engineered...
DESCRIPTION
The 3D Printing of Gelatin Methacrylamide Cell-laden Tissue-Engineered Constructs With High Cell Viability CopyTRANSCRIPT

The 3D printing of gelatin methacrylamide cell-ladentissue-engineered constructs with high cell viability
Thomas Billiet a,1, Elien Gevaert b,1, Thomas De Schryver c, Maria Cornelissen b,1,Peter Dubruel a,*,1a Polymer Chemistry & Biomaterials Research Group, Department of Organic Chemistry, Ghent University, Krijgslaan 281 S4 Bis, Ghent B-9000, Belgiumb Tissue Engineering Group, Department of Basic Medical Sciences, Ghent University, De Pintelaan 185 6B3, Ghent B-9000, BelgiumcUGhent Centre for X-ray Tomography (UGCT), Department of Physics & Astronomy, Ghent University, Proeftuinstraat 86, Ghent B-9000, Belgium
a r t i c l e i n f o
Article history:Received 10 September 2013Accepted 24 September 2013Available online 7 October 2013
Keywords:HydrogelRapid prototypingScaffoldCell encapsulationGelatinPhotopolymerization
a b s t r a c t
In the present study, we report on the combined efforts of material chemistry, engineering and biology asa systemic approach for the fabrication of high viability 3D printed macroporous gelatin methacrylamideconstructs. First, we propose the use and optimization of VA-086 as a photo-initiator with enhancedbiocompatibility compared to the conventional Irgacure 2959. Second, a parametric study on the printingof gelatins was performed in order to characterize and compare construct architectures. Hereby, theinfluence of the hydrogel building block concentration, the printing temperature, the printing pressure,the printing speed, and the cell density were analyzed in depth. As a result, scaffolds could be designedhaving a 100% interconnected pore network in the gelatin concentration range of 10e20 w/v%. In the lastpart, the fabrication of cell-laden scaffolds was studied, whereby the application for tissue engineeringwas tested by encapsulation of the hepatocarcinoma cell line (HepG2). Printing pressure and needleshape was revealed to impact the overall cell viability. Mechanically stable cell-laden gelatin meth-acrylamide scaffolds with high cell viability (>97%) could be printed.
! 2013 Elsevier Ltd. All rights reserved.
1. Introduction
In recent years, cell culture substrates exhibiting high biocom-patibility have been extensively revised. A steady paradigm shift fromconventional 2D cell culture models toward 3D microenvironmentshas been observed [1]. Cell responses due to the microenvironment(mechanical and chemical) tend to differ between both models [2].Developments in (rapid) prototyping techniques,whichwere alreadywell established in other industries (e.g. automotive industry), haveenabled researchers to expand their in vitro tissue models towardhighly controlled three-dimensional (porous) scaffold architectures[3e8]. Three-dimensional porous scaffold designs allow for improvedcellecell contact, cellematrix interactions, and increased cell den-sities [3,9]. Furthermore, more efficient blood vessel ingrowth andenhanced oxygen, nutrient and waste diffusion are plausible.
Post-fabrication cell seeding benefits from these advantages but isoften correlated with insufficient seeding efficiency and/or a non-uniform cell distribution [10,11]. To tackle these problems,
combiningprototypingtechniqueswithhigh-watercontentpolymersand cell encapsulation strategies can serve as an alternative. Never-theless, the generation of cell-laden prototyped scaffolds remainschallenging and is mainly limited to hydrogel processing [3]. Duringprocessing of cell-laden hydrogel mixtures two major disadvantagescan be described. First, the loss of cell viability due to dispensingpressure and nozzle diameter, which has been described by Changand Sun [12] for the encapsulation of HepG2 during alginate plotting.Second, hydrogel mechanically stable construct built-up without in-ternal pore collapse remains themain challenge, even in the absenceof cells [13e15]. Generally, the latter is tackled by blending gelatinswith other hydrogelmaterials, and/or co-deposition of thermoplasticmaterials [6,16e21]. For instance, Schuurmanet al. [22] recentlyoptedfor blending of hyaluronic acid and/or co-deposition of poly- 3-cap-rolactone in order to be able to process 20 w/v% gelatin hydrogelswithout internal collapse. Another approach consists of printingsacrificial material at the future pore locations [7].
Additionally, enhanced control over matrix stiffness and liquidflow (e.g. shear stress responses) are reported applying 3D culturemodels [23]. In this manner, close interactions between biological,chemical and engineering cues are important in the feedbackprocess for the generation of, for example, drug screening tools orimplantable devices (Fig. 1). For example, Chang et al. [12]
* Corresponding author. Tel.: þ32 92644466, þ32 93325132.E-mail address: [email protected] (P. Dubruel).
1 These authors contributed equally to this work.
Contents lists available at ScienceDirect
Biomaterials
journal homepage: www.elsevier .com/locate/biomater ia ls
0142-9612/$ e see front matter ! 2013 Elsevier Ltd. All rights reserved.http://dx.doi.org/10.1016/j.biomaterials.2013.09.078
Biomaterials 35 (2014) 49e62

developed an in vitro drug screening system via integration of a 3Dcell-laden alginate hydrogel environment integrated within amicrobioreactor.
Besides the previously mentioned advantages of 3D porousscaffolds, the introduction of pores has been reported to enhanceboth cell proliferation and albumin production of HepG2 cells inporous alginate hydrogels [24]. Earlier work demonstrated goodin vitro cytocompatibility of photosensitive gelatin meth-acrylamides for the encapsulation of fibroblasts, myoblasts, chon-drocytes endothelial cells, and cardiac cells [22,25e27]. Taking allthis into account, the generation of a highly viable cell-laden gelatinscaffold with sufficient mechanical stability would be desirable.
The Bioplotter technology enabled researchers to generatehydrogel-based constructs. The present study aims to develop a 3Dmicroenvironment applying post-processing photo-induced free-radical cross-linking of cell-laden gelatins. An evaluation of twophoto-initiating systems is performed, introducing an alternativephoto-initiator, and a parametric study on the printing of (cell-laden) gelatin hydrogels is presented.
2. Experimental part
2.1. Cell culture
HepG2 cells were maintained in a humidified 5% CO2-containing atmosphere(37 "C) with cultivationmedium consisting of DMEM, supplementedwith 10 v% FBS,50 U ml#1 penicillin and 50 mg ml#1 streptomycin, all provided by Life technologies.
2.2. Hydrogels
Bovine type B gelatin (approximate iso-electric point of 5 and Bloom strength of257), isolated by alkaline treatment, was supplied by Rousselot (Ghent, Belgium).Photosensitive gelatin, gelatin methacrylamide, was synthesized (Scheme 1) asdescribed in detail [28]. In short, a solution of gelatin type B in phosphate buffer atpH 7.8 was reacted with methacrylic anhydride (SigmaeAldrich). The purifiedgelatin methacrylamide had a degree of substitution of 62%, as determined by 1HNMR (Bruker AVANCE II 500 MHz) in deuterated water (SigmaeAldrich) at 45 "C.Prior to use, the hydrogel building blocks were sterilized by ethylene oxide treat-ment (cold cycle, Maria Middelares hospital, Ghent, Belgium).
2.3. Photo-cross-linking presets
Two types of photo-initiators (PIs) were used in this paper: (i) 1-[4-(2-Hydroxyethoxy)-phenyl]-2-hydroxy-2-methyl-1-propane-1-one (Irgacure" 2959,I2959) was obtained from Ciba Specialty Chemicals (Groot-Bijgaarden, Belgium); (ii)2,20-Azobis[2-methyl-N-(2-hydroxyethyl)propionamide] (VA-086) photo-initiatorwas purchased from Wako Specialty Chemicals. I2959 or VA-086 stock solutionsin PBS were filter sterilized and added to the culture medium or hydrogel buildingblocks to create respectively final concentrations of 2 mol% or 20 mol% (with respectto the amount of double bonds). These precursor solutions were thoroughlydegassed for at least 10min prior to loading with HepG2 cells. An LWUV lampmodelVL-400L (Vilber Lourmat, Marne La Vallée, France) was used for (cell-laden)hydrogel sample curing (UV-A light, 365 nm, 4 mW cm#2).
