bio-dme feedstock & process considerations
TRANSCRIPT
Bio-DME Feedstock & Process Considerations
Serge Randhava Chairman & CEO
www.uniteltech.com
7th Asian DME ConferenceNiigata, JapanNovember 16-18, 2011
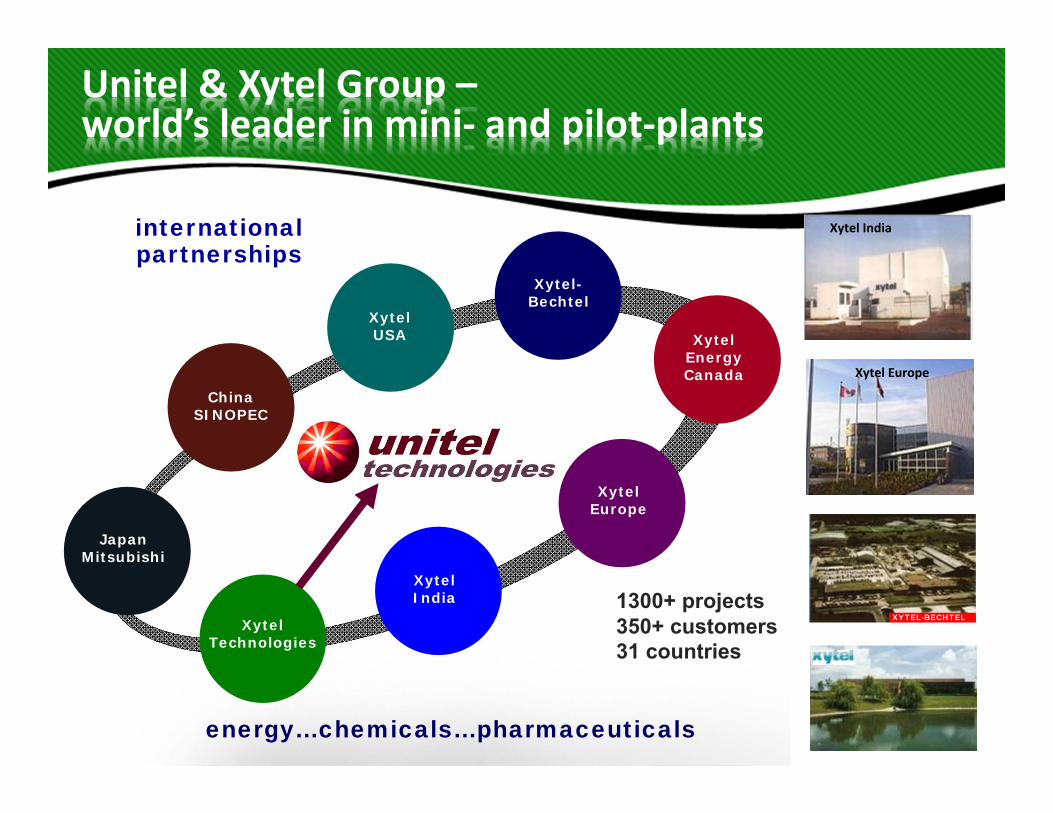
Unitel & Xytel Group –world’s leader in mini‐ and pilot‐plants
Xytel Europe
Xytel-Bechtel
XYTEL-BECHTEL
Xytel India
energy…chemicals…pharmaceuticals
international partnerships
1300+ projects350+ customers31 countries
XytelUSA
XytelEurope
XytelTechnologies
Xytel-Bechtel
Japan Mitsubishi
XytelIndia
ChinaSINOPEC
XytelEnergyCanada

Recent Unitel DME projects
Korea Gas 10 TPD Demo Plant
Korea Gas 900 TPD Commercial Plant
GV Energy, Inc. – Biomass to Methanol to DME
Oberon Fuels – DME from Methanol, Natural Gas or Biogas
For more information about DME, please visit www.aboutdme.org