2.4. Rheological evaluation of gelatin methacrylamides
The effects of the applied PI on the in situ curing of gelatin methacrylamideprecursor solutions (10 w/v %) were evaluated at 20 "C using a Physica MCR 350(Anton Paar) with plateeplate geometry. For this, non-irradiated 2D slabs were
human body defect rapid prototyping
CAD/CAM modeling
parameter optimalization
photo-crosslinkablegelatin methacrylamide
3D cell culture
structure/functionanalysis
in vitro screenings
extracorporeal deviceshepatocyte transplantation
implantable constructsdrug delivery applications
BIOLOGY CHEMISTRY ENGINEERING
cell source
post-fabrication curing
fee
db
ack fe
ed
ba
ck
Fig. 1. Schematic illustration of multi- and interdisciplinary workflow related to the use of rapid prototyping in the field of tissue engineering.
T. Billiet et al. / Biomaterials 35 (2014) 49e6250

placed between the two plates. Irradiation was realized from the bottom by meansof an optical fiber (365 nm). Mechanical spectra of cross-linked films (1 mm thick)were recorded at a constant deformation of 0.1% strain in the frequency range of0.1e100 rad s#1 at 37 "C. The linear visco-elastic range was determined byisothermal measurements (37 "C) of the storage and loss moduli G0 and G00 as afunction of the deformation (g¼ 0.01%/ 1%) at a constant frequency (1 Hz). Prior toloading, samples were incubated in double distilled water at 37 "C for at least 24 h toensure complete leaching of the non cross-linked hydrogel fraction. In order toinvestigate the influence of mixture concentration and cell densities on the physicalcross-linking of (cell-laden) gel-MOD solutions, G0 and G00 were recorded as afunction of the temperature at a constant frequency (1 Hz) and strain (0.1%) fordifferent gelatinmethacyrlamide concentrations (5e20w/v %) and cell densities (0e2.5 % 106 cells mL#1). Additionally, shear stress and viscosity measurements as afunction of shear rate (0 / 2000 s#1) and temperature (15 / 37 "C) of (cell-laden)gelatin methacrylamide solutions were obtained by rotational viscosimetry at a gapsize of 400 mm.
2.5. Equilibrium swelling experiments
Information on the PIs effects on cross-linking and swelling behavior wasevaluated by equilibrium swelling experiments. Cross-linked hydrogel disks (1 mmthick, B ¼ 10 mm) were freeze-dried and weighed (Wd0). The dry disks wereincubated at 37 "C, and immersed in double distilled water. After equilibriumswelling was reached (e.g. 24 h), the disks were removed, gently dipped with paperand weighed again (Whe). Subsequent lyophilization gave the final dry weight (Wde).The loss of dry mass of the hydrogel, as well as the water uptake capacity duringincubation at 37 "C, enabled us to calculate the gel fractions and equilibrium massswelling ratios.
2.6. 3D fiber deposition of gelatin methacrylamide hydrogels
Three-dimensional porous scaffolds were produced by sequential fiber deposi-tion using the Bioplotter pneumatic dispensing system (Envisiontec, GmbH, Glad-beck, Germany). A detailed description can be found elsewhere [29,30]. Strut andstrand are alternative terms commonly used to indicate the deposited fiber. Briefly,the Bioplotter operates as a three-axis dispensing machine that deposits (cell-laden)hydrogel precursors pneumatically on a stationary platform. Designed CAD/CAMmodels are translated into a numerical code (NC code) by the Bioplotter softwareand contain the information for the layer-by-layer scaffold build-up. Since gelatinshave a temperature-dependent solegel transition, temperature control was ofoutmost importance. Therefore, two adaptations on the device were performed toameliorate the processing of gelatin hydrogels: (i) the syringe heating mantle wasadjusted to ensure a homogeneous plotting temperature till the tip of the dispensingneedle; (ii) the stationary platform was equipped with Peltier elements whichenabled cooling of the platform to temperatures far below the gelling point. In thepresent study, a parametric study on the obtained strand diameters as a function ofthe gelatin methacrylamide initial concentration (5e20 w/v%), the applied pressure(0e5 bar), temperature (24e30 "C), nozzle internal diameter (150e200 mm), nozzletype (cylindrical vs. conical), and plotting speed (0e1000 mm min#1) was per-formed. Constructs were configured in a 0"/90" fiber lay-down pattern. The fabri-cated constructs were examined using light microscopy, to extract informationregarding the pore networks. A Zeiss (KS 100, Axiotech) light microscope in com-bination with an Axiovision digital camera was used for top view, cross-section, andside-view imaging. Image processing was performed using Carl Zeiss AxioCamsoftware.
2.7. Printing of cell-laden gelatin methacrylamide constructs
Hydrogel precursor solutions were prepared as previously described, and mixedwith HepG2 cells to create a cell density of 1.5 % 106 cells mL#1. The cellegel mix-tures were transferred into a syringe and loaded into the Bioplotter. In order toperform a parametric study on the plotting process, the mixtures were dispensed atvarious plotting speeds (0e1000 mm min#1), air pressures (0e5 bar), and temper-atures (24.5e30 "C). Finally, after optimization, 1e3 mm thick constructs of13 % 13 mmwere created with a layer thickness of 150e200 mm and fiber spacing of350 mm and 550 mm. The Bioplotter was placed in a flow cabinet, however, sinceother materials are being processed by the device (e.g. poly- 3-caprolactone), the risk
of scaffold contamination was limited by autoclaving all materials in direct contactwith the cells prior to processing. Furthermore, specific measures against bacterialcontamination were taken by equipping the syringe inlet with a 0.2 mm sterile airfilter (TETPOR AIR 50, Parker). Constructs were printed on sterile glass cover slips,transferred to 6-well culture plates (Greiner-Bio One), cured as previously described,and maintained in 4 mL cultivation medium. The mediumwas refreshed every 24 h.
2.8. Finite element simulation of syringe needle flow of gelatins
Finite element fluid flow simulations were conducted in COMSOL 4.0a (Comsol,Palo Alto, CA) using a mesh of free tetrahedral elements and boundary conditions of1 bar inlet pressure and atmospheric pressure at the outlet. An incompressible, non-Newtonian fluid model was used to simulate the flow of noncross-linked gelatinusing a power-law, shear rate dependent relationship. The density, constants n (theflow behavior index) and K (the consistency coefficient) were empirically obtained.Rheology fitting data are available in the supplementary info of this article (Fig. S1and Table S1). All simulations were found to be grid-independent and conver-gence criterion independent after mesh settings were studied, and all discretizationerrors converged to zero.
2.9. Micro-computed tomography (mCT)
The printed scaffolds were also scanned in a micro-CT setup at the UGhentCentre for X-ray Tomography (UGCT) using a VARIAN Paxscan 2520V Flatpaneldetector and a Feinfocus X-ray tube. The resulting tomography data has beenreconstructed at a voxel size of 8 mm. A detailed description on the system can befound elsewhere [31].
2.10. Scanning electron microscopy (SEM)
Gelatin methacrylamide scaffolds were freeze-dried to remove the aqueousphase. The dry scaffolds were subsequently coated with a (approximately) 20 nmthin gold layer. SEM images were recorded using a tabletop SEM (PHENOM#, FEICompany).
2.11. Live/dead fluorescence staining
Cell-laden scaffolds were washed twice with PBS and incubated for 10 min with2 mg mL#1 calcein-AM (AnaSpec) and 2 mg mL#1 propidium iodide (PI) (Sigma). Thenthe probes were discharged and the scaffolds were thoroughly rinsed (2 % 5 min)with PBS. To visualize and determine the ratio of living and dead cells, fluorescencewas evaluated and recorded using an inverted fluorescence microscope (OlympusIX81) equipped with Xcellence software (Olympus).
2.12. Immunohistochemistry staining
The cell-laden scaffolds were embedded in paraffin after fixation in 4% para-formaldehyde at room temperature. Sections of 5 mm thickness were used for thedifferent stainings.
2.12.1. PAS stainAfter hydration, the sections were exposed to 1% periodic acid for 15 min,
washed (3 % 5 min) in PBS and exposed to Schiff reagent (Sigma) for 30 min in dark.After rinsing in water, the sections were stained using hematoxylin.
2.12.2. IHC stainingEndogenous peroxidase of the hydrated sections was quenched using 3% H202
for 1 h. Subsequently, the samples were treated with a blocking reagent (1% BSA,0.2 v% Tween 20 in PBS) for 30 min and then incubated for 2 h with the primaryantibody (dilution 1:100). Next, the samples were incubated with the secondaryantibody (dilution 1:200) for 30 min and visualized by the activity of conjugatedhorseradish peroxidase using a 3,3-diaminobenzidine tetrahydrochloride substrate.Finally, the sections were counterstained with hematoxylin. For HNF4a, Ki67 andPCNA, the entire procedure was preceded by antigen retrieval using citrate buffer(pH 6.00). Goat anti-human albumin antibody (p20, Santa Cruz), rabbit anti-humanHNF4a (H-171, Santa Cruz), mouse anti-human Ki67 (M7240, Dako) andmouse anti-human PCNA (PC10, Novo Castra) were used as primary antibodies.
NH2 + O
OO
GELATIN NH
GELATIN
O
Scheme 1. Synthesis of gelatin methacrylamide.
T. Billiet et al. / Biomaterials 35 (2014) 49e62 51
2.13. Statistical analysis
Unless stated otherwise, all characterizations were performed at least in trip-licate. Data analyses were performed applying the commercially available statisticalpackage GraphPad Prism 4. Differences between groups were explored by one-wayANOVA, followed by a Student t-test.
3. Results
3.1. Effect of photo-initiator type on the network properties
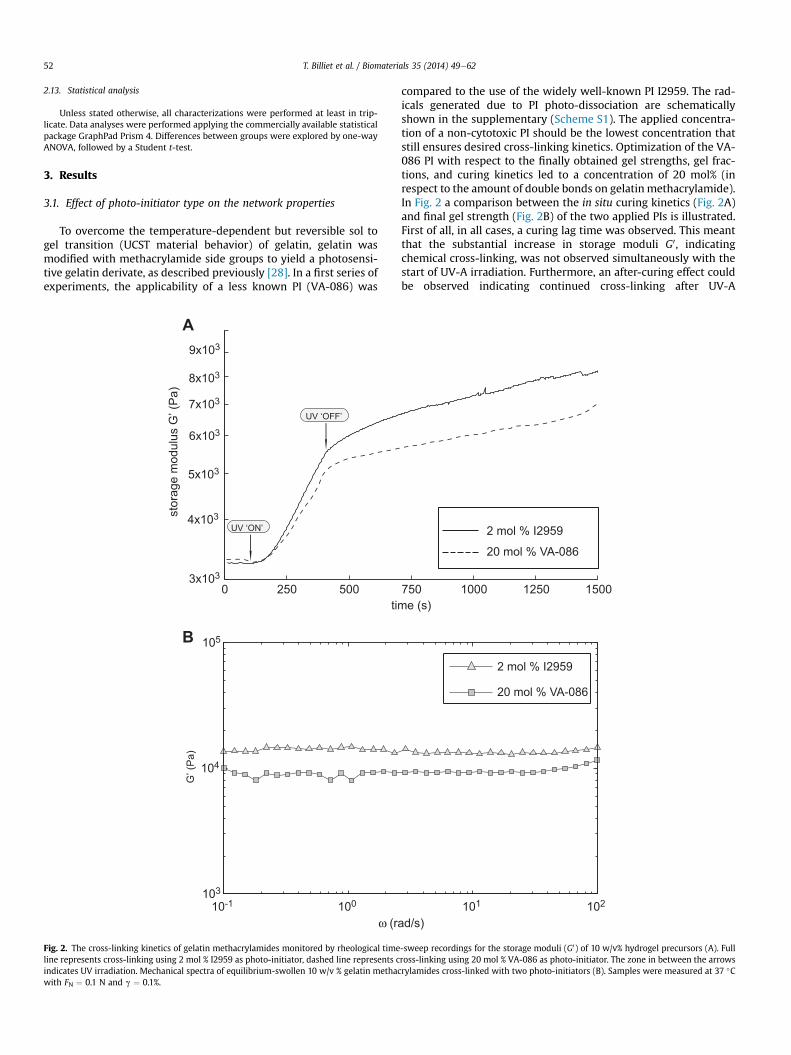
To overcome the temperature-dependent but reversible sol togel transition (UCST material behavior) of gelatin, gelatin wasmodified with methacrylamide side groups to yield a photosensi-tive gelatin derivate, as described previously [28]. In a first series ofexperiments, the applicability of a less known PI (VA-086) was
compared to the use of the widely well-known PI I2959. The rad-icals generated due to PI photo-dissociation are schematicallyshown in the supplementary (Scheme S1). The applied concentra-tion of a non-cytotoxic PI should be the lowest concentration thatstill ensures desired cross-linking kinetics. Optimization of the VA-086 PI with respect to the finally obtained gel strengths, gel frac-tions, and curing kinetics led to a concentration of 20 mol% (inrespect to the amount of double bonds on gelatin methacrylamide).In Fig. 2 a comparison between the in situ curing kinetics (Fig. 2A)and final gel strength (Fig. 2B) of the two applied PIs is illustrated.First of all, in all cases, a curing lag time was observed. This meantthat the substantial increase in storage moduli G0, indicatingchemical cross-linking, was not observed simultaneously with thestart of UV-A irradiation. Furthermore, an after-curing effect couldbe observed indicating continued cross-linking after UV-A
0 250 500 750 1000 1250 15003x103
4x103
5x103
6x103
7x103
8x103
9x103
time (s)
stor
age
mod
ulus
G’ (
Pa)
UV ‘ON’
UV ‘OFF’
2 mol % I295920 mol % VA-086
10-1 100 101 102103
104
105
G’ (
Pa)
ω (rad/s)
2 mol % I2959
20 mol % VA-086
A
B
Fig. 2. The cross-linking kinetics of gelatin methacrylamides monitored by rheological time-sweep recordings for the storage moduli (G0) of 10 w/v% hydrogel precursors (A). Fullline represents cross-linking using 2 mol % I2959 as photo-initiator, dashed line represents cross-linking using 20 mol % VA-086 as photo-initiator. The zone in between the arrowsindicates UV irradiation. Mechanical spectra of equilibrium-swollen 10 w/v % gelatin methacrylamides cross-linked with two photo-initiators (B). Samples were measured at 37 "Cwith FN ¼ 0.1 N and g ¼ 0.1%.
T. Billiet et al. / Biomaterials 35 (2014) 49e6252

irradiationwas stopped. Secondly, the use of VA-086 demonstratedless efficient curing rates and lower curing end-point at “UV-A off”despite the 10-fold higher concentration. On the other hand,comparing the storage moduli of the equilibrium-swollen hydro-gels, only a slightly lower mechanical strength was observed for thelatter (10.5 & 1.7 kPa versus 14 & 0.6 kPa). It should be remarkedthat the use of VA-086 PI results in increased porosity by means ofN2 gas evolution as a result of the UV induced radical formation.Fig. 3A demonstrates the evolution of the gel yield and water up-take capacities as a function of the UV-A irradiation dose for bothPIs on 1 mm thick 2D films. For both PIs, a steep increase up to anirradiation dose of 2400 mJ/cm2 occurred, followed by non-significant gel yield increase up to '90%. Additionally, equilib-rium mass swelling ratios (q) decreased with increasing irradiationdose.