Bio‐Feedstocks
BIO-FEEDSTOCKSSYNGAS
SYNGAS
METHANOL
DME
DME
Opportunity Feedstocks
• Black liquor, Chemrec, Pitea, Sweden• Biogas, Oberon Fuels, San Diego, USA
Conventional Bio-Feedstocks
• High yield crops grown specifically for energy applications • Food wastes from manufacturing, preparation, and post-consumer usage• Agricultural residues from harvesting or processing • Virgin wood from forestry and arboricultural sourcesIssues: collection, transportation costs, storage

Biomass Feedstocks
Biomass is natures solar energy storage system.
It has an optimal composition of C-O-H.
Harvesting biomass energy is the ultimate challenge in this century.
Biomass can be readily gasified into syngas.
Syngas can be converted into value-added liquid products.
The most promising emerging liquid product is dimethylether (DME).
biomass: the magic ratioC ~40%
O ~20%
H ~40%
Moisture Content ~ 20%

Bio‐DME Gasification Island

Gasifier Design Features
simple fluidized bed design
maximize solids residence time for conversion and minimize tar formation
range of fluidization velocities to accommodate different feed ranges
primary tar breaking mechanism within the fluidized bed
wide range of temperature operation to accommodate differences in reactionkinetics
optimal pressure range up to 150 psig to enhance fluidization properties
longer retention times for fines in the gasifier for maximizing single passconversion
safe introduction of oxygen to avoid sintering
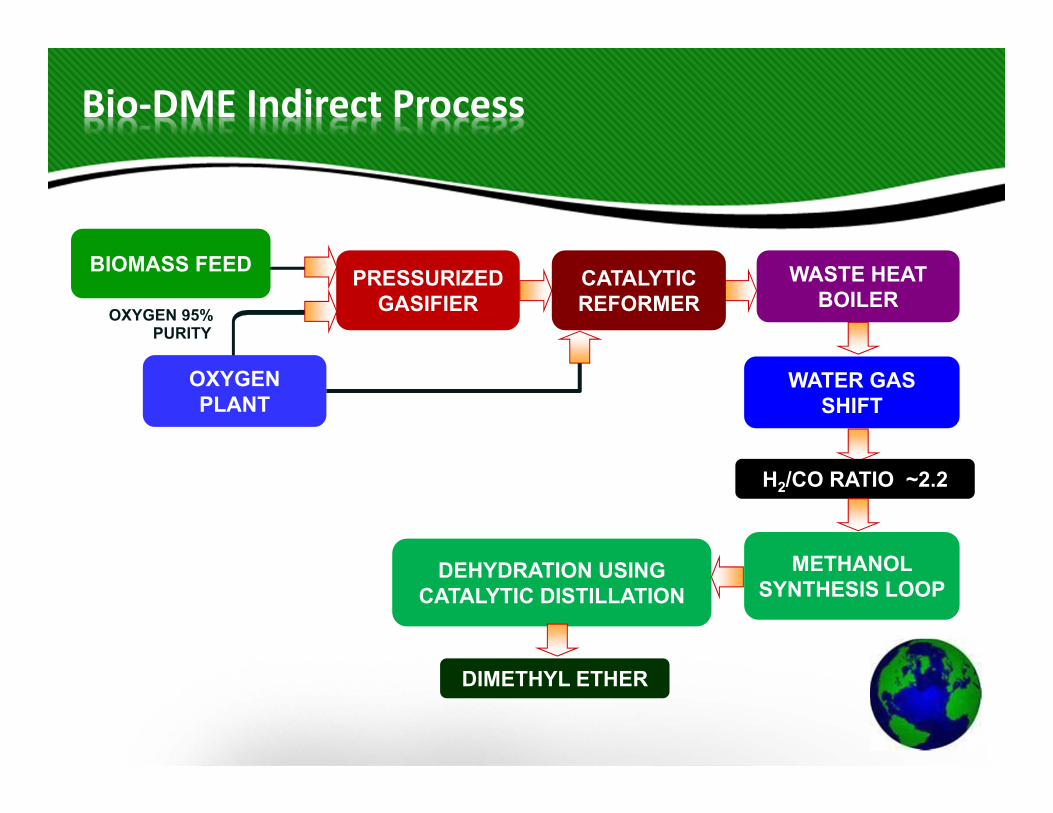
Bio‐DME Indirect Process
OXYGEN 95% PURITY
OXYGEN PLANT
BIOMASS FEED PRESSURIZED GASIFIER
CATALYTIC REFORMER
WASTE HEAT BOILER
WATER GAS SHIFT
METHANOL SYNTHESIS LOOP
H2/CO RATIO ~2.2
DEHYDRATION USING CATALYTIC DISTILLATION
DIMETHYL ETHER