3.2. Parameters affecting scaffold architecture
Scaffold architecture, and specifically pore architecture willgreatly influence overall construct strength and nutrient/wasteflows. However, it is the deposited strut (diameter), which will
impact the porosity, strength and layer height. On the other hand,the solution viscosity, applied pressure, XY plotting speed, needletype and diameter, cell density and temperature drop, mainlycontrol the strut diameter itself. All those parameters are closelyinterconnected and need parametric optimization to ensure areproducible plotting process.
3.2.1. Rheological evaluationAs mentioned, solution viscosity will greatly impact the overall
performance of thefiber depositionprocess. Therefore, a rheologicalstudy for the evaluation of gelatin concentration, temperature andcell density effects was performed to gain an in depth insight on theplotting. Fig. 4 depicts rheological data on (cell-laden) gelatin mix-tures. The shear rate dependent behavior of liquid gelatin solutionsis provided for increasing gelatin concentrations (Fig. 4A) andincreasing cell densities (Fig. 4B), illustrating the non-Newtonianliquid behavior. Additionally, the temperature dependence of thesolution viscosity is demonstrated in Fig. 4C and D for respectivelyincreasing gelatin concentrations and increasing cell densities.Finally, cross-over points, i.e. the temperature at which the sol-to-gel transition occurs,was investigated andpresented in Fig. 4E andF.
0 5 10 15 20 25 30 35 40 45 50
50
60
70
80
90
100
0 1000 2000 3000 4000 5000 6000 7000
swel
ling
ratio
q
gel f
ract
ion
(%)
UV exposure (mJ/cm2)
10 w/v % 15 w/v % 20 w/v %
0 10 20 30 40 50 60 70 80 90 100
30
40
50
60
70
80
90
100
0 1000 2000 3000 4000 5000 6000 7000
swel
ling
ratio
q
gel f
ract
ion
(%)
UV exposure (mJ/cm2)
2 mol % I2959 20 mol % VA-086
A
B
Fig. 3. The effect of the applied photo-initiator (I2959 versus VA-086) on the cross-linking behavior of 10 w/v % gelatin methacrylamide films (A) based on swelling studies as afunction of UV-A exposure. 2D films were 1 mm thick. Influence of the initial gelatin methacrylamide concentration on the cross-linking kinetics of 3 mm thick printed scaffolds (B).Full lines represent the gel fraction values, dashed lines represent the equilibrium mass swelling ratio q.
T. Billiet et al. / Biomaterials 35 (2014) 49e62 53

The solutionsall showed shear thinningbehavior, andas expected,solution viscosity droppedwith decreasing gelatin concentration andincreasing temperature (Fig. 4A and C). During cross-over pointdetermination, the contributions of “liquid” and “gel” on themixturerheology can be followed. The gel point decreased from 35 "C to 32 "Cafter decreasing the gelatin concentration from 20 w/v% to 5 w/v%.Furthermore, below the gel point, the ratios of the loss moduli to thestorage moduli (i.e. the loss factor tan(d)) increased for decreasinggelatin concentration, indicating more “liquid-like” behavior.
Especially 5w/v% storagemoduli decreased significantly, limiting theoverall plotting potential. However, since the final aim is the con-struction of hybrid constructs, it was interesting to investigate theinfluence of increasing cell densities on the rheological behavior ofgelatin solutions. Ten w/v% was selected since highly viable cellencapsulation of HepG2s could be performed and plotting with highshape fidelity remained possible. The blending of cells proved toimpact solution viscosity more than expected. For temperaturesabove the gelificationpoint, the viscosity was decreased by a factor of
τ τ
A B
C D
E F
Fig. 4. Rheological data representing the influences of gelatin methacrylamide concentration and cell density on the physical properties of the gelatin(-cell) precursor solutions.Rotational viscosimetry measurements (AeD) illustrating (i) the influence of gelatin methacrylamide concentration on the shear stress as a function of shear rate (A) and viscosity asa function of temperature (C); (ii) the influence of the cell density on the shear stress as a function of shear rate (B) and viscosity as a function of temperature (D). Oscillatorymeasurements representing the cross-over points between the gel and sol state (G0 ¼ G00 , Tgel) for different concentrations (E) and different cell densities (F). For the graphs on celldensity influences (B, D, F), a 10 w/v% gelatin methacrylamide solution without cells was selected as control condition.
T. Billiet et al. / Biomaterials 35 (2014) 49e6254

2uptill a cell densityof 1.5%106 cellsmL#1. Increasing thecell densityfurther to 2.5 % 106 cells mL#1 increased this factor to 4. Below thegelification point, in order to obtain similar viscosities (i.e. physicalgelation), cellegelmixture temperatureshad tobedecreasedby>4 "Cwhen increasing the cell density to 2.5 % 106 cells mL#1. From theevolution of the elastic (i.e. storage moduli) and viscous (i.e. lossmoduli) contributions of the cell-laden hydrogels (Fig. 4F), it could bederived that thedifferentiationdue to alterationof the storagemoduliwasmore pronounced, ultimately rendering higher physical gelationwithout cells while only a subtle shift in the gel point was noticed.
3.2.2. Pressure, needle type, temperature and cell density affectdeposited strand diameter
Fig. 5 explores the potential impact of inlet pressure, needleinternal diameter, plotting temperature and cell density on thediameter of dispensed 10 w/v% (cell-)gel strands. As can be derivedfrom these graphs, combining these data allows targeting of adesired strut diameter. The data additionally clearly illustrates theviscosity drop resulting in increasing strut diameters in the case ofcell-laden hydrogel building block dispensing. Therefore, these datacorrelate well with the rheological analysis. Inlet pressure andplotting temperature (affecting viscosity) proved to be the utmostimportant parameters. Additionally, the needle type (conical versuscylindrical) and the gelatin building block concentration affect thediameter of the dispensed strands (data not shown).
The temperature/viscosity influence was anticipated from therheological data and therefore the Bioplotter device was slightlyaltered. Two major changes made plotting more reproducible: (i)first of all, as depicted schematically in Fig. 6, the original cooling/heating mantle of the dispensing head was extended till w1 mmfrom the needle tip outflow, and (ii) the stainless steel build plat-form was coupled to Peltier elements and ventilators to enablecooling. The first adaptation rendered a homogeneous solutionviscosity till outflow, allowing plotting at lower solution tempera-ture. The second adaptation proved to be necessary when trying toplot hydrogels with a concentration <20 w/v%. The cooling (downto w5 "C) ensured enhanced physical cross-linking and thus layer-build-up. Without cooling, 10 and 15 w/v% constructs collapsedcompletely due to insufficient mechanical integrity.
3.2.3. Pore architecture and curing kinetics of 3D porous gelatinmethacrylamide scaffolds
Combining the above-mentioned results, a parameter set ofprocessing conditions was extracted (to be found in Table 1) for theplotting of 3 mm thick scaffolds. For the 10 w/v% gelatin constructs,a needle with 150 mm internal diameter was selected, while forhigher concentrations a needle of 200 mm was preferred. Asdescribed during the rheology results, temperature had to beadjusted from 27.5 "C for 10w/v% hydrogels to 30 "C for the plottingof 20 w/v% hydrogels in order to ensure optimal sol-to-gel ratio.
Fig. 5. Evolution of the deposited strut diameters as a function of the applied plotting speed and dispensing inlet pressure for cylindrically shaped needles. A gelatin meth-acrylamide concentration of 10 w/v% was used for all experiments. Plotting at 27.5 "C with a needle internal diameter of 200 mm (A) and 150 mm (B). The influence of the plottingtemperature of cellegel hybrid mixtures is illustrated for a needle internal diameter of 150 mm (C, D). Dashed lines represent the needle internal diameter.
T. Billiet et al. / Biomaterials 35 (2014) 49e62 55

These cell-free constructs were used for analysis of the pore ar-chitecture and chemical cross-linking kinetics. Fig. 6 represents thedispensing process of 10 w/v% gelatin hydrogels and schematicallydescribes the theoretical architecture of a scaffold. In analogy to the
2D curing of gelatin films, curing kinetics of 3D plotted structureswas evaluated as a function of the UV-A irradiation dose, as well asthe initial gelatin concentration. Fig. 3B summarizes the gel yieldsand equilibriummass swelling ratios for the swelling studies on 3Dporous scaffolds. Generally, the observed trends from 2D swellingstudies were translated to the 3D constructs. However, some smalldifferentiations could be noticed: (i) the finally obtained (i.e. fullcuring) gel fraction values were slightly higher for the 3D con-structs compared to 2D sheets, (ii) remarkably, at any evaluatedirradiation dose the swelling ratios were higher than their 2Dcounterparts, despite the higher gel yields of the latter, and (iii)curing of 3D constructs occurred at a faster rate compared to 2Dfilms. These observations were valid for both PI types.
Finally, pore geometry and overall strand deposition architec-ture was evaluated for varying gelatin concentrations (Fig. 7). Lightmicroscopy images reveal the highly regular deposition of strandsregarding top view (Figs. 6E and 7A). It should be remarked thatfinal strand diameter dimensions will slightly increase compared tothe ones derived in Fig. 5, due to the immersion-based cross-linkingstep. Additionally, equilibrium swelling will further increase thesedimensions corresponding to their swelling ratio. Cross-sections of
Fig. 6. Images representing the plotting of 10 w/v% constructs (AeC). To ensure a stable plotting process, the heating mantle was adjusted till the tip of the dispensing syringe, asschematically illustrated in the cross-section of the mantle in (D). Light microscopy image demonstrating the porous nature of the finalized scaffolds in top view (E). Theoreticalconstruct dimensions and scaffold build-up in cross-section (F).
Table 1Processing conditions for the 3D fiber deposition of (cell-laden) gelatin hydrogelprecursors.
Parameter 10 w/v% 15 w/v% 20 w/v%
Cells (%106 mL#1) e 1.5 1.5 e e
Needle gauge G30 G30 G27 G27 G27B (mm) 150 150 200 200 200Material temperature ("C) 27.5 24.5 24.5 28.5 30Layer height (mm) 110 110 160 170 180Pressure (bar) 3 3 0.5a/1 4 4XY speed (mm min#1) 450 400 600 550 550Z speed (mm min#1) 500 700 700 300 300Preflow (s) 0.2 0.1 0.1 0.2 0.2Postflow (s) 0.2 0.2 0.05 0.2 0.1Corner delay (s) 0.2 0.1 0.05 0.2 0.1Pullback time (s) 0.5 0.5 0.5 0.5 0.5Interstrut distance (mm) 0.60 0.80 0.80 0.60 0.60
a For conical needle shape.
T. Billiet et al. / Biomaterials 35 (2014) 49e6256

constructs with increasing gelatin concentration (Fig. 7B, E, and F)reveal partial collapse of subsequent strands due to the combinedeffects of flow behavior/gelification of the deposited strands andgravitational forces. The lower the concentration, the more thisphenomenon occurred. At 5 w/v%, complete collapse of the sub-sequent layers was observed, and are therefore left out of consid-eration. Fig. 7C illustrates a side view for 10 w/v% scaffoldsindicating the complete collapse of the meander feature (alsoindicated by the SEM image Fig. 7c) at the sides of the scaffold. SEMimages corresponding to the respective microscopy images(Fig. 7aef) clearly demonstrate the impact of plotting concentrationon the pore architecture. Increasing the gelatin concentration willresult in faster physical gelation and therefore, more sphericallydeposited strands and pores. This is schematically illustrated inFig. 7D. Three-dimensional reconstruction of micro-computed to-mography data (Fig. 8) revealed a regular material deposition ma-trix (green) with an interconnected pore network (yellow) for a 10w/v% construct. It is clear that the pore volume is still inter-connected, which confirms the successful printing of gelatinmethacrylamide hydrogels. The pore volume has the largest di-mensions along the Z-axis closely resembling the designed di-mensions, while along the XY-axis (volumes in between every 0"/90"/0" fibers) the pore volume is somewhat less than the theoret-ically designed d3 (Figs. 6F and 8).
3.3. Plotting of cell-laden 3D constructs
3.3.1. Pressure, needle type, PI and UV-A irradiation dose affect cellviability
Based on earlier performed cell tests, 10 w/v% gelatin meth-acrylamide was selected for the printing of cell-laden constructs.Prior to the printing of full sized constructs, parameters influencingcell viability were investigated in order to select the most appro-priated conditions to construct a highly viable cell-laden scaffold.First, the influence of needle type (conical vs. cylindrical), needleinternal diameter, and dispensing pressure on the viability ofHepG2 cells was examined (Fig. 9A). It appeared that cell viabilitywas dependent on the applied needle type, with enhanced viabilitylevels for conically shaped needles. For all tested needles, higherinlet pressures resulted in decreased cell survival. In the case ofcylindrically shaped needles, cells printed with bigger needle
internal diameter maintained higher cell survival than those prin-ted with a smaller diameter. The highest viabilities, >97%, wereobserved at low dispensing pressures ((1 bar) using a conicalneedle type (B ¼ 200 mm). Nevertheless, at higher inlet pressures,viability dropped faster compared to the cylindrical needle type. Tounderstand the discrepancy between the two needle types, finiteelement simulations were performed. Fig. 9a and b shows heatmaps of the simulated fluid flow induced shear stresses for bothneedle types using the same inlet pressure. Highest shear stresseswere obtained for the conical needle type. However, shear stressbuilt-up was only observed close to the fluid outlet ((1 mm),limiting the passage time for this region. On the other hand, flowthrough a cylindrical needle type resulted in lower peak shearstresses but for an increased passage length (>16 mm). These datastress that, besides feedback based on rheology and gelificationbehavior, the selected conditions had to incorporate feedbackbased on cell viability as well (Fig. 1).
Since curing of 3D constructs occurred at a faster rate compared to2D films, the influence of UV-A irradiation dose on cell survival wasevaluated as well. When using the conventional PI I2959, a gradualimprovement of cell viability with decreasing UV-A irradiation dose(without impairing scaffold stability) was observed in the cell-ladenscaffolds. As illustrated in Fig. 10, viable cell fractions of55.72& 7.26%, 70.57&12.56% and 89.09& 2.13%were determined forUV-A irradiation doses of 5400, 2700 and 1350mJ cm#2 respectively.An irradiation dose of 1800 mJ cm#2, yielding long-term stable cell-laden scaffolds, was selected for further evaluation. A comparisonbetween I2959 and VA-086 PIs was made and cell survival values forcells encapsulated in 2Ddisks andprinted 3D constructs are providedin the supplementary information of this article (Fig. S2). For the VA-086 PI, a significant increase (p < 0.01) in viability is observed for 3Dfabricated constructs, as well as increasing viability when comparedto 2D sheet encapsulation (p < 0.01).
3.3.2. The production of highly viable cell-laden scaffolds: the resultof balancing parameters
As the rheological and gelification behavior altered, processingconditions were adjusted based on the data derived from theabove-mentioned studies. The selected conditions are summarizedin Table 1. The final decision to use VA-086 as photo-initiator with aUV-A irradiation dose of 1800 mJ cm#2 lead to an excellent cell
Fig. 7. Scaffold pore architecture is influenced by the hydrogel concentration. Light microscopy and SEM images representing 10 w/v% scaffold pore geometry in top view (A, a),cross-section (B, b), and side view (C, c). Cross-section images of 15 w/v % (E, e) and 20 w/v % (F, f) scaffolds. White arrows indicate partial collapse of the subsequent layers. Scalebars indicate 200 mm. Schematic representation of the deposited strand geometry as a function of initial concentration and plotting temperature (D), accompanied by a cross-sectionSEM image indicating the strut geometry of 20 w/v % scaffolds (d). Scale bar of (d) indicates 400 mm.
T. Billiet et al. / Biomaterials 35 (2014) 49e62 57

viability of 98.61% & 1.26% at day 1, 98.78% & 1.54% at day 7 and98.92% & 0.75% at day 14 within the gelatin scaffold (Fig. 11). Thecell viability was constant in time and scaffold stability wasmaintained for at least 14 days as demonstrated by the BF imageand live/dead stains. SEM images of cell-laden constructs are rep-resented in the supplementary information on this article (Fig. S3).Cells on the outer part of the strands were covered by a hydrogellayer and had a round morphology (Fig. 12).