DME from Biomass – Indirect Processsample material balance
Wood Wastes17,703 kg/hr
425 MTPD
Oxygen204.7 kmol/hr
157 MTPD
Steam165.9 kmol/hr
72 MTPD
CRUDE METHANOL
253.8 kmol/hr
193 MTPD
Purge & Vent57.6 kmol/hr
22 MTPD
METHANOL SYNTHESIS
Wood Wastes
Biomass Feed
(10 wt% moisture)
Ash740 kg/hr18 MTPD
H2O96.6 kmol/hr
42 MTPD
CO2 & Absorbed Gases420.8 kmol/hr
379 MTPD
DME CATALYTIC
DISTILLATION
DME PRODUCT
123.1 kmol/hr
136 MTPD
Waste H2O130.8 kmol/hr
57 MTPD

Bio‐DME Direct Process
OXYGEN 95% PURITY
CO2OXYGEN PLANT
BIOMASS FEEDPRESSURIZED
GASIFIERCATALYTIC REFORMER
WASTE HEAT BOILER
CO2 REJECTION
DME SYNTHESIS LOOP
DIMETHYL ETHER

DME from Biomass – Direct Processsample material balance
Oxygen214.9 kmol/h
165 TPD
H2O278.5 kmol/h
120 TPD
CO2365.2 kmol/h372 TPD
DME135.8 kmol/h150 TPD(60,000 gal/day)
Purge & VentH2/CO/CO2/Light Ends
74.2 kmol/h33 TPD
Ash993 kg/h24 TPD
DME SYNTHESIS
Biomass Feed
Biomass22,243 kg/h
534 TPD427 (Dry) TPD