At all investigated time points, the cells displayed viable andeuchromatic nuclei as indicated by HE staining (Fig. 11A, a).Moreover, the cells maintained their potential to express liverspecific functions such as the production of albumin (Fig. 11B, b)and HNF4a (Fig. 11C, c) and the storage of glycogen (Fig. 11D, d).Also the maintenance of proliferative capacity was confirmed bothby positive Ki67 and PCNA staining (Fig. 11E, F).
4. Discussion
In a previous paper, the use of I2959 PI initiated gelatin meth-acrylamide hydrogels, as HepG2 encapsulation matrix material wasassessed as sheets. The materials demonstrated high cell survivallevels [32]. From all PIs used for the photo-initiated free-radicalpolymerization of cell-laden hydrogels, I2959 is most commonlyapplied for several reasons [22,33,34]: (i) it is slightly water soluble,enabling applications in aqueous environments, (ii) in the absenceof UV-A irradiation, no significant cytotoxic effects are correlated tothe use of this PI, and (iii) the generation of radicals is highly effi-cient thus reducing the required concentration for cross-linkingdown to a level with lead to acceptable cell survival levels. How-ever, the search for even better PIs remains. For instance, Rouillardet al. [34] evaluated a variety of water soluble PIs in order to in-crease the viability of bovine chondrocytes during 2D encapsula-tion in methacrylated alginate. From their research, the potentiallysuperior cell viability levels using a newly introduced PI, VA-086,was postulated. Unfortunately, a quantitative comparison on thecross-linking lacked. Furthermore, to the best of our knowledge,studies broadening the applicability of this PI toward other celltypes are limited to HUVEC and BMSCs using methacrylated algi-nate [35]. The current study presents quantitative data comparingthis photo-initiator with the conventional I2959 PI for the encap-sulation of HepG2 cells in gelatin methacrylamides. The gel yieldand water uptake capacity were examined as two important factorsaffecting network properties and overall cross-linking. Fine-tuningresulted in a 10-times higher PI concentration in order to reachcomparable hydrogel network properties, illustrating the lowerefficiency of VA-086. This was further confirmed by the decreasedin situ cross-linking kinetics assessed by recordings of theincreasing storage moduli during UV-A irradiation. Final gelstrength, however, only slightly decreased. Cell-laden two-dimen-sional films demonstrated a modest, non-significant improvementin cell viability. These data further confirm the applicability of VA-086 as an alternative, highly non-cytotoxic PI for cell encapsulationpurposes. For both PIs, increasing the irradiation dose decreases theequilibrium mass swelling ratios (q) and increases the gel yieldsince more chemical network junctions are built in, resulting intighter network structures.
Due to the low production costs, its natural origin, and excellentbiocompatibility, gelatin is a widely explored biomaterial [6,16].Nevertheless, application-wise, the limited manufacturability cau-ses difficulty for the fabrication of complex porous 3D architecturesusing low-cost dispensing approaches. In order to enable 3D fiberdeposition of (cell-laden) gelatin methacrylamide, an in depthevaluation of the rheological properties was performed. From thesedata, it was demonstrated that next to the hydrogel building blockconcentration, the incorporation of cells altered the rheologicalproperties. As such, these parameters will affect the printing pro-cess since the viscosity as well as the gelification potential isaltered. These findings emphasize the importance of precise tem-perature control of the printing solution as well as the printingsubstrate. Small adaptations to the Bioplotter device enablingimproved temperature control on the build platform (i.e. enhancedphysical gelation due to cooling) and improved control over theprinting solution till needle tip were performed. Finally, 3D porous(cell-laden) gelatin methacrylamide constructs could be generatedin the range of 10e20 w/v% gelatin. Lower concentrations lead tosevere internal pore collapse, mainly caused by insufficiently fastphysical gelation. The printing speed, the needle internal diameter,the plotting temperature and the applied pressure were optimizedto obtain a set of data on the deposited strut diameters. Keepingoxygen diffusion and metabolite transport in mind, especially theprocessing window resulting in strand diameters of (200 mm was
Fig. 8. Micro-computed tomography reconstruction of hydrated 10 w/v% scaffolds.Gelatin methacrylamide material architecture is represented in the top part (green),while the scaffold pore network is visualized in the bottom part (yellow). (For inter-pretation of the references to color in this figure legend, the reader is referred to theweb version of this article.)
T. Billiet et al. / Biomaterials 35 (2014) 49e6258

of particular interest. Hereby, the successful photo-initiated cross-linking of 3D porous constructs was confirmed. Compared tosheets, cross-linking was enhanced, but remarkably higherswelling degrees were obtained. Most likely, this can be attributedto the smaller dimensions of the deposited strands on one hand,and the corresponding increased surface area on the other,compared to the rather bulky (1 mm thick) sheets.
Fedorovitch et al. [15] plotted alginate hydrogels describing thecollapse of internal pore networks during layer-by-layer deposition.Very recently, gelatin methacrylamides were plotted using theBioplotter device [22]. However, construct built-up using only-gelatin containing mixtures proved impossible up to 20 w/v%gelatin due to severe viscosity issues stemming from difficulttemperature control. As a result, the authors had to blend viscosity-enhancing hyaluronic acid in order to build mechanically stable 3Dporous scaffolds. Other researchers plotted gelatin applyingviscosity-enhancing additives such as alginate, chitosan, fibrinogen,or co-deposition of polyester biomaterials [16,19e22,36,37]. Wanget al. [14] plotted 20 w/v% glutaraldehyde cross-linked gelatin buthad to decrease the temperature of the printing solution below20 "C resulting in a highly physically gelated printing solution, thushigh pressure and high internal diameter dimensions were neces-sary. In the present paper, gelatin methacrylamides were
successfully printed in a range of concentrations, without severeinternal collapse or the need for stabilizing co-deposition of othermaterials. As a result of our adaptations and parametric approach,gelatin-only 3D scaffolds having a 100% interconnected porenetwork could be fabricated. Our results contrast with other studieswhereby viscosity-enhancing additives were obligatory to obtainporous constructs, without compromising scaffold architecture.
For the printing of cellegel hybrid constructs, a 10 w/v % concen-tration was selected based on earlier performed experiments. Onlypartial pore collapse occurred for this concentration, still revealing a100% interconnected pore network. Therefore, easy diffusion of cul-ture medium through the photo-initiated cross-linked gelatin meth-acrylamide construct can be achieved. Furthermore, the obtainedconstructs can undergo biodegradation stemming from enzymesecretionof living cells. Toenable the creationof cell-laden constructs,it was clear that a careful adjustment of the plotting parameters wasneeded in order to meet two goals: (i) the creation of well-definedscaffolds with an interconnected pore network, and (ii) optimal cellviability within the construct. To meet both goals, the influence ofdifferent parameters on cell survival was investigated by a step-by-step approach enabling us to understand the individual parametersinfluencing both the construct and the cell behavior. The first inves-tigated parameters affecting cell viability were the needle type, the
0 1 2 3 4 50
10
20
30
40
50
60
70
80
90
100
pressure (bar)
Hep
G2
viab
ility
(%)
G27 - conical needleG27 - cylindrical needleG30 - cylindrical needle
ab
a b
A
40035030025020015010050500
100015002000250030003500
conical needle
shea
r stre
ss (P
a)
shea
r stre
ss (P
a)
high
est s
hear
stre
ssre
gion
high
est s
hear
stre
ssre
gion
cylindrical needle
Fig. 9. Cellegel flow during syringe needle deposition. (A) Evolution of HepG2 viability during the printing process as a function of the applied inlet pressure and needle type. Heatmap of the shear stress at 1 bar inlet pressure for a conical needle (a) and cylindrical (b) needle, obtained by finite element modeling of noncross-linked cellegel (10 w/v%) mixture.Figures are to scale for needle internal diameter of 200 mm.
T. Billiet et al. / Biomaterials 35 (2014) 49e62 59

needle size and the inlet pressure. A significant pressure and needletype dependence of the cell viability was observed. At low inletpressure, conically shaped needles are preferred over cylindricallyshaped ones. However, this advantage disappears at higher inletpressures. Finite element fluid flow simulations can help to find anexplanation. A higher peak shear stresswas obtained byflow throughthe conical needle. However, keeping inmind the substantially lowerpassage distance and higher overall flow velocity, the passage time ofcells in this high shear regime is substantially reduced compared toflow through a cylindrical needle. It is our believe that at lowerpressures (i.e. higher passage time) cells will be more affected by theincreased passage of high shear for the cylindrical needle, while at
higher pressures, the significantly lower passage time for the conicalneedle cannot longer make up for the substantially higher shearstresses induced. As a result, initially higher viability levels are ob-tained for the conical type, however, pressure increasewill result in amore pronounced viability drop compared to the cylindrical type.Aguado et al. [38] evaluated cell viability drops caused bymechanicalmembrane disruption due to injection. Their data suggested thatextensional flow at the entrance of the syringe needle (i.e. highershear stress) was themain cause for acute cell death. Our findings onneedle type as a function of dispensing pressure could providemechanistic insight into the role of mechanical forces duringconstruct printing.
Fig. 10. Optimal scaffold parameters and the effect or UV-A irradiation dose on the cell viability. The optimized parameters for the generation of gelatin scaffold yield optimalscaffold characteristics (A, B). HepG2-gelatin constructs were cured using I2959 and an irradiation dose of 1350 (C), 2700 (D) and 5400 (E) mJ/cm2. After 24 h, cell survival wasevaluated using a live/dead assay. Scale bar indicates 500 mm (A, CeE) and 100 mm (B).
Fig. 11. High viability cell-laden gelatin scaffolds. HepG2-gelatin constructs, cured using the VA-086 PI, with well-defined dimensions were obtained as shown by the BF image (A).Cell viability within the scaffold was evaluated at day 1 (B), day 7 (C) and day 14 (D) using a live/dead stain. (Scale bar ¼ 500 mm).
T. Billiet et al. / Biomaterials 35 (2014) 49e6260

The second investigated parameter was the influence of the UV-A irradiation dose on cell survival for I2959 PI. In the absence of aradical initiator, short exposure to long-wave UV irradiation did notprove to be cytotoxic [39]. As expected, the presence of a radicalinitiator can compromise cell survival. Lower irradiation dosesresulted in improved cell survival. Subsequently, we aimed tocompare I2959 with VA-086 PI for an irradiation dose of1800 mJ cm#2. The results indicated a significantly higher fractionof viable cells when using the VA-086 PI, and this fractionwas evenhigher than the viable fraction observed with I2959 PI for lowerirradiation doses of 1350 mJ cm#2. These conclusions are in closecorrelation to the results of Rouillard et al. [34] on the encapsula-tion of chondrocytes in methacrylated alginate. As such, the lowercytotoxicity of the generated radicals due to photo-dissociation ofVA-086 make it a good candidate for photo-initiated cross-linkingof other cell-laden biomaterials.
As illustrated in Fig. 1, our findings stress the importance offeedback loops between different scientific domains in order tofabricate cell-laden constructs having the appropriate propertiescombined with high cell viability. Although the individual im-provements in cell survival sometimes seem quite modest, thesynergistic effect of the combined adjustments eventually lead tothe fabrication of highly viable cell-laden gelatin methacrylamide
scaffolds having a 100% interconnected pore network. Previously,the generation of 3D hepatocyte-gelatin constructs cross-linkedwith glutaraldehyde were reported to have a viability of 93% [14].However, increasing the gelatin concentration up to 20 w/v% andneedle internal diameter to 300 mm was necessary, resulting instrands of >350 mmwith lower dimension fidelity. In our approach,we avoided exposure to toxic glutaraldehyde by the use of photo-curable gelatins, resulting in somewhat higher cell survival rates(98%). Additionally, softer matrices could be generated (10 w/v%constructs), still possessing an interconnected pore network andsmaller strand dimensions. Furthermore, the SEM images of cell-laden constructs revealed a round cell morphology, preferentialand typical for encapsulated HepG2 cells.
Although cell survival is an important criterion, in our opinionthis methodology does not cover full evaluation for the overallquality of a cell-laden construct. To validate the construct, it wasnecessary to demonstrate the cells’ capability of displaying theirnormal cell behavior post-construction of the scaffold. For HepG2cells, a hepatocellular carcinoma cell line, this includes maintainedexpression of hepatocyte markers and proliferative capacity. Thecell-laden scaffold was therefore analyzed as such. The expressionof albumin, HNF4a, Ki67 and PCNA was confirmed, indicating thatcell behavior was not impaired due to the printing process and
Fig. 12. Representation of the cell morphology and phenotype maintenance in cell-gelatin constructs 14 days post-fabrication. Cell morphology was examined using hematoxyilin/eosin stainings (A, a). IHC staining for albumin (B, b) and HNF4a (C, c) and PAS (D, d) were performed to asses phenotypical behavior. IHC staining for Ki67 (E) and PCNA (F) wereassessed to confirm proliferation. Scale bars indicate 50 mm (aed, E, F), and 500 mm (AeD).
T. Billiet et al. / Biomaterials 35 (2014) 49e62 61

exposure to increased fluid shear stresses for the duration of thestudy.
5. Conclusion
The RP Bioplotter technique provides a useful tool for theprinting of cell-laden constructs. Precise temperature control dur-ing the printing process results in the possibility to fabricate con-structs displaying an interconnected pore network in the range of10e20 w/v% gelatin methacrylamide. Control over the depositedstrand dimensions can be guaranteed due to the physical propertiesof gelatin methacrylamide hydrogels and machine operating pa-rameters. As a result, constructs having the desired stiffness andhigh shape reliability can be designed. Further applying a feedbackstrategy combining engineering, chemistry and biology, enabledthe printing of cell-laden gelatin methacrylamide hydrogelswithout the need for viscosity-enhancing additives. The inducedshear stress, curing irradiation dose and the applied photo-initiatorare influential for the resulting cell viability. High viability, >97%,constructs displaying a maintained expression of liver specificfunctions were obtained using the VA-086 photo-initiator.
Acknowledgment
The authors thank the IWT Agency for Innovation by Scienceand Technology, Belgium for the IWT-SBO HEPSTEM project (IWT990066) as well as UGhent for funding the MultidisciplinaryResearch Partnership Nano- and Biophotonics (2010e2014).
Appendix A. Supplementary material
Supplementary material related to this article can be found athttp://dx.doi.org/10.1016/j.biomaterials.2013.09.078.
References
[1] Dutta RC, Dutta AK. Cell-interactive 3d-scaffold: advances and applications.Biotechnol Adv 2009;27:334e9.
[2] Shachar M, Cohen S. Cardiac tissue engineering, ex-vivo: design principles inbiomaterials and bioreactors. Heart Fail Rev 2003;8:271e6.
[3] Billiet T, Vandenhaute M, Schelfhout J, Van Vlierberghe S, Dubruel P. A reviewof trends and limitations in hydrogel-rapid prototyping for tissue engineering.Biomaterials 2012;33:6020e41.
[4] Desmet T, Schacht E, Dubruel P. Rapid prototyping as an elegant productiontool for polymeric tissue engineering scaffolds: a review. In: Barnes SJ,Harris LP, editors. Tissue engineering: roles, materials and applications. NewYork: Nova Science Publishers; 2008. p. 141e89.
[5] Guillotin B, Souquet A, Catros S, Duocastella M, Pippenger B, Bellance S, et al.Laser assisted bioprinting of engineered tissue with high cell density andmicroscale organization. Biomaterials 2010;31:7250e6.