Biomass Logistics using Corn Cobs
Corn cob feed supply radius: 30 miles (10% farmers contributing)DiMethyl Ether product distribution radius: 100 miles
150 TPD DiMethyl
EtherPlant
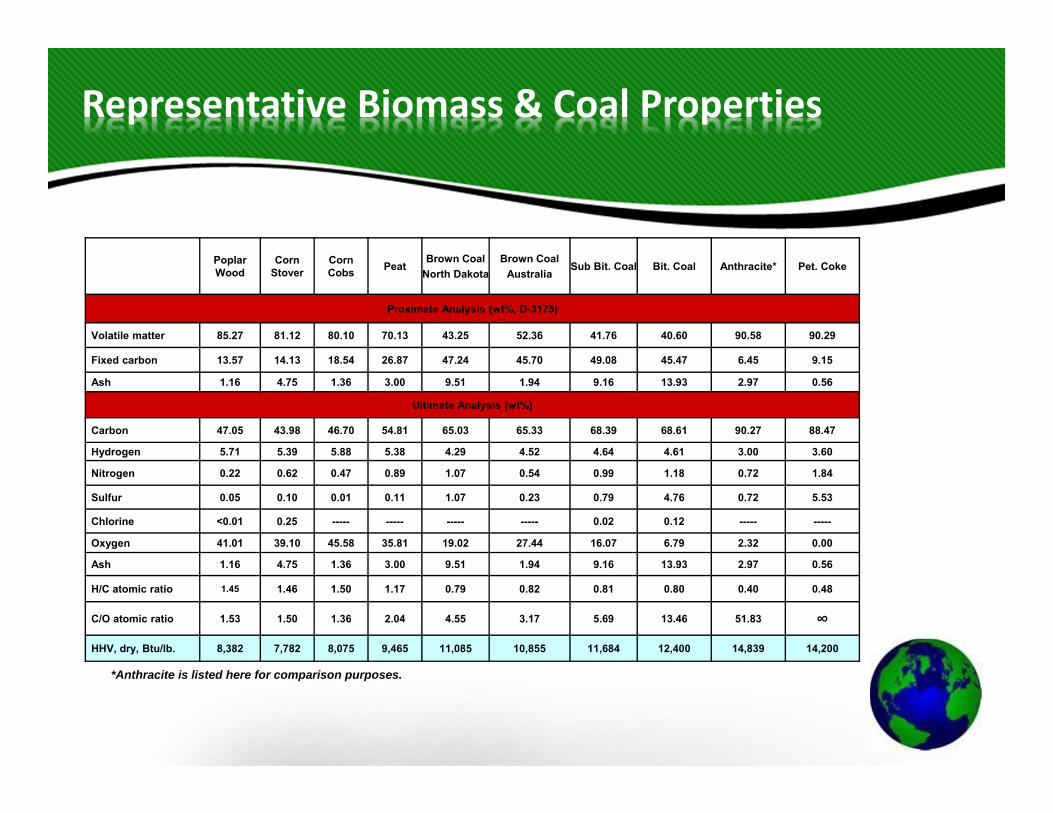
Representative Biomass & Coal Properties
Poplar Wood
Corn Stover
Corn Cobs Peat
Brown CoalNorth Dakota
Brown CoalAustralia
Sub Bit. Coal Bit. Coal Anthracite* Pet. Coke
Proximate Analysis (wt%, D-3175)
Volatile matter 85.27 81.12 80.10 70.13 43.25 52.36 41.76 40.60 90.58 90.29
Fixed carbon 13.57 14.13 18.54 26.87 47.24 45.70 49.08 45.47 6.45 9.15
Ash 1.16 4.75 1.36 3.00 9.51 1.94 9.16 13.93 2.97 0.56
Ultimate Analysis (wt%)
Carbon 47.05 43.98 46.70 54.81 65.03 65.33 68.39 68.61 90.27 88.47
Hydrogen 5.71 5.39 5.88 5.38 4.29 4.52 4.64 4.61 3.00 3.60
Nitrogen 0.22 0.62 0.47 0.89 1.07 0.54 0.99 1.18 0.72 1.84
Sulfur 0.05 0.10 0.01 0.11 1.07 0.23 0.79 4.76 0.72 5.53
Chlorine <0.01 0.25 ----- ----- ----- ----- 0.02 0.12 ----- -----
Oxygen 41.01 39.10 45.58 35.81 19.02 27.44 16.07 6.79 2.32 0.00
Ash 1.16 4.75 1.36 3.00 9.51 1.94 9.16 13.93 2.97 0.56
H/C atomic ratio 1.45 1.46 1.50 1.17 0.79 0.82 0.81 0.80 0.40 0.48
C/O atomic ratio 1.53 1.50 1.36 2.04 4.55 3.17 5.69 13.46 51.83 ∞HHV, dry, Btu/lb. 8,382 7,782 8,075 9,465 11,085 10,855 11,684 12,400 14,839 14,200
*Anthracite is listed here for comparison purposes.

Acknowledgements
Dr. Ravi Randhava, Unitel Technologies, Inc. Dr. Wonjun Cho, Korea Gas Corporation Mr. C.H. Lee, Korea Gas Technology Corporation Mr. Eric Switzer, GV Energy, Inc. Mr. Greg Rogers, GV Energy, Inc. Mr. Neil Senturia, Oberon Fuels Mr. Elliot Hicks, Oberon Fuels Dr. Richard Kao, Unitel Technologies, Inc. Mr. Todd Harvey, Unitel Technologies, Inc. Mr. Bradley Novak, Unitel Technologies, Inc. Ms. Jacki Brunner, Unitel Technologies, Inc. Ms. Indira Choudrey, Unitel Technologies, Inc. Mr. Jack Oswald, SynGest Inc. & AliphaJet