[6] Xu M, Wang X, Yan Y, Yao R, Ge Y. An cell-assembly derived physiological 3dmodel of the metabolic syndrome, based on adipose-derived stromal cells anda gelatin/alginate/fibrinogen matrix. Biomaterials 2010;31:3868e77.
[7] Lee W, Lee V, Polio S, Keegan P, Lee JH, Fischer K, et al. On-demand three-dimensional freeform fabrication of multi-layered hydrogel scaffold withfluidic channels. Biotechnol Bioeng 2009;105:1178e86.
[8] Melchels FP, Feijen J, Grijpma DW. A review on stereolithography and itsapplications in biomedical engineering. Biomaterials 2010;31:6121e30.
[9] Malda J, Woodfield TBF, van der Vloodt F, Kooy FK, Martens DE, Tramper J,et al. The effect of PEGT/PBT scaffold architecture on oxygen gradients intissue engineered cartilaginous constructs. Biomaterials 2004;25:5773e80.
[10] Martin I, Wendt D, Heberer M. The role of bioreactors in tissue engineering.Trends Biotechnol 2004;22:80e6.
[11] Stephens JS, Cooper JA, Phelan FR, Dunkers JP. Perfusion flow bioreactor for 3din situ imaging: investigating cell/biomaterials interactions. Biotechnol Bioeng2007;97:952e61.
[12] Chang R, Nam Y, Sun W. Direct cell writing of 3d microorgan for in vitropharmacokinetic model. Tissue Eng Part C 2008;14:157e66.
[13] Khalil S, Nam J, Sun W. Multi-nozzle deposition for construction of 3dbiopolymer tissue scaffolds. Rapid Prototyping J 2005;11:9e17.
[14] Wang XH, Yan YN, Pan YQ, Xiong Z, Liu HX, Cheng B, et al. Generation ofthree-dimensional hepatocyte/gelatin structures with rapid prototyping sys-tem. Tissue Eng 2006;12:83e90.
[15] Fedorovich NE, Dewijn JR, Verbout AJ, Alblas J, Dhert WJA. Three-dimensionalfiber deposition of cell-laden, viable, patterned constructs for bone tissueprinting. Tissue Eng Part A 2008;14:127e33.
[16] Shim JH, Kim JY, Park M, Park J, Cho DW. Development of a hybrid scaffoldwith synthetic biomaterials and hydrogel using solid freeform fabricationtechnology. Biofabrication 2011;3:034102.
[17] Skardal A, Zhang J, McCoard L, Xu X, Oottamasathien S, Prestwich GD. Pho-tocrosslinkable hyaluronan-gelatin hydrogels for two-step bioprinting. TissueEng Part A 2010;31:6173e81.
[18] Yao R, Zhang RJ, Yan YN, Wang XH. In vitro angiogenesis of 3d tissue engi-neered adipose tissue. J Bioact Compat Pol 2009;24:5e24.
[19] Li SJ, Yan YN, Xiong Z, Weng CY, Zhang RJ, Wang XH. Gradient hydrogelconstruct based on an improved cell assembling system. J Bioact Compat Pol2009;24:84e99.
[20] Li SJ, Xiong Z, Wang XH, Yan YN, Liu HX, Zhang RJ. Direct fabrication of ahybrid cell/hydrogel construct by a double-nozzle assembling technology.J Bioact Compat Pol 2009;24:249e65.
[21] Yan YN, Wang XH, Xiong Z, Liu HX, Liu F, Lin F, et al. Direct construction of athree-dimensional structure with cells and hydrogel. J Bioact Compat Pol2005;20:259e69.
[22] Schuurman W, Levett PA, Pot MW, van Weeren PR, Dhert WJA,Hutmacher DW, et al. Gelatin-methacrylamide hydrogels as potential bio-materials for fabrication of tissue-engineered cartilage constructs. MacromolBiosci 2013;13:551e61.
[23] Powers MJ, Janigian DM, Wack KE, Baker CS, Stolz DB, Griffith LG. Functionalbehavior of primary rat liver cells in a three-dimensional perfused microarraybioreactor. Tissue Eng 2002;8:499e513.
[24] Hwang CM, Sant S, Masaeli M, Kachouie NN, Zamanian B, Lee SH, et al.Fabrication of three-dimensional porous cell-laden hydrogel for tissue engi-neering. Biofabrication 2010;2:035003.
[25] Nichol JW, Koshy ST, Bae H, Hwang CM, Yamanlar S, Khademhosseini A. Cell-laden microengineered gelatin methacrylate hydrogels. Biomaterials 2010;31:5536e44.
[26] Aubin H, Nichol JW, Hutson CB, Bae H, Sieminski AL, Cropek DM, et al.Directed 3d cell alignment and elongation in microengineered hydrogels.Biomaterials 2010;31:6941e51.
[27] Du YA, Lo E, Ali S, Khademhosseini A. Directed assembly of cell-ladenmicrogels for fabrication of 3d tissue constructs. Proc Natl Acad Sci USA2008;105:9522e7.
[28] Van den Bulcke AI, Bogdanov B, De Rooze N, Schacht EH, Cornelissen M,Berghmans H. Structural and rheological properties of methacrylamidemodified gelatin hydrogels. Biomacromolecules 2000;1:31e8.
[29] Landers R, Mulhaupt R. Desktop manufacturing of complex objects, pro-totypes and biomedical scaffolds by means of computer-assisted designcombined with computer-guided 3d plotting of polymers and reactive olig-omers. Macromol Mater Eng 2000;282:17e21.
[30] Landers R, Hubner U, Schmelzeisen R, Mulhaupt R. Rapid prototyping ofscaffolds derived from thermoreversible hydrogels and tailored for applica-tions in tissue engineering. Biomaterials 2002;23:4437e47.
[31] Masschaele BC, Cnudde V, Dierick M, Jacobs P, Van Hoorebeke L,Vlassenbroeck J. UGCT: new x-ray radiography and tomography facility. NuclInstrum Meth A 2007;580:266e9.
[32] Billiet T, Van Gasse B, Gevaert E, Cornelissen M, Martins JC, Dubruel P.Quantitative contrasts in the photopolymerization of acrylamide andmethacrylamide-functionalized gelatin hydrogel building blocks. MacromolBiosci. http://dx.doi.org/10.1002/mabi.201300143. Available from URL: http://onlinelibrary.wiley.com/doi/10.1002/mabi.201300143/pdf; 2013.
[33] Bryant SJ, Nuttelman CR, Anseth KS. Cytocompatibility of uv and visible lightphotoinitiating systems on cultured NIH/3T3 fibroblasts in vitro. J Biomat Sci-Polym Sci 2000;11:439e57.
[34] Rouillard AD, Berglund CM, Lee JY, Polacheck WJ, Tsui Y, Bonassar LJ, et al.Methods for photocrosslinking alginate hydrogel scaffolds with high cellviability. Tissue Eng Part C 2011;17:173e9.
[35] Occhetta P, Sadr N, Piraino F, Redaelli A, Moretti M, Rasponi M. Fabrication of3d cell-laden hydrogel microstructures through photo-mold patterning. Bio-fabrication 2013;5:035002.
[36] Yan YN, Wang XH, Pan YQ, Liu HX, Cheng J, Xiong Z, et al. Fabrication of viabletissue-engineered constructs with 3d cell-assembly technique. Biomaterials2005;26:5864e71.
[37] Schuurman W, Khristov V, Pot MW, van Weeren PR, Dhert WJA, Malda J.Bioprinting of hybrid tissue constructs with tailorable mechanical properties.Biofabrication 2011;3:021001.
[38] Aguado BA, Mulyasasmita W, Su J, Lampe KJ, Heilshorn SC. Improving viabilityof stem cells during syringe needle flow through the design of hydrogel cellcarriers. Tissue Eng Part A 2012;18:806e15.
[39] Mironi-Harpaz I, Wang DY, Venkatraman S, Seliktar D. Photopolymerization ofcell-encapsulating hydrogels: crosslinking efficiency versus cytotoxicity. ActaBiomater 2012;8:1838e48.
T. Billiet et al. / Biomaterials 35 (2014) 49e6